Оснастка для фрезерных станков цены, отзывы, каталог, доставка, описание
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
Код товара: 33886
Код товара: 33858
Код товара: 33862
Код товара: 33857
Код товара: 33847
Код товара: 33845
Код товара: 33876
Код товара: 33864
Код товара: 33861
Код товара: 33863
Код товара: 33846
Код товара: 33879
Код товара: 33878
Код товара: 33877
Код товара: 33880
Код товара: 33860
Код товара: 33881
Код товара: 33850
Код товара: 33882
Код товара: 33848
Код товара: 33849
Код товара: 33888
18 570p
В корзинуКод товара: 33851
Код товара: 33884
Код товара: 33891
Код товара: 33852
Код товара: 33841
Код товара: 33889
Код товара: 9844
42 145p
В корзинуКод товара: 33839
34 600p
В корзинуСортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
rustan.ru
Оснастка и приспособления для станков, каталог техоснастки
Технологическая оснастка для металлорежущего станочного оборудования – это различные механизмы, инструменты и приспособления необходимые для обеспечения работы оборудования,
расширения его технологических возможностей, повышения производительности работ, обеспечения качества и улучшения условий труда. Технологическая оснастка подразделяется на:
- станочные приспособления;
- инструмент для металлообработки;
- вспомогательная оснастка.
Сегодня оснастка для станков включает в себя более 15 миллионов изделий, как универсальных, так и для специализированных, выпускаемых для проведения одной операции. Для производства одной детали необходимо, в среднем, порядка десяти технологических операций с использованием различных станков и приспособлений.
Из наиболее популярных видов оснастки можно отметить широко используемые универсальные приспособления для станков токарной группы – это 2-х, 3-х, 4-х и 6-кулачковые патроны необходимые для фиксации заготовки. Для станков сверлильно-фрезерной группы эту роль играют тиски. Широко используются и втулки для крепления сверл, фрез и другого инструмента.
Грамотно подобранные станочные приспособления позволит Вам улучшить работу всего станочного парка, на 100% использовать все имеющиеся возможности. Широкое применение оснастки позволяет существенно сократить затраты. Так, например, оснастка для нарезания резьб на токарном станке обойдется намного дешевле, чем приобретение резьбонарезного станка.
Для того, что бы грамотно выбрать приспособления для станков необходимо учесть несколько факторов:
- тип производства;
- технические характеристики и конструкцию станка;
- специфику размещения обрабатываемых деталей и проводимых операций металлообработки;
- потребность в проведении тех или иных технологических операций.
По всем вопросам, касающимся выбора и приобретения технологической оснастки, Вы можете обратиться к нашим менеджерам.
Интернет-магазин «Мекка Инструмента» – это качественная техоснастка для:
- токарных;
- фрезерных;
- сверлильных станков, а также для шлифовальных станков и другого металлообрабатывающего оборудования.
У нас – тысячи позиций оснастки, обширный каталог инструмента и доступная стоимость на любой товар. Для Вас – гибкие условия сотрудничества, огромный выбор и оперативная доставка в регионы России.
mekkain.ru
Оснастка для фрезерного станка по металлу
Приспособления и оснастка для фрезерных станков
Трудно ли освоить фрезерный станок? Изучить основные приемы работы будет значительно проще, если вы предварительно познакомитесь с принадлежностями, которые вам потребуются – возможности оборудования полностью зависят от применяемых режущих инструментов и приспособлений.
Фрезы, оправки, патроны и разные приспособления. Без них фрезерный станок – всего лишь груда металла, с ними – он творит чудеса. Вы сможете изготовить любую даже самую сложную деталь. Разберемся, по порядку, что для этого нужно.
Виды фрез
Фрезы представляют собой тела вращения, оснащенные зубьями. На форму поверхности, которая получается после обработки фрезой, влияет геометрия режущего инструмента, а также положениеего оси относительно заготовки. Таким образом, используя различные комбинации, можно изготавливать детали с прямой, цилиндрической и фасонной поверхностью.
| Название | Изображение | Применение |
| Цилиндрическая |  | Обработка плоскостей на станках с горизонтальным шпинделем. Для металла применяют цилиндрические фрезы с винтовыми зубьями, для дерева – с прямыми. |
| Торцовая | Фрезерование плоскостей (вертикальный шпиндель). | |
| Концевая | Изготовление уступов, криволинейных контуров, выемок. Применяются на вертикально-фрезерных установках. | |
| Дисковая | Выполняют пазы, канавки на горизонтальных станках. | |
| Шпоночная | Делают канавки на машинах с вертикальным расположением шпинделя. | |
| Угловая | Фрезеруют наклонные плоскости, скосы и канавки. | |
| Фасонная | Получение фасонных поверхностей. |
Оснастку различают по материалу, для обработки которого они предназначены. То, что предназначено для дерева, нельзя использовать по металлу.
 Начинающему пользователю станка рекомендуем приобретать фрезы в наборах. Так, комплекты для деревообработки выпускаются в ящиках, где каждому инструменту соответствует своя ячейка, под ней табличка с его параметрами и графическое изображение получаемого в процессе обработки контура. Со временем, если мастеру потребуется специализированная оснастка, всегда сможет приобрести необходимую ее отдельно.
Начинающему пользователю станка рекомендуем приобретать фрезы в наборах. Так, комплекты для деревообработки выпускаются в ящиках, где каждому инструменту соответствует своя ячейка, под ней табличка с его параметрами и графическое изображение получаемого в процессе обработки контура. Со временем, если мастеру потребуется специализированная оснастка, всегда сможет приобрести необходимую ее отдельно.
Также существуют наборы с оснасткой для станков по металлу. В них входят самые востребованные концевые фрезы разных диаметров. Кроме них желательно сразу приобрести хотя бы одну торцевую фрезу, чтобы обрабатывать плоские поверхности.
Остальные виды инструментов домашнему мастеру можно приобретать по мере поступления задач. Например, когда в деталях нужно будет выполнять паз 6 мм шириной, покупают соответствующую пазовую фрезу. При этом диаметр оснастки не должен превышать, указанного в характеристиках станка. Например, для Jet JMD-X1 максимальный размер концевой фрезы 16 мм, а торцевой – 30 мм.
Выбирают режущий инструмент по чертежу будущей детали. Допустим, нужно сделать выемку 12 мм шириной. Для этого лучше использовать концевую фрезу диаметром 12 мм. Конечно, можно взять и меньший размер, но задача будет выполнена медленнее. Кроме того, чем толще оснастка, тем дольше она служит. Поэтому для ряда работ рекомендуется сначала выполнять черновое фрезерование большой фрезой, а потом при чистовом – нужным диаметром вести точную обработку.
Тщательно подходите к выбору режущего инструмента. Фрезы плохого качества быстро ломаются, потому что их вращение идет на большой скорости. Это случается с так называемой «не фирменной» оснасткой, которая поставляется из Китая. Но не обязательно все хорошее делают только в Европе. Например, у Энкор расходные материалы выпускаются в Азии, но покупателями они ценятся высоко. Если компания следит за тем, чтобы для изготовления размещенного на стороннем заводе заказа использовался качественный металл, то на выходе будут получены отличные изделия, которые не перегреваются и не забиваются стружкой.
Конечно, фрезы стоят дорого, но при правильном обращении они служат долго. Они должны быть всегда хорошо заточены. Работа с затупившимися режущими кромками приводит не только к перегреву фрезы, но и к ухудшению качества обработки, а также повышает нагрузку на двигатель и редуктор станка. Рекомендуется после использования осматривать оснастку, удалять с нее пыль. Заточку можно проверять с помощью 20-тикратной лупы, сравнивая кромки бывшей в употреблении фрезы и новой. Если видно ребро – инструмент требует правки, для этого применяют алмазный камень или надфиль с зернистостью 600-1200
Оснастка для крепления инструмента
По способу крепления на шпиндель станка вся оснастка подразделяется на концевую и насадную. В первом случае инструмент зажимают с помощью цанги и патрона, во втором надевают на шпиндель с помощью оправки.
Оправки бывают двух видов. Центровые имеют конический хвостовик, размеры которого должны соответствовать типу отверстия шпинделя, которое у вертикально фрезерных станков может быть двух типов 7:24 и конус Морзе. Последний в характеристиках обозначается буквами Мк или Мт и номером. Так для машины с конусом Морзе Мк3 подойдет фреза торцевая со сменными пластинами (30 мм, Мк3).
 На такие оправки можно закреплять несколько режущих инструментов, например, цилиндрических или фасонных, фиксируя их установочными кольцами.
На такие оправки можно закреплять несколько режущих инструментов, например, цилиндрических или фасонных, фиксируя их установочными кольцами.
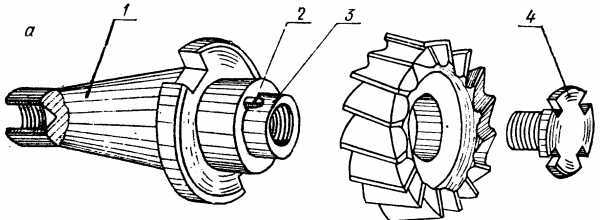
Насадные фрезы, которым не требуется большой вылет (торцовые, дисковые) закрепляют в концевых оправках. Их надевают на буртик (3) со шпонкой (2) и удерживают винтом (4). Конический хвостовик (1) помещают в отверстие шпинделя станка.
 Конические концевые фрезы закрепляют непосредственно в шпинделе и затягивают винтом.
Конические концевые фрезы закрепляют непосредственно в шпинделе и затягивают винтом.
Если размер хвостовика режущего инструмента не соответствует размерам гнезда шпинделя, используют переходные втулки.
 Чтобы пользоваться цилиндрической концевой фрезой потребуется патрон с цангой. В продаже есть наборы, в которые вместе с патроном входит 7-11 цанг для работы с оснасткой разных размеров.
Чтобы пользоваться цилиндрической концевой фрезой потребуется патрон с цангой. В продаже есть наборы, в которые вместе с патроном входит 7-11 цанг для работы с оснасткой разных размеров.
Приспособления для закрепления заготовки
Чтобы приступить к фрезерованию, обрабатываемую деталь необходимо установить и зафиксировать на рабочем столе. Для этого используют универсальные и специальные приспособления. Последние разрабатывают отдельно под каждое изделие, которое выпускают крупными сериями, что обеспечивает максимальную производительность и оправдывает затраты. Для единичного, мелкосерийного производства их изготовление не выгодно, поэтому применяют универсальные. К ним относят прихваты, тиски, поворотные столы.
 Прихваты имеют разную форму, что позволяет зафиксировать практически любую заготовку. К столу они крепятся с помощью болтов и гаек. Продаются в наборах. Это позволяет подобрать подходящие элементы для фиксирования детали. Круп
Прихваты имеют разную форму, что позволяет зафиксировать практически любую заготовку. К столу они крепятся с помощью болтов и гаек. Продаются в наборах. Это позволяет подобрать подходящие элементы для фиксирования детали. Круп
i-perf.ru
Оправки для фрезерных станков

Оправки являются оснасткой для фрезерного станка и предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:
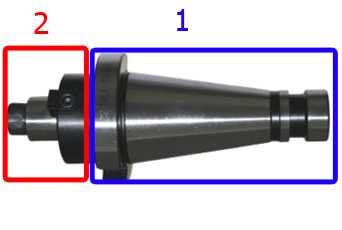
1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка, в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
1. Для торцевых фрез

Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез
К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка. Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
- для зажима концевой фрезы, сверла, метчика или
- для обработки стали, чугуна, нержавейки или цветных металлов
- для черновых, получистовых или чистовых работ
- большой объем производства или небольшими партиями
- без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии. Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.

Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.

Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.

Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.
Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима используются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длину хвостовика а не короткой, и шлифованной внутренней поверхностью.

Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.
для сверл
для фрез
4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика.
Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z
При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами
но на практике рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом

или использованием резиновых цанг
Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.


Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.
5. Для растачивания
Для растачивания на станках применяются два основных вида оправок
А) Модульная или сборная система – представляет собой оправку с фланцем на который крепятся различные расточные головки (с одним резцом, с двумя, для чернового растачивания и т.д.)
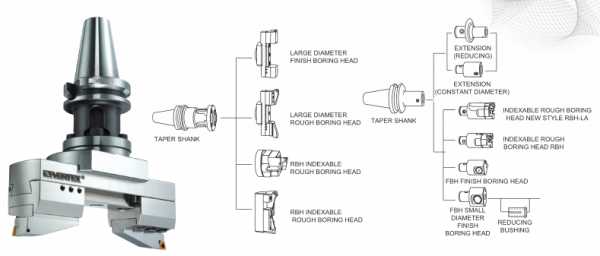
Б) Оправки с интегрированными револьверными головками
Револьверная головка в большинстве случаев представляет из себя оправку с закрепленной на торце, на направляющих, блок (или несколько блоков), с поперечным и продольным креплением резца, который можно смещать в перпендикулярном направлении относительно оси вращения оправки для регулирования вылета резца.

Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Выбор оснастки для фрезерного станка с нуля – Вопросы по выбору станков и оборудования
Всех приветствую и прошу помощи в выборе начального набора оснастки для станка. С фрезеровкой до этого дела не имел, потому плохо понимаю что нужно купить и боюсь что-то забыть или перепутать (это важно, т.к. часть оснастки хочу скопом везти со штатов и потом докупить по мелочи возможности не будет). Бюджет в данный момент несколько ограничен, потом к покупкам нужно подходить рационально. Попробую составить список, из того что я понял, а вы уже проверьте и покритикуйте его по возможности. Надеюсь эта тема будет полезна для выбора оснастки и другим новичкам (т.к. аналогичной я не нашел, но если есть то ткните носом, и забудем обо всем, что я тут написал 🙂 ).
Станок берется для себя под хобби задачи, работаю восновном с небольшими деталями из дюралюминия (50-100 мм), возможно немного нужно будет фрезеровать листовую сталь 1-3 мм, точность – обычно хватает одной десятки, иногда нужно 5 соток. В последующем планирую ставить на него ЧПУ. Если повезет, то это будет FDM DM15 http://tehpomosch.co…tallu-fdb-dm15/ (ну или чтото типа 25-ки с аналогичным шпинделем). Краткие характеристики:
шпиндель – МТ3
зажимная штанга – М16
габариты стола – 660х150
количество пазов – 3
ширина Т- образного паза – 12 мм (вроде бы, уточняется)
расстояние между пазами – 42 мм
1. Набор цанг под шпиндель МТ3
Тут я пока плаваю в вопросе… Если правильно понял, то в шпиндель нужно вставить сначала патрон типа такого http://www.ctctools….3-COLLET/Detail, в который потом вставляются цанги для зажима фрез, типа таких http://www.ctctools….T-%2810/Detail. Читал, что лучше зажимать напрямую в шпиндель фрезы (не понял только в чем тогда они сами по себе крепятся, видимо это какойто отдельный набор цанг под шпиндель идет), в плане жесткости, но при этом будет изнашиваться посадочное гнездо. Вопрос какой вариант выбрать? Ну и дальше, их куча стандартов есть, какой стандарт выбирать…
Вопрос еще насчет крепления патрона для сверел – берется типа такого переходник http://www.ebay.com/…=item27ce321a95 и надевается соответствующий посадочному патрон, все ж верно?
2. Набор фрез
Пока даже не смотрел, т.к. не знаю под какой стандарт их нужно брать. Больше интересует вопрос, где их лучше купить (тут на месте у барыг / у дедушек с рук советское / на ибее / в штатах-европе). Есть возможность покупки в штатах, будет ли там лучше/дешевле, чем у нас? Может есть проверенные места? Копался на http://www.grizzly.com/, но много чего там тупо брендированная китайчатина, при этом без лого на ибее тоже самое стоит заметно дешевле.
3. Расточная головка
Практическое применение для меня пока не ясно, кроме случае, когда нужно расточить большой диаметр. Видел ролики с обработкой флайкаттерами, это тоже она, или уже что-то другое? Ставится, я так понимаю, только в шпиндель через соответствующий конкретной головке переходник.
4. Другой режущий инструмент
Что еще может понадобиться на первых порах? Так же принимаются советы по выбору сверел.
5. Краеискатель
Бывает электронный и механический… электронный вроде бы точнее, но не уверен в его необходимости. Вобщем такие варианты допустим:
китайский механический 4мм http://www.ebay.com/…=item2ec8ef9dba
американский механический (правда дюймовый) 5мм http://www.ebay.com/…=item20c6a43774
электронный 10мм http://www.ebay.com/…=item1c35d51cf1
По диаметрам пробника не ясно, есть ли разница… теоретический больший диаметр должен быть точнее. Кстати по посадочному электронный идет на 20мм минимум, не многовато ли?
Еще нашел центроискатели, нужны ли они? Вот, кстати, совмещенный сразу краеискатель и центроискатель http://www.ebay.com/…=item4611e76cfd
6. Комплект прихватов
Лучше брать полный комплект, типа такого http://www.ebay.com/…=item53fd330e0d, или достаточно нескольких ходовых? Кстати еще вопрос, полудюймовые влезут в 12мм паз, или надо брать метрические?
7. Тиски
У нас как-то с выбором совсем плохо… почитал отзывы, и пришел к выводу, что новые китайские вполне подойдут на первое время (промеряли параллельность тут где-то в теме, вышло порядко 1-2 соток). Присмотрел два варианта на 100мм, второй кажется предпочтительнее, но весит почти вдвое меньше… по чем их выбирать то вообще? На второй указаны допуски, но это ни о чем не говорит, я так думаю.
Первый http://www.ebay.com/…=item35c991f06d
Второй http://www.ebay.com/…=item2a282f26b0
8. Поворотный стол
Желательно такой, чтобы хорошо подлежал очпушиванию вместе со станком + двухпозиционный. Пришел к двум вариантам:
– наше бу, чтото типа такого на 250 мм (но кажется великоват будет для моего стола + это цена без патрона) http://smela.chk.sla…html#8e27891058 или такого http://chernigov.chn…html#8e27891058
– китайское новье 100 мм с патроном (не уверен в точности изготовления и жесткости) http://www.ebay.com/…=item27d74ca534
Отдельный вопрос насчет патрона – а может лучше брать с 4-мя пазами, чтобы зажимать в них плоские детали можно было? Но выбора особо что-то не увидел, только небольшие китайские на 75 мм есть, типа таких http://www.ebay.com/…=item43b93c0743
9. Система охлаждения
Жидкостные мне видимо пока не понадобятся, а вот продувать воздухом может и было бы полезно (охлаждение + очистка рабочей поверхности от стружки). Стоит ли их смотреть или пока это не важно?
10. Смазка направляющих
Чего туда заливать и где брать? Надеюсь, хоть это можно купить у нас по месту.
11. То, что я забыл
🙂
Изменено пользователем DESIREwww.chipmaker.ru
Инструмент и приспособления для фрезерных станков – Обработка металлов резанием – Совершенствование навыков выполнения слесарных и токарных работ
Фрезерные станки получили свое название от многозубого режущего инструмента — фрез, которыми на этих станках обрабатывают металлы.
На горизонтально-фрезерных станках в зависимости от вида обрабатываемой поверхности применяют цилиндрические, дисковые, торцовые и фасонные фрезы.
Фрезы
а — цилиндрические; б — дисковые; в — торцовая; г — фасонные.
Цилиндрическими фрезами обрабатывают широкие поверхности, дисковыми — канавки, пазы и узкие поверхности, торцовыми — широкие поверхности и различные выемки, фасонными — криволинейные (фасонные) поверхности.
Приспособлениями для фрезерных станков являются машинные тиски, в которых зажимают обрабатываемую заготовку, подкладки, призмы с хомутиками и прижимные планки, при помощи которых можно прикреплять заготовку непосредственно к столу, не используя машинных тисков.
Вопросы
- Что является основным инструментом у фрезерных станков?
- Какие бывают фрезы?
- Для чего предназначены цилиндрические и дисковые фрезы?
- Какие приспособления используют на фрезерных станках?
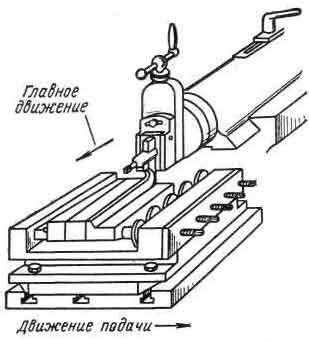
Приемы работы на фрезерном станке
Для обработки металлов резанием механизмы станков имеют два основных движения: главное и подачи, при которых перемещаются режущий инструмент и заготовка. Главное движение — это вращение от электродвигателя шпинделя с установленной фрезой. Подача — поступательное движение стола с укрепленной на нем обрабатываемой заготовкой. На фрезерном станке процесс обработки называется фрезерованием.
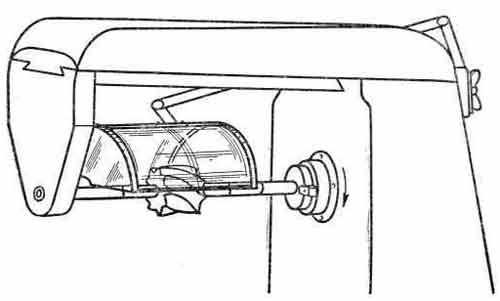
Перед фрезерованием необходимо закрепить фрезу на оправке, установленной в шпинделе и хоботе. Включают станок и проверяют на биение фрезерную оправку с надетой на нее фрезой. Если фреза бьет, останавливают станок и изменяют установку либо заменяют фрезу или оправку. Проверяют надежность крепления машинных тисков и закрепляют в них размеченную заготовку.
При помощи рукоятки подъемного механизма консоли заготовку подводят к фрезе. Включив станок и плавно вращая рукоятку подачи, сообщают столу и заготовке поступательное движение (подачу).
Фреза снимает необходимый слой металла. Если у заготовки фрезеруют несколько поверхностей, то, обработав одну поверхность, заготовку переворачивают, зажимают в тисках и продолжают фрезерование.
Вопросы
- Какие виды движения происходят при резании металлов на фрезерном станке?
- Что нужно сделать перед работой на фрезерном станке?
- В какой последовательности фрезеруют заготовку?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
При работе на фрезерных станках очень опасны засорения, ранения и ожоги глаз мелкой отлетающей стружкой. Поэтому перед работой необходимо надевать очки. Следят также за тем, чтобы фреза не захватила одежду или руки работающего. Для этого нужно закрывать фрезу экраном или колпаком, изготовленным из прозрачного материала (оргстекла). Защитный экран Наблюдают, чтобы вращающаяся фреза не имела биений,…
Различают следующие виды строгания: горизонтальных поверхностей; скосов на заготовках; наклонных поверхностей; поверхностей с уступами; пазов и сопряженных поверхностей. При строгании горизонтальных поверхностей главное движение (возвратно-поступательное) совершает суппорт с резцом (рабочий ход), а движение подачи (поперечной) — стол с закрепленной на нем заготовкой. Движения строгального станка Скосы на заготовках строгают с одной подачей — суппорта с…
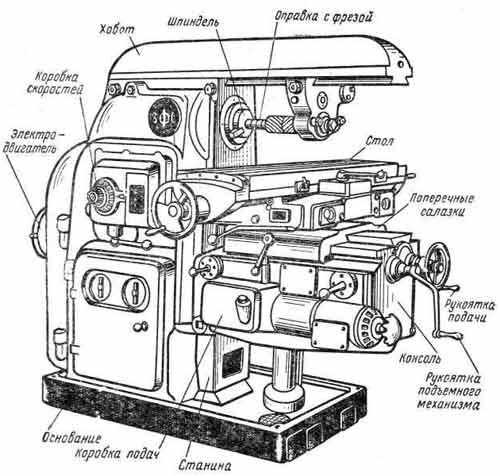
На фрезерных станках обрабатывают плоские и криволинейные поверхности деталей, нарезают зубья, выполняют канавки, выемки и выступы и другие работы. На фрезерных станках достигают высокой производительности труда. Различают горизонтальные и вертикальные фрезерные станки.Горизонтально-фрезерный станок состоит из следующих основных частей: станины, консоли (кронштейна), шпинделя, хобота, стола, коробки скоростей, коробки подач, поперечных салазок. Горизонтально-фрезерный станок На чугунной станине…
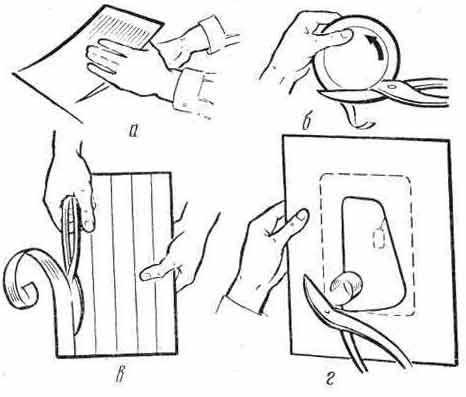
Как вы знаете, резать металлы можно ручными инструментами и на станках. В зависимости от материала и размеров заготовки различают резание металлов без снятия стружки (скалыванием) — ножницами, кусачками и со снятием стружки. Работа ножницами а — разрезание; б — вырезание по кривым линиям; в — отрезание; г — вырезание отверстия. Ручными ножницами можно: разрезать заготовку…
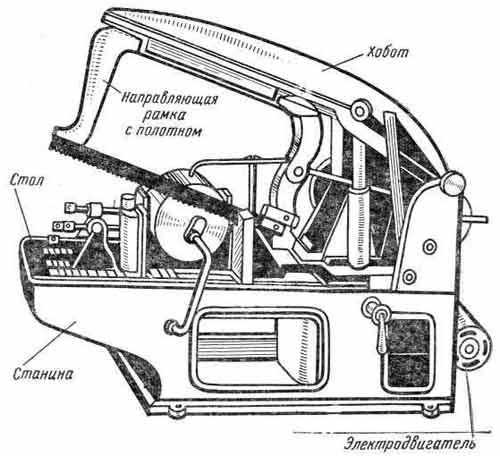
Механическая ножовка состоит из станины, стола (на котором зажимают в тисках обрабатываемый материал), тисков (передвигаемых вдоль стола и поворачиваемых вокруг своей оси), хобота (направляющей для рамки с полотном) и электродвигателя. Механическая ножовка До этого мы рассматривали виды разрезания в основном листового металла. На станке, показанном на рисунке выше, разрезают металл различного профиля. Механической ножовкой можно…
www.ktovdome.ru
Оснастка для фрезерных станков серии FU цены, отзывы, каталог, доставка, описание
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
Код товара: 1490
320 343p
В корзинуКод товара: 1493
219 108p
В корзинуКод товара: 33888
18 570p
В корзинуКод товара: 1483
212 736p
В корзинуКод товара: 1492
221 586p
В корзинуКод товара: 1494
127 429p
В корзинуКод товара: 1481
295 211p
В корзинуКод товара: 1480
192 277p
В корзинуКод товара: 1489
Код товара: 1487
Код товара: 1485
119 359p
В корзинуКод товара: 1482
109 023p
В корзинуКод товара: 1488
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
rustan.ru