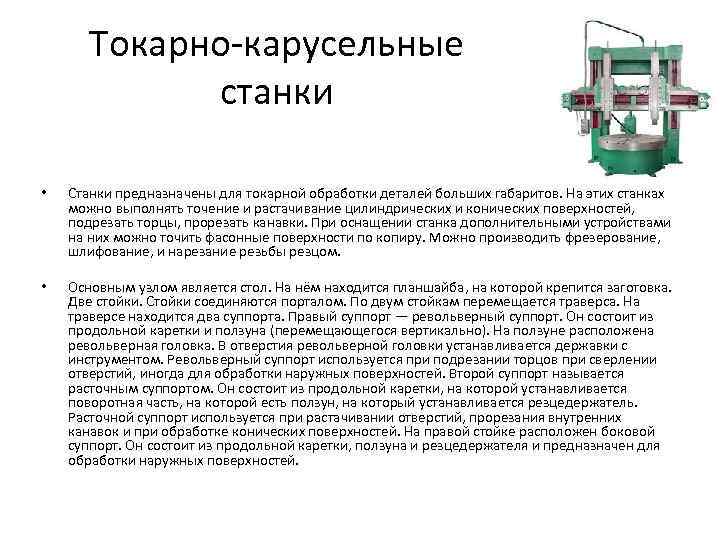
Обработка конических поверхностей на токарном станке
Величину сдвига корпуса задней бабки определяют по шкале, имеющейся на торце опорной плиты. Можно также измерить расстояние между вершинами центров, закрепленных в передней и задней бабках. Существуют и другие способы.
Способ обработки конической поверхности при смещении задней бабки имеет то преимущество, что тут можно применить механическую подачу и не нужны никакие дополнительные приспособления. Наряду с этим этот способ имеет недостатки: обрабатывать можно только детали с небольшой конусностью; точность обработки невелика; во время работы центровые отверстия перекашиваются и быстро теряют свою форму (поэтому рекомендуется применять центры с вершинами в форме шарика).
Способ поворота верхней части суппорта применяют для обработки коротких конических поверхностей с углом наклона α>10°. Однако этот способ имеет и свой недостаток: применяется ручная подача. Верхний суппорт выставляют под углом а при помощи шкалы поворотного суппорта.
Для обработки конических поверхностей с углом наклона, не превышающим 10—12°, современные токарные станки оснащены специальным приспособлением, называемым конусной линейкой. Сущность способа обработки конических поверхностей с применением конусной линейки заключается в том, что коническая поверхность образуется в результате одновременного использования продольной и поперечной подач: продольная подача резца обеспечивается обычно ходовым валиком, а поперечная — конусной линейкой (рис. 127).
К станине станка прикреплен уголок 2, на котором закреплена плита 3 с линейкой 5. Эта линейка может поворачиваться вокруг пальца в горизонтальной плоскости. Угол поворота линейки определяют по шкале В, нанесенной на плиту 3. Линейка крепится винтами 4 и 8, которые могут передвигаться вместе с ней в криволинейных пазах. Корпус поперечного суппорта по сравнению с обычным удлинен. В нем имеются два паза. Через паз А проходит болт 1, соединяющий поперечный суппорт с гайкой винта поперечной подачи. Если ослабить болт 1, поперечный суппорт будет свободно передвигаться в направляющих. Через паз С проходит болт 6, соединяющий поперечный суппорт с ползуном 7, охватывающим линейку. Таким образом, если ослабить болт 1 и затянуть болт 6, то при продольной подаче перемещение суппорта в поперечном направлении будет определяться углом поворота конусной линейки. Следовательно, конусная линейка — это универсальное приспособление, позволяющее в определенных пределах обрабатывать конические поверхности с любым углом наклона. При этом можно применять механическую подачу.
Если ослабить болт 1, поперечный суппорт будет свободно передвигаться в направляющих. Через паз С проходит болт 6, соединяющий поперечный суппорт с ползуном 7, охватывающим линейку. Таким образом, если ослабить болт 1 и затянуть болт 6, то при продольной подаче перемещение суппорта в поперечном направлении будет определяться углом поворота конусной линейки. Следовательно, конусная линейка — это универсальное приспособление, позволяющее в определенных пределах обрабатывать конические поверхности с любым углом наклона. При этом можно применять механическую подачу.
Для обработки конических поверхностей иногда используют широкие резцы с углом в плане, соответствующим углу конуса. Однако высота конуса при этом не должна превышать 15—20 мм, иначе возникают вибрации.
Конические отверстия чаще всего обрабатывают при помощи поворота верхней части суппорта, а также с использованием конусной линейки и разверток.
При обработке отверстия в сплошном материале сначала просверливают отверстие сверлом, диаметр которого на 2—3 мм меньше диаметра окружности срезанной части конуса.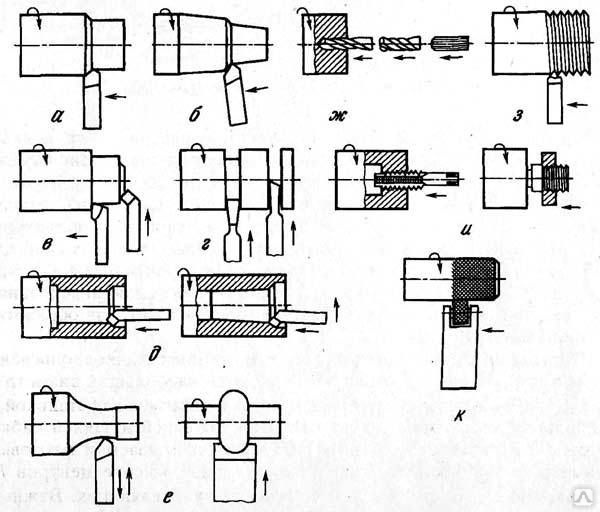 Если угол наклона конуса велик, отверстие дополнительно рассверливают или растачивают уступами. После этого отверстие растачивают на конус.
Если угол наклона конуса велик, отверстие дополнительно рассверливают или растачивают уступами. После этого отверстие растачивают на конус.
Наибольшей производительности и точности при изготовлении конических отверстий достигают, применяя конические развертки. Поскольку при этом приходится снимать значительный припуск, используют комплект разверток, состоящий из трех инструментов: для черновой, получистовой и чистовой токарной обработки. Черновая развертка (рис. 128, а) характерна тем, что режущие кромки у нее ступенчатой формы и имеют канавки для измельчения стружки. Получистовая (рис. 128, б) — обеспечивает большую чистоту обработанной поверхности и имеет более мелкие канавки. Прямолинейные режущие кромки чистовой развертки (рис. 128, в) являются сплошными. Чистовая развертка необходима для окончательной обработки отверстия.
Размеры конических поверхностей проверяют универсальными угломерами и угловыми шаблонами, а при обработке партии одинаковых деталей — калибрами.
Обработка конической поверхности широкими резцами – Обработка конических поверхностей на токарном станке – Комплексные работы
Главная / Слесарное дело / Комплексные работы / Обработка конических поверхностей на токарном станке / Обработка конической поверхности широкими резцами2 апреля 2012
Широкими резцами обрабатывают конусы длиной до 20 мм на жестких деталях. При этом добиваются высокой производительности, но чистота и точность обработки невысокие.
Обрабатывают конусную поверхность так. Заготовку зажимают в патроне передней бабки.
| Обработка конической поверхности широким резцом |
Обрабатываемый конец заготовки должен выступать из патрона не более 2,0 — 2,5 диаметра заготовки. Главную режущую кромку резца при помощи шаблона или угломера устанавливают под нужный угол конуса. Обтачивать конус можно при поперечной и продольной подачах.
При выступании конуса заготовки из патрона больше 20 мм или длине режущей кромки резца свыше 15 мм возникают вибрации, которые делают невозможным обработку конуса. Поэтому этот способ применяют ограниченно.
Запомните! Длина конуса, обрабатываемого широкими резцами, не должна превышать 20 мм.
Вопросы
- Когда обрабатывают конус широкими резцами?
- В чем заключается недостаток обработки конусов широкими резцами?
- Почему конус заготовки не должен выходить из патрона более 20 мм?
Для обтачивания на токарном станке коротких наружных и внутренних конических поверхностей с углом уклона конуса α = 20° нужно повернуть верхнюю часть суппорта относительно оси станка под углом α.
| Обработка конической поверхности путем поворота верхней части суппорта |
При таком способе подачу можно производить от руки, вращая рукоятку винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Если угол а задан, то верхнюю часть суппорта повертывают, используя деления, нанесенные обычно в градусах на диске поворотной части суппорта. Устанавливать минуты приходится на глаз. Таким образом, чтобы повернуть верхнюю часть суппорта на 3°30′ нужно нулевой штрих поставить примерно между 3 и 4°.
Недостатки обтачивания конических поверхностей с поворотом верхней части суппорта:
- снижается производительность труда и ухудшается чистота обработанной поверхности;
- получаемые конические поверхности сравнительно короткие, ограниченные длиной хода верхней части суппорта.
Вопросы
- Как нужно установить верхнюю часть суппорта, если угол а уклона конуса задан по чертежу с точностью до 1°?
- Как установить верхнюю часть суппорта, если угол задан с точностью до 30′ (до 30 минут)?
- Перечислите недостатки обтачивания конических поверхностей с поворотом верхней части суппорта.
Упражнения
- Настройте станок для точения конической поверхности под углом 10°, 15°, 5°, 8°30′, 4°50′.

- Изготовьте кернер по технологической карте, помещенной ниже.
Технологическая карта на изготовление кернера
| Заготовка | Поковка | |||||||||||
| Материал | Сталь У7 | |||||||||||
| № п/п | Последовательность обработки | Эскизы обработки | Инструменты | Оборудование и приспособления | ||||||||
| рабочий | разметочный и контрольно-измерительный | |||||||||||
| 1 | Отрезать заготовку с припуском | Ножовка слесарная | Штангенциркуль, линейка измерительная | Тиски слесарные | ||||||||
| 2 | Подрезать торец в размер длины с припуском на центровку | Резец подрезной | Штангенциркуль | Токарный станок, патрон трехкулачковый | ||||||||
| 3 | Центровать с одной стороны | Сверло центровочное | Штангенциркуль | Токарный станок, патрон сверлильный | ||||||||
| 4 | Накатать цилиндр на длине L— (l1+l2) | Накатка | Штангенциркуль | Патрон токарный трехкулачковый, центр | ||||||||
| 5 | Обточить конус на длине l1 под углом α, обточить заострение под углом 60° | Резец проходной отогнутый | Штангенциркуль | Патрон токарный трехкулачковый | ||||||||
| 6 | Подрезать торец с зацентровкой по длине l | Резец проходной отогнутый | Штангенциркуль | Патрон токарный трехкулачковый | ||||||||
| 7 | Обточить конус бойка на длине l2 | Штангенциркуль | Патрон токарный трехкулачковый | |||||||||
| 8 | Обточить закругление бойка | Резец проходной отогнутый | Шаблон радиусный | Патрон токарный трехкулачковый | ||||||||
«Слесарное дело», И. Г.Спиридонов,
Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Токарная обработка металла 101 | Руководство по правильному производству
История токарной и прядильной обработки металлов насчитывает тысячи лет. Первое графическое свидетельство, обнаруженное археологами в гробнице египетского фараона Петосириса IV века. На картине изображены двое мужчин, работающих на древнем токарном станке.
Техники могут выполнять токарную обработку металла вручную, но большинство мастерских используют в своей работе механизированные токарные станки. Сегодня мы рассмотрим введение в токарную обработку металла. Мы рассмотрим такие вопросы, как: Что такое токарная обработка металла? Какие металлы можно точить? Что можно получить в процессе токарной обработки металла? И более.
В Elemet Manufacturing, Inc. наши опытные механики и техники-чертежи тщательно адаптируют нашу технологию к вашим потребностям проектирования от начала до конца. Вы можете положиться на то, что наши процессы токарной обработки металла соответствуют самым высоким стандартам качества и эффективности. Свяжитесь с нами сегодня!
Свяжитесь с нами сегодня!
Что такое точение металла?
Токарная обработка — это самый простой процесс механической обработки. Это также наиболее распространенная операция токарной обработки.
В процессе токарной обработки металла режущий инструмент вычитает металлические детали из внешнего диаметра вращающейся заготовки. Основная цель токарной обработки металла – уменьшить заготовку до требуемых размеров.
Точение может быть на внешней поверхности детали или внутри, также называемое расточкой. Материал, используемый в этом производстве, обычно представляет собой заготовку, полученную в результате других процессов, таких как литье, ковка, экструзия или волочение.
Токарная обработка металлов представляет собой вид механической обработки. Это процесс удаления материала, используемый для создания вращающихся деталей путем резки ненужного материала.
Для токарной обработки металла требуется токарный или токарный станок, заготовка, приспособление и режущий инструмент. Заготовка представляет собой кусок предварительно сформированного металла, закрепленный на приспособлении. Приспособление прикреплено к токарному станку и вращается с высокой скоростью.
Заготовка представляет собой кусок предварительно сформированного металла, закрепленный на приспособлении. Приспособление прикреплено к токарному станку и вращается с высокой скоростью.
Резак обычно представляет собой одноточечный режущий инструмент, подключенный к устройству. Однако для некоторых операций используются многоточечные инструменты. Выбранный режущий инструмент входит во вращающуюся заготовку и срезает материал на мелкие кусочки, чтобы создать желаемую форму.
При токарной обработке получают вращающиеся, как правило, осесимметричные детали со многими элементами, такими как отверстия, канавки, резьба, конусность, ступени различного диаметра и даже контурные поверхности. Детали, которые полностью изготавливаются путем токарной обработки, часто включают компоненты ограниченного тиража, возможно, для прототипов.
Токарная обработка металла также обычно используется в качестве вторичного процесса для добавления или улучшения характеристик изготовленных деталей с использованием другого подхода. Благодаря чистоте поверхности и высоким допускам, которые предлагает токарная обработка металла, она идеально подходит для добавления прецизионных вращательных элементов к элементу, основная форма которого уже сформирована.
Благодаря чистоте поверхности и высоким допускам, которые предлагает токарная обработка металла, она идеально подходит для добавления прецизионных вращательных элементов к элементу, основная форма которого уже сформирована.
Теперь давайте подробно рассмотрим различные виды токарной обработки металлов и некоторые дополнительные процессы:
Растачивание
Растачивание — это процесс металлообработки, в ходе которого увеличивается уже просверленное (или отлитое) отверстие с помощью одноточечной резки. инструмент (или расточная головка, содержащая несколько таких инструментов). Растачивание обычно используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание — это аналог точения по внутреннему диаметру, при котором вырезаются внешние диаметры.
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход квадратной кромки между поверхностями с разным диаметром токарной обработки.
Контурная токарная обработка
При контурной токарной обработке режущий инструмент следует в осевом направлении траектории с использованием заданной геометрии. Многократные проходы контурного инструмента необходимы для создания желаемых форм в готовом изделии.
Сверление
Сверление — это процесс удаления материала изнутри заготовки. В этом процессе используются стандартные сверла, неподвижно закрепленные в револьверной головке токарного станка. Данную процедуру могут выполнять отдельно приобретаемые сверлильные станки.
Торцовка
Торцовка в контексте токарной обработки металла включает в себя перемещение выбранного режущего инструмента под прямым углом к оси вращения заготовки. Облицовка выполняется операцией поперечного суппорта. Первая операция часто выполняется при изготовлении заготовки, а часто и последняя, отсюда и фраза «обработка».
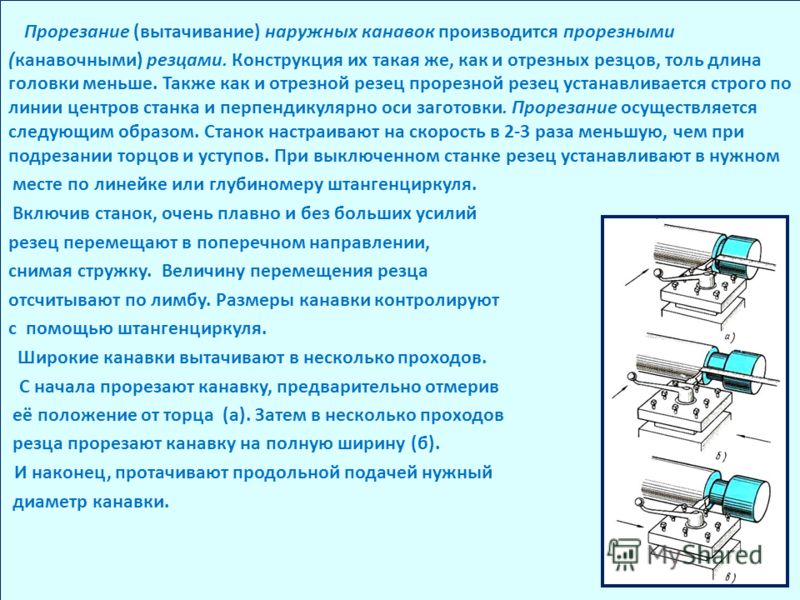
Нарезка канавок
В металлообработке нарезка канавок аналогична отрезке, но канавки нарезаются на определенную глубину вместо того, чтобы полностью отделять деталь от заготовки. Машинисты могут выполнять нарезку канавок на внутренних и внешних поверхностях, а также на лицевой стороне детали (также известную как нарезка торцевых канавок или трепанация).
Машинисты могут выполнять нарезку канавок на внутренних и внешних поверхностях, а также на лицевой стороне детали (также известную как нарезка торцевых канавок или трепанация).
Твердое точение
Твердое точение состоит из точения металлов с твердостью по шкале С по Роквеллу выше 45. Оно обычно выполняется после термической обработки заготовки. Процесс твердого точения имеет тенденцию заменять более традиционные операции шлифования.
Твердое точение подходит для деталей, требующих точности круглости 0,5-12 микрометров или шероховатости поверхности Rz 0,8-7,0 микрометров. Твердое точение включает, среди прочего, шестерни, компоненты ТНВД и гидравлические компоненты.
Накатка
Накатка — это нарезание зубчатого рисунка на поверхности детали для использования в качестве рукоятки с помощью специального инструмента для накатки.
Отрезка
В процессе отрезки, также называемого отрезкой или обрезкой, создаются глубокие канавки, которые отделяют готовый или частично готовый компонент от его исходной заготовки.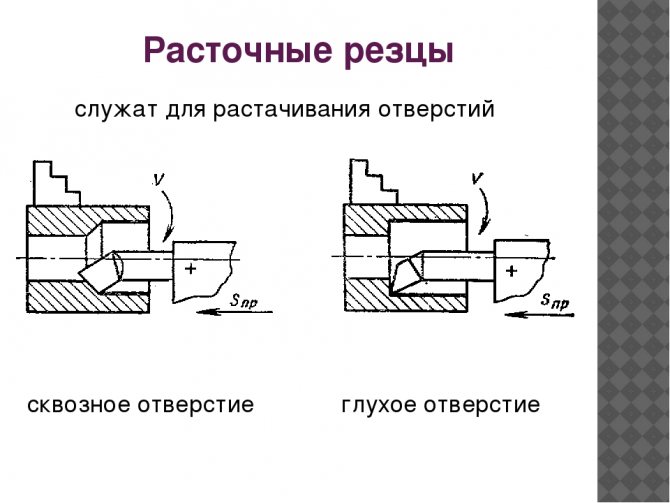
Многоугольная токарная обработка
Многоугольная токарная обработка — это процесс токарной обработки, при котором некруглые формы обрабатываются без прерывания вращения сырья.
Расширение
Расширение — это размерная операция, при которой небольшое количество металла удаляется из уже просверленного отверстия. Развёртывание используется для изготовления внутренних отверстий чрезвычайно точных диаметров. Например, отверстие диаметром 6 мм делается путем сверления сверлом диаметром 5,98 мм, а затем расширяется до точных размеров.
Сферическое точение
Сферическое точение придает заготовке форму шара.
Ступенчатая токарная обработка
В процессе ступенчатой токарной обработки создаются две поверхности с резким изменением диаметра между ними. Готовое изделие напоминает ступеньку.
Коническое точение
Коническое точение позволяет получить коническую поверхность путем постепенного уменьшения или увеличения диаметра цилиндрической заготовки. Эта операция сужения находит широкое применение в конструкции машин.
Эта операция сужения находит широкое применение в конструкции машин.
Почти все шпиндели станков имеют конические отверстия, в которые вставляются конические хвостовики различных инструментов и приспособлений для удержания заготовок. Токарная обработка с конусом создает наклонный переход между двумя поверхностями заготовки разного диаметра. Результат возникает из-за углового движения между заготовкой и режущим инструментом.
Нарезание резьбы
Как стандартная, так и нестандартная резьба может быть нарезана на токарном станке с использованием соответствующего режущего инструмента. Либо снаружи, либо внутри отверстия, обычно называемое одноточечной резьбой.
Какие металлы могут токарные станки?
Теперь, когда мы рассмотрели «что такое токарная обработка металлов», давайте обратимся к тому, что могут обрабатывать материалы, и они используют несколько различных металлов в процессе токарной обработки металлов:
- Черные металлы, такие как железо, сталь или литье железо
- Алюминий
- Латунь и другие медные сплавы
- Жаропрочные никелевые сплавы
- Титан
- Другие цветные металлы
Зачем работать с токарной мастерской?
Нет простого способа описать преимущества высококачественной прецизионной обработки и ее значение в современной производственной экономике. Надеюсь, сегодня мы ответили на основной вопрос: «Что такое токарная обработка металла»?
Надеюсь, сегодня мы ответили на основной вопрос: «Что такое токарная обработка металла»?
В компании Elemet Manufacturing, Inc. наши опытные механики и техники-чертежи тщательно адаптируют нашу технологию к вашим потребностям проектирования от начала и до конца. Вы можете положиться на то, что наши процессы токарной обработки металла соответствуют самым высоким стандартам качества и эффективности. Свяжитесь с нами сегодня!
Токарная и фрезерная обработка: в чем разница? – Обработка с ЧПУ
Что такое токарная обработка?
Токарная обработка заключается в изменении формы и размера заготовки за счет вращательного движения заготовки и линейного или криволинейного движения инструмента на токарном станке, чтобы она соответствовала требованиям чертежа.
Токарная обработка – это метод обработки заготовки на токарном станке с использованием заготовки относительно вращения инструмента. Энергия резания при токарной обработке в основном обеспечивается заготовкой, а не инструментом. Токарная обработка является самым основным и распространенным методом резания, занимающим очень важное место в производстве. Токарная обработка подходит для обработки вращающихся поверхностей. Большинство заготовок с вращающейся поверхностью могут быть обработаны методом токарной обработки, например, внутренняя и внешняя цилиндрическая поверхность, внутренняя и внешняя коническая поверхность, торец, канавка, резьба и вращающаяся формообразующая поверхность.
Токарная обработка является самым основным и распространенным методом резания, занимающим очень важное место в производстве. Токарная обработка подходит для обработки вращающихся поверхностей. Большинство заготовок с вращающейся поверхностью могут быть обработаны методом токарной обработки, например, внутренняя и внешняя цилиндрическая поверхность, внутренняя и внешняя коническая поверхность, торец, канавка, резьба и вращающаяся формообразующая поверхность.
Среди всех видов металлорежущих станков токарный станок является наиболее распространенным, на его долю приходится около 50 % от общего количества станков. Токарный станок может не только поворачивать заготовку с помощью токарного инструмента, но также сверлить, развертку, метчик и фрезу для сверления, развертки, нарезания резьбы и работы фрезы. В соответствии с различными характеристиками процесса, формами компоновки и конструктивными характеристиками токарные станки можно разделить на горизонтальные, посадочные, вертикальные, револьверные и профилирующие, большинство из которых являются горизонтальными.
Что такое фрезерование?
Токарные станки с ЧПУ могут использоваться для обработки сложной формы тела вращения. Фрезерование заключается в закреплении заготовки с помощью высокоскоростной вращающейся фрезы на заготовке, вырезании необходимой формы и характеристик. Традиционное фрезерование в основном используется для фрезерования элементов простой формы, таких как контур и канавка. Фрезерный станок с ЧПУ может обрабатывать сложные формы и элементы. Фрезерно-расточной обрабатывающий центр может использоваться для трехосного или многоосевого фрезерования и растачивания, для обработки форм, приспособлений, протекторов, тонкостенных сложных поверхностей, искусственных протезов, лезвий и т. д. Преимущество и ключевая роль фрезерования с ЧПУ станок должен быть задействован в полной мере при выборе содержимого фрезерной обработки с ЧПУ.
Обычный метод холодной обработки металлов отличается от токарной обработки тем, что инструмент вращается с высокой скоростью, приводимой в движение шпинделем в процессе фрезерования, а заготовка относительно статична. Различия между точением и фрезерованием: Токарная обработка используется для обработки вращающихся деталей. Детали зажимаются на главном валу станка через трехзахватный патрон и вращаются с большой скоростью. Затем на токарном станке вырезают форму изделия в соответствии с образующей тела вращения. Токарный станок также может быть с внутренним отверстием, резьбой, обработкой цветка укуса, последние два для обработки на низкой скорости.
Различия между точением и фрезерованием: Токарная обработка используется для обработки вращающихся деталей. Детали зажимаются на главном валу станка через трехзахватный патрон и вращаются с большой скоростью. Затем на токарном станке вырезают форму изделия в соответствии с образующей тела вращения. Токарный станок также может быть с внутренним отверстием, резьбой, обработкой цветка укуса, последние два для обработки на низкой скорости.
Отличие токарной обработки от фрезерной
Проще говоря: токарные станки круглые, фрезерные – плоские, а расточные – сухие отверстия. Токарная обработка означает, что заготовка вращается, а фреза не вращается. Обработка на фрезерном станке осуществляется вращением инструмента, заготовка не вращается.
Токарный станок представляет собой станок, предназначенный для точения вращающихся заготовок с помощью токарных инструментов. На токарном станке для соответствующей обработки также могут использоваться сверла, развертки, развертки, метчики, штампы и накатные инструменты. Токарный станок в основном используется для обработки валов, дисков, втулок и других заготовок с вращающимися поверхностями и является наиболее широко используемым станком в машиностроении и ремонтных заводах. Вращающиеся машины, такие как фрезерные станки и сверлильные станки, являются продолжением токарных станков. В Гонконге и других местах Китая также есть люди, называемые вращающимися кроватями. Фрезерный станок относится к станку, который в основном использует фрезы для обработки различных поверхностей на заготовках. Обычно вращательное движение фрезы является основным движением, а движение заготовки (и) фрезы – движением подачи. Им можно обрабатывать плоскости и пазы, а также различные криволинейные поверхности и зубчатые колеса. Фрезерный станок — это станок для фрезерования заготовок фрезами. Помимо фрезерования плоскостей, канавок, зубьев шестерен, резьбы и шлицевых валов, фрезерные станки могут обрабатывать и более сложные профили с большей производительностью, чем строгальные станки, и широко используются в машиностроении и ремонтных мастерских.
Токарный станок в основном используется для обработки валов, дисков, втулок и других заготовок с вращающимися поверхностями и является наиболее широко используемым станком в машиностроении и ремонтных заводах. Вращающиеся машины, такие как фрезерные станки и сверлильные станки, являются продолжением токарных станков. В Гонконге и других местах Китая также есть люди, называемые вращающимися кроватями. Фрезерный станок относится к станку, который в основном использует фрезы для обработки различных поверхностей на заготовках. Обычно вращательное движение фрезы является основным движением, а движение заготовки (и) фрезы – движением подачи. Им можно обрабатывать плоскости и пазы, а также различные криволинейные поверхности и зубчатые колеса. Фрезерный станок — это станок для фрезерования заготовок фрезами. Помимо фрезерования плоскостей, канавок, зубьев шестерен, резьбы и шлицевых валов, фрезерные станки могут обрабатывать и более сложные профили с большей производительностью, чем строгальные станки, и широко используются в машиностроении и ремонтных мастерских.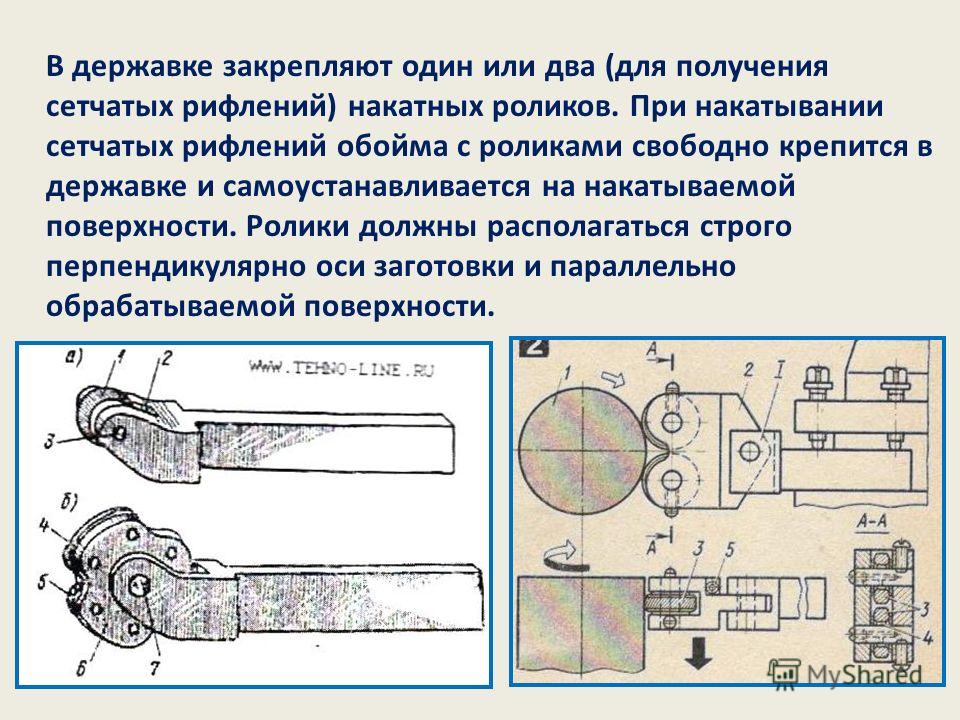 Фрезерный станок является широко применяемым станком, который может обрабатывать плоскости (горизонтальные и вертикальные плоскости), пазы (шпоночные пазы, Т-образные пазы, пазы типа «ласточкин хвост» и т. , спиральные канавки) и различных криволинейных поверхностей.Кроме того, он также может быть использован для обработки поверхности и внутреннего отверстия тела вращения и отрезки и т. д. При работе фрезерного станка заготовка устанавливается на рабочий стол или аксессуары, такие как делительная головка и вращение фрезы, являются основным движением, дополняемым движением подачи рабочего стола или фрезерной головки, так что заготовка может получить требуемую обработанную поверхность.Поскольку это прерывистая резка с несколькими резцами ,производительность фрезерного станка выше.Станок для фрезерования заготовок с фрезой.Помимо фрезерования плоскостей,пазов,зубьев шестерен,резьбы и шлицевых валов,фрезерные станки могут обрабатывать и более ком плекс профилей, с более высокой эффективностью, чем строгальные станки, и широко используются в машиностроении и ремонтных отделах.
Фрезерный станок является широко применяемым станком, который может обрабатывать плоскости (горизонтальные и вертикальные плоскости), пазы (шпоночные пазы, Т-образные пазы, пазы типа «ласточкин хвост» и т. , спиральные канавки) и различных криволинейных поверхностей.Кроме того, он также может быть использован для обработки поверхности и внутреннего отверстия тела вращения и отрезки и т. д. При работе фрезерного станка заготовка устанавливается на рабочий стол или аксессуары, такие как делительная головка и вращение фрезы, являются основным движением, дополняемым движением подачи рабочего стола или фрезерной головки, так что заготовка может получить требуемую обработанную поверхность.Поскольку это прерывистая резка с несколькими резцами ,производительность фрезерного станка выше.Станок для фрезерования заготовок с фрезой.Помимо фрезерования плоскостей,пазов,зубьев шестерен,резьбы и шлицевых валов,фрезерные станки могут обрабатывать и более ком плекс профилей, с более высокой эффективностью, чем строгальные станки, и широко используются в машиностроении и ремонтных отделах. Два типа станков запрограммированы на траекторию движения ножа, что называется числовым управлением, и перед его названием добавляется слово числовое управление, то есть автоматическая обработка.
Два типа станков запрограммированы на траекторию движения ножа, что называется числовым управлением, и перед его названием добавляется слово числовое управление, то есть автоматическая обработка.
Что такое токарно-фрезерная комбинация?
С увеличением количества типов токарных станков с ЧПУ названия многих станков постепенно становятся трудными для понимания. Далее разберемся, что такое токарно-фрезерная комбинация с ЧПУ. Прежде чем понять комбинацию токарно-фрезерных станков с ЧПУ, мы должны сначала понять токарный станок с ЧПУ и фрезерный станок с ЧПУ по отдельности и посмотреть, какая разница между ними.
Токарный станок с ЧПУ — это первый станок для токарной обработки вращающейся заготовки с помощью токарного станка с ЧПУ. Обычно относится к тому, что инструмент токарного станка фиксируется в определенном положении на станке. Заготовка вращается по оси под зажимом приспособления и разрезается, когда она находится близко к кромке ножа. Поэтому он в первую очередь применим для обработки валов, пластин, втулок и других заготовок с обратным внешним видом. Это наиболее широко используемый станок в машиностроении и ремонтных заводах. Обычные фрезерные станки с ЧПУ и сверлильные станки, такие как ротационные станки, извлекаются из токарных станков с ЧПУ. Принцип его обработки заключается в том, что заготовка вращается, а инструмент фиксируется.
Поэтому он в первую очередь применим для обработки валов, пластин, втулок и других заготовок с обратным внешним видом. Это наиболее широко используемый станок в машиностроении и ремонтных заводах. Обычные фрезерные станки с ЧПУ и сверлильные станки, такие как ротационные станки, извлекаются из токарных станков с ЧПУ. Принцип его обработки заключается в том, что заготовка вращается, а инструмент фиксируется.
Фрезерный станок с ЧПУ — это станок, в котором в основном используются фрезы для обработки различных видов заготовок. Основным движением фрезы является вращение, а заготовка и фреза могут двигаться для подачи. Другими словами, его объект фиксируется в определенном положении станка, а фреза совершает высокоскоростное вращение под зажимом приспособления. При касании заготовки обрабатывает плоскость и канавку на ее поверхности, а также может обрабатывать различные поверхности, шестерни и другие фрезерные станки с числовым программным управлением. Станок, использующий фрезу для фрезерования заготовки, может обрабатывать плоскость (горизонтальную плоскость и вертикальную плоскость), канавку (паз шпонки, Т-образную канавку, паз ласточкиного хвоста и т.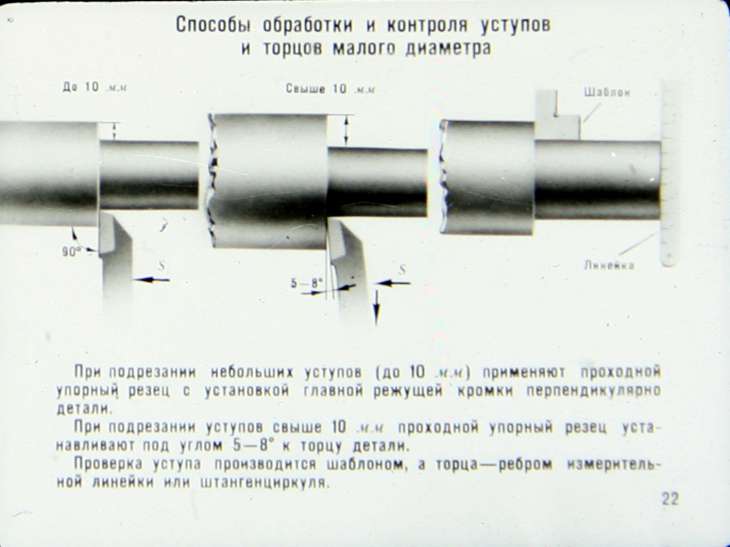 д.), часть зуба (шестерня, шлицевой вал, звездочка, спиральная поверхность (резьба, спиральная канавка) и различные поверхности на фрезерном станке с числовым программным управлением. Кроме того, его также можно использовать для обратной поверхности тела, обработки внутреннего отверстия и операции блокировки. Таким образом, производительность фрезерного станка с ЧПУ высока. Принцип обработки фрезерного станка с ЧПУ заключается в том, что заготовка фиксируется, а инструмент вращается.0003
д.), часть зуба (шестерня, шлицевой вал, звездочка, спиральная поверхность (резьба, спиральная канавка) и различные поверхности на фрезерном станке с числовым программным управлением. Кроме того, его также можно использовать для обратной поверхности тела, обработки внутреннего отверстия и операции блокировки. Таким образом, производительность фрезерного станка с ЧПУ высока. Принцип обработки фрезерного станка с ЧПУ заключается в том, что заготовка фиксируется, а инструмент вращается.0003
Токарно-фрезерный станок с ЧПУ — это составной станок, обладающий всеми функциональными характеристиками токарного станка с ЧПУ и фрезерного станка с ЧПУ. Его функции включают токарно-фрезерный композит, токарно-фрезерный композит и фрезерно-фрезерный композит. Цель составного состоит в том, чтобы заставить станок выполнять несколько функций. Он может выполнять несколько задач за один зажим и повышать эффективность обработки и точность обработки. Поскольку он сочетает в себе характеристики токарного станка с ЧПУ и станка, он значительно уменьшает площадь пола и снижает стоимость аренды и других средств.