Лучшие сварочные полуавтоматы 2021 инверторного типа с газом
Хороший сварочный полуавтомат – универсальный агрегат, способный решить широкий круг задач по соединению металлов с помощью присадочной проволоки и защитного газа (MIG/MAG). При использовании флюсовой (порошковой) проволоки обходятся без него. Практически все полуавтоматы работают в режиме ручной дуговой сварки покрытыми электродами (MMA). Кроме универсальности отличаются высокой производительностью, возможностью формировать длинные непрерывные швы, нуждающиеся в минимальной последующей обработке. Рассмотрим, какой выбрать полуавтомат для подсобного хозяйства, небольшого производства, гаража, СТО и строительной площадки.
Сразу перейти к рейтингу полуавтоматов =>
Как выбрать хороший сварочный полуавтомат
Полуавтоматический сварочный аппарат получил своё название благодаря механизму автоподачи присадочной проволоки и защитного газа. С нажатием на кнопку горелки запускается миниатюрный электродвигатель, вследствие чего размотчик с постоянной скоростью подаёт проволоку по металлическому каналу в зону сварки. Параллельно активируется клапан, который подаёт аргон, углекислоту или их смесь до сварочной ванной. Скорость подачи газа и проволоки регулируется.
Параллельно активируется клапан, который подаёт аргон, углекислоту или их смесь до сварочной ванной. Скорость подачи газа и проволоки регулируется.
Что можно варить полуавтоматом? Полуавтоматический инверторный аппарат позволяет сваривать толстые металлы, чугун, алюминий, нержавейку, тонколистовые материалы. Шов практически не нуждается в обработке – образование шлака минимальное. Также непрерывная и равномерная подача электродной проволоки ускоряет процесс соединения металлов, позволяет накладывать длинные непрерывные швы. Для сварки заборов и не ответственных изделий из чермета целесообразнее будет выбрать инвертор ММА (для ручной дуговой сварки).
Практически все сварочные инверторы позволяют варить обычным плавким электродом или флюсовой проволокой – её специальное покрытие защищает сварочную ванну от взаимодействия с воздухом.
Мощность. Определяет производительность сварки, максимальную толщину провариваемого металла. Указывается в кВт. Эффективная мощность всегда ниже потребляемой – часть электрической энергии превращается в тепловую.
Эффективная мощность всегда ниже потребляемой – часть электрической энергии превращается в тепловую.
Для домашнего использования достаточно аппарата мощностью 3 кВт. Этого хватит для сваривания не ответственных конструкций из профиля толщиной до 2,5 мм, ремонта бака или дна машины. Если работаете с металлами потолще – 4 мм, берите аппарат мощностью 3-5 кВт. Для проплавления толстостенных изделий (порядка 6-10 мм) нужно устройство мощностью 6-8 кВт и выше.
Сварочный ток .Определяет максимальную толщину провариваемого материала. Если его не хватит, шов останется на поверхности соединяемых деталей, легко повредится. При токе (ориентировочные данные):
- 110-120 А можно работать с проволокой сечением 0,6-0,8 мм и варить металл толщиной до 2,5 мм;
- 120-160 А – диаметр проволоки составляет 1 мм, толщина провариваемого металла – до 4 мм;
- 160-200 А варятся детали сечением до 4-5 мм с применением проволоки диаметром 1,2 мм.


Обращайте внимание и на минимальный сварочный ток. Он важен при работе с тонколистовыми металлами, мелкими деталями.
Регулировка силы тока. Ручкой-регулятором изменяется сила тока для адаптации параметров электрической дуги под особенности обрабатываемых деталей. Тумблеры бывают с пошаговой регулировкой – каждый шаг добавляет или снижает показатель на несколько (50-10 А) или плавной – с шагом 1 или менее ампер. Для высокой точности и наглядности стоит приобретать модели с цифровой индикацией силы тока.
Напряжение. Для частного сектора важен показатель напряжения сети. При штатном значении около 220 В оно часто падает ниже 200, и даже 180 В. При выборе учитывайте отдалённость дома или гаража от трансформатора, от которого электричество поставляется к вашему участку. Если напряжение сети заниженное, берите аппарат, способный стабилизировать этот показатель. Особо не верьте производителям, которые гарантируют отличную работу недорогой сварки при 160 и даже 140 В.
От напряжения холостого хода зависит лёгкость разжигания дуги, особенно начинающими, и её эластичность. Чем значение ниже, тем дешевле устройство.
Прочие моменты. При подборе хорошего полуавтомата смотрите на параметр продолжительности включения (ПВ). Для бытовых приборов он редко превышает 30-40% в режиме MIG/MAG, и это нормально. Это значит, что после 3-4 минут работы на пиковом токе устройству необходимо остывать на протяжении 7 или 6 минут соответственно. Для дома и гаража этого достаточно, но для производственного агрегата ПВ должен быть от 60%. Для режима MMA показатель может быть выше.
Целесообразно покупать полуавтомат с закрытым толкающим механизмом подачи проволоки, а не тянущим, защитой от короткого замыкания.
Какой сварочный полуавтомат выбрать
Для подсобного хозяйства, гаража и дачи хватит аппарата мощностью около 3 кВт с максимальным сварочным током 120-160 А. Минимальное значение выбирайте, исходя из толщины свариваемого металла. ПВ составляет 30-40%. Важна работа при просадках напряжения до 200-190 В.
ПВ составляет 30-40%. Важна работа при просадках напряжения до 200-190 В.
Для гаража, небольшой мастерской с коммерческим уклоном или СТО покупайте сварку мощностью 4-5 кВт с пиковым током 160-200 А, минимальным – от 10 А и фактором ПВ 60-70%. Обязателен разъём для подключения электрододержателя для ручной дуговой сварки плавящимися электродами.
Для профессиональных нужд нужен мощный и дорогой аппарат с силой тока свыше 200 А, временем включения от 80%, желательно жидкостным охлаждением. Мощность может достигать 7-8 и более кВт. Обязательна поддержка MMA и наличие разъёма Евро.
Диаметр проволоки и сила тока
| Слой металла, мм | Ток, А | D проволоки, мм |
| 0,5-1 | 10-30 | 0,6 |
| 1,2-2 | 45-100 | 0,8 |
| 2,5-4 | 120-200 | 1-1,2 |
| 5-8 | 150-350 | 1,6 |
| 9-20 | 300-500 | 1,6 |
Ранее мы уже рассматривали:
- 16 Лучших сварочных аппаратов для дома и дачи
- 14 Лучших сварочных инвертора для дома (MMA, MIG/MAG, TIG)
Правильный выбор защитного газа
Для защиты сварочной ванны от атмосферных газов применяются инертные газы (аргон), углекислота или их смесь – с ними расплавленный металл не взаимодействует. Подаётся он из газового баллона, подключённого к горелке. Газ выбирается, исходя из условий сваривания:
Подаётся он из газового баллона, подключённого к горелке. Газ выбирается, исходя из условий сваривания:
- Углекислота – недорогой, подходит для неответственных соединений, которые не будут испытывать значительных нагрузок, сваривания тонких чёрных металлов толщиной в районе 1 мм. При работе разлетаются брызги, шов получается «чушейчатым), не эстетичным.
- Аргон – дорогой газ для сваривания легированных и нержавеющих сталей, титана, алюминия, меди, сплавов на их основе.
- Смесь углекислоты и аргона (обычно в соотношении 1 к 5) – обеспечивает мягкую и устойчивую дугу, ровное красивое соединение, не нуждающееся в последующей обработке, сокращает разбрызгивание металла. Подходит для работы с легированными и высокоуглеродистыми сталями.
Для работы без защитного газа применяется дорогая порошковая проволока, внутри которой находится флюс. Расплавляясь дугой, он защищает сварочную ванну от атмосферных газов.
Сравнение сварки нержавейки полуавтоматом и аргоном
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные – это сварка полуавтоматом, а также аргоновая сварка.
Лучшие сварочные полуавтоматы MIG/MAG, MMA
Устройства для сваривания в среде защитного газа и в ручном режиме плавящимися электродами.
1
Aurora OVERMAN 205 (MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG)
- мощность: 8 кВА
Средняя цена: 36 100 руб
Лёгкий сварочный полуавтомат с возможностью сваривания штучными электродами. Работает с порошковой самозащитной проволокой. С током до 200 А и мощностью до 8 кВт станет надёжным помощником в гараже или производственном цехе со значительными объёмами работ. Отлично зарекомендовал себя при сваривании алюминия – подойдёт для автомастерской и СТО. Большое время включения обеспечено обновлённой системой охлаждения на базе четырёх радиаторов. Для работы при низких температурах предусмотрена розетка для подключения обогрева редуктора. Аппарату на страшны просадки напряжения до 160-140 В.
Работает с порошковой самозащитной проволокой. С током до 200 А и мощностью до 8 кВт станет надёжным помощником в гараже или производственном цехе со значительными объёмами работ. Отлично зарекомендовал себя при сваривании алюминия – подойдёт для автомастерской и СТО. Большое время включения обеспечено обновлённой системой охлаждения на базе четырёх радиаторов. Для работы при низких температурах предусмотрена розетка для подключения обогрева редуктора. Аппарату на страшны просадки напряжения до 160-140 В.
Особенности:
- регулятор тока и напряжения;
- управление индуктивностью;
- опция подогрева редуктора;
- изменение полярности на корпусе.
2
Сварог REAL MIG 200 (N24002N) (MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG)
- мощность: 7.70 кВА
Средняя цена: 32 580 руб
Продвинутый агрегат для применения в быту и на производстве. Горелка оснащена крючком, цепляющимся практически за что угодно. На переднюю панель вынесены регуляторы: напряжения в режиме MIG, скорости подачи проволоки, индуктивности (форсаж дуги). Последняя опция стабилизирует дугу, избавит от наплывов при сваривании тонких металлов. Для режима MMA есть регулятор тока в пределах 10-160 А. Под крышкой корпуса скрывается таблица с рекомендуемыми режимами сварки: соответствие тока, толщины металла и проволоки/электрода. Особенности:
Горелка оснащена крючком, цепляющимся практически за что угодно. На переднюю панель вынесены регуляторы: напряжения в режиме MIG, скорости подачи проволоки, индуктивности (форсаж дуги). Последняя опция стабилизирует дугу, избавит от наплывов при сваривании тонких металлов. Для режима MMA есть регулятор тока в пределах 10-160 А. Под крышкой корпуса скрывается таблица с рекомендуемыми режимами сварки: соответствие тока, толщины металла и проволоки/электрода. Особенности:
- сваривание алюминия;
- работа с порошковой проволокой;
- дожигание проволоки;
- множество регуляторов;
- холостой прогон сварочной проволоки.
3
РЕСАНТА САИПА-220 (MIG/MAG)
Рейтинг:4,8
- сварочный инвертор
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 220 А (MIG/MAG)
Средняя цена: 26 590 руб
Производительный агрегат для решения любых задач по свариванию металлов в среде защитных газов. Оснащён температурными датчиками. Они следят за терморежимом трансформатора, и, если его температура приближается до критического значения, отключают подачу питания. О перегреве уведомит аварийный индикатор. Корпус покрыт диэлектрическим составом. Под его крышкой скрывается барабан с проволокой, механизм управления скоростью её размотки и клапан дозировки подачи газа. Для повышения ПВ корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
Они следят за терморежимом трансформатора, и, если его температура приближается до критического значения, отключают подачу питания. О перегреве уведомит аварийный индикатор. Корпус покрыт диэлектрическим составом. Под его крышкой скрывается барабан с проволокой, механизм управления скоростью её размотки и клапан дозировки подачи газа. Для повышения ПВ корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
Особенности:
- управление напряжением дуги;
- сваривание только в режимах с защитным газом;
- предотвращает перегрузку в электросети при разжигании дуги;
- термозащита принудительно отключает питание при перегреве.
4
Wester MIG 140i (MIG/MAG, MMA)
Рейтинг:4,7
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 140 А (MMA), 140 А (MIG/MAG)
- мощность: 4.70 кВт
Средняя цена: 16 690 руб
Недорогой полуавтомат инверторного типа с выходящим током 140 А для бытовых нужд. Работает с проволокой сечением 0,6-0,8 мм и варит штучными электродами толщиной 1,6-3,2 мм. С такими параметрами отменно проваривает сталь толщиной до 6 мм, чего вполне достаточно для домашнего использования. Эффективное охлаждение и качественные комплектующие обеспечивают ПВ на уровне 60%. Бесступенчатые регуляторы управляют током и скоростью подачи проволоки. Индикаторы сигнализируют о подаче питания и перегреве. Особенности:
Работает с проволокой сечением 0,6-0,8 мм и варит штучными электродами толщиной 1,6-3,2 мм. С такими параметрами отменно проваривает сталь толщиной до 6 мм, чего вполне достаточно для домашнего использования. Эффективное охлаждение и качественные комплектующие обеспечивают ПВ на уровне 60%. Бесступенчатые регуляторы управляют током и скоростью подачи проволоки. Индикаторы сигнализируют о подаче питания и перегреве. Особенности:
- быстросъёмные кабели;
- принудительное охлаждение;
- продолжительный рабочий цикл;
- управление током, напряжением, подачей присадочника.
5
Fubag IRMIG 180 38608.3 (MIG/MAG)
Рейтинг:4,6
- сварочный инвертор
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MIG/MAG)
- мощность: 6.60 кВА
Средняя цена: 24 220 руб
Недорогой полуавтомат с производительностью 40% в режиме MMA и 25% в режиме MAG станет незаменимым помощником в небольшом цехе, гараже и подсобном хозяйстве. Ручки для изменения тока в режиме MMA, скорости подачи присадочной проволоки и напряжения в режимах MIG/MAG позволяют адаптировать режим сваривания под любые заготовки. С байонетными разъёмами шустро подключите кабели и смените полярность для работы с тонкостенными и толстыми заготовками. Жёлтый индикатор сообщит о перегреве устройства, за чем следит термодатчик с микроконтроллером.
Ручки для изменения тока в режиме MMA, скорости подачи присадочной проволоки и напряжения в режимах MIG/MAG позволяют адаптировать режим сваривания под любые заготовки. С байонетными разъёмами шустро подключите кабели и смените полярность для работы с тонкостенными и толстыми заготовками. Жёлтый индикатор сообщит о перегреве устройства, за чем следит термодатчик с микроконтроллером.
Особенности:
- защита от перегрузки;
- бесступенчатые регуляторы;
- тихая работа;
- сваривание проволокой и покрытыми электродами;
6
СТАВР САУ-200М (MIG/MAG, MMA)
Рейтинг:4,5
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG)
- мощность: 7.30 кВт
Средняя цена: 21 649 руб
Завершает ТОП бюджетный сварочный аппарат для соединения металлов медной проволокой в среде защитных газов и покрытыми электродами. Электронная начинка базируется на инновационных IGBT-транзисторах, устойчивых к перегрузкам и нагреву. Сварочный ток, скорость размотки проволоки изменяются регуляторами на передней стенке. Поддерживается сваривание порошковой проволокой без защитного газа. Поддерживает антизалипание, форсаж дуги и горячий старт. Пригоден для мелкосерийного производства благодаря времени включения 60%.
Сварочный ток, скорость размотки проволоки изменяются регуляторами на передней стенке. Поддерживается сваривание порошковой проволокой без защитного газа. Поддерживает антизалипание, форсаж дуги и горячий старт. Пригоден для мелкосерийного производства благодаря времени включения 60%.
Особенности:
- стабильность работы при падении напряжения до 25%;
- сваривание плавящимися электродами и флюсовой проволокой;
- продолжительное время включения;
- производство на базе IGBT-транзисторов;
- функции для облегчения работы: антизалипание, форсаж дуги, хот-старт.
Что такое инвертор
Инвертор — это самый современный сварочный аппарат, который имеет компактные размеры и массу. В отличие от старых трансформаторов, его масса от 2 до 4 кг, и это при большей функциональности. За счет чего достигаются такие показатели?
Сварочный инвертор
Все дело в преобразовании. В сеть поступает переменный электрический ток с частотой в 50 Герц. Инвертор его выпрямляет в постоянный и путем пропуска потока через транзисторы поднимает частоту и снова преобразовывает в переменный с показателем от 20 до 50 Килогерц. Но это еще не все, полученный ток инвертор понижает до 70-90 Вольт, а сила возрастает до требуемых 100-200 Ампер.
Инвертор его выпрямляет в постоянный и путем пропуска потока через транзисторы поднимает частоту и снова преобразовывает в переменный с показателем от 20 до 50 Килогерц. Но это еще не все, полученный ток инвертор понижает до 70-90 Вольт, а сила возрастает до требуемых 100-200 Ампер.
Именно высокочастотный электрический ток стал гениальным техническим решением в сварочном инверторе. Также такая схема преобразования позволила значительно уменьшить габариты трансформаторов и всего аппарата в целом.
Для примера стоит указать: чтобы получить в инверторе силу тока в 160 Ампер, нужен трансформатор массой в 250 грамм против 18 кг в виде старого аппарата.
И главное, что такая схема допускает использование в инверторе электродов как переменного, так и постоянного тока. В этом и скрывается главный секрет многофункциональности. За счет чего можно варить черные и цветные металлы просто меняя электроды.
Рейтинг универсальных полуавтоматов TIG, MIG/MAG, MMA
Многофункциональные полуавтоматические инверторы, позволяющие дополнительно сваривать металлы неплавящимися электродами в атмосфере защитного газа или газов.
1
Fubag IRMIG 200 SYN 31447 + горелка 38443 (TIG, MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 32 950 руб
Модернизированная версия Fubag IRMIG 180 с тремя видами сварки, увеличенным пиковым током и цифровым дисплеем, Последний поможет подобрать режим сварки, максимально подходящий под текущие условия: регулируется скорость размотки проволоки (в режиме MMA – сварочный ток), напряжение дуги и индуктивность. В синергетическом режиме можно указать диаметр проволоки, тип защитного газа. Байонетные разъёмы из термостойкого пластика позволяют быстро сменить полярность и подготовить устройство к работе. Размотчик проволоки рассчитан на диаметры 0,6 – 1 мм.
Особенности:
- синергетическое управление для новичков;
- три режима сваривания в одном устройстве;
- быстрое и надёжное подключение;
- опция VRD понижает напряжение до безопасного для человека значения при простое.

2
Aurora SPEEDWAY 200 Synergic (TIG, MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG), 180 А (TIG)
Средняя цена: 32 800 руб
Профессиональный помощник в цеху и на стройплощадке, позволяющий варить порошковой самозащитной проволокой, штучными электродами, проволокой в режиме MIG/MAG и неплавкими электродами в среде аргона. На переднюю панель вынесена всего одна ручка, управление полностью синергетическое: выбираете режим работы и вращаете регулятор, рабочие параметры микропроцессор подбирает автоматически. Для профи предусмотрено внесение корректировок в штатные настройки. Примечателен режим Root: снижает количество брызг вдвое, стабилизирует сваривание в любом положении, практически исключает постобработку шва.
Особенности:
- поддержка технологии ROOT Low Spatters;
- 2-х и 4-тактный режимы функционирования горелки;
- шустрая смена полярности;
- силовой блок на базе IGBT-технологии.

3
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
Рейтинг:4,8
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 69 040 руб
Качественный аппарат для полуавтоматического сваривания в атмосфере защитного газа, порошковой проволокой без газа, покрытыми электродами и аргонодуговой сварки. Понадобится в автомастерской, на стройплощадке, небольшом производстве. Работает с проволокой диаметром 0,6-1 мм. Предусмотрено синергетическое и ручное управление параметрами дуги, функции холостого прогона проволоки и продувки газом. Опция Arc Force снизит вероятность залипания электрода при отделении капли металла или приближении электрода к свариваемой поверхности.
Особенности:
- понижение напряжения холостого хода в режиме простоя;
- время включения – 60%;
- 5-летняя гарантия от производителя;
- SMT-монтаж с покрытием электроники защитным лаком;
- синергетическое управление;
- режимы горелки 2T и 4T.

4
РЕСАНТА САИПА-190МФ (TIG, MIG/MAG, MMA)
Рейтинг:4,7
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 190 А (MMA), 190 А (MIG/MAG), 190 А (TIG)
Средняя цена: 27 690 руб
Многофункциональный прибор с рабочим циклом 70%. На его передней панели собраны разъёмы для кабелей и органы управления: напряжение, скорость подачи проволоки, режим горелки (2T/4T) для MIG/MAG-сварки, ток изменяется автоматически. Для режимов TIG и MMA доступно управление силой тока и регулирование форсажа дуги. Функции горячего старта и антизалипания электрода упростят работу начинающим сварщикам. Конструкция корпуса исключает попадание внутрь вертикально падающих дождевых капель и крупных предметов.
Особенности:
- принудительная протяжка проволоки;
- защита от перегрузок;
- IGBT-транзисторы;
- повышенные параметры электробезопасности;
- продолжительность включения – 70%.

В рейтинге собраны лучшие сварочные полуавтоматы, способные решить любые задачи, кроме самых узкоспециализированных, в области сваривания металлов в быту и на небольших производствах. При выборе ориентируйтесь на сферу применения: объёмы работ, тип и толщина металла, стабильность входящего напряжения.
Рейтинг надежности и качества аппаратов для полуавтоматической сварки
- Лучшие сварочные полуавтоматы среднего класса
- Лучшие недорогие сварочные полуавтоматы
- Лучшие профессиональные сварочные полуавтоматы
Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Сварка нержавейки полуавтоматом в среде аргона и углекислым газом
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
- Свойства нержавеющего сплава
- Сварка полуавтоматом В среде аргона
- В среде углекислого газа
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий. Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
Обзор сварочных аппаратов
Главная » Обзор сварочных аппаратов
Рекомендуем
Предлагаем Вашему вниманию небольшой обзор сварочных аппаратов на украинском и российском сварочном рынке.
Наверное, каждый из нас много раз видел, слышал или сталкивался со сварочными аппаратами. Давайте проведем краткий обзор сварочных аппаратов, присутствующих на украинском и российском сварочном рынке. Попробуем определиться, что вообще включает в себя понятие «сварочный аппарат». По сути, сварочный аппарат – это преобразователь тока и напряжения. Сварочные аппараты, в свою очередь, разделяются на две основные группы: трансформаторного и инверторного типа. Сейчас давайте определим принципиальные отличия между этими двумя группами. Динозаврами в мире сварочного оборудования были именно сварочные трансформаторы
Давайте проведем краткий обзор сварочных аппаратов, присутствующих на украинском и российском сварочном рынке. Попробуем определиться, что вообще включает в себя понятие «сварочный аппарат». По сути, сварочный аппарат – это преобразователь тока и напряжения. Сварочные аппараты, в свою очередь, разделяются на две основные группы: трансформаторного и инверторного типа. Сейчас давайте определим принципиальные отличия между этими двумя группами. Динозаврами в мире сварочного оборудования были именно сварочные трансформаторы
Сварочный трансформатор – это преобразователь тока и напряжения. Трансформатор увеличивает ток в десятки раз, при этом уменьшая напряжение с 220 до +/-27 Вольт на дуге. При такой трансформации не обходится без потери мощности и энергии. В 1882 г. талантливому русскому изобретателю Николаю Николаевичу Бенардосу удалось разработать пригодный для промышленности способ электродуговой сварки металлов при помощи сварочного трансформатора. Современные сварочные трансформаторы имеют некоторые отличия от своих предшественников прошлого века. В отличия можно зачесть: 1)меньший вес (при тех же параметрах сварочного тока), который достигается путем улучшенной системы теплоотвода благодаря использованию вентилятора и радиаторов охлаждения, а также изменения характеристик сердечника и намотки; 2) использование минимального пакета электроники (например, датчик защиты от перегрева и пр.).
Современные сварочные трансформаторы имеют некоторые отличия от своих предшественников прошлого века. В отличия можно зачесть: 1)меньший вес (при тех же параметрах сварочного тока), который достигается путем улучшенной системы теплоотвода благодаря использованию вентилятора и радиаторов охлаждения, а также изменения характеристик сердечника и намотки; 2) использование минимального пакета электроники (например, датчик защиты от перегрева и пр.).
Сварочные инверторы. Само название уже наводит на мысль о том, что аппарат должен инвертировать ток и напряжение. В отличие от сварочных трансформаторов ,инверторные устройства практически полностью основаны на различных цифровых преобразованиях. За счет этого со сварочными инверторами гораздо удобней производить процесс сварки, т.к. они имеют небольшой вес, компактные размеры и, что немаловажно, львиную долю работы вместо сварщика выполняет сам инверторный аппарат. Это помогает экономить время, энергию и делает работу более безопасной. Однако при всех этих плюсах стоимость сварочного инвертора больше стоимости сварочного трансформатора.
Однако при всех этих плюсах стоимость сварочного инвертора больше стоимости сварочного трансформатора.
Если пойти дальше и поговорить о том как «реализуется» сварочная дуга и происходит процесс сварки, то среди сварочных аппаратов, которые чаще всего встречаются и применяются, можно выделить три основных типа:
1) Сварочные аппараты для сварки штучными электродами (MMA или РДС сварка) – самый распространенный вид сварки. Из плюсов этого вида сварки можно отметить: высокую экономичность, возможность сварки в любых пространственных положениях, отсутствие газовых баллонов, компактность и мобильность – если речь идет о сварочных инверторных аппаратах. Недостатки ручной дуговой сварки – это небольшая производительность и необходимость удаления шлака со шва свариваемых деталей. Принцип работы этого типа сварки заключается в том, что электрическая дуга расплавляет стержень электрода, его покрытие и свариваемый металл. Покрытие электрода (обмазка), сгорая, образует защитный слой для сварочной ванны, вытесняющий кислород. Расплавленный металлический стержень в виде капель, перемешанных со шлаком, попадает в сварочную ванну, где смешивается с основным металлом свариваемой конструкции, а расплавленный шлак всплывает на поверхность (при затвердевании образует налет сверху шва, который нужно затем удалить). Среди сварочных инверторов, завоевавших популярность на Украине и в России, можно смело выделить такие сварочные аппараты инверторного типа как: сварочный инвертор Атом I-180M (Запорожье), сварочный инвертор Атом I-250D (Запорожье), инверторный сварочный аппарат SSVA 160 – 2 (Харьков), сварочный аппарат SSVA–mini “”Самурай”” (Харьков), инвертор для сварки Патон ВДИ-200 P (Киев) и другие.
Расплавленный металлический стержень в виде капель, перемешанных со шлаком, попадает в сварочную ванну, где смешивается с основным металлом свариваемой конструкции, а расплавленный шлак всплывает на поверхность (при затвердевании образует налет сверху шва, который нужно затем удалить). Среди сварочных инверторов, завоевавших популярность на Украине и в России, можно смело выделить такие сварочные аппараты инверторного типа как: сварочный инвертор Атом I-180M (Запорожье), сварочный инвертор Атом I-250D (Запорожье), инверторный сварочный аппарат SSVA 160 – 2 (Харьков), сварочный аппарат SSVA–mini “”Самурай”” (Харьков), инвертор для сварки Патон ВДИ-200 P (Киев) и другие.
2) Сварочные аппараты для аргонодуговой сварки (режим TIG) – применяются для сварки неплавящимся электродом (вольфрам) в среде инертного газа (аргона). Используются в случаях, когда требуется качественный, эстетический сварочный шов.
 д., сварочный инвертор ВДС-205 TIG Шмель и др.
д., сварочный инвертор ВДС-205 TIG Шмель и др.3) Сварочные аппараты для полуавтоматической сварки в среде защитного газа MIG/MAG – самого производительного из трех обсуждаемых типов. К основным плюсам этого вида сварки относятся: высокая производительность, отсутствие шлака и малое количество дыма при сварке. Из минусов можно отметить: наличие газового баллона, ограниченное использование на открытом воздухе. Принцип работы этого типа сварки заключается в том, что к месту сварки при помощи специального подающего устройства через сварочный рукав подается сварочная проволока, через этот же рукав подается защитный газ. У сварщика есть возможность регулировать скорость подачи проволоки и мощность дуги. Полуавтоматическую сварку можно выполнять и с использованием порошковой проволоки. В этом случае не нужен газовый баллон, оборудование всегда готово к использованию и можно комфортно работать на открытом воздухе. К недостаткам сварки порошковой проволокой можно отнести необходимость зачистки шлака и высокую стоимость порошковой сварочной проволоки.
В Запорожском магазине сварочного оборудования «СВАРКА – Запорожье» (https://svarka.zp.ua)
в большом объеме представлены все три вышеперечисленных типа сварочного оборудования. Гибкая система скидок и высокая квалификация продавцов делает сотрудничество с нами не только приятным, но и финансово взаимовыгодным!Welder Inverter StandardMIG 160 MIG/MAG MMA/TIG Lift
- Методы сварки: MMA, MIG-MAG, TIG LIFT
- Гарантия: 5 лет, также для компаний 5 5 % Duty cycle 9: 40043 9 160 А, 100 % при 107 А
- Механизм подачи проволоки: 2 ролика, опора для катушки 5 кг
- Функции: пайка, регулировка индуктивности, импульс x3, возможность сварки алюминия в режимах MIG, VRD, 2t/4T, IGBT
- 6 Описание: Высококачественный сварочный полуавтомат, позволяющий работать любым методом. Аппарат отличается качеством изготовления, высокой производительностью и множеством современных функций, гарантирующих высочайшее качество сварки.
 Аппарат отличается качеством изготовления, высокой производительностью и множеством современных функций, гарантирующих высочайшее качество сварки.
Аппарат отличается качеством изготовления, высокой производительностью и множеством современных функций, гарантирующих высочайшее качество сварки.
Сварочный инвертор Paton StandardMIG-160 – основные данные дуговая сварка и ручная
MMA Дуговая сварка постоянным током (DC) с возможностью использования функции ИМПУЛЬС.
Серия «Стандарт» предназначена для домашнего и полупромышленного использования. StandardMIG 160 обеспечивает ПВ 45% при полном номинальном токе 160А без потери производительности и качества работы. Прочная конструкция и простота эксплуатации делает работу с аппаратом безотказной, несмотря на небольшие габариты сварочного аппарата позволяет получить отличное качество сварки. Использование полностью электронного метода управления в этой серии исключает недостатки, характерные для многофункциональных систем. Источник сварки настроен на оптимальные значения, что позволяет сразу приступить к работе с ним. Для более продвинутой работы устройство оснащено дополнительными функциями. Характерная черта Полуавтомат серии ПАТОН™ Стандарт представляет собой высококачественный механизм подачи проволоки, который имеет дополнительную герметизацию, а также уже ставший стандартом во всем мире существующий интегрированный соединитель типа КЗ-2 «ЕВРО», позволяющий пользователь может выбрать любую горелку MIG/MAG в соответствии со своими предпочтениями.
Для более продвинутой работы устройство оснащено дополнительными функциями. Характерная черта Полуавтомат серии ПАТОН™ Стандарт представляет собой высококачественный механизм подачи проволоки, который имеет дополнительную герметизацию, а также уже ставший стандартом во всем мире существующий интегрированный соединитель типа КЗ-2 «ЕВРО», позволяющий пользователь может выбрать любую горелку MIG/MAG в соответствии со своими предпочтениями.
Функции и возможности универсального сварочного инвертора Патон СтандартМИГ-160
ФУНКЦИЯ БЕЗГАЗОВОЙ СВАРКИ – СВАРКА САМОПРОВОДОМ
Все сварочные аппараты ПАТОН MIG/MAG приспособлены для сварки самозащитной проволокой. Такая сварка, в отличие от традиционного процесса сварки MIG/MAG, осуществляется без защитного газа, однако для нее требуется специальная сварочная проволока. Проволока создает собственное экранирование, которое помогает защитить сварочную дугу. Самозащитную проволоку, подходящую для сварочных аппаратов ПАТОН, можно приобрести здесь – катушки по 5 кг подходят ко всем механизмам подачи проволоки.
ПАЯЯ – РЕГУЛИРОВКА ИНДУКТИВНОСТИ
Сварочные аппараты Патона MIG/MAG серий Standard и PRO имеют возможность пайки благодаря функции изменения индуктивности в три этапа. Регулирование индуктивности позволяет оптимизировать характеристики дуги в зависимости от толщины свариваемой детали. Эта функция необходима для изменения скорости протекания тока при изменении напряжения дуги. Чем тоньше элемент, свариваемый методом MIG/MAG, тем выше должна быть индуктивность (мягкая дуга — меньше плавление), для более толстых элементов наоборот (жесткая дуга — больше плавление).
ИМПУЛЬСНАЯ ФУНКЦИЯ ВО ВСЕХ МЕТОДАХ
– ИМПУЛЬСНАЯ сварка TIG – полный контроль поступления тепла в материал – отличная функция для сварки нержавеющей стали и кислотоупорной стали,
9000MA – импульсов в импульсе – более легкий перенос материала с электрода в сварочную ванну, лучшее качество сварного соединения,
– Импульсы при сварке MIG/MAG – более легкий отрыв капель металла от конца электродной проволоки, возможность регулировки импульсного тока. Импульсная сварка МИГ подходит для сварки нержавеющей стали, кислотостойкой стали и алюминиевых сплавов. Кроме того, импульсная сварка обеспечивает лучшие параметры для пайки CuSi3
Импульсная сварка МИГ подходит для сварки нержавеющей стали, кислотостойкой стали и алюминиевых сплавов. Кроме того, импульсная сварка обеспечивает лучшие параметры для пайки CuSi3
ОСНОВНЫЕ РАЗЛИЧИЯ МЕЖДУ АППАРАТАМИ ДЛЯ СВАРКИ MIG/MAG СЕРИИ STANDARD И PRO:
- рабочий цикл цикла при одном и том же сварочном токе. Кроме того, сварочные аппараты MIG/MAG серии PRO обеспечивают непрерывный рабочий цикл при более высоком сварочном токе, чем сварочные аппараты MIG/MAG серии Standard.
- Механизм подачи проволоки – Серия PRO имеет отдельный механизм подачи проволоки, который работает с катушками весом от 15 до 18 кг. Питатель может быть отделен от источника для удобства сварки другими методами, такими как MMA или TIG DC. Серия PRO также имеет версии с 2-х и 4-х роликовыми механизмами подачи проволоки. В сварочных аппаратах MIG/MAG серии Стандарт на питание 230В механизм подачи проволоки встроен в аппарат, поддерживает только катушки до 5 кг и всегда имеет два ролика.

Основные преимущества инвертора сварщика Paton Migg-160:
- Европейский производство
- Электронная система термической защиты. работа с длинными удлинителями, а также с генератором
- Сварка импульсным током всеми способами сварки
- Повышенная стабильность горения дуги
- Функция смены режима 2T, 4T, очистка газа с функцией подачи
- Аппараты имеют систему защиты и стабилизации напряжения , обеспечивающую правильную работу в диапазоне напряжений от 160В до 260В источники
- Оптимальное плавление и правильная форма стежка независимо от положения сварки
5-летняя гарантия производителя для потребителей и компаний
Высочайшее качество изготовления, подтвержденное 5-летней гарантией производителя «от двери до двери». Модели серии STD отличаются рядом инновационных конструктивных решений, повышающих их надежность. К ним относятся герметичный и отказоустойчивый механизм подачи проволоки, встроенный разъем типа KZ-2 EURO и встроенный модуль стабилизации напряжения.
К ним относятся герметичный и отказоустойчивый механизм подачи проволоки, встроенный разъем типа KZ-2 EURO и встроенный модуль стабилизации напряжения.
Приобретенный комплект включает:
- Сварочный инвертор ПАТОН™ StandardMIG-160
- Сварочная горелка MIG MAG Abicor Binzel MB Grip 15 3m
- Держатель электрода 3M
- Массовый держатель 3M
- Рулоны с проволочной кормушкой 1x (0,6 – 0,8), 1x (1,0 – 1,2) v
- Краткий контакт для газового . упаковка
- Инструкция по эксплуатации
Сравнение постоянного тока и постоянного напряжения на выходе
У меня дома есть небольшой сварочный аппарат MIG. Я хочу использовать его для сварки стержнем, но мне сказали, что я не могу. Почему это? На работе у нас есть несколько различных типов сварочных аппаратов. Почему некоторые машины можно использовать только для сварки стержнем, а некоторые только для сварки проволокой, а другие машины можно использовать и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV/CC» внутри. Означает ли это, что их можно использовать с любым сварочным аппаратом?
Означает ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что многие сварщики задавали их. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, которые производят постоянный ток (CC), и источники питания, которые производят постоянное напряжение (CV). Источники питания с несколькими процессами содержат дополнительные схемы и компоненты, которые позволяют им производить как выходной сигнал CC, так и CV в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, при которой ток (А) и напряжение (В) постоянно изменяются. Источник питания контролирует дугу и вносит миллисекундные изменения для поддержания стабильного состояния дуги. Термин «постоянный» является относительным. Источник питания CC будет поддерживать ток на относительно постоянном уровне, независимо от довольно больших изменений напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока.
Рисунок 1: Выходные характеристики для источников питания CC и CV
Следует также отметить, что в этой статье обсуждаются только традиционные типы источников сварочного тока. При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете считать выход строго CC или CV. Скорее, источники питания отслеживают и изменяют как напряжение, так и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о сравнении постоянного и постоянного тока, мы должны сначала понять влияние как тока, так и напряжения на дуговую сварку. Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или выше скорость плавления, измеряемая в фунтах в час (lbs/hr) или килограммах в час (kg/hr). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение определяет длину сварочной дуги, а также результирующую ширину и объем конуса дуги. По мере увеличения напряжения длина дуги становится больше (и дуговой конус шире), а по мере его уменьшения длина дуги становится короче (и дуговой конус уже). На рис. 2 показано влияние напряжения на дугу.
Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или выше скорость плавления, измеряемая в фунтах в час (lbs/hr) или килограммах в час (kg/hr). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение определяет длину сварочной дуги, а также результирующую ширину и объем конуса дуги. По мере увеличения напряжения длина дуги становится больше (и дуговой конус шире), а по мере его уменьшения длина дуги становится короче (и дуговой конус уже). На рис. 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварки является наиболее стабильным и, следовательно, предпочтительным. Процесс дуговой сварки в защитном металле (SMAW) (также известный как MMAW или палка) и процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) (также известный как TIG) обычно считаются ручными процессами. Это означает, что вы контролируете все параметры сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения, длину дуги и скорость подачи электрода в соединение. Для процессов SMAW и GTAW (то есть ручных процессов) CC является предпочтительным типом выходного сигнала от источника питания.
Это означает, что вы контролируете все параметры сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения, длину дуги и скорость подачи электрода в соединение. Для процессов SMAW и GTAW (то есть ручных процессов) CC является предпочтительным типом выходного сигнала от источника питания.
И наоборот, процесс дуговой сварки металлическим электродом в среде защитного газа (GMAW) (также известный как MIG) и процесс дуговой сварки с флюсовой проволокой (FCAW) (также известный как флюсовый сердечник) обычно считаются полуавтоматическими процессами. Это означает, что вы по-прежнему держите сварочную горелку в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние от наконечника до рабочего места (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (т. е. полуавтоматических процессов) CV является предпочтительным выходом.
Для процессов GMAW и FCAW (т. е. полуавтоматических процессов) CV является предпочтительным выходом.
Таблица 1 содержит сводку рекомендуемых типов мощности в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выходной мощности источника питания в зависимости от процесса дуговой сварки
Чтобы использовать более простую конструкцию и снизить затраты на приобретение, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для сварки стержней будет иметь только выход CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и сварки электродом. И наоборот, базовая машина MIG будет иметь выход только CV, поскольку она предназначена только для сварки MIG и сварки с флюсовой проволокой. Что касается вашего первого вопроса: «Почему я не могу сваривать электродами на своем аппарате MIG?», ответ заключается в том, что ваш аппарат MIG имеет только выход CV, который не предназначен и не рекомендуется для сварки электродами. И наоборот, обычно вы не можете выполнять сварку MIG с помощью стержневого аппарата с выходом CC, потому что это неправильный тип выхода для сварки MIG. Как упоминалось ранее, существуют источники питания для сварки с несколькими процессами, которые могут обеспечивать выходную мощность как CC, так и CV. Однако они, как правило, более сложны, имеют более высокую выходную мощность, предназначены для промышленного применения и не имеют цены на базовый диапазон стоимости сварочного аппарата начального уровня.
И наоборот, обычно вы не можете выполнять сварку MIG с помощью стержневого аппарата с выходом CC, потому что это неправильный тип выхода для сварки MIG. Как упоминалось ранее, существуют источники питания для сварки с несколькими процессами, которые могут обеспечивать выходную мощность как CC, так и CV. Однако они, как правило, более сложны, имеют более высокую выходную мощность, предназначены для промышленного применения и не имеют цены на базовый диапазон стоимости сварочного аппарата начального уровня.
На рис. 3 показаны примеры типовых сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рис. 3: Пример источников сварочного тока по типу выходного сигнала
Вы можете создать сварочную дугу с помощью любого из сварочных процессов с типом выходного сигнала CC или CV (если вы можете настроить сварочное оборудование для этого) . Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что попытки сохранить дугу становятся невозможными.
Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что попытки сохранить дугу становятся невозможными.
Теперь давайте обсудим, почему эти последние утверждения верны. В двух ручных процессах, SMAW и GTAW, вы управляете всеми переменными вручную (именно поэтому они являются двумя наиболее трудоемкими процессами, требующими навыков оператора). Вам нужно, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого мощность сварки должна поддерживать ток на постоянном уровне (т. е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение является менее контролируемой переменной. При ручных процессах очень сложно постоянно поддерживать одинаковую длину дуги, потому что вы также постоянно подаете электрод в соединение. Напряжение изменяется в результате изменения длины дуги.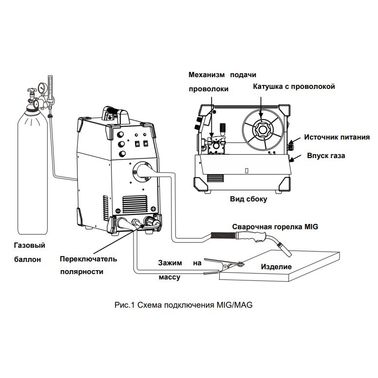 С выходом CC ток является вашей предустановкой, управляющая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
С выходом CC ток является вашей предустановкой, управляющая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку с использованием процесса SMAW, например, используя выход CV, ток и результирующая скорость плавления будут сильно различаться. По мере того, как вы перемещались по стыку (пытаясь согласовать все другие параметры сварки), электрод плавился с большей скоростью, затем с меньшей скоростью, затем с большей скоростью и т. д. Вам нужно было бы постоянно менять скорость, с которой вы вставили электрод в сустав. Это невыполнимое условие, что делает вывод CV нежелательным.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. В то время как вы по-прежнему управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, которую вы установили на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была постоянной. Для этого сварочное напряжение должно поддерживаться на постоянном уровне (т. е. CV), чтобы результирующая длина дуги была постоянной. Ток является менее контролирующей переменной. Он пропорционален или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, управляющие переменные и ток просто измеряются во время сварки.
Для этого сварочное напряжение должно поддерживаться на постоянном уровне (т. е. CV), чтобы результирующая длина дуги была постоянной. Ток является менее контролирующей переменной. Он пропорционален или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь сварить процессами GMAW или FCAW с выходным сигналом CC, напряжение и результирующая длина дуги будут сильно различаться. По мере снижения напряжения длина дуги становилась бы очень короткой, и электрод упирался бы в пластину. Затем по мере увеличения напряжения длина дуги становилась бы очень большой, и электрод сгорал бы обратно к контактному наконечнику. Электрод будет постоянно втыкаться в пластину, затем прогорать обратно к кончику, затем вонзаться в пластину и т. д. Это невыполнимое условие, что делает вывод CC нежелательным.
В качестве примечания: широко распространена также полная автоматизация процессов сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются на постоянном угле, расстоянии или скорости. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированной GMAW и FCAW по-прежнему CV. Пятый общий процесс дуговой сварки, дуговая сварка под флюсом (SAW) (также известная как субдуговая сварка), как правило, также является автоматизированным процессом. С SAW обычно используется выход CC или CV. Определяющими факторами в отношении того, какой тип выходного сигнала является наилучшим, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической SAW предпочтительным типом вывода является CV.
В случае полной автоматизации все переменные контролируются машиной и удерживаются на постоянном угле, расстоянии или скорости. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированной GMAW и FCAW по-прежнему CV. Пятый общий процесс дуговой сварки, дуговая сварка под флюсом (SAW) (также известная как субдуговая сварка), как правило, также является автоматизированным процессом. С SAW обычно используется выход CC или CV. Определяющими факторами в отношении того, какой тип выходного сигнала является наилучшим, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. пример на , рис. 4 ). Это оборудование, которое позволяет вам нарушать основные правила, описанные в этой статье… до некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с обычными механизмами подачи проволоки заводского типа. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не требуется кабель управления для питания приводного двигателя, а вместо этого используется провод датчика напряжения от механизма подачи проволоки. Таким образом, подключение простое, требуется только использование существующего сварочного кабеля источника питания (и добавление газового шланга). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC/CV», в котором вы выбираете тип выхода от источника питания.
Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с обычными механизмами подачи проволоки заводского типа. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не требуется кабель управления для питания приводного двигателя, а вместо этого используется провод датчика напряжения от механизма подачи проволоки. Таким образом, подключение простое, требуется только использование существующего сварочного кабеля источника питания (и добавление газового шланга). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC/CV», в котором вы выбираете тип выхода от источника питания.
Когда впервые появились эти портативные механизмы подачи проволоки, теория заключалась в том, что их можно было бы использовать с большой существующей базой источников питания CC, уже находящихся в полевых условиях (в основном сварочные аппараты с приводом от двигателя), и, таким образом, теперь они дают производителям GMAW и FCAW (т. проволочная сварка) возможность. Вместо того, чтобы покупать совершенно новый источник питания CV, им нужно было только приобрести механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, пытаясь помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки уже не постоянна, а постоянно увеличивается и уменьшается в попытке поддерживать ток на постоянном выходе).
проволочная сварка) возможность. Вместо того, чтобы покупать совершенно новый источник питания CV, им нужно было только приобрести механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, пытаясь помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки уже не постоянна, а постоянно увеличивается и уменьшается в попытке поддерживать ток на постоянном выходе).
Рис. 4: Пример устройства подачи проволоки портативного типа
Реальность сварки проволокой с выходом CC такова, что она работает достаточно хорошо в одних приложениях и плохо в других. Относительно хорошая стабильность дуги достигается при использовании процесса с порошковой проволокой в среде защитного газа (FCAW-G) и процесса GMAW при переносе металла в режиме струйной дуги или импульсной струйной дуги. Тем не менее, стабильность дуги по-прежнему очень непостоянна и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла с коротким замыканием. Несмотря на то, что напряжение меняется в зависимости от выходного сигнала CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуговая сварка MIG со струйной сваркой, менее чувствительны к изменениям напряжения, наблюдаемым с выходом CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как MIG с коротким замыканием и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой. Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги могут привести к чрезмерному воздействию атмосферы на дугу.
Тем не менее, стабильность дуги по-прежнему очень непостоянна и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла с коротким замыканием. Несмотря на то, что напряжение меняется в зависимости от выходного сигнала CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуговая сварка MIG со струйной сваркой, менее чувствительны к изменениям напряжения, наблюдаемым с выходом CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как MIG с коротким замыканием и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой. Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги могут привести к чрезмерному воздействию атмосферы на дугу.