Самодельный оцилиндровочный станок: описание, характеристики, фото, видео.
Теги:
оцилиндровочный станок шервуд
чертежи оцилиндровочного станка
оцилиндровочный станок термит
Оцилиндровка
Назад Вперёд
Категория:
Оцилиндровка
Преимущества самодельного оцилиндровочного станка: • Станки выполняет пять операций – черновая обработка, чистовая обработка, зарезка продольного паза. Производительность станка 120 погонных метров в смену, что позволяет Вам обрабатывать до 25м3 круглого леса в смену по входу. • Диаметр оцилиндрованного бревна 180-500 мм, что позволяет оцилиндровывать бревна большого диаметра • Диаметр заготовки 200-600 мм, что при максимальном диаметре бревна 600 мм позволяет получать оцилиндрованные бревна диаметром 500 мм.
Советы
Задача: Какой отход при оцилиндровке бревна. Как рассчитать необходимое количество леса.
Решение:
Нормальный среднестатистический полезный выход готового бревна должен быть не менее 58% – это минимум.
Оцилиндровочный станок/станок для оцилиндровки – это деревообрабатывающий станок, предназначенный для получения оцилиндрованного бревна из круглого леса и используемый для производства срубов. Благодаря тому, что современные станки весьма многофункциональны и снабжены большим ассортиментом различных приспособлений и инструментов, можно обеспечить выполнение всех производственных операций для изготовления сруба только с помощью одного оцилидровочного станка. Среди возможностей станков для оцилиндровки бревен также фрезерование продольного паза и плоскости и выборка венцовой чашки. Данный функционал делает оцилиндровочный станок своего рода мини-производством по изготовлению деревянных домов. Обработка изделий на оцилиндровочном станке позволяет собирать сруб как из деталей конструктора, без последующей подгонки деталей. После обработки на станке не возникает необходимости в шлифовке поверхности бревна или какой-либо другой последующей обработке.
Наше предприятие производит несколько видов оцилиндровочных станков токарно-фрезерного типа, которые отличаются по своим параметрам и подойдут как для индивидуального застройщика или малого предприятия, так и для средней деревообрабатывающей компании.
Основными элементами оцилиндровочного станка токарно-фрезерного типа являются – станина и передвигающаяся по ней каретка. Заготовка, закрепленная по торцам между специально жестко установленными регулируемыми центрами (бабками), приводится во вращение, при этом вращающаяся с большой частотой комбинированная фреза начинает движение вдоль бревна, тем самым обрабатывая его. Продольная подача (перемещение каретки по станине вдоль бревна) может быть как ручная, так и электромеханическая. Устанавливаемые на оцилиндровочном станке фрезы позволяют помимо оцилиндровки выполнять такие операции как выбор продольного монтажного паза, выбор монтажных чаш, фрезеровать гладкую внутреннюю поверхность стены, сделать прямоугольный или квадратный брус без переустановки бревна и инструмента.

Для оцилиндровочных станков серии ОС1 при стандартной сбежалости и малой кривизне (не более 1%) для обработки бревна необходимо 2-3 прохода. На производительность влияет время установки и снятия бревна, степень обработки (наличие монтажных чаш и продольного паза), а также диаметр получаемого оцилиндрованного бревна. Фактически при полной обработке бревна – установка, оцилиндровка, выбор монтажного паза, выбор двух чашек, компенсационный пропил и снятие, средняя производительность оцилиндровочных станков серии ОС1 составляет 3-5 куб.м в смену (15-20 бревен), а если технологический процесс сократить до 3-х операций – установка, оцилиндровка, снятие обрабатываемого бревна, то можно добиться производительности до 8 куб.м в смену. Также для повышения производительности оцилиндровочных станков рекомендуем использовать чашкорезные станки. Использование чашкорезного станка в комплексе с оцилиндровочным позволяет повысить производительность линии на 30-50%. Использование чашкорезного станка также дает возможность нарезать чаши большего диаметра и под углом до 45 градусов, в том числе получаши.

Конструкция оцилиндровочных станков в зависимости от типа позволяет получать бревна диаметром от 140 до 340 мм длиной от 1 до 9 м.
Многошпиндельные станки (ОСМ) позволяют получить готовое оцилиндрованное бревно за один проход, имеют большую производительность (до 12 куб. м./смену), высокое качество получаемых изделий, надежность и долговечность. При использовании в комплексе с чашкорезными станками позволяют получать оцилиндрованное бревно с венцовыми чашами любых диаметров, изготовленных под любым углом, в том числе получаши.
При необходимости оцилиндровочные станки также могут быть доработаны в соответствии с техническими условиями заказчика.
Характеристики
Оцилиндровочный станок выполняет следующие функции:
Округлая обработка (оцилиндровка) бревен;
Фрезерование продольного паза;
Выборка поперечного паза «чашки»;
Фрезерование плоскости.
Преимущества оцилиндровочного станка перед аналогами:
в базовую комплектацию включена механическая подача каретки, Все необходимые фрезы с ножами на 3 размера, необходимые кабеля,гидравлический подъем бревна, люнет.
обработка производится относительно оси бревна, изделие не повторяет кривизны исходного материала;
цилиндрование производится методом строгания древесины. Что дает гладкую поверхность и упрочняет наружный слой;
оцилиндровка бревна выполняется за один проход в чистовой размер;
выборка паза и чаши осуществляется за один проход.
операции выполняются с одной установки бревна, так же возможно нарезание чаши отдельно на месте монтажа сруба от сети 220в.
Станок изначально оснащен: электромеханическим приводом каретки и подъема\опускания фрезы, домкратами для установки бревна, люнетом.
АВТОНОМНЫЙ ОЦИЛИНДРОВОЧНЫЙ СТАНОК ОС1-400 (HONDA).
Автономный оцилиндровочный станок ОС1-400 (Honda) предназначен для получения калиброванного оцилиндрованного бревна диаметром от 140 до 320 мм и является аналогом базовой модификации ОС1-400. Особенностью данного станка является возможность работы в условиях недостатка или полного отсутствия электроэнергии.
Так же как и базовая модификация станок позволяет оцилиндровать бревно, выбрать продольный (полукруглый) паз, выбрать монтажные чаши, прострогать плоскую поверхность. Все эти операции производятся последовательно за одну установку бревна, одним комплектом инструмента. При применении специального устройства, также не снимая бревна с центров, можно сделать компенсационный паз для снятия внутренних напряжений возникающих при сушке бревна. Таким образом, в процессе обработки бревна от кругляка до готового изделия не возникает необходимость переустанавливать бревно или режущий инструмент (фрезы).
Даная модификация оцилиндровочного станка может работать буквально “в лесу”, вдали от магистральных линий электроснабжения, что увеличивает рентабельность производства за счет снижения транспортных издержек.
Конструкция и принцип действия
Основными элементами оцилиндровочного станка являются – станина и передвигающаяся по ней каретка. Обработка заготовки происходит по так называемому токарно-фрезерному типу, сущность которого заключается в том, что заготовка закрепленная по торцам между специально жестко установленными регулируемыми центрами (бабками) приводится во вращение, с частотой 45 об/мин, при этом вращающаяся с большой частотой (4000 обмин) комбинированная фреза начинает движение вдоль бревна тем самым, обрабатывая его.
При выборе монтажной чаши необходима надежная фиксация каретки в определенном месте станины, для этого применяются механические тормозные устройства, установленные с обеих концов каретки и надежно ее фиксирующие, кроме того, установлен механизм фиксации бревна предотвращающий его вращение при выборе чаш.
При выборе монтажной чаши или продольного монтажного паза необходима более точная (ручная) регулировка – для этого установлен механизм ручного вращения бревна.
Производительность оцилиндровочного станка в значительной мере зависит от геометрии применяемого сырья.
 В частности от кривизны и сбежалости (комлистости) бревен. При стандартной сбежалости и малой кривизне (не более 1%), для обработки бревна необходимо 2-3 прохода. Также на производительность влияет время установки и снятия бревна, степень обработки (наличие монтажных чаш и продольного паза), а также диаметр получаемого оцилиндрованного бревна. Фактически при полной обработке бревна – установка, оцилиндровка, выбор монтажного паза, выбор двух чашек, компенсационный пропил и снятие, средняя производительность составит – 4 куб.м в смену, если технологический процесс сократить до 3-х операций – установка, оцилиндровка, снятие обрабатываемого бревна, можно добиться производительности до 8 куб.м в смену.
В частности от кривизны и сбежалости (комлистости) бревен. При стандартной сбежалости и малой кривизне (не более 1%), для обработки бревна необходимо 2-3 прохода. Также на производительность влияет время установки и снятия бревна, степень обработки (наличие монтажных чаш и продольного паза), а также диаметр получаемого оцилиндрованного бревна. Фактически при полной обработке бревна – установка, оцилиндровка, выбор монтажного паза, выбор двух чашек, компенсационный пропил и снятие, средняя производительность составит – 4 куб.м в смену, если технологический процесс сократить до 3-х операций – установка, оцилиндровка, снятие обрабатываемого бревна, можно добиться производительности до 8 куб.м в смену.Для повышения производительности и изготовления чашек под разными углами рекомендуем использовать чашкорезные станки.
Станок при транспортировке помещается в разобранном виде в а/м “Газель”. К каждому станку прилагается паспорт. Гарантия на станок – 1 год.
Возможны несколько вариантов комплектации оцилиндровочного станка двигателями:
Комплектация 1: “Бензиновое” исполнение.
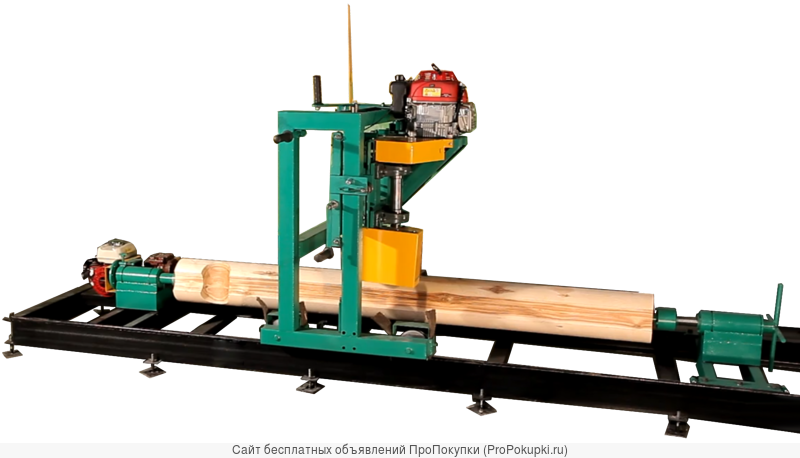 Основной двигатель HONDA GXV530, двигатель на вращение бревна HONDA GX 100 3.0 кВт, подъем и опускание траверсы фрезерного узла – ручной привод. При такой комплектации дополнительных источников энергии не требуется.
Основной двигатель HONDA GXV530, двигатель на вращение бревна HONDA GX 100 3.0 кВт, подъем и опускание траверсы фрезерного узла – ручной привод. При такой комплектации дополнительных источников энергии не требуется.Комплектация 2: Предполагается наличие дополнительного электорогенератора мощностью от 2,2 кВт или бытовой электрической сети. Основной двигатель HONDA GXV530, двигатель на вращение бревна однофазный 1.5 кВт 220 В, подъем и опускание траверсы фрезерного узла – ручной привод или однофазный двигатель 0,37 кВт 220 В.
Передача вращения от бензинового двигателя на фрезерный узел осуществляется через дополнительный опорный шпиндель во избежание слишком больших нагрузок на двигатель при старте и в процессе работы. Все остальные конструктивные решения, инструмент и комплектующие полностью аналогичны элементам оцилиндровочного станка ОС1-400.
Своими руками
Наблюдая за возрождением популярности строительства деревянного дома из оцилиндрованного бревна, можно также сказать и о важности наличия соответствующего качественного оборудования, которое способно существенно облегчить обработку древесного материала, заменив обычный традиционный топор, которым раньше вручную проводили все подготовительные работы.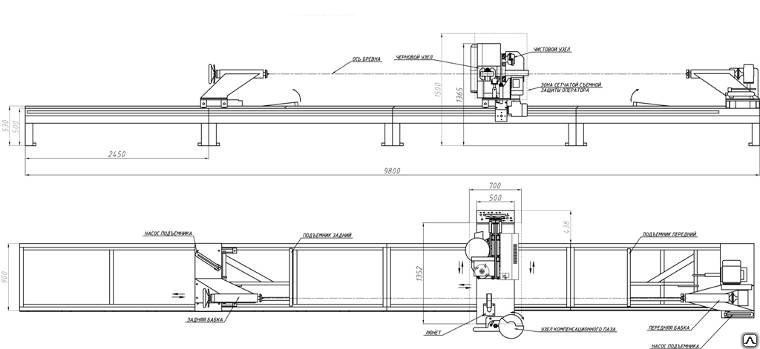 Беря во внимание необходимость быстрой и качественной обработки дерева, применяется различное оборудование для оцилиндрованного бревна, которое можно разделить на два типа в зависимости от принципа работы: станки центрового и протяжного типов. Работая на центровой установке, можно с помощью движущейся по дереву режущей головки, добиться высокой плотности материала, так как любая природная кривизна древесины попросту нивелируется этим режущим элементом. Также, используя такое оборудование для производства оцилиндрованного бревна, специалист способен сделать профиль бревна любой сложности, а это ведет к снижению продуваемости стен, потому что во внутрь произведенного специального паза можно уложить утеплитель и обеспечить плотное примыкание бревен.
Беря во внимание необходимость быстрой и качественной обработки дерева, применяется различное оборудование для оцилиндрованного бревна, которое можно разделить на два типа в зависимости от принципа работы: станки центрового и протяжного типов. Работая на центровой установке, можно с помощью движущейся по дереву режущей головки, добиться высокой плотности материала, так как любая природная кривизна древесины попросту нивелируется этим режущим элементом. Также, используя такое оборудование для производства оцилиндрованного бревна, специалист способен сделать профиль бревна любой сложности, а это ведет к снижению продуваемости стен, потому что во внутрь произведенного специального паза можно уложить утеплитель и обеспечить плотное примыкание бревен.
Принцип функционирования станка протяжного типа заключается в протяжке бревна через режущий элемент, однако этот метод не обеспечивает устранения естественной кривизны дерева по длине и поэтому является менее эффективным. Так, применяя такое оборудование для производства оцилиндрованного бревна, весьма непросто достичь плотного прилегания бревен друг к другу.
Также, в зависимости от способа обработки, выделяется роторное и токарно-фрезерное оборудование для оцилиндрованного бревна. Роторный станок достаточно высокопроизводителен, однако расходует больше электроэнергии, обладает невысокой точностью обработки и отличается высокой стоимостью комплектующих. Также такой тип оборудование требует предварительной подготовки материала. Токарно-фрезерные станки, обладая несколько меньшей выпускной способностью, более точны и способны более качественно обработать поверхность. Дополнительным преимуществом, которым обладает токарно-фрезерное оборудование для оцилиндрованного бревна, является наличие узла, предназначенного для вырезания венцовой чашки.
Цены / Заказать
Оцилиндровочный станок “Торнадо-01” (двигатель 7,5 кВт, ручная подача каретки, в комплекте: фреза для производства монтажного паза, фрезы для цилиндрования и производства венцовой чашки диам. 170-220 мм, 220-260 мм, фреза для обработки теплового паза, 9 ножей)
Цена: 195 т. р.
р.
Оцилиндровочный станок “Торнадо-02” (двигатель 11 кВт, авто подача каретки, выносной пульт, механический подъем бревна, в комплекте: фреза для производства монтажного паза, фрезы для цилиндрования и производства венцовой чашки диам. 170-220 мм, 220-260 мм, фреза для обработки теплового паза, 9 ножей)
Цена: 250 т.р.
Оцилиндровочный станок “Торнадо-03” (двигатель чистовой фрезы 7,5 кВт, двигатель черновой фрезы 5,5 кВт, выносной пульт, регулируемая скорость подачи каретки, автоматический подъем бревна, автозажим бревна, фреза для монтажного паза, фрезы для цилиндрования и производства венцовой чашки диам. 170-220 мм, 220-260 мм, фреза для обработки теплового паза, 12 ножей)
Цена: 375 т.р.
Фирмы
ООО «ИжКомСтанко» занимается производством и продажей деревообрабатывающего оборудования. Станки Нашего производства отличаются высоким качеством, надежностью и удобством в эксплуатации. Сплоченный коллектив ООО «ИжКомСтанко» уже зарекомендовал себя на рынке данного оборудования, занимаясь производством станков с 2006 года. К настоящему времени нами выпущено более 100 единиц оцилиндровочных станков, более 50 единиц дисковых пилорам и более двух десятков оцилиндровочно-пильных комплексов, а также множество околостаночного оборудования. Основная концепция нашего предприятия – это индивидуальный подход к каждому клиенту и профессиональное выполнение заказа в кратчайшие сроки.
К настоящему времени нами выпущено более 100 единиц оцилиндровочных станков, более 50 единиц дисковых пилорам и более двух десятков оцилиндровочно-пильных комплексов, а также множество околостаночного оборудования. Основная концепция нашего предприятия – это индивидуальный подход к каждому клиенту и профессиональное выполнение заказа в кратчайшие сроки.
Оцилиндровочный станок/станок для оцилиндровки – это деревообрабатывающий станок, предназначенный для получения оцилиндрованного бревна из круглого леса и используемый для производства срубов. Благодаря тому, что современные станки весьма многофункциональны и снабжены большим ассортиментом различных приспособлений и инструментов, можно обеспечить выполнение всех производственных операций для изготовления сруба только с помощью одного оцилидровочного станка. Среди возможностей станков для оцилиндровки бревен также фрезерование продольного паза и плоскости и выборка венцовой чашки. ООО «ИжКомСтанко» производит несколько моделей оцилиндровочных станков, отличающихся по своим параметрам, которые подойдут как для малого предприятия, так и для крупной деревообрабатывающей компании. Мы постоянно совершенствуем производимые нами станки, а также изготавливаем оборудование для деревообработки по индивидуальным заказам.
Мы постоянно совершенствуем производимые нами станки, а также изготавливаем оборудование для деревообработки по индивидуальным заказам.
Тел. (3412) 77-08-37
Тел/факс (3412) 48-31-98
Эл.почта: [email protected]
Какие ключи используем ?: оцилиндровочный станок шервуд чертежи оцилиндровочного станка оцилиндровочный станок термит
Похожие товары
| Изображение | |
|---|---|
| Оцилиндровочный станок: краткие характеристики, чертеж, видео, цены, фото.Оборудование для изготовления оцилиндрованного бревна Многие по прежнему думают,что постройка деревянного дома намного дороже,чем привычного,возведенного из кирпича или бетона.  | Отзывы :0шт. |
| Оцилиндровка древесины: описание процесса, советы профессионалов, видео. В большинстве своем оцилиндровочные станки с центрированным способом обработки заготовок вытесняют станки роторного типа обработки. Оборудование для оцилиндровки постоянно совершенствуется. В основном это касается совершенствования системы, которая отвечает за точность фрезеровки. Советы | Отзывы :0шт. |
| Продажа оцилиндровочного станка ROUNDTEC: описание, технические параметры, стоимость. Оцилиндровочный станок ROUNDTEC имеет много функций и главным его назначением является оцилиндровка бревен, применяемых при изготовлении срубов. Оцилиндровочный станок позволяет выполнять все операции, предусмотренные технологией изготовления сруба: оцилиндровать бревно; сделать выборку монтажного паза, венцовой чашки, а также выполнить фрезерование плоскости.  Все данные операции на станке… Все данные операции на станке… | Отзывы :0шт. |
| Оцилиндровка Вологда На данный момент мы серийно выпускаем оцилиндровочный станок Ц-350 который уже в базовой комплектации поставляется с автоподачей, оснащен чашкорезом и позволяет получать готовое оцилиндрованное бревно любого диаметра от 150 до 350 мм с пазом и чашками, оцилиндровка, выборка паза и чашек осуществляется с одного постанова бревна. | Отзывы :0шт. |
| Расчет дома из оцилиндрованного бревна, описание основных принципов строительства. Данный текст поможет Вам объективно сравнить цены во всех строительных компаниях и понять реальную стоимость Вашего деревянного дома или бани, потому как Вы будете сравнивать не общую стоимость, которую некоторые фирмы специально занижают, чтобы привлечь застройщика, а стоимости материалов и работ в отдельности. Правда придется поработать с калькулятором. | Отзывы :0шт. |
Оцилиндровочное оборудование проходного типа для домостроения компании «Шервуд»
Может быть полезно
Фирма начала заниматься производством оборудования для оцилиндровки деталей домостроения в далеком 1992 году, когда был создан первый удачный станок 637С или Аркос-637 (по предыдущему названию предприятия). Линии, оснащенные этим головным станком, были выпущены в количестве около полутора десятков и успешно работали в районах Кировской области. Достоинством этого станка было то, что в нем был заключен большой запас прочности наиболее нагруженных деталей (звездочек, шестерен, валов и осей). Благодаря этому кое-где сохранились в рабочем состоянии станки этого типа, несмотря на длительный срок эксплуатации. Это качество позволило некоторым потребителям модернизировать станки, увеличив диаметр обработки станка с 200 мм до 240 мм путем замены оцилиндровочного шпинделя.
Линии, оснащенные этим головным станком, были выпущены в количестве около полутора десятков и успешно работали в районах Кировской области. Достоинством этого станка было то, что в нем был заключен большой запас прочности наиболее нагруженных деталей (звездочек, шестерен, валов и осей). Благодаря этому кое-где сохранились в рабочем состоянии станки этого типа, несмотря на длительный срок эксплуатации. Это качество позволило некоторым потребителям модернизировать станки, увеличив диаметр обработки станка с 200 мм до 240 мм путем замены оцилиндровочного шпинделя.
Но уже к 2000 году возник спрос на дома из оцилиндрованного бревна диаметром 280 мм. Конструктивные особенности станка 637С не могли обеспечить дальнейшее увеличение диаметра обработки, и поэтому были спроектированы станки 676С и 675С.
Станок 676С предназначался только для получения оцилиндрованного бревна диаметром 180-280 мм, а станок 675С обеспечивал фрезерование продольных пазов на оцилиндрованном бревне.
Однако среди потребителей подобная раздельная обработка не вызвала интереса, и тогда эти два станка были объединены в один – станок 682С оцилиндровочно-фрезерный, на котором производится последовательно оцилиндровка и фрезерование продольного и компенсационного пазов.
Стараясь сохранить традиции надежности и долговечности, конструкторы усилили отдельные узлы станка (повысили прочность рамы, корпуса шпинделя, узлов подачи), оставив неизменными надежно зарекомендовавшие себя детали.
Станок выполнен в моноблочном варианте с неразъемной рамой, что повысило жесткость и снизило вибрации конструкции. Уменьшению вибраций служит и расположение ножей на оцилиндровочной планшайбе. Принятая схема «3 чистовых и 3 черновых ножа» улучшает динамическую уравновешенность вращающихся деталей шпинделя, а также снижает нагрузку на каждый из черновых ножей, работающих с наибольшей интенсивностью.
С той же целью уменьшения вибраций на выходе из оцилиндровочного шпинделя бревно попадает в призматические направляющие V-образной формы, охватывающие оцилиндрованную поверхность снизу и сверху. Это устройство не дает вибрировать комлевой части бревна после того, как она теряет контакт с подающими рябухами и принимает консольное положение.
Далее оцилиндрованная часть бревна входит в зону фрезерного узла, где верхняя и нижние фрезы нарезают соответственно компенсационный (релаксационный) и продольный пазы. За фрезерным узлом бревно входит в направляющие – устройства, препятствующие закручиванию бревна при оцилиндровке.
За фрезерным узлом бревно входит в направляющие – устройства, препятствующие закручиванию бревна при оцилиндровке.
Верхняя направляющая выполнена в виде гребня, который входит в релаксационный паз. Нижние направляющие в виде призм фиксируют кромки продольного паза.
Вытяжные ролики станка спрофилированы таким образом, чтобы создать наилучшие условия для центрирования бревна по оси обработки.
Верхние ролики представляют собой комбинацию из двух конических роликов и расположенного между ними диска. Конусные части роликов прижимаются к оцилиндрованной поверхности бревна, а диск входит в компенсационный паз, также направляя бревно по оси и препятствуя его проворачиванию.
Нижние ролики одинарные, но имеют специальный профиль, центрирующий желоб продольного паза и препятствующий уходу последнего вправо-влево. Настройка нижних роликов на нужный диаметр бревна и глубину продольного паза производится упорными винтами, которыми оснащены все нижние рычаги вытяжных узлов. Высота подъема или опускания ролика определяется специальным мерителем, прилагаемым к станку. Измерения производятся от обработанной базы, общей для всех узлов подачи, цилиндрования и вытяжки бревна. Такой способ значительно упрощает и ускоряет перестройку станка на разные диаметры бревен.
Высота подъема или опускания ролика определяется специальным мерителем, прилагаемым к станку. Измерения производятся от обработанной базы, общей для всех узлов подачи, цилиндрования и вытяжки бревна. Такой способ значительно упрощает и ускоряет перестройку станка на разные диаметры бревен.
Все эти конструктивные решения применены и в станке 697С, который позволяет получать оцилиндрованное и отфрезерованное бревно в пределах диаметров 180-320 мм. Отличительной его особенностью является то, что из-за значительной длины станка (более 7 м) он разделен на два блока: блок подающих узлов и блок обработки бревна. Каждый из блоков имеет индивидуальный привод подачи, а блок обработки имеет центрирующий люнет.
Другой особенностью станка является наличие ступенчатого резания при оцилиндровке бревна, что позволило оставить привод той же мощности, что и у станка 682С.
Идя навстречу пожеланиям заказчиков, которые хотели бы иметь возможность получать не только оцилиндрованные детали домов, но и пиломатериал, на базе вышеуказанных станков были спроектированы и оцилиндровочно-фрезерные станки 685С и 689С соответственно. Эти станки включают в себя пильный узел, совмещенный с концевой стойкой вытяжного механизма. Пильные узлы оснащаются пилами до 560 мм, позволяющими получать высоту пропила до 180 мм.
Эти станки включают в себя пильный узел, совмещенный с концевой стойкой вытяжного механизма. Пильные узлы оснащаются пилами до 560 мм, позволяющими получать высоту пропила до 180 мм.
Отличительной особенностью пильных узлов является то, что они имеют дополнительную подшипниковую опору конца пильного вала, что значительно повышает его жесткость и, следовательно, устойчивость пил в работе.
Для обработки бревен диаметрами от 120 до 240 мм изготовляется станок 692С. Конструктивно он устроен так же, как и 685С, но имеет меньшие габариты, массу и установленную мощность.
На сегодняшний день фирмой разработаны модели станков 699С и 700С. Отличительной их особенностью является возможность установки пил большего диаметра. Так 699С, являющийся дальнейшей модернизацией станка 697С, может быть оснащен пилами O630 мм или O710 мм, а станок 700С (развитие схемы станка 692С) оснащается пилами O630 мм. При этом обеспечиваются высоты пиления 220 мм (для 700С) и 250 мм (для 699С).
Многолетняя эксплуатация станков проходного типа показала, что это достаточно надежное, высокопроизводительное оборудование. Чаще всего нарекания вызывает ресурс подшипников шпиндельного узла. Качество российских подшипников большого диаметра оставляет желать лучшего. Изначальные осевые люфты колец порой достигают 0,8-0.9 мм. К тому же конструкция шпиндельного узла не позволяет в достаточной мере защитить подшипники от попадания загрязнений. В результате происходит ускоренный износ подшипников. Некоторые «бывалые» потребители находят выход в том, что перед началом эксплуатации полностью забивают подшипниковый узел смазкой до выступания из зазоров. Эта мера позволяет создать преграду для попадания пыли внутрь подшипников и продляет срок их службы. Фирма работает над повышением долговечности подшипникового узла.
Оглядываясь на зарубежный опыт, можно сделать вывод, что все ведущие фирмы, занимающиеся производством оборудования для домостроения из оцилиндрованного бревна «Wema Probst» (Германия), «Oswald» (Австрия), «Raute» (Финляндия) делают ставку на оцилиндровочные станки проходного типа.
Такой тип оборудования позволяет организовать массовое производство заготовок для деревянного домостроения. Именно заготовок, а не деталей, как принято у нас. Ведь прежде, чем попасть в оцилиндровочный станок, там бревно проходит по крайней мере две операции – оцилиндровку комля и окорку. А оцилиндрованные бревна идут на сушку и только в сухом виде подвергаются чистовой оцилиндровке и фрезеровке профиля или просто фрезеровке в нужный профиль (фирмы «Raute», «Makron»). У нас же просят оборудование, чтобы было «три или даже пять в одном». И мы идем навстречу пожеланиям заказчика! Пока получается, правда производительность не такая, как на Западе.
Компания «Шервуд»
тел.: 8(8332) 37-32-63
тел/факс: 8(8332) 37-16-61
E-mail: [email protected]
Все статьи
Агрессивная гидравлика Два простых решения для предотвращения дрейфа гидравлического цилиндра –
Испытывали ли вы медленные, вялые или необычные движения и изменения положения ваших цилиндров при работе с оборудованием? Или, может быть, вы замечаете, что цилиндр медленно опускается при удерживании тяжелых грузов. В этих случаях происходит дрейф гидравлического цилиндра — это одна из причин, по которой гидравлический цилиндр может выйти из строя. Хотя проблема может быть системной, давайте сосредоточимся на цилиндрах.
В этих случаях происходит дрейф гидравлического цилиндра — это одна из причин, по которой гидравлический цилиндр может выйти из строя. Хотя проблема может быть системной, давайте сосредоточимся на цилиндрах.
Что вызывает дрейф гидравлического цилиндра?
Смещение гидравлического цилиндра может быть вызвано внутренней утечкой в цилиндре через поршень или внешней утечкой. При возникновении внутренних утечек гидравлическая жидкость физически перемещается с одной стороны поршня на другую, создавая неравномерное распределение, которое заставляет цилиндр двигаться или «дрейфовать».
Утечки обычно возникают, когда уплотнения поршня, стопорного клапана или уплотнения штока изнашиваются или выходят из строя по разным причинам. Одной из причин дрейфа гидравлического цилиндра является загрязненная гидравлическая жидкость, которая может повредить уплотнения и/или уплотнительные поверхности.
Почему никогда не следует игнорировать признаки дрейфа гидравлического цилиндра
Смещение гидравлического цилиндра проблематично по нескольким причинам. Во-первых, дрейф может вызвать рывки гидравлического движения в оборудовании, которое когда-то работало бесперебойно. Когда мы говорим об оборудовании, которое поднимает несколько тонн, это может представлять серьезную угрозу безопасности.
Во-первых, дрейф может вызвать рывки гидравлического движения в оборудовании, которое когда-то работало бесперебойно. Когда мы говорим об оборудовании, которое поднимает несколько тонн, это может представлять серьезную угрозу безопасности.
Кроме того, неравномерное распределение гидравлической жидкости может привести к увеличению распределения сил и соответствующего давления на одну область оборудования, что приведет к отказу. Опять же, это создает опасную ситуацию, когда вы поднимаете, удерживаете и перемещаете тяжелые грузы.
Диагностика смещения гидравлического цилиндра в тот момент, когда вы начинаете замечать проблемы, поможет вам предотвратить дорогостоящие простои оборудования и потенциальный побочный ущерб гидравлической системе или оборудованию. Всегда регулярно проверяйте гидравлику и эксплуатируйте оборудование только с рекомендованной производителем скоростью и грузоподъемностью.
Наконечники для предотвращения смещения гидравлического цилиндра
Дрейф гидравлического цилиндра является признаком того, что цилиндры не работают эффективно и не так, как изначально спроектировано. Игнорирование проблемы только усугубит ситуацию, создав небезопасную рабочую среду и еще больше повредив компоненты и оборудование вашего цилиндра. Как риски, так и финансовые последствия отказа оборудования значительны. Однако есть шаги, которые вы можете предпринять, чтобы защитить себя и свое оборудование.
Игнорирование проблемы только усугубит ситуацию, создав небезопасную рабочую среду и еще больше повредив компоненты и оборудование вашего цилиндра. Как риски, так и финансовые последствия отказа оборудования значительны. Однако есть шаги, которые вы можете предпринять, чтобы защитить себя и свое оборудование.
Все сводится к выбору правильного продукта
Первое, что вы можете сделать, чтобы предотвратить дрейф и поломку гидравлического цилиндра, — это использовать высококачественные, специально изготовленные цилиндры. Вместо того, чтобы выбирать универсальный универсальный цилиндр, мы рекомендуем выбирать цилиндры, специально созданные для вашего бизнеса. Эти цилиндры созданы специально для вашей отрасли и оборудования, поэтому они гарантированно работают на высоком уровне.
Будьте в курсе техобслуживания
Регулярное техническое обслуживание также чрезвычайно важно. Заботьтесь о своей технике, и ваша техника позаботится о вас! Текущее техническое обслуживание ваших гидравлических цилиндров должно включать в себя подготовку жидкости, всегда используя высококачественную фильтрацию и контролируя уровни производительности, а также проверяя штоки на прямолинейность, повреждения и состояние крепления и штифта. Если какие-либо детали выглядят даже слегка изношенными или поврежденными, не откладывайте их замену.
Если какие-либо детали выглядят даже слегка изношенными или поврежденными, не откладывайте их замену.
Хотите сделать первый шаг к предотвращению проблем с работой цилиндра? Свяжитесь с нами сегодня, чтобы узнать больше о наших гидравлических цилиндрах специального назначения. Мы будем работать с вами, чтобы спроектировать правильный цилиндр для работы, и мы поможем вам обслуживать его, чтобы он работал усердно в течение многих лет. Вопросы? Позвоните нам по телефону 866.406.4100.
Розенбум
Все, что мы делаем, делается на заказ
У нас есть опыт работы во многих отраслях, а это означает, что мы знаем лучшую конструкцию цилиндра для каждого применения. Таким образом, вы получаете индивидуальное решение, созданное с умением и вниманием к деталям. Это единственный известный нам способ. Никаких ярлыков. Никаких компромиссов. Цилиндры индивидуального изготовления. Это то, что мы делаем.
Обещания сдержаны
Есть что сказать за выполнение того, что вы говорите. Мы верим в этот принцип с 19 лет.74 года, когда Лари и Вив Розенбум основали нашу компанию как магазин инструментов и штампов.
Мы верим в этот принцип с 19 лет.74 года, когда Лари и Вив Розенбум основали нашу компанию как магазин инструментов и штампов.
OEM-производители доверяют нам производство превосходного продукта. Они процветают в сотрудничестве с нашей командой инженеров, потому что они знают, что это приведет к потрясающим результатам.
На наш взгляд, мы не просто производим лучшие гидроцилиндры на рынке. Мы разрабатываем индивидуальные решения, которые работают. День за днем. У вас есть наше слово.
БЫЛ ТАМ, СДЕЛАЛ ЭТО.
Когда речь заходит о применении гидравлических цилиндров, мы видели все это. И мы работали с лидерами отрасли в области строительства, утилизации отходов, сельского хозяйства, пожарно-спасательных служб, транспорта и многого другого.
Независимо от того, кто вы и чем занимаетесь, ваша репутация зависит от того, как мы работаем. Вот почему каждый цилиндр, который покидает каждое из наших производственных предприятий, проходит 100% проверку масла.
В конце концов, кому нужны простои? У вас есть работа.
ХОРОШИЕ ПРОДУКТЫ ПРОИЗВОДЯТ ХОРОШИЕ ЛЮДИ.
Выполнять свои обещания намного проще, если у вас есть обученная и опытная команда, у которой есть страсть и стремление к постоянному совершенствованию. Для нас достаточно хорошо никогда не бывает достаточно хорошо.
ЧТО МЫ МОЖЕМ РАЗРАБОТАТЬ ДЛЯ ВАС?
Наша команда инженеров готова сотрудничать с вами от концепции до выпуска продукта, решая самые сложные вопросы применения на этом пути.
Это не просто превращение вашего рисунка в дизайн. Мы предлагаем новейшие технологии, которые могут улучшить ваш продукт, чтобы предоставить вам окончательное решение.
Кроме того, мы проводим больше жизненных и импульсных испытаний, чем кто-либо в отрасли
Лучшие в отрасли производственные мощности Мы используем бережливые клеточные производственные процессы наряду с культурой постоянного совершенствования, чтобы сохранить острое конкурентное преимущество. И поскольку мы гордимся своей последовательностью, последний цилиндр в вашем заказе всегда точно такой же, как и первый.
И поскольку мы гордимся своей последовательностью, последний цилиндр в вашем заказе всегда точно такой же, как и первый.
Подробнее
Ничто так не влияет на срок службы цилиндра, как сварка.
Вот почему совершенство всегда было приоритетом. Наши сварщики сертифицированы AWS. И более 90% наших сварных швов выполняются с помощью роботов для обеспечения согласованности и целостности. С более чем 30 сварочными роботами, собственной сваркой трением и программой постоянного улучшения на основе данных для устранения дефектов становится ясно, что мы очень серьезно относимся к искусству сварки.
Все сварные швы проверяются внутренними сертифицированными визуальными инспекторами сварных швов при поддержке нашей полной лаборатории сертификации сварных швов. Кроме того, у нас есть команда CWI AWS, в том числе старший CWI, чтобы обеспечить высочайший уровень качества работы.
Поскольку наша система отделки специально разработана для окраски цилиндров, они доставляются на ваш объект готовыми к работе. Мы используем двухкомпонентную грунтовку методом «мокрый по мокрому» и полиуретановое верхнее покрытие для непревзойденного качества. Мы можем одновременно работать с 20 различными цветами с помощью электронного дозатора, который гарантирует надежные, точные пропорции смешивания и быструю смену.
Мы используем двухкомпонентную грунтовку методом «мокрый по мокрому» и полиуретановое верхнее покрытие для непревзойденного качества. Мы можем одновременно работать с 20 различными цветами с помощью электронного дозатора, который гарантирует надежные, точные пропорции смешивания и быструю смену.
Промышленные системы окраски
Пятиступенчатый цикл мойки с экологически чистым цирконием
Автоматизированная компонента краски. Смешивание
Эпоксидная и полиуретановая праймеры с полиуретановыми верхними гостями
Гибкие варианты краски и отделка краски
Правопроводно.
НУЖЕН ВЕСЬ КОМПЛЕКТ? МЫ ТОЖЕ МОЖЕМ СДЕЛАТЬ ЭТО.
Иногда вам нужно больше, чем просто цилиндр. Имея прогрессивный цех с ЧПУ и ряд производственного оборудования, мы можем предоставить вашей производственной линии цилиндр или, если вы предпочитаете, полную сборку, включая шланги и прикрепленные изделия.

