Токарное дело

Обучение токарному делу – это раздел сайта, который содержит информацию не только для профессиональных токарей, но и для учеников токарному делу. Токарное дело является очень перспективным, так как настоящего токаря в наше время попробуй найди.
Профессия токаря высоко оплачиваемая, поэтому, если вы не лентяй, и хотите зарабатывать хорошие деньги за свой труд, начинайте изучать основы токарного дела на нашем сайте.
Токарный станок предназначен для обработки резанием тела вращением, в том числе вращающихся торцевых плоскостей и винтовых поверхностей. Кроме этого на токарных станках могут выполняться работы не связанные с обработкой резанием.
Перечень всех возможностей токарного станка очень большой и рассмотрение функций токарного станка
Уроки токарного дела:
Урок №1. Устройство токарного станка
Урок №2. Работа на токарном станке или управление токарным станком
Содержание:
1. Токарные резцы
Токарные резцы — это специальные режущие инструменты, которые используются для токарной обработки деталей.
Токарные резцы применяются, как основной инструмент для токарных, строгальных, и других работ на станках.
Для качественной и точной обработки детали и достижения требуемых форм и размеров изделия используют токарный резец, с помощью которого последовательно срезаются слои материала.
Впроцессе срезания слоя материала резец врезается в него, снимая с его поверхности стружку.
Острая кромка резца является его основным рабочим элементом.
Со временем работы резец подвергается износу, о чем говорит выкрашивание режущей части (кромки). Для использования токарного резца в дальнейшем требуется его переточка.
1.1 Устройство токарного резца
1.2 Подача токарного резца
1.3 Срез металла токарным резцом
1.4 Поверхность резания
1.5 Конструкция резца
1.6 Углы токарного резца
1.7 Износ и стойкость резца
1.8 Резцы для токарных станков
1.9 Материалы токарных резцов
1.10 Конструкции токарных резцов
1.11 Изготовление твердосплавных резцов
1.12 Изготовление резцов с пластинками
1.13 Изготовление быстрорежущих и углеродистых резцов
2.Токарный станок
Токарный станок – это станок для обработки деталей способом резания и точения.
Основные работы, выполняемые на токарных станках: точение, расточка и обточка разных типов поверхностей, нарезка резьбы, обработка торцов детали, сверление, зенкерования и нарезание отверстий.
Заготовка устанавливается в центра, и вращается при помощи шпинделя, далее механизм подачи перемещает режущий инструмент резец вместе с суппортом ходового вала.
Для совершения дополнительных видов операций на станке, таких как шлифование, сверление, фрезерование отверстий на станки устанавливается дополнительное оборудование.
Токарно-винторезный станок предназначен для осуществления токарной работы с цветными и черными металлами.

Токарно-винторезный станок состоит из:
- Станина – основная часть станка, которая является остовом для монтирования всех механизмов станка.
- Передняя бабка – еще ее называют шпиндельной, из-за размещения в ней шпинделя, коробки скоростей и других элементов.
- Коробка подач обеспечивает движение от шпинделя к суппорту.
- Суппорт – предназначен для закрепления режущего инструмента и его подачи.
- Фартух – необходим для преобразования вращения валика в движение суппорта.
- Центр – установка для поддержания обрабатываемой детали или инструмента.
2.1 Токарно-винторезный станок модели 1А62
2.2 Фрикционная муфта токарного станка модели IA62
2.3 Устройство задней бабки
2.4 Устройство токарно-винторезного станка
2.5 Уход за токарным станком
2.6 Регулировка токарного станка
2.7 Безопасность работы на токарном станке
2.8 Приспособления для закрепления деталей, обрабатываемых в центрах
2.9 Точность токарного станка
Здесь вы узнаете как определить и настроить точность токарного станка, освоите понятия такие как жесткость при токарной обработке, обработка на оправках, работы с оправкой.
Правила работы с шпиндельными оправками. В разделе токарное дело рассмотрены токарно-винторезные станки, такие как токарно-винторезный станок 1А62. Более подробно рассказано о токарных резцах, их видах, материалы токарных резцов их конструкция. Износ и стойкость резца тоже оказывают не малое влияние на токарную обработку.
Как определить силу резания, глубину резания, подача, расчет скорости резания, скорость резания и что от нее зависит.
3. Основы токарного дела
3.1 Припуск на обработку деталей
3.2 Формула скорости резания
3.3 Расчет скорости резания
3.4 Формула глубины резания
3.5 Нарост и его влияние на процесс резания
3.6 Зависимость силы резания от условий работы резца
3.7 Определение силы резания
3.8 Влияние условий работы на скорость резания
3.9 Форма и размеры центровых отверстий
3.10 Необходимость правильного расположения центровых отверстий
3.11 Накернивание центровых отверстий
3.12 Центровочные инструменты
3.13 Обыкновенные центры
3.14 Устройство вращающегося центра
3.15 Токарные хомутики
3.16 Устройство поводкового патрона
3.17 Практика работы при закреплении детали в центрах
3.18 Детали, закрепляемые в центрах
3.19 Трехкулачковые самоцентрирующие патроны
3.20 Расширение пределов применения трех кулачкового патрона
3.21 Двухкулачковые самоцентрирующие патроны
3.22 Четырехкулачковые патроны с независимым перемещением кулачков
3.23 Проверка установки детали, обрабатываемой в четырех кулачковом патроне.
www.autoezda.com
Токарное дело читать. Токарная обработка металла — все о технологии токарных работ
В книге рассмотрена технология обработки деталей на токарных станках; приведены сведения об оборудовании, инструментах, приспособлениях и выборе наиболее рациональных режимов резания; освещены вопросы механизации и автоматизации процессов обработки деталей на токарных станках, а также вопросы техники безопасности при работе на этих станках; приведены примеры работы токарей-новаторов.
Книга предназначена в качестве учебника для подготовки токарей в городских профессионально-технических училищах и может быть использована в сети индивидуального и бригадного обучения на промышленных предприятиях.
Размер: 10,8 Мб
Формат: djvu
Скачать книгу с depositfiles.com
Скачать книгу с rapidshare.com
Скачать книгу с dropbox.com
Не работает ссылка? Напишите об этом в комментарии.
Предисловие к шестому изданию.
Введение.
Раздел первый. Краткие сведения о токарном деле.
Глава I. Основные понятия об устройстве токарно-винторезного станка.
§ 1. Назначение токарных станков.
§ 2. Типы токарных станков.
§ 3. Основные узлы токарно-винторезного станка.
§ 4. Станина.
§ 5. Передняя бабка.
§ 6. Механизмы подачи.
§ 7. Суппорт.
§ 8. Фартук.
§ 9. Задняя бабка.
§ 10. Правила ухода за токарным станком.
Глава II. Основы процесса резания металлов.
§ 1. Элементы резания при обработке на токарных станках
§ 2. Процесс образования стружки.
§ 3. Смазочно-охлаждающие жидкости.
§ 4. Материалы, применяемые для изготовления резцов и других режущих инструментов.
§ 6. Заточка резцов.
Глава III. Краткие сведения о технике безопасности.
§ 1. Значение техники безопасности.
§ 2. Техника безопасности в механических цехах.
§ 3. Правила пожарной безопасности.
Глава IV. Обтачивание наружных цилиндрических поверхностей.
§ 1. Резцы для продольного обтачивания.
§ 2. Установка и закрепление резца.
§ 3. Установка и закрепление деталей в центрах.
§ 4. Установка и закрепление деталей в патронах.
§ 5. Навинчивание и свинчивание кулачковых патронов
§ 6. Приемы обтачивания гладких цилиндрических поверхностей.
§ 7. Приемы обтачивания цилиндрических поверхностей с уступами
§ 8. Элементы режима резания при обтачивании.
§ 9. Уход за резцом.
§ 10. Измерение деталей при обтачивании цилиндрических поверхностей
§ 11. Брак при обтачивании цилиндрических поверхностей и меры его предупреждения.
Глава V. Обработка торцовых поверхностей и уступов.
§ 1. Резцы, применяемые при обработке торцовых поверхностей и уступов, и их установка.
§ 2. Приемы подрезания торцовых поверхностей и уступов
§ 3. Приемы измерения торцовых поверхностей и уступов.
§ 4. Техника безопасности при подрезании торцовых поверхностей и уступов.
§ 5. Брак при подрезании торцовых поверхностей и уступов и меры его предупреждения.
Глава VI. Вытачивание наружных канавок и отрезание.
§ 1. Резцы для вытачивания канавок и отрезания, их установка.
§ 2. Приемы вытачивания канавок и отрезания.
§ 3. Измерение канавок.
§ 4. Брак при вытачивании канавок и отрезании и меры его предупреждения.
Глава VII Сверление и рассверливание цилиндрических отверстий.
§ 1. Сверла.
§ 2. Затачивание спиральных сверл.
§ 3. Закрепление сверл.
§ 4. Приемы сверления..
§ 5 Элементы режима резания при сверлении.
§ 7. Особенности конструкций некоторых типов сверл.
§ 8. Замена ручной подачи механической.
§ 9. Брак при сверлении и меры его предупреждения.
Глава VIII. Центрование.
§ 1. Назначение и формы центровых отверстий.
§ 2. Разметка центровых отверстий.
§ 3. Приемы центрования.
§ 4. Брак при центровании и меры его предупреждения.
Глава IX. Зенкерование, развертывание и растачивание цилиндрических отверстий. Вытачивание внутренних канавок.
§ 1. Зенкерование цилиндрических отверстий.
§ 2. Развертывание цилиндрических отверстий.
§ 3. Растачивание цилиндрических отверстий.
§ 4. Приемы растачивания сквозных и глухих цилиндрических отверстий.
§ 5. Брак при обработке цилиндрических отверстий и меры его предупреждения.
§ 6. Приемы подрезания внутренних торцовых поверхностей и вытачивания внутренних канавок.
§ 7. Измерение цилиндрических отверстий, внутренних канавок и выточек.
Глава X. Токарная обработка несложных деталей.
§ 1. Токарная обработка штыря.
§ 2. Токарная обработка гладких и ступенчатых валов.
Глава XI. Основные принципы построения технологических процессов обработки деталей на токарных станках.
§ 1. Понятие о технологическом и производственном процессах
§ 2. Элементы технологического процесса.
§ 3. Типы производств в машиностроении.
§ 4. Принципы разработки технологического процесса механической обработки.
§ 5. Понятие об установочных базах и их выбор.
Раздел второй. Обработка конических поверхностей. Обтачивание фасонных поверхностей. Отделка поверхностей. Нарезание треугольной резьбы.
Глава XII. Обработка конических поверхностей.
§ 1. Понятие о конусе и его элементах.
§ 2. Способы получения конических поверхностей.
§ 3. Обтачивание конических поверхностей поперечным смещением корпуса задней бабки.
§ 4. Обтачивание конических поверхностей поворотом верхней части суппорта.
§ 5. Обработка конических поверхностей с применением конусной линейки.
§ 6. Обработка конических поверхностей широким резцом.
§ 7. Растачивание и развертывание конических отверстий.
§ 8. Измерение конических поверхностей.
§ 9. Брак при обработке конических поверхностей и меры его предупреждения.
Глава XIII. Обтачивание фасонных поверхностей.
§ 1. Фасонные резцы, их установка и работа ими.
§ 2. Обтачивание фасонных поверхностей проходными резцами.
§ 3. Обработка фасонных поверхностей по копиру.
§ 4. Брак при обтачивании фасонных поверхностей и меры его предупреждения.
Глава XIV. Отделка поверхностей.
§ 1. Шероховатость обработанной поверхности.
§ 2. Тонкое точение.
§ 3. Доводка или притирка.
§ 4. Обкатывание поверхности роликом.
§ 5. Накатывание.
Глава XV. Нарезание резьбы.
§ 1. Общее сведения о резьбах.
§ 2. Типы резьб и их назначение.
§ 3. Измерение и контроль резьбы.
§ 4. Нарезание треугольной резьбы плашками.
§ 5. Нарезание треугольной резьбы метчиками.
§ 6. Нарезание резьбы резцами.
§ 7. Резьбовые гребенки.
§ 8. Настройка токарно-винторезного станка для нарезания резьбы
§ 9. Примеры подсчета сменных зубчатых колес.
§ 10. Приемы нарезания резьбы резцами.
§ 11. Высокопроизводительные методы нарезания резьбы.
§ 12. Брак при нарезании резьбы резцами и меры его предупреждения.
Раздел третий. Токарные станки. Механизация и автоматизация процессов обработки деталей на токарных станках.
Глава XVI. Устройство токарных станков.
§ 1. Краткий исторический обзор развития токарного станка.
§ 2. Основные типы станков токарной группы.
§ 3. Условное обозначение токарных станков.
§ 4. Основные характеристики токарно-винторезных станков отечественного производства.
§ 5. Приводы токарных станков.
§ 6. Кинематиче
stroyew.ru
С чего начинать учиться токарить? – Курилка
технарь В.В., Те что с дипломами пашут наладчиками и их пинают начальники. Дык ещо и без рук. Сейчас из белорусии инженера приезжают. По знаниям нормальный уровень, а наши молодые не в зуб ногой. Пока я вот так пахал на дядю на заводике 10 лет, меня тоже…
Весь цикл головомойки прошел. Все знания в трубень. А потом меня турнули и я сказал слава Богу, ибо сам в стакрат лучше. Я просто отказался молодеж учить ибо та молодеж не хочет доки читать и отвечать на занудные вопросы. Я отказался и меня через час выперли. Начал пахать на мебельке. Я все вспомнил ибо кушать хотелось, через пол года уже сам в поля. Параллельно обслуживание зп на карточку. Прибыток не убыток. Теперь всегда есть работа. Позваниваю на заводик иногда. Хорошо, что поперли. Я теперь наизусть все учу и перед сном повторяю. + осваиваю новое. 4 предприятия и все мне навстречу идут, потому что знают, что я знаю и сделаю как напишу. Сначала формула, потом железо, ПО и прочее дело. Ну а денежки сами капают. Чего мне эти дипломы. Я столько освоил за 5,5 месяцев сколько в вузике не дают. Но это не отминяет того, что вузики выпускают кучу полезных доков по новиночкам.
О чем говорим ообще? Любой нормальный спец скажет, чему должен вузик научить. Выпуск это всего лишь начало пути. Ну а чтобы стать спецом надо ещё очень много работать. Чем я и занимаюсь. А сейчас есть спрос, потому что былое поколение (кроме едениц оставшихся ведущих спецов-разработчиков), не очень стремятся разработать обучающую программу на основе своего опыта и постигнутых знаний. Вон, посмотрите! Леонтьев какой молодец. Я еще знаю 3х, 4х спецов и созваниваюсь с ними. Один по весам – Круглов (уехал в германию) колесит по полмира. Второй по электронике и частотным преобразователям(тоже повар по образованию как и я). Третий ведущий программист оракл. (работает в швеции). Мы учились в одной школе. Не. Решает не вуз, а решает школа и уклон этой школы. Просто сначала повар, потом переход в политех. Потом выперли типа нет денег – гуляй Спасибо пукину и сердюкову. Неудевлюсь если следующий год будет годом распада РФ. Оружия ведь скоро вообще не будет. Какое производство оружия без нормальной экономики. Ай. Кудато я не туда.
Короче говоря. Есть желание, есть спрос и снова приходящий развал промышленности. Жаль только, что учить уже некого.
www.chipmaker.ru
Работа на токарном станке или управление токарным станком
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле, следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
Перед включением токарного станка в электропитание убедитесь:
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.

- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.
- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.
- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).



Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.

Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.

Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
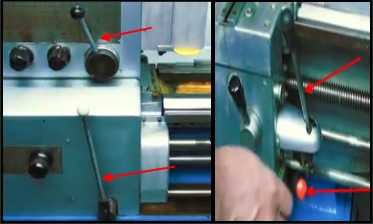
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:

- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
www.autoezda.com
Руководство для токарей по металлу
Учебное пособие для средних профессионально-технических училищ.
Слепинин В .А. «Руководство для обучения токарей по металлу» Высшая школа, 1987 год, 200 стр., ил. (4,94 мб. djvu)
Руководство для токарей по металлу предназначено для повышения профессионального уровня по специальности. Построено в виде методических рекомендаций и инструкций. Которые объединены в инструкционные карты с часто встречающимися на практике технологическими приемами обработки деталей и заготовок. Каждая инструкционная карта содержит подробное описание входящих в её состав операций, пояснительные рисунки и пошаговые инструкции для их выполнения.
Представленное учебно-методическое пособие имеет целью помочь мастерам производственного обучения объяснять, а учащимся правильно и быстро осваивать приемы выполнения токарных работ. Материал книги содержит чисто практическую информацию для работы на станке по: наладке, настройке, заточке режущего инструмента, измерениям и технологии выполнения различных видов токарных работ. В конце книги даются: техминимум для выполнения работ 3-го разряда и домашние задания для самостоятельной подготовки, на которые надо давать письменные или устные ответы. Руководство для токарей по металлу может быть использовано для профессиональной подготовки токарей, как в училищах, так и на производстве.
Оглавление книги.
Инструкционная карта 1
I. Подготовка к выполнению упражнений 4
II.Упражнения в управлении станком 1К62 4
III.Упражнения в управлении станком 16К20 7
Инструкционная карта 2
I. Установка трехкулачковых самоцентрирующих патронов на шпинделе станке 9
II. Установка и закрепление заготовок в трехкулачковом самоцентрирующем патроне 11
III.Съем трехкулачкового самоцентрирующего патрона со шпинделя станка 13
Инструкционная карта 3
І. Установка центров токарного станка 14
II Установка и закрепление заготовок типа валов в центрах 15
Инструкционная карта 4
І. Установка резцов в резцедержателе по вершине заднего центра 17
Установка резцов в резцедержателе по шаблонам и рискам 19
Инструкционная карта 5
I. Регулирование зазоров в сопряжении направляющих салазок суппорта 20
II. Перемещение салазок и каретки суппорта вручную 20
Инструкционная карта 6
I. Настройка станка 1К62 на заданную частоту вращения шпинделя и требуемую величину подачи 24
II. Настройка стайка 16К20 на заданную частоту вращения шпинделя и требуемую величину подачи 24
Инструкционная карта 7
I. Измерение детали линейкой, штангенглубиномером и шаблонами 27
И. Измерение деталей штангенциркулем и предельными калибрами 28
Инструкционная карта 8
I. Установка резца на требуемую глубину резания и заданную длину обработки с отсчетом по лимбам 30
II. Снятие пробной стружки 31
Инструкционная карта 9
І. Обязанности токаря до начала работ на станке 32
II. Обязанности токаря во время работ на станке 36
III. Обязанности токаря после окончания работ на станке 37
Тема. Обработка наружных цилиндрических и торцовых поверхностей 38
Инструкционная карта 10
I. Подготовка рабочего места и станка к обтачиванию 38
II. Обтачивание гладких цилиндрических поверхностей заготовки в трехкулачковом патроне с ручной подачей резца 38
Инструкционная карта 11
I. Обтачивание наружных цилиндрических поверхностей в трехкулачковом самоцентрируюшем патроне с механической подачей резца 39
II. Установка резцов на размер диаметра и заданную длину ступени по упорам 41
Инструкционная карта 12
I. Подрезание уступов в трехкулачковом патроне с ручной подачей резца 42
II. Подрезание торцов в трехкулачковом патроне с ручной подачей резца 43
Инструкционная карта 13
I. Подготовка станка к черновому обтачиванию заготовки в центрах 46
II. Черновое обтачивание гладких цилиндрических поверхностей заготовок в центрах с механической подачей резца 47
Инструкционная карта 14
I. Чистовое обтачивание цилиндрических поверхностей заготовок в центрах 48
II. Возможные дефекты обработанных наружных цилиндрических и торцовых поверхностей 49
Инструкционная карта 15
I. Затачивание проходных резцов 50
Инструкционная карта 16
I. Затачивание подрезных резцов 54
Инструкционная карта 17
1 Вытачивание канавок на наружных цилиндрических поверхностях 55
II. Вытачивание канавок на торцовых поверхностях 57
Инструкционная карта 18
I. Вытачивание наружных канавок по упорам 58
II. Возможные дефекты обработанных канавок 60
Инструкционная карта 19
I. Затачивание прорезных резцов 60
Инструкционная карта 20
I. Отрезание заготовок при прямом и обратом п ращении шпинделя 61
II Затачивание отрезных резцов 63
Инструкционная карта 21
I. Обработка наружных поверхностей наиболее высокопроизводительными методами 64
II. Обработка торцовых поверхностей и уступов наиболее высокопроизводительными методами 71
Тема. Обработка цилиндрических отверстий 72
Инструкционная карта 22
I. Подбор и установка сверл в сверлильных патронах и пиноли задней бабки 72
Инструкционная карта 23
I. Сверление и рассверливание сквозных отверстий 73
Инструкционная карта 24
I Затачивание спиральных сверл 73
Инструкционная карта 25
I. Сверление и рассверливание глухих отверстий 76
Инструкционная карта 26
I. Сверление и рассверливание отверстий наиболее производительными методами 78
II. Возможные дефекты просверленных отверстий 82
Инструкционная карта 27
I. Сверление и эенкование центровых отверстий 83
II. Центрование заготовки на специальных центровочных станках и методом холодного выдавливания 83
Инструкционная карта 28
I. Черновое растачивание отверстий 86
II. Чистовое растачивание отверстий 87
Инструкционная карта 29
I. Растачивание отверстий с уступами 88
II. Растачивание отверстий с применением различных упоров 90
III.Возможные дефекты расточенных отверстий 91
Инструкционная карта 30
I. Вытачивание внутренних канавок 91
Инструкционная карта 31
I. Затачивание расточного проходного резца 93
II. Затачивание расточного прорезного (канавочного) резца 94
Инструкционная карта 32
I. Установка зенкеров я разверток на токарном станке 96
II Выбор режима резания 96
Инструкционная карта 33
I. Зенкерование отверстий 97
II. Возможные дефекты отверстий при зенкеровании 97
Инструкционная карта 34
I Развертывание отверстий 98
II. Возможные дефекты отверстий при развертывании 99
Инструкционная карта 33
I. Высокопроизводительные приемы и метопы обработки отверстия 99
Тема. Нарезание резьбы плашками и метчиками 102
Инструкционная карта 36
I. Нарезание резьбы плашками 102
Инструкционная карта 37
I. Нарезание резьбы метчиками 106
II. Возможные дефекты резьбы, нарезанной плашками и метчиками 108
Тема. Обработка наружных конических поверхностей 109
Инструкционная карта 38
I. Обтачивание конических поверхностей при повернутых верхних салазках суппорта 109
Инструкционная карта 39
I. Обтачивание комических поверхностей небольшой длины широкой режущей кромкой резца 111
Инструкционная карта 40
I. Обтачивание конических поверхностей способом смещения задней бабки 112
Инструкционная карта 41
I. Обтачивание конических поверхностей с помощыо конусной линейки 114
Тема. Обработка внутренних конических поверхностей 114
Инструкционная карта 42
I. Растачивание конических отверстий при повернутых верхних салазках 114
II. Возможные дефекты обработанных конических отверстий 116
Инструкционная карта 43
I. Растачивание конических отверстий с применением конусной линейки 117
Инструкционная карта 44
I. Развертывание конических отверстий .118
Инструкционная карта 45
I. Высокопроизводительные приемы и методы обработки конических поверхностей 119
Тема. Обработка фасонных поверхностей 121
Инструкционная карта 46
1. Обтачивание фасонных поверхностей методом комбинированной подачи резца 121
Инструкционная карта 47
I. Обработка фасонных поверхностей фасонными резцами 125
Инструкционная карта 48
I. Затачивание фасонных резцов 127
Инструкционная карта 49
I. Обработка фасонных поверхностей с применением копировальных устройств 128
Инструкционная карга 50
I. Высокопроизводительные приемы и методы обработки фасонных поверхностей 129
II. Возможные дефекты обработанных фасонных поверхностей 130
Тема. Отделка поверхностей 131
Инструкционная карта 51
I. Полирование и притирка поверхностей 191
Инструкционная карта 52
I. Обработка поверхностей методами поверхностного пластического деформирования 132
Инструкционная карта 53
I. Высоко производительные приемы и методы накатывания рифления 136
II. Возможные дефекты накатанных рифлений 137
Тема. Нарезание треугольной резьбы резцами 137
Инструкционная карта 54
I.Измерение элементов резьбы 137
II. Настройка станка для нарезания резьбы 139
Инструкционная карта 55
I. Черновое нарезание наружной резьбы 143
II. Чистовое нарезание наружной треугольной резьбы 145
Инструкционная карта 56
I. Нарезание резьбы специальными резцами 147
Инструкционная карта 57
I. Затачивание резцов для нарезания наружной резьбы 148
Инструкционная карта 58
I. Черновое нарезание внутренней резьбы 149
Инструкционная карта 59
I. Чистовое нарезание внутренней резьбы 151
II. Возможные дефекты резьбы, нарезанной резцом 152
Тема. Нарезание прямоугольной резьбы резцами.
Инструкционная карта 60
I. Нарезание наружной прямоугольной резьбы 152
Инструкционная карта 61
I. Нарезание внутренней прямоугольной резьбы резцами 154
Инструкционная карта 62
I. Затачивание резцов для нарезания наружной прямоугольной резьбы 156
Тема. Нарезание трапецеидальной резьбы 157
Инструкционная карта 63
I. Нарезание наружной трапецеидальной резьбы с углом профиля 30 градусов 157
Инструкционная карта 64
I.Затачивание резцов для нарезания трапецеидальной резьбы с углом профиля 30 градусов 159
Инструкционная карта 65
I.Нарезание внутренней трапецеидальной резьбы 160
Инструкционная карта 66
I. Нарезание многозаходной трапецеидальной резьбы 162
Инструкционная карта 67
I. Высокопроизводительные приемы и методы нарезания треугольной резьбы. 164
Инструкционная карта 68
I. Высокопроизводительные приемы и методы нарезания треугольной резьбы 166
Инструкционная карта 69
I. Высокопроизводительные приемы и методы нарезания наружной и внутренней треугольной и трапецеидальной резьбы 167
Тема. Обработка деталей со сложной установкой 169
Инструкционная карта 70
I. Обработка деталей с установкой в четырехкулачковом патроне 169
Инструкционная карта 71
I. Обработка деталей на планшайбе 171
Инструкционная карта 72
I. Обработка деталей на угольнике 173
Инструкционная карта 73
I. Обработка деталей с применением неподвижных люнетов 174
Инструкционная карта 74
I. Обработка деталей с применением подвижных люнетов 177
Инструкционная карта 75
I. Обработка эксцентриковых деталей 179
Тема. Выполнение токарных работ 3-го разряда 181
Инструкционная карта 76
I. Установка резца на размер вне станка и бесподналажнваемого режущего инструмента 181
II. Обработка деталей с применением патронов различной конструкции и планшайбы 182
III. Обработка деталей, закрепляемых в пневматическом патроне 184
IV. Обработка на консольных оправках 184
V. Обработка на оправках, устанавливаемых в центрах 186
VI. Обработка деталей с применением гидрокопировальиого суппорта ГСП-42 (см. Учебник) 186
Домашние задания по темам производственного обучения 186
Тема. Требования безопасности труда и пожарная безопасность в учебных мастерских 186
Тема. Экскурсия на предприятие 186
Тема. Ознакомление с устройством токарного станка 187
Тема. Упражнения в управлении станком и его наладка 189
Тема. Обработка наружных цилиндрических и торцовых поверхностей 189
Подтема. Обработка наружных цилиндрических поверхностей 189
Подтема. Подрезание уступов и торцов проходным и упорными резцам 191
Подтема. Отрезание 191
Тема. Комплексные работы I 191
Тема. Обработка отверстий 191
Подтема. Сверление и рассверливание отверстий 191
Подтема. Центрование 192
Подтема. Растачивание гладких сквозных цилиндрических отверстий 192
Подтема. Зенкерование и развертывание цилиндрических отверстий 192
Тема. Нарезание резьбы плашками и метчиками 192
Подтема. Нарезание резьбы плашками 192
Подтема. Нарезание резьбы метчиками 192
Тема. Комплексные работы II
Тема. Обработка наружных комических поверхностей 193
Подтема. Обработка наружных конических поверхностей смещением корпуса задней бабки 193
Подтема. Обработка наружных конических поверхностей поворотом верхней част суппорта 193
Тема. Растачивание и развертывание конических поверхностей 193
Тема. Комплексные работы III
Тема. Обработка фасонных поверхностей 193
Тема. Отделка поверхностей 194
Тема. Комплексные работы IV 194
Тема. Нарезание резьбы резцами 194
Подтема. Нарезание наружной (внутренней) треугольной резьбы резцами 194
Приложение. Рекомендации по планировке рабочего места токаря 195
Скачать книгу бесплатно4,94 мб. djvu
Руководство для токарей по металлу. Видео
Похожая литература
www.htbook.ru
Творческая работа учащихся на тему: Токарное дело
Токарное дело
Введение
Профессия токарь – самая распространенная в машиностроении. Токарная обработка – разновидность изготовления деталей резанием, осуществляемом на токарных станках при взаимодействии вращающейся заготовки и поступательно движущегося режущего инструмента. Поэтому продуктом труда токаря являются детали, имеющие форму тел вращения: цилиндры, конусы, детали сложной фасонной поверхности, детали с отверстиями, канавками, внутренней и наружной резьбой. Детали могут быть малых размеров – от нескольких миллиметров до огромных, многотонных.
Токарные станки приспосабливают для различных деталей и операций. Соответственно в профессии токаря выделяют группы специальностей: токарь-расточник, токарь-карусельщик, токарь-револьверщик, токарь-затыловщик, токарь-оператор, токарь-автоматчик и др. Токарь-универсал работает на универсальном токарно-винторезном станке, позволяющем выполнять все виды токарных обработок. Обычно это самый опытный работник, выполняющий уникальные изделия. Помимо станка токарь использует различные инструменты: режущие – резцы, плашки, метчики, сверла, контрольно-измерительные – штангенциркули, микрометры, калибры и др.; приспособления для крепления резца и заготовки.
«Эволюция» профессии
Токарные станки были изобретены и применялись еще в глубокой древности. Они были очень просты по устройству, весьма не совершенны в работе и имели вначале ручной, а впоследствии ножной привод. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку один или несколько оборотов в одну сторону, затем в другую. Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Эти токарные станки применялись главным образом для обработки деревянных изделий. Необходимость обработки ускорила развитие токарных станков, хотя это развитие происходило очень медленно. Приоритет в развитии токарных станков принадлежит русским техникам.
Андрей Константинович Нартов родился в Москве 28 марта 1693 г. Он был одним из самородков-изобретателей, замеченных и выведенных на широкую дорогу Петром I. За свою не слишком долгую жизнь он изобрел и построил более тридцати станков самого разного профиля, равных которым не было в мире. В XVII веке появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. Вначале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К. Нартова в 1712 г. К концу XIX века был изготовлен токарный станок с электроприводом, который был взят за основу современного оборудования.…
Профессия в наши дни
Сегодня современные автоматизированные токарные станки облегчают труд токаря. Токарь начинает работу с получения задания, чтения чертежа, расчетов. Он подбирает инструмент, устанавливает заготовку на станке, настраивает станок на выбранный режим резания и проводит обработку. Готовую деталь проверяет по размерам и чистоте поверхности. Станок имеет ручной и автоматический режим. В первом случае от токаря требуются точно координированные движения рук при управлении режущим инструментом. Эта профессия требует максимального к себе внимания, огромных сил, а также забирает очень много времени. Токарь выполняет на токарном станке операции по обработке и расточке разнообразных поверхностей, торцевых плоскостей, а также нарезание резьбы, сверление, зенкирование, калибровку, используя в качестве заготовок металл и другие материалы. Определяет или уточняет скорость и глубину резания, выбирает режущий инструмент с учетом свойств материала и конфигурации резца, закрепляет (выставляет) его, регулирует процесс обработки. Обеспечивает соответствие детали размерам, указанным в чертеже, заданную чистоту и точность.
Без металлообрабатывающего оборудования невозможно представить современную промышленность. Токарные станки используются для проведения различных токарных работ: обработка и обтачивание поверхностей деталей, нарезка зубьев, шлифование и сверление отверстий. Они разрабатывают и выпускают большой ассортимент универсальных токарных станков различных конфигураций, что позволяет удовлетворить любые потребности в области изготовления и обработки деталей. Предлагаемое ими металлообрабатывающее и металлорежущее оборудование отвечает всем современным требованиям безопасности, сохраняют простоту управления и отличаются передовыми решениями в конструкции и компоновке.
Токарно-винторезные станки – уникальный класс металлорежущего оборудования; они используются для токарных и винторезных работ по черным и цветным металлам. Токарно-винторезные станки применяют при нарезке шпинделей, гильз, осей и других деталей. Металлорежущее оборудование такого типа идеально подходит для мелкосерийного и единичного производства. Токарно-винторезные станки от «СВСЗ» просты в обращении, высокоэффективны и не производят много шума.
Ни одно современное предприятие металлообработки не обойдется без универсальных токарных станков с ЧПУ. Токарные станки с ЧПУ – компьютеризированная система металлорежущих станков, которая может полностью управлять процессом изготовления деталей. Данный класс металлообрабатывающих станков исключает возможности совершения ошибок и минимизирует человеческие усилия в процессе работы. Токарные станки с ЧПУ могут работать в автоматическом и полуавтоматическом цикле при токарной обработке деталей.
Для мелкосерийного производства промышленных предприятий и в индивидуальных мастерских чаще всего используются токарно-винторезные станки SAMAT. Универсальные токарные станки SAMAT имеют высокий класс точности по ГОСТ 8-77, могут выполнять всевозможные виды токарных работ, включая возможность нарезания различного вида резьбы. Новинка серии токарно-винторезных станков – SAMAT 400 S/S – выполняет особо точные технологические операции с применением традиционного, а также износостойкого композитного режущего инструмента.
Универсальный токарный станок «Вектор 400SC» с адаптивной системой управления не требует специальных навыков в программировании, прост в обращении и дает возможность работать с микроциклами в широком диапазоне без механических настроек.
В отличие от обычных токарных станков, токарные обрабатывающие центры многофункциональны и используются крупными предприятиями для массового производства деталей. Это высокотехнологичное металлообрабатывающее оборудование предназначено для динамичной высокопроизводительной обработки сложных деталей из конструкционных материалов. Токарный обрабатывающий центр высокой точности используют для смены позиционирования режущего инструмента на универсальных токарных станках с ЧПУ. Токарный обрабатывающий центр от ЗАО «СВСЗ» отличается высокоскоростной резкой, точностью и надежностью.
Двадцать первый век – век высоких технологий. С созданием искусственного интеллекта, токарные станки вышли на новый уровень развития, благодаря внедрению в станок программного обеспечения, повысилось качество продукции, производительность.
nsportal.ru
Преимущества, особенности и видео примеры токарных работ по металлу на станке
Широко известным и востребованным способом производства металлических деталей и изделий различного назначения является токарная обработка металла. Во время такого процесса на токарном станке с изделий удаляется лишний слой, и на выходе получается нужной формы деталь с шероховатой поверхностью и требуемыми размерами. Управляемое при помощи компьютерно-интегрированных устройств современное оборудование позволяет существенно повысить качество получаемых изделий.Общие сведенья о токарной обработке металла
Процедура обработки металла производится на специальных токарных станках при помощи различных режущих инструментов. Заготовка устанавливается в шпиндель устройства, работа которого начинается после включения электродвигателя.
Обрабатываемая деталь начинает вращаться с большой скоростью и резцом, сверлом или другим режущим инструментом с нее по всей поверхности снимается небольшой слой металла.
С помощью постоянного перемещения инструмента происходит непрерывность резки детали до необходимых размеров и форм. Более подробный процесс токарной обработки детали можно посмотреть по видео ролику.
Станки позволяют производить эффективную обработку различных заготовок, получив в результате коническую, резьбовую, цилиндрическую, фасонную или другую поверхность. С помощью токарных работ могут быть выполнены:
- кольца;
- валы;
- шкивы;
- муфты;
- зубчатые кольца;
- втулки;
- гайки.
Кроме этого, на токарном станке можно:
- Вытачивать канавки.
- Отрезать различные части изделий.
- Делать обработку разных отверстий при помощи зенкерования, развертывания, сверления, растачивания.
- Нарезать резьбу.
В процессе выполнения работ следует обязательно пользоваться различным измерительным инструментом, которым определяются размеры, формы и варианты расположения заготовок. При единичном и мелкосерийном производстве для этого применяются нутромеры, штангенциркули, микрометры. На больших предприятиях пользуются предельными калибрами.
Преимущества токарной обработки металлов
Такой процесс считается универсальной технологией и применяется для изготовления различных изделий из сплавов и металлов. На станке, оснащенном резцами специально назначения, можно обрабатывать даже особо твердые материалы.
Основные достоинства технологии:
- Высокая чистота поверхности получаемых изделий.
- Точность обработки.
- Возможность получения за один рабочий цикл изделия со сложной конфигурацией.
- Полученная после обработки детали стружка переплавляется и может использоваться повторно.
- При применении специального оборудования есть возможность производства крупногабаритных деталей.
Кроме этого, с помощью токарного оборудования можно организовать серийное производство изделий различного назначения.
Особенности токарной обработки. Видео примеры
Сущность процесса обработки металла заключается в следующем:
- движения станка выполняются по четким направлениям;
- шпиндель устройства вместе с заготовкой вращается вдоль оси Z , которая в работе является отправной точкой;
- прямая ось Х должна быть строго перпендикулярна оси Z ;
- располагаться резцы должны в плоскости Х Z ;
- расстояние до резца должно регулироваться при накладке оборудования.
В современных токарных станках существует третья координата, которая равна углу главного шпинделя. Этот показатель можно задавать и корректировать с помощью программного обеспечения.
Виды токарных станков
Самым популярным устройством для обработки металла является токарно-винторезный станок, который является широкоуниверсальным. Его применяют на крупных предприятиях, а также в единичном и мелкосерийном производстве.
Кроме этого, существуют другие виды токарных станков:
- Токарно-винторезные.
- Полуавтоматические многорезцовые устройства для серийных и крупносерийных производств.
- Токарно-карусельные двух- или одностоечные.
- Токарно-револьверные станки, предназначенные для работы со сложными изделиями.
- Современные токарно-фрезерные комплексы.
Для получения деталей с особо точными диаметральными и линейными геометрическими параметрами применяются программируемые станки. По своей конструкции они почти не отличаются от универсальных.
Режущий инструмент для токарных станков
Эффективность работы оборудования зависит от скорости резки, величины продольной подачи обрабатываемой детали, глубины резанья. С помощью этих показателей можно достичь:
- максимально допустимого объема стружки;
- устойчивости инструмента и требуемого уровня его воздействия на заготовку;
- необходимой обработки детали;
- повышенного вращения шпинделя.
Конкретная скорость резки зависит от типа обрабатываемого материала, а также от вида и качества используемых резцов.
Режущие инструменты для токарных станков могут быть черновыми и чистовыми. Их выбор и применение зависит от характера обработки. По направлению движения они делятся на правые и левые. Различные геометрические размеры резцов позволяют работать с любой площадью слоя, которую следует срезать.
По своему назначению режущие инструменты могут быть:
- отрезными;
- резьбовыми;
- расточными;
- фасонными;
- канавочными;
- проходными;
- подрезными.
Для обработки цилиндрической поверхности и торцовой плоскости используются проходные упорные режущие инструменты. Отрезные резцы применяются для отрезания частей изделия и протачивания канавок. Обычные прямые и отогнутые оптимальны при обработке наружных поверхностей металлических деталей. С помощью расточных резцов растачиваются ранее просверленные отверстия.
По форме резца и расположению лезвия резцы подразделяются на отогнутые, прямые и оттянутые. Ширина оттянутых резцов ниже ширины крепежной части.
Большое значение на качество резки деталей оказывает геометрия используемого резца. При грамотно подобранных углах между кромками резца и направлением подачи повышается производительность обработки. Первый угол зависит от установки инструмента, второй от его заточки.
Для больших по сечению изделий обычно выбирается угол в 30-45 градусов, а для тонких нежестких деталей – 60-90 градусов. Вспомогательный угол должен быть в 10-30 градусов.
Стоит заметить, что независимо от того, какого вида будет использован станок, основная роль при токарной обработке принадлежит режущему инструменту. Но с каким бы оборудованием и инструментом ни работал токарь, его рабочее место должно быть четко организовано и полностью укомплектовано.
Оцените статью: Поделитесь с друзьями!stanok.guru