|
Обработка наружных цилиндрических поверхностей Категория: Токарное дело Обработка наружных цилиндрических поверхностей Если вращать прямоугольник АБСД вокруг оси АД, получим цилиндрическую поверхность. Любая точка на поверхности цилиндра одинаково удалена от оси АД, которую называют осью цилиндра. В зависимости от требований, предъявляемых к точности обработки и параметрам шероховатости обработанной поверхности, различают черновое» получистовое, чистовое и тонкое (алмазное) обтачивание. В зависимости от длины заготовки обтачивание производят в патроне без поджатия центром, если 1,5, в патроне с поджатием задним центром, если L/d 1,5, в патроне с неподвижным люнетом, если L/d> >12. Если L/d< 12, обтачивание в центрах производят без люнета. Частоту вращения заготовки и подачу инструмента назначают в зависимости от глубины резания, материала заготовки и инструмента. Частоту вращения и подачу устанавливают посредством рукояток, расположенных на передней стороне коробки скоростей и подач. При продольном точении в патроне соблюдают следующую последовательность. Устанавливают трехкулачко-вый самоцентрирующий патрон на шпиндель. Закрепляют резцы для черновой и чистовой обработки в резцедержателе так, чтобы их вершины совпадали с линией центра станка. Зажимают заготовку в патроне. Устанавливают на станке 1К62 требуемую частоту вращения и подаче рукоятками. Закрепляют в патроне заготовку и проверяют ее биение. Включают станок и подводят резец к заготовке до соприкосновения с ее поверхностью для определения толщины срезаемой стружки. Отводят резец вправо от торца заготовки и по лимбу устанавливают глубину резания. Включают продольную подачу, протачивают заготовку на длине 5—10 мм и отводят резец. Выключают станок и измеряют штангенциркулем обточенный диаметр. Рис. 173. Крепление энсцентриновых заготовон Рис. 174. Установка нопенчатого вала на токарном станне Рис. 175. Установка нопенчатого вала в центросместитепе и эксцентрических деталей в центрах При обтачивании заготовки в центрах необходимо проделать следующее.  На станке 16К20 расположены рукоятки частоты вращения шпинделя, шага и направления резьбы, 5 включения и выключения станка, 6—8 подачи. На станке 16К20 расположены рукоятки частоты вращения шпинделя, шага и направления резьбы, 5 включения и выключения станка, 6—8 подачи.4. Закрепить резец в резцедержателе по линии центров. 5. Установить заготовку с хомутиком в центрах и резец под углом 90° к оси центров станка. 6. Для определения правильности установки заготовки и резца обработать поверхность на длине 3—5 мм и отвести резец. Затем установить требуемый размер заготовки. Включить станок, проточить заготовку на длине 10—15 мм. Выключить рукоятку подачи и отвести резец за торец заготовки. Измерить штангенциркулем диаметр обточенной части заготовки и при необходимости внести коррекцию. Включить станок и рукоятку подачи, обточить заготовку на заданную длину. Выключить рукоятку подачи, отвести резец и выключить станок. Измерить обработанный диаметр заготовки микрометром и при необходимости обточить снова. Рис. 176. Центрование заготовок Рис. 177.Инструменты и приспособления для разметни и сверления центрового отверстия Рис. Рис. 179. Схемы применения центров и люнетов в зависимости от длины заготовки Взять левой рукой заготовку, правой рукой отвести задний центр и снять заготовку со станка. Открепить хомутики и закрепить его на обработанной поверхности заготовки через разрезную втулку. Установить заготовку в центрах станка. Подвести резец на заданный размер по лимбу, включив подачу, проточить необработанную поверхность заготовки. Выключить станок и измерить диаметр обработанной поверхности. Снять деталь со станка, затем с детали хомутик и разрезную втулку. Для установки резца на требуемую глубину на винте поперечной и продольной подачи установлены лимбы, на которых нанесены деления. При касании резца поверхности заготовки лимб устанавливают на нулевую отметку. На большинстве станков лимб имеет 100 делений. При шаге Р — 5 мм винта поперечной подачи и полном обороте лимба резец перемещается на длину 5 мм. Следовательно, при перемещении лимба на одно деление резец переместится на 5/100 = 0,05 мм, а диаметр обработанной поверхности уменьшится на 0,1 мм. Рис. 180. Последовательность действий при продольном точении Продольный и поперечный зазор в суппорте устраняют, перемещая подвижные гайки 2 в осевом направлении гайкой и винтами. Для безопасной работы на токарном станке необходимо учесть следующее. При наружном обтачивании выполняют отрезку заготовок и протачивание наружных канавок. Большое влияние на отрезку заготовок оказывает правильность заточки и установки отрезного резца. На рис. 186 показаны примеры неправильной заточки и установки резцов относительно линии центров: у резца отсутствуют вспомогательный угол и задние вспомогательные углы ой и а2, что приводит к поломке резца; большие задние и передние углы , что тоже приводит к поломке резца; затачивание резца с завалом боковых поверхностей относительно оси резца приводит к затуплению резца; установка резца ниже или выше центра приводит к поломке резца; установка резцов под углом к оси центров приводит к выпуклости или вогнутости торцов детали. Широкие канавки обрабатывают за несколько рабочих ходов, если ширина с резца меньше ширины h канавки. Сначала прорезают правую часть канавки с припуском Д на глубину канавки. Рис. 181. Последовательность обработни заготовни в центрах Рис. 182. Лимбы для установни глубины резания Рис. 183. Устранение продольного и поперечного зазора суппорта Реклама:Читать далее:Обработка торцовых поверхностей
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

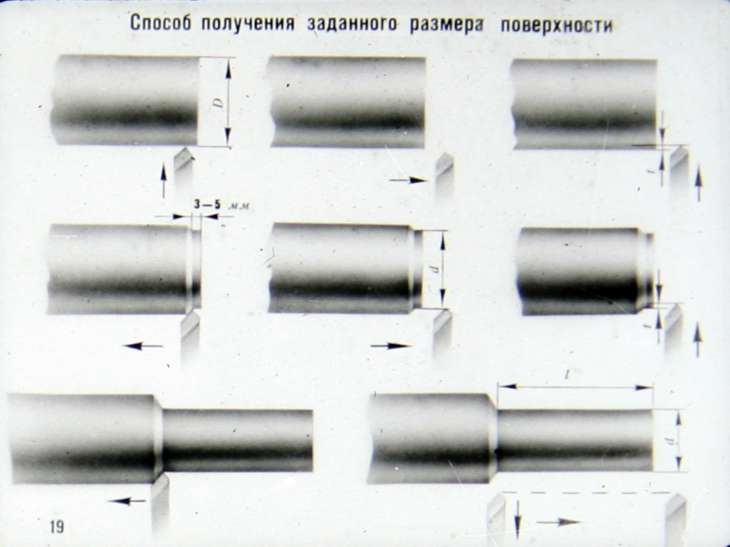
 178. Образование цилиндричесной формы поверхности
178. Образование цилиндричесной формы поверхности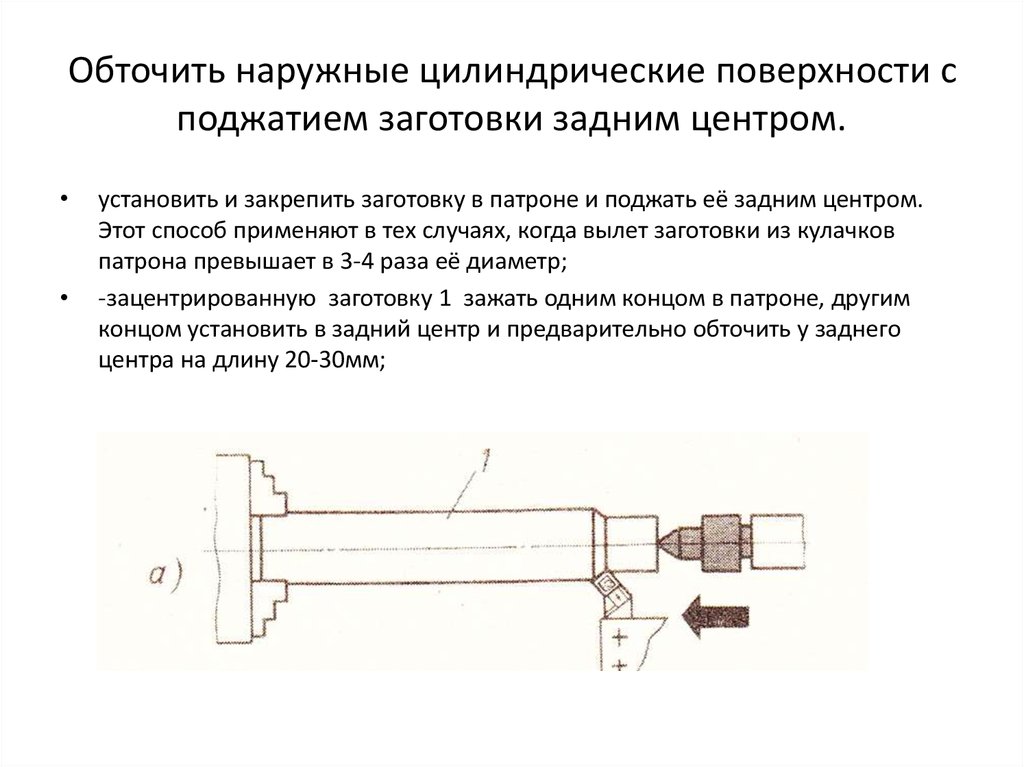 Необходимо помнить, что при установке резца на требуемую глубину резания рукоятку лимба следует повернуть назад на один оборот для устранения зазора.
Необходимо помнить, что при установке резца на требуемую глубину резания рукоятку лимба следует повернуть назад на один оборот для устранения зазора.
 Затем прорезают левую часть канавки на втором рабочем ходе. За третий рабочий ход канавку проходят за всю глубину. Затем резцом снимают припуск Л на всей шарине h канавки, перемещая резец к правой стенке канавки.
Затем прорезают левую часть канавки на втором рабочем ходе. За третий рабочий ход канавку проходят за всю глубину. Затем резцом снимают припуск Л на всей шарине h канавки, перемещая резец к правой стенке канавки.5.
 2 Обработка наружных цилиндрических и торцовых поверхностей
2 Обработка наружных цилиндрических и торцовых поверхностейОбработка резцами с пластинами из твердых сплавов.
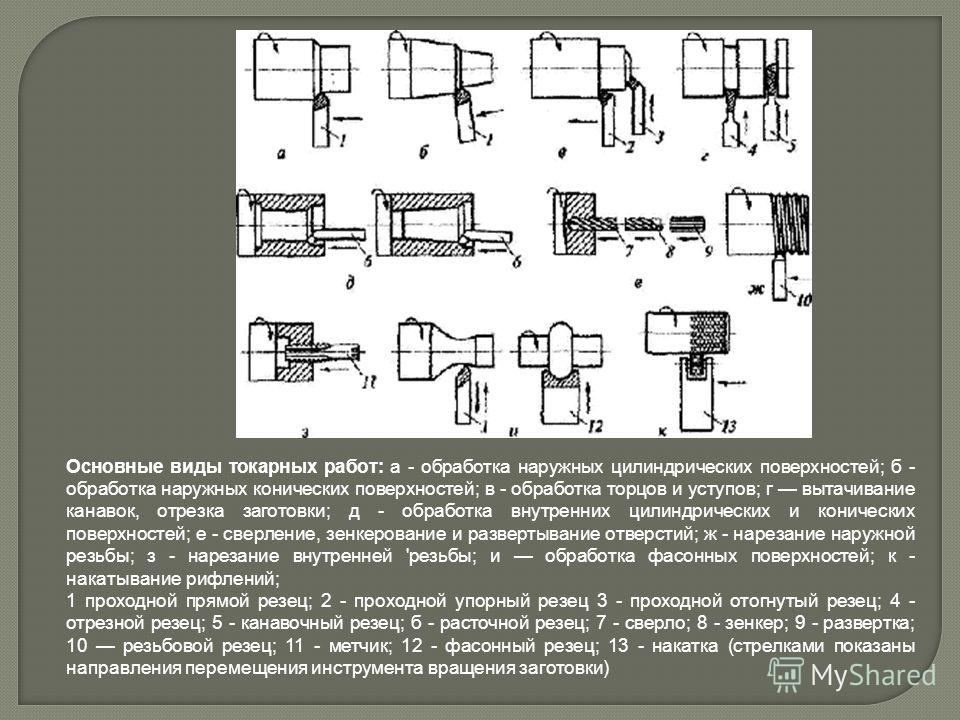
Обработка наружных цилиндрических поверхностей. Для наружного продольного чернового и чистового точения применяют проходные резцы. Резцы для чернового точения работают обычно, с более высокими скоростями резания снимают стружку большего сечения, чем резцы для чистового точения.
Продольные резцы бывают прямые, отогнутые и упорные. По направлению подачи различают проходные резцы левые и правые. Правые резцы применяют для обработки наружных поверхностей при продольной подаче справа налево, левые – при продольной подаче слева направо.
Обработка
быстрорежущими резцами. Резцы из
быстрорежущих сталей по форме головки
подобны твердосплавным резцам того же
назначения, но отличаются от них углами
и другими элементами головки. Резцы с
плоской передней поверхностью и
положительным передним углом рекомендуется
применять при обработке чугуна, бронзы
и других хрупких материалов.
Обработка резцами с вращающимися круглыми пластинами. Резцы с вращающимися круглыми пластинами чаще всего имеют форму усеченного конуса с круговой режущей кромкой и бывают двух видов. К первому виду относятся резцы, у которых режущие круглые пластинки по мере изнашивания поворачиваются на незначительный угол рабочим, а ко второму – самовращающиеся резцы и резцы с принудительным вращением.
Вращение режущей пластинки вызывается силами трения между режущей и обрабатываемой поверхностями. Направление вращения режущей пластинки и направление схода стружки зависит от того, к какой (обработанной или необработанной), поверхности детали обращена задняя поверхность самовращающегося резца.
Обработка резцами
с минералокерамическими пластинами.
Резцы с неперетачиваемыми
минералокерамическими пластинами марки
ЦМ-332, ВО-13 и ВШ-75 применяют для чистовой
и получистовой обработки стали, чугуна,
цветных металлов и их сплавов и
неметаллических материалов.
2. Обработка торцовых поверхностей. Торцы обрабатывают подрезным, проходным, отогнутым или проходным упорным резцами. Подрезной торцовый резец предназначен обрабатывать различные торцы и другие поверхности с продольной и поперечной подачами. Подрезные резцы изготавливают с пластинками из быстрорежущих сталей и твердых сплавов.
При подрезании торцов и уступов поперечную подачу определяют так же, как и при обтачивании цилиндрических поверхностей. Поперечная подача обычно меньше продольной. Для черновой обработки торцов поперечная подача равна 0,3 – 0,7 мм/об при t=2…5мм, для чистовой обработки – 0,1 – 0,3 мм/об при t=0,7…1мм. Скорость резания для этого вида обработки обычно на 20% выше, чем для обработки цилиндрических поверхностей.
Узкие канавки
обрабатывают прорезными резцами.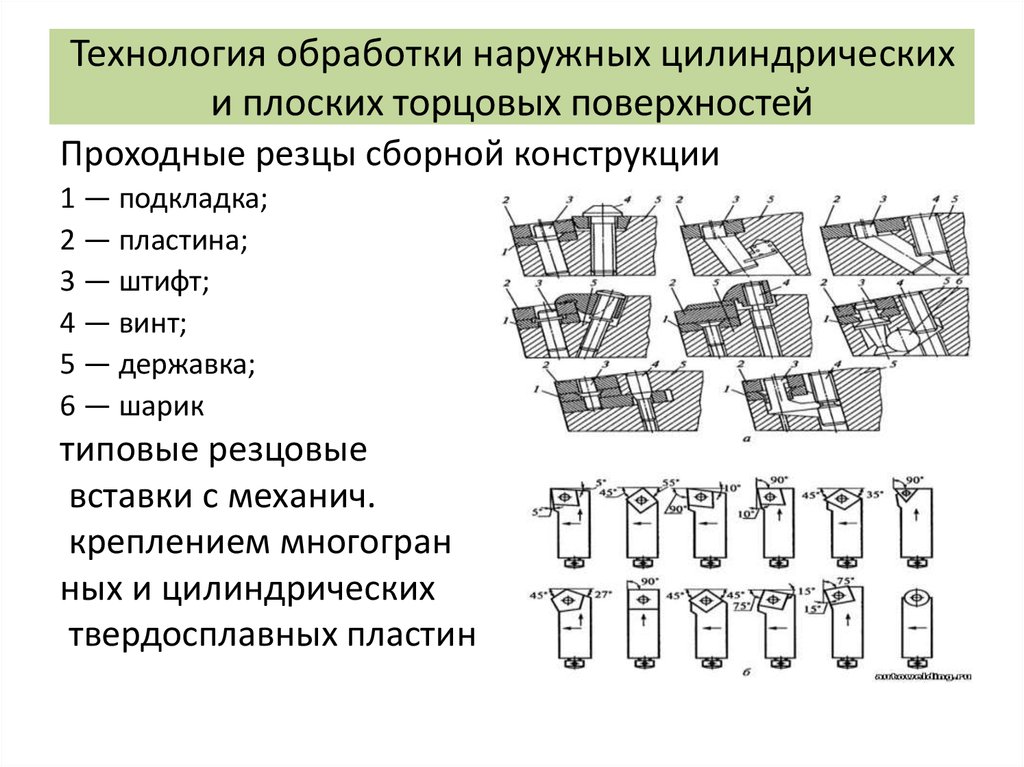 Форма
режущей кромки резца соответствует
форме вытачиваемой канавки. Прорезные
резцы бывают прямыми и отогнутыми,
которые в свою очередь делят на правые
и левые. Чаще применяют прорезные резцы
правые прямые и левые отогнутые. Жесткость
детали не всегда позволяет прорезать
канавки заданной ширины за один рабочий
ход резца. Если необходимо проточить в
нежесткой детали широкую канавку, то
выполняют несколько рабочих ходов с
поперечной подачей. На торцах и по
диаметру канавки оставляют припуск для
чистовой обработки. Окончательную
обработку выполняют этим же резцом или
канавочным резцом с режущей кромкой,
равной заданному размеру канавки.
Форма
режущей кромки резца соответствует
форме вытачиваемой канавки. Прорезные
резцы бывают прямыми и отогнутыми,
которые в свою очередь делят на правые
и левые. Чаще применяют прорезные резцы
правые прямые и левые отогнутые. Жесткость
детали не всегда позволяет прорезать
канавки заданной ширины за один рабочий
ход резца. Если необходимо проточить в
нежесткой детали широкую канавку, то
выполняют несколько рабочих ходов с
поперечной подачей. На торцах и по
диаметру канавки оставляют припуск для
чистовой обработки. Окончательную
обработку выполняют этим же резцом или
канавочным резцом с режущей кромкой,
равной заданному размеру канавки.
Для уменьшения
трения между резцом и разрезаемым
материалом головка резца сужается к
стержню под углом 1-2 градуса (с каждой
стороны резца). В отрезных резцах
вспомогательный угол в плане должен
быть меньше вспомогательного заднего
угла. Неправильное соотношение этих
углов может привести к повышенному
трению задней вспомогательной поверхности
резца об обработанную поверхность
детали и, следовательно, к интенсивному
изнашиванию или поломке инструмента.
Канавочный и отрезной резцы следует устанавливать по прямым углом к оси обрабатываемой заготовки. Установка режущей кромки резца даже на 0,1 –0,2 мм выше оси обрабатываемой заготовки может привести к его поломке, а при установке режущей кромки резца ниже оси заготовки на торце детали остается необработанный выступ. Расстояние от торца приспособления для закрепления прутка до обработанного торца после отрезки должно быть минимальным и не превышать диаметра отрезаемого прутка. При отрезке хрупкого материала заготовка отламывается раньше, чем резец подойдет к центру заготовки, в результате чего на торце заготовки остается выступ (бобышка). Можно отрезать деталь изогнутым отрезным резцом, при этом шпиндель должен вращаться по часовой стрелке. Для уменьшения шероховатости поверхности, полученной после отрезки, за задних вспомогательных поверхностях резца делают фаски шириной 1 – 2 мм.
Поперечная подача
при прорезании канавок на стальных
деталях диаметром до 100 мм равна 0,05 –
0,3 мм/об.
Скорость резания канавок и отрезки заготовок определяют по исходному их диаметру в пределах 25 – 30 м/мин (для резцов из быстрорежущих сталей) и 125 – 150 м/мин (для твердосплавных резцов).
Заготовки и детали в основном отрезают отрезными резцами. Ширина режущей кромки отрезного резца зависит от диаметра отрезаемой заготовки и принимается равной 3, 4, 5, 6, 8 и 10 мм. Длина головки отрезного резца делается несколько больше половины диаметра прутка, от которого отрезают заготовку.
.
14,1 тыс. пользователей
10 вопросов
16 баллов
30 минут
Пояснение:
- Шлифование – это операция по резке металла , выполняемая с помощью вращающегося абразивного инструмента , называемого « шлифовальный круг ».

- Шлифование является наиболее распространенным видом абразивной обработки.
- Это процесс резки материала, в котором используется абразивный инструмент, режущие элементы которого представляют собой зерна абразивного материала, известного как песок.
- Эти зерна характеризуются острой режущей кромкой, высокой твердостью в горячем состоянии, химической стабильностью и износостойкостью.
- Зерна удерживаются вместе подходящим связующим материалом, чтобы придать форму абразивному инструменту.
В соответствии с типом шлифуемой поверхности основными видами шлифования являются:
Наружное круглое шлифование | Он образует прямую или коническую поверхность на заготовке, когда она вращается вокруг своей оси между центрами, когда она проходит вдоль поверхности вращающегося шлифовальный круг . |
Внутреннее круглое шлифование |
|
Бесцентровое шлифование | Это способ шлифования наружных и внутренних цилиндрических поверхностей , в котором работа поддерживается регулировочным кругом, шлифовальным кругом и рабочим лезвием. |
Фасонное шлифование | Это делается с помощью шлифовальных кругов специальной формы для шлифования формованных поверхностей, таких как зубья шестерен, резьбы, шлицевые валы, ласточкины хвосты, и т. д. |
Торцевое шлифование | Это метод шлифования вертикальных плоских поверхностей , а шпиндель колеса может быть вертикальным или горизонтальным. |
Плоское шлифование | Изготавливает плоские поверхности и заготовку можно шлифовать либо по периферии, либо по торцу шлифовального круга. |
подача или врезное шлифование | Это метод шлифования очень коротких заготовок , который включает использование шлифовального круга, грань которого равна или шире длины шлифуемой поверхности, и подачи его в заготовку без его поперечного движения. |


На рисунке показано бесцентровое шлифование
Скачать решение PDFПоделиться в WhatsApp
Последние обновления GATE ME
Последнее обновление: 15 декабря 2022 г.
Ключ ответа GATE ME выпущен! Ранее было выпущено официальное уведомление HPU, MRPL и NPCIL. Набор ученых ISRO будет осуществляться через GATE 2021 и GATE 2022. Расписание экзаменов GATE ME 2023 было опубликовано и будет проводиться 4 февраля 2023 года во второй половине дня с 14:30 до 17:30. Допуск к экзамену будет доступен с 3 января 2023 года. Индийский технологический институт (IIT) Канпур выпустил официальное уведомление о GATE ME 2023. Результаты GATE ME 2023 будут объявлены 16 марта 2023 года. Кандидаты, которые хотят успешный выбор может обратиться к советам по подготовке к GATE ME, чтобы ускорить подготовку к экзамену и увеличить шансы на выбор. Кандидаты должны попытаться Пробные тесты GATE ME .
Набор ученых ISRO будет осуществляться через GATE 2021 и GATE 2022. Расписание экзаменов GATE ME 2023 было опубликовано и будет проводиться 4 февраля 2023 года во второй половине дня с 14:30 до 17:30. Допуск к экзамену будет доступен с 3 января 2023 года. Индийский технологический институт (IIT) Канпур выпустил официальное уведомление о GATE ME 2023. Результаты GATE ME 2023 будут объявлены 16 марта 2023 года. Кандидаты, которые хотят успешный выбор может обратиться к советам по подготовке к GATE ME, чтобы ускорить подготовку к экзамену и увеличить шансы на выбор. Кандидаты должны попытаться Пробные тесты GATE ME .
Станки для наружного шлифования | Данобат
Закрывать
Имя *
Электронная почта *
Компания *
Страна*
Select a country*AfghanistanAkrotiri and DhekeliaAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua y BarbudaArgentinaArmeniaArubaAshmore and Cartier IslandsAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurmaBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandClipperton IslandCocos IslandsColombiaCommonwealth of the Northern Mariana IslandsComorosCook IslandsCoral Sea Islands TerritoryCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicDemocratic Republic of the CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFederated States МикронезияФиджиФинляндияФранцияФранцузская ПолинезияФранцузские южные и антарктические землиГабонГамбияГрузияГерманияГанаГибралтарГрецияGr eendlandGrenadaGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJan MayenJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaoLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMayotteMexicoMoldavaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorwayOmanPakistanPalauPalestinian National AuthorityPanamaPapau New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRepublic of ChinaRepublic of MacedoniaRepublic of the CongoRomaniaRussiaRwandaSaint BartholomewsSaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and ПринцСаудовская Аравия enegalСербияСейшельские островаСьерра-ЛеонаСингапурСинт-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяИспанияОстрова СпратлиШри-ЛанкаSt.