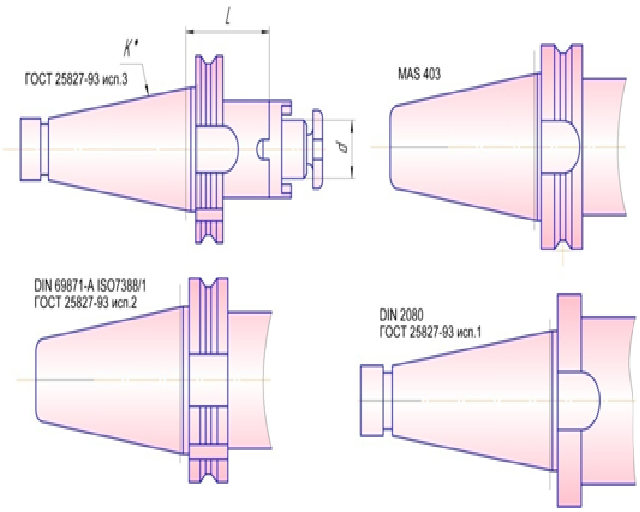
Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков ГОСТ 15069-75 | Гамма-Про
| В нашей компании Вы можете заказать поставку либо изготовление, а также, при наличии на складе, приобрести Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков ГОСТ 15069-75: |
| Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков ГОСТ 15069-75 | |||||||||||||||
Обозна- | Конус Морзе | Масса, кг, | Поз. | Поз.2. Шпонка* | Поз.3. | ||||||||||
ГОСТ 15074-75 | ГОСТ 23360-78 | ||||||||||||||
Обозна- | Обозна- | Кол. | Обозна- | Кол.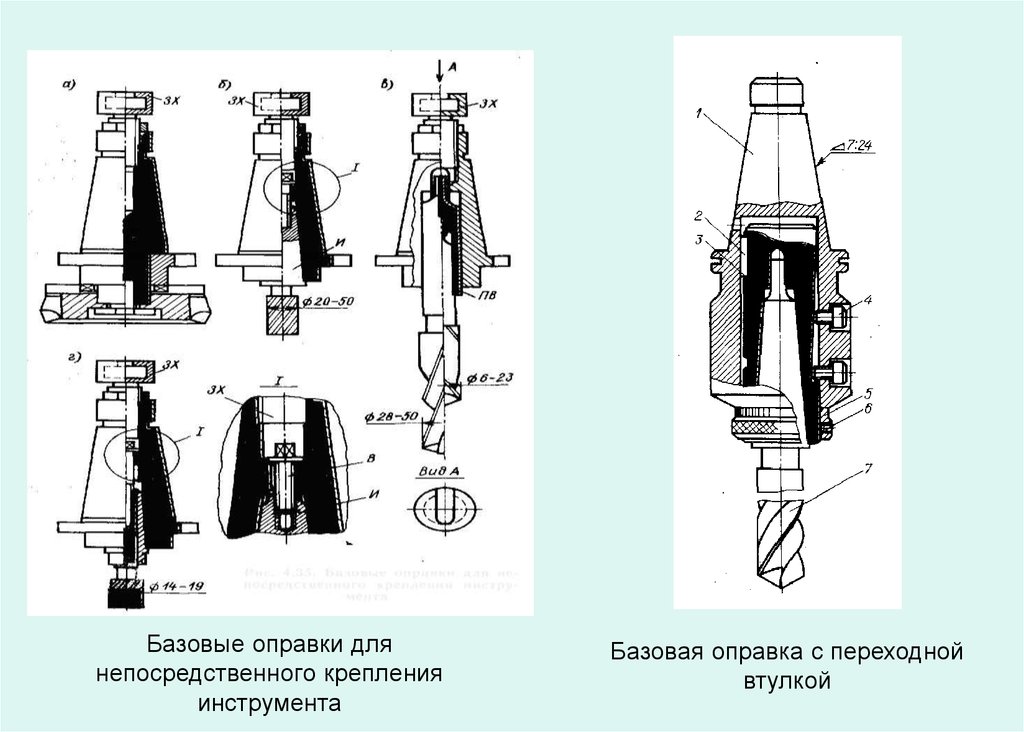 | Обозна- | Кол. | Обозна- | ||||||||
6224-0251 | 2 | 13 | 17,780 | 10 | 225 | 100 | 0,31 | 6224-0251/001 | 7050-0663 | 1 | — | — | — | — | 6002-0162 |
6224-0252 | 285 | 160 | 0,38 | 6224-0252/001 | 7050-0662 | 2 | |||||||||
6224-0253 | 3 | 16 | 23,825 | 13 | 315 | 0,81 | 6224-0253/001 | 7050-0665 | 6002-0164 | ||||||
6224-0254 | 405 | 250 | 0,95 | 6224-0254/001 | 7050-0666 | ||||||||||
6224-0255 | 22 | 16 | 320 | 160 | 1,08 | 6224-0255/001 | 7050-0669 | 1 | 6002-0166 | ||||||
6224-0256 | 410 | 250 | 1,36 | 6224-0256/001 | 7050-0668 | 2 | |||||||||
6224-0257 | 475 | 315 | 1,56 | 6224-0257/001 | 2-6х6х70 | 1 | |||||||||
6224-0258 | 27 | 20 | 375 | 200 | 1,65 | 6224-0258/001 | 7050-0652 | 1 | — | — | 6002-0168 | ||||
6224-0259 | 490 | 315 | 1,92 | 6224-0259/001 | 7050-0656 | 2 | |||||||||
6224-0260 | 4 | 16 | 31,267 | 13 | 340 | 160 | 1,25 | 6224-0260/001 | 7050-0665 | 6002-0164 | |||||
6224-0271 | 430 | 250 | 1,34 | 6224-0271/001 | 7050-0666 | ||||||||||
6224-0261 | 22 | 16 | 350 | 160 | 1,58 | 6224-0261/001 | 7050-0669 | 1 | 6002-0166 | ||||||
6224-0262 | 440 | 250 | 1,86 | 6224-0262/001 | 7050-0668 | 2 | |||||||||
6224-0263 | 505 | 315 | 2,06 | 2-6х6х70 | 1 | ||||||||||
6224-0264 | 27 | 20 | 360 | 160 | 1,90 | 6224-0264/001 | 7050-0651 | 1 | — | — | 6002-0168 | ||||
6224-0265 | 450 | 250 | 2,32 | 6224-0265/001 | 7050-0653 | ||||||||||
6224-0266 | 520 | 315 | 2,63 | 6224-0266/001 | 7050-0656 | 2 | |||||||||
6224-0267 | 600 | 400 | 3,00 | 6224-0267/001 | 7050-0654 | 7050-0657 | 1 | ||||||||
6224-0268 | 32 | 23 | 460 | 250 | 3,00 | 6224-0268/001 | 7050-0661 | 1 | — | — | 6002-0170 | ||||
6224-0269 | 525 | 315 | 3,42 | 6224-0269/001 | 7050-0675 | 2 | |||||||||
6224-0270 | 610 | 400 | 3,98 | 6224-0270/001 | 7050-0671 | 7050-0674 | 1 | ||||||||
 1.
1.
| Конструкция и размеры корпусов | |||||||||||||
Обозначения корпусов | Конус Морзе | Масса, кг, | |||||||||||
6224-0251/001 | 2 | 13 | 225 | 85 | 17,780 | 10 | M12x1,5 | 136 | 36 | 20 | 70 | 10 | 0,28 |
6224-0252/001 | 285 | 140 | 196 | 0,34 | |||||||||
6224-0253/001 | 3 | 16 | 315 | 23,825 | 13 | М16х1,5 | 202 | 42 | 87 | 0,75 | |||
6224-0254/001 | 405 | 230 | 292 | 0,86 | |||||||||
6224-0255/001 | 22 | 320 | 140 | 16 | М20х2 | 210 | 50 | 25 | 0,98 | ||||
6224-0256/001 | 410 | 230 | 300 | 1,23 | |||||||||
6224-0257/001 | 475 | 300 | 365 | 1,42 | |||||||||
6224-0258/001 | 27 | 375 | 180 | 20 | М24х2 | 264 | 64 | 32 | 1,49 | ||||
6224-0259/001 | 490 | 300 | 379 | 1,72 | |||||||||
6224-0260/001 | 4 | 16 | 340 | 140 | 31,267 | 13 | M16х1,5 | 202 | 42 | 20 | 110 | 12 | 1,20 |
6224-0271/001 | 430 | 230 | 292 | 1,27 | |||||||||
6224-0261/001 | 22 | 350 | 140 | 16 | М20х2 | 210 | 50 | 25 | 10 | 1,48 | |||
6224-0262/001 | 440 | 230 | 300 | 1,73 | |||||||||
6224-0263/001 | 505 | 300 | 365 | 1,92 | |||||||||
6224-0264/001 | 27 | 360 | 140 | 20 | M24x2 | 224 | 64 | 32 | 1,75 | ||||
6224-0265/001 | 450 | 230 | 314 | 2,14 | |||||||||
6224-0266/001 | 520 | 300 | 379 | 2,48 | |||||||||
6224-0267/001 | 600 | 380 | 464 | 2,78 | |||||||||
6224-0268/001 | 32 | 460 | 230 | 23 | М27х2 | 318 | 68 | 2,72 | |||||
6224-0269/001 | 525 | 300 | 383 | 3,11 | |||||||||
6224-0270/001 | 610 | 380 | 468 | 3,62 | |||||||||
ГОСТ 15069-75.
 Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков. Конструкция и размеры
Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков. Конструкция и размеры| Вид документа | ГОСТ |
| Статус | Действует |
| Документ принят организацией | |
| Документ внесен организацией | |
| Разработчик документа | Государственный проектно-технологический институт (Оргстанкинпром) |
| Дата принятия в МГС | |
| Дата начала действия | 1977-01-01 |
| Дата последней редакции | 1976-01-21 |
| Страны действия | |
| Где применяется | Настоящий стандарт устанавливает конструкцию и размеры оправок с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков |
| Код ОСК | 25. 060.20 060.20 |
ГОСТы которые могут вас заинтересовать
Список ГОСТов
ГОСТ 31.1066.01-85. Приспособления к металлорежущи…
2598.00р.
 Основные параметры и размеры”>ГОСТ 31.1066.02-85. Приспособления к металлорежущи…
Основные параметры и размеры”>ГОСТ 31.1066.02-85. Приспособления к металлорежущи…2598.00р.
ГОСТ 31.1066.03-97. Приспособления к металлорежущи…
2598.00р.
ГОСТ 31.1066.04-97. Приспособления к металлорежущи…
3168.00р.
ГОСТ 1556-67. Зажимы винтовые с клином для станочн…
1458. 00р.
00р.
ГОСТ 1654-86. Патроны токарные общего назначения. …
2028.00р.
ГОСТ 2571-71. Патроны токарные поводковые. Констру…
1458.00р.
ГОСТ 2675-80. Патроны самоцентрирующие трехкулачко…
2028.00р.
Прочее
ПрочееРазмер шрифта
Фон и цвет шрифта
Изображения
Озвучивание текста
Обычная версия сайта
Прочее
ТРУБЫ (ГОСТ 8734-75)
89,5 КБ
ВЕС ТРУБЫ
181 КБ
ДЕТАЛИ ИЗ ПРОФИЛИРОВАННОЙ ДРЕВЕСИНЫ(СТБ 1074-97)
954,1 КБ
ШПИЛЬКИ (ГОСТ 9066-75)
2,3 МБ
ГАЙКИ(ГОСТ 9064-75)
307 КВ
РАВНОПОЛОЧНЫЙ КАНАЛОВЫЙ (ГОСТ 8278-83)
1,8 МБ
ВСТАВКИ ДЛЯ ИНСТРУМЕНТОВ
5,5 МБ
ГОСТ 26020-83
424,9 КБ
ГОСТ 19962-74
250,7 КБ
ГОСТ 19942-74
283,8 КБ
ГОСТ 19939-74
294,5 КБ
ГОСТ 14140-81
1,7 МБ
ГОСТ 13062-67
291,8 КБ
ПОКОВКИ (ГОСТ 8479-70)
225,1 КБ
ПРОВОЛОКА ПРУЖИННАЯ УГЛЕРОДНАЯ (ГОСТ 9389-75)
647,4 KB
ТВЕРДЫЕ СПЕЧЕННЫЕ СПЛАВЫ(ГОСТ 9391-80)
1,9 МБ
КОЛЬЦА (ГОСТ 9833-73)
1,4 МБ
ТРУБКА(ГОСТ 9940-81)
459,1 КВ
ТРУБЫ(ГОСТ 9941-81)
472,7 КБ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ КОРОТКИЕ (ГОСТ 9953-82)
143,7 КБ
СВАРКА(ГОСТ 11534-75)
397,8 КБ
ТРУБЫ (ГОСТ 8239-89)
297,8 КБ
ЛИНЕЙНЫЕ РАЗМЕРЫ(ГОСТ 8050-73)
1,3 МБ
ПОКОВКИ(ГОСТ 7829-70)
1021,6 КБ
БОЛТЫ(ГОСТ 7808-70)
401,7 КВ
БОЛТЫ(ГОСТ 7805-70)
450,1 КВ
БОЛТЫ(ГОСТ 7798-70)
445,7 КВ
ШАЙБЫ(ГОСТ 6958-78)
282,3 КБ
ШНУР РЕЗИНОВЫЙ КРУГЛЫЙ (ГОСТ 6467-79)
540,3 КБ
ШАЙБЫ(ГОСТ 6402-70)
395,5 КБ
ГАЙКИ(ГОСТ 5915-70)
325,6 КБ
ЛЕНТА ХОЛОДНОКАТАНАЯ (ГОСТ 503-81)
684 КБ
ШАЙБЫ (ГОСТ 4087-69)
207,9 КБ
ОПОРЫ РЕГУЛИРУЕМЫЕ (ГОСТ 4084-68)
306,1 KB
КОМПЛЕКТЫ (ГОСТ 3212-92)
582,6 КБ
РУКОЯТКИ С ШАРОВОЙ ГОЛОВКОЙ (ГОСТ 3055-69)
54,9 КБ
ТКАНИ(ГОСТ 29298-2005)
543,4 КБ
КОНУСНЫЕ ДАТЧИКИ (ГОСТ 2849-94)
430,7 KB
ДОПУСКИ КОНУСОВ ИНСТРУМЕНТА(ГОСТ 2848)
603,6 КБ
ФОРМЫ ПЛАСТИКОВЫЕ (ГОСТ 27358-87)
643,3 КБ
ИНСТРУМЕНТАЛЬНЫЕ ОПРАВКИ ДЛЯ ЗЕНКОВКИ (ГОСТ 26260-84)
67,8 KB
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ (ГОСТ 25557-82)
157 КБ
ПРОБКА СЕРДЕЧНИКА (ГОСТ 24536-80)
106,9 КБ
ВИЛКИ ШТЫРЬКОВЫЕ (ГОСТ 24527-80)
113,5 КБ
ВХОДНОЙ КОНТРОЛЬ (ГОСТ 24297-87)
416,1 КБ
ЛИСТ АЛЮМИНИЙ И АЛЮМИНИЕВЫХ СПЛАВОВ(ГОСТ 21631-76)
1 МБ
ДАТЧИКИ КОНУСНЫЕ 7- 24(ГОСТ 20305-94)
360,8 KB
СТОПОР ДЛЯ ФОРМОВКИ (ГОСТ 19945-74)
110,1 КБ
ШТИФТЫ РЕЗЬБОВЫЕ ТРАНСПОРТНЫЕ (ГОСТ 18816-80)
99,3 KB
ПРУЖИНЫ СЖАТИЯ(ГОСТ 18793-80)
2,2 МБ
ПРОБКИ ОГРАНИЧИТЕЛЬНЫЕ (ГОСТ 18789-80)
119,8 KB
ТОЛКАТЕЛИ (ГОСТ 18780-80)
131 КБ
ОПОРНЫЕ КОЛОННЫ ДЛЯ ФОРМ (ГОСТ 17390-72)
148,6 КБ
ВТУЛКИ НАПРАВЛЯЮЩИЕ СТУПЕНЧАТЫЕ ДЛЯ ФОРМ (ГОСТ 17389-72)
104,8 KB
ВТУЛКИ НАПРАВЛЯЮЩИЕ УДЛИНЕННЫЕ ДЛЯ ФОРМ (ГОСТ 17388-72)
108,3 KB
ВТУЛКИ НАПРАВЛЯЮЩИЕ ФОРМЫ (ГОСТ 17387-72)
130,7 KB
ЛОПАТКА НАПРАВЛЯЮЩАЯ ФОРМЫ (ГОСТ 17386-72)
248,7 KB
ДОХОД.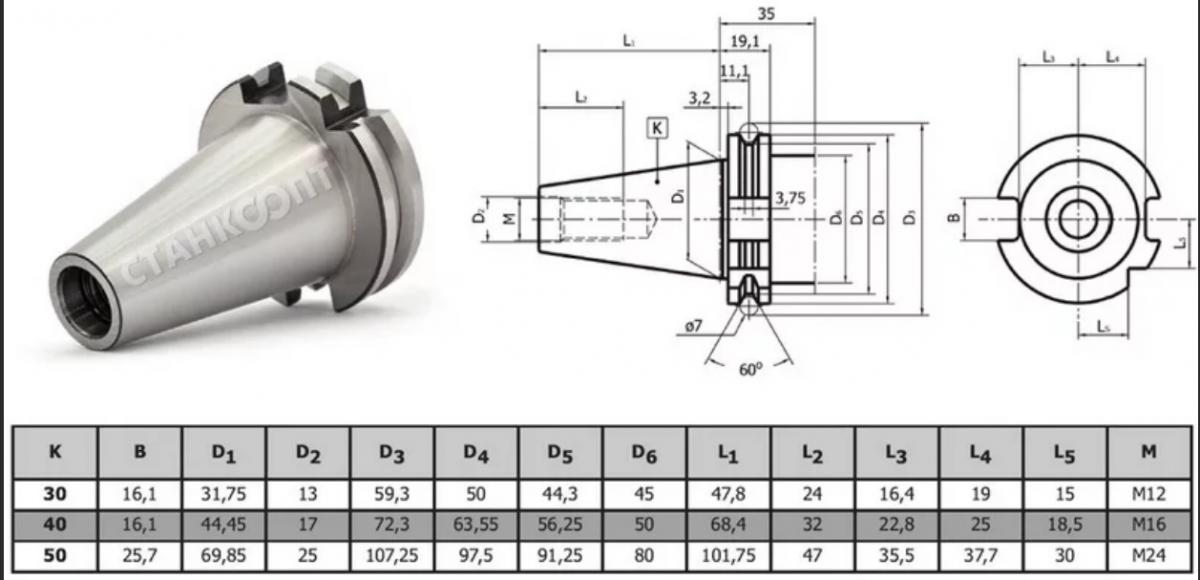 И ПОДШИПНИК ДЛЯ ФОРМ(ГОСТ 17385-72)
И ПОДШИПНИК ДЛЯ ФОРМ(ГОСТ 17385-72)
339,9 КБ
ПУАНСОНЫ КРУГЛЫЕ (ГОСТ 16621-80)
262,1 КБ
ВТУЛКИ ПЕРЕХОДНЫЕ ДЛЯ ОТВОДОВ (ГОСТ 15936-70)
277,8 KB
ШПИЛЬКИ ДЛЯ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ (ГОСТ 15074-75)
98,3 KB
ГАЙКИ ДЛЯ БОКОФРЕЗЕРОВ (ГОСТ 15073-75)
87,6 KB
СТУПИЦЫ ДЛЯ ОПРАВОК КОНЦЕВЫХ ФРЕЗ (ГОСТ 15072-75)
79,1 KB
КОЛЬЦА ДЛЯ БОКОФРЕЗЕРНЫХ СТАНКОВ (ГОСТ 15071-75)
191,6 КБ
ПРАВИЛЬНИКИ ДЛЯ БОКОФРЕЗОВ К СТАНКАМ (ГОСТ 15070-75О)
2 KB
НАСАДКИ БОКОВЫЕ ФРЕЗЫ К СТАНКАМ (ГОСТ 15069-75O)
2 КБ
ЗАПРАВКА БОКОВЫХ ФРЕЗ НА СТАНКИ (ГОСТ 15068-75О)
2 КБ
ПРАВКА БОКОВЫХ ФРЕЗ НА ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫХ СТАНКАХ (ГОСТ 15067-75О)
2 КБ
ВИНТЫ (ГОСТ 1477-93)
359,5 КБ
ДУГОВАЯ СВАРКА(ГОСТ 14771-76)
17,8 МБ
ШАЙБЫ ТОРЦЕВЫЕ(ГОСТ 14734-69)
144,5 КБ
ПРОКЛАДКИ ДЛЯ РЕЗЦОВ(ГОСТ 14701-69)
91,5 КБ
ДОПУСКИ(ГОСТ 14140-81)
1,7 МБ
ВИНТЫ УСТАНОВОЧНЫЕ (ГОСТ 13896-68)
93,7 KB
СТУПИЦА 7-24(ГОСТ 13790-68)
111,3 КБ
НОГИ МОНТАЖНЫЕ(ГОСТ 13442-68)
122,1 КБ
ПЯТЫ ДЛЯ СВЕТИЛЬНИКОВ (ГОСТ 13436-68)
533,9 КБ
ВИНТЫ (ГОСТ 13431-68)
533,9 КБ
ЦЕНТР УПОРНЫЙ (ГОСТ 13214-79)
157,3 KB
ПРУЖИНЫ СЖАТИЯ(ГОСТ 13465-67)
359,5 KB
ВТУЛКИ ДЛЯ ПУАНСОНОВ (ГОСТ 13121-83)
618 КБ
ДЕТАЛИ ДЛЯ ПУАНСОНОВ (ГОСТ 13119-81)
922,4 KB
ВИНТЫ (ГОСТ 11738-84)
365,6 КБ
ШАЙБЫ(ГОСТ 11371-78)
302,7 КБ
ПРОКАТ ЛИСТОВОЙ (ГОСТ 5520)
248,1 КБ
ТРУБЫ КВАДРАТНЫЕ(ГОСТ 8639)
321,1 KB
ЧУГУН СПЕЦИАЛЬНЫЙ(ГОСТ 7769)
1,1 МБ
АЛЮМИНИЙ(ГОСТ 4784)
581,4 КБ
ПРОКЛАДКА УПЛОТНИТЕЛЬНАЯ (ГОСТ 23358-87)
234,6 КБ
ИГЛЫ АЛМАЗНЫЕ (ГОСТ 17564-85)
332,8 КБ
КРУГИ АЛМАЗНЫЕ (ГОСТ 16179-91)
315,4 КБ
Ваша корзина пуста
Это легко исправить: выберите интересующий Вас товар в каталоге и нажмите кнопку “Добавить в корзину”
В каталог
Заводы по производству бесшовных труб – SMS group GmbH
Бесшовные трубы — это не только наша страсть; они также являются частью нашего фонда: с тех пор, как братья Маннесманн изобрели бесшовную трубу в 1885 году, мы постоянно совершенствуем и совершенствуем процесс производства бесшовных труб.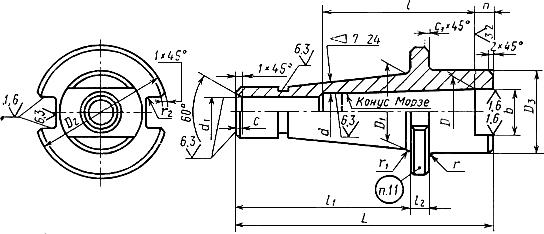 Мы тесно сотрудничаем с производителями труб и партнерами, которые обслуживают нефтепромыслы, строительство и автомобилестроение, чтобы наши технологии и решения соответствовали требованиям рынка труб.
Мы тесно сотрудничаем с производителями труб и партнерами, которые обслуживают нефтепромыслы, строительство и автомобилестроение, чтобы наши технологии и решения соответствовали требованиям рынка труб.
Процесс непрерывной прокатки с использованием оправочных станов успешно используется в качестве метода производства бесшовных стальных труб с 1970-х годов. Опорный стан состоит из нескольких двухвалковых клетей, прокатывающих полость в продольном направлении с образованием обечайки. Установки SMS PQF ® (чистовая обработка высшего качества) позволяют работать с максимальной эффективностью, оптимизировать эксплуатационные расходы и сократить время простоя без ущерба для производительности и высококачественных результатов; в то время как обычные линии бесшовных труб не могут конкурировать с высокоточной PQF ® качества, ни с его уровнями производительности.
Стан PQF ® состоит из шести клетей с тремя приводными валками в каждой.
 Таким образом, усилие прикладывается более равномерно по окружности валков, чем в технологии MPM (многостенные трубопрокатные станы) с традиционной двухвалковой компоновкой.
Таким образом, усилие прикладывается более равномерно по окружности валков, чем в технологии MPM (многостенные трубопрокатные станы) с традиционной двухвалковой компоновкой.Будь то трубы из высоколегированной стали или особенно тонкостенные прецизионные трубы, наша технология PQF ® предназначена для эффективного и надежного производства даже самых высококачественных продуктов. Благодаря использованию меньшего количества материала достигается более высокая производительность по сравнению с обычными решениями. Это обеспечивает экономию затрат на инструмент и энергию благодаря малому повторному нагреву в процессе прокатки и, следовательно, меньшему количеству CO 2 след.
Стан PQF на заводе по производству бесшовных труб в Чанбао производства SMS group в КитаеSMS group доработала процесс нажимного стола до CPE (прошивка и удлинение с поперечными валками) и TPE (прошивка с тремя валками и удлинение).
Это означает, что ассортимент продукции был расширен по сравнению с предыдущими концепциями, а процессы предлагают существенные преимущества с точки зрения качества и экономической эффективности. Оба метода отличаются от обычного метода нажимного стола первой стадией формования, процессом прошивки.При методе CPE прошивной пресс, удлинитель и редукционный стан для полых заготовок заменяются высокопроизводительным двухвалковым прошивным станом, который действует как узел прошивки и предварительного растяжения. Таким образом, процесс требует меньшего количества стадий формовки, поэтому владельцы заводов могут значительно снизить затраты на переработку. В то же время они могут использовать заготовки большего веса и достигать лучших допусков по толщине стенки. Производительность мельниц CPE значительно выше, чем при использовании обычного метода толкания. Таким образом, современные станы CPE представляют собой высокоэффективную, гибкую и экономичную альтернативу при производстве труб среднего и малого диаметра.
SMS group использует трехвалковую прошивную машину с тремя валками вместо двух2-валковой поперечно-валковой машины. В результате качество дупла перед процессом растяжения на жимовом станке еще больше повысилось.
Стан Асселя – трехвалковый поперечно-прокатный стан, предназначенный для производства средне- и толстостенных труб высокого качества и точности размеров. Они в основном используются для труб шарикоподшипников и труб и труб общего машиностроения, которые необходимо впоследствии подвергать механической обработке. SMS group постоянно совершенствовала эту технологию, благодаря чему удалось удвоить максимально возможный диаметр трубы. Сегодня на станах Ассель можно производить трубы с наружным диаметром до 460 мм и толщиной стенки до 80 мм.
В процессе прокатки в полость вставляется оправочный стержень – в обычном процессе прокатки он перемещается в свободном режиме, а в высокопроизводительных прокатных станах перемещается контролируемым образом.
Завод Ассель для производства бесшовных труб повышенной прочности SMS group SMS group усовершенствовала эту проверенную технологию для таких высокопроизводительных сборочных мельниц, что означает усовершенствование технологии и расширение диапазона размеров.Метод горячей пильгерной прокатки является одним из старейших процессов удлинения прошивных заготовок в трубчатые обечайки. Сегодня на горячих пильгерных станах производятся в основном трубы для электроэнергетики, нефтехимии и строительства. Ключевой особенностью горячепильгерных станов SMS group является большой размерный ряд прокатываемого материала – даже для высоколегированных марок стали.
Вращающиеся развальцовочные станы SMS group используются для производства бесшовных труб очень большого диаметра, которые невозможно произвести на «обычном» заводе по производству бесшовных труб.
Трубы сначала нагревают, а затем раскатывают до больших размеров — с помощью этой технологии владельцы заводов могут производить широкий спектр готовых труб с разными диаметрами и толщиной стенок всего лишь из узкого спектра исходных продуктов.Вращающийся расширитель представляет собой особый тип поперечно-прокатного стана с коническими регулируемыми по оси валками. Трубки расширяют, прокатывая их по заглушке. Положение оправки валков здесь определяет толщину стенок труб. Это также можно отрегулировать гидравлически во время процесса прокатки.
Ротационный развальцовочный стан для производства бесшовных труб самых больших диаметров
 Таким образом, усилие прикладывается более равномерно по окружности валков, чем в технологии MPM (многостенные трубопрокатные станы) с традиционной двухвалковой компоновкой.
Таким образом, усилие прикладывается более равномерно по окружности валков, чем в технологии MPM (многостенные трубопрокатные станы) с традиционной двухвалковой компоновкой. Это означает, что ассортимент продукции был расширен по сравнению с предыдущими концепциями, а процессы предлагают существенные преимущества с точки зрения качества и экономической эффективности. Оба метода отличаются от обычного метода нажимного стола первой стадией формования, процессом прошивки.
Это означает, что ассортимент продукции был расширен по сравнению с предыдущими концепциями, а процессы предлагают существенные преимущества с точки зрения качества и экономической эффективности. Оба метода отличаются от обычного метода нажимного стола первой стадией формования, процессом прошивки.
 SMS group усовершенствовала эту проверенную технологию для таких высокопроизводительных сборочных мельниц, что означает усовершенствование технологии и расширение диапазона размеров.
SMS group усовершенствовала эту проверенную технологию для таких высокопроизводительных сборочных мельниц, что означает усовершенствование технологии и расширение диапазона размеров. Трубы сначала нагревают, а затем раскатывают до больших размеров — с помощью этой технологии владельцы заводов могут производить широкий спектр готовых труб с разными диаметрами и толщиной стенок всего лишь из узкого спектра исходных продуктов.
Трубы сначала нагревают, а затем раскатывают до больших размеров — с помощью этой технологии владельцы заводов могут производить широкий спектр готовых труб с разными диаметрами и толщиной стенок всего лишь из узкого спектра исходных продуктов.Процесс прошивки находится в верхней части технологической цепочки, которая начинается с цельной стальной заготовки и заканчивается бесшовной трубой. Это имеет решающее значение для последующего качества готовой трубы, так как заготовка должна демонстрировать отличные характеристики поверхности и допуски сразу после прошивки.
Только тогда можно производить высококачественные трубы с безупречной поверхностью и высокой точностью размеров. Высокопроизводительные станы поперечной прокатки от SMS group идеально подходят для достижения этой цели, обеспечивая при этом особенно рентабельное производство.Прошивка с поперечными валками считается ведущим методом прошивки бесшовных труб и предлагает значительные преимущества по сравнению с альтернативными методами, такими как прошивные прессы или прошивные прессы. Владельцы заводов могут обрабатывать более тяжелые заготовки, а также добиваться более жестких допусков по толщине стенок.
В качестве альтернативы двухвалковому прошивному стану для процесса прошивки также используются трехвалковые прошивные станы. Это дополнительно улучшает качество толщины стенки полости.
SMS group постоянно совершенствовала процесс прошивки поперечных валков с помощью нескольких изобретений, таких как гидравлический контроль зазора. Современные высокопроизводительные конические пробойники производят особенно тонкостенные полые блюмы с очень жесткими допусками и высочайшим уровнем производительности.
Эти нововведения дают преимущества на последующих стадиях обработки при производстве бесшовных труб: снижаются нагрузки на удлинительные и калибровочные узлы и увеличивается ассортимент продукции. Это позволяет производителям труб производить более экономично – даже в случае большого диапазона размеров, небольших партий и небольших мощностей.Станок для центрирования заготовок (BCM) гарантирует, что оправка входит в заготовку точно по центру, что оптимизирует процесс прокатки. Для этого БКМ делает углубления на одном или обоих концах заготовок перед процессом прошивки. В результате оправка входит в заготовку точно по центру.
При прокатке сплошных заготовок по оправке прошивного станка образуются «полости». Здесь важно, чтобы пробойник касался заготовки точно по центру, в противном случае на концах труб возникают дефекты, известные как «луковые кольца». Чтобы избежать этого, BCM делает углубления на одном или обоих концах заготовок перед процессом прошивки.
 Только тогда можно производить высококачественные трубы с безупречной поверхностью и высокой точностью размеров. Высокопроизводительные станы поперечной прокатки от SMS group идеально подходят для достижения этой цели, обеспечивая при этом особенно рентабельное производство.
Только тогда можно производить высококачественные трубы с безупречной поверхностью и высокой точностью размеров. Высокопроизводительные станы поперечной прокатки от SMS group идеально подходят для достижения этой цели, обеспечивая при этом особенно рентабельное производство. Эти нововведения дают преимущества на последующих стадиях обработки при производстве бесшовных труб: снижаются нагрузки на удлинительные и калибровочные узлы и увеличивается ассортимент продукции. Это позволяет производителям труб производить более экономично – даже в случае большого диапазона размеров, небольших партий и небольших мощностей.
Эти нововведения дают преимущества на последующих стадиях обработки при производстве бесшовных труб: снижаются нагрузки на удлинительные и калибровочные узлы и увеличивается ассортимент продукции. Это позволяет производителям труб производить более экономично – даже в случае большого диапазона размеров, небольших партий и небольших мощностей.