методическое пособие по проектированию механосборочных цехов и автоматизированных участков для специальности 12.01 -“Технология машиностроения”
%PDF-1.6 % 1 0 obj > > > ] /ON [ 5 0 R ] /Order [ ] /RBGroups [ ] >> /OCGs [ 5 0 R ] >> /Pages 7 0 R /Type /Catalog >> endobj 2 0 obj /CreationDate (D:20180129070328Z) /Keywords /ModDate (D:20180210164648+03’00’) /Producer (ABBYY FineReader 12) /Title >> endobj 3 0 obj > /Font > >> /Fields [ ] >> endobj 4 0 obj > stream 2018-01-29T07:03:28Z2018-02-10T16:46:48+03:002018-02-10T16:46:48+03:00ABBYY FineReader 12Механосборочные цехи, Механосборочные цехи – проектированиеapplication/pdf
 И. Савченко
И. Савченко
№ | Обозначение на пане | Наименование | Шифр | Мощность, кВт | Примечание |
1 | [pic 3] | Фрезерный станок (вертикально) | 6К81Ш | 10 | |
2 | [pic 4] | Фрезерный станок (горизонтально) | 6Р80 | 13,3 | |
3 | [pic 5] | Фрезерный станок (универсально) | 6Т82, 6Т82Г, 6Т82Ш, 6Т12 | 16,5 | |
4 | [pic 6] | Фрезерный станок (вертикально) | 6Т83, 6Т83Г, 6Т83Ш, 6Т13 | 9,8 | |
5 | [pic 7] | Фрезерный станок Зубофрезерный | 6Р12 ZWF-30 | 32 76,5 | |
6 | [pic 8] | Фрезерный станок С ЧПУ | 6Р13Ф3 | 11,1 | |
7 | [pic 9] | Фрезерный станок винторезный | 6605 | 23,6 | |
8 | [pic 10] | Токарный станок | РМЦ 710 мм, 16К20,16К20П, 16К25 | 10,1 | |
9 | [pic 11] | Токарный станок | РМЦ1000 мм, 16К20,16К20П, 16К25 | 11,1 | |
10 | [pic 12] | Токарный станок | РМЦ 1400 мм, 16К20,16К25 | 17 | |
11 | [pic 13] | Токарный станок | РМЦ 2000 мм, 16К20,16К25 | 22,1 | |
12 | [pic 14] | Токарный станок (винторезный) | 16К20Ф3 | 27 | |
13 | [pic 15] | Токарный станок | 1И611П | 7 | |
14 | [pic 16] | Токарно-карусельный | 1525 | 68,1 | |
15 | [pic 17] | Токарно-карусельный | 1512 | 28 | |
16 | [pic 18] | Токарно-винторезный | 1М63 | 11,1 | |
17 | [pic 19] | Токарный | 1М61 | 11 | |
18 | [pic 20] | Настольно-сверлильные (установленные на столе) | 2М112, СУС-1 | 3,5 | Однофазные, 220В |
19 | [pic 21] | Сверлильный станок (Радиально) | 2С120К | 7,5 | |
20 | [pic 22] | Сверлильный станок | МН25 | 4 | |
21 | [pic 23] | Сверлильный станок | 2Н118 2Н55 | 3 | |
22 | [pic 24] | Сверлильный станок | 2С132 | 6,2 | |
23 | [pic 25] | Сверлильный станок | 2Н135 | 6,5 | |
24 | [pic 26] | Сверлильный станок | 2К52-2 | 15 | |
25 | [pic 27] | Портально-расточной | 2А554 (ОВР-50) WETZEL | 24,2 | |
26 | [pic 28] | Координатно-расточной станок | 2Д450 | 15 | |
27 | [pic 29] | Горизонтально-расточной станок | 2А622-2 | 11 | |
28 | [pic 30] | Шлифовальный станок | 3К12 | 5,5 | |
29 | [pic 31] | Шлифовальный станок | 3А151, 3Б151 | 7 | |
30 | [pic 32] | Шлифовальный станок | 3Б161 | 7 | |
31 | [pic 33] | Шлифовальный станок | 3Б153 | 5,5 | |
32 | [pic 34] | Шлифовальный станок | 3Т161 | 13 | |
33 | [pic 35] | Бесцентрово-шлифовальный станок | 3Ш182Д | 8,5 | |
34 | [pic 36] | Шлифовальный станок | 3А227 | 9,9 | |
35 | [pic 37] | Заточный станок (точило) Фрезозаточный | 3Л631 МТЗ | 0,75 | 220 В |
36 | [pic 38] | Заточный станок (точило) | 3К634 | 4 | 380 |
37 | [pic 39] | Заточный станок (точило) | 3Б852 | 1,5 | 220 |
38 | [pic 40] | Шлифовальный станок | 3А228 | 9,6 | |
39 | [pic 41] | Шлифовальный станок | 3А229 | 11,2 | |
40 | [pic 42] | Шлифовальный станок | 3Г71 | 3,7 | |
41 | [pic 43] | Шлифовальный станок | 3Е710А | 3 | |
42 | [pic 44] | Зубообраба-тывающий станок | 5В12 | 1,7 | |
43 | [pic 45] | Зубообраба-тывающий станок | 5А140П | 4,5 | |
44 | [pic 46] | Зубообраба-тывающий станок | 5245 | 40 | |
45 | [pic 47] | Зубообраба-тывающий станок | 53А10, 53А20А | 4,5 | |
46 | [pic 48] | Зубообраба-тывающий станок | 5350 | 6,3 | |
47 | [pic 49] | Зубообраба-тывающий станок | 53А50Ф2 | 13,2 | |
48 | [pic 50] | Зубообраба-тывающий станок | 5К822ВФ1 | 11 | |
49 | [pic 51] | Зубообраба-тывающий станок | 5К822В | 3 | |
50 | [pic 52] | Ножовочный станок | 8725 | 2,2 | |
51 | [pic 53] | Круглопильный станок | 8Г663 | 11,11 | |
52 | [pic 54] | Ножницы гильотинные | НК3418 | 7,5 | |
53 | [pic 55] | Абразивно-отрезной Пылеулавливающий агрегат | МП6-1481 ЗИЛ-900 | 2,8 | |
54 | [pic 56] | Пресс | ПО-443 | 7 | |
55 | [pic 57] | Машина моечная | Н164А | 6 кВт | |
56 | [pic 58] | Печь сопротивления | 50 | ||
57 | [pic 59] | Печь индукционная | 30 | ||
58 | [pic 60] | Верстак | 2 | ||
59 | [pic 61] | Наждак | МТЗ | 7 | |
60 | [pic 62] | Установка теплозащиты ворот | ТЗ-5 | 28 | |
61 | [pic 63] | Выпрямитель сварочный | ВД-301 | 20 |
Сборка обозначение станков – Энциклопедия по машиностроению XXL
Классификация и обозначение станков. В отечественной и зарубежной литературе отсутствует четкая классификация станков для сборки покрышек различного назначения.
[c.67]
В отечественной и зарубежной литературе отсутствует четкая классификация станков для сборки покрышек различного назначения.
[c.67]В целях более полной информации потребителя о сборочном станке новый ГОСТ 15940—80 Станки для сборки покрышек. Общие технические условия , разработанный взамен ГОСТ 15940—75 и вводимый в действие с 1 января 1982 г., предусматривает в структурной схеме условного обозначения станка такие дополнительные характеристики, как диапазон ширины сборочных барабанов, конструктивные особенности механизма складывания барабана, расстояние от торца барабана до кромки группы слоев корда и диапазон диаметров расположения рабочих поверхностей устройств для посадки крыльев. [c.70]
Установленная в ГОСТ 15940—80 классификация и условное обозначение станков для сборки покрышек содержат значительно больше данных о конструктивных особенностях станков и этим выгодно отличаются от предложенных в работах [12, 13] классификаций и наиболее полно соответствуют классификации, приведенной на рис.
В качестве примера на фиг. 269 дана схема общей сборки токарного станка. Местоположение условных обозначений деталей и сборочных единиц показывает последовательность их поступления на сборку, линии со стрелками направление их движения и характер выполняемого процесса — сборки или разборки. Для обозначения характера сборочной операции (например, установки, проверки, шабрения, регулировки, сверления, развертывания) стрелки делаются различной формы или на их линиях вводятся добавочные условные обозначения в виде букв или фигур. [c.387]
Диски шлифуют на плоскошлифовальных станках до сборки их со ступицей поэтому в условиях массового производства, в котором процесс сборки расчленен на ряд отдельных операций, выполняемых на определенных рабочих местах, для указания о шлифовании дисков и задания размера Ь необходима отдельная подсборка, представленная на рис. 138,6. Как реальная физическая единица эта подсборка существует только в процессе сборки сцепления до приклепки ступицы к дискам.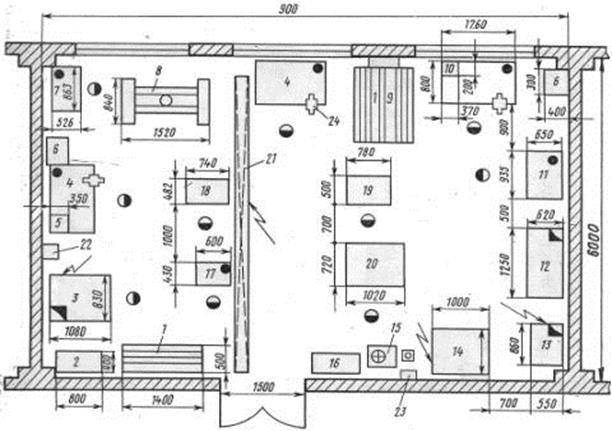
Таким образом, согласно новому стандарту, станки для сборки покрышек имеют следующие обозначения. [c.72]
Кинематической схемой называется условное изображение совокупности кинематических цепей станка в одной плоскости. Условные обозначения основных элементов кинематических, гидравлических, пневматических и других цепей, применяемых в станках для сборки покрышек различного назначения принимаются согласно действующим стандартам (например, ГОСТ 2.770—68, ГОСТ 2.780—68, ГОСТ 2.781—68).
Для сборки таких покрышек согласно параметрическому ряду созданы три станка, которые по ГОСТ 15940—70 на сборочные станки имеют следуюш ие обозначения СПД 970—1500 (ПО—04А), СПД 1070—1900 (СПД—68К—I) и СПД 1600—260 (СПД—68К— П1). В скобках даны старые обозначения этих станков.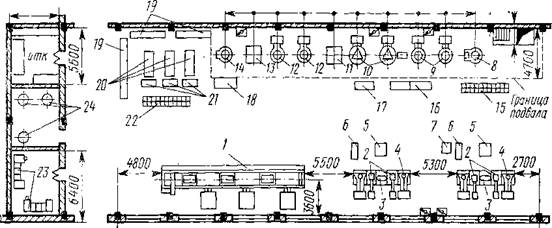 [c.59]
[c.59]
Для наглядного представления, удобства планирования и выполнения сборочного процесса следует составлять его графическую схему. Пример такой схемы представлен на фиг. 199, изображающей сборку задней бабки токарного станка. Схема показывает, из каких деталей составляются простейшие соединения — подузлы, далее — узлы и из каких узлов и деталей собираются агрегаты (механизмы), идущие на общую сборку машины. На схеме у кружков, обозначающих детали, указаны номера чертежей деталей в обозначениях узлов ставятся номера сборочных чертежей узлов и в обозначениях агрегатов (механизмов) — литеры (или номера) агрегатов (механизмов). [c.251]
На рнс. 214 показан план расстановки оборудования цеха резервуарных конструкций, предназначенного для заготовки полотнищ, сварки и сворачивания в рулоны листовых конструкций вертикальных цилиндрических резервуаров. После транспортирования рулонов нх разворачивают на месте монтажа.
 На плане номерами 2…9 обозначено основное металлообрабатывающее оборудование цеха, расположенное в пролете обработки металла (между осями Б—В), номером Ю — главный агрегат цеха — стан для сварки и сворачивания в рулоны листовых конструкций, номерами 13…16 — станки механической мастерской, расположенной на плане между координационными осями 10—11. Здесь же расположены помещения, обозначенные на плане римскими цифрами / — механическая мастерская, II — площадка сборки блоков станины, /// — контора мастера, V — красный уголок, V — инструментальная, V — душевая и гардеробная. Наименование и параметры основного оборудования приводятся в спецификации.
На плане номерами 2…9 обозначено основное металлообрабатывающее оборудование цеха, расположенное в пролете обработки металла (между осями Б—В), номером Ю — главный агрегат цеха — стан для сварки и сворачивания в рулоны листовых конструкций, номерами 13…16 — станки механической мастерской, расположенной на плане между координационными осями 10—11. Здесь же расположены помещения, обозначенные на плане римскими цифрами / — механическая мастерская, II — площадка сборки блоков станины, /// — контора мастера, V — красный уголок, V — инструментальная, V — душевая и гардеробная. Наименование и параметры основного оборудования приводятся в спецификации.
Стойка в местах установки контргаек проржавела Вода переполняет корпус и по переливу стекает в унитаз Перекрывают вентилем поступление воды в бачок. Опорожняют бачок. Отсоединяют трубу подводки воды к стойке. Отворачивают контргайку, придерживая гаечным ключом контргайку 2 (рис. 1-8-17). Снимают прокладку и за вертикальный поплавковый клапан вынимают. В прижиме, тисках или трубном рычажном ключе зажимают стойку и отворачивают с нее контргайку. Затем, взявшись вторым трубным рычажным ключом, если первым захватили стойку, за корпус поплавкового клапана, откручивают его. По старой стойке изготавливают новую. Для этого берут обрезок оцинкованной трубы с наружным диаметром, приблизительно 20 мм. Нужную резьбу С 1/2-Ъ (в прежнем обозначении — 1/2″) нарезают на токарном станке. Сборку выполняют в обратном порядке с новыми резиновыми прокладками и свежим уплотнением на краске под корпус вертикального поплавкового клапана.
[c.216]
В прижиме, тисках или трубном рычажном ключе зажимают стойку и отворачивают с нее контргайку. Затем, взявшись вторым трубным рычажным ключом, если первым захватили стойку, за корпус поплавкового клапана, откручивают его. По старой стойке изготавливают новую. Для этого берут обрезок оцинкованной трубы с наружным диаметром, приблизительно 20 мм. Нужную резьбу С 1/2-Ъ (в прежнем обозначении — 1/2″) нарезают на токарном станке. Сборку выполняют в обратном порядке с новыми резиновыми прокладками и свежим уплотнением на краске под корпус вертикального поплавкового клапана.
[c.216]
На станках с ЧПУ применяют накладные плиты с сеткой координатных отверстий, обеспечивающие точную и быструю ориентацию приспособлений, а также заготовок относительно системы координат станка (рис. -11). Заготовки относительно координатной сетки отверстий ориентируются сменными базирующими элементами, являющимися сменными наладками универсально-наладочных приспособлений, устанавливаемых в отверстия плиты согласно карте наладки. Отверстия координатной плиты имеют буквенные и цифровые обозначения. Для сокращения времени сборки или переналадки приспособления в карте наладки указывают координаты отверстий плиты, в которые должны быть установлены базирующие элементы. Координатную плиту ориентируют относительно стола станка базирующими штырями. На рис. 12 показана установка приспособлений на накладную плиту
Отверстия координатной плиты имеют буквенные и цифровые обозначения. Для сокращения времени сборки или переналадки приспособления в карте наладки указывают координаты отверстий плиты, в которые должны быть установлены базирующие элементы. Координатную плиту ориентируют относительно стола станка базирующими штырями. На рис. 12 показана установка приспособлений на накладную плиту
В настоящее время отсутствует единая классификация и обозначение станков для сборки покрышек различного назначения, начиная с велосипедных, мотоциклетных, мотороллерных. [c.70]
Согласно ГОСТ 15940—75, в условное обозначение станка для сборки покрышек входит тип станка, типоразмер (габарит), наибольший диаметр барабана, ширина слоя (группы слоев) корда, метод сборки покрышек. Например, СПД 2-660-1ЮОП— это станок для сборки покрышек на полудорновом барабане с диапазоном диаметров барабанов 600—660 мм и наибольшей шириной слоя корда 1100 мм послойным методом. [c.70]
[c.70]
Предельные отклонения размеров в численном значении и их условное обозначение на чертежах. Изготовление деталей и изделий при массовом и серийном производстйе должно обеспечивать их соединение при сборке без всякой дополнительной обработки (пригонки). Это достигается тем, что детали, изготовленные в-разное время, на разных металлообрабатывающих станках и машинах-орудиях, взаимозаменяемы. Размерная взаимозаменяемость деталей обеспечивается их точным изготовлением по размерам чертежа. Но абсолютно точно выдержать одинаковые размеры практически невозможно вследствие изнашивания трущихся поверхностей деталей механизмов металлообрабатывающих станков износа режущих лезвий (кромок) инструментов (резцов, фрез, сверл и др.) деформации деталей от действия сил, возникающих в процессе резания на станках при снятии слоя материала детали инструментом (например, вследствие прогиба детали при точении и шлифовании) неточного измерения при неправильном пользовании измерительным инструментом колебания температуры воздуха и обрабатываемой детали и прочих причин. Таким образом, действительный размер детали, измеренный после ее обработки, будет отличен от номинального размера, нанесенного на чертеже конструктором, который большей частью выбирает размеры из таблиц Нормальные линейные размеры (ГОСТ66 36-69) , Угловые размеры , Нормальные конусности . Нормальный ряд размеров сокращает номенклатуру калибров для контроля действительных размеров.
[c.112]
Таким образом, действительный размер детали, измеренный после ее обработки, будет отличен от номинального размера, нанесенного на чертеже конструктором, который большей частью выбирает размеры из таблиц Нормальные линейные размеры (ГОСТ66 36-69) , Угловые размеры , Нормальные конусности . Нормальный ряд размеров сокращает номенклатуру калибров для контроля действительных размеров.
[c.112]
На рис. 33 дана схема сборки задней бабки токарного станка. На схеме у квадратов, обозначающих детали, указываются номера чертежей деталей, в обозначениях узлов ставятся номера сборочных чертежей этих сборочных единиц и в обозначениях агрегатов (меха-низдюв) — литеры или номера их. [c.77]
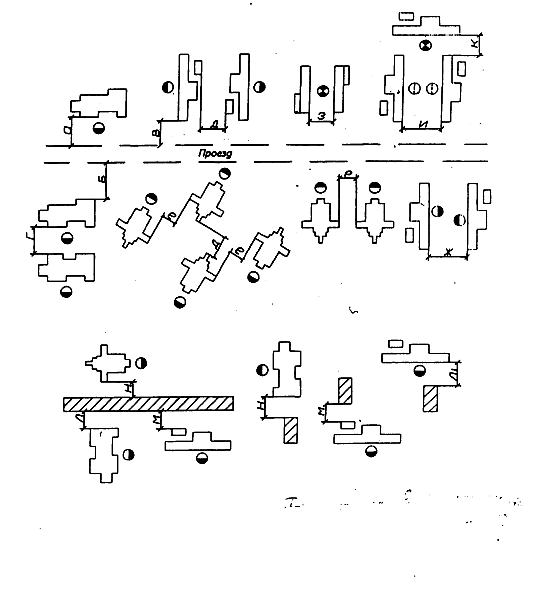
Планирование оборудования и рабочих мест в цехе, определение площади цеха. Пример схемы движения деталей в механическом цехе
нужно выбрать оптимальное положение станка для всех
деталей, обрабатываемых на нем. На плане цеха намечают такое положение станков, которое
соответствует кратчайшему пути движения всех деталей, обрабатываемых на данной
линии станков.
На плане цеха намечают такое положение станков, которое
соответствует кратчайшему пути движения всех деталей, обрабатываемых на данной
линии станков.
При вычерчивании габаритов станка принимают его контур по крайним выступающим частям, причем в габарит входят крайние положения движущихся частей. Для револьверных станков и автоматов, обрабатывающих детали из прутка, в габарит станка входит также наибольшая длина выступающей части прутка, что дает более правильное представление о фактически требующейся площади, с приданием в то же время простой формы контуру изображения станка. Каждому типу станка дается условное графическое изображение. Для примера на рис.1.3 даны габариты некоторых наиболее распространенных станков в масштабе 1:100 (габариты агрегатных станков поз.40-47 изображены без соблюдения масштаба). Характеристики этих станков приведены в табл.1.1.
Таблица 1.1
Характеристики
металлорежущих станков (к рис.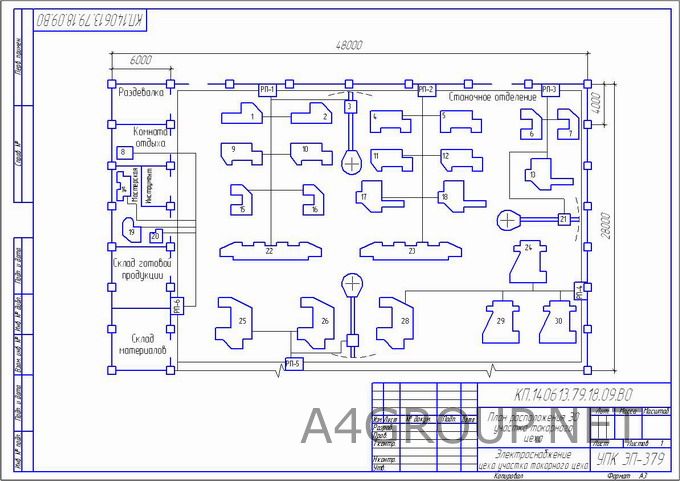 1.3)
1.3)
|
Станки |
Модель станка |
Основные размеры, мм |
Габаритные размеры (длинаширинавысота), мм |
Вес, кг |
Цена, руб |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Токарно-винторезный (1) |
1K62 |
Наибольший диаметр обработки детали расстояния между центрами 2201400 |
321211811324 |
2401 |
1500 |
|
Токарный с программным управлением (2) |
1K62M |
150150 |
341312661895 |
2950 |
8000 |
|
Токарно-винторезный (3) |
163 |
3402800 |
495015401275 |
5000 |
3200 |
|
Токарно-гидрокопирова-льный полуавтомат (4) |
1722 |
200828 |
293013452100 |
5500 |
4500 |
|
Токарно-гидрокопирова-льный полуавтомат (5) |
1732A |
3151300 |
350016802100 |
8000 |
8910 |
|
Токарный многорезный полуавтомат с двусторонним приводом для шатунных и каретных коленчатого вала (6) |
MK-139M |
Наибольший диаметр детали d 425 |
508022601515 |
13600 |
13140 |
|
Токарный восьмишпиндельный горизонтальный прутковый автомат (7) |
1A240-8 |
Наибольший диаметр прутка d 32 |
588017901910 |
9000 |
15800 |
|
Токарно-револьверный с горизонтальной осью револьверной головки, прутковый (8) |
1341 |
Наибольший диаметр прутка d 40 |
300011601600 |
2200 |
2520 |
|
Токарно-револьверный с вертикальной осью револьверной головки, прутковый (9) |
1365 |
Наибольший диаметр прутка d 80 |
574615301600 |
4250 |
3650 |
|
Токарно-револьверный одношпиндельный прутковый автомат (10) |
1Б136 |
Наибольший диаметр прутка d 36/42 |
18707901530 |
1750 |
2500 |
|
Токарный восьмишпиндельный вертикальный полуавтомат последовательного действия (11) |
1K282 |
Наибольший диаметр детали d 200 |
309428883694 |
18000 |
13040 |
|
Токарно-карусельный, одностоечный (12) |
1510 |
Наибольший диаметр детали d 1000 |
251023103120 |
9000 |
7000 |
Продолжение
табл. 1.1
1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Горизонтально-расточный с неподвижной передней стойкой, поворотным столом и планшайбой (13) |
2620 |
Диаметр выдвижного шпинделя d 90 |
547029853010 |
10870 |
15000 |
|
Алмазно-расточный (14) |
278H |
Рабочая поверхность стола (длинаширина) 1200500 |
120011702000 |
1850 |
1160 |
|
Вертикально сверлильный одношпиндельный (15) |
2A135 (2H135) |
Наибольший диаметр сверления d 35 |
81012402500 |
1350 |
620 |
|
Широкоуниверсальный фрезерный (17) |
6М82Ш |
Размеры стола 1250320 |
210017601880 |
3150 |
2550 |
|
Горизонтально-фрезерный (18) |
6М83Г |
Размеры стола 4001600 |
256521351770 |
3650 |
2300 |
|
Вертикально-фрезерный (19) |
6М1ЗП |
Размеры стола 4001600 |
256521352235 |
4150 |
2480 |
|
Продольно-фрезерный двухшпиндельный (20) |
001 М |
Размеры стола 3201250 |
230024251730 |
4650 |
4710 |
|
Копировально-фрезерный с программным управлением (21) |
6440 ПР |
Размеры стола 1000500 |
260027502480 |
5500 |
20000 |
|
Резьбофрезерный полуавтомат (22) |
KT44A |
Наибольший dдлина резьбы 160140 |
223111811286 |
2600 |
4720 |
|
Поперечно строгальный (23) |
7M06 |
Наименьший и наибольший ходы ползуна (150 и 170) |
278517501780 |
3200 |
2200 |
|
Продольно-строгальный двухстоечный (24) |
7210 |
Наибольший размер детали 1000900 |
795041803410 |
27500 |
15000 |
|
Долбежный (25) |
7A412 |
Наименьший и наибольший ходы долбяка 10 и 100 |
19509801825 |
1050 |
1600 |
|
Вертикально-протяжной для наружного протягивания (26) |
753 |
Тяговое усилие 10000 кг |
284016003150 |
5570 |
6000 |
|
Горизонтально-протяжной (27) |
МП10 |
Тяговое усилие 20000 кг |
588019401240 |
7500 |
9770 |
Продолжение
табл. 1.1
1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Зубофрезерный универсальный, работающий червячной фрезой (28) |
5K310 |
Наибольший наружный диаметр нарезаемого колеса 200 мм, наибольший модуль 3 |
207013201790 |
3500 |
8000 |
|
Зубодолбежный универсальный (29) |
5В12 |
Наименьший и наибольший диаметры обрабатываемых колес 12 и 208, наименьший и набольший модуль 1 и 4 |
13309401820 |
1850 |
2580 |
|
Зубострогательный полуавтомат повышенной точности для конических прямозубых колес (30) |
5П23БП |
Наибольший диаметр начальной окружности до 125, наибольший модуль 2,5 |
12959451700 |
1800 |
7200 |
|
Зубозакругляющий (31) |
5582 |
Наименьший и наибольший диаметры обрабатываемых колес 50 и 500 |
182015001800 |
3600 |
2200 |
|
Круглошлифовальный (32) |
3Б161 |
Наибольший диаметр и длина детали 2801000 |
400021001500 |
4500 |
3680 |
|
Радиально – сверлильный (16) |
2Н55 |
d 50 |
260510003315 |
4100 |
3900 |
|
Плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем (33) |
3722 |
Длинаширинавысота детали (1000360400) |
341020202290 |
7300 |
9080 |
|
Внутришлифовальный (34) |
3A227 |
Наименьший и наибольший диаметры шлифуемого отверстия d 20 и 100 |
250014701650 |
2800 |
4000 |
|
Бесцентово-шлифовальный для наружного шлифования (35) |
3184 |
Наименьший и наибольший диаметры шлифования d 3 и 75 |
203019001600 |
4300 |
5700 |
|
Резьбошлифовальный, универсальный (36) |
5822 |
Наибольший диаметр и длина шлифуемых резьб d 150 и 400 |
238520251480 |
3900 |
8400 |
|
Шлицешлифовальный (37) |
3451B |
Наименьший и наибольший наружный диаметры шлицевых валов d 25 и 125 |
4415015131900 |
6200 |
9900 |
|
Дисковая пила быстроходная (38) |
МП61 |
Наименьший и наибольший диаметры разрезаемого материала d 3 и 45 |
170011401420 |
960 |
2964 |
|
Фрезерно-центроваль-ный полуавтомат (39) |
МР-71 |
Наименьшая и наибольшая длина детали 200 и 500 |
264014501720 |
5300 |
6400 |
Продолжение
табл.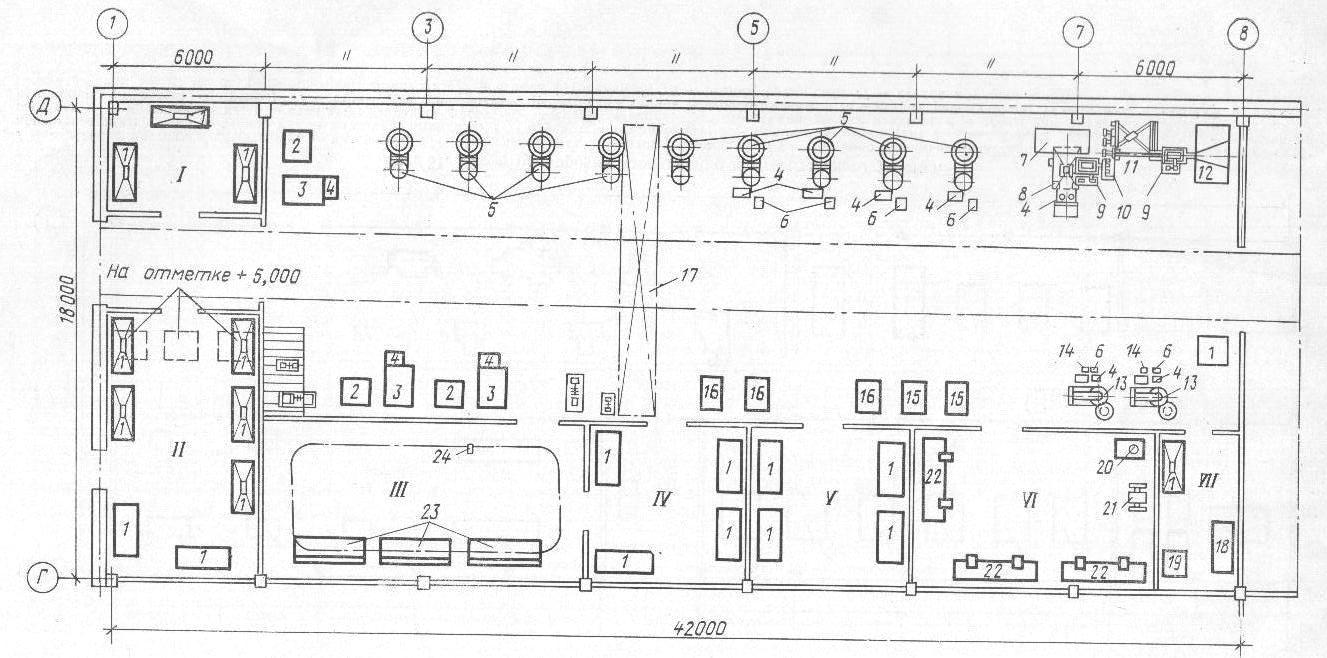 1.1
1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Двусторонний 44-шпин-дельный сверлильный (40) |
– |
– |
– |
– |
– |
|
Трехсторонний 65-шпиндельный сверлильный (41) |
– |
– |
– |
– |
– |
|
Двусторонний 11-шпин-дельный сверлильный (42) |
– |
– |
– |
– |
– |
|
Трехсторонний 11-шпиндельный сверлильный (43) |
– |
– |
– |
– |
– |
|
Четырехшпиндельный вертикально-расточный (44) |
– |
– |
– |
– |
– |
|
Двусторонний 9-шпин-дельный резьбонарезной (45) |
– |
– |
– |
– |
– |
|
Трехсторонний 41-шпиндельный сверлильно-расточный (46) |
– |
– |
– |
– |
– |
|
Трехшпиндельный горизонтально-расточный (47) |
– |
– |
– |
– |
– |
Если масштабы контуров станков и плана цеха будут различны,
то при изображении станков на плане придется производить графическое построение
каждого станка по его габаритным размерам. Единый масштаб изображений станков,
транспортных и других устройств и плана цеха дает правильное и наглядное
представление о соотношении размеров всех объектов цеха, занимаемых ими
площадях, разрывах между ними, проходах и проездах.
Единый масштаб изображений станков,
транспортных и других устройств и плана цеха дает правильное и наглядное
представление о соотношении размеров всех объектов цеха, занимаемых ими
площадях, разрывах между ними, проходах и проездах.
Если же станки одного и того же вида, но по своим размерам отличаются от станков, приведенных на рис.41, то, придавая им такое же условно-графическое обозначение, их габариты надо принять в соответствии с размерами станков по их технической характеристике.
При планировке оборудования всегда нужно стремиться получить возможно короткую технологическую линию, чтобы детали не совершали длинный путь. В серийном производстве машин средних размеров при обработке на каждой линии станков нескольких деталей нормальная длина технологической линии составляет 40-60 м.
После того, как найдено наиболее удачное положение
станков данной линии, удовлетворяющее порядку технологических операций всех
деталей, на план наносят технологические линии движения этих деталей, которые
дают наглядное изображение правильного расположения станков.
Особенно важное значение для повышения производительности труда имеет рациональная планировка и организация рабочего места, при которой устраняются потери времени на лишнее хождение, лишние движения, неудобное положение работающего, неудобное расположение материала, заготовки, инструмента и т.д.
При обработке детали партиями, а также при обработке деталей больших
Схема расположения завода – обзор
Соображения по планировке
Разработчик схемы расположения завода при участии инженеров-проектировщиков определяет схему расположения трубопроводов, исходя из здравого смысла, своих знаний о том, как работает установка и как обслуживается оборудование, и определенные общие принципы для достижения оптимальной конфигурации, отвечающей требованиям, стандартам и спецификациям клиента. Задача дизайнера макета – создать безопасный, функциональный и экономичный макет.
Входные данные для процесса компоновки получают от инженеров всех дисциплин, включая технологические, строительные, конструкционные, сосудистые, проектные, механические, печи, теплообменники, вращающееся оборудование, инструменты, электрические, инспекционные и строительные. Именно в этот момент специалист по надежности оборудования снова обратится к таким вопросам, как доступность, ремонтопригодность и возможность наблюдения. Несомненно, неправильная компоновка оборудования может стать серьезным препятствием для достижения одного или нескольких из этих ключевых компонентов надежной установки оборудования.
Именно в этот момент специалист по надежности оборудования снова обратится к таким вопросам, как доступность, ремонтопригодность и возможность наблюдения. Несомненно, неправильная компоновка оборудования может стать серьезным препятствием для достижения одного или нескольких из этих ключевых компонентов надежной установки оборудования.
В качестве первого этапа внутризаводской компоновки определяется расположение всего оборудования на плане участка. Необходимо решить вопросы последовательности строительства, обращения с крупногабаритным оборудованием, работоспособности, обслуживания и экономики. Например, может потребоваться изготовление и установка очень большого сосуда из двух частей, сварка вместе в полевых условиях и испытание сварного шва под давлением. Части окружающей конструкции могут быть возведены в последнюю очередь, чтобы оставить место для установки большого судна.
Затем на плане определяются местоположения всех форсунок, необходимых для технологического процесса, инженерных сетей и приборов, и, наконец, перед началом компоновки трубопроводов размещаются элементы безопасности и прочие элементы. Компоновку трубопроводов лучше всего делать на основе работы с агрегатом в целом, а не с размещением одной линии за раз.
Компоновку трубопроводов лучше всего делать на основе работы с агрегатом в целом, а не с размещением одной линии за раз.
Впускная линия центробежного компрессора спроектирована так, что между впускным патрубком и первым коленом не менее трех диаметров трубы. Желательно, чтобы горизонтальный участок был параллелен валу компрессора.Между запорной арматурой и входным патрубком устанавливаются сетчатые фильтры. Все трубопроводы, которые необходимо снимать для обслуживания, имеют фланцевые соединения. Все рабочие клапаны должны быть доступны.
Конструкция линии должна быть простой и приближенной к земле для облегчения поддержки. Опоры могут устанавливаться на отдельных основаниях, отдельно от фундамента компрессора, чтобы минимизировать передачу колебаний трубопровода. Однако это может быть нежелательно, если почвенные условия затрудняют контроль дифференциальной осадки опоры.В этом случае опору следует поставить на том же основании, что и компрессор, поскольку дифференциальная оседка опоры может быть более вредной для трубопровода.
Трубопроводы насоса могут иметь большие расширительные петли для обеспечения необходимой гибкости. Допустимые нагрузки на патрубок насоса очень низкие, поэтому необходимо соблюдать осторожность, чтобы не допустить перенапряжения насосов. Чрезмерное напряжение не только аннулирует гарантию производителя насоса, но может привести к внутреннему смещению и высокому уровню отказов торцевых уплотнений и подшипников.Это важный вопрос, который будет рассмотрен более подробно позже.
Чтобы поддерживать нагрузки на насадки насоса в пределах, допустимых производителем, трубопровод должен иметь надлежащую опору. Необходимо учитывать необходимость снятия насосов для обслуживания. Конфигурация трубопроводов часто дублируется для различных групп насосов одного типоразмера при одинаковых условиях эксплуатации, то есть используется стандартная компоновка насоса. Расположение трубопроводов с несколькими насосами должно быть таким, чтобы минимизировать требования к опорам.На рисунках 18-1 и 18-2 показаны типовые схемы всасывающего и нагнетательного трубопроводов насоса соответственно.
Рисунок 18-1. Типовая схема всасывающего трубопровода насоса.
Рисунок 18-2. Типовая схема нагнетательного трубопровода насоса.
На рисунках 18-3 и 18-4 показаны дополнительные требования к трубопроводам, которые необходимо проверить при компоновке насосов. Поскольку турбулентный поток через клапаны может отрицательно сказаться на надежности насоса, осторожность требует, чтобы клапаны располагались на достаточном расстоянии от всасывающего патрубка.Это особенно важно для двухпоточных насосов (рис. 18-3). Точно так же колена должны располагаться на расстоянии не менее пяти диаметров трубы от всасывающего патрубка насоса. Эффект отсутствия как минимум пяти диаметров прямого участка между коленом и соплом показан на рисунке 18-4.
Рисунок 18-3. Влияние турбулентного потока через клапан на насос двойного всасывания.
Рисунок 18-4. Влияние изгиба в горизонтальной плоскости на всасывающий поток к насосу двойного всасывания.
Трубопровод паровой турбины проложен с конденсатоотводчиком в нижней точке системы, чтобы избежать попадания конденсата пара в корпус турбины и, как следствие, повреждения лопаток.
Как использовать бережливое производство для проектирования компоновки предприятия
Тим Маклин – управляющий директор расскажет об использовании бережливого производства для проектирования компоновки предприятия.
Хорошо продуманная компоновка с правильными потоками создания ценности будет более эффективной, чем компоновка на основе несовпадающей обработки.Эффективная планировка завода – один из ключей к успеху в управлении заводом. Это не только окажет прямое влияние на эффективность ваших операций, но также повлияет на общую деятельность вашей компании, включая производственные процессы, инвентаризацию, отправку и администрирование.
Тип макета будет меняться в зависимости от типа макета, который вы хотите достичь. Здесь, в TXM, мы называем хорошую компоновку фабрики, которая применяет принципы бережливого производства для создания компоновки фабрики бережливого производства. Как вы, возможно, знаете, бережливое производство устраняет потери и обеспечивает ценность для ваших клиентов за счет более низких затрат, высокого качества, более короткого времени выполнения заказа, более безопасного и высокого морального духа.
Существует множество факторов, отличающих экономичную планировку предприятия от традиционной.
Процессно-ориентированный и ориентированный на поток создания ценностиТрадиционная компоновка предприятия больше ориентирована на отделы, основанные на процессах.Подобные машины сгруппированы в функциональные рабочие центры или мастерские. Типичный традиционный машиностроительный завод можно разделить на цеха резки, изготовления, механической обработки и сборки.
Экономичная планировка завода ориентирована на потоки создания ценности, все этапы создания добавленной стоимости от сырья до доставки вашему клиенту. Экономичные компоновки с большей вероятностью объединяют процессы на предприятии по горизонтали, чем вертикальные технологические отделы, такие как силосы в традиционной компоновке предприятия. Поскольку процессы связаны в экономичном макете, требуется гораздо меньше погрузочно-разгрузочных работ.
Стоимость на единицу и гибкостьВместо слишком большого оборудования, которое не может быть легко перемещено в традиционной компоновке предприятия, в Lean Layouts стараются использовать меньшее оборудование, предназначенное для каждого семейства продуктов. Оборудование подходящего размера выбирается в соответствии с требованиями потоков создания ценности с быстрой переналадкой для обеспечения меньшего размера партии.
Изготовитель металла, создающий индивидуальную деталь для автомобиля, используемого людьми с ограниченными возможностями. Красивые и визуальные элементы управленияФабрики должны быть функциональными.Иногда эстетическим соображениям позволяют перевесить здравый смысл.
В экономичных компоновках предприятий обычно очень мало места между машинами, что предотвращает накопление запасов, а также сокращает движение и транспортировку. Будет образовываться меньше отходов, уменьшатся избыточные запасы, равно как и перепроизводство, перемещение и транспортировка.
Кроме того, когда есть отходы, они становятся видимыми. Экономичная компоновка помещения делает потоки людей, материалов и информации более упорядоченными, а визуальные элементы управления делают видимыми препятствия и остановки потоков.В экономичных компоновках предприятий используются визуальные элементы управления для лучшего взаимодействия и устанавливаются визуальные стандарты.
Связь с клиентамиЭкономичные предприятия стремятся доставлять продукцию клиентам вовремя, в полном объеме и без дефектов. Одним из критических факторов бережливого производства является то, что потоки создания ценности связаны с потребностями клиентов и обеспечивают быструю реакцию на запросы клиентов.
Экономичная планировка предприятия не только позволяет связать весь поток создания ценности с внешними заказчиками, но также связывает процессы с внутренними заказчиками.
Традиционный макет, основанный на процессах (серый), и макет, ориентированный на экономичный поток создания ценности (зеленый) ПотокПланировка бережливого предприятия касается потока, в другой статье TXM мы упоминали: «7 потоков, которые следует учитывать при проектировании. ваш заводской макет ». Это потоки сырья, незавершенного производства, готовой продукции, поток расходных материалов, движение людей, поток отходов и поток информации.
Большие расстояния, длительное время наладки, большие машины, ориентированные на партии, плохое обслуживание и узкие места процесса – типичные препятствия на пути бережливого производства.Хорошая схема бережливого производства заставит эти потоки эффективно проходить через все процессы. Вот почему мы используем термин «поток создания ценности» для описания связанных видов деятельности, создающих добавленную стоимость.
Меньше отходовПлохая планировка завода приведет к увеличению отходов. Экономичные производственные планы должны содержать меньше отходов и способствовать постоянному совершенствованию. Непрерывный поток (или поток единичных изделий) делает возможным производство точно в срок, с меньшими запасами и временем ожидания. Меньшие промежутки между машинами не только сокращают движение операторов, но и затрудняют перепроизводство.Просто не хватает места для лишней незавершенной работы, поэтому вы вынуждены устранять причины этой незавершенной работы.
Чистая фабрика – это меньше отходов на полу и обозначенная маркировка для контейнеров для мусора. ГибкостьПосле реализации компоновки завода могут произойти различные изменения: расширение из-за увеличения спроса, запуск новых продуктов, изменения в методах или оборудовании, требования безопасности и охраны окружающей среды. Поэтому очень важно разработать макет таким образом, чтобы он был достаточно гибким, чтобы адаптироваться к изменениям.
Новый стандартСхема бережливого производства не должна разрабатываться только одной группой заинтересованных сторон, это должны быть совместные усилия целого ряда заинтересованных сторон в бизнесе после создания карты будущего состояния. Включение точек зрения заинтересованных сторон в проектирование компоновки завода и их вовлечение во время разработки компоновки жизненно важно для успеха компоновки завода.
Помните – не существует идеального экономичного макета предприятия, и всегда будет место для дальнейшего непрерывного улучшения!
Как понимать символы на плане этажа
Когда вы думаете о плане этажа , первое слово, которое, вероятно, приходит на ум, это « чертеж .«Эти два отношения связаны, но это не совсем одно и то же.
План этажа – это один из строительных чертежей, который вы найдете в комплекте чертежей. Они появляются рядом с планами участков, планами высот и другими подробными рабочими чертежами, которые предлагают строителям дорожную карту для построения конструкции. Они служат основным видом плана дома для генеральных подрядчиков и других лиц, работающих в строительной отрасли.
Но что такое план этажа? А что нам нужно знать о его символах?
План этажа – это двухмерный архитектурный чертеж, на котором сверху показан дизайн дома или другого строительного объекта.Он нарисован на так называемом виде сверху , как если бы вы смотрели сквозь невидимую крышу в здание.
Условные обозначения на планах этажейПлан этажа обычно показывает структурные элементы, такие как стены, двери, окна и лестницы, а также механическое оборудование для водопровода, вентиляции и кондиционирования и электрических систем.
В планах этажей используются стилизованные символов , которые часто похожи на контуры элементов, которые они представляют. Знакомые примеры – ванны, печи, раковины и лестницы.Они могут появляться вместе со встроенными элементами дизайна интерьера, такими как бытовая техника, островки, шкафы и книжные полки.
Объекты и размеры также представлены на плане этажа сплошными или пунктирными линиями разного веса и стиля. Примеры типов линий, используемых на строительных чертежах, см. В разделе «Как читать строительные чертежи».
Символы на плане этажа составляют их собственный язык, так же как у строителей есть свой словарный запас, который они используют для общения при работе над проектами.Поскольку дизайнерам и строителям важно понимать этот язык, план этажа включает важный элемент, называемый легендой , который действует как ключ, помогающий зрителям интерпретировать чертеж.
Легенда определяет архитектурные символы и обозначения на плане. Там появляется много стандартных символов для конкретных проектов. Однако могут быть различия в том, как выглядят символы и что они обозначают, поэтому обращение к легенде необходимо для каждого проекта.
Например, строительные компании могут использовать свои собственные уникальные символы чертежей в своих наборах чертежей.Кроме того, несколько разных символов могут представлять один и тот же предмет, в зависимости от того, кого вы спрашиваете. Или один символ может означать разные вещи для работников разных специальностей. Всегда ищите легенду на каждом уникальном плане, чтобы понять, что означают символы.
Вот некоторые общие символы, которые вы, вероятно, встретите на плане этажа.
Обозначения дверей, окон и лестницДвери и окна – элементы любого плана этажа, и лестницы встречаются почти так же.Двери выглядят как щели в стене, часто с дугой, указывающей направление поворота двери. Окна похожи, выглядят как узкие коробки в стенах. Чаще всего лестницы изображают в виде серии прямоугольников.
Дверные символы
Двери выглядят как большие зазоры между стенами, часто с изогнутой линией, показывающей, в какую сторону будет открываться дверь, что указывает на зазор. Они могут по-разному выглядеть на поэтажных планах в зависимости от их формы и назначения.
- Для обычных распашных дверей, обеспечивающих вход в комнату, изогнутая линия образует дугу в четверть круга (90 градусов).
- Двустворчатые двери выглядят как стилизованная буква «М» с двумя изогнутыми линиями, пересекающимися в центре.
- Двустворчатая дверь, часто используемая в чулане, показана как открытая: она выглядит как две остроконечные палатки с промежутком между ними, указывающим, где они встретятся, когда будут закрыты.
- Карманная дверь – это раздвижная дверь, которая при открытии в основном исчезает в стене. Стандартная раздвижная дверь показана более тонкой линией, отходящей от более широкого темного прямоугольника.
Символы окна
Окна нарисованы как часть стен.
- Обычные раздвижные окна отличаются от сплошных стен тремя параллельными линиями.
- Двустворчатые окна имеют дуги, аналогичные дверным, показывая, как они открываются наружу.
- Эркеры расположены под углом, как край знака «Стоп», нарушая прямолинейную траекторию стены.
Чертежи включают расписание дверей и окон с указанием стиля, размера и материала каждого из них.
Символы лестниц
Как и остальная часть плана, лестница видна в двухмерной перспективе сверху.Они выглядят как серия прикрепленных прямоугольников (обычно) или других геометрических форм.
- На некоторых планах лестница может быть разделена пополам линией со стрелкой на одном конце, указывающей направление вверх (восходящее).
- Площадки показаны в виде больших прямоугольников или квадратов.
- Изогнутая или винтовая лестница может выглядеть как часть или все колесо телеги с клиньями, соединенными по кривой.
На планах этажей, изображающих кухни, ванные и прачечные, вы увидите символы для таких приборов, как холодильник, плита, стиральная машина и сушилка.Обычно они появляются рядом с элементами сантехники, такими как раковины, душевые, туалеты и водостоки. Символы могут сопровождаться ярлыками или сокращениями, которые дополнительно объясняют их функции, или нет.
Символы прибора
Стилизованные изображения встроенных приборов, таких как холодильники и конфорки, обычно включаются в планы этажей.
Также включены простые схемы устройств с определенными точками подключения, например, стиральная или сушильная машина. Многие из них представляют собой прямоугольники, окружающие одну или две буквы, обозначающие их функцию (например, DW для посудомоечной машины; см. Список сокращений ниже).
Символы сантехники
Обычная сантехника, изображенная на поэтажных планах, включает унитаз, ванну и душ, а также различные виды раковин: отдельно стоящую раковину, одиночную раковину под умывальник, двойную раковину, раковину шкафа, кухонную раковину, раковину для стирки и т. Д.
Менее распространенные приспособления включают биде или писсуар. Также могут быть изображены сопутствующие элементы ванной комнаты, в том числе вешалки для полотенец и диспенсеры для туалетной бумаги.
HVAC и электрические символыТак как они лежат в основном внутри стен здания, элементы инфраструктуры систем отопления, вентиляции и кондиционирования (HVAC) могут быть изображены на отдельных листах внутри набора чертежей.Символы частей, расположенных в жилом помещении или за пределами здания, таких как вентиляционные отверстия или кондиционер, часто включаются в общий план этажа.
Точно так же для обозначений внутренней электропроводки и механизмов могут потребоваться свои собственные сложные листы в наборе чертежей. Но розетки, выключатели, встроенные светильники и другие элементы управления, доступные в жилом пространстве, обычно появляются на общем плане этажа.
Символы HVAC
Система HVAC может быть проиллюстрирована символами для кондиционеров, печей, стенных вентиляционных отверстий, потолочных вентиляционных отверстий и других вентиляционных элементов.Другое оборудование HVAC, которое вы можете найти на плане этажа, включает насос, нагреватель, возвратный воздуховод, вентилятор, прямой воздуховод, конденсатор и Y-образный воздуховод.
Субподрядчик по отоплению может предоставить отдельный воздуховод и план регистрации для системы HVAC.
Электрические символы
Вы можете найти целый ряд электрических символов на плане этажа, изображающих розетки, телевизоры и выключатели, термостаты, мусорные баки и многое другое. К другим относятся потолочные вентиляторы и светильники, а также напольные розетки.
Электрические символы часто имеют нижний индекс – маленькую надпись внизу символа, которая помогает объяснить функцию или номинал розетки. Если вы видите символ с нижним индексом, его следует объяснить где-нибудь в легенде чертежа. (Дополнительную информацию о сокращениях см. В разделе ниже.)
Настенные символыСтены – наиболее часто встречающиеся элементы плана этажа. Более толстые линии представляют собой внешние стены, а более тонкие линии – внутренние.Иногда между ними нет видимой разницы. Наружные стены также могут быть изображены черным контуром или двойными линиями, а не одной сплошной линией.
На некоторых планах разные материалы могут быть представлены по-разному. Стены могут быть нарисованы с помощью штриховки или других узоров внутри, чтобы показать, сделаны ли они, например, из кирпича, бетона или деревянных каркасов. Внешние материалы или «отделка» также могут быть показаны таким образом, включая металл, твердую древесину, фанеру или керамическую плитку.
Аббревиатуры плана этажаПомимо условных обозначений, планы этажей содержат сокращения для различных элементов и материалов.Эти сокращения могут включать (но не ограничиваются ими) следующее:
- AC or A / C – Кондиционер
- B – Раковина
- BC – Книжный шкаф
- BV – Затвор дисковый
- CAB – Шкаф
- CBD – Шкаф
- CF – Бетонный пол
- CL – Гардероб
- CLG – Потолок
- COL – Колонна
- CW – Стенка полости
- CT – Керамическая плитка
- D – Дверь или сушилка
- DS – Водосточная труба
- DW – Посудомоечная машина
- EF – Вытяжной вентилятор
- FD – Трап
- GM – Счетчик газа
- HTR – Нагреватель
- HW – Блок или бак горячей воды
- КОМПЛЕКТ – Кухня
- LIN – Шкафчик льняной
- LTG – Освещение
- MSB – Главный распределительный щит
- O или OV – Духовка
- REFRIG или REF – Холодильник
- SD – Датчик дыма, раздвижная дверь или канализационный сток
- SHR – Душ
- WC – Туалет (унитаз)
- VENT – Вентилятор
- VP – Вентиляционная труба
- WIC – Гардеробная
- W – Окно или омыватель
- WD – Окно
- WH – Водонагреватель
- WR – Шкаф
Чертежи нового дома обычно показывают на бумаге размером 18 × 24 или 24 × 36 дюймов.Поскольку планы этажей должны умещаться на листе бумаги, чертежи, естественно, должны быть намного меньше, чем будет готовый проект.
Масштаб проекта – это то, как измерения на планах этажей соотносятся с измерениями проекта после его завершения. Обычно он находится внутри или рядом с основной надписью вместе с компасом, показывающим ориентацию дома или строения на строительной площадке. (В отличие от карт, стрелка севера не всегда указывает на верхнюю часть страницы, так как передняя часть конструкции может быть обращена в другом направлении.)
Планы этажей чаще всего (хотя и не всегда) рисуются в масштабе 1/4 дюйма, что означает, что четверть дюйма на плане равняется 1 футу фактической длины готовой конструкции. В некоторых шкалах используется метрическая система, а не британская.
Масштаб обеспечивает согласованность и помогает гарантировать, что готовый проект будет выглядеть так, как он был задуман, и что он будет структурно прочным. Масштаб применяется не только к наружным стенам, но и ко всем элементам плана этажа.
Создание собственных поэтажных плановПланы этажей долгое время рисовались от руки, а некоторые до сих пор.Если вы хотите создать план этажа таким способом, вам понадобится подходящее оборудование: инструменты для рисования, такие как весы, циркуль, рисование треугольников, транспортиры и шаблоны.
Но в наши дни планы дома чаще всего производятся в цифровом виде. Вам может потребоваться программное обеспечение для автоматизированного проектирования (САПР), а для создания прототипов – трехмерный принтер.
В программах, таких как Microsoft Visio и Floor Plan Creator, есть шаблоны, которые помогут вам приступить к созданию дома своей мечты. Некоторые предоставляют учебные пособия, которые помогут вам изучить дизайн дома и план этажа, а некоторые даже предлагают варианты для бесплатной загрузки.
ЗаключениеПланы этажей похожи на карты сокровищ, нарисованные архитекторами и инженерами в качестве ориентира для строителей – отличаются только ориентиры. Вместо гор и рек вы видите стены и дверные проемы. Вместо городов и поселков вы видите печи и кадки.
На плане этажа нет единого знака «X», который отмечает место, где находится закопанное сокровище. Но если вы будете следовать шаблону, вы окажетесь там, где хотите: с завершенным зданием, которое не только структурно прочно и функционально, но также удобно и привлекательно.
Похожие сообщения
ПЛАНИРОВАНИЕ ФЕРМЕРСКИХ МАГАЗИНОВ ДЛЯ РАБОТЫ И ЭНЕРГОЭФФЕКТИВНОСТИ
AE-104АЕ-104
Университет Пердью
Кооперативная служба расширения
West Lafayette, IN 47907
Уильям Х. Фрайдей, Дон Д. Джонс,
Сэмюэл Д.Парсонс и Рональд М. Стрикленд,
Инженеры по сельскому хозяйству,
Университет Пердью,
Содержание
Введение Некоторые соображения перед планированием Теплая погода по сравнению с круглогодичными магазинами Строительство нового и реконструкция Поиск лучшего сайта-магазина Принципы планировки фермерского магазина Участок ремонта / капитального ремонта Зона обслуживания Площадки для инструментов и верстаков, а также складские помещения Офисная площадь Зона туалета Определение размеров фермерского магазина Длина здания Ширина застройки Двери Фермерского Магазина Проходные двери для людей Двери машинного доступа Защита двери Основные особенности конструкции Цех и дренаж Фартуки входа и подхода Подъемники Контроль окружающей среды в фермерском хозяйстве Изоляция Вентиляция Обогрев Коммунальные услуги в фермерском магазине Электричество и освещение Воды Хранение топлива Оснащение фермерского магазина Общее оборудование Сварочные и металлообрабатывающие инструменты и оборудование Прочие ручные инструменты Плотницкие и деревообрабатывающие инструменты Электрические инструменты Сантехнические инструменты Предупреждение несчастных случаев и пожарная безопасность Минимизация человеческих ошибок Защитить себя Поддержание безопасных условий труда Готовность к оказанию первой помощи и пожарной безопасности Резюме Связанные публикации
Энергоэффективная мастерская по обслуживанию техники – необходимость на современная ферма.Здесь предусмотрено место для ежедневного обслуживания и периодического обслуживания. ремонт и капитальный ремонт техники, для первичной сборки оборудования, а также для модификации оборудования под конкретные нужды сельского хозяйства. А хорошо спланированный, хорошо оборудованный магазин побуждает фермера практиковать текущее профилактическое обслуживание его оборудования, которое не только продлевает срок его службы, но также снижает вероятность дорогостоящих простои во время полевых работ.
Фермерский магазин также служит местом ремонта или модификации оборудование, необходимое для животноводства, а также для работы на семейный автомобиль, сельскохозяйственные грузовики, автомобиль для отдыха или даже проекты для хобби.
Целью данной публикации является представление рекомендаций по размещение, планировка, строительство, контроль окружающей среды и оборудование фермерского магазина. Надеюсь, результат будет эффективным, магазин надлежащего размера, обеспечивающий безопасную и комфортную работу условия для удовлетворения потребностей вашей семьи и фермерского хозяйства на долгие годы прийти.
НЕКОТОРЫЕ СООБРАЖЕНИЯ ПРИ ПРЕДВАРИТЕЛЬНОМ ПЛАНИРОВАНИИ
Теплая погода против. Круглогодичные Магазины
Магазины, расположенные в углу здания машинного склада, без стены, отделенные от зоны хранения (рис. 1), как правило, не являются нагреваются и поэтому используются только при благоприятной погоде.Этот тип магазина, довольно распространенный на небольших фермах, классифицируется как теплый магазин погоды, так как минимальная изоляция, вентиляция или тепло предоставлена.
Рисунок 1. Предлагаемая схема магазина для теплой погоды.
Магазины, в которых есть функции контроля окружающей среды, особенно отопление до допускают техническое обслуживание и ремонт в зимний период, классифицируются как круглогодичные магазины. Этот тип магазина может быть отдельным зданием или быть расположен в той же структуре, что и склад техники, но физически отделен от кладовой перегородкой.То есть это автономное устройство, предназначенное исключительно для использования в качестве магазина.
Основной упор в этой публикации будет сделан на круглогодичный магазины. Однако большая часть обсуждения в равной степени применима к теплым погодные магазины.
Строительство New Vs. Реконструкция
Многие старые магазины представляют собой переоборудованные гаражи, кукурузные ящики или другие фермы. здания. Часто они не подходят для современной большой фермы. оборудование.Фактически любой магазин, построенный более 10 лет назад, вероятно, слишком маленький, если только он не был построен с необычной предусмотрительностью.
Из-за ограниченного размера дверцы для машинного доступа большая часть существующей фермы конструкции не могут быть преобразованы в современные фермерские магазины, или, по крайней мере, не экономично. Поэтому большинству фермеров следует мыслить категориями строительство новых магазинов вместо реконструкции существующей фермы здания.
НАЙТИ ЛУЧШИЙ САЙТ МАГАЗИНА
Фермер склонен входить и выходить из своего магазина чаще, чем кто-либо другой. другая постройка в усадьбе, кроме дома.Поэтому магазин должно быть расположено для удобного доступа из дома, техники хранилище и основные маршруты движения фермы.
Идеальное место – около 150 футов позади или сбоку от фермерский дом, который обычно находится достаточно далеко, чтобы защитить жилую площадь от шума и движения крупногабаритных транспортных средств, но достаточно близко для обеспечения безопасности. А магазин, построенный слишком близко к дому, может быть удобен для ночное использование, но это переполняет жилое пространство семьи, отвлекает от эстетика домашнего окружения фермы и увеличивает пожароопасность угроза.Крупные фермерские магазины и машинные постройки могут “ ошеломить ” фермы, а также загораживают вид из дома.
Постарайтесь найти магазин недалеко от двора фермы, рядом с основным потоком техника и люди (рисунок 2). Он должен быть рядом с техникой место для хранения или ночной стоянки оборудования для облегчения обслуживание. В то время как магазин расположен в одном конце склада техники. здание может дать удобный доступ к хранящемуся оборудованию, отдельный здание магазина облегчает будущее расширение как магазина, так и хранилище.
Рис. 2. Магазин должен быть удобным по отношению к дому и к дому. движение транспортных средств. Круглые зоны, расположенные на расстоянии 100 футов друг от друга, показывают, как магазин вписывается в остальную часть усадьбы.
Из-за высокой стоимости торговых инструментов, безопасность должна быть главное соображение при выборе площадки . Дворовые фонари помогают, но Лучшее решение – чтобы магазин был доступен только с переулка, проходит прямо мимо дома фермы.Если второстепенные подъездные пути необходимо или уже есть, рассмотрите возможность использования электрического глаза или другого устройства чтобы предупредить о приближающемся движении.
Поскольку большие входные двери летом обычно оставляют открытыми, размещайте входы в магазины так, чтобы ценные инструменты и оборудование видны прохожим на главной дороге. И если возможно, смотри в лицо тем отверстия вдали от преобладающих ветров (которые дуют с запада в Индиана), чтобы свести к минимуму возможность повреждения ветром больших двери.
Как и в случае с любым новым зданием, найдите магазин (или складская техника) на возвышенности с хорошим дренажем. Пол стоки должны иметь поверхностный (надземный) отвод для удобного обслуживание в случае засорения. На полу должно быть не менее 12 дюймов выше существующего уровня, чтобы обеспечить хороший дренаж вдали от магазин.
ПРИНЦИПЫ ПЛАНИРОВКИ ФЕРМЕРСКОГО МАГАЗИНА
Основные функции, выполняемые в магазине: (1) ремонт, капитальный ремонт или любые другие капитальные механические работы, в том числе ежегодные профилактические и восстановительные работы; и (2) рутина техобслуживание и уход, включая замену масла, смазка и мелкие доработки.
Для более крупных магазинов предлагаются отдельные участки для ремонта и ремонта. обслуживание, с ремонтом в большем отсеке и текущим обслуживанием в меньшая бухта. В небольших хозяйствах можно производить как обслуживание, так и ремонт. в той же бухте.
Рассмотрим в качестве основного плана этажа схему, показанную на рисунке 3, с модификация под ваши нужды. Расставьте верстак и инструментальные площадки вокруг ремонтно-капитального участка. Области инструментов должны быть гибкий, как для размещения больших электроинструментов, так и для обеспечения свободного пространства для орудий, которые раскладываются.’Также должно быть место для хранения для гаек, болтов и запасных частей, плюс служебные помещения для обслуживания, инвентаризационная документация по ремонту и поставкам, а также инструкции по эксплуатации оборудования и планы.
Ниже приводится более подробный взгляд на каждую секцию полного фермерского магазина.
Рис. 3. Базовый план цеха фермы, показывающий относительное расположение ремонтно-сервисные отсеки и другие функциональные рабочие зоны.
Ремонтно-капитальный ремонт
Зона ремонта / капитального ремонта должна быть большой и хорошо освещенной.Определять его размер по длине и ширине самого большого оборудования, чтобы подлежат ремонту (таблица 1). Если к навесному оборудованию необходимо навесить трактор во время ремонта рабочая зона может расширяться в сервисный отсек для приспособьте дополнительную длину (см. рисунок 3). Как уже Как уже упоминалось, сверхширокие складывающиеся механизмы также могут накладываться на инструмент участки по берегам залива.
Таблица 1. Рекомендуемые размеры участка для ремонта / капитального ремонта в фермерском хозяйстве Размещение оборудования различного размера.
Машинное соответствие Зона ремонта-
к размеру сеялки Ширина Длина
---------------------------------------
футы
Менее 4-х рядный 12-14 24
4-рядный, 38 "16 24 *
6 ряд, 30 "20 28 *
8-рядный, 30 "24 32
12 рядов, 30 дюймов 24 ** 32
----------------------------------------
* Самоходные комбайны могут превышать эту длину.** Дополнительная ширина требуется для заявленного оборудования.
Зона обслуживания
Зона обслуживания – это место, где проходит большая часть повседневной деятельности магазина. место в периоды напряженных полевых работ. Масло, смазка, воздух и вода должен располагаться возле входной двери, чтобы можно было проводить обслуживание внутри или снаружи на фартуке подхода.
Зона обслуживания удобна для кратковременного хранения автомобилей – на время фермерский пикап, трактор для уборки снега или кормовоз.Это также место, где могут быть выполнены аварийные работы, когда ремонтный отсек связали.
Площадки для инструментов и скамей, а также хранилище деталей
Возможно, самая большая слабость большинства фермерских магазинов – это отсутствие организованное расположение ручных и электроинструментов, позволяющее ремонт нужно делать качественно и безопасно. Конкретные области должны быть предназначен для сварки, обработки и смазки. Кроме того, в магазинах должны быть места, предназначенные для столярных, сантехнических и электромонтажные работы, инструменты и материалы.На рисунке 4 показаны эффективные обустройство рабочей зоны для четырех хозяйств разного размера; Таблица 2 дает рекомендуемые размеры для этих рабочих областей, показанных на рисунке 4.
Рис. 4. Могут быть спланированы планировки магазинов для зданий различного размера. используя базовый план этажа на Рисунке 3.
Общая планировочная концепция, представленная на рисунке, предусматривает: Рабочие столы высотой 3 фута, расположенные вдоль стены, с большими, отдельно стоящие электроинструменты, размещенные по периметру ремонта залив.Для магазинов шириной более 32 футов запланируйте рабочую зону 8–12 футов. широкие с обеих сторон ремонтного отсека и на площади около 4 футов вдоль стены служебного отсека. Для небольших магазинов (рис. 4а), которые используют электроинструменты несколько меньшего размера, рабочая зона по периметру 6 футов может быть достаточный.
Независимо от размера магазина надежно закрепите скамейки и инструменты на стена. Но не крепите инструменты к полу по периметру рабочие площадки; это дает дополнительную гибкость для размещения различных размеров оборудования.
Зона сварки должна быть минимум 10 футов в длину и 8-12 футов широкий, в зависимости от размера сварочного оборудования. Предоставьте место для кислородно-ацетиленового сварщика, дуговой сварки, шлифовального станка и наковальни, а также в качестве хранилища для коротких металлических деталей и сварочных стержней. Сварочный стол должны иметь тиски для поверхностного монтажа на расстоянии не менее 6 дюймов от стены и как можно дальше от зоны смазки, чтобы снизить опасность возгорания. 5/8-дюймовая облицовка из фанеры для наружных работ в зоне сварки.
Участок обработки содержит режущие и сверлильные инструменты и связанное с ним место на скамейке. Он должен быть 8-24 футов в длину и 8-12 футов. широкий, в зависимости от размера инструмента. Найдите эту область рядом со сваркой площадь, чтобы шлифовальный станок, опора и сварочный стол были доступны для обе рабочие функции.
Зона обработки может использоваться для хранения колесных ящиков для инструментов, подъемники и подвижные инструменты, такие как подшипниковые прессы, когда они не используются.Эти затем элементы можно перемещать, когда область необходима для обработки или для размещения широкого, раскладывающегося сельскохозяйственного оборудования.
Рабочие зоны для столярных, слесарных и электромонтажных работ должна быть настенная скамья длиной не менее 8 футов. Используемые инструменты для каждой из этих функций должны быть закреплены на стене или хранятся на полки или в ящиках для удобного извлечения. Выровняйте стены Фанера толщиной 5/8 дюйма или ДСП толщиной 3/4 дюйма высотой не более минимум 8 футов, чтобы повесить инструменты.Столярные площадки не должны располагаться рядом с электрическими и сварочными зонами, поскольку пыль может вызвать износ оборудования и проблемы с пожаром.
Область смазки обычно находится в углу рядом с вход в сервисный отсек. Разместите масло, смазочное оборудование и складские помещения вдоль стена сервисного отсека. Место для трех бочек позволяет разместить одну для грузовика. и автомобильное масло, одно для тракторного масла и одно для отработанного масла. масло. Более сложные нефтехранилища могут быть смонтированы на стене в приподнятом локация с использованием самотечного сброса и заправки насосом.
Таблица 2. Рекомендации по сварке, работе с рабочими столами и офисными помещениями для фермы Магазины.
Сварочный стол
Площадь цеха длина площади Офисное помещение
____________________________________________________
фут фут фут
-------------------------------------------------- -------
24 x 32 (рис. 4a) 6 x 8 * 8 скамья **
32 x 40 (Рис. 4d) 8 x 10 12 Скамья **
40 х 48 (рис.4c) 10 x 10 16 8 x 8 (прилагается)
48 x 56 (рис. 4b) 12 x 12 24 10 x 12 (прилагается)
-------------------------------------------------- -------
* Переносной сварочный стол хранится у стены и перемещается
в открытое пространство во время использования.
** Это небольшая скамейка или письменный стол, расположенный возле проходной двери.
вход в магазин.
Зона смазки обычно составляет около 8 футов в длину и включает место для шиномонтажного оборудования и принадлежностей.Если магазин прикреплен в единицу хранения оборудования, дополнительные запасы смазки могут храниться в хранение техники.
Для экономии закрепите воздушный компрессор возле входа в сервисный отсек. площадь пола и обеспечить доступ воздуха к оборудованию, припаркованному на подходить фартук. Если шум вызывает беспокойство, иногда можно расположите компрессорную часть блока подачи воздуха либо в навесной склад техники или на чердаке магазина.
Ящики для деталей и места для хранения гаек, болтов и винтов занимают оставшееся место в магазине.Для максимальной гибкости сделайте эти устройства отдельно стоящий. Рассмотрите возможность обнаружения избыточных запасов материалов и запасные части в здании машинного склада, пополнение бункера запчастей в магазин по мере необходимости.
Возможность хранения длинномерного материала вдоль сервисного отсека. стена. Настенные стойки шириной 12-18 дюймов и длиной не менее 20 футов предоставить место для хранения металла, труб и пиломатериалов.
Офис
Во всех магазинах должно быть удобное место для хранения ремонта и сервисные записи и руководства по оборудованию.Это может быть небольшой закрытый комнату в углу магазина или, в небольшом магазине, просто часть верстак. На некоторых фермах для сотрудников необходимы офисы большего размера. конференций и служить центром связи.
Должны быть пристроены офисы размером более 10 на 12 футов, одноэтажные. дополнения, а не в магазине. Использование пространства над офис для хранения не легких и редко используемых запчастей требуется дорогая, сверхпрочная потолочная рама для хранения ящики и полки.В большинстве случаев это не может быть оправдано.
На рисунке 5 показаны некоторые варианты компоновки для различных размеров. офисов фермерских магазинов.
Рис. 5. Несколько вариантов организации офиса для удовлетворения индивидуальных потребностей ферма.
Туалет
Многие фермы, особенно те, которые нанимают постоянных или сезонных рабочих, предоставить небольшую уборную в магазине, обычно рядом или внутри офисный корпус (см. рисунки 5b и 5d).Хотя добавлено расход, особенно из-за водонагревателя и септики необходим для туалета и туалета, такое приспособление улучшает работу условий и обеспечивает удобную уборочную площадку для рабочих. А душ, прачечная и хранение одежды также желательны для фермерские хозяйства, использующие несельскохозяйственную рабочую силу.
Как минимум, в магазине должен быть туалет для уборки. и в целях безопасности. Гидрант и слив могут быть незамерзающими. в небольших магазинах.
РАЗМЕР ФЕРМЕРСКОГО МАГАЗИНА
Фермерский магазин должен быть достаточно большим, чтобы вместить не только оборудование в наличии сегодня, но это ожидается завтра. Следовательно, внимательно обдумайте, что вы можете покупать в ближайшие несколько лет – например, трактор большей мощности или комбайн с большей головкой.
Помните, что обычно невозможно увеличить фермерский магазин. экономично. Таким образом, если ваши потребности перерастут существующий магазин, новый вполне может быть лучшим решением.
Таблица 3. Рекомендуемая длина фермерского магазина для различных размеров Оборудование.
Оборудование, соответствующее размеру сеялки Длина
---------------------------------------------
фут
Менее 4-х рядный 32
4-рядный, 38 "40
6 ряд, 30 "48
8-рядный, 30 "56
12 ряд, 30 "56
Другое оборудование
Полноприводной трактор с плугом 56
Полуприцеп с тягачом 64
----------------------------------------------
Длина здания
Длина цеха зависит от длины ремонтируемого оборудования. и сколько места вам нужно для удобства и работы спереди и задний.В таблице 3 показана общая длина магазина, рекомендованная для размещения различная сельскохозяйственная техника.
Отдельный отсек для обслуживания в плане магазина не должен увеличивать длину магазина, потому что двойное использование пространства позволяет очень долго оборудование, которое будет перенесено в сервисный отсек во время ремонта. Таблица 3 относится к общей длине цеха , т. е. длине ремонтной площадки плюс обслуживание ширина отсека плюс 4 фута для обслуживания и хранения.
Ширина здания
Минимальная ширина здания (с указанием входа в ремонтный отсек в торцевой стене как на рисунке 3) должна быть в два раза больше ширины дверцы проема для оборудования.Этот обеспечивает поддержку раздвижных дверей, а также место для рабочих зон на с каждой стороны ремонтного отсека.
Если ширина здания превышает 50 футов, найдите вход в ремонтный отсек в боковина вместо торца (рис. 6). Это держит работу области по периметру не становятся слишком большими и поддерживает работу и космическая эффективность. (Расположение на Рисунке 6 – это просто “перевертыш” того, что на Рисунке 3, что означает макет магазина. принципы, обсужденные ранее, все еще применимы.)
Рис. 6. План цеха с указанием рекомендуемых мест ремонта и ремонта. служебные отсеки в зданиях шириной более 50 футов.
ДВЕРИ ДЛЯ ФЕРМЕРСКИХ МАГАЗИНОВ
Необходимы как двери для прохода людей, так и двери для доступа к машинам; а также их следует утеплить, если магазин отапливается.
Двери люков
Расположение проходных дверей шириной 3 фута рядом с каждым доступом к оборудованию. дверь не только удобна, но и предотвращает потерю тепла, иначе возникнет необходимость открывать большие двери в холодную погоду. Погода.Также в совмещенных зданиях магазина и хранилища найдите проход дверной доступ между двумя секциями.
В небольших магазинах только с одной дверцей для доступа к оборудованию запланируйте дверь для прохода людей в противоположном конце, служащая как пожарным выходом, так и для улучшения летней вентиляции (см. рис. 4а). Прикрепленные офисы должны также иметь внешнюю входную дверь для удобного доступа (см. рис. 5b).
Дверцы для доступа к машинам
Размеры этих дверей напрямую зависят от размера оборудования.Для оборудования на современной зерновой ферме, вертикальный клиренс составляет 13-15 футов. обычно нужен. Кабины, выхлопные трубы и надставки для мусорных баков, однако может потребоваться больший допуск. В таблице 4 дан рекомендуемый ремонт. габариты дверцы отсека для различного типоразмера оборудования.
Таблица 4. Рекомендуемые размеры дверцы отсека для ремонта в фермерском магазине до Размещение оборудования различного размера.
Дверь ремонтного отсека
-----------------
Соответствующее оборудование
к размеру сеялки Ширина Высота
-----------------------------------------
футовфут
------------------------------------------
Менее 4-х рядный 12-14 12
4-рядный, 38 "16 13
6-рядный, 30 "20 14
8-рядный, 30 "24 15
12 ряд, 30 "32 * 16
------------------------------------------
* Для складывающегося оборудования или оборудования с конечной тележкой требуется всего 24 фута.
Входная дверь сервисного отсека не обязательно должна быть такой же большой, как ремонтный отсек. дверь и, таким образом, не так сложно открывать и закрывать.Однако там может быть больше трафика в эту область; так что рассмотрите механически управляемый потолочная дверь. Ширина служебной двери часто задается, несколько произвольно, на 4 фута меньше, чем входная дверь ремонтного отсека. Его высота обычно определяется рамой боковины и размером балки, но обычно он примерно на 1 фут ниже высоты входа в торцевую стенку.
Потому что в ремонтный отсек заходят реже, чем в сервисный отсека, планируйте использовать менее дорогостоящую раздвижную дверь, а не накладную дверь.Торцевые раздвижные двери должны быть не шире половины цеха. ширина. Это оставляет примерно необходимое количество места с каждой стороны ремонтная площадка для верстаков и инструментов. Например, 20-футовая скользящая дверь для здания шириной 40 футов позволяет создать рабочую зону шириной 10 футов на с каждой стороны ремонтного отсека.
По возможности размещайте дверцы доступа к оборудованию подальше от преобладающих ветра, чтобы минимизировать ветровое повреждение и тепловые потери (как из-за низкого уровень изоляции по сравнению с боковинами и из-за увеличения количества воздуха инфильтрация).Однако с современными системами дверных коробок структурные повреждение из-за ветра не должно иметь первостепенного значения, когда расположение дверей магазина.
Обеспечьте достаточное пространство для маневрирования непосредственно за пределами магазина двери для токарных и позиционирующих станков для входа в цех. Планируете не менее 40 футов свободного пространства перед входными дверями, с 60 опоры для полуприцепов и длинномерных тракторных машин.
Защита двери
Защитите все дверцы доступа к оборудованию как внутри, так и снаружи с помощью вертикальные, заполненные бетоном металлические стояки (не менее 3 дюймов в диаметром и высотой 4 фута), залитую бетоном в 12 дюймах от дверная рама.
ОСНОВНЫЕ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Цех и канализация
Используйте 4-6 дюймов утрамбованного песка и мелкого гравия в качестве основы перед заливка цеха. Почвы с низким и средним содержанием глины должны не может использоваться в качестве наполнителя, если он не уплотнен или не оседает на месте несколько месяцев. Высокоглинистые почвы не обеспечивают стабильной засыпки и должны избегать.
Бетонный пол толщиной 5 дюймов будет иметь достаточную прочность для всех но исключительно тяжелая техника.Если плита перекрытия должна быть меньше более 5 дюймов, укрепить проволочной сеткой 6 x 6-10 / 10.
Поскольку разливы нефти и занесенный снег и дождь вероятны ремонтных и сервисных участков, в обоих места. Это может быть центральный слив в каждой рабочей зоне или наклонный в одну сторону со скоростью 1/10 дюйма на фут к входной двери.
Дренаж в длинный узкий желоб с прорезями в центре пола. означает меньший общий перепад высот этажа и устраняет проблема обмерзания дверей, которая может возникнуть при одностороннем уклоне.Пол слив с маслоуловителем и шламоуловителем работает хорошо, если ловушка правильно построены и периодически очищаются (Рисунок 7).
Рис. 7. Центральный слив в полу с маслоуловителем и жироуловителем для использования в обоих ремонтно-сервисные участки.
Отверстия в решетке над сливом должны быть достаточно широкими, чтобы не закупоривать их. грязь, ржавчина и жир с цеха, но достаточно сильные, чтобы поддержка тяжелой сельскохозяйственной техники.Крышки слива, показанные на рисунке 8 просты в сборке и должны соответствовать этим требованиям.
Рис. 8. Решетки, предназначенные для перекрытия водостоков в полу шириной 12 дюймов.
Фартуки для въезда и подъезда
Бетонный входной фартук с выступом на 1 1/2 дюйма должен быть предусмотрены у каждой дверцы доступа к оборудованию. Это должна быть ширина дверь и вытяните 2 фута внутрь и 3 фута снаружи дверного проема (Рисунок 9).Сделайте фартук толщиной 5-6 дюймов и укрепите его Арматура №3. В случае раздвижных дверей поместите металлический клин в центр фартук, чтобы дверь плотно прилегала к плечу, когда закрытие. Это изолирует холодные сквозняки, а также предотвращает повреждение ветром дверь. Для подъемно-поворотных ворот центральный клин не требуется.
Рисунок 9: Поперечное сечение дверного проема для доступа к машинам.
Подъездной фартук на 4 фута шире ширины двери и на 16 м. футов от двери, обеспечивает гладкую поверхность для парковки техники для обслуживания, аварийного ремонта и уборки (рисунок 10).В предпочтительный материал фартука подхода – бетон толщиной 4 дюйма, но хорошо утрамбованный гравий толщиной 4-6 дюймов также подойдет. Фартук должен иметь уклон от здания минимум 1/8 дюйма на фут (1/4 дюйма на фут для гравия), чтобы обеспечить дренаж.
Рис. 10. Расположение и размеры фартуков доступа снаружи. двери доступа к машинам.
Подъемники
Для подъема оборудования желателен какой-либо тип подъемного механизма, погрузочно-разгрузочные работы и ремонт.Наша рекомендация – переносной напольный подъемник. (Рисунок 11), что устраняет необходимость в дополнительном кадрировании, необходимом для потолочные подъемники, более маневренные и позволяют больше места гибкость.
Рис. 11. Переносные или подвижные напольные подъемники очень удобны для подъема. автомобили, двигатели и т. д. и могут быть использованы в любом месте магазина (фото).
Каркас одноточечных и тележных подъемников зависит от пролет фермы и поднимаемый вес.Подъемники потолочные одноточечные не очень универсальны. Тележки-подъемники, будучи более универсальными, значительно дороже переносных напольных агрегатов.
СРЕДА ФЕРМЕРСКОГО МАГАЗИНА
Аспекты экологического контроля, которые необходимо запланировать для магазина включают утепление, вентиляцию и отопление.
Изоляция
В магазине для теплой погоды достаточно теплоизоляции на потолке или крыше. для снижения температуры летом и минимизации конденсации зимой.А вот отапливаемый цех должен быть хорошо изолирован, включая фундамент, боковины и потолок. (Утепление потолка требует на 15% меньше изоляции и дает на 15% лучшую теплопотери защиты, чем изоляция площади крыши.)
Изолируйте до уровня R = 13 в боковых стенках и R = 20 в потолке. В изоляционный материал должен быть покрыт огнестойкой футеровкой на внутренняя стена. Наружная фанера является хорошей облицовкой, а листовая металл или гипсокартон подходят для участков, не подлежащих физическое повреждение.
Рекомендуется утеплить периметр фундамента здания. в отапливаемых цехах, чтобы согреть пол вокруг рабочих столов и т. д. удобен для зимнего использования. (См. Публикацию Purdue Extension AE-95, «Изоляция животноводческих и других сельскохозяйственных построек» для методов добавление изоляции в фермерские магазины.)
Вентиляция
Вентиляция необходима для удаления дыма и паров. Самое главное настенный вытяжной вентилятор производительностью около 1000 кубических футов в минуту в зона сварки.Хотя вытяжные колпаки более эффективны при снятии сварочные газы, к тому же они дороже и сложны в эксплуатации около. Когда вентилятор работает, дверь или окно приоткрываются. (желательно один через комнату от вентилятора) будет подавать свежий воздух в увеличить эффективность вентилятора.
Если ожидается много работы двигателя, рассмотрите возможность использования постоянного настенный или потолочный гибкий воздуховод с собственным вытяжным вентилятором, который может быть прикреплен непосредственно к выхлопной трубе двигателя для удаления дыма как они производятся.
Летом обеспечьте поперечный поток воздуха, чтобы охладить рабочее пространство за счет открывая как боковые, так и боковые двери.
Отопление
Поскольку капитальный ремонт часто проводится зимой, большинство фермеров хотят погреться в своих магазинах. Диапазон температур 45-60F является обычно адекватный.
Потолочные обогреватели с принудительной подачей воздуха работают хорошо, потому что дутье печи помогает предотвратить застаивание горячего воздуха возле потолок.Размер печи составляет около 50 БТЕ на квадратный фут цеха. площадь пола. Используйте минимальный размер 70 000 БТЕ в час, если магазин с вентилятором (со скоростью 1000 куб. футов в минуту).
При использовании невентилируемых топливных обогревателей равномерно распределенная минимум скорость вентиляции 4 кубических футов в минуту на 1000 БТЕ в час печи емкость необходима для предотвращения накопления ядовитого углерода монооксид. Работа сварочного вентилятора мощностью 1000 куб. Футов в минуту с 10-минутным таймером установка на 2 1/2 минуты должна обеспечивать достаточную вентиляцию для невентилируемый обогреватель.
Лучистые обогреватели дороже обогревателей, но они также более эффективны в эксплуатации и имеют много преимуществ для приложения для фермерских магазинов. Системы лучистого отопления очень эффективны при низкие температуры в магазине, потому что радиационное тепло согревает поверхности поражает, обеспечивая удобное оборудование и поверхность температуры. Кроме того, использование лучистого тепла предотвращает появление чрезмерного теплового удара. при открытии больших входных дверей.
Системы лучистого отопления могут обеспечить примерно такой же уровень комфорта, как и принудительные воздухонагреватели при более низкой температуре в магазине на 10F.С потолочные лучистые обогреватели дешевле в установке и больше надежнее, чем системы напольного отопления, они предпочтительнее для магазинов использовать. Размер систем лучистого отопления составляет 40 БТЕ в час на квадратный фут площадь магазина.
Если используется теплый пол , разместите нагревательные кабели (15 Вт на квадратный метр). фут) или водопроводные трубы (50 БТЕ на квадратный фут) в зоне рабочего стола и удлинить нагревательный блок в ремонтный или сервисный отсек около 4 футов.Бетонные плиты с подогревом должны быть усилены 6 x Проволочная сетка 6-10 / 10 для предотвращения повреждений в результате интенсивного движения транспортных средств.
ФЕРМЕРСКИЙ МАГАЗИН
Электричество и вода – основные коммунальные услуги магазина, но топливо также необходимо учитывать хранение.
Электричество и освещение
Электричество жизненно необходимо любому магазину не только для электроинструментов, но и для освещение, вентиляция и т. д. Размер электрического служебного подъезда необходимо, зависит от размера магазина, но обеспечивает 200 ампер и 240 вольт как минимум.На рисунке 12 представлена типовая электрическая схема, иллюстрирующая удобная розетка и потребности в освещении.
Рис. 12. Типовой электрический план современного фермерского магазина.
Торговые точки . В идеале они должны быть расположены: (1) вдоль рабочий стол (равномерно разнесенный), (2) в каждом месте инструмент с электроприводом и (3) с 10-футовыми интервалами вокруг остальной части периметр магазина (4 фута над полом). Используйте форму для пробок с розетки на расстоянии 1 фута друг от друга или разместите одну дуплексную розетку через каждые 4 фута вдоль верстак.
Используйте подвесные выдвижные капельные подающие устройства для большой автономной работы инструменты и в качестве удобных розеток по периметру ремонта и площадки для сервисных работ. Найдите водонепроницаемые дуплексные розетки на внешняя стена магазина возле каждой машинной двери.
Все цепи на 120 В должны быть двухпроводными (с заземлением) 12 калибра и Светильники на 20 ампер. Планируйте, что каждая 120-вольтовая цепь больше не обслуживает более 1800 Вт в режиме непрерывной нагрузки и без двух последовательных периметров розетки находятся в одной цепи.
Прерыватели замыкания на землю (GFI) рекомендуются для всех 20-амперных контуры удобных розеток и требуются для наружных сосуды. GFI отключает цепь, если обнаружена “утечка”, прежде чем короткое замыкание может нанести вред оператору. Они доступны как портативные. блоки розеток, автоматические выключатели и в качестве замены для постоянных дуплексные розетки.
Освещение магазинов . Из-за разной высоты потолка освещение в магазине здесь сложно указать.Однако рекомендуемое освещение Требование – 20 фут-свечей на уровне пола. Это минимум Люминесцентные лампы мощностью 1/2 Вт или лампы накаливания мощностью 2 Вт на каждый квадратный фут площадь в типичном магазине.
Обеспечьте дополнительное рабочее освещение над рабочим столом с помощью 48-дюймового, люминесцентные светильники с двойной трубкой, установленные на 50 дюймов выше скамья. Устанавливайте эти светильники подальше от стены, желательно над передней частью. одна треть скамейки.
Если вы планируете работать с оборудованием на открытом воздухе после наступления темноты, используйте 400-ваттный ртутный рефрактор высотой 25 футов на каждые 2000 квадратных футов работы площадь.Для освещения входов в цех и склад техники использовать 150-ваттный водонепроницаемый прожектор, расположенный на расстоянии 8 футов или около того от входные двери. Размещайте источники света с одной или двух сторон, а не прямо над дверью, чтобы не допустить летающих насекомых.
Дворовое освещение . Не менее 200 Вт ртути или другого разрядный свет высокой интенсивности, высотой 25 футов, на каждые 8000 кв. ноги рекомендуется. Вокруг проезжей части и пешеходных дорожек увеличьте размер лампы до 400 Вт.Космические огни на расстоянии не более 125 футов друг от друга для лучшего освещения условия. Однополюсный фонарь плюс фонари, установленные на внешней стороне стены магазина достаточно для большинства дворов фермы.
Вода. Для защиты от пожара, очистки оборудования и общего удобства, на каждый подъездной фартук разместить незамерзающий гидрант. Гидрант также необходимы в цехе для обслуживания радиаторов и для мытья посуды. обслуживание и ремонт эстакад.
Если туалета нет, поставьте у входа умывальник. в офис магазина, чтобы облегчить уборку.
Хранилище топлива
Резервуары для хранения топлива должны располагаться в непосредственной близости от обоих основной транспортный поток фермы и магазин. Наземные топливные баки должны находиться на расстоянии не менее 40 футов от любого здания, в то время как подземные резервуары (с почвенным покровом не менее 2 футов) может быть расположен в пределах 1 фута от любое здание, в том числе магазин. Если резервуар расположен так, он будет при переезде, он должен иметь 3 фута почвенного покрова.
Хранение топлива рядом с магазином очень удобно, но способствует транспортная пробка перед магазином и может создать опасность пожара.
ОБОРУДОВАНИЕ ФЕРМЕРСКОГО МАГАЗИНА
Оборудование магазина может варьироваться от «очень сложного» до «минимального». в зависимости от интересов и финансов фермера. Изысканный ремонт и ремонтные работы требуют сложных инструментов и оборудования для магазинов. Ниже приведен минимальный рекомендуемый список предметов, которые должны быть на рука в современном фермерском магазине.
Общие
- 1. Автокран – 2 тонны.
- 2.Домкрат короткое шасси – 1/2 тонны.
- 3. Стойки безопасности регулируемые – 5 тн.
- 5. Воздушный компрессор – двухступенчатый, 2-5 л.с., минимум 60 галлонов,
Шланги 150-200 PSIG, 25 и 50 футов 1/2 дюйма.
- 6. Манометр в шинах – штатный и жидкостный.
- 7. Отбойный молоток и насадки.
- 8. Съемник шестерен – разные размеры с насадками.
Сварка и металлообработка
- 1.Аппарат для дуговой сварки – минимум 225 А, 25-футовые кабели, защитная каска,
различные сварочные зажимы, отбойный молоток и проволочная щетка.
- 2. Аппарат кислородно-ацетиленовой сварки – двухступенчатый, переносная тележка, защитные очки,
50-футовый шланг, односторонние клапаны.
- S. Болгарка настольная – 8 дюймов, 3 / 4-1 л.с.
- 6. Болгарка дисковая – 7 дюймов, 1 л.
- 7. Переносная электрическая ножовка – круглая 5 дюймов, плоская нагрузка 10 дюймов.
- 8. Сверлильный пресс – 1/2 дюйма, 1/2 л.с., 5-ступенчатая минимум.
- 9. Спиральные сверла с прямым хвостовиком – от 1/16 до 1/2 дюйма на 1/64 дюйма.
- 10. Электродрели – 1/4, 3/8 и 1/2 дюйма с регулируемой скоростью, реверсивные.
- 11. Пуансоны и долота – разных размеров.
- 12. Зажимы “C” – от 3 до 12 дюймов.
- 13. Отбойные молотки и монтировки.
- 14. Набор метчиков и плашек – NC. и N.F., от 1/4 до 1 дюйма.
- 15. Болторез – размер 30 x 1/2 дюйма.
- 16.Пилки металлические – разных видов и размеров.
Другой ручной инструмент
- 1. Гайковерт и головки – 3/8, 1/2 и 3/4 дюйма.
- 2. Ключ разводной – 6, 10 и 16 дюймов.
- 3. Захваты тисков – 7 и 10 дюймов.
- 4. Гаечные ключи с открытым зевом – от 1/4 до 1 5/8 дюйма.
- 5. Комбинированные ключи – от 1/4 до 1 5/16 дюйма.
- 6. Ключи накидные – от 1/4 до 1 1/2 дюйма.
- 7. Наборы торцевых головок – глубокие и стандартные, 6 и 12 точек, 1/4, 3/8, 1/2, 3/4
дюйм.
- 8. Динамометрический ключ – от 0 до 150 фут-фунт, 1/2 дюйма.
- 9. Установите гаечные ключи -. 050 на 5/16 дюйма.
- 10. Отвертки – стандартные и крестовые, разных размеров.
- 11. Молотки – разные типы и размеры.
- 12. Плоскогубцы – разных типов и размеров.
- 13. Молотки – резина и сыромятная кожа.
Плотницкие и деревообрабатывающие
- 1. Циркулярная пила – 1 / 2-2 л.с., 7 1/4 дюйма, в ассортименте
лезвия.
- 2. Пила сабельная – 1/4 л.с., регулируемая, в ассортименте
лезвия.
- 3. Пилы ручные – продольные, торцовочные, замочные, обратные.
- 4. Стяжка, шнековые насадки – 1/4 – 1 дюйм, расширительные насадки 7 / 8-3
дюйм.
- 5. Долота по дереву – разные размеры.
- 6. Напильники – разных размеров.
- 7. Квадраты – стропильные, примерочные, комбинированные.
- 9. Лента стальная – 10, 25 и 100 фут.
Электрооборудование
- 2.Ремкомплект электрического подключения.
- 3. Индикатор времени – вольт-омный амперметр.
- 5. Щупы – от. 001 до .040.
Сантехника
- 1. Ключи трубные – 8, 10 и 14 дюймов.
ПРЕДУПРЕЖДЕНИЕ АВАРИЙ И ПОЖАРНАЯ БЕЗОПАСНОСТЬ
Аварии в магазине не происходят просто так; они вызваны. Примерно 90 процентов всех несчастных случаев в цехах вызваны “человеческой ошибкой”, оставшиеся 10 процентов – из-за небезопасных условий труда.Следовательно, это важно, чтобы вы развили безопасные рабочие привычки, будьте внимательны к небезопасным условий труда и примите необходимые меры предосторожности, перечисленные здесь, чтобы избегать несчастных случаев.
Минимизация человеческих ошибок
- * Уметь правильно пользоваться торговыми инструментами.
- * Обеспечьте надлежащее обучение и надзор за новыми
рабочих, пока они не научатся пользоваться магазином
оборудование.
- * При выполнении утомительных задач.принимать часто
поломки, переутомление – одна из основных причин несчастных случаев.
- * Не используйте электроинструменты, когда вы эмоционально
расстройство; слишком часто результатом является повреждение оборудования или
происшествие.
Как защитить себя
- * Перед запуском снимите украшения и свободную одежду.
работать.
- * При работе рукой или
энергетическое оборудование, обращение с щелочами или кислотами и
с помощью сварщиков.
- * Защитите слух от громких звуков и от длительного
шумы.
- * Защитите дыхательную систему от паров, образующихся
от выхлопных газов двигателей, красок и клея, химикатов
и сварка.
Поддержание безопасных условий труда
- * Убрать все разливы масла.
- * Убрать предметы с проезжей части.
- * Проверьте все подвижные объекты и убедитесь, что оборудование
безопасен при подъеме с помощью домкратов и
подъемники.
- * Используйте подходящий инструмент и инструмент подходящего размера для
работа; это становится проще, если место для хранения инструмента находится в
нужное место и инструменты организованы так, чтобы они могли
быть легко доступным.
- * Обеспечьте надлежащее освещение рабочих зон в соответствии с
рекомендации, упомянутые ранее.
- * Поддерживайте чистоту и порядок на рабочем месте, возвращая
инструменты в надлежащее место и утилизируйте жирные
ветошь и другие отходы незамедлительно.
Подготовка к оказанию первой помощи и пожарной безопасности
- * Обеспечьте переносной набор возле туалета для применения
первая помощь при мелких порезах, ссадинах и ожогах.
- * Держите бутылку для промывания глаз (чистую, свежую воду) рядом с
вход в здание и / или поблизости, где едкие химические вещества
используются.
- * Разместите номера телефонов экстренных служб рядом с магазином и
домашние телефоны.
- * Место универсальное, сухое химическое, три-класса A, B,
C огнетушители на видном и доступном
в местах вокруг магазина, например, возле входных дверей,
участки сварки и др.; это единственный удовлетворительный для
все распространенные виды пожаров в магазинах.
- * Никогда не используйте воду для тушения жира или масла; банка с водой
фактически вызывают распространение таких пожаров.
- * В случае пожара сначала позвоните в пожарную службу , затем попробуйте
потушить это.
РЕЗЮМЕ
Фермерские магазины должны быть хорошо спланированы и энергоэффективны, чтобы профилактическое обслуживание сельхозтехники можно проводить в комфортная среда.Представлена базовая концепция планирования магазина в этой публикации призывает к размещению рабочих зон по периметру ремонтных и сервисных участков.
Для повышения эффективности рабочие зоны с общими инструментами и расходными материалами. должны быть близко друг к другу. Следует также предусмотреть хранение необходимые материалы и детали, а также офисные помещения для записей и руководства по ремонту.
Благодаря современному сложному оборудованию и высокой стоимости простоев, Фермеры должны быть хорошо подготовлены к эксплуатации техники.И хорошо спланированный фермерский магазин – ключ к успеху.
Связанные публикации и планы зданий
Отдельные копии следующих публикаций Purdue Extension Publications доступный для жителей Индианы от их графства Кооператив Офисы консультационных услуг или отправив письмо в почтовую службу CES, AGAD. Здание, Университет Пердью, Западный Лафайет, IN 47907:
AE-88, «Солнечное отопление для дома, фермы и малого бизнеса»
AE-89, «Накопители солнечной энергии для дома, фермы и Малый бизнес”
AE-95, «Изоляция животноводческих и других сельскохозяйственных построек»
AE-99, «Солнечная тепловая система для содержания домашнего скота»
АЕ-102, «Ветрозащитная система для усадьбы»
Следующие планы зданий доступны по указанной цене. от Службы планирования сельскохозяйственных зданий, сельскохозяйственная инженерия Департамент Университета Пердью, Вест-Лафайет, Индиана, 47907.
P-81 171 «Солнечный активный настенный коллектор / хранилище» (1,00 долл. США).
P-81 172 «Солнечное тепловое хранилище горных пород» (1,00 долл. США).
MWPS-74143 "Машинный навес 40 футов X 104 футов с магазином 40 футов x 40 футов" (2,00 доллара США).
MWPS-741 46 "48 'x 96' машинный навес с магазином 48 'x 40' ($ 2,00).
MWPS-74147 "Машинный навес 60 на 96 футов с магазином 60 на 40 футов" (2,00 доллара США).
MWPS-74148 "Машинный навес 30 футов X 72 футов с магазином 30 футов x 40 футов" (2,00 доллара США).
MWPS-74149 "56'X88 '40' Машинный навес с размахом поля со смещением 16 футов" (2 доллара.00).
MWPS-74150 "Магазин 30 футов x 40 футов с торцевой дверью 15 x 13 футов" (2,00 доллара США).
MWPS-741 Магазин размером 51 дюйм 40 футов 48 футов с боковой дверью 16 x 13 футов и торцевой дверью 20 x 14 футов (2 доллара США).
MWPS-741 Магазин размером 52 дюйма 48 футов 56 футов с боковой дверью 20 x 13 футов и торцевой дверью 24 x 14 футов (2 доллара США).
MWPS-74153 Магазин размером 32 на 40 футов с 1 боковой дверью 2 x 12 футов и торцевой дверью 16 x 13 футов (2 доллара США).
MWPS-81 901 "48-футовый гараж для солнечных машин и цех" (2,00 доллара США).
Новый 9/80
Совместная работа по распространению сельскохозяйственных знаний и домоводства, штат Индиана, Пердью Университет и У.S. Департамент сельского хозяйства сотрудничает: H.A. Уодсворт, директор, Запад Лафайет, штат Индиана. Выпущено во исполнение актов от 8 мая и 30 июня 1914 года. Кооператив Консультационная служба Университета Пердью – это учреждение с равными возможностями / равным доступом.
Как перемещать 295 станков с ЧПУ? Рад, что вы спросили
Чтобы понять, какой объем производственной площади нам потребуется, наша группа инженеров-технологов создала сотни схем заводских работ «что, если» для работы с различными конфигурациями производственных помещений.Это упражнение помогло нам понять, какие площади в квадратных футах нам понадобятся для продолжения наращивания производственных мощностей в ближайшие годы.
Далее был поиск оптимального места. Это потребовало нескольких расчетов. Во-первых, мы хотели убедиться, что переезд минимально повлиял на наших сотрудников в нынешнем офисе в Плимуте, штат Миннесота, пригороде на северо-западе метро Миннеаполиса. Поэтому мы провели анализ почтовых индексов сотрудников, работающих на нашем обрабатывающем предприятии с ЧПУ. Затем мы использовали эту информацию для расчета времени в пути и создания точечной карты, чтобы определить целевую область, в которой перемещение окажет минимальное влияние на количество поездок наших нынешних сотрудников.
Другим важным фактором был поиск здания, в котором были и производственный цех, и офисные помещения. Поскольку у нас есть команда дизайнеров-аналитиков на каждом из наших объектов, это было критически важно. Все эти соображения привели нас к выбору здания в соседнем Бруклин-парке, штат Миннесота, где раньше располагалась типография. Объект включает в себя 165 000 кв. Футов существующих площадей, и переезд включал значительное добавление 50 000 кв. Футов площадей.
Мы подписали условия строительства осенью 2017 года и закрыли его в марте 2018 года.После этого мы сразу же приступили к подготовке к переезду.
Новое здание, новая улучшенная планировка
Наличие здания, предназначенного исключительно для обработки с ЧПУ, дало нашей команде возможность улучшить компоновку за счет более организованного потока деталей по цеху. Например, движение погрузчиков на этом предприятии было сокращено почти на 95 процентов за счет продуманного проектирования специально отведенных для погрузчиков участков и мест, предназначенных только для пешеходов, – это значительно повысило безопасность предприятия.Этот шаг также открывает дополнительные мощности на предприятии в Плимуте, которое теперь будет состоять только из оборудования для литья под давлением, так что и там будет больше эффективности.
Еще одним важным преимуществом расположения Brooklyn Park является то, что 100 процентов рабочей силы будут работать в более спокойной обстановке. Наша команда инженеров-технологов разработала пол с большей сегментацией, чтобы уменьшить потребность в средствах индивидуальной защиты (СИЗ).
Усовершенствованный план этажа в сочетании с новым подходом к размещению стана и модификациями машин также помог нам разместить на той же площади на 10 процентов больше машин по сравнению с нашим предыдущим производством.Это может показаться не таким уж большим, но вместимость почти 600 станков с ЧПУ равна дополнительным 60 станкам, которые мы можем разместить. Короче говоря, это гораздо больше деталей, которые мы можем отправить через наш цех в любой момент времени.
Наше исследование корпоративной культуры также повлияло на дизайн здания. Как организация, мы стремимся быть открытыми и прозрачными, и это отражено в этом новом объекте. Это офис открытой планировки с большими окнами и прямой обзор производственного цеха.
Что такое CAM (автоматизированное производство)?
Компьютерное производство (CAM): полное введение для начинающих
В мире, полном физических вещей – будь то продукты, детали или места – компьютерное производство (CAM) делает все это возможным. Мы те, кто придает самолетам способность полета или автомобили. Когда вам нужно что-то сделать, а не просто спроектировать, CAM – ваш ответ. Что происходит за кулисами? Продолжайте читать, и вы узнаете.
Что такое CAM? Компьютерное производство (CAM) – это использование программного обеспечения и оборудования с компьютерным управлением для автоматизации производственного процесса.
Исходя из этого определения, для работы CAM-системы необходимы три компонента:
- Программное обеспечение, которое сообщает машине, как изготавливать продукт путем создания траекторий движения инструмента.
- Машины, превращающие сырье в готовую продукцию.
- Постобработка преобразует траектории инструмента в язык, понятный машинам.
Эти три компонента склеены вместе с тоннами человеческого труда и навыков. Как отрасль, мы потратили годы на создание и совершенствование лучшего производственного оборудования. Сегодня нет слишком сложной конструкции, с которой мог бы справиться любой способный механический цех.
Процесс CAD в CAM
Без CAM нет CAD. САПР фокусируется на дизайне продукта или детали. Как это выглядит, как работает. CAM фокусируется на том, как это сделать. Вы можете спроектировать наиболее элегантную деталь в своем CAD-инструменте, но если вы не можете эффективно сделать это с помощью CAM-системы, тогда вам лучше пинать камни.
Начало каждого процесса проектирования начинается в мире САПР. Инженеры сделают двухмерный или трехмерный чертеж, будь то коленчатый вал автомобиля, внутренний каркас кухонного смесителя или скрытая электроника на печатной плате. В САПР любой проект называется моделью и содержит набор физических свойств, которые будут использоваться CAM-системой.
Когда дизайн завершен в CAD, его можно загрузить в CAM. Традиционно это делается путем экспорта файла САПР и его последующего импорта в программное обеспечение CAM.Если вы используете такой инструмент, как Fusion 360, и CAD, и CAM существуют в одном мире, поэтому импорт / экспорт не требуется.
После того, как ваша модель CAD импортирована в CAM, программное обеспечение начинает подготовку модели к обработке. Обработка – это контролируемый процесс преобразования сырья в заданную форму с помощью таких действий, как резка, сверление или растачивание.
Программное обеспечениеComputer Aided Manfacturing подготавливает модель к обработке, выполняя несколько действий, в том числе:
- Проверка наличия в модели геометрических ошибок, которые могут повлиять на производственный процесс.
- Создание траектории для модели, набора координат, по которому станок будет следовать в процессе обработки.
- Установка любых требуемых параметров станка, включая скорость резания, напряжение, высоту резки / прожига и т. Д.
- Настройка раскроя, при котором система CAM будет определять наилучшую ориентацию детали для максимальной эффективности обработки.
После подготовки модели к обработке вся информация отправляется на станок для физического изготовления детали.Однако мы не можем просто дать машине набор инструкций на английском языке. Нам нужно говорить на машинном языке. Для этого мы конвертируем всю нашу информацию о механической обработке в язык, называемый G-кодом. Это набор инструкций, которые контролируют действия машины, включая скорость, скорость подачи, охлаждающую жидкость и т. Д.
G-код легко читается, если вы понимаете формат. Пример выглядит так:
G01 X1 Y1 F20 T01 S500
Это разбивается слева направо как:
- G01 указывает линейное перемещение на основе координат X1 и Y1.
- F20 устанавливает скорость подачи, то есть расстояние, которое машина проходит за один оборот шпинделя.
- T01 указывает станку использовать Инструмент 1, а S500 устанавливает скорость шпинделя.
- Более наглядный способ понять координаты G-кода. Изображение любезно предоставлено Make :.
Как только G-код загружен в машину и оператор нажимает кнопку «Старт», наша работа выполнена. Теперь пора позволить машине выполнить работу по выполнению G-кода, чтобы преобразовать блок сырья в готовый продукт.
Краткий обзор станков с ЧПУ
До этого момента мы говорили о машинах в CAM-системе как о простых машинах, но это действительно не относилось к ним должным образом. Когда я смотрю, как фрезерный станок Haas скользит по металлическому блоку, как будто это масло, у меня на лице появляется каждый раз улыбка. Без этих машин моя работа была бы невозможна.
Все современные производственные центры будут использовать различные станки с числовым программным управлением (ЧПУ) для производства инженерных деталей.Процесс программирования станка с ЧПУ для выполнения определенных действий называется обработкой с ЧПУ.
До появления станков с ЧПУ ветераны машиностроителей вручную управляли производственными центрами. Конечно, как и все, что касается компьютеров, вскоре последовала автоматизация. В наши дни единственное вмешательство человека, необходимое для запуска станка с ЧПУ, – это загрузка программы, загрузка сырья и затем выгрузка готового продукта.
В мастерской Autodesk Pier 9 у нас есть приличный образец станков с ЧПУ, в том числе:
Фрезерные станки с ЧПУ
Эти машины вырезают детали и вырезают различные формы с помощью компонентов высокоскоростного прядения.Например, с помощью фрезерного станка с ЧПУ, используемого для обработки дерева, можно легко разрезать фанеру на детали шкафа. Также с его помощью можно легко выполнить сложную декоративную гравировку на дверном полотне. Фрезерные станки с ЧПУ имеют возможность 3-осевой резки, что позволяет им перемещаться по осям X, Y и Z.
Машины для резки воды, плазмы и лазера
В этих машинах используются прецизионные лазеры, вода под высоким давлением или плазменный резак для выполнения контролируемой резки или гравировки. Ручная гравировка может занять месяцы, но одна из этих машин может выполнить ту же работу за часы или дни.Плазменные резаки удобны для резки электропроводящих материалов, таких как металлы.
Изображение предоставлено компанией «Производство и металлообработка».Станки фрезерные
Эти станки обрабатывают самые разные материалы, такие как металл, дерево, композиты и т. Д. Фрезерные станки обладают огромной универсальностью и имеют множество инструментов, которые могут выполнять определенные требования к материалам и форме. Основная цель фрезерного станка – максимально эффективно удалить массу из необработанного блока материала.
Токарные станки
Эти станки также измельчают сырье, как фрезерный станок. Они делают это по-другому. Фрезерный станок имеет прядильный инструмент и неподвижный материал, где токарный станок вращает материал и режет с помощью неподвижного инструмента.
- Изображение любезно предоставлено Halsey Manufacturing.
Электроэрозионные машины (EDM)
Эти машины вырезают сырье нужной формы с помощью электрического разряда.Между электродом и сырьем возникает электрическая искра, при этом температура искры достигает от 8000 до 12000 градусов Цельсия. Это позволяет EDM плавить практически все в контролируемом и сверхточном процессе.
- Изображение любезно предоставлено Absolute Wire EDM.
Человеческий элемент автоматизированного производства (CAM)
Человеческий фактор всегда был щекотливой темой с тех пор, как в 1990-х годах появились CAM.В 1950-х годах, когда Джон Т. Парсонс впервые представил станки с ЧПУ, умелое управление станками требовало огромного количества обучения и практики. Видео ниже из NYC CNC показывает отличный пример того, как ручные станки отличаются от современных станков с ЧПУ:
В те времена, когда обрабатывала ручная обработка, быть машинистом было почетным знаком, и требовались годы тренировок, чтобы достичь совершенства. Машинист должен был сделать все это – прочитать чертежи, знать, какие инструменты использовать, определить подачу и скорость для конкретных материалов и аккуратно вырезать деталь вручную.Дело было не только в точной ловкости рук. Быть машинистом было и остается одновременно искусством и наукой.
- Изображение предоставлено ITABC.CA
В наши дни современный машинист жив и здоров, поскольку люди, машины и программное обеспечение вместе двигают нашу отрасль вперед. Навыки, на освоение которых раньше уходило 40 лет, теперь можно освоить за очень короткое время. Новые машины и программное обеспечение CAM дали нам больше контроля, чем когда-либо, при разработке и производстве более качественных и инновационных продуктов, чем наши предки, что они признают… неохотно.
Что все это означает для человеческого фактора производства? Роль традиционного машиниста меняется. Сегодня мы видим среду современных машиностроителей, разыгрываемую с тремя типичными ролями:
- Оператор. Этот специалист загружает сырье в станок с ЧПУ и запускает готовые детали в процессе окончательной упаковки.
- Оператор настройки. Этот человек выполняет начальную настройку станка с ЧПУ, включая загрузку программы G-кода и настройку инструментов.
- Программист. Этот человек берет чертеж для модели САПР и решает, как сделать его с помощью имеющихся станков с ЧПУ. Их работа заключается в определении траекторий, инструментов, скоростей и подач в G-коде для выполнения работы.
В типичном рабочем процессе программист передает свою программу оператору установки, который затем загружает G-код в машину. Как только машина будет готова к работе, оператор изготовит деталь. В некоторых магазинах эти роли могут совмещаться и накладываться на обязанности одного или двух человек.
Помимо повседневной работы с машинами, в штате также есть инженер-технолог. В новом магазине этот человек обычно устанавливает системы и определяет идеальный производственный процесс. Для существующих установок инженер-технолог будет контролировать качество оборудования и продукции, одновременно выполняя другие управленческие задачи.
Влияние CAM
Мы должны поблагодарить Джона Т. Парсонса за введение метода перфокарт для программирования и автоматизации машин.В 1949 году ВВС США профинансировали Парсонса создание автоматизированного станка, который мог превзойти ручные станки с ЧПУ. С некоторой помощью MIT Парсонс смог разработать первый прототип NC.
Джон Парсонс с экспериментальным станком с ЧПУ. Изображение любезно предоставлено Cms Industries.С этого момента мир обработки с ЧПУ начал свое развитие. В 1950-х годах армия США закупила станки с ЧПУ и ссудила их производителям. Идея заключалась в том, чтобы стимулировать компании внедрять новую технологию в свой производственный процесс.За это время мы также увидели, что MIT разработал первый универсальный язык программирования для станков с ЧПУ: G-code.
Универсальная система G-кода. Изображение любезно предоставлено MachMotion.1990-е принесли CAD и CAM внедрение в ПК и полностью изменили наш подход к производству сегодня. Первые задания CAD и CAM были зарезервированы для дорогостоящих автомобильных и аэрокосмических приложений, но сегодня программное обеспечение, такое как Fusion 360, доступно для производственных цехов любой формы и размера.
С момента своего создания компания CAM внесла массу улучшений в производственный процесс, в том числе:
- Улучшенные возможности машины. CAM-системы могут использовать преимущества передового 5-осевого оборудования для доставки более сложных и высококачественных деталей.
- Повышенная эффективность машины. Современное программное обеспечение CAM обеспечивает скоростные траектории станка, которые помогают нам производить детали быстрее, чем когда-либо.
- Улучшенное использование материалов. С помощью аддитивного оборудования и CAM-систем мы можем производить изделия сложной геометрии с минимальными отходами, что означает снижение затрат.
Конечно, у этих преимуществ есть свои недостатки. Системы и оборудование для автоматизированного производства требуют огромных первоначальных затрат. Например, Haas VF-1 стоит около 45 тыс. Долларов США; теперь представьте себе целый цех из них. Есть еще проблема текучести. Поскольку работа с машинами становится все менее квалифицированной профессией, становится трудно привлекать и удерживать талантливых специалистов.
CAM – это Человек
CAM – это не только управление машинами в цехе. Речь идет о соединении программного обеспечения, машин, процессов и людей для создания действительно отличных деталей.Если вы впервые погружаетесь в мир CAM, я настоятельно рекомендую вам обратиться в местный магазин, чтобы совершить экскурсию по нему. Почувствуйте гул станков с ЧПУ в ногах или проведите рукой по детали, только что вышедшей из станка. Это невероятный опыт, который, я надеюсь, понравится будущим поколениям. CAM – это человеческое прикосновение.
Вы все еще возитесь с отдельным инструментом CAD и CAM? В Fusion 360 есть и то, и другое. Попробуйте Fusion 360 сегодня.
Индустрия 4.0 и интеллектуальный цех
Современная промышленная революция, получившая название Индустрия 4.0 определяется взаимосвязью передовых технологий, автоматизации, робототехники и данных в реальном времени, также называемых Интернетом вещей (IoT). Хотя эти киберфизические системы могут автономно обмениваться информацией, чтобы инициировать действия и принимать децентрализованные решения, невозможно игнорировать важность человеческого фактора в производстве.
Физические системы в сочетании с данными в реальном времени помогают работникам производить продукцию высочайшего качества, решать сложные задачи до того, как они превращаются в проблемы, и обеспечивать безопасность.Есть ли у вашего изготовителя металлоконструкций оборудование, позволяющее использовать Интернет вещей для удовлетворения ваших потребностей?
OEM-производителямнужны партнеры-поставщики, которые извлекут выгоду из последней революции в области автоматизации и робототехники. Оборудование и системы, которые связаны и могут «разговаривать друг с другом», значительно улучшают производственные процессы. Доступность передовых подключенных технологий предоставляет возможности для углубления отношений между производителями и их клиентами и поставщиками. Поставщики становятся настоящими стратегическими партнерами с правильными технологиями, которые поддерживают эффективность производства, снижают затраты и улучшают своевременность доставки.
Что касается промышленного Интернета вещей, Билл Ру, директор по цифровым технологиям General Electric, сказал: «Это огромная возможность для всех промышленных компаний. Аналитика данных и подключение к машинам – это способ выйти на новый уровень производительности ».
Несмотря на то, что, похоже, основное внимание уделяется достижениям в области подключенных технологий, IoT не столько касается технологий, сколько данных, а также того, как OEM-производители и стратегические партнеры используют эти данные для принятия решений с целью повышения качества и производительности, а также сокращения времени простоя.OEM-производитель выигрывает в своей способности сосредоточиться на инновациях в продуктах и выполнять обещания клиентов.
Создание умного цеха
Передовые технологии, которые контролируют работу машин, собирают данные и принимают децентрализованные решения, работают совместно с сотрудниками, создавая то, что мы называем «умным цехом». Интеллектуальный цех, обеспечивающий качество и надежность продуктов и процессов, может включать в себя следующие элементы:
• Профилактическое обслуживание. Датчики могут контролировать оборудование во время безотказной работы и предоставлять важные данные, указывающие на потенциальные проблемы или предстоящие работы или ремонт, которые необходимо выполнить.Эти данные помогают командам при планировании необходимого обслуживания, чтобы избежать ненужных простоев, сокращают расходы на обслуживание и повышают доступность машины. Когда оборудование выходит из строя вне планового обслуживания, стратегические партнеры рискуют завершить проекты вовремя и потенциально отложить запланированные проекты.
Несколько примеров профилактического обслуживания включают анализ проб масла и мониторинг вибрации. Отбор проб масла из машин позволяет командам контролировать все, от грязи и воды в гидравлических системах до металлических изделий, таких как медная латунь, чтобы определить, может ли какой-либо компонент системы выйти из строя.
Мониторинг вибрации позволяет бригадам технического обслуживания проверять подшипники и другие детали во время работы машины. Благодаря сочетанию этих и других технологий оценки состояния ремонт или профилактическое обслуживание могут быть правильно запланированы в нерабочее время или в непиковые периоды времени.
Предсказать возможные электрические отказы может быть сложно. Тепловидение помогает командам визуализировать, как механизмы нагреваются или работают ли детали не при нормальной температуре.
Данные, полученные с помощью технологий профилактического обслуживания, могут быть бесценными. Партнеры-поставщики могут сосредоточить время и силы на обслуживании оборудования на основе прогнозируемых событий технического обслуживания до того, как проблема вызовет поломку.
• Машинные датчики и преобразователи. Датчики и преобразователи позволяют машинам отслеживать внутренние процессы и отправлять предупреждения при возникновении проблемы или потенциальной проблемы. Стандартные датчики предоставляют ограниченную информацию о диагностике машины.Интеллектуальные датчики, с другой стороны, предлагают расширенные функции для автоматизированных машин, которые поддерживают регулярное обслуживание, а также устраняют потенциальные проблемы.
OEM-партнеры-производители должны оснастить сварочные и производственные машины интеллектуальными датчиками, чтобы определять, когда заканчивается материал. Это позволяет оператору машины и погрузочно-разгрузочной бригаде получать предупреждение и действовать. Вместо того, чтобы останавливать машину и ждать прибытия нового материала, можно доставить дополнительный материал до того, как машина закончится.
Данные, полученные с помощью интеллектуальных датчиков, предлагают практически безграничные возможности не только для сокращения времени простоя, но и для повышения общей производительности и качества продукции. Эти интеллектуальные датчики также могут быть запрограммированы на обнаружение дыма, шума, летучих органических соединений и других условий для усиления мер безопасности.
• Удаленный мониторинг и сигналы. Бережливое производство – это не пункт назначения, это путешествие. Таким образом, крайне важно иметь подходящие инструменты и материалы в нужное время для наиболее эффективной работы.Дистанционные датчики гарантируют, что сотрудники получат то, что им нужно, когда им это нужно.
Например, удаленные мониторы и сигналы используются для обнаружения необходимости пополнения материалов или деталей. Когда материалы или детали заканчиваются, персоналу (или дрону) может быть отправлено предупреждение о пополнении запасов необходимых деталей, поддерживая эффективный поток деталей.
• Данные о качестве и безопасности в реальном времени. Доступ к показателям качества и безопасности в режиме реального времени помогает сотрудникам более эффективно выполнять свою работу и устраняет проблемы до того, как они превратятся в реальные проблемы, которые могут повлиять на качество продукции или своевременную доставку клиентам.Самые точные данные позволяют принимать упреждающие и разумные решения.
Мониторыс динамическими панелями мониторинга, отслеживающие ключевые показатели эффективности, могут быть размещены на предприятиях, обеспечивая всем сотрудникам немедленный доступ к данным. Доступность данных в реальном времени позволяет сотрудникам видеть результативность в сравнении с целевыми показателями производительности, показателями качества и информацией о безопасности.
В статье «Почему производству необходим сбор данных в реальном времени» рассматривается ценная информация с производственных цехов, которая используется для улучшения производственных показателей.Однако данные, предоставляемые в режиме реального времени, выходят далеко за рамки повышения производительности.
«Сбор данных о станках в режиме реального времени – это не только помощь производителям в повышении производительности и прибыльности, хотя это, безусловно, обещанный результат», – пишет в статье старший редактор Патрик Ворзиняк. «Это также важный первый шаг к ориентированному на данные высокотехнологичному производственному сектору, который является конкурентоспособным на мировом рынке».
Не теряйте из виду безопасность
Хотя легко понять, что передовые технологии и подключенные системы могут сделать для вашей компании и ваших клиентов, крайне важно учитывать последствия для безопасности по тем же причинам.Чем больше у вашей компании связей, тем больше вы уязвимы для угроз безопасности. К сожалению, некоторые компании могут подвергаться большему риску, чем они думают.
«Хотя подключенные технологии стимулируют инновации в производственном секторе, они также создают новые проблемы, – говорит Брайан Рэймонд из Национальной ассоциации производителей. «Одной из основных целей кибератаки внутри производственной экосистемы являются системы промышленного контроля, которые помогают управлять цехом».
Несомненно, стратегический партнер, предлагающий передовую автоматизацию и робототехнику, обеспечивает производителям комплектного оборудования конкурентное преимущество.Однако крайне важно иметь четкое представление о том, как обеспечивается безопасность всей цепочки поставок.
Когда ваши партнеры оценивают новые технологии, задавайте вопросы. Какую пользу эта технология принесет вашему продукту и вашим клиентам? Повысит ли технология качество работы? Будут ли затронуты сроки доставки? И существуют ли процессы, обеспечивающие безопасность вашего OEM-бизнеса в случае более интегрированных систем?
Инвестиции в кибербезопасность – необходимость.Ваш партнер по производству, специализирующийся на технологиях, должен внедрить следующие процессы безопасности:
- Сетевой мониторинг входящего и исходящего трафика средствами безопасности;
- Расширенное обнаружение угроз конечных точек;
- Сторонняя проверка процессов безопасности для выявления уязвимостей и снижения вероятности возникновения проблем безопасности; и
- Регулярное обучение сотрудников по темам, в том числе по фишинговым атакам.
Интернет вещей бесчисленным образом меняет производство.