Каталог. Марки оборудования для производства окон | PROMOKNA.RU
В данном разделе мы разместили краткие резюме по основным производителям оборудования для производства окон и стеклопакетов, присутствующим на российском рынке. Частично использовалась информация из официальных сайтов производителей, поэтому раздел имеет слегка «рекламный» оттенок.
Марки оборудования для производства окон:
Оборудование Comall
COMALL обеспечивает соответствие выпускаемого оборудования передовым технологиям, соответствуя требованиям изменяющегося рынка. Начав свою деятельность в 1979 году, фирма производит широкую линейку оборудования для обработки алюминиевого профиля.Оборудование, COMALL обеспечивается эксклюзивным сервисом. С 1999 года фирма COMALL является частью промышленной группы FOM.
Оборудование Schuring
Вальтер Шуринг (основатель фирмы) стоял у истоков создания пластиковых оконных профилей в 50-х годах. Основываясь на огромном опыте, Вальтер Шюринг спроектировал в 1969 году одну из первых систем оконного пвх профиля. Наработки и достижения фирмы Шуринг во многом сегодня определяют лицо оконной отрасли. Сегодня это многопрофильное предприятие, предлагающее оборудование shuring, фурнитуру и многое другое.
Наработки и достижения фирмы Шуринг во многом сегодня определяют лицо оконной отрасли. Сегодня это многопрофильное предприятие, предлагающее оборудование shuring, фурнитуру и многое другое.
Оборудование Fimtec
Оборудование Fimtec известно в России с 90-х годов 20-го века. За прошедшие годы фирма заслужила признание как продавец высокотехнологичного и качественного оборудования для производства окон и стеклопакетов. Fimtec обеспечивает клиентов технической поддержкой благодаря широкой сети филиалов по всей России.
Оборудование Lisi
Более 20-ти лет фирма LISI поставляет лучшее оборудование для производства окон. Станки фирмы Lisi поставляются в 50 стран мира, и география дилерской сети постоянно растет. В соответствии с европейскими стандартами качества и эргономичности, конструкторская проработка станков выполняется до мельчайших деталей.
Оборудование Rotox
Оборудование ROTOX представлено широчайшим перечнем станков для изготовления фасадов,окон и дверей: от ручных устройств и инструмента до автоматических линий сборки. Специалисты компании Ротокс подбирают для Заказчика необходимую технику, выполняют планировку размещения оборудования в цехе с учетом выбранной технологии, производят подключение станков и оказывают всестороннюю техническую поддержку.
Специалисты компании Ротокс подбирают для Заказчика необходимую технику, выполняют планировку размещения оборудования в цехе с учетом выбранной технологии, производят подключение станков и оказывают всестороннюю техническую поддержку.
Оборудование Haffner
Фирма Haffner производит оборудование более 70-ти лет, и, ориентируясь на потребности клиентов, является надежным поставщиком современной техники для сборки окон. Заказывая оборудование Hafner, Вы получаете из одних рук весь перечень продукции и услуг, необходимых для организации производственного процесса.
Оборудование Urban
Первый зачистной станок Urban фирма изготовила еще 40 лет назад. За прошедшее время разработана широкий ассортимент продукции, способный удовлетворить потребности как мелких, так и крупных автоматизированных производств. Компания демонстрирует динамичное развитие, свидетельством которого является открытие все новых филиалов по всему миру. Сегодня оборудование Урбан производится в Европе, Северной Америке и Китае.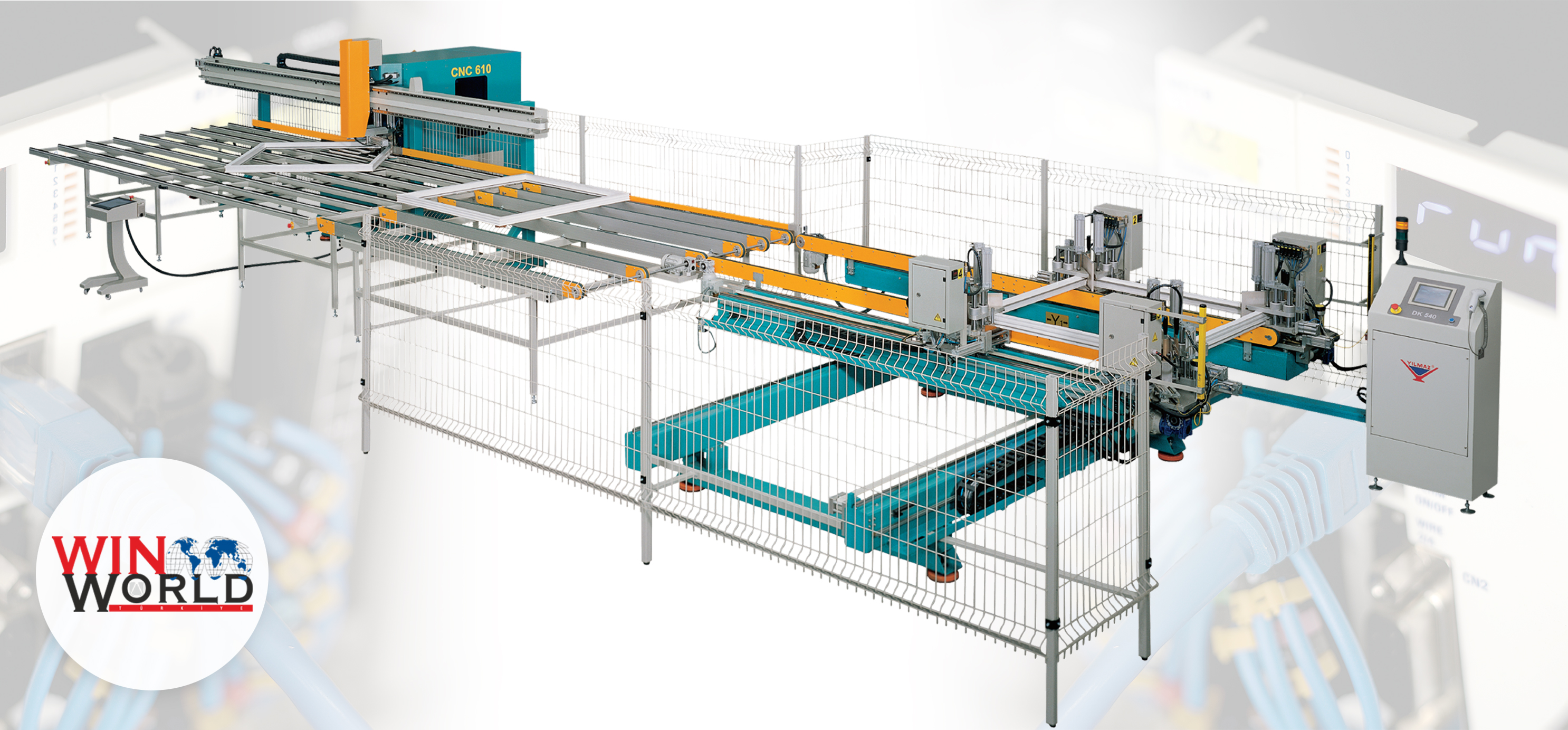
Оборудование Pertici
Pertici – итальянский производитель станков для обработки ПВХ, алюминия и прочих материалов. Вся поставляемая продукция характеризуется качеством и надежностью, благодаря высоким стандартам производства.
Оборудование P.V.Tecnic
Завод по производству станков P.V. TECNIC открылся в 1989 году. Станки разрабатываются, и проходят испытания на заводе-изготовителе. Номенклатура оборудования P.V. TECNIC отвечает различным требованиям: от линий для небольших цехов до автоматических станков с ЧПУ для поточного производства. Сейчас компания входит в состав концерна FOM GROUP , в который входит еще 11 заводов по изготовлению станков.
Также на российском рынке присутствуют такие европейские марки оборудования, как: Elumatec, Emmegi, Mecal, Rapid, Altech, OMC, Tecnoprima, LGF, MLA, Tekna, Hollinger, Gemma Group, Tronzadoras, Graule, Gemma, TreC, Italiana Macchine, Macc.
Оборудование Yilmaz
Ведущий производитель оборудования- YILMAZ Machine, чутко реагируя на потребности рынка, предлагает широкий спектр станков для обработки алюминия и ПВХ. Оборудование Вилмаз характеризуется высоким качеством и конкурентоспособной ценой. Фирма постоянно работает над дальнейшим расширением номенклатуры продукции и сервисно-сбытовой сети. Оборудование имеет сертификаты качества многих стран мира, в том числе российские.
Оборудование Вилмаз характеризуется высоким качеством и конкурентоспособной ценой. Фирма постоянно работает над дальнейшим расширением номенклатуры продукции и сервисно-сбытовой сети. Оборудование имеет сертификаты качества многих стран мира, в том числе российские.
Оборудование Kaban
Деятельность компании началась в 1986году, с производства гидравлических цилиндров и токарно-фрезерных станков. На рынке оборудования для ПВХ фирма заявила о себе в 1989году. Начав работу с цеха площадью 20 кв.м, сегодня производственные площади компании занимают 12000 кв.м., что свидетельствует о правильно выбранной стратегии развития и высокой конкурентоспособности продукции.
Оборудование Murat
В начале 1980 годов, оценив потребности рынка, фирма Murat приступила к производству станков для обработки алюминиевых и пластиковых профилей. Сегодня фирма предлагает продукцию, качество которой имеет признание по всему миру.Оборудование Мурат продается в 65 стран, в том числе в США и Западную Европу. Производственные площади составляют свыше 13 тыс. кв.м., а количество сотрудников превысило 260 человек. Признанием качества продукции является сотрудничество с фирмой Elumatec, начиная с 2005г. совместное предприятие изготавливает станки, пользуещиеся неизменным спросом по всему миру.
Производственные площади составляют свыше 13 тыс. кв.м., а количество сотрудников превысило 260 человек. Признанием качества продукции является сотрудничество с фирмой Elumatec, начиная с 2005г. совместное предприятие изготавливает станки, пользуещиеся неизменным спросом по всему миру.
Оборудование Ozcelik
Фирма Ozcelik Makine, основанная в 1980 году, и начала производство с оборудования для резки. В настоящий момент, благодаря накопленному опыту и квалифицированному персоналу предлагается оборудование Озцелик как для обработки пвх и алюминия, так и дерева.Компания имеет заказчиков более чем в 30 странах, и наращивает объем продаж за счет сервисного обслуживания и технической поддержке заказчиков.
Оборудование Omurzak
Организованная в 1977 году фирма Omurzak Makina, по настоящий момент является новатором в изготовлении оборудования для сборки конструкций из ПВХ и Алюминия. Заказчикам предлагается широкий выбор услуг для содействия стабильному развитию бизнеса клиентов. Оборудование Омурзак поставляется в Россию через собственный филиал компании.
Оборудование Омурзак поставляется в Россию через собственный филиал компании.
Оборудование Hegsan
История компании HEGSAN MAKINA берет свой отсчёт с 1986 года. Стремясь соответствовать возрастающим требованиям заказчиков, компания постоянно работает над расширением номенклатуры и повышением качества сервисных услуг.
Оборудование Ozgenc
Компания OZGENC MAKINA начала свою деятельность в 1970 году с производства столярных станков для деревообрабатывающей промышленности. На данный момент OZGENC MAKINA – это стабильно развивающиеся предприятие, с площадь производственных площадей 2500 кв.м.Оборудование Озгенч поставляется в Узбекистан, Болгарию, Казахстан, Украину, Румынию, Грецию, Белоруссию, Ирак и страны Африки.
Оборудование MWT
Станки марки MWT относительно недавно появились на российском рынке. Оборудование MWT отличается невысокой ценой. Обеспечивается предпродажная подготовка всего перечня поставляемых станков.
Оборудование Brogen
Станки Brogen характеризуются низкой стоимостью и широкой номенклатурой предлагаемого оборудования. Оборудование Броген реализуется через широкую сеть дилерских складов, что обеспечивает удобство доставки до потребителя. В линейке станков представлено как оборудование для изготовления окон, так и стеклопакетное оборудование.
Также на рынке присутствуют такие турецкие производители, как: Daizer, Taha Bayrak, Oztum, Penmak, Atlas makina, Antec, E.T.M., Risus, Oberg Makina.
Оборудование Старт
Отечественное предприятие по изготовлению оборудования «Старт» было открыто в 2000 г. в г. Ростов-на-Дону. Приоритетным направлением деятельности является изготовление оборудования для малого оконного бизнеса. В линейку станков «Старт» сегодня входит более 20 разных видов станков и оборудования.
Оборудование Vera
Компания «Промтехцентр-ВЕРА» находится в особой экономической зоне-г. Калининград. Фирма более 3 лет успешно работает на рынке станков для изготовления окон под маркой «ВЕРА». Заказчикам предоставляется гарантийное обслуживание, обучениеи обеспечение технологической оснасткой.
Фирма более 3 лет успешно работает на рынке станков для изготовления окон под маркой «ВЕРА». Заказчикам предоставляется гарантийное обслуживание, обучениеи обеспечение технологической оснасткой.
Оборудование китайского производства:
На рынке оборудования РФ присутствуют такие фирмы как: Tianchen Deca, Liming machine, Parker.
Марки оборудования для производства стеклопакетов:
Оборудование Lisec
Компания основана 20 октября 1961г. Сегодня компания насчитывает более 1600 сотрудников по всему миру. Головной завод в г.Seitenstetten имеет площадь производственных помещений 7000кв.м. Оборудование Lisec это синоним высокой надежности и качества.
Оборудование Emar
Фирма Emar основана 70 лет назад. Работая в направлении оборудования для производства стеклопакетов, компания добилась значительных успехов. Сегодня импорт оборудования Emar осуществляется в более чем 50 стран мира. Производственные площади составляют 2000 кв. м. Компания основывается в работе на инвестиции в новые разработки и развитие сервиса для клиентов.
м. Компания основывается в работе на инвестиции в новые разработки и развитие сервиса для клиентов.
Оборудование Bavelloni
Bavelloni один из ведущих итальянских производителей инструмента и оборудования для стеклопакетов. Линейка продукции включает в себя в том числе высокопроизводительные автоматические линии сборки стеклопакетов.Компания постоянно инвестирует в развитие сервиса для покупателей, с тем чтобы иметь надежные представительства и каналы сбыта и сервиса.
Оборудование Optimac
Компания является одним из ведущих производителом и поставщиком специализированного оборудования Optimac для производства стеклопакетов. Опыт работы и знания высоко квалицированных специалистов компании Оптимак все расширяется в сфере дизайна, машиностроения, производства, проектирования и планировки станков.
Оборудование Bottero
Фирма Bottero была организована в 1957г. Основная специализация –производство оборудования для резки стекла, в этой области фирма является одним из лидеров рынка. Наличие расходных материалов и запасных частей для оборудование Bottero позволяет своевременно решать разные технически сложные проблемы в кратчайший срок.
Наличие расходных материалов и запасных частей для оборудование Bottero позволяет своевременно решать разные технически сложные проблемы в кратчайший срок.
Также на рынке присутствуют такие марки как: Euromec, Szilank, Glasstools, Tamglass, Pannkoke, Оптиком, Best Makina.
Оборудование для производства пластиковых окон пвх, технология производства окон, оборудование для производства стеклопакетов, Yilmaz.
WinMachines предлагает оборудование для производства окон пвх западноевропейских (Lisi, Comall, LGF, Emar и др.), турецких (Yilmaz, Hegsan, Sonmez и др.) и ведущих российских производителей, зарекомендовавших себя с наилучшей стороны.
Благодаря широкой номенклатуре и гибкой ценовой политике, мы можем удовлетворить самый широкий спектр потребностей изготовителей окон. Будь то крупное предприятия с солидной клиентской базой или небольшое развивающееся предприятие. Независимо от объема и размаха производства, у нас одна цель: повысить рентабельность вашего бизнеса и обеспечить безупречную репутацию как производителя окон и дверей.
Вы только планируете открыть цех? Организация вашего бизнеса по сборке окон только на стадии разработки? Мы уверены, что наше сотрудничество будет долгим и плодотворным. Обратившись в нашу компанию, вы обретаете возможность не только получить исчерпывающие консультации о работе оборудования, технологии производства пластиковых окон, но сможете увидеть весь процесс производства собственными глазами.
Мы возьмем на себя решение многих вопросов, возникающих на стадии организации бизнеса:
|
|||||||||||
|
|||||||||||
|

 jpg”>
jpg”> Только для наших клиентов:
Гибкая ценовая и сбытовая политика, основанная на принципах лояльности к клиенту, сделает наше предложение привлекательным для любого покупателя. Мы предоставляем скидки при покупке как отдельных станков, так и комплекта оборудования. Наша компания проводит специальные акции, предлагает сезонные скидки, к вашим услугам специальные ценовые предложения и возможность приобретения оборудования в лизинг.
Техническая поддержка. Мы не просто «продаем» станки, наши специалисты осуществляют техническую поддержку и гарантийное обслуживание в течение всего периода работы машин и механизмов.
Обучение. Не секрет, что эффективность работы производственной линии во многом зависит от квалификации обслуживающего персонала. В ходе подключения станков, мы проведем обучение и подготовку ваших рабочих.
Логистика. Для удобства наших клиентов, предлагаемое оборудование для производства стеклопакетов находится на складах в Москве. Это позволит организовать доставку в любой регион России и начать монтаж оборудования в максимально сжатые сроки.
Для удобства наших клиентов, предлагаемое оборудование для производства стеклопакетов находится на складах в Москве. Это позволит организовать доставку в любой регион России и начать монтаж оборудования в максимально сжатые сроки.
Trade-in. Ваш бизнес успешно работает и приносит стабильный доход и Вы задумались об обновлении станочного парка? Если станки приобретены в нашей компании, мы избавим наших клиентов от необходимости торговать оборудованием – это наша работа. При покупке новых станков, стоимость старого оборудования, будет учтена.
Комплексность поставок. Вы получаете не только основное оборудование для производства окон, но и компрессоры, систему подготовки воздуха, пневмоинструмент, вспомогательное оборудование (столы, тележки и пр.). Наши заказчики имеют возможность получить все, что необходимо для открытия производства из одних рук по оптимальным ценам.
Звоните ! +7 (495) 518-63-49, +7(985) 762-97-73
Мы рады внести свой вклад в развитие вашего бизнеса. Комплекс наших сервисных услуг поможет преодолеть все сложности организации производства и обойти все подводные камни на пути к успеху. Если ваш бизнес стал успешным – мы достигли цели.
Комплекс наших сервисных услуг поможет преодолеть все сложности организации производства и обойти все подводные камни на пути к успеху. Если ваш бизнес стал успешным – мы достигли цели.
У нас Вы можете приобрести как отдельные станки для расширения действующего производства, так и готовые комплекты оборудования для производства окон, в зависимости от требуемой производительности и финансовых возможностей.
Комплекты оборудования для сборки окон и стеклопакетов
Фотогаллерея
Если у Вас возникли вопросы, мы с готовностью ответим на них по телефону, электронной почте, с помощью ICQ либо Skype.
Квалифицированный специалист компании ответит на все Ваши вопросы. Звоните!
Первый портативный станок для производства ПВХ окон разработан в Индии
Индийская компания
SAICON, поставщик высококачественных оконных ПВХ-профилей, фурнитуры и технических средств, разработала первый портативный станок для производства ПВХ окон и дверей. Оборудование отличается небольшим весом, компактностью, высокой точностью и качеством изготовления продукции, сообщает портал ОКНА МЕДИА.
Оборудование отличается небольшим весом, компактностью, высокой точностью и качеством изготовления продукции, сообщает портал ОКНА МЕДИА.Данное оборудование может сразу использоваться по прибытии на площадку. Станок весит всего 21,5 килограммов, существенно выигрывая по сравнению с обычным оборудованием, которое весит более 300 килограммов. Станок 220В однофазный (может быть изменен в соответствии с требованием заказчика). Доступны станки двух моделей: V и L.
Благодаря уникальному оборудованию теперь не нужно открывать огромный завод по производству пластиковых окон. Его очень легко использовать даже на небольшой площадке. Также производитель утверждает, что первый портативный станок для производства ПВХ окон не идёт на компромисс по качеству выпускаемой продукции.
Основанная в 2005 году, компания SAICON превратилась в одного из ведущих производителей Индии, специализирующегося на поставках окон и дверей из ПВХ в стране и за рубежом. Компания SAICON экспортирует свою продукцию в более чем 40 стран по всему миру.
Сегодня она позиционируется в качестве независимого процветающего индийского бизнеса и эксперта по продукции из ПВХ. Производственные мощности компании занимают площадь 4 500 кв. метров.
Кроме того, SAICON является пионером в поставках оборудования для производства пластиковых окон. Она является первой компанией, разработавшей полностью портативный станок для производства ПВХ окон, отличающийся высокой точностью и качеством.
ОКНА МЕДИА рекомендует прочесть: Обстановка на рынке оборудования для оконной индустрии отражает экономическую ситуацию в мире
Хотите читать новости ОКНА МЕДИА с Вашего сайта?– Установите код новостного блока
Позиционные станки для производства окон
Окна из натурального дерева обладают рядом важных преимуществ. Это и эстетические качества, и атмосфера уюта и тепла, которую сухая официальность пластиковых окон только разрушает, и то, что натуральное дерево, в отличие от пластика, пусть даже и самого качественного, умеет «дышать», а значит, даже при плотно закрытых окнах поддерживается свежесть воздуха и не образуется конденсат.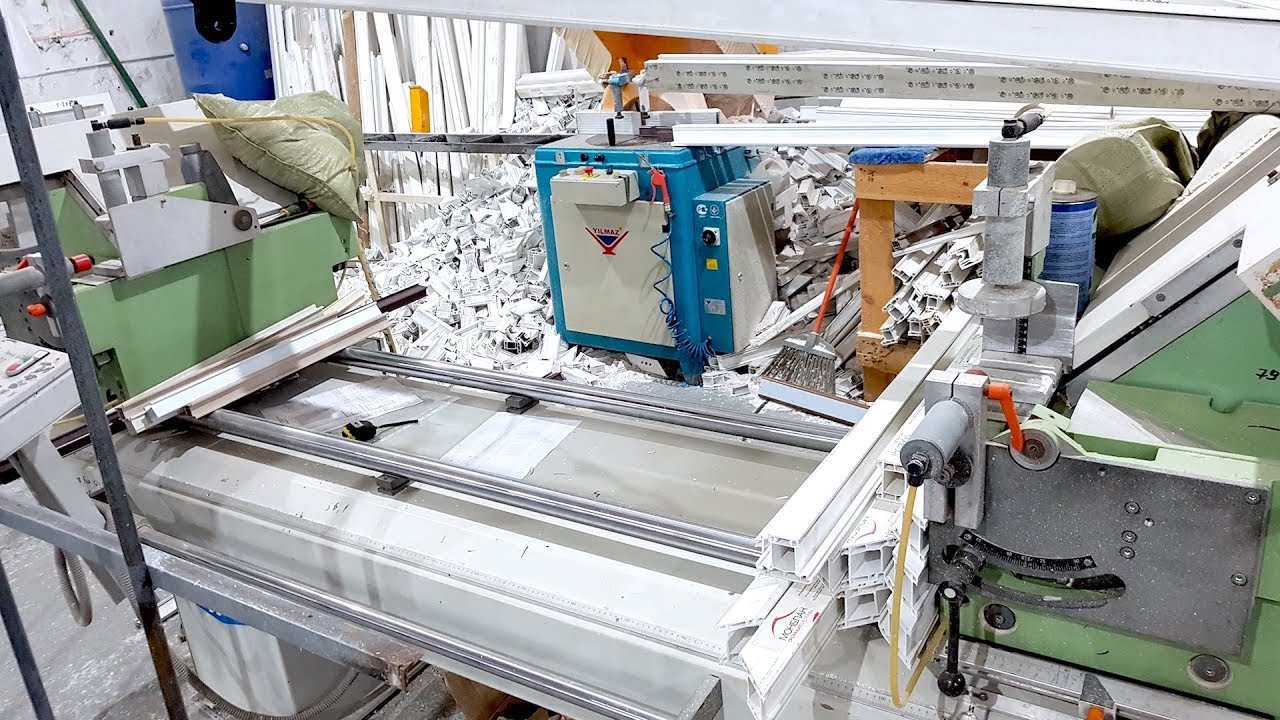
В долговечности дерево тоже не уступает пластику. Натуральное дерево отлично приспособлено к климатическим условиям нашего региона, а с помощью различных современных технологий, специальных пропиток и красителей, его можно дополнительно защитить от природных воздействий и гниения.
Технологические качества современных деревянных окон:
- низкая теплопроводность. Позволяет в любое время года обеспечивать комфорт в помещении;
- высокие показатели звукоизоляции и теплообмена, гораздо выше, чем у пластикового окна такой же толщины;
- более низкий коэффициент температурного расширения, что демонстрирует устойчивость дерева к перепадам температур по сравнению с пластиком;
-
еще одно важное положительное качество деревянного окна это его ремонтопригодность. На пластиковом окне внешние дефекты отремонтировать практически невозможно, в то время как деревянное окно с легкостью поддается ремонту.


Производство более экологичных и эстетичных оконных конструкций из дерева сегодня выходит на первый план. Рынок предлагает широкий выбор оборудования, начиная от дешевых станков для небольших производств и заканчивая автоматизированным оборудованием, например, станками итальянской фирмы Saomad или оборудованием для производства арочных окон чешской марки Arcus.
Производитель имеет своей основной задачей выпускать окна, обладающие максимальной функциональностью: энергосбережение, защита от шума, экологичность, надежность.
Для этого необходимо использовать современное, качественное оборудование.
Для профилирования оконного бруса и выполнения зарезки соединений, чтобы затем осуществить сборку уже готовой продукции применяются позиционные станки для производства окон. Это разумное решение для малых и средних производств, которые выпускают окна и оконный брус. Преимуществами таких станков является:
- гарантия надежной работы;
- легкость конструкции;
- невысокие затраты на эксплуатацию станка;
-
доступная цена.

Покупатели могут найти в каталогах компании «АСТехнология» оборудование под свои производственные потребности и запросы.
Станки для производства окон
Технологии и оборудование для изготовления окон напрямую зависят от объема производства. Для массового выпуска окон используют автоматические и полуавтоматические линии, а также обрабатывающие центры. А для мелкосерийного производства продукции лучше применять традиционную технологию на универсальном оборудовании.
В настоящее время на российском рынке представлены три вида оконных систем: пластиковые окна из ПВХ-профиля, деревянные окна со стеклопакетом (евроокна) и дерево-алюминиевые окна. Причем можно устанавливать как раздельную, так спаренную систему окон.
Пластиковые окна давно завоевали доверие потребителей. Они технологичны, в процессе эксплуатации не требуют ремонта и окраски, удобны для мытья, не подвержены влаге. Окна из ПВХ часто называют металлопластиковыми, поскольку внутри ПВХ-профиля расположен стальной армирующий профиль, обеспечивающий створке необходимую жесткость и прочность.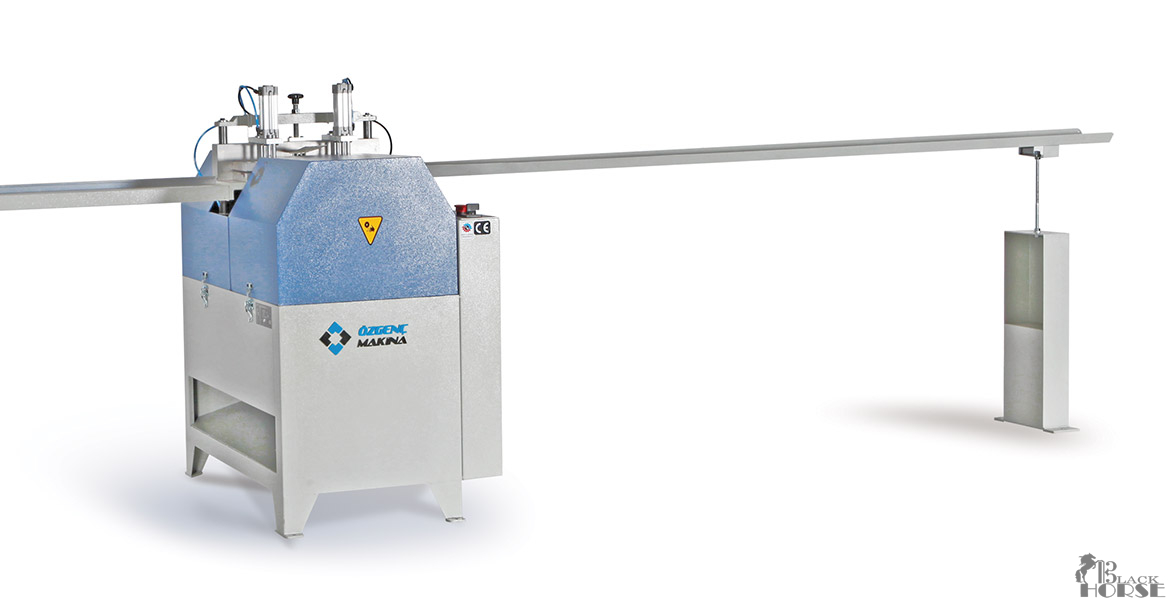
Главными недостатками пластиковых окон являются нестабильность профиля при низких температурах, выделение при пожаре ядовитых газов – диоксинов. Еще один их недостаток – низкие эстетические свойства, хотя последнее время профиль пластиковых окон покрывается различными текстурными покрытиями, имитирующими ценные породы древесины. Однако в перспективе окна из ПВХ не смогут конкурировать с деревянными окнами.
Евроокна отличаются от деревянных окон старого образца наличием в створках стеклопакета, а не листового стекла. Они в большинстве случаев имеют одинарную конструкцию, состоящую из одной коробки и вставленного в нее ряда створок. Причем створки имеют в поперечном сечении сложный профиль с рядом уплотнений и должны выдержать значительный вес стеклопакета.
В связи с этим для изготовления профиля используются специальные, как правило, трехслойные, клееные бруски древесины. Третьим признаком евроокон является применение специальной фурнитуры для обеспечения работы окна в поворотно-откидном режиме. Основные недостатки деревянных евроокон – их высокая стоимость.
Основные недостатки деревянных евроокон – их высокая стоимость.
Дерево-алюминиевые окна – это деревянные окна с алюминиевыми накладками (облицовкой). В их конструкции используются специальные алюминиевые накладки, которые защищают всю поверхность деревянных створок и рам. Как вариант – все наружные створки выполняются из алюминия, а внутренние – из дерева.
Основной целью комбинации этих двух материалов в окне является защита дорогостоящей деревянной конструкции от вредных воздействий окружающей среды и главного врага древесины – ультрафиолетового излучения в спектре солнечного света. Алюминиевые накладки значительно упрощают эксплуатацию окон, облегчая уход за ними, а так же исключая необходимость периодического подкрашивания наружных поверхностей.
Для производства евроокон в качестве заготовки применяется специально клееный брусок, чаще всего трехслойный, склеенный из досок-заготовок радиального или близкого к нему распила. В такой заготовке плоскость разреза проходит через сердцевину бревна, а угол наклона годичных колец к поверхности заготовки находится в пределах 60–90°. Обычно при таком виде раскроя выход заготовок не превышает 15%, что и определяет их значительную стоимость.
Обычно при таком виде раскроя выход заготовок не превышает 15%, что и определяет их значительную стоимость.
Для среднего слоя бруска можно применять заготовки полурадиального распила с углом наклона годичных колец более 45°. Для склеивания бруска высшего сорта используют цельные заготовки влажностью не более 12% без видимых дефектов древесины, в том числе и сучков. Для брусков более низкой сортности внешние, и тем более внутренние заготовки могут быть склеенными по длине на мини-шип после вырезки дефектов.
Далее заготовки склеиваются в прессе в трехслойный «бутерброд», который после высыхания клея обрабатывается в размер по поперечному сечению, как правило, до сечения 78х78 мм. Такой брусок в сравнении с бруском из массивной древесины гораздо меньше подвержен температурным и влажностным деформациям (короблению), он более прочен и не имеет внешних дефектов, ухудшающих внешний вид готового оконного переплета.
Технология изготовления евроокон в зависимости от объема производства (массовое, серийное, единичное) может сильно различаться. При массовом производстве используются как автоматические, так и полуавтоматические линии, обеспечивающие выпуск продукции в большом объеме. В советские времена, когда наблюдался бум промышленного крупнопанельного строительства, в основном использовались именно такие линии.
При массовом производстве используются как автоматические, так и полуавтоматические линии, обеспечивающие выпуск продукции в большом объеме. В советские времена, когда наблюдался бум промышленного крупнопанельного строительства, в основном использовались именно такие линии.
Примером может служить полуавтоматический станок для производства окон ОК 509, производительностью 125 створок в час. Эта линия включала в себя два шипорезных станка для торцовки в размер и нарезания шипов и проушин отдельно на вертикальных и горизонтальных брусках, ранее полученных на четырехстороннем станке; сборочную вайму, на которой вручную происходила укладка брусков, их обжим и сборка створки; подъемный стол, формирующий стопу створок; механизированный склад для выдержки собранных стоп до полной полимеризации клея; долбежный станок для долбления гнезд под средник в продольных брусках под установку форточного горбылька или импоста; широколенточный шлифовальный станок для снятия свесов по пласти створки; фрезерный станок для выборки пазов и гнезд под установку фурнитуры (замка, петель, личинок и т. д.).
д.).
Несколько менее производительны, но более компактны и универсальны угловые обрабатывающие центры для производства окон. В основу такого центра положен принцип использования комбинации инструмента на шпинделе. Он заключается в том, что на одном многопозиционном шпинделе, имеющем настроечное перемещение вдоль своей оси, монтируются насадные фрезы различного профиля. Их суммарная высота может достигать 700 мм.
Фрезы подобраны так, что из сочетания их профилей складываются несколько заданных профилей обрабатываемых деталей оконных створок и коробки. Переход от одного профиля к другому происходит только за счет перемещения шпинделя по высоте без какой-либо настройки или смены режущего инструмента.
Рассмотрим это на примере обработки деталей рамы оконного блока. Створка оконной рамы состоит из двух горизонтальных (поперечных) и двух вертикальных (продольных) брусковых деталей. Две вертикальные и верхняя горизонтальная детали имеют внутренний профиль, нижняя горизонтальная с водоотводящей планкой – так же имеет внутренний профиль.
На торцах верхней и нижней деталей рамы вырабатываются проушины, а на боковых деталях – шипы соответствующего типа. Следовательно, для изготовления створки оконной рамы требуется оснастить шипорезный шпиндель тремя типами фрез профилей, а фрезерный шпиндель продольного фрезерования – двумя типами инструмента для профилей.
Шипорезный участок и участок продольной обработки располагаются под прямым углом друг к другу, поэтому эти обрабатывающие центры и называют «угловые». Шипорезный участок состоит из пильного суппорта, шипорезного суппорта с набором фрез и каретки для базирования и подачи брусковых заготовок. Детали укладываются на каретку, которая имеет поворотный стол, позволяющий обрабатывать заготовку под различным утлом.
При движении каретки по направляющим заготовки торцуются пилой и на их торцах формируется шип. На вертикальном (шипорезном) шпинделе смонтирован набор фрез различного профиля. Для изменения профиля обработки достаточно переместить шпиндель по высоте на нужную величину. Если необходимо обработать заготовку с двух концов, цикл повторяется.
Если необходимо обработать заготовку с двух концов, цикл повторяется.
После окончания нарезания шипов заготовки автоматически передаются на вальцовый механизм подачи участка продольно-фрезерной обработки. С помощью фрезерных шпинделей формируется поперечное сечение детали. Конструкция шпинделей аналогична шипорезному шпинделю. Окончательную обработку бруска осуществляет продольная пила, выпиливающая штапик для будущего крепления стекла.
Набор съемных контрпрофилей (подпоров) крепится на поворотном кронштейне и вводится в работу в зависимости от профиля, вырабатываемого на конце детали. Контрпрофили изготавливают из твердой древесины и используют для предотвращения сколов на выходе инструмента при торцовом встречном фрезеровании.
Направляющая линейка может быть повернута для обработки деталей со скошенными торцами. Привод каретки осуществляется от электродвигателя через промежуточные передачи. Каретка перемещается по роликовым направляющим, закрепленным на станине.
Пильный суппорт представляет собой пилу с зубьями для пиления древесины поперек волокон, установленную на валу специального электродвигателя. Суппорт имеет двухкоординатную настройку. Шипорезный суппорт снабжен шпиндельным блоком с набором режущих инструментов для получения трех и более профилей на торцах обрабатываемых деталей.
Смена профилей производится позиционированием шпинделя по высоте. Механизм позиционирования шипорезного суппорта по высоте состоит из электродвигателя, червячного редуктора, зубчатой передачи и шарико-винтовой передачи. Величина перемещения и угол поворота винта контролируются круговым импульсным измерительным преобразователем и в цифровом виде сопоставляются с размерами, заданными программой.
Привод шпинделя от электродвигателя происходит через ременную передачу.
Продольно-фрезерный участок состоит из суппортов профильного фрезерования, пильного суппорта и вальцового механизма подачи. Суппорт может осуществлять встречное или при изменении вращения попутное фрезерование. При встречном фрезеровании он участвует в формировании профиля заготовки, снимая часть припуска.
При встречном фрезеровании он участвует в формировании профиля заготовки, снимая часть припуска.
При обработке по периметру склеенных створок рам он работает с попутной подачей для уменьшения сколов по торцам брусков створок только на заключительной стадии обработки в зоне фрезерования углов рамки. В этом случае на шпиндель этого суппорта устанавливают набор фрез попутного фрезерования. Позиционированием по высоте обеспечивается выбор фрез для конкретных деталей нужного профиля.
Фрезерный суппорт предназначен только для встречного фрезерования различных профилей, достигаемых, как и на других фрезерных шпинделях, позиционированием. Инструментальный блок имеет набор из трех, четырех и более типов насадных фрез.
Пильный суппорт, оснащенный круглой пилой для продольного пиления, выполняет различные функции: выпиливает дополнительную деталь при выборке четверти у продольного и поперечного брусков створки, распиливает заготовки на две кратные детали и т.д. Он представляет собой электродвигатель с закрепленной на валу круглой пилой.
Подвижное базирование заготовки на участке продольного фрезе¬рования происходит по столу и боковым направляющим линейкам. Механизм подачи заготовок выполнен в виде закрепленной консольно балки, на которой установлены приводные подпружиненные вальцы.
По высоте на размер обрабатываемой заготовки балка настраивается вручную или с помощью электромеханического привода. Кроме того, ее можно поднять, поворачивая вокруг продольной оси, и тем самым обеспечить свободный доступ к режущим инструментам. Электродвигатель через промежуточные передачи позволяет плавно регулировать скорость подачи.
На сегодняшний день существуют обрабатывающие центры этого типа, в которых устанавливаются дополнительные суппорты для выборки гнезд под фурнитуру и выборки пазов в брусках створки или коробки. Для улучшения условий обслуживания к станку дополнительно пристраивают возвратный роликовый конвейер или разворотный стол для повторной обработки деталей.
Большинство обрабатывающих центров для производства окон имеют системы управления переналадкой рабочих органов программированием задания параметров обработки на клавиатуре пульта или в диалоговом окне монитора. Введенные параметры запоминаются в памяти компьютера станка и далее, вызовом нужной программы с пульта осуществляется автоматическое управление его работой.
Введенные параметры запоминаются в памяти компьютера станка и далее, вызовом нужной программы с пульта осуществляется автоматическое управление его работой.
Кроме угловых центров, имеющие продольный и поперечный участки обработки, расположенные под прямым углом, существуют станки, позволяющие обрабатывать детали окон косоугольной формы. Примером такого станка может служить оконный центр типа Unicontrol, разработанный компанией Weinig (Германия).
На малых предприятий, выпускающих различные модели и марки окон, лучше использовать традиционную технологию на универсальном оборудовании: круглопильные станки для продольного и поперечного раскроя пиломатериалов, фуговальный станок, рейсмусовый и фрезерный с шипорезной кареткой.
Если предполагается выпуск евроокон из трехслойного клееного бруска, то номенклатуру оборудования можно сократить до круглопильного станка для поперечного раскроя бруска и фрезерного станка с шипорезной кареткой и автоподатчиком заготовок. Отличие заключается в конструкции фрезерного станка. Его шпиндель, как и фрезерный шпиндель углового обрабатывающего центра, является многопозиционным. На нем в оправке устанавливается набор фрез различного профиля, который имеет возможность программного перемещения по высоте для выполнения конкретной операции.
Его шпиндель, как и фрезерный шпиндель углового обрабатывающего центра, является многопозиционным. На нем в оправке устанавливается набор фрез различного профиля, который имеет возможность программного перемещения по высоте для выполнения конкретной операции.
Направляющая линейка фрезерного станка, положение которой определяет глубину формируемого профиля, также перемещается программно в соответствии с диаметром установленной на оправку конкретной фрезы, параметры которой, как и ее месторасположение на шпинделе, вводятся в память системы числового программного управления (ЧПУ).
Однако, независимо от принятого варианта технологии, в цепочку оборудования необходимо ввести сборочную вайму (обжимной пресс), станок для формирования гнезд под установку фурнитуры, а также шлифовальный станок для снятия свесов и обеспечения заданной шероховатости под отделку. На малых предприятиях чаще всего последние две позиции заменяются ручным электроинструментом.
Последнее время для производства окон все шире применяется многофункциональный обрабатывающий центр для работы с массивной древесиной модели Conturex, созданный немецкой фирмой Weinig. В конструкции этого центра разработчиком предложена новая идеология производства окон. Центр Conturex позволяет обрабатывать детали окна (двери) с высокой точностью, свойственной станкам с ЧПУ, со всех шести сторон, подавая готовый комплект деталей на сборку коробки и створок окна.
В конструкции этого центра разработчиком предложена новая идеология производства окон. Центр Conturex позволяет обрабатывать детали окна (двери) с высокой точностью, свойственной станкам с ЧПУ, со всех шести сторон, подавая готовый комплект деталей на сборку коробки и створок окна.
Сразу после сборки рамки створки ее можно отправлять на операцию отделки, поскольку данная технология позволяет исключить из существовавшего ранее техпроцесса операцию обгонки створок по периметру. Также исключается сверление и пазование деталей под установку всей фурнитуры, шлифование створок для снятия свесов, поскольку эти операции выполняются с высокой точностью еще при изготовлении деталей окна на центре. Это позволяет сократить время обработки и производственные площади под промежуточное хранение элементов окна.
Conturex позволяет осуществлять практически всестороннюю обработку деревянных деталей сложной конфигурации пилением, фрезерованием, шлифованием и сверлением. Обработка заготовки происходит двумя многофункциональными рабочими агрегатами на двух позициях. Причем, пока работает первый агрегат, на втором агрегате в это время устанавливается необходимый инструмент или оснастка из двух автоматизированных инструментальных магазинов для выполнения последующих операций.
Причем, пока работает первый агрегат, на втором агрегате в это время устанавливается необходимый инструмент или оснастка из двух автоматизированных инструментальных магазинов для выполнения последующих операций.
Замена инструмента не требует затрат времени для переналадки и технологических перерывов. Обрабатываемая заготовка надежно базируется по программно-позиционирующимся упорам в специальном зажимном устройстве стола PowerGrip. Это устройство оснащено набором пневматических зажимов, действия которых напоминают действия рук станочника при подаче заготовки на универсально-фрезерном станке.
Зажимы также программным путем разносятся по длине детали таким образом, чтобы исключить их контакт с режущим инструментом. Контактная поверхность зажимов покрыта накладками из пластика с высоким коэффициентом трения, в результате чего заготовка надежно фиксируется в заданном положении и не проскальзывает при передаче с одного стола на другой.
Опорные балки центра Conturex, которые являются базой крестообразных суппортов и несут обрабатывающие электрошпиндели, изготовлены из высокотехнологичного конструкционного материала – полимербетона.
Благодаря использованию этого материала повышается виброустойчивость конструкции, так гасятся колебания элементов станка вследствие как переменности сил резания при обработке деталей, так и реверса столов и манипуляторов при смене инструмента. Это позволяет увеличить качество обработанной поверхности и точность заданных размеров.
Заготовка может последовательно обрабатываться, попеременно базируясь с высокой точностью то на одном, то на другом столе. Электрошпиндель с режущим инструментом способен совершать перемещения по осям Y и Z со скоростью до 120 и 60 м/мин соответственно, а столы могут перемещать заготовку по оси X со скоростью до 145 м/мин, позволяя обрабатывать ее со всех шести сторон. Каждый из агрегатов обеспечивает обработку детали и угловыми адаптерами (сверлильным, пильным и т.д.). При этом угловой адаптер может иметь опцию – осевое позиционирование по оси Z.
Частота вращения электрошпинделя задается программированием в диапазоне 0–18000 об/мин. Мощность каждого электрошпинделя в базовой комплектации центра составляет 20 или 30 кВт.
Обрабатывающий центр выпускается в семи исполнениях – с максимальной длиной обрабатываемой заготовки до 6000 мм. Ширина и высота обработки для всех исполнений составляют 25–260 и 20–100 (как опция 20–150) мм соответственно, а минимальная длина обработки – 220 мм.
Управление центром осуществляется системой ЧПУ с помощью адаптированного к станку пакета прикладных программ. Пользователь может задавать с дисплея параметры заготовки и обработки, изменять последовательность выполнения технологических операций.
Все этапы обработки детали моделируются в трехмерном изображении, что позволяет оператору наблюдать за процессом обработки, контролируя пооперационно процесс снятия припусков и время изготовления детали и при необходимости вносить коррективы. Контроль над ходом процесса обработки осуществляется с помощью удобной компьютеризированной консоли.
Поскольку на обрабатывающем центре Conturex достаточно просто ввести в программу обработки конструктивные параметры требуемых деталей, то он может оказаться конкурентоспособным даже при обработке малых партий деталей.
К центру, как опция, предлагается интерфейсная система загрузки данных о параметрах режущего инструмента (диаметре, профиле и т.д.) с измерительного стенда заточного станка. Эти данные поступают в систему ЧПУ центра и оперативно используются для позиционирования инструмента при обработке детали. Пробная их обработка в этом случае исключена.
Зоны обработки центра закрыты шумопоглощающими кожухами с обзорными окнами, защищающими также и от возможного выброса из зоны резания щепок, сучков и т.д. В центрах подобного типа при обработке деталей факел отходов обработки (стружки, опилок, кусковых отходов, шлифовальной пыли) невозможно ориентированно направить в эксгаустерное (стружкоприемное) устройство, и часть отходов попадает в околостаночное пространство.
В данном центре применен комбинированный метод удаления отходов: шлифовальная пыль и мелкие опилки удаляются пневмовытяжкой, а кусковые отходы и стружка выводятся из зоны резания с помощью ленточных транспортеров в бункер.
В базовой комплектации станок оснащен полагающимся к каждому серийному агрегату одним или двумя тарельчатыми 24-местными магазинами сменных инструментов (до 96 инструментов) с креплением по системе HSK-F63. Максимальный вес единицы режущего инструмента не должен превышать 12 кг. Инструментальные магазины могут быть расширены за счет присоединения дополнительных модулей, которые располагают вдоль оси центра как выше, так и ниже уровня столов.
Центр может быть опционально оснащен пятиосевым фрезерным агрегатом, что позволяет производить различные виды обработки под любыми углами к поверхности, дополнительной осью С, а также другими полезными приложениями. Кроме того, изготовителем может быть учтена специфика производства при комплектации набором режущего инструмента, устройствами цеховой механизации, заточным оборудованием и т.д.
Фирмой в настоящее время выпускается целая гамма такого оборудования из семи моделей от Conturex 113 до Conturex 226 в зависимости от числа порталов, электрошпинделей, размеров обрабатываемых заготовок, количества и емкости инструментальных магазинов, а также комплектации околостаночного оборудования.
Немецкий концерн Homag также выпускает оборудование аналогичного назначения для производства окон и дверей, начиная от небольших стартовых моделей и заканчивая высокопроизводительным портальным центром powerProfiler BMG 900, позволяющим изготавливать до 50 условных комплектов окон в смену.
Значительные размеры зоны обработки (у станка BMG 500 они составляют 6250х1525х300 мм) позволяют наряду с типовыми оконными системами производить выпуск деталей для зимних садов, выполняя на них профилирование и фрезерование отверстий под соединительные элементы.
На станке установлено три инструментальных магазина на 91 место (а в станке powerProfiler BMG 900 – до 432 инструментов), что наряду с пакетом программного обеспечения collisionControl позволяет достичь высокой гибкости обработки с постоянным контролем в режиме онлайн, защиту от ошибок оператора при программировании. Спектр изделий, производящихся на станках этого модельного ряда, включает также изготовление арочных конструкций окон и дверей, в том числе и дверных полотен.
Обрабатывающие центры могут оснащаться системами автоматизации, позволяющими производить в том числе и роботизированную загрузку и штабелирование заготовок, выравнивание и разворот детали в пространстве с контролем с помощью измерительных датчиков. Естественно, что без модульного управления для координации этих возможностей обработки эксплуатация таких обрабатывающих центров не была бы столь эффективной.
Б/у оборудование для производства окон из ПВХ и алюминия
Производство современных оконных конструкций из пластика и алюминия насчитывает уже более 20 лет и за это время многие оконные компании прошли путь от гаражного производства до гигантов индустрии. Многие из них достаточно известны, так как многие сталкиваются с необходимостью установки окон домой, офис, котедж или балкон. Для их изготовления необходимо купить оборудование для окон пвх, комплект которых может состоять из настольных ручных станков или высокопроизводительных автоматизированных линий на которых участием человека в производственном процессе минимально.
Самые первые производства окон пвх были основаны в 1993-1994 годах, когда большинство плохо в разбирались в организации их производства. В Европе пластиковые окна были уже широко распространены, и было большой ассортимент оборудования для производства оконных конструкций и стеклопакетов. Первые производители пластиковых окон как правило приобретали немецкое или итальянское оборудование, производители которого появились на российском рынке одновременно с производителями пвх профиля в середине 90х годов.
В то время на Российском рынке оборудования присутствовали такие компании как: Urban, Emmegi, Comall, LGF, Graule, Macc, Atla Coop, 3C, Bottero, Mecal и другие. Первые организованные цеха были обычно укомплектованы простыми “одноголовыми” оборудованием и для работы на каждом был нужен отдельный оператор, что конечно требовало постоянных ежемесячных издержек на з/плату, а также риск человеческой ошибки при изготовлении окон. Так как рынок в РФ был быстро растущим, то в течении первых нескольких лет многие оконные компании приобрели себе и 2ой и 3й цеха, начали работать в 2-3 смены на имеющихся станках т. к. не успевали за стремительно растущим спросом. За оборудованием в эти годы довольно хорошо следили, своевременно заменяли отрезные диски по алюминию, делали регулярное техническое обслуживание вызывая специалистов специализированных дистрибьюторских компаний, платили не скупясь, благо доходы это позволяли.
к. не успевали за стремительно растущим спросом. За оборудованием в эти годы довольно хорошо следили, своевременно заменяли отрезные диски по алюминию, делали регулярное техническое обслуживание вызывая специалистов специализированных дистрибьюторских компаний, платили не скупясь, благо доходы это позволяли.
С начала 2000х годов на рынке стали появляться станки турецкого производства, которые на удивление были в 2-2.5 раза дешевле аналогичного made in Germany и made in Italy оборудования. По-началу это вызывало удивление, скептицизм относительно возможного качества и осторожность (а не жульничество ли это ? может какой-то хитрый турецкий трюк, ведь как известно Восток – дело тонкое). Первыми марками были: Kaban, Yilmaz и Ozcelik, позже появился еще Murat, но он был дорогим и не смог занять ощутимой ниши на рынке.
С 2002-2004 годов в нашу страну были завезены многочисленные “редкие” марки оконного оборудования (в основном турецкие из двух самых крупных в плане машиностроительного производства городов Турции: Стамбула и Бурсы), купить которые клиентов сподвигла заманчиво низкая цена, но как оказалось в последствии эти станки или довольно быстро выходили из строя, либо уже через 1-3 года, когда вам требовались на них запчасти, техническая консультация или сервис, то или производителя станков уже не было (фабрика закрылась), либо не было уже их российского дистрибьютора. И тогда приходилось обращаться к одному из крупных дилеров известных турецких марок станков с просьбой о помощи (такие компании уже много лет существуют в Московской области, это БФМ+, ОРП Сервис, ФЕСТ-98, компания «СТАНОК» из Зеленограда и другие).
И тогда приходилось обращаться к одному из крупных дилеров известных турецких марок станков с просьбой о помощи (такие компании уже много лет существуют в Московской области, это БФМ+, ОРП Сервис, ФЕСТ-98, компания «СТАНОК» из Зеленограда и другие).
Таким образом на рынке оказалось большое количество самого разнообразного по качеству и цене оборудования, но выполняющего одни и те же производственные операции, будь то станок за 3000 евро или за 15000. Важно отметить что с началом бума в оконной тематике примерно с 2003-2004 годов многие производственные компании едва успевали за все возрастающим спросом и обслуживание станков велось из ряда вон плохо, что подтверждают сервисные-инженеры наладчики поставщиков оборудования в РФ, а они объездили все страну и видели разные производства окон. Какие же можно дать рекомендации по покупке б/у оборудования?
Средний срок службы турецкого станка 7-10 лет, немецкого – 15-20, при интенсивной эксплуатации (работе в 3 смены) этот срок сокращается вдвое. Разница в цене между б/у станком и новым иногда может быть не столь значительной, чтобы вообще стоило думать о покупке бывшего в употреблении оборудования. На настоящий момент нет практически ни одной фирмы кто бы профессионально занимался б/у оборудованием, давая ощутимую гарантию на старые станки при их покупке.
Разница в цене между б/у станком и новым иногда может быть не столь значительной, чтобы вообще стоило думать о покупке бывшего в употреблении оборудования. На настоящий момент нет практически ни одной фирмы кто бы профессионально занимался б/у оборудованием, давая ощутимую гарантию на старые станки при их покупке.
Использованный кем-то станок как и старый автомобиль – это “кот в мешке”, все сюрпризы могут выявиться даже через год после начала эксплуатации. Предложения о продаже б/у станков сегодня можно найти на специализированных торговых площадках в интернет типа avito.ru , tiu.ru и другие. Важно понимать что «штапикорез» который вы ищете в Рязани может находиться у продавца (обычно такого же оконного производственника как и вы) в Нарьян-Маре и вам придется верить рассказу продавца о том как этот станок эксплуатировался и в каком он сейчас состоянии. Даже если бы опытный инженер или оператор проработавший на аналогичных станках долгие годы смотрел его вживую, то и он не смог бы сразу выявить все его «косяки» и проблемы, обычно они проявляются в процессе эксплуатации. Купить станок вам скорее всего придется за наличные, перечислив деньги на карточку физлица, что также минус – станок нельзя будет поставить на баланс и амортизировать его как обычно, экономя на налогах.
Купить станок вам скорее всего придется за наличные, перечислив деньги на карточку физлица, что также минус – станок нельзя будет поставить на баланс и амортизировать его как обычно, экономя на налогах.
Если станок «редкой» фирмы производителя оборудования» , то как бы ни была заманчива предлагаемая цена, с большой долей вероятности в дальнейшем вы потратите больше т.к. вам придется переплатить за «редкую запчасть» или же вообще думать где заказать изготовить запчасть (например какую-то литую часть станка, скажем упор профиля) т.к. никто не берется ее поставить в РФ.
В заключении можно дать совет что если вы все-таки решились купить б/у станок, то берите его известной фирмы: Илмаз, Кабан, Озчелик или Озгенч. В РФ давно есть дилеры этих турецких заводов, имеющие у себя на складах запчасти и расходные материалы для станков и способные оказать вам консультационную и техническую поддержку, в т.числе и по телефону или организовать видеоконференцию.
Бренды оборудования для производства пластиковых окон пвх в России
После появления на российском рынке современных многокамерных окон и дверей привезенных из других стран (Польши, Белоруссии, Венгрии, Германии и даже Канады) начали появляться первые российские производители окон или как их часто называют – «переработчики пвх профиля».
На настоящий момент практически все известные на рынке компании, обеспечивающие поставку, сервис и ремонт станков для производства окон и дверей из пвх и алюминия расположены в Московской области. Фирмы имеют свои склады и сервисные инженерные центры. Ряд брендов станков, например, Yilmaz и Ozgenc, имеют постоянных представителей в РФ и в случае поломки на них легко найти запчасти по адекватным ценам и получить техническую консультацию по телефону. Часто поездка просто не нужна и все решается по скайпу или электронной почте. Другие марки: Kaban и Murat имеют слабый уровень техподдержки, запчастей на это оборудование придется ждать из Турции иногда до 8 недель. Есть компании, берущиеся за доставку запчастей на «редкое» оконное оборудование (в основном это мало известные итальянские и турецкие фабрики), которых попало в Россию во время бума 2003-2008 и 2010-2013 годов, этим много лет занимается фирма Станок из г. Зеленоград и некоторые другие.
Зеленоград и некоторые другие.
Но первым оборудованием для окон, зашедшим на русский рынок были итальянские и немецкие станки, такие как: Urban, Comall, Emmegi, Lisi, Atla Coop, Graule, LGF, Wegoma и некоторые другие. Конечные производители окон и дверей, поначалу не очень понимающие что из оборудования им нужно, брали все подряд, благо рынок был нулевой и очень быстро растущий: маржа на одном окне доходила до 300-400%. Совсем скоро, к 1997 году стали появляться первые турецкие марки: Yilmaz, Kaban, Murat и Ozcelik, привлекавшие оконщиков в 2-2.5 раза более низкой ценой, но вызывавшие сначала недоверие к качеству станков и их надежности. К 2004-2005 ситуация изменилась и на рынке присутствовало не меньше 50% «турков», появились фирмы, обеспечивающие поставку, запуск, пуско-наладку и сервисное обслуживание на регулярной основе (в основном это Московские компании), сформировались склады запасных частей, расходных материалов: пильных дисков, фрез, сверл, углозачистных ножей и т. д. Безусловно, не обошлось и без «брака», т.е. станков низкого качества от неизвестных никому фабрик из Турции (в основном из промышленного района Бурса) и Китая.
д. Безусловно, не обошлось и без «брака», т.е. станков низкого качества от неизвестных никому фабрик из Турции (в основном из промышленного района Бурса) и Китая.
К кризису 2008 года в штуках на рынке преобладали станки made in Turkey, в основном 5-7 известных марок, такие как: Озчелик, Мурат, Кабан, Илмаз, Артикон и Озгечн из города Бурса (второй после Стамбула промышленный центр в Турции). Две фабрики – Yilmaz Makina и Ozcelik Makina являются самыми крупными по площади, производящими станки в городе Стамбул. К примеру Озчелик производит более 1200 (!) станков в месяц, которые завод поставляет не только в РФ но и по всему Ближнему Востоку и Миру. Производство фабрики является современным, на нем трудится более тридцати высокопрофессиональных инженеров-конструкторов, программистов и наладчиков, имеющих большой опыт в станкостроении.
К 2009 году оборудование для производства пластиковых окон уже можно было свободно купить со склада в Москве без ожидания 4-6 недель поставки из Турции или Европы. Но сложное оборудование: обрабатывающие центры для алюминия, четырехголовые сварочные машины, чпу углозачистные станки и фурнитурные станции– как правило, поставлялись, как и раньше – под заказ.
Но сложное оборудование: обрабатывающие центры для алюминия, четырехголовые сварочные машины, чпу углозачистные станки и фурнитурные станции– как правило, поставлялись, как и раньше – под заказ.
На рынке кроме европейских производителей фрез и сверл для окон вроде Wemaro, Dress, Defo, Cut2 появились местные российские производители инструмента, к примеру фрезы для окон RUTOOL производимые в Подмосковье на современном немецком и швейцарском cnc автоматизированном оборудовании из высококачественной французской и немецкой стали. Стоит отметить что качество фрез не хуже немецких, а преимуществом является срок изготовления, который может составлять от 2 рабочих дней, в зависимости от типа режущего инструмента.
К сожалению, стоит отметить крайне непрофессиональное отношение к регулярному техобслуживанию станков для производства оконных изделий, а ведь срок службы среднестатистического станка даже при регулярном ТО не превышает 10 лет. Дальше его ремонт просто не имеет смысла, т.к. основная часть составных элементов станка отслужили свой срок, а их замена будет слишком дорогая, проще купить новый станок.
Дальше его ремонт просто не имеет смысла, т.к. основная часть составных элементов станка отслужили свой срок, а их замена будет слишком дорогая, проще купить новый станок.
Появившаяся к 2012-2013 тенденция перехода от полуавтоматического оборудования к автоматическому и чпу откатилась назад и сейчас, также, как и до 2012 года клиенты покупают одно и двух головые станки, заменяя старый изношенный парк станков на своих производствах. Но некоторые марки автоматики также популярны, как и на заре оконного рынка, например, немецкий Урбан, тут есть спрос и на б/у автоматические станки, поставляемые как правило из Евросоюза.
Итальянские марки станков, такие как PV Technic, Malnati, Pertici, Tekna, Gemma Group, Altech – практически пропали с рынка вместе с их дистрибьюторами, запчасти на них найти довольно сложно.
В заключении статьи мы хотели бы пожелать вам сделать правильный выбор поставщика станков, запчастей и расходных материалов. Ведь от этого будет зависеть бесперебойная работа Вашего оконного производства!
Ведь от этого будет зависеть бесперебойная работа Вашего оконного производства!
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ “СТАНОК”, 124498, Москва г, г.Зеленоград, пр-кт.Георгиевский, д.5, стр.2, ОГРН 1057747647704
Все изображения и фотоматериалы предоставлены сайтами: http://cut2tools.co.uk/, https://ok-na.ru/ Новости на Блoкнoт-Волгоградоборудования для производства окон, оборудование для производства окон Поставщики и производители на Alibaba.com
Обставьте свой бизнес окон и дверей с помощью инноваций. оборудование для производства окон доступно на Alibaba.com с привлекательными промо-предложениями. Файл. оборудование для производства окон может похвастаться передовыми инновациями, которые делают производство окон и дверей чрезвычайно простой задачей. Файл. Оборудование для производства окон – это обширная коллекция, которая учитывает потребности разных людей.Таким образом, вы найдете наиболее подходящий вариант для личного или делового использования.
The. Оборудование для производства окон изготовлено из прочных материалов и имеет яркий дизайн, который делает их долговечными и повышает их эффективность. Линии обработки включают ведущих и заслуживающих доверия. оборудование для производства окон оптовиков и поставщиков, которые постоянно обеспечивают высокое качество. Мощные части этих. Оборудование для производства окон дает безупречные результаты, обеспечивая максимальную эффективность при меньшем потреблении электроэнергии, что позволяет вам сэкономить на счетах за электроэнергию.Разнообразие размеров гарантирует, что вы сможете идеально вписаться в свое пространство.
Все. Оборудование для производства окон на Alibaba.com просты в установке и эксплуатации. Тем не менее, они поставляются с инструкциями, которые демонстрируют, как их настроить и запустить для максимальной производительности. Вы также можете выбрать услуги. оборудования для производства окон. установщика для обеспечения их эффективной работы. Эти. Оборудование для производства окон имеет похвальные характеристики безопасности.Они гарантируют, что операторы не будут подвергаться ненужной опасности травм и что им будет удобно, чтобы минимизировать усилия, которые они прилагают.
установщика для обеспечения их эффективной работы. Эти. Оборудование для производства окон имеет похвальные характеристики безопасности.Они гарантируют, что операторы не будут подвергаться ненужной опасности травм и что им будет удобно, чтобы минимизировать усилия, которые они прилагают.
Если вы хотите получить максимальную отдачу от своих денег, приобретая продукты высочайшего качества, изучите различные. оборудование для производства окон ассортимента на Alibaba.com. Выберите наиболее подходящий вариант для ваших конкретных требований. Для повышения прибыльности вашего бизнеса воспользуйтесь предложениями, предназначенными для. оборудование для производства окон оптовиков и поставщиков для максимальной окупаемости инвестиций.
Клиенты – Billco Manufacturing
Краткий обзор нашей клиентской базы
Billco активно работает с 65% ведущих производителей стекла 2017 года (согласно опросу журнала Glass Magazine для ведущих производителей стекла 2017 года).
63% из 100 ведущих производителей из журнала Window and Door являются партнерами Billco в отношении своего оборудования и запчастей.
Наши клиенты варьируются от небольших стекольных магазинов, стремящихся автоматизировать обработку стекла, до крупных транснациональных корпораций.
Billco долгое время является поставщиком многих ведущих компаний стекольной промышленности. Хотя мы не можем отдать должное их усердию, Billco уверен, что наши продукты и поддержка сделали их успех немного более плавным.
Нашим лучшим мерилом успеха является удовлетворенность наших клиентов
Узнайте напрямую от брендов и людей, которым мы действительно гордимся:
Billco была ценным ресурсом и надежным партнером, поскольку 3form работала над расширением своего ассортимента декоративным стеклом.
Компания AGC, основанная в 1907 году и работающая в 30 странах по всему миру, занимает лидирующие позиции на рынке листового и автомобильного стекла. Billco работает с AGC более 30 лет, поставляя системы резки стекла, линии IG и оборудование для мойки стекла.
Billco работает с AGC более 30 лет, поставляя системы резки стекла, линии IG и оборудование для мойки стекла.
Anthony International – калифорнийский производитель стеклянных дверей премиум-класса.Billco поставила многочисленные стеклоомыватели и столы для резки стекла за последние 30 с лишним лет.
Более 30 лет Billco тесно сотрудничает с компанией Cardinal IG в поставках многочисленных систем резки и стеклоомывателей.
Central Woodwork – это региональное семейное предприятие в Теннесси, которое использует оборудование Billco Wash для обработки стекла для оконных и дверных изделий.
«Contour Glass является клиентом Billco более 30 лет. Мы считаем, что высококачественное оборудование для производства стекла Billco не только надежно, но и соответствует передовым технологиям. Мы определенно рекомендуем Billco в качестве поставщика оборудования с полным спектром услуг», – Дэвид Томлинсон, вице-президент
Компания Dallas Flat Glass, известная своим высоким качеством продукции и отличным обслуживанием, полагается на Billco в поставке оборудования, которое поддерживает свою репутацию. DFG использует стеклоомыватели, режущее оборудование и системы крановой загрузки Billco.
DFG использует стеклоомыватели, режущее оборудование и системы крановой загрузки Billco.
Компания Energy King Windows and Doors Inc, ранее называвшаяся Sellmore Industries, штат Нью-Йорк, использовала технологии холодного прессования и резки Billco для изготовления оконных и дверных изделий.
Golden Windows, семейный производитель, известный своим высоким качеством продукции и превосходным обслуживанием, доверяет оборудованию для резки и погрузки-разгрузки Billco, чтобы доставить продукцию в соответствии с их спецификациями.
Компания Larson Manufacturing, лидер в области производства штормовых дверей в США, полагается на системы резки Billco более 25 лет. Недавно они установили нашу последнюю версию системы резки стекла Ultra Series.
Более 15 лет Manko Window Systems полагается на системы резки и стеклоомыватели Billco для поддержки своего растущего каталога продукции; включая коммерческие окна, системы витрин и многое другое.
Компания Mathews Brothers, базирующаяся в прибрежном городе Белфаст в штате Мэн, использует столы для резки стекла Billco, чтобы помочь в производстве своей высококачественной продукции для окон и дверей.
Meloche Windows отмечает 60-летие своей деятельности. Они полагались на моечные машины и системы резки стекла Billco более 10 лет при производстве своей оконной и дверной продукции.
NT Window обслуживает рынки как новых, так и запасных окон на своем производственном предприятии в Далласе / Форт-Уэрте. Billco поставила оборудование для мойки стекла для их производственных нужд.
За последние 5 лет Billco поставила Robover, семейной компании из Квебека, несколько систем резки для производства стеклопакетов.
ODL придает ценность своей продукции и ожидает того же от своего оборудования. Billco уже несколько лет является надежным партнером ODL, поставляя высококачественное оборудование для мытья стекла.
Oldcastle BuildingEnvelope® использует моечное, режущее и ламинирующее оборудование Billco для поддержки производства широкого ассортимента продукции, предназначенной для закрытия ограждающих конструкций здания.Эти продукты включают изготовленные по индивидуальному заказу навесные стены и оконные стены, архитектурные окна, системы витрин, двери, световые люки и архитектурное стекло.
Начиная с 1980-х годов Billco поставляла Ply Gem или его предшественников оборудование, включая стеклоомыватели, линии резки, автоматические системы свободного падения, тепловые прессы, а также специально разработанные режущие платформы.
Компания Sigco, занимающаяся изготовлением стекла и архитектурного металла из Новой Англии, работает с Billco более 15 лет, используя оборудование для мойки стекла Billco.
Trulite Glass and Aluminium Solutions полагается на моечные машины Billco, оборудование для ламинирования и стеклопакетное оборудование, чтобы поддерживать бесперебойную работу нескольких предприятий в режиме 24-7-365.
Более 20 лет компания Ventanas Cuprum полагалась на моечное, режущее, транспортировочное и изоляционное оборудование Billco для поддержки своего растущего производства за пределами Мехико.
С момента входа в производственный бизнес IG в 1993 году, Ventana USA продолжала расширять свое присутствие. Они полагаются на оборудование для резки стекла и моечное оборудование Billco более 15 лет.
WA Wilson имеет свои корни в 1841 году и богат семейным наследием. Billco – гордый поставщик оборудования для мойки и резки стекла для их растущих предприятий.
Руководство по проектированию WindowsManufacturing | Документы Microsoft
- 24 минуты на чтение
В этой статье
Manufacturing WEG предоставляет производителям оригинального оборудования (OEM) и ODM-партнерам дорожную карту идеального производственного процесса для устройств с Windows 10, с указанием потенциальных ошибок и возможностей для оптимизации процесса.
Обзор производства
Многие решения, влияющие на технологичность, принимаются на ранних этапах разработки нового устройства, поэтому необходимо тщательно продумать, чтобы выбрать процесс производства с наименьшими накладными расходами. Каждая дополнительная минута, проведенная в производственном цехе, означает дополнительные затраты на конечный продукт. Manufacturing WEG призван предоставить OEM и ODM-партнерам дорожную карту идеального производственного процесса, объединяющего программное обеспечение и оборудование на заводе.Эта WEG также предоставляет возможности для оптимизации процесса и дает рекомендации по планированию и предотвращению общих проблем. Наши рекомендации по производству и развертыванию призваны помочь вам:
Каждая дополнительная минута, проведенная в производственном цехе, означает дополнительные затраты на конечный продукт. Manufacturing WEG призван предоставить OEM и ODM-партнерам дорожную карту идеального производственного процесса, объединяющего программное обеспечение и оборудование на заводе.Эта WEG также предоставляет возможности для оптимизации процесса и дает рекомендации по планированию и предотвращению общих проблем. Наши рекомендации по производству и развертыванию призваны помочь вам:
- Оптимизация места на диске образа на настольных компьютерах
- Включение развертывания Windows на дисках малой емкости на настольных компьютерах
- Сократить время развертывания образа
- Упростите процесс создания изображений
- Упростите процесс внедрения / создания отчетов OEM Activation (OA3) на настольных компьютерах.Мобильные устройства не требуют активации.
- Проверить и откалибровать устройство на конвейере
- Поддержка других ключевых сценариев создания отличных устройств
В этом документе общая версия процесса производства настольных ПК будет выглядеть следующим образом:
Процесс производства мобильных устройств будет выглядеть так:
Производственный WEG не предназначен для передачи Минимальных требований к оборудованию Windows или Документа политики OEM (OPD). Документы WHCR и OPD имеют приоритет над любой информацией в производственной WEG. Вы должны соблюдать WHCR и OPD.
Документы WHCR и OPD имеют приоритет над любой информацией в производственной WEG. Вы должны соблюдать WHCR и OPD.
Общие соображения
Производственный путь
Есть два основных пути производства, которые вы можете выбрать в зависимости от вашего бизнеса: от сборки до склада (BTS) и от сборки на заказ (BTO). Изучая рекомендации в этом документе, продумайте производственный путь для устройства, чтобы определить приоритеты инвестиций на каждом этапе и сэкономить как можно больше времени для индивидуального процесса.
Пошаговое руководство по использованию настольных устройств см. В нашей производственной лаборатории.
Для мобильных устройств необходимо использовать производственный путь BTS.
Сборка на заказ (БТО)
УстройстваBTO сначала создаются с базового образа, а затем получают большинство настроек в процессе производства.
Основным преимуществом является гибкая спецификация программного обеспечения, позволяющая вносить изменения в самый последний момент. К недостаткам можно отнести более сложный процесс создания и производства изображений, дополнительное время на заводе и растущие размеры изображений.
К недостаткам можно отнести более сложный процесс создания и производства изображений, дополнительное время на заводе и растущие размеры изображений.
В наличии (BTS)
УстройстваBTS имеют изображения, которые почти полностью настраиваются в лаборатории. Процессы BTS проще планировать и производить, они быстрее на заводе, имеют более высокий контроль качества и имеют контролируемый размер диска. Устройства BTS по-прежнему должны допускать поздние изменения на заводе. Для настольных выпусков Windows 10 многие из этих изменений можно внести с помощью автономного обслуживания.
Кнопка сброса
Для инструментов кнопочного сброса больше не требуется отдельный образ для восстановления всей системы на отдельном разделе.Это может сэкономить несколько гигабайт места. Когда пользователям потребуется обновить или перезагрузить устройство, они смогут сохранить установленные обновления Windows, вместо того, чтобы загружать и устанавливать их все заново. Они также сохранят все настройки, которые вы предоставили.
Новая компоновка разделов напоминает традиционную компоновку разделов из Windows 8.1, за исключением того, что раздел Windows RE теперь перемещен в конец диска, и больше нет необходимости в отдельном разделе для восстановления всей системы.
Для получения дополнительной информации см. Сброс кнопкой
Сброс с помощью кнопки не поддерживается на мобильных устройствах. Вместо этого вам следует выполнить сброс настроек до заводских.
Компактная ОС
Теперь вы можете запускать всю операционную систему, включая предварительно загруженные настольные приложения Windows, с использованием сжатых файлов, используя компактную ОС и функции единого экземпляра. Эти функции заменяют функцию загрузки WIM из Windows 8.1 с обновлением 1 и могут помочь сохранить меньше места на диске с течением времени.
Хотя Compact OS поддерживается для всех устройств, мы рекомендуем использовать Compact OS только на устройствах с твердотельными накопителями из-за более медленной производительности вращающихся накопителей.
Для получения дополнительной информации см. Компактная ОС, создание единственного экземпляра и оптимизация образов.
Compact OS не поддерживается на мобильных устройствах.
Пакеты обеспечения
Чтобы сэкономить время при создании образов, теперь вы можете записывать и применять настольные приложения Windows во время развертывания образа с помощью пакетов подготовки.Это избавляет от трудоемких шагов по обобщению и повторному захвату всего образа и позволяет быстро развертывать устройства BTO.
Языковые пакеты
Вместо добавления полных языковых пакетов сэкономьте место, добавив ресурсы, необходимые для настольного устройства, выбрав отдельные пакеты для отображения строк, рукописного ввода, речи и преобразования текста в речь. Позже, если вашему пользователю потребуются дополнительные языковые возможности, Windows сможет загрузить пакеты по мере необходимости.
Выбор языка и региональных SKU может сильно повлиять на занимаемый дисковый объем и сложность системы создания образов. Следует соблюдать осторожность, чтобы ограничить количество и типы языковых пакетов, включенных в каждый образ.
Следует соблюдать осторожность, чтобы ограничить количество и типы языковых пакетов, включенных в каждый образ.
Мобильные устройства используют всемирное изображение, поэтому все языки включены в каждое изображение.
Соустановщики драйверов
Драйверы, как правило, занимают очень мало места на диске, однако совместные установщики или приложения для настольных устройств, прилагаемые к драйверам, могут добавить сотни мегабайт. Внимательно подумайте, требуется ли для устройства (-ов) наличие полнофункционального классического приложения Windows.
Аппаратные компоненты
Аппаратные решения также могут влиять на производственный процесс. Помимо проблем, связанных с физической сборкой оборудования, включение или исключение определенных устройств может усложнить производственный процесс. Например, если имеются сенсорные экраны и датчики, их необходимо откалибровать на каждом устройстве. Если вы исключите такие устройства, как порты Ethernet, вы не сможете использовать загрузку PXE, что может повлечь за собой дополнительные расходы.
Приложения для защиты от вредоносных программ
Рекомендация: Сконфигурируйте свои устройства, чтобы избежать полного сканирования диска во время первого входа в систему.Обратитесь к поставщику защиты от вредоносных программ, чтобы определить оптимальные методы ограничения этого сканирования.
Мы видели несколько случаев, когда средства защиты от вредоносных программ выполняли полное сканирование диска при первом входе пользователя в систему. Сканирование конкурирует с критическими задачами, выполняемыми во время первого процесса входа, что приводит к очень медленному первому входу, ухудшению качества запуска и снижению производительности системы.
Для Microsoft Defender это можно настроить, добавив уникальные идентификаторы к вашим изображениям.Дополнительные сведения см. В разделе Настройка идентификатора надежного образа для Защитника Microsoft.
Предварительные обновления образа пола
золотых изображений обычно передаются ODM от OEM до начала производства. Эти изображения почти всегда требуют обновления. Когда вы обновляете золотой образ, вам не нужно выполнять обновления на каждом устройстве. Это сокращает время работы каждого устройства на заводе и повышает качество.
Эти изображения почти всегда требуют обновления. Когда вы обновляете золотой образ, вам не нужно выполнять обновления на каждом устройстве. Это сокращает время работы каждого устройства на заводе и повышает качество.
Обновления образа могут включать драйверы, обновления Windows, программное обеспечение, OEM-настройки и пакеты приложений (.appx).
Соображения
Если вы обновляете образы с использованием автономного обслуживания, вам необходимо периодически обновлять образы. Время, сэкономленное на заводе, должно окупиться.
Голы
Сократите время, затрачиваемое на единицу продукции в производственном цехе, и уменьшите количество ошибок на производственных устройствах.
Реализация
В системе BTO, возможно, потребуется применить некоторые дополнительные драйверы и некоторые дополнительные приложения на станции загрузки программного обеспечения, чтобы приспособить устройство.Эти модификации должны быть сведены к минимуму, чтобы снизить вероятность ошибки и сократить время изготовления.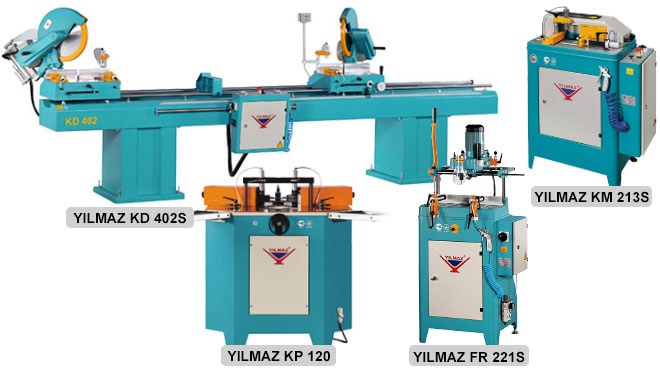
Создание изображения
Общий процесс создания золотого образа рабочего стола в OEM-лабораториях похож на существующий.
Чтобы избежать проблем с совместимостью, используйте новую версию Windows PE при работе с эталонным устройством в лаборатории создания образов.
Региональная политика удаления Skype на компьютере
Приложения, предоставляемые Windows, по умолчанию включены во все образы Windows.Эти приложения нельзя изменять, кроме случаев, когда это явно указано в документе политики Windows OEM (OPD).
Если вам необходимо удалить приложение Skype для папки входящих сообщений из-за требований политики, вы можете использовать инструмент DISM.exe или командлеты DISM Windows PowerShell для удаления приложения. Дополнительные сведения об этом требовании политики см. В самом последнем документе политики OEM.
Чтобы удалить Skype онлайн в режиме аудита из Windows PowerShell:
get-provisionedappxpackage -online | где-объект {$ _. отображаемое имя -eq "Microsoft.SkypeApp"} | Remove-ProvisionedAppxPackage -online
 отображаемое имя -eq "Microsoft.SkypeApp"} | Remove-ProvisionedAppxPackage -online
отображаемое имя -eq "Microsoft.SkypeApp"} | Remove-ProvisionedAppxPackage -online
Чтобы удалить Skype в автономном режиме с помощью Windows PowerShell:
get-provisionedappxpackage -path c: \ mount | где-объект {$ _. displayname -eq "Microsoft.SkypeApp"} | Remove-ProvisionedAppxPackage
Чтобы удалить Skype в автономном режиме с помощью Dism.exe:
Получить полное имя пакета:
Dism.exe / изображение:/ get-provisionedappxpackages Удалите пакет с помощью пакета Microsoft.Список приложений Skype:
Dism.exe / image:/ remove-provisionedappxpackage / PackageName:
Мы рекомендуем использовать среду предустановки Windows (WinPE) версии Windows 10.
Примечание. Если вы используете версию WinPE для Windows 8, то после любой операции обслуживания необходимо обновить временные метки файлов; в противном случае вы не сможете активировать образ с помощью метода лицензирования OEM Activation 3. 0.Кроме того, встроенное средство диагностики лицензирования, licensingdiag.exe, сообщит о подделке образа.
0.Кроме того, встроенное средство диагностики лицензирования, licensingdiag.exe, сообщит о подделке образа.
Для решения этой проблемы после выполнения любой операции обслуживания из версии WinPE для Windows 8 изготовитель оборудования должен запустить:
dir% windir% \ System32 \ catroot \ {F750E6C3-38EE-11D1-85E5V555C04FC295EE}
Обновления языкового пакета
После установки нового языка необходимо переустановить все пакеты APPX и приложения Windows для входящих сообщений для поддержки новых языков.В противном случае пакеты APPX не будут включать поддержку новых языков.
Приложения в режиме аудита
Мы рекомендуем отключить службу готовности приложений в режиме аудита для всех OEM-производителей устройств, если у вас нет явной потребности в этой службе в то время. Отключение службы готовности приложения может сократить время, необходимое устройству для первой загрузки в режиме OOBE, а в некоторых случаях может повысить надежность во время OOBE.
Чтобы отключить службу готовности приложений в автономном режиме:
Создайте файл.reg, где для HKLM \ Software \ Microsoft \ Windows \ CurrentVersion \ AppReadiness DisableInAuditMode установлено значение 1.
Смонтируйте образ Windows. Например:
Dism / Mount-Image /ImageFile:"C:\Images\ModelSpecificImage.wim "/ Имя:" Fabrikam "/ MountDir:" C: \ mount \ windows "/ ОптимизироватьЗагрузите куст реестра. Например:
reg загрузить hklm \ LoadedHive C: \ mount \ Windows \ System32 \ config \ SYSTEMДобавьте значение реестра.Например, используя файл .reg с USB-накопителя:
regedit / s e: \ registry \ regFile.regВыгрузить улей.
рег выгрузить hklm \ LoadedHiveОтключите образ Windows, сохраните изменения. Например:
Dism / Unmount-Image / MountDir: "C: \ mount \ windows" / Commit
Перед переходом в режим аудита рекомендуется отключить службу в автономном режиме. Но вы также можете отключить его онлайн в режиме аудита. Вы должны обобщить образ после отключения службы.
Чтобы отключить службу готовности приложений в Интернете:
Но вы также можете отключить его онлайн в режиме аудита. Вы должны обобщить образ после отключения службы.
Чтобы отключить службу готовности приложений в Интернете:
- В режиме аудита запустите
regedit. - Перейдите в HKLM \ Software \ Microsoft \ Windows \ CurrentVersion \ AppReadiness DisableInAuditMode.
- Установите значение ключа на 1.
Перед продолжением запустите Sysprep generalize.
SMT / этап сборки
Устройстванеобходимо откалибровать, чтобы обеспечить максимальное удобство работы с клиентами и пройти тесты Windows Hardware Lab Kit.
Реализация
- Калибровки
- Датчики
- Сенсорная панель
- Сенсорный экран
- РФ
- Камера
Установите время в формате UTC и внесите изменения ACPI, описанные ниже.
Тест оборудования и фаза обкатки
Тест на полной версии Windows. Это позволяет вам протестировать окончательные взаимодействия аппаратного и программного обеспечения так, как их увидит пользователь.
Соображения
Использование полной версии Windows, с которой вы будете поставлять, позволяет проводить тестирование и проверку в той же среде, что и конечный пользователь.Windows PE не является поддерживаемой операционной системой для тестирования – она предназначена для использования только в качестве средства развертывания.
Голы
Обеспечивает высочайшее качество продукции при минимальном времени производства.
Реализация
Установить тестовую ОС можно разными способами. Поскольку тестовая ОС имеет меньший отток, чем поставляемая ОС, образ можно разместить на диске в любое время, что может сократить время, затрачиваемое на установку образа на заводе.Варианты включают предварительную прошивку образа с IHV или использование дублирования диска на месте.
Важно : отключите автоматическую инициализацию TPM (доверенного платформенного модуля) при загрузке в тестовую ОС, чтобы обеспечить как хорошую производительность, так и убедиться, что операционная система пользователя владеет модулем. Для этого в Windows необходимо установить следующие ключи реестра:
Для этого в Windows необходимо установить следующие ключи реестра:
[HKLM \ System \ CurrentControlSet \ Services \ Tpm \ WMI \ NoAutoProvision] (REG_DWORD) на 1
[HKEY_LOCAL_MACHINE \ SYSTEM \ CurrentControlSet \ Services \ TPM \ WMI]
"NoAutoProvision" = dword: 00000001
Этап загрузки программного обеспечения
Соображения
Следует проявлять осторожность, чтобы свести к минимуму время, затрачиваемое на эту фазу.Хотя некоторые длительные сроки неизбежны (например, настройка BTO), мы рекомендуем нашим партнерам максимально рассчитать затраты и выгоды от оптимизации.
Голы
Создайте эффективную и отказоустойчивую систему обработки изображений с минимальными накладными расходами. Переместите как можно больше шагов к предварительным обновлениям образа пола.
Реализация
Загрузите машину в WinPE. Чтобы развернуть Compact OS, вам понадобится версия WinPE для Windows 10.Вы можете загрузить WinPE разными способами:
- Использование PXE
- Использование USB-накопителя
- Предварительная установка WinPE на жесткий диск
Создайте структуру разделов жесткого диска с помощью diskpart.
diskpart / s F: \ CreatePartitions-UEFI.txtДополнительные сведения см. В разделе Разделы жесткого диска на основе UEFI / GPT
Примените образы, созданные с помощью DISM, к разделам Windows.
ApplyImage F: \ Images \ ThinImage.вимДля получения дополнительной информации см. Захват и применение разделов Windows, System и Recovery.
Необязательно: используйте тот же образ в качестве образа для восстановления на отдельном USB-накопителе. Этот USB-диск больше не нужно получать от авторизованного репликатора. Для получения дополнительной информации см. Создание носителя для запуска функций сброса нажатием кнопки.
Загрузите устройство в режим аудита.
Внесите окончательные изменения в изображение. Именно здесь производятся многие модификации BTO.
Если приложения APPX были установлены до добавления дополнительных языковых пакетов, переустановите приложения, чтобы они могли поддерживать новые языки.
Сюда входят приложения для входящих сообщений.Microsoft настоятельно рекомендует OEM-производителям запускать DISM с флагами / StartComponentCleanup / resetbase, чтобы получить дополнительное свободное место на диске.
Убедитесь, что приложения .NET Framework скомпилированы, выполнив следующие команды
C: \ Windows \ Microsoft.NET \ Framework \ v4.0.30319 \ ngen.exe обновление / очередь C: \ Windows \ Microsoft.NET \ Framework \ v4.0.30319 \ ngen.exe eqiНа 64-битных машинах сделайте то же самое для 64-битной среды CLR:
C: \ Windows \ Microsoft.NET \ Framework64 \ v4.0.30319 \ ngen.exe обновление / очередь C: \ Windows \ Microsoft.NET \ Framework64 \ v4.0.30319 \ ngen.exe eqiСоздайте отчет о сборке компьютера (CBR) OA3 с помощью OAtool.exe, введите ключ в микропрограмму и проверьте подготовку.
Если вы используете среду предустановки Windows (WinPE) 5.
x, исправьте отметки времени. (Этот шаг не требуется, если вы используете WinPE для Windows 10).dir% windir% \ System32 \ catroot \ {F750E6C3-38EE-11D1-85E5V555C04FC295EE}Запустите Sysprep / oobe, чтобы подготовить систему для конечного пользователя.
Включить безопасную загрузку (если реализовано).

 Сюда входят приложения для входящих сообщений.
Сюда входят приложения для входящих сообщений. x, исправьте отметки времени. (Этот шаг не требуется, если вы используете WinPE для Windows 10).
x, исправьте отметки времени. (Этот шаг не требуется, если вы используете WinPE для Windows 10).Этап обеспечения качества
Контроль качества должен проводиться на выборке машин в течение всего производственного цикла, чтобы гарантировать, что все настройки были успешно установлены.Этот проход QA также следует использовать для проверки реализации OA3.
Соображения
После того, как система прошла OOBE для этого прохода QA, ее нужно будет перезагрузить, чтобы гарантировать отличное взаимодействие с конечным пользователем.
Голы
Обеспечьте хорошее обслуживание клиентов и сократите время, затрачиваемое на восстановление машины.
Реализация
Устройство должно вернуться на производственную линию для повторного изображения.
Восстановление
После того, как устройство прошло через OOBE (по любой причине), необходимо повторно создать образ устройства.На заводе устройство можно просто добавить обратно на станцию загрузки программного обеспечения после очистки TPM (при наличии).
Если устройство нуждается в обслуживании в полевых условиях третьей стороной, следует использовать сброс нажатием кнопки. Это гарантирует, что машина вернется к полной заводской конфигурации, но при этом останется простой в использовании.
Соображения
Хотя PBR имеет все функции, необходимые для заводского восстановления, он не предоставляет возможности сценария действий и не предоставляет кодов ошибок, требующих принятия мер, необходимых для автоматизации, которые были бы необходимы в крупномасштабном производстве.
Голы
Обеспечьте хорошее обслуживание клиентов, защищая при этом данные пользователей.
Реализация
Для очистки TPM используйте следующие команды:
$ Tpm = Get-WmiObject -class Win32_Tpm -namespace "root \ CIMv2 \ Security \ MicrosoftTpm"
$ Tpm. SetPhysicalPresenceRequest (22)
 SetPhysicalPresenceRequest (22)
SetPhysicalPresenceRequest (22)
Для использования Windows PE вам потребуется настроенный образ Windows PE с:
- Драйверы для ftpm, специфичные для SOC.
- Дополнительные компоненты: SecureStartup, WMI, PowerShell и.NET Framework.
Производственный контрольный список
Временная шкала производственных задач Windows 10
Этот контрольный список можно использовать для планирования производственных задач.
| Задача | Предварительная фаза электромобиля | EV фаза | DV фаза | PV фаза |
|---|---|---|---|---|
| Необходимые производственные работы: | Предварительно EV | EV | ДВ | PV |
| Выбран ODM? | ✔ | – | – | – |
| OEM-доступ к Windows 10? | ✔ | – | – | – |
| ODM доступ к Windows 10? | ✔ | – | – | – |
| Доступ OEM к производственной WEG? | ✔ | – | – | – |
| Доступ ODM к производственной WEG? | ✔ | – | – | – |
| Контактные лица ODM определены? | ✔ | – | – | – |
| Установлены контактные лица OEM? | ✔ | – | – | – |
| ODM начальный этап? | ✔ | – | – | – |
| OEM начало? | ✔ | – | – | – |
| Регулярный производственный звонок? | – | ✔ | – | – |
| Развертывание: | Предварительно EV | EV | ДВ | PV |
| Понимание OEM концепций развертывания | ✔ | – | – | – |
| ODM понимание концепций развертывания | ✔ | – | – | – |
| Использование Windows 10 DISM | – | ✔ | – | – |
| Использование Windows 10 Windows PE | – | ✔ | – | – |
| Расширенные атрибуты, применяемые через DISM | – | ✔ | – | – |
| Проверка WinSxS выполняется? / AnalyzeComponentStore | – | ✔ | – | – |
| Изображение очищено? (DISM / Cleanup-Image / StartComponentCleanup / ResetBase) | – | ✔ | – | – |
| Кнопка сброса | Предварительно EV | EV | ДВ | PV |
| Понимание OEM концепций кнопочного сброса | – | ✔ | – | – |
| Понимание ODM концепций кнопочного сброса | – | ✔ | – | – |
| Рекомендуемая структура разделов для использования для Windows RE и сброса нажатием кнопки? | – | – | ✔ | – |
| Если используется нестандартная структура разделов, настроено ли восстановление с нуля? | – | – | ✔ | – |
| Настройки ACL образа восстановления верны? | – | – | ✔ | – |
| Время обновления / сброса в пределах нормы? | – | – | – | ✔ |
| Окна RE: | Предварительно EV | EV | ДВ | PV |
| Понимание OEM концепций Windows RE | – | ✔ | – | – |
| Понимание ODM концепций Windows RE | – | ✔ | – | – |
| Windows RE включена | – | – | ✔ | – |
| Расположение Windows RE правильное | – | – | ✔ | – |
GUID BCD для Windows RE соответствует записи GUID Windows RE в Reagent. xml xml | – | – | ✔ | – |
| Индекс изображения правильный | – | – | ✔ | – |
| Производство: | Предварительно EV | EV | ДВ | PV |
| Размер раздела Windows RE (МБ) и положение на выбранном диске | – | ✔ | – | – |
| Тестовый раздел использует полную Windows | – | – | ✔ | – |
| Развертывание образа через [NIC] или [дублирование] | – | ✔ | – | – |
| План подготовки ключа OPM выполнен? | – | ✔ | – | – |
| Языковые пакеты по SKU | – | – | ✔ | – |
| Безопасная загрузка: | Предварительно EV | EV | ДВ | PV |
| Понимание концепций безопасности OEM | ✔ | – | – | – |
| ODM понимание концепций безопасности | ✔ | – | – | – |
| Процесс безопасной загрузки протестирован с предварительной подписью? | – | – | ✔ | – |
| Водяной знак выключен? | – | – | – | ✔ |
| Драйверы, подписанные IHV / ISV? | – | – | – | ✔ |
| Драйверы, подписанные Microsoft? | – | – | – | ✔ |
| Процесс перепроизводства завершен [завод] | – | – | ✔ | – |
| Процесс перепроизводства завершен [выездное обслуживание] | – | – | ✔ | – |
| Планы политик безопасной загрузки и отладки проверены FT | – | ✔ | – | – |
ОА 3. 0: 0: | Предварительно EV | EV | ДВ | PV |
| Использование обновленного OA3tool.exe | – | – | ✔ | – |
| Проверить автономный образ / ключ | – | – | ✔ | – |
Внедрение выполнено в [Windows PE] [Windows] См. Раздел OEM-активация 3.0. | – | – | ✔ | – |
Приложение
Оптимизация места на малом диске
Базовый размер диска Windows 10 x86 с Office и 2 ГБ ОЗУ будет содержать:
| Windows (с Office), файл подкачки, файл гиберна, файл подкачки и два языковых пакета | 11.7 ГБ |
| WinRE | 500 МБ |
| Системные разделы (MSR, ESP) | 428MB |
| Итого | ~ 23 ГБ |
| Доступное место для OEM-настроек на устройстве 32 ГБ (можно использовать 29 ГБ) | ~ 6 ГБ |
Допущения:
- Размер места на диске, рассчитанный с помощью GetDiskFreeSpaceEx ()
- Данные собираются сразу после установки ОС, перед запуском NGEN, перед выполнением задач в режиме ожидания.
- Измерение включает файлы подкачки
- Центр обновления Windows отключен
- Build выполняется несколько раз; максимальная занимаемая площадь используется в этом отчете Емкость диска
- преобразуется в размеры Base-2: 32 ГБ == 32 000 000 000 байт == 30518 МБ (или 29 ГБ).

Языковые пакеты
Языковые пакетывключают в себя одни из самых больших объемов дискового пространства, которые OEM может добавить. Каждый язык со всеми его дополнительными компонентами может оцениваться в 275 МБ (размер зависит от языка), в то время как языковые пакеты Office могут оцениваться в 300 МБ (также в зависимости от языка).
Windows удалит неиспользуемые языковые пакеты, как только конечный пользователь выберет основной язык во время OOBE. После удаления эти языки не будут доступны при нажатии кнопки сброса.
Чтобы сохранить меньше места на диске, рассмотрите возможность уменьшения количества языков, устанавливаемых в каждом SKU доставки.
Сервисное обслуживание
Добавление пакетов КБ Центра обновления Windows может значительно увеличить размер диска. Чтобы уменьшить размер изображения после добавления обновлений:
Установите КБ и перезагрузите, если будет предложено
В командной строке с повышенными привилегиями выполните следующие команды:
диз.exe / онлайн / очистка изображения / startcomponentПерезагрузите устройство.
Часы реального времени (RTC)
RTC – это источник времени с резервным питанием от батареи, который хранит и поддерживает системное время, когда устройство выключено. ACPI 5.0 определяет устройство Time & Alarm, которое абстрагирует базовое аппаратное устройство, которое поддерживает время платформы. Устройство ACPI Time & Alarm – предпочтительный способ установки и запроса времени платформы в Windows, даже в системе с традиционным RTC на основе CMOS.Интерфейс ACPI обеспечивает смещение часового пояса для значения времени, полученного или записанного в RTC. Это дополнительное поле информации решает давнюю проблему RTC на основе CMOS, когда операционная система не знает, как интерпретировать время, считываемое с аппаратных часов.
Это дополнительное поле информации решает давнюю проблему RTC на основе CMOS, когда операционная система не знает, как интерпретировать время, считываемое с аппаратных часов.
Обсуждение производственных помещений
Windows запрашивает RTC для обновления системного времени, когда:
- Служба синхронизации времени недоступна.
- Устройство переходит в режим энергосбережения в спящем (S3) или спящем (S4) режиме.
- Kernel Debugger включен.
OEM-производители обычно устанавливают RTC в местном времени (LT) для устройств, поставляемых с Windows 7. Windows 7 исключительно использует интерфейс времени CMOS для получения времени RTC, которое интерпретируется как LT. В Windows 8 мы добавили поддержку устройства ACPI Time & Alarm, но Windows 8 также использует CMOS RTC, если он доступен, и обрабатывает возвращаемое из него время как LT. Такое поведение (связанное с интерфейсом CMOS RTC) несовместимо с большинством операционных систем, отличных от Windows. Кроме того, хостинг-провайдеры, такие как Azure, хотят использовать время в формате UTC на своем виртуализированном оборудовании, чтобы упростить управление и миграцию гостей, которые могут находиться в разных часовых поясах.
Кроме того, хостинг-провайдеры, такие как Azure, хотят использовать время в формате UTC на своем виртуализированном оборудовании, чтобы упростить управление и миграцию гостей, которые могут находиться в разных часовых поясах.
Чтобы решить эти проблемы, Microsoft откажется от использования интерфейса CMOS RTC и в первую очередь будет полагаться на устройство ACPI Time & Alarm.
Для производителей оборудования:
- Реализуйте устройство ACPI Time & Alarm.
- Установите флаг «CMOS RTC Not Present» в фиксированной таблице описания ACPI (FADT).Базовым оборудованием может быть RTC с поддержкой CMOS, однако Windows будет использовать ACPI Time & Alarm Device, только если этот флаг установлен.
- Не рекомендуется, чтобы микропрограмма платформы обновляла RTC через границу перехода на летнее время. Однако если это так, микропрограммное обеспечение должно гарантировать, что всемирное координированное время (UTC) всегда может быть рассчитано путем добавления смещения часового пояса к значению времени, то есть UTC = LT + TZ. Windows проигнорирует поле DST, полученное от метода управления _GRT.
- Сделать недействительным TZ (установлено на 0x7FF) через микропрограмму, если время RTC когда-либо обновлялось через интерфейс CMOS RTC.
 Windows проигнорирует поле DST, полученное от метода управления _GRT.
Windows проигнорирует поле DST, полученное от метода управления _GRT.Обеспечение хорошего первого входа в систему
Команда Windows обнаружила ряд проблем, препятствующих хорошей производительности при первом знакомстве пользователя с Windows, и следующее руководство должно решить типичные проблемы при подготовке образов ОС для ваших клиентов.
Средства защиты от вредоносных программ, сканирующие диск при первом входе в систему
Мы видели несколько случаев, когда средства защиты от вредоносных программ выполняли полное сканирование диска при первом входе пользователя в систему.Сканирование конкурирует с критическими задачами, выполняемыми во время первого процесса входа, что приводит к очень медленному первому входу, ухудшению качества запуска и снижению производительности системы.
Рекомендация : устройства должны быть настроены так, чтобы избежать полного сканирования диска во время первого входа в систему. Конкретные рекомендации по решениям AV должен предоставить поставщик AV.
Конкретные рекомендации по решениям AV должен предоставить поставщик AV.
Защитник Microsoft
Добавьте уникальные идентификаторы к вашим изображениям, чтобы Защитник Microsoft не мог повторно сканировать все файлы, которые вы указали в исходном образе диска.Дополнительные сведения см. В разделе Настройка идентификатора надежного образа для Защитника Microsoft.
Выполнение команд NGEN
Native image GENeration – это задача компиляции MSIL (кода виртуальной машины) .NET framework в собственные образы (исполняемые файлы для конкретной платформы). Обычно это улучшает время запуска приложения CLR более чем на порядок. Дополнительные сведения см. В разделе «Преимущества производительности NGen».
Рекомендация : Следуйте этим инструкциям, чтобы обеспечить компиляцию приложений .NET Framework.После установки всех обновлений ОС выполните следующие команды:
На 32-битных, x86 или ARM-устройствах:
C: \ Windows \ Microsoft. NET \ Framework \ v4.0.30319 \ ngen.exe обновление / очередь
C: \ Windows \ Microsoft.NET \ Framework \ v4.0.30319 \ ngen.exe eqi
 NET \ Framework \ v4.0.30319 \ ngen.exe обновление / очередь
C: \ Windows \ Microsoft.NET \ Framework \ v4.0.30319 \ ngen.exe eqi
NET \ Framework \ v4.0.30319 \ ngen.exe обновление / очередь
C: \ Windows \ Microsoft.NET \ Framework \ v4.0.30319 \ ngen.exe eqi
На 64-битных устройствах сделайте это для обеих версий .NET framework:
C: \ Windows \ Microsoft.NET \ Framework \ v4.0.30319 \ ngen.exe обновление / очередь
C: \ Windows \ Microsoft.NET \ Framework \ v4.0.30319 \ ngen.exe eqi
C: \ Windows \ Microsoft.NET \ Framework64 \ v4.0.30319 \ ngen.exe обновление / очередь
C: \ Windows \ Microsoft.NET \ Framework64 \ v4.0.30319 \ ngen.exe eqi
Драйверы графики
Устройство Windows должно поставляться с правильным графическим драйвером DirectX для системного оборудования. Невозможность установки правильного драйвера приводит к отказу от программного обеспечения графического драйвера. Это приводит к ухудшению работы с Windows, в том числе к снижению производительности при первом входе.
Рекомендация : Установите правильный графический драйвер для вашего оборудования в режиме аудита.
Часто задаваемые вопросы
Windows PE
Вопрос : Могу ли я использовать новый WinPE для развертывания, обслуживания и обслуживания предыдущих версий Windows?
Ответ : Обновления WinPE не повлияют на поддерживаемые в настоящее время версии Windows. Вы можете использовать обновленный WinPE для развертывания предыдущих версий Windows, включая Windows 7.
Вопрос : Нужно ли мне переходить на новые инструменты развертывания, доступные в составе Windows 10?
Ответ : Нет.Вам нужно только обновить до более новой версии инструментов развертывания (WinPE, DISM), если вы хотите реализовать Compact OS.
Вопрос : Как оптимизация дискового пространства влияет на мою среду PXE?
Ответ : Вам нужно только обновить среду PXE до более новой версии инструментов развертывания (WinPE, DISM), если вы выполняете «применить» в своей среде PXE.
Если вы выполняете только загрузку (копирование файла с сервера на клиент), вам не нужно обновлять среду PXE.
 Если вы выполняете только загрузку (копирование файла с сервера на клиент), вам не нужно обновлять среду PXE.
Если вы выполняете только загрузку (копирование файла с сервера на клиент), вам не нужно обновлять среду PXE.Восстановление с помощью кнопки (PBR) и среда восстановления Windows (WinRE)
Вопрос : Будет ли обновлена WinRE?
Ответ : Да, нужен новый WinRE.wim.
Вопрос : Может ли пользователь по-прежнему создавать USB-ключ PBR?
Ответ : Да. Если используется схема разделов по умолчанию, то OEM не требует дополнительных настроек для включения этого.
Хранилище
Вопрос : Поддерживаются ли только твердотельные диски?
Ответ : Мы поддерживаем как твердотельные, так и традиционные ротационные носители.Мы рекомендуем использовать одиночный экземпляр только на твердотельных дисках из-за проблем с производительностью.
Вопрос : Могу ли я использовать одиночный экземпляр пакетов подготовки в конфигурации с двумя дисками (HDD + SSD)?
Ответ : Единственное создание экземпляров может быть реализовано только на одном диске.

Размер на диске
Вопрос : Как удалить языковые пакеты, которые пользователь не выбирает во время OOBE?
Ответ : языковые пакеты удаляются с устройства и больше не будут доступны во время операций восстановления нажатием кнопки.
Вопрос : Как вы рассчитываете размер диска? Например, вы указываете размер диска 14,8 ГБ на диске 16 ГБ.
Ответ : Емкость диска конвертируется в Base-2. Например, 16000000000 (миллиард байт) равно ~ 14,8 ГБ.
Вопрос : Могу ли я использовать Compact OS только на небольших устройствах, например с 1 ГБ ОЗУ и 16 ГБ на диске?
Ответ : Компактная ОС может применяться на любой 32-разрядной или 64-разрядной платформе с> = 16 ГБ твердотельной памяти.
Вопрос : Рекомендуете ли вы использовать диск объемом 16 ГБ на 64-битной платформе под управлением 64-битной Windows?
Ответ : Мы рекомендуем минимальную емкость диска 32 ГБ для 64-битной Windows.

Визуализация и развертывание
Вопрос : Какие изменения внесены в команду DISM для поддержки Compact OS?
Ответ : Вы можете использовать DISM / Apply-Image… / Compact и / Apply-CustomDataImage.Дополнительные сведения см. В разделе Параметры командной строки для управления образами DISM.
Вопрос : Поддерживает ли Compact OS структуру разделов GPT и MBR?
Ответ : Да.
Вопрос : Требуется ли обновленный инструмент OA3 для Windows 10?
Ответ : Да.
Вопрос : Могу ли я по-прежнему использовать Windows SIM, файлы ответов и параметры автоматической установки с Windows 10?
Ответ : Да, хотя некоторые настройки могли быть изменены.См. Раздел Измененные параметры файла ответов в Windows 8.1 и Windows Server 2012 R2.
Языковые пакеты и приложения
Вопрос : Можно ли использовать несколько языковых пакетов?
Ответ : Да, однако мы настоятельно рекомендуем вам проверить влияние количества языков (Windows, Office, драйверов и приложений) на размер диска для каждого образа.
Вопрос : Изменился ли способ установки языковых пакетов?
Ответ : Да, вы примените базовый lp.cab таким же образом, как и раньше, чтобы получить несколько параметров пользовательского интерфейса, но чтобы иметь возможность вводить текст или получать поддержку, вам необходимо добавить дополнительные языковые компоненты. Для получения дополнительной информации см. Добавление языковых пакетов в Windows.
Вопрос : Есть ли какие-либо изменения в том, как я устанавливаю настольные приложения или приложения Microsoft Store?
Ответ : Нет изменений в том, как вы устанавливаете настольные приложения или приложения Microsoft Store из Windows 8.1.
Вопрос : Каково взаимодействие с пользователем при многоязычной конфигурации или когда пользователь добавляет дополнительный языковой пакет?
Ответ : Языковые пакеты будут продолжать работать так же, как и в предыдущих версиях Windows.
Вопрос : Есть ли проблемы совместимости с настольными приложениями?
Ответ : Типы приложений, перечисленных ниже, должны быть тщательно проверены.
- Средства шифрования всего тома не должны шифровать образы WIM, чтобы ограничить влияние на производительность. Такие инструменты должны проверять целостность незашифрованного WIM, чтобы не допустить взлома.
- Любой инструмент, который записывает системные файлы, может быть затронут:
- Приложения для работы с образами должны выполнять резервное копирование на уровне блоков и восстановление ВСЕХ томов.
- Неисправные / неполные операции восстановления могут привести к невозможности загрузки системы.
- Инструменты шифрования / резервного копирования / дефрагментации могут непреднамеренно раздуть системные файлы.
Вопрос : Применима ли ОС Compact OS к Windows Embedded?
Ответ : Реализация Compact OS и дизайн функций, которыми мы поделились, ограничены Windows 10 для настольных выпусков (Home, Pro и Enterprise).
Однако вам следует связаться с представителем Windows Embedded и узнать об их плане оптимизации дискового пространства.


 Однако вам следует связаться с представителем Windows Embedded и узнать об их плане оптимизации дискового пространства.
Однако вам следует связаться с представителем Windows Embedded и узнать об их плане оптимизации дискового пространства.Политика
Обслуживание
О нас | Оборудование для производства окон
Pro-Line Automation Systems Ltd. занимается проектированием и строительством оборудования и автоматизированных систем для алюминиевой и виниловой промышленности строительных изделий с 1990 года.
Pro-Line начинала с производства оборудования для местных производителей окон и благодаря своему новаторскому и непредвзятому подходу к разработке универсального и надежного оборудования быстро завоевала репутацию и, следовательно, клиентскую базу за пределами Канадского рынка.
Мировые продажи являются свидетельством репутации Pro-Line как лидера в области строительного оборудования из винила и алюминия. Pro-Line в настоящее время экспортирует более 60% своей продукции в страны за пределами Канады. Сильные рынки были развиты в таких странах, как США, Южная Америка, Мексика, Польша, Россия, Австралия и страны Карибского бассейна.
Успешные продажи Pro-Line во всем мире позволили нам увеличить штат до более чем 50 преданных своему делу профессионалов.
Pro-Line ориентирована на внедрение своего оборудования в любую точку мира, где виниловые и алюминиевые профили режут, фрезеруют, просверливают, перфорируют, сваривают или очищают.Наше видение – представить миру нашу североамериканскую изобретательность.
Продажи и менеджмент
Тодд Толсон Директор по продажам – США и КанадаИмея более 25 лет в индустрии фенестрации, Тодд отвечает за прямые продажи в США, а также за координацию продаж и маркетинга Pro-Line по всему миру. Свяжитесь с Тоддом напрямую по электронной почте [email protected] или по телефону (330) 531-8380
Джек Рамнаут Менеджер по продажам Как менеджер по продажам, Джек имел бесценный опыт в оценке потребностей клиентов.Подчиняясь непосредственно высшему руководству, Джек помогал в разработке и улучшении многих продуктов. С Джеком можно связаться по телефону (360) 332-9505 или по электронной почте jack@prolineautomation. com
com
Джеймс Брэдшоу – президент компании Bradshaw Sales, расположенной в Мэдисоне, штат Миссисипи. Как независимый торговый представитель с более чем 25-летним опытом работы в отрасли, Джеймс доказал свою ценность клиентам в самых разных областях.Вы можете связаться с Джеймсом по электронной почте [email protected] или по телефону (601) 853-7861
Брайан Маркс Агент по продажам в США – Техас, Оклахома, Арканзас, Лос-АнджелесВ качестве независимого агента по продажам, работающего в Техасе, Луизиане, Оклахоме и Арканзасе, Брайан предоставляет своим клиентам непревзойденный уровень обслуживания и поддержки. Вы можете связаться с Брайаном по электронной почте [email protected] или по телефону (972) 680-8122
Джим Плавецкий Агент по продажам в США – Огайо, Пенсильвания, Западная Вирджиния, Мичиган, Индиана, Кентукки, Теннесси Джим Плавецки – владелец компании Windowtech Sales, расположенной в Колумбусе, штат Огайо. Обладая более чем 30-летним опытом работы в отрасли в таких областях, как разработка продуктов, управление продажами и маркетингом, Джим может предлагать своим клиентам различные решения. Вы можете связаться с Джимом по электронной почте [email protected] или по телефону (614) 778-4317
Обладая более чем 30-летним опытом работы в отрасли в таких областях, как разработка продуктов, управление продажами и маркетингом, Джим может предлагать своим клиентам различные решения. Вы можете связаться с Джимом по электронной почте [email protected] или по телефону (614) 778-4317
Автоматизация | Окно + дверь
Высокоскоростной модульный блок аппликатора гибкой проставки TSS TSS от Forel имеет двойную шпульную систему и два ремня, которые автоматически регулируют натяжение в зависимости от продукта.Спейсер автоматически наносится на квадраты и прямоугольники; Информация о размерах формованного стекла получается с помощью встроенного сканера формы или ручного ввода. Машина также включает систему самодиагностики неисправностей. Форель
Примечание редактора: Добро пожаловать в наш новый подход к охвату продукции. В каждом выпуске Trendhunter Window + Door будет углубляться в основные тенденции в различных категориях отрасли. Перед дебютом этого нового раздела мы поговорили с экспонентами GlassBuild America, чтобы получить представление об автоматизации, которая движет отраслью.
Перед дебютом этого нового раздела мы поговорили с экспонентами GlassBuild America, чтобы получить представление об автоматизации, которая движет отраслью.
Автоматизированное оборудование выходит на передний план производственных цехов, поскольку спрос на окна и двери остается высоким, а компании продолжают бороться за поиск рабочих для производства продукции. Производители предлагают подходящие продукты для всех клиентов – тех, кто только начинает работать в автоматизированном пространстве, а также клиентов, которым требуются полностью интегрированные системы.
Митчелл Хекберт, вице-президент по продажам и обслуживанию Urban Machinery, сообщает, что компания продала очень мало автомобильных линий за последние 10 лет, но продала 10 в прошлом году.«Проблемы, с которыми сталкиваются люди с привлечением сотрудников, с привлечением к работе людей, которые хотят работать, хотят работать и повышать ценность, становятся все труднее и труднее», – говорит он. •
По словам Джона Мура, вице-президента по маркетингу GED Integrated Solutions, все более разнообразный ассортимент продукции также делает автоматизацию более важной. «Заводы, которые раньше предлагали одну или две линии окон, теперь предлагают пять, поэтому их потребность в автоматизации возрастает, а трудозатраты, необходимые для создания общего ассортимента продукции, растут.”
«Заводы, которые раньше предлагали одну или две линии окон, теперь предлагают пять, поэтому их потребность в автоматизации возрастает, а трудозатраты, необходимые для создания общего ассортимента продукции, растут.”
3- или 4-осевое ЧПУ Intermac America Master One предназначено для обработки стекла с максимальным ускорением и скоростью оси, сообщает компания. Он оборудован для работы с инструментом Diamut Helix, который проделывает отверстия в стекле со встроенными верхними и нижними зенковками для листов стекла толщиной до 3/4 дюйма. Intermac America
Трудовые и качественные пособия
Морган Донохью, вице-президент по продажам и маркетингу Erdman Automation, сообщает, что транспортировка больших объемов материалов, подъем тяжелых грузов, потребность в оборудовании, которое может работать с новыми продуктами производителей, и постоянное развитие высокоскоростной автоматизации – все это движущие силы автоматизации. .
Ограниченный рынок труда, конечно, является еще одной важной силой, стоящей за этой тенденцией. «Владельцам бизнеса и корпорациям трудно нанимать людей, привлекать их к работе и удерживать их на работе», – говорит Тони Мерингер, вице-президент по продажам и маркетингу Sturtz Machinery. «Реальность такова, что работа не очень сексуальная; это тяжелая работа на фабриках ». Он говорит, что производители ищут все, что они могут сделать, чтобы поместить экран компьютера на машину, нажать кнопку и позволить машине делать всю работу.«Наряду с улучшением качества с автоматизацией, здесь требуется больше человеческого фактора». Эта автоматизация также освобождает ограниченные человеческие ресурсы, которые можно перераспределить в области работы, которые нельзя автоматизировать.
«Владельцам бизнеса и корпорациям трудно нанимать людей, привлекать их к работе и удерживать их на работе», – говорит Тони Мерингер, вице-президент по продажам и маркетингу Sturtz Machinery. «Реальность такова, что работа не очень сексуальная; это тяжелая работа на фабриках ». Он говорит, что производители ищут все, что они могут сделать, чтобы поместить экран компьютера на машину, нажать кнопку и позволить машине делать всю работу.«Наряду с улучшением качества с автоматизацией, здесь требуется больше человеческого фактора». Эта автоматизация также освобождает ограниченные человеческие ресурсы, которые можно перераспределить в области работы, которые нельзя автоматизировать.
Мур говорит, что некоторые продукты GED используют сложные ручные процессы и автоматизируют их, например роботизированная система заполнения газа. «Это обеспечивает более высокое качество и стабильность продукта», – говорит он. «Вам просто нужно, чтобы человек выполнял некоторую ручную загрузку и разгрузку вместо более технического наполнения газом, поэтому обучение сокращается. ”
”
Система изготовления разделителей с теплым краем Intercept 2.5 компании GED Integrated Solutions предназначена для устранения перекоса внутренней решетки из мунтина с надрезом и защелкивающимися зажимами. По заявлению компании, система управления обеспечивает аппаратное уменьшение, а технология обеспечивает идентичность четвертого угла и первых трех углов. Интегрированные решения GED
С чего начать
Преимущества автоматизации неоспоримы, но поскольку автоматизация доступна практически во всех аспектах производства, знание того, с чего начать, может быть огромным.Ответ? “По-разному.”
То есть это зависит от существующей инфраструктуры, возможностей поддержки и обслуживания компании. Это зависит от того, где находятся существующие узкие места и проблемы с качеством. И это зависит от безопасности и от того, сколько инвестиционных компаний могут сделать, говорят источники.
«Это не шаблонный ответ», – говорит Тим МакГлинчи, вице-президент по разработке, исследованиям и разработкам GED. «Учитывая высокую текучесть кадров в офисах наших клиентов, они ищут устойчивую автоматизацию и [способность] воспроизводить работу и поддерживать качество», – говорит он.
«Учитывая высокую текучесть кадров в офисах наших клиентов, они ищут устойчивую автоматизацию и [способность] воспроизводить работу и поддерживать качество», – говорит он.
GED проводит обзор того, где находится производитель в настоящее время и каковы его следующие шаги. «Мы проектируем [процессы автоматизации] по модульному принципу, поэтому есть много возможностей для повторного использования исходного оборудования. Долговечность капитала сохраняется по сравнению с прошлыми продуктами ». Это позволяет компаниям приобретать активы и позже интегрировать их в более автоматизированную систему, продолжает МакГлинчи. GED также оценивает бюджет производителя, способность привлекать и удерживать рабочую силу и целевые показатели производительности в отношении автоматизации.
Донохью согласен с тем, что пропускная способность является огромным фактором для определения подходящего уровня автоматизации. «Потребитель, который выставляет 100 окон в смену, будет иметь совершенно другие потребности, чем тот, кто выставляет 1 000 или 3 000 окон», – говорит он. «Чем ниже объем, тем больше вероятность, что они сосредоточатся на качестве – на автоматизации, которая поможет им в решении сложных задач с точки зрения качества. Возможно, их не слишком заботит эргономика и уж тем более высокоскоростная автоматизация », – говорит он.
«Чем ниже объем, тем больше вероятность, что они сосредоточатся на качестве – на автоматизации, которая поможет им в решении сложных задач с точки зрения качества. Возможно, их не слишком заботит эргономика и уж тем более высокоскоростная автоматизация », – говорит он.
На следующем уровне производства, который Донохью называет промежуточным звеном, заказчик может сосредоточиться на качестве, но также изучить поддержку с точки зрения безопасности и эргономики из-за повторяющихся движений. По его словам, когда компании выходят на действительно высокую пропускную способность, «они обращают внимание на все составляющие: качество, повторяющиеся движения, безопасность и высокую производительность при меньшем количестве людей». По его словам, это также тот уровень, когда клиенты начинают обращать внимание на высокоскоростную автоматизацию.
Sturtz видел большой спрос на полностью автоматизированные линии сварки и очистки.«Мы спрашиваем, где узкие места, где они борются или где находят проблемы с качеством, ошибки, проблемы с персоналом и сотрудниками», – говорит Мерингер. «Безопасность – еще одна важная вещь; мы не хотим, чтобы люди чистили ножи вручную ».
«Безопасность – еще одна важная вещь; мы не хотим, чтобы люди чистили ножи вручную ».
Вертикальный зажим для рамы Erdman Automation имеет систему управления с интерфейсом оператора, которая позволяет оператору быстро и точно изменять размеры и собирать компоненты рамы в соответствии с приложением. Машина автоматически зажимает угольник и удерживает компоненты рамы на месте, а затем прибивает, скрепляет или прикручивает компоненты вместе. Erdman Automation
Что дальше?
Мерингер говорит, что многие производители не модернизировали много своего оборудования со времен Великой рецессии, а большая часть существующего оборудования «устаревает с точки зрения программирования». При обновлении Мерингер и его команда призывают производителей рассмотреть возможность использования многопроцессорных центров. По его словам, производители также требуют большей автоматизации в других областях, например, в аппаратных приложениях. Мерингер сообщает, что Sturtz работает над более глубоким пониманием этого рынка и налаживанием партнерских отношений.
По словам Мерингера, компания также занимается операциями, которые выполняются с помощью пробивных прессов, сверлильных станков, приспособлений и других многоступенчатых одноэтапных процессов на заводе. Пила для линейного позиционирования от компании может выполнять многие из этих процессов за один прием. «В этом году это было очень мощно», – говорит он, и ожидает, что эта тенденция будет расти.
GED сообщает, что его клиенты стремятся к детализации информации о том, где находится каждый порядок окон. МакГлинчи говорит, что это становится все более важным, поскольку сроки выполнения заказов сокращаются.Производители хотят, чтобы рабочий процесс был как можно короче, чтобы сэкономить деньги и сократить запасы. «Настоящая движущая сила – обеспечить своевременную поставку полностью готовой продукции и исключить отходы», – говорит он. «Мы пришли к выводу, что окупаемость очень высока за счет устранения потерянных окон и переделок».
Донохью из Эрдмана также прогнозирует, что автоматизация будет только расти. «Все больше и больше требуется автоматизация производства, поскольку все меньшее из нашего молодого поколения устраивается на работу на уровне завода», – говорит он.«Спрос на автоматизацию и постоянный прогресс, который она создает, а также постоянный прогресс, которого мы добиваемся с точки зрения достижений, – будут оставаться высокими».
«Все больше и больше требуется автоматизация производства, поскольку все меньшее из нашего молодого поколения устраивается на работу на уровне завода», – говорит он.«Спрос на автоматизацию и постоянный прогресс, который она создает, а также постоянный прогресс, которого мы добиваемся с точки зрения достижений, – будут оставаться высокими».
Ссылки по теме | Прочтите, что говорят наши источники о рентабельности инвестиций, а также о роли автоматизации в европейском производстве окон.
Производство алюминиевых дверей и окон – Бизнес-идеи
Затраты на запуск: 10 000–50 000 долларов США
Домашний базис: Можно управлять из дома.
Неполный рабочий день: Может работать неполный рабочий день.
Есть ли франшизы? Нет
Работа в сети? Нет
Производство алюминиевых штормовых окон и дверей – относительно простой процесс, который можно осуществить даже в хорошо оборудованной домашней мастерской. Этот бизнес-стартап понравится предпринимателям с некоторыми конструктивными и механическими способностями. И снова алюминиевые штормовые окна и двери просты в изготовлении, поскольку требуемый материал называется экструзией.Это простой процесс – отрезать направляющие оконной рамы по длине, обернуть стекло резиновой прокладкой и прикрепить направляющие, которые крепятся винтами по углам. Такая же основная процедура используется для изготовления алюминиевых штормовых окон и дверей. Кроме того, потребуется опыт резки стекла. Тем не менее, это также легкая торговля, и большинство розничных магазинов витражей даже предлагают курсы резки стекла по ночам и в выходные дни. Требования к оборудованию включают составную торцовочную пилу, плоский стол для резки стекла, несколько основных ручных инструментов и, конечно же, небольшой начальный запас алюминиевых профилей, стекла и механических деталей для начала.Одним из лучших аспектов этого бизнеса является то, что начальные затраты низкие, и необходимо иметь минимальный инвентарь, поскольку все заказы на окна будут нестандартного размера, а двери также могут быть изготовлены на заказ.
Этот бизнес-стартап понравится предпринимателям с некоторыми конструктивными и механическими способностями. И снова алюминиевые штормовые окна и двери просты в изготовлении, поскольку требуемый материал называется экструзией.Это простой процесс – отрезать направляющие оконной рамы по длине, обернуть стекло резиновой прокладкой и прикрепить направляющие, которые крепятся винтами по углам. Такая же основная процедура используется для изготовления алюминиевых штормовых окон и дверей. Кроме того, потребуется опыт резки стекла. Тем не менее, это также легкая торговля, и большинство розничных магазинов витражей даже предлагают курсы резки стекла по ночам и в выходные дни. Требования к оборудованию включают составную торцовочную пилу, плоский стол для резки стекла, несколько основных ручных инструментов и, конечно же, небольшой начальный запас алюминиевых профилей, стекла и механических деталей для начала.Одним из лучших аспектов этого бизнеса является то, что начальные затраты низкие, и необходимо иметь минимальный инвентарь, поскольку все заказы на окна будут нестандартного размера, а двери также могут быть изготовлены на заказ. Вы можете продавать штормовые окна и двери напрямую домовладельцам, инициируя рекламную кампанию в местной газете, а также показывая товары на выставках для дома и сада, чтобы собрать потенциальных клиентов. Кроме того, не забудьте установить альянсы с подрядными и ремонтными фирмами, так как такие компании могут стать очень хорошими клиентами.Вы можете самостоятельно измерить и установить готовое изделие или нанять субподрядчиков для выполнения установки. Как правило, штормовые окна и двери продаются с единым дюймовым размером (U.I.), то есть вы добавляете высоту окна к ширине окна и умножаете сумму в дюймах на U.I. цена. Обратитесь к другим производителям и в стекольные магазины в вашем районе, чтобы узнать, какой текущий U.I. цена есть, и если ваша структура накладных расходов позволяет, вы должны иметь возможность предлагать клиентам аналогичный продукт по цене, меньшей, чем у конкурентов.Интернет-ресурс: www.thebluebook.com Служба каталогов, в которой перечислены производители и дистрибьюторы алюминиевых профилей, оборудования и расходных материалов, используемых в производстве алюминиевых окон и дверей.
Вы можете продавать штормовые окна и двери напрямую домовладельцам, инициируя рекламную кампанию в местной газете, а также показывая товары на выставках для дома и сада, чтобы собрать потенциальных клиентов. Кроме того, не забудьте установить альянсы с подрядными и ремонтными фирмами, так как такие компании могут стать очень хорошими клиентами.Вы можете самостоятельно измерить и установить готовое изделие или нанять субподрядчиков для выполнения установки. Как правило, штормовые окна и двери продаются с единым дюймовым размером (U.I.), то есть вы добавляете высоту окна к ширине окна и умножаете сумму в дюймах на U.I. цена. Обратитесь к другим производителям и в стекольные магазины в вашем районе, чтобы узнать, какой текущий U.I. цена есть, и если ваша структура накладных расходов позволяет, вы должны иметь возможность предлагать клиентам аналогичный продукт по цене, меньшей, чем у конкурентов.Интернет-ресурс: www.thebluebook.com Служба каталогов, в которой перечислены производители и дистрибьюторы алюминиевых профилей, оборудования и расходных материалов, используемых в производстве алюминиевых окон и дверей.
Категории
Корпус для окон с традиционной створкой– Технологии для крепления
Технологии для светильниковПроизводство гибких дверей и окон.Две истории успеха с Accord WD
Традиционные створчатые окна , расположенные в Гилфорде, графство Суррей, производят, поставляют и устанавливают традиционные створчатые окна с 1999 года.
За это время они выполнили большое количество монтажных работ, поставив более 50 000 окон на замену, а также отремонтировав существующие створчатые окна.
Traditional Sash Windows – это во многом семейный бизнес, основанный Председателем Полом Китчингом, и управляемый Мэтью Лордом, управляющим директором, и Джейми Китчингом, директором, и их сплоченной командой они несут ответственность за рост и повседневное ведение бизнеса. .
«Мы очень довольны SCM Accord WD и видим преимущества станка, особенно качество готовых компонентов и обработку закругленных краев.
 В настоящее время мы настроены на производство створчатых окон, и в конечном итоге мы будем перейти к производству дверей ». – Пол Китчинг, президент
В настоящее время мы настроены на производство створчатых окон, и в конечном итоге мы будем перейти к производству дверей ». – Пол Китчинг, президентПоскольку бизнес процветает и объемы производства увеличиваются, в начале 2014 года было решено рассмотреть вопрос о покупке обрабатывающего центра с ЧПУ с 5-осевой фрезерной головкой, чтобы обрабатывать все оконные и дверные компоненты в одном месте на стол ЧПУ.
В выставочном зале Scm в Римини Пол Китчинг подробно рассказал о том, как работает обрабатывающая ячейка Accord WD: интегрированная производственная система, созданная благодаря многолетнему опыту SCM в производстве окон и дверей, с полностью автоматизированной системой загрузки и разгрузки.
Accord WD можно использовать для производства партиями и отдельными единицами без прерывания рабочего цикла и всегда подачи с максимальной скоростью.
Легко и быстро использовать, а также с ручной загрузкой для производства компонентов любого типа и, следовательно, использования всего потенциала обрабатывающего центра SCM.
Автоматическая система перемещения компонентов и управление рабочим столом исключают необходимость постоянного присутствия оператора.
5-осевой обрабатывающий агрегат, разработанный и сконструированный специально для сложных работ, поддерживается жесткой мобильной портальной конструкцией для быстрого профилирования элементов большого сечения.Площадь стола / обработки составляет 6360 x 1905 мм.
Рабочий цикл никогда не прерывается, пока станок обрабатывает одну половину, готовые компоненты выгружаются из другой и загружаются новые.
Обработка специальных дверных и оконных рам или других типов изделий чрезвычайно проста , так как рабочий стол легко доступен для ручной загрузки и разгрузки.
Maestro WD параметрическое программное обеспечение, разработанное Группой СКМ для проектирования и изготовления дверных и оконных рам на обрабатывающих центрах.Он поддерживает требования к конструкции наиболее распространенных типов и геометрических форм дверных и оконных рам, как линейных, так и изогнутых.
Пол Китчинг заключает: «Мы очень довольны SCM Accord WD и можем увидеть преимущества станка , особенно в отношении качества готовых компонентов и обработки скругленных кромок . В настоящее время мы находимся на производстве оконных створок и, в конечном итоге, перейдем к производству дверей ».
Традиционные створчатые окна (Великобритания)
.