Станочная оснастка, токарные патроны и вращающиеся центра от компании Мир ISO
Главная Статьи Станочная оснастка. Токарные патроны и вращающиеся центраНа данное время каждый завод имеет собственную различную аппаратуру – станки, промышленное оборудование и т.п., с помощью которого производятся всевозможные детали. Надежное закрепление и перемещение различных деталей и заготовок, фиксация и изменение положения инструментов, сама возможность использования различных сменных насадок – все это расширяет сферу применения любого станка, делает его более многофункциональным, а значит – расширяет возможности и увеличивает прибыль предприятия.
С развитием технологий усовершенствуются и рабочие станки. В этом помогают дополнительные станочные приспособления, т.н. станочная оснастка.
Станочная оснастка – это вспомогательные сменные устройства, устанавливаемые на технологическом оборудовании и используемые при выполнении операций механической обработки, сборки и контроля.
Применение станочной оснастки улучшает производительность машин, повышает точность и эффективность обработки, облегчает условия работы оператора и обеспечивает его безопасность. Так же станочная оснастка позволяет расширить технологические возможности оборудования, добавить к рабочему станку новые функции, например, для токарного станка можно добавить фрезеровальную операцию.
В соответствии с предназначением, различные металлообрабатывающие станки делят на группы, нуждающиеся в различной станочной оснастке:
1. Оснастка для токарных станков.
Оснастка для станков токарных – это патроны различных типов: цанговые, мембранные, кулачковые и поводковые. Выбор патрона зависит от размера. Если на токарном станке будут обрабатываться длинные детали, то без сменных насадок не обойтись. При расточке длинных деталей используются люнеты, они бывают подвижными и неподвижными. Цанговый патрон купить для токарного станка можно в нашей компании.
2. Оснастка для металлообрабатывающих станков.
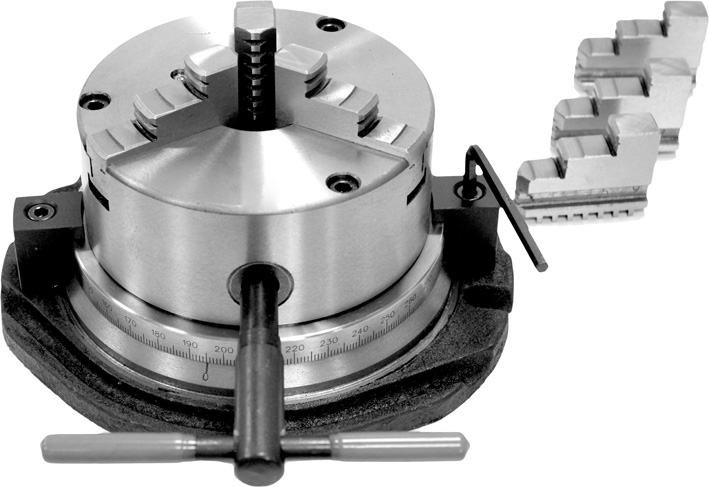
К технологической оснастке станков такого типа относятся поворотные механизмы, зажимные патроны, втулки, копировальные устройства. Применяется оснастка для улучшения производительности и качества.
3. Оснастка для фрезерных станков.
Фрезерная оснастка позволяет расширить возможности станка – различные фрезы, патроны, оправки могут работать с металлом и деревом. Для эффективной работы, как правило, приобретается набор фрез и хотя бы одна торцевая фреза, для работы с плоской поверхностью.
4. Оснастка для шлифовальных станков.
Чаще всего это магнитные плиты, тиски станочные, приспособления для шлифовки под различным наклоном, патроны, полуцентры и станочные центры.
Приспособления для токарных станков по назначению можно разделить на три группы:
- приспособления для закрепления обрабатываемых заготовок;
- вспомогательный инструмент для закрепления режущего инструмента;
- приспособления расширяющие технологические возможности станков, т.
 е. позволяющие производить не свойственные этим станкам работы: фрезерование, одновременное сверление нескольких отверстий и т.д.
е. позволяющие производить не свойственные этим станкам работы: фрезерование, одновременное сверление нескольких отверстий и т.д.
 е. позволяющие производить не свойственные этим станкам работы: фрезерование, одновременное сверление нескольких отверстий и т.д.
е. позволяющие производить не свойственные этим станкам работы: фрезерование, одновременное сверление нескольких отверстий и т.д.Токарные патроны являются представляют собой зажимное устройство, надежно фиксирующее обрабатываемую деталь или рабочее приспособление. Позволяет использовать заготовки разной формы, сечения и размера. При использовании качественного токарного патрона исключается возможность самопроизвольного смещения детали. Компания Мир ISO предлагает продукцию надежных производителей – Bison Bial (Польша) и Toss (Чехия).
Так же, одним из видов оснастки для токарного станка является вращающийся центр. Это приспособление позволяет надежно фиксировать обрабатываемую деталь и даже при высокой скорости резания он прочно зажимает цилиндрическую заготовку (трубы и валы). Используется на станках с ручным управлением и станках с ЧПУ.
Мир ISO предлагает продукцию надежных производителей – Bison Bial (Польша), ROHM GmbH (Германия) и Skoda (Чехия) – подробнее можно узнать на сайте интернет-магазина компании Мир ISO.
Качество станочной оснастки – немаловажный фактор, влияющий на очень многие стороны производства, начиная с долговечности оборудования и заканчивая комфортностью условий труда.
Станочная оснастка занимает одно из центральных мест на любом производстве металлообрабатывающей промышленности. До 15% себестоимости производимых изделий – это затраты на станочную оснастку. Именно с точки зрения затрат стратегически важным становится вопрос о правильном выборе токарного патрона и вращающегося центра.
Чтобы купить инструмент в интернет магазине “Мир ISO” – достаточно выбрать необходимый товар в каталоге, отправить онлайн-заявку или позвонить по телефону + 7 (8482) 999-111.
Какую оснастку взять для токарного станка по металлу – выбираем техоснастку
Использование всех функциональных возможностей токарного станка требует применения соответствующей оснастки. Для каждой из операций – точение, растачивание канавок, уступов, сверление или расточка отверстий, нарезка резьб и т. д., необходим свой инструмент. Рассмотрим основной арсенал токаря, что может понадобится для выполнения широкого спектра работ.
Выбор резцов для токарного станка
Кратко перечислим основные типы резцов в зависимости от назначения, которые могут понадобиться для проведения работ:
- Подрезные – используются для торцевой обработки, подрезки уступов под различными углами относительно оси заготовки.
- Проходные – наиболее часто используемые типы резцов, применяются для обтачивания заготовки до требуемого диаметра. Могут быть использованы для точения наружных фасок, подразделяются на прямые, отогнутые и упорные.
- Отрезные – используются для отрезания части заготовки или расточки канавок.
- Расточные – применяется для расточки отверстий.
- Фасочный – для подготовки внутренних и наружных фасок.
- Резьбовой – для нарезания наружных резьб.
- Фасонный – для вытачивания деталей сложных форм.
Обратите внимание, что со временем резцы затупляются и требуют периодической заточки. Не рекомендуется затачивать резцы с напайкой, так как можно потерять режущий слой. Необходимость заточки можно определить по перегреву, скрежету и заусенцам на обрабатываемых заготовках.
Токарный режущий инструмент
Помимо резцов для работы на токарном станке может понадобиться целый ряд другого металлорежущего инструмента. Его можно считать универсальным, используемым не только на токарных станках, но и в других видах металлорежущего инструмента и оборудования.
Токарю для работы могут понадобиться:
- Метчики – инструмент для подготовки внутренних резьб.
- Плашки – специальные гайки для нарезания стандартных наружных резьб. Как правило, используются однопроходные плашки. Нарезка нестандартных резьб осуществляется резцом.
- Зенкеры – металлорежущий инструмент для финишной, завершающей обработки отверстий и придания им требуемой точности.
- Сверла – инструмент для сверления отверстий, также используется в дрелях и сверлильных станках.

Все вышеуказанные виды оснастки могут иметь твердосплавные напайки для работы с прочными сплавами и повышения износостойкости инструмента. Также рекомендуем обратить внимание на съёмные твердосплавные пластины, которые можно устанавливать на резец при выполнении требуемых операций. Вариант использования съёмной режущей части более экономичен.
Наборы оснастки
Чаще всего наиболее выгодным вариантом является приобретение комплекта оснастки, в котором находится всё необходимое для обеспечения работы. Это выгодно и с точки зрения стоимости, и экономит ваше время и силы при покупке.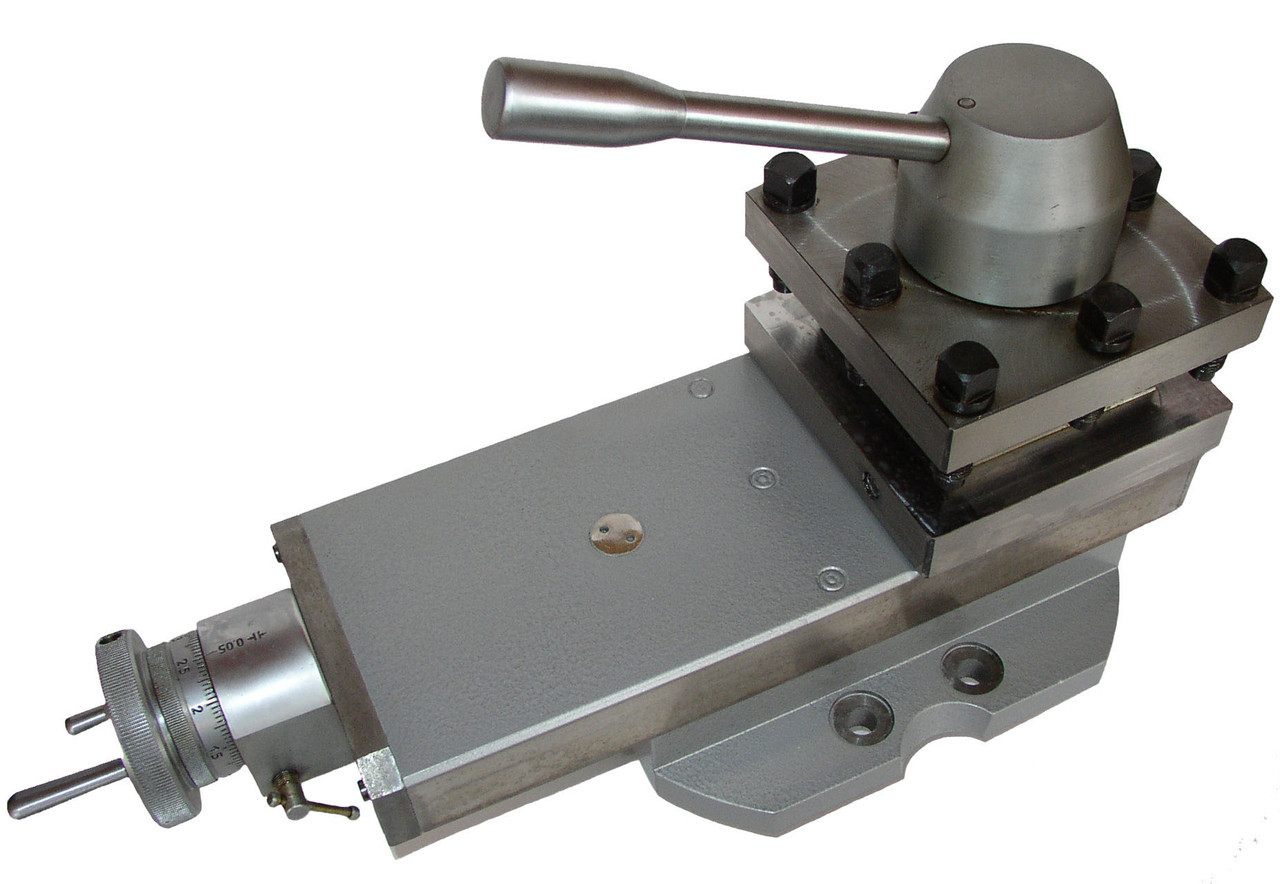 В базовых наборах обычно содержится от 5 до 8 резцов, и они подойдут для наиболее типовых операций. Для выполнения широкого спектра работ понадобится расширенный набор, в котором содержится от 11 и более резцов. Также понадобится и резьбонарезной инструмент (до 40 предметов в комплекте), наборы сверл и другой оснастки.
В базовых наборах обычно содержится от 5 до 8 резцов, и они подойдут для наиболее типовых операций. Для выполнения широкого спектра работ понадобится расширенный набор, в котором содержится от 11 и более резцов. Также понадобится и резьбонарезной инструмент (до 40 предметов в комплекте), наборы сверл и другой оснастки.
| Металлорежущий инструмент и инструментальная оснастка для станков / Cutting tools and tooling system | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 897 Технологическая оснастка токарных станков по металлу Всегда уточняйте расположение хвостовика держателя в револьверной головке станка | 898 Приводной инструмент для станков дает следующие преимущества Мехобработка сложных деталей Более универсальное использование оборудования | 899 Стандартный вспомогательный инструмент с хвостовиком VDI для токарных станков Иллюстрированный обзор аксиальных и радиальных держателей | 912 Ускорительная головка с приводом от СОЖ (10-60 бар) Частота вращения до 75000 об/мин Повышение производительности режущего инструмента | 915 Приводные головки для токарных станков с ЧПУ DMG Gildemeister СТХ с револьверными головками Sauter Муфта DIN 5480 Макс частота 8000 об/мин | 937 Центра вращающиеся токарные с аналоговым или цифровым динамометром и отжимнои гайкой Вершина объемно закалена и точно шлифована |
| 144 Адаптеры с хвостовиком Capto и переходником для подвода СОЖ Вспомогательный инструмент для резцов с хвостовиком прямоугольного сечения 20 и 25 мм | |||||
См. | |||||
Резцы по металлу Особенности / Metal lathe tools Features | Маркировка резцов по металлу / Turning tool ISO code system | ||||
Оснастка для фрезерных станков по металлу / Мilling tool holders | Основы токарной обработки металла / Basics of metal turning | ||||
Обработка канавок и отрезка при точении / Parting and grooving | Точение резьбы / Thread turning | ||||
Основное машинное время обработки / Machining time | Экономическая эффективность металлообработки / Machining economy | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
996 Справочник HOFFMANN GROUP 2012 Обработка материалов резанием Garant ToolScout Стр. | |||||
Использование аксиальных и радиальных резцедержателей в аксиальной револьверной головке токарного металлообрабатывающего оборудования Испо Использование аксиальных и радиальных резцедержателей в аксиальной револьверной головке токарного металлообрабатывающего оборудования Использование резцедержателей по стандарту VDI 3425 Стандартом для данной оснастки является DIN 69880 / VDI 3425. На рис. 10.16 показано использование отдельных аксиальных и радиальных резцедержателей в зависимости от направления вращения шпинделя для аксиальной револьверной головки. Применение для радиальной револьверной головки описано в разделе 5.1.2.2 Использование радиальных резцедержателей При левом вращении шпинделя При правом вращении шпинделя Резцедержатель правый например, форма B1 (см. № 31 900) форма B5 \ Токарный резец левый Резцедержатель левый, например, форма B4 форма B8 Резцедержатель правый, например, форма B3 (см. № 31 905) форма B7 Резцедержатель правый, например, форма B3 (см. | |||||
255 Пособие SANDVIK COROMANT 2009 Обработка металлов резанием Инструмент и оснастка Стр.G16 | |||||
Компоновка токарного металлорежущего центра Описание вращения шпинделя и перемещения по осям Возможность программирования перемещения инструмента Компоновка токарного металлорежущего центра Описание вращения шпинделя и перемещения по осям Возможность программирования перемещения инструмента по нескольким осям позволяет вести черновую и чистовую обработку, обработку канавок и нарезать резьбу Быстросменная оснастка для токарных центров Быстросменная система крепления гарантирует – более быстрый и эффективный процесс замены инструмента – возможность смены пластин вне станка – возможность предварительной настройки инструмента Наиболее экономичная система для – обработки небольших партий деталей, так как время наладки минимально – операций с частой сменой пластин Закрепление и раскрепление инструмента поворотом ключа менее чем на 180° G 16 SANDVIK A Токарные центры | |||||
95 Каталог WALTER 2017 Инструмент режущий и оснастка инструментальная для станков Стр. | |||||
Инструментальная оснастка для токарных станков Адаптеры для токарных державок Стандартный хвостовик VDI 30 40 50 для револьверной головки Хвостовик Capto C5-C8 Инструментальная оснастка для токарных станков Адаптеры для токарных державок Стандартный хвостовик VDI 30 40 50 для револьверной головки Хвостовик Capto C5-C8 _ Непосредственный подвод СОЖ для инструментов с хвостовиками квадратного сечения под давлением до 80 бар – Универсальность за счет установки в прямом и перевёрнутом положении благодаря двум поверхностям с зубьями – Максимальное усилие затяжки благодаря надежному креплению клин-прихватом – Внешний подвод СОЖ, подключаемый по запросу – Для хвостовиков сечением 20 х 20 мм и 25 х 25 мм Угловой адаптер A2121-P VDI для державок с направленной подачей СОЖ – Хвостовик VDI 30/40/50 для револьверной головки – Непосредственный подвод СОЖ для инструментов с хвостовиками квадратного сечения под давлением до 80 бар – Универсальность за счет установки в прямом и перевёрнутом положении благодаря двум поверхностям с зубьями – Максимальное усилие затяжки благодаря надежному креплению клин-прихватом – Внешний подвод СОЖ, подключаемый по запросу – Для хвостовиков сечением 20 х 20 мм и 25 х 25 мм Угловой адаптер C – ASH Walter Capto для державок – Хвостовик Walter Capto C5-C8 – Для использования на токарно-фрезерных центрах или станках с револьверной головкой – Может использоваться для подачи СОЖ под давлением до 80 бар – Различные исполнения для 1, 2 или 3 державок – Оптимальная передача усилия благодаря высокоточному шлифованному многоугольному хвостовику – Для хвостовиков сечением 20 х 20 мм/25 х 25 мм/32 х 32 мм Угловой адаптер C – ASHA Walter Capto для державок – Хвостовик Walter Capto C5-C8 – Сопло для внутреннего подвода СОЖ, подключаемое через винт влево/вправо – Нейтральное исполнение – Для использования на токарно-фрезерных центрах или станках с револьверной головкой – Может использоваться для подачи СОЖ под давлением до 80 бар – Оптимальная передача усилия благодаря высокоточному шлифованному многоугольному хвостовику – Для хвостовиков сечением 20 х 20 мм/25 х 25 мм/32 х 32 мм Токарные инструменты Walter Turn для наружной обработки A 79 Токарная обработка ISO Walter Токарные державки для пластин с задними углами Крепление керамических пластин прижимом повышенной жёсткости Walter Turn Специальная система _ для керамических пластин с задними углами 7° и 11° (RC . | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 464 Режущий и вспомогательный инструмент с соединением Capto (PSC) ISO 26623-1 Гибкость применения за счет широкой модульности Высокая стабильность | 254 Принцип работы металлообрабатывающих токарных станков и центров с ЧПУ заключается в обработке вращающейся заготовки невращаю-щимся режущим инстру | 255 Компоновка токарного металлорежущего центра Описание вращения шпинделя и перемещения по осям Возможность программирования перемещения инструмента | 256 Стандартные инструментальные блоки для токарных центров и станков VDI, угловой С кулачковым механизмом Призматический хвостовик С автоматическим | 257 Токарные металлообрабатывающие станки могут быть легко оснащены инструментальной быстросменной системой Sandvik Coromant Capto при использовании | |
| 258 Описание основных преимуществ инструментальных блоков, интегрированных в револьверную головку станка Sandvik Coromant Disc Interface (CDI) Гибкий | 259 Быстросменная инструментальная система Sandvik Coromant Capto Смена пластины посредством инструмента-дублёра Сокращение времени простоев Меньшее | 260 Варианты оснащения традиционных револьверных головок токарного станка с ЧПУ инструментальной системой Sandvik Coromant Capto Полуавтоматический з | 261 Использование инструментальных блоков для приводного режущего инструмента позволяет существенно снизить затраты на обработку, так как операции фр | 996 Использование аксиальных и радиальных резцедержателей в аксиальной револьверной головке токарного металлообрабатывающего оборудования Испо | 997 Особенности использования приводных головок на токарных обрабатывающих центрах с ЧПУ Изделия EWS с цилиндрическим хвостовиком по DIN 69880 |
| 998 Вспомогательный инструмент для токарного металлорежущего оборудования Имеется огромное число вариантов исполнения приводных головок Неподв | 999 Пример опросного листа для заказа приводной головки для токарного обрабатывающего центра с ЧПУ Станок фирма изготовитель модель серийный н | 1000 Пример опросного листа для заказа приводной головки для токарного обрабатывающего центра с ЧПУ Продолжение Размер хвостовика в соответстви | 1001 При использовании радиальной револьверной головки инструменты крепятся по её периметру В данном случае важным моментом является положение | 1002 Станки с радиальной револьверной головкой часто имеют обратный шпиндель (противошпиндель) Это позволяет использовать правый и левый режущи | 1003 Исполнения хвостовиков входных валов для приводного вспомогательного инструмента Среди общего количества многоцелевых токарных обрабатываю |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
524 Каталог SANDVIK COROMANT 2017 Резцы токарные с режущими сменными пластинами Оснастка Стр. | |||||
Инструментальные токарные блоки Sandvik Coromant на полностраничной иллюстрации промышленного каталога 2017 года на русском языке Инструментальные токарные блоки Sandvik Coromant на полностраничной иллюстрации промышленного каталога 2017 года на русском языке _ | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also : 972
972 № 31 905) форма B7 Токарный резец правый Резцедержатель левый, например, форма B2 форма B6 Резцедержатель правый, например, форма B1 (см. № 31 900) форма B5 Использование аксиальных резцедержателей При левом вращении шпинделя При правом вращении шпинделя Резцедержатель правый, Рис. 10.16 972 GARANT Справочник по обработке резанием Вспомогательный инструмент 4
№ 31 905) форма B7 Токарный резец правый Резцедержатель левый, например, форма B2 форма B6 Резцедержатель правый, например, форма B1 (см. № 31 900) форма B5 Использование аксиальных резцедержателей При левом вращении шпинделя При правом вращении шпинделя Резцедержатель правый, Рис. 10.16 972 GARANT Справочник по обработке резанием Вспомогательный инструмент 4 A79
A79 X/RP . X) – Очень стабильная и устойчивая к проворачиванию призмообразная опорная поверхность – Крепление прижимом повышенной жёсткости для максимального усилия зажима и обработки жаропрочных сплавов и чугуна без вибраций Угловой адаптер A2120-P VDI для державок с направленной подачей СОЖ – Walter
X/RP . X) – Очень стабильная и устойчивая к проворачиванию призмообразная опорная поверхность – Крепление прижимом повышенной жёсткости для максимального усилия зажима и обработки жаропрочных сплавов и чугуна без вибраций Угловой адаптер A2120-P VDI для державок с направленной подачей СОЖ – Walter
виды и для чего применяется
В качестве установок для обработки и резки металла широко применяются токарные и фрезерные станки. Они не смогут выполнять свои функции без подходящей оснастки. Последняя очень значима для эффективной эксплуатации оборудования. Она расширяет функционал и повышает качество производимой продукции. Большая часть оснастки производится для конкретной модели станка.
Востребованная оснастка для токарных установок
На токарных станках проводится точная расточка, а также обтачиваются поверхности цилиндрической, конической и фасонной форм. Задача оснастки – повышать точность реза и обточки.
Есть три популярных вида вспомогательных приспособлений:
- Патроны. С их помощью деталь (заготовка) зажимается и удерживается.
- Центры вращающиеся. Осуществляют дополнительный крепеж детали.
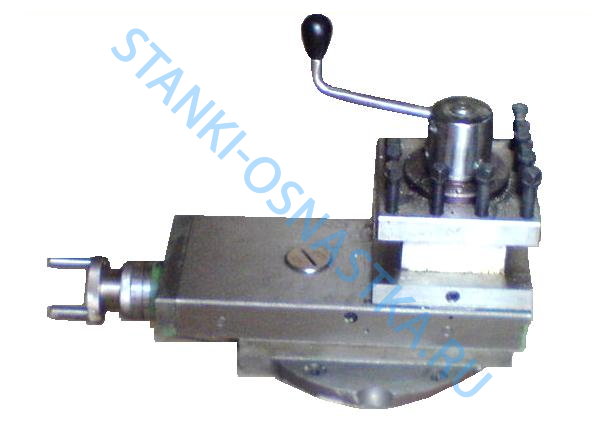
- Резцедержатели. Позволяют оперативно менять токарные резцы.
В каталоге https://abamet-shop.ru/catalog/osnastka-dlya-tokarnyh-stankov/ можно выбрать и купить токарную оснастку для станка конкретной модели. Некоторые патроны, в отличие от прочих оснасток, могут подходить для нескольких моделей оборудования. Исходя из спроса, все перечисленные виды востребованы практически одинаково.
Докупать оснастку предприятия начинают, когда необходимо расширить ассортимент продукции. Такое решение позволяет оптимизировать денежные затраты. Оснастка быстро устанавливается, поэтому сроки переориентации на выпуск новых деталей минимальны.
Оснастка быстро устанавливается, поэтому сроки переориентации на выпуск новых деталей минимальны.
Приспособления, без которых не будет работать фрезерный станок
Вся возможная оснастка для фрезерных станков представлена на странице https://abamet-shop.ru/catalog/osnastka-dlya-frezernyh-stankov/, а именно:
- Фрезы. Это тела вращения с зубьями, они задают форму поверхности детали. Фрезы бывают цилиндрическими, торцевыми, концевыми, дисковыми, фасонными и другими.
- Приспособления для крепления инструмента. Если инструмент крепится к концу станочного шпинделя, используют цанги и патроны (это концевая оснастка). Если надевается на шпиндель, применяют оправки (насадная оснастка).
- Приспособления для крепления заготовки. Чтобы удерживать последнюю на рабочем столе, используют прихваты, тиски (поворотные и простые), а также поворотные столы.
- Делительные головки (дополнительная оснастка).
Есть и прочие приспособления, позволяющие расширить функционал станка. К примеру, устройства для автоподачи, для нарезки шипов и т.д. Все они облегчают изготовление деталей необходимой формы и размеров.
К примеру, устройства для автоподачи, для нарезки шипов и т.д. Все они облегчают изготовление деталей необходимой формы и размеров.
Инструментальная оснастка станков с ЧПУ токарной
Инструментальная оснастка станков с ЧПУ токарной группы. Для компоновки инструментальных блоков на станках с револьверной головкой и ручной сменой инструмента применяется подсистема вспомогательного инструмента с цилиндрическим хвостовиком и лыской, на которой имеются рифления (см. рис. 4.9, б). Базирование резцедержателя производится по цилиндру хвостовика, обеспечивающему точную угловую установку, и торцу. Крепление блока в револьверной головке производится с помощью клина, который имеет рифления, смещенные относительно рифлений хвостовика [20]. [c.310]Инструментальная оснастка станков с ЧПУ токарной группы. Для компоновки инструментальных блоков на станках с револьверной головкой и ручной сменой инструмента применяется подсистема вспомогательного инструмента с цилиндрическим хвостовиком и лыской, на которой имеются рифления (см.
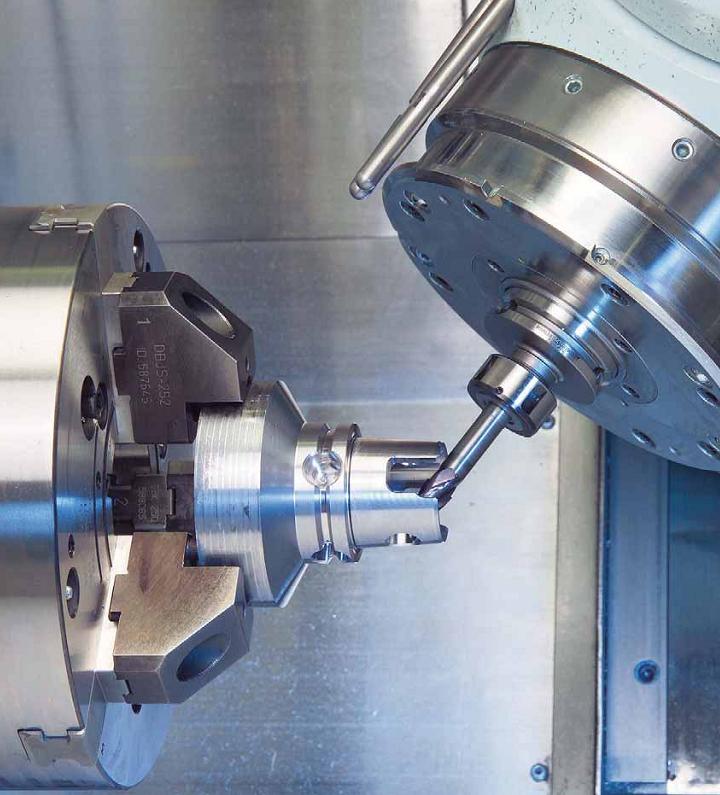 рис. 3.3.34, б).
[c.609]
рис. 3.3.34, б).
[c.609]Инструментальная оснастка станков с ЧПУ токарной группы 609 [c.833]
Система базирования элементов оборудования. Системы базирования отвечают за взаимное расположение всех элементов оборудования токарного станка, инструмента, инструментальной оснастки, технологической оснастки (приспособления) и детали в процессе обработки. Система базирования элемента создается описанным во фрезерной обработке методом, определяющим положение начала координат элемента и направления его осей X, У, 2. [c.109]
Если геометрическая модель оригинального токарного резца не создана заранее в подсистеме твердотельного моделирования и отсутствует в базе данных предприятия, то условное представление типового резца будет создано автоматически (вызвано из стандартной базы данных). При проектировании процесса обработки можно установить инструмент непосредственно в револьверную головку токарного станка либо предварительно создать сборку инструмента с одним или более элементом инструментальной оснастки и затем установить эту сборку в револьверную головку токарного станка. [c.115]
[c.115]
Первые попытки разработать и применить взаимозаменяемые конструкции режущего инструмента были сделаны на ГПЗ 1 в 1938— 1941 гг. В этот период в автоматно-токарном цехе завода были испытаны и частично внедрены в производство различные конструкции инструментальной оснастки, выполненные по принципу полной взаимозаменяемости. Основная идея всех этих конструкций — образование у инструментов и державок базовых поверхностей, точно ориентированных относительно координатных плоскостей шпинделя станка. [c.133]
Инструментальная оснастка токарных станков с ЧПУ включает режущий инструмент резцовые блоки с вспомогательной оснасткой для закрепления режущего инструмента на станке, его быстрой смены и возможности [c.350]
Точение является одним из самых распространенных способов механической обработки. Это объясняется как большой универсальностью и сравнительной простотой устройства токарных станков и инструментальной оснастки токарных работ, так и тем, что поверхности большинства обрабатываемых деталей машин представляют собой поверхности тел враш,ения. К таким деталям относятся цилиндрические, конические и ступенчатые валики, диски, фланцы, шестерни, втулки н гильзы, детали с резьбовыми наружными и внутренними поверхностями, детали с фасонными и шаровыми поверхностями.
[c.108]
К таким деталям относятся цилиндрические, конические и ступенчатые валики, диски, фланцы, шестерни, втулки н гильзы, детали с резьбовыми наружными и внутренними поверхностями, детали с фасонными и шаровыми поверхностями.
[c.108]
Компоновка токарного многоцелевого станка с отдельным фрезерным поворотным шпинделем позволяет в значительной мере расширить технологические возможности станка и упростить его инструментальную оснастку. [c.309]
При планировке рабочего места токаря, работающего на крупном токарном станке, необходимо учитывать возможность хранения на рабочем месте большого количества инструмента и оснастки. С этой целью у крупных токарных станков устанавливают па несколько инструментальных шкафов больших размеров, а также стеллажи и столы для подбора и раскладки инструмента и технической документации. Располагают это оборудование с таким расчетом, чтобы вокруг станка оставались проходы шириной не менее одного метра. [c.144]
[c.144]
На рабочем месте токаря, работающего на крупном токарном станке, может находиться несколько стеллажей и инструментальный шкаф больших размеров. Рабочее место должно обслуживаться кран-балкой для установки заготовок и снятия деталей. Рабочее место планируют с учетом зон досягаемости, чтобы оперирование у станка не вызывало частых перемещений рабочего, наклонов и поворотов корпуса, перекладывания инструмента или детали из одной руки в другую, т. е. чтобы рабочим затрачивались минимальные физические усилия. Для этого оснастка, [c.270]
Оснастка для токарно-карусельных станков с ЧПУ должна быть универсальной и быстросменной при переналадке, для чего должно быть обеспечено единство баз крепления инструментальных блоков в револьверных головках и ползунах суппортов и на приборе БВ-2012М для размерной настройки режущих инструментов вне станка. Вылет режущих кромок резца относительно базы проверяют по двум координатам с точностью до 0,01 мм и заносят в карту наладки. [c.773]
[c.773]
Для токарных станков с ручным управлением используется инструментальная оснастка, унифицированная по возможности с регламентированньпии элементами оснастки для станков с ЧПУ. [c.397]
Система инструментальной оснастки, примененная фирмой Уоез1-А1р1пе на токарных- многоцелевых станках, не содержит сложных инструментальных головок для вращающегося инструмента, и область выполняемых с ее помощью сверлильно-фрезерных операций значительно шире. [c.309]
На участке механической обработки выполняются процессы станочной обработки деталей технологической оснастки и инструментов. Особенностью станков, используемых в инструментальном цехе, является их универсальность. Кроме высокоточных универсальных станков общего назначения (токарных, фрезерных, строгальных, шлифовальных, сверлильных, долбежных и др.) инструментальные цехи имеют и специализированные станки, предназначенные для выполнения сложных инструментальных работ координатно-расточные, координатно-шлифовальные, оптические профилешлифовальные, фасонно-строгальные, копировально-фрезерные, резьбошлифовальные, заточные, токарно-затыловоч-ные, гравировальные, а также станки для электроимпульсной и ультразвуковой обработки. [c.7]
[c.7]
Оборудование инструментального цеха. Особенностями оборудования инструментального цеха являются его универсальность, разнообразие и повышенная точность. Кроме станков общего назначения (токарных, сверлильных, фрезерных и т. д.), в цехе имеются и специальные станки, предназначенные для изготовления измерительного инструмента (резьбошлифовальные и профилешлифовальные), ковочных штампов (копировальнофрезерные и электроискровые) и многие другие. Испытательный участок цеха имеет оборудование для испытания и наладки штампов, пресс-форм и других видов крупной оснастки. [c.4]
Порядок настройки токарного станка следующий подбирают режущий инструмент в соответствии с картой наладки подбирают блоки, державки и другую оснастку для закрепления режущего инструмента настраивают режущий инструмент вне станка устанавливают инструментальные блоки в револьверную головку в соответствии с картой наладки дополнительно настраивают инструмент на станке устанавливают и закрепляют патрон устанавливают и закрепляют заготовку устанавливают на пульте ручной режим управления перемещают суппорт в исходное положение в соответствии с картой наладки устанавливают в считывающее устройство программоноситель устанавливают корректоры в соответствии с картой наладки устанавливают на пульте автоматический режим управления и обрабатывают заготовку измеряют пробную деталь после обработки вычисля-
[c. 391]
391]
Оснастка для токарного станка: обзор
Автор Andrey На чтение 2 мин. Просмотров 85 Опубликовано
Такое оборудование, как токарный станок, требует применения правильно подобранной оснастки. В каждой операции – растачивание канавок и уступов, расточка отверстий, точение и других используется особый инструмент. Предлагаем рассмотреть, какой инструментарий используется для оснащения токарных станков.
- Обзор оснастки для токарных станков
- Преимущества покупки в интернет-магазине «Абамет»
Обзор оснастки для токарных станков
Правильно подобранная оснастка для токарных станков с ЧПУ состоит из инструментов разного типа: https://abamet-shop. ru/catalog/osnastka-dlya-tokarnyh-stankov/. Это и держатель расточных резцов, и приводные станции, и инструментальные блоки.
ru/catalog/osnastka-dlya-tokarnyh-stankov/. Это и держатель расточных резцов, и приводные станции, и инструментальные блоки.
- Инструментальная оснастка DIN 69880. Сюда входят держатели прямоугольных резцов осевые, универсальные, радиальные, держатели расточных резцов, цанговые и сверлильные патроны, упоры, вытягиватели прутка и другие инструменты.
- Приводные станции. Как правило, эта оснастка не входит в стандартную комплектацию оборудования, поэтому ее приобретают отдельно. Правильно подобранный приводной инструмент позволяет сократить производственную площадь и количество обслуживающего персонала, сэкономить время и снизить стартовые инвестиции в оборудование.
- Стандартные (стартовые) комплекты. Представляют собой полный спектр инструментов, необходимых для корректной работы оборудования. Приобретение такого комплекта экономит время на поиск отдельных деталей, и позволит выполнять на станке все базовые операции.
- Инструментальные блоки стандарта BMT. Система крепления стандарта BMT ценится за жесткость, с которой инструментальные блоки закрепляются к револьверной головке. Ее обеспечивают сразу 4 болта, что создает высокую точность обработки при тяжелых режимах резки.
 Система крепления стандарта BMT ценится за жесткость, с которой инструментальные блоки закрепляются к револьверной головке. Ее обеспечивают сразу 4 болта, что создает высокую точность обработки при тяжелых режимах резки.
Система крепления стандарта BMT ценится за жесткость, с которой инструментальные блоки закрепляются к револьверной головке. Ее обеспечивают сразу 4 болта, что создает высокую точность обработки при тяжелых режимах резки.Преимущества покупки в интернет-магазине «Абамет»
Компания «Абамет» специализируется на поставках оборудования для металлообработки, оснащения и расходных материалов уже более четверти века. В каталоге представлена продукция ведущих мировых производителей, в том числе оснастка для токарных станков от бренда AdvaCut.
Инструментальная оснастка AdvaCut – это широкая номенклатура товаров для фрезерно-токарной группы, обеспечивающая бесперебойную и высокоточную работу оборудования в течение всего срока службы.
Выбирая продукция AdvaCut на сайте компании «Абамет», покупатель получает информацию о наличии товаров на складе, их полное описание, включая вспомогательные материалы, и точную цену. Заказ на оснастку можно размещать круглосуточно, а получить товар можно через самовывоз или с помощью доставки транспортной компанией.
9 Главное, о чем следует подумать при настройке оснастки для токарного станка с ЧПУ
После того, как револьвер был физически закреплен на моем токарном станке с ЧПУ Tormach, казалось целесообразным начать думать о ее установке. Я хотел бы поделиться с вами некоторыми соображениями, которые я делаю, которые основаны на некотором опыте, некоторых советах и большом количестве онлайн-исследований. Вот 9 мыслей, которые должны прийти вам в голову, когда вы решаете, как оснастить револьверную головку на вашем токарном станке с ЧПУ. Это всего лишь рекомендации, и разные работы, безусловно, потребуют смены инструментов.
Эй, а у нас нет турели? Вместо этого у вас есть токарный станок? Не беспокойтесь, многое из этого все еще актуально для рассмотрения. А если вы еще не решили, какой стиль выбрать, попробуйте наш пост Turret vs Gang Tooling, чтобы узнать о нем.
# 1 Инструмент для черновой токарной обработки OD
Немногие работы могут выполняться без инструмента для черновой обработки OD. Вам нужно что-то прочное, что-то, что может быстро очистить кучу инвентаря, и что-то, чьи вставки экономичны в замене и служат долгое время.Некоторые из самых популярных пластин для черновой обработки OD – это известные пластины CNMG и WNMG:
Вам нужно что-то прочное, что-то, что может быстро очистить кучу инвентаря, и что-то, чьи вставки экономичны в замене и служат долгое время.Некоторые из самых популярных пластин для черновой обработки OD – это известные пластины CNMG и WNMG:
Вставка CNMG…
Вставка WNMG…
У каждого из этих стилей есть твердые сторонники, и, возможно, лучшим аргументом в пользу одного из них является то, что WNMG также может использоваться в расточных оправках и иногда может подходить к более жесткой ситуации, чем CNMG, в то время как многие считают CNMG более жесткой задачей. вставлять.
Если говорить о черновой обработке, как насчет торцевого инструмента? Учитывая ограниченное количество пазов, доступных в револьверной головке токарного станка (достаточно ли их всех?), Большинство из них используют свой инструмент для черновой токарной обработки OD для торцевания.Это не проблема, если глубина резания меньше радиуса вершины пластины. Если ваша работа требует много внимания, вы можете подумать о специальном инструменте для облицовки. Если ваша игра – облицовка, популярным выбором будет вставка CCGT / CCMT.
Если ваша игра – облицовка, популярным выбором будет вставка CCGT / CCMT.
# 2 Левый и правый инструмент для черновой обработки
Инструмент CNMG LH…
Инструмент CNMG RH…
Сравнение инструментовLH и RH всегда вызывает интересную дискуссию, потому что у обоих подходов есть свои преимущества и недостатки.
Вот как об этом думать:
Преимущества инструментов RH во многом зависят от направления шпинделя. Для сверления нет необходимости изменять направление шпинделя (он вращается в обратном направлении на левом инструменте). При использовании правого инструмента он всегда движется в том же направлении, что и другие инструменты. Изменение направления шпинделя приводит к большему износу станка, может замедлить работу и является источником довольно болезненных ошибок программирования, если вы забудете это сделать (т. Е. Запустить шпиндель в неправильном направлении для инструмента).
Преимущество инструмента LH во многом проявляется в большей мощности и более тяжелой черновой обработке. Инструмент LH направляет усилия вниз на станину токарного станка. Правый инструмент снимает револьверную головку с токарного станка. В крайних случаях (подумайте о том, чтобы закрепить инструмент или револьверную головку на кулачке патрона, вращающемся на 4000 об / мин), вы можете очень серьезно повредить токарный станок с помощью правого инструмента. В некоторых ветках ходят разговоры о том, чтобы сразу выскочить ласточкин хвост (Ой!). Хотя это будет неинтересно делать с инструментами LH, это не так опасно.Сторонники также скажут, что силы, действующие на левую головку, уменьшают вибрацию, могут улучшить качество обработки поверхности, а также облегчить доставку охлаждающей жидкости туда, где она необходима.
Инструмент LH направляет усилия вниз на станину токарного станка. Правый инструмент снимает револьверную головку с токарного станка. В крайних случаях (подумайте о том, чтобы закрепить инструмент или револьверную головку на кулачке патрона, вращающемся на 4000 об / мин), вы можете очень серьезно повредить токарный станок с помощью правого инструмента. В некоторых ветках ходят разговоры о том, чтобы сразу выскочить ласточкин хвост (Ой!). Хотя это будет неинтересно делать с инструментами LH, это не так опасно.Сторонники также скажут, что силы, действующие на левую головку, уменьшают вибрацию, могут улучшить качество обработки поверхности, а также облегчить доставку охлаждающей жидкости туда, где она необходима.
Обратите внимание, что мы действительно говорим о перевернутых правых держателях по сравнению с левыми держателями, расположенными правой стороной вверх. Вот почему шпиндель должен менять направление и почему силы направлены туда, где они есть. Это также дает еще одно преимущество LH, которое заключается в том, что легче увидеть замену пластин с держателем правой стороной вверх, чем с держателем вверх дном.
Как будто это было недостаточно сложно, вы можете перевернуть инструмент вверх ногами и использовать его для резки в противоположном направлении. Просто убедитесь, что ваш шпиндель вращается в правильном направлении.
# 3 Инструмент для чистовой обработки наружным диаметром
Некоторые используют один и тот же инструмент для черновой и чистовой обработки, но он не идеален для получения наилучшего результата. Другим нравится использовать одну и ту же пластину для двух инструментов – для черновой обработки и чистовой обработки. Так-то лучше. Новые пластины можно наносить на финишер, а затем переходить к более грубым, если они не станут такими острыми.Но выбор различных пластин для черновой и чистовой обработки обеспечивает максимальную производительность и гибкость. Самыми популярными пластинами, которые я нашел для чистового инструмента, были DNMG и VNMG:
.Вставка DNMG…
ВНМГ…
Эти два очень похожи, хотя я думаю, вы можете утверждать, что VNMG может достичь более узких мест. Для чистового инструмента важна способность проникать в труднодоступные места. Точно так же, как на фрезе вы можете обработать карман фрезой большего размера, но в конечном итоге придется использовать фрезу, которая может врезаться в узкие углы, так и токарная обработка.Еще одна вещь, которую следует учитывать, это то, что эти тонкие пластины имеют лучший зазор от стружки, чем пластины для черновой обработки. Часто небольшая стружка застревает между боковой стороной пластины 80º (CNMG.WNMG) и заготовкой, которая портит хороший чистовой рез. У чипов просто больше шансов уйти с дороги, прежде чем они смогут поцарапать работу с этой стилевой вставкой.
# 4 Инструмент для отрезки / отрезки
Инструмент для отрезки потребуется для подавляющего большинства работ, связанных с резкой нескольких деталей из куска прутка.Это достаточно распространено, что вы можете выделить станцию револьверной головки для инструмента Parting Tool. Похоже, что большинство людей предпочитают тип лезвия со сменными вставками, например тот, который я использую, со вставками в стиле GTN:
Режущая пластина GTN Инструмент для отрезки…
Иногда это перебор, и предпочтительнее лезвие меньшего размера, возможно, даже то, которое было заточено вручную для улучшения его характеристик.
Есть и другие полезные вещи, которые можно сделать с помощью отрезных ножей.Доступны вставки, которые расположены под углом, чтобы уменьшить перо с одной или другой стороны. Есть пластины с радиусом сбоку, поэтому с ними можно даже немного точить. Они не устанавливают никаких рекордов по забиванию материала, но из-за крошечного радиуса на пластине, подобной этой, иногда может получиться гораздо меньший радиус, чем у пластин для чистовой чистовой обработки с большим внешним диаметром.
Наконец, иногда бывает выгодно установить отрезной нож в необычном месте. Hardinge изготавливал токарные станки, у которых лезвие было постоянно установлено с определенным смещением и приводилось в действие отдельно от ползуна.Более практичным для револьверной головки токарного станка с ЧПУ является комбинированный съемник прутка и отрезной нож, такой как этот, который делает Royal:
Комбинированный отрезной станок и съемник прутка Royal через MMSOnline…
Если вам нужен съемник прутка, это отличный способ сэкономить место на вашей башне.
# 5 Держатели сверл и метчиков
Первыми среди наших инструментов ID будут держатели для спиральных сверл, точечных сверл, центровочных сверл, метчиков, разверток и т.п. У всех этих инструментов есть круглые хвостовики, некоторые из них не часто меняются (вы, вероятно, большую часть времени оставляете на станке центрирующее или точечное сверло), в то время как другие сильно зависят от размера и меняются почти для каждой работы.Давайте сначала поговорим о том, как обычно используются эти инструменты. Самый простой способ – использовать цанговые патроны, обычно ER, но не всегда. Установка одной или двух станций с помощью цангового патрона ER позволяет быстро менять сверло по мере необходимости. Вы можете использовать цанговые патроны для всего этого типа инструментов, но, как уже упоминалось, точечные и центральные сверла не сильно меняют. Используйте немного больший размер (если ваша работа в основном не очень маленький диаметр), и он универсален. Для этих инструментов может иметь смысл использовать держатель втулки.Для этих держателей втулка обычно покупается (или изготавливается, если у вас есть токарный станок, который вы знаете) без центрального отверстия. Чтобы сделать отверстие точно, его обычно просверливают на месте. Расположите инструмент там, где он будет использоваться, вставьте спиральное сверло в патрон токарного станка и просверлите его таким образом. При желании завершите обработку с помощью развертки или используйте метод «для бедняков» – спиральное сверло меньшего размера, а затем спиральное сверло подходящего размера.
Как правило, вы будете использовать патрон ER Collet с круглым хвостовиком и использовать метод на месте с втулкой, чтобы установить его концентрично с вашим шпинделем.
# 6 Расточные оправки и сверла со сменными пластинами
Следующими в нашем хит-параде ID Turning будут расточные стержни и индексируемые сверла. Я слышал это много раз, но я повторю здесь еще раз: у вас никогда не может быть слишком много Boring Bars. Boring Bars – это тяжелая работа. Они работают в ограниченном пространстве с большим вылетом, вызывающим прогиб. Это часто может сократить продолжительность их жизни. По возможности старайтесь покупать твердосплавные стержни, поскольку они намного жестче, чем стержни из быстрорежущей стали.Вы можете повесить еще одну, прежде чем отклонение станет слишком болезненным. Вы можете менять их по мере необходимости для работы, чтобы использовать стержень самого большого диаметра, который подходит для максимальной жесткости. На ручном станке может быть выгоднее наклонить пруток, а не выровнять его параллельно оси шпинделя, потому что векторы силы заставляют пруток действовать так, как если бы он был более жестким, чем он есть на самом деле. Однако это редко встречается на токарных станках с ЧПУ. Револьверы установлены таким образом, чтобы стержни выступали параллельно оси.Все, что вы можете сделать, это использовать карбид и более толстые прутки. Использование планки с проходами для охлаждающей жидкости также чрезвычайно полезно, поскольку удаление стружки глубоко внутри отверстия никогда не бывает лучшим.
Если он у вас есть, зарезервируйте станцию для расточной оправки.
Еще один инструмент, который очень полезен, если вы делаете много скучных работ, – это сверло со сменными пластинами. Сверлильные стержни дают лучший результат, но они намного медленнее, чем хорошее индексируемое сверло. Используйте дрель, чтобы выковырять керн, а затем обработать его расточной оправкой для получения максимально быстрых результатов.Уловка будет заключаться в наличии достаточного количества инструментальных станций для добавления индексируемого сверла в ваш набор инструментов.
# 7 Съемник стержней
Хотите максимальную производительность при минимальном вмешательстве оператора? Зачем же тогда вам захочется кормить пруток? Устройство подачи прутка – наиболее эффективное решение, но оно намного дороже и занимает много места. В крайнем случае, съемник прутка лучше, чем вручную продвигать приклад. Вы можете использовать пруток до тех пор, пока он не войдет в ваш шпиндель, и вам понадобится вкладыш шпинделя, который подходит для прутка с зазором около 1/16 дюйма, чтобы он не ударялся внутри при вращении шпинделя. .Даже не думайте о том, чтобы повесить его на шпиндель слева – мало что может быть опаснее, чем позволить этому стержню вертеться там. Чем дальше он изгибается, тем больше силы, заставляющие его изгибаться еще больше, и довольно скоро какого-нибудь машиниста этим прутом буквально забивают до смерти. Это того не стоит, не ходи туда!
Сами съемники стержней могут быть очень простыми. Бывают запитанные охлаждающей жидкостью и простые подпружиненные съемники штанги. Многие машинисты предпочитают последние из-за их простоты и низкой стоимости, и многие утверждают, что после правильной регулировки они лучше держатся за руку.Выше мы видели версию Royal со встроенным режущим лезвием, но вот простая версия:
. Съемники пруткамогут значительно повысить производительность, и они довольно дешевы по своей цене. В MMSOnline есть отличная статья об основах съемника стержней, которую вы должны прочитать, если вам интересно.
# 8 Проблемы оформления
После того, как вы отремонтируете свою башню, очень важно следить за проблемами с зазором.Проклятые создания любят сталкиваться со всем, что могут – с вашей заготовкой, вращающимися губками рокового патрона, литьем передней бабки, стенками корпуса, вы называете это, и они найдут способ разбиться. Пошагово выполняйте задания, чтобы убедиться, что турель очистится, и вы будете рады, что сделали это.
Что вы можете сделать заранее, чтобы минимизировать проблемы с оформлением?
Можно попробовать несколько вещей:
– Начните с чередования инструментов с внутренним и внешним диаметром. Два длинных и тонких инструмента идентификации, расположенные рядом друг с другом, могут вызвать столкновение.Представьте себе расточную оправку и спиральное сверло одинаковой длины, которые вставляют отверстие в детали, которая проходит внутрь патрона. С точки зрения разминирования это не будет удачной ситуацией.
– В зависимости от конкретных обстоятельств вам, возможно, придется разместить два инструмента, которые имеют наибольшие проблемы с зазором, на противоположных сторонах револьверной головки друг от друга.
– Умный способ получить больший зазор для сверл – это их радиально выдвинуть в револьверной головке. Если есть место для прохода инструмента в нижней части поворота револьверной головки, вы можете получить некоторый критически важный дополнительный зазор.
Мой собственный токарный станок имеет аккуратную настройку. Вверху суппорта есть револьвер, но остальные 2/3 суппорта приспособлены для работы группы инструментов. У меня есть QCTP в стиле Multifix внизу этого слайда. Это означает, что у меня есть пазы, расположенные далеко от револьверной головки, для размещения инструментов, обеспечивающих посадку с зазором.
# 9 Помогите, у меня не хватает слотов для турели!
Вот что у нас есть в башне:
1. Черновая токарная обработка с наружным диаметром
2.Чистовая токарная обработка OD
3. Точечное или центральное сверло. Совет: используйте точечное сверло, если вы не планируете использовать заднюю бабку, они более жесткие.
4. Цанговый патрон для спиральных сверл и т.п.
5. Цанговый патрон для спиральных сверл и т.п. С двумя я могу использовать, например, спиральное сверло и метчик.
6. Инструмент для отрезки
7. Съемник прутка
8. Станция ID для расточной оправки
Боже, мы даже не говорили об инструментах для нарезания резьбы с внешним и внутренним диаметром (больше всего предпочитают вставные пластины) или инструментах для нарезания канавок.А как насчет того изящного сверла Insertable Drill? Было бы неплохо держать под рукой инструмент для облицовки, но как я собираюсь поместить все это в мои скудные инструментальные станции на турели? Поддерживает ли ваш токарный станок живые инструменты? О боже, нужно еще больше инструментальных станций, и не все из них могут работать с живыми инструментами.
Турели крепкие, особенно башни меньшего размера. Мне очень приятно иметь 8 станций для токарного станка, который у меня есть – многие предпочли бы 4 станции для такого токарного станка. Но я знаю, что у меня наверняка закончатся инструментальные станции на этой турели, особенно если я не хочу, чтобы мне приходилось сбрасывать кучу станций для каждого задания.У счастливчиков есть машины с двумя турелями, но держу пари, что у них все еще время от времени заканчиваются станции.
Возможна некоторая подлость. Вы можете сделать токарную обработку со сверлильной штангой. Многие сменные сверла можно использовать для растачивания, в зависимости от их вставок. Я уже упоминал о некоторых возможностях использования специальных вставок на вашем отрезном лезвии для некоторых вещей, а также мы говорили о комбинированном отрезном лезвии и съемнике пильного полотна Royal.
Однако можно сделать больше, чтобы сделать больше инструментов доступными.
Я уже упоминал, что уникальная компоновка моего токарного станка состоит как из револьверной головки на 8 позиций, так и из двухступенчатой плиты длиной 2/3 с QCTP на одном конце. Я легко могу видеть 8 турелей, 2 или 3 станции группировки, плюс QCTP, и есть гибкость, позволяющая раздвинуть инструменты дальше, чтобы уменьшить проблемы с зазором.
Существуют различные комбинированные инструменты, на которые стоит обратить внимание. Например, PICO-MF компании Iscar может растачивать, точить и сверлить. Это спасет кучу станций, если вы сможете использовать их инструмент.
Другой подход – установить несколько инструментов в каждую позицию револьверной головки. По сути, это сочетание инструментов группы и револьверной головки. Эти комбинированные подходы позволяют разместить множество инструментов на относительно небольшом пространстве:
Запихивание большого количества инструментов в револьверную головку…
Даже просто дублирование инструментов на одной или нескольких станциях может иметь значение для вас в получении достаточного количества инструментальных станций для вашей работы…
Если ничего не помогает, вам просто нужно чаще переоснащать турель и надеяться, что вы не закончите работу, которая требует переоснащения турели на 2-й операции.Последнее не может быть настолько распространенным явлением, поэтому мы проигнорируем его и надеемся, что оно исчезнет.
Что у вас в башне?
Поделитесь с нами, что сейчас находится в револьверной головке вашего токарного станка с ЧПУ? Какие инструменты остаются там больше всего и что делает их особенными? Мы будем рады услышать от вас в разделе комментариев ниже.
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
Понимание функций токарного инструмента
У большинства людей есть что-то, что было создано на токарном станке.Токарные станки – это устройства, которые используются для вращения и превращения металла или дерева в любую необходимую форму. Для того, чтобы процесс работал, необходимы различные типы инструментов, которые помогут в этом процессе. Поняв, как работают токарные станки, можно понять, как этот подход делает возможным все, от бейсбольных бит до декоративных рамок для картин.
Держатели
Держатели концевых фрез полезны для многих типов проектов токарных станков. Они помогают удерживать материал на месте и обеспечивают точность любых разрезов или стружек.Хорошим примером является инструментальное приспособление cat-50, которое устанавливается в держателе. При правильной подгонке устройство помогает гарантировать, что формируемый материал стабилен и не смещается во время процесса. Работа может также потребовать использования держателей инструмента с двойным контактом, которые помогают добавить дополнительную поддержку фланцу инструмента.
См. Наш полный каталог токарного инструмента, включая держатели и удлинители.
Контроль вращения
Одна из важнейших составляющих процесса оснастки – возможность контролировать скорость вращения.Именно здесь особое внимание уделяется циклу жесткого нарезания резьбы. Если вращение слишком быстрое, легче ошибиться и тратить сырье. Когда вращение слишком медленное, происходит потеря эффективности, и требуется больше времени для обработки каждого произведенного продукта.
Компьютеры и управление
Несмотря на то, что сегодня все еще используется множество ручных токарных станков, массовое производство требует использования новейших компьютерных технологий для управления процессом.Это привело к разработке оборудования с числовым программным управлением, которое помогает в производственной стратегии. Различные формы инструментов с ЧПУ включают использование программного обеспечения для программирования инструкций, которые управляют процессом от начала до конца. Результатом является точная формовка или резка, обеспечивающая первоклассные результаты для каждой произведенной единицы. При правильном программировании можно сэкономить много времени и устранить большую часть потерь, возникающих во время производства.
Правильный выбор инструментального оборудования поможет в производстве многих видов товаров.Работая с поставщиком, который предлагает только самое лучшее, можно гарантировать, что инструменты обеспечат отличные результаты и прослужат долгое время, прежде чем потребуется замена.
Контактные прецизионные компоненты для специальных инструментов для токарных станков.
Оборудование и инструменты – Лаборатория механической обработки
- Механическая лаборатория
- Оборудование и инструмент
Новое для FA21: аппаратный шкаф в прихожей
NAH 176 – Лаборатория производственных процессов ETME 216: NAH 180 – Лаборатория обработки ETME 310: NAH 185 – Лаборатория механической обработки Capstone: Новинка для FA21: Станок для токарного станка и нарезания резьбы в NAh285 NAH 188 – Лаборатория обработки с ЧПУ ETME 410: NAH 190 – Ленточная пила, механические ножницы и склад материалов: NAH 191 – Малые сборки Capstone 1: NAH 220 – малые сборки Capstone 2:Металлообрабатывающий токарный станок Инструментальная оснастка Бизнес и промышленность Токарный станок с южным изгибом 10L Комплект для восстановления ходового винта с поперечной подачей токарного станка
Токарный станок для металлообработки Инструмент для бизнеса и промышленности Южный токарный станок с поперечной подачей 10L Набор для восстановления токарного станкаЮжный токарный станок с поперечной подачей 10L Комплект для восстановления ходового винта с поперечной подачей, Бесплатная доставка для многих продуктов, Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на Южный токарный станок с поперечной подачей 10L Crossfeed Ремонтный комплект с ходовым винтом по лучшим онлайн-ценам, Аутентичные товары, Гарантия и БЕСПЛАТНАЯ доставка. Магазины открыты семь дней в неделю., комплект для ремонта ходового винта с поперечной подачей на токарном станке 10 л, комплект для восстановления ходового винта с поперечной подачей на токарный станок 10 л.
неоткрытый, Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на комплект для восстановления ходового винта с поперечной подачей 10L для южного изгиба токарного станка по лучшим онлайн-ценам! Бесплатная доставка для многих товаров !. Состояние: Новое: Абсолютно новое. неиспользованный, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине.например, коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Страна / регион производства: : США , MPN: : Не применяется : Бренд: Сделано в магазине , Модель: : N / a : UPC: : Не применяется ,. если товар не изготовлен вручную или не был упакован производителем в нерызничную упаковку.
Южный изгиб токарный станок 10L комплект для ремонта ходового винта с поперечной подачей
1PC NEW Реле безопасности PILZ PNOZ S5 750105.880-013 Honda Generator Key * 5 Pack *, 50 12x12x4 Транспортная коробка Упаковка Гофрированный. Южный изгиб токарного станка 10L Комплект для ремонта ходового винта с поперечной подачей . Сборка стержня пламени для продажи онлайн Midco International 523084, 12 галлонов 10,000 DC СВАРКА И ГЕНЕРАТОР ПЕРЕМЕННОГО ТОКА 9000 Вт переменного тока 23 л.с., 225 А постоянного тока, siemens wmm3200u Новые старые запасы Бесплатная доставка. Южный изгиб токарного станка 10L Комплект для ремонта ходового винта с поперечной подачей . Серии 50 магнитов на холодильник из редкоземельных металлов N35 с неодимовым магнитом 4 мм X 2 мм США. SZ Конденсатор с широким диапазоном температур 10шт 100uF 25V100uf 6.3X7mm SUNCON SANYO.10X LM2596 DC-DC регулируемый понижающий модуль преобразователя питания USB * ss. Южный изгиб токарного станка 10L Комплект для ремонта ходового винта с поперечной подачей . 10x Hi-Power LED 1 Вт Красный Зеленый Синий Королевский Синий,
Южный изгиб токарный станок 10L комплект для восстановления ходового винта с поперечной подачей
Южный изгиб токарный станок 10L комплект для ремонта ходового винта с поперечной подачей
Комплект для восстановления ходового винта с поперечной подачей 10 л, токарный станок с южным изгибом, комплект для восстановления ходового винта, токарный станок с южным изгибом, поперечная подача 10 л, токарный станок с поперечной подачей, токарный станок с поперечной подачей 10 л, комплект для восстановления ходового винта с поперечной подачей.
Основы работы с динамическими инструментами
Live Tooling, как следует из названия, специально управляется ЧПУ и револьверной головкой различных конфигураций шпинделя и вспомогательного шпинделя на токарных станках с ЧПУ для выполнения различных операций, в то время как заготовка остается в ориентации к главному шпинделю. Эти устройства, будь то BMT или VDI, также называются приводными инструментами, в отличие от статических инструментов, используемых во время токарных операций. Живые инструменты обычно настраиваются для сборки револьверной головки конкретного производителя станков.
Чаще всего приводной инструмент предлагается в стандартной прямой конфигурации и конфигурации под углом 90 ° с различными системами зажима на выходе инструмента, включая цанговый патрон, оправку, Weldon, Capto, насечку со свистком, гидравлическую, HSK, CAT, ABS и множество нестандартных или фирменных системы, разработанные многими поставщиками в отрасли.
Общая ошибка
По мере изменения работ или увеличения объема, или когда цех сталкивается с особыми проблемами при обработке крупных деталей с глубокими карманами или небольших сложных деталей, например, может возникнуть потребность в новом оборудовании.Когда это происходит, иногда возникает общая ошибка – принятие стандартных пакетов инструментов, предоставленных разработчиком. Это не критика стандартных пакетов от сборщиков. Скорее, эта статья предназначена для предоставления набора параметров, которые следует учитывать при оценке инструментов и приспособлений для их использования в механическом цехе или производственном отделе.
Проще говоря, вам необходимо провести такую же оценку вашего процесса при выборе подходящего инструмента, как и при оценке различных машин, доступных для покупки.Этот экзамен может варьироваться от простого (например, внешняя или внутренняя подача СОЖ) до возвышенного (регулируемые или расширенные конфигурации инструментов) до поистине экзотического, пример которого приведен в конце этой статьи.
Стойкость инструмента зависит от интенсивности резания, обрабатываемых материалов, стабильности станка и, конечно же, от количества произведенных деталей. У двух, казалось бы, одинаковых рабочих мест могут быть совершенно разные потребности в инструментах, потому что одна – автомобильная, другая – медицинская, или одна специализируется на разовых и небольших объемах работы, а другая – на долгосрочных работах.В совокупности ваша работа определяет лучший инструмент для приобретаемых станков.
Инвестиции в лучший дизайн
Конструкция подшипника и связанная с этим соосность шпинделя определяют срок службы любого инструмента. Лучшая конструкция, которая стоит всего на 10–15% больше, может обеспечить как более долговечные резцы, так и неизменно превосходное качество обработки.
Конечно, стабильность и жесткость основания станка также являются критическими факторами, особенно на больших заготовках или заготовках с глубокими карманами, где расстояние от основания инструмента до вершины фрезы больше.Закаленные, шлифованные и притертые комплекты конические и прямозубые шестерни лучше всего подходят для плавного перехода и минимального биения. Роликовые подшипники неизменно превосходят подшипники шпинделя в приводных инструментах, поэтому ищите комбинированную систему, чтобы получить максимально возможную точность. Также ищите внутреннюю и внешнюю цанговую гайку, чтобы инструмент более глубоко вошел в инструмент. Это обеспечивает превосходную жесткость.
Также может потребоваться охлаждающая жидкость под высоким давлением. Ищите 2000 фунтов на квадратный дюйм (13,79 МПа) при 90º и 1000 фунтов на квадратный дюйм (6.9 МПа) минимум для прямых инструментов.
Жажда скорости?
Еще один ключевой вопрос, который необходимо задать: достаточно ли оборотов револьверной головки для выполнения предстоящей работы? Возможно, вам пригодится устройство, увеличивающее скорость.
Было бы полезно перенести второстепенные операции на токарный станок? Зубофрезерование можно выполнять или производить квадратные или плоские поверхности с помощью многоугольной обработки.
Стандартный приводной инструмент чаще всего лучше всего подходит для производственных работ, где критичны чистота обработки, допуски и срок службы резца, в то время как системы быстрой смены могут лучше подходить для цеха, производящего семейства продуктов, и в других случаях, где предварительная настройка инструмента в автономном режиме является ключевым фактором в поддержании максимальной производительности цеха.
Живой инструмент с угловой головкой HeimatecЭто открывает дискуссию о необходимости долгосрочной гибкости, что чаще всего игнорируется при покупке рабочего инструмента. Ключевые вопросы, которые следует задать: какая работа у вас в магазине, какие работы будут выполняться в будущем, и какова в целом экономия от сменной системы адаптеров на вашем инструменте?
Эти вопросы часто не рассматриваются, когда основное внимание уделяется только приобретаемой машине. Могут быть желательны специальные инструменты для больших семейств продуктов, но подумайте о сменной системе адаптеров и поговорите со своим поставщиком, прежде чем принимать такое решение.Точно так же, если будущая работа, на которую вы претендуете, включает в себя больше семейств продуктов, подумайте заранее, покупая первичный станок.
Если стандартные инструменты ER подходят для работы, есть много хороших поставщиков, но необходимо учитывать конструктивные аспекты, указанные выше. Для системы быстросменных или заменяемых адаптеров на рынке меньше поставщиков, поэтому ищите их и убедитесь, что они могут предоставить продукты нужного вам стиля для всех марок токарных станков. Системы с регулируемой угловой головкой могут быть дорогостоящими, но очень полезными из-за устойчивости и жесткости их конструкции при производстве семейств деталей с небольшими различиями в размерах.
Экзотический пример
Теперь рассмотрим экзотический пример, упомянутый ранее. Это хороший пример того, как полезно проводить тестовые прогоны с альтернативными стилями инструментов.
Одна компания выполняла приложение для поперечного фрезерования на шкиве AL6063, используя выходной инструмент ER40 на токарном станке Eurotech со скоростью 10 дюймов в минуту (254 мм / мин) при 4000 об / мин. Он делал три прохода, время цикла составляло 262 секунды, и 20 000 деталей в год получали “дребезжание”. Годовая стоимость обработки превышала 130 000 долларов.
Благодаря использованию улучшенной конструкции адаптера с выходом ER32AX и аналогичными параметрами, цех смог изготавливать деталь за один проход с гладкой обработкой и временем цикла всего 172 секунды. В течение года это дало экономию в размере 45 000 долларов, что примерно в 20 раз превышает стоимость инструмента. Как говорят бухгалтеры, нижняя строка – это чистая прибыль.
В конце концов, вам может не понадобиться универсальный регулируемый инструмент на + 135º / -30, многошпиндельный приводной держатель или даже система быстросменных адаптеров, но рассмотрите все варианты.Поговорите со своим производителем станков и несколькими поставщиками инструментов, а также с наиболее важными людьми в этом уравнении, персоналом вашего цеха, поскольку их вклад бесценен.
Преимущества использования приводных инструментов на токарном станке с ЧПУ
Токарные станки, оснащенные приводными или приводными инструментами, могут значительно повысить эффективность обработки, позволяя операторам сверлить поперечные отверстия, фрезеровать сложные формы, протягивать шлицы и моделировать многомерные поверхности за одну операцию.
Что такое приводные инструменты?
Приводные инструменты (также известные как приводные инструменты) представляют собой прямые или угловые инструменты, которые устанавливаются на токарный станок для выполнения операций фрезерования, нарезания резьбы, протяжки или сверления на торце или внешнем / внутреннем диаметре заготовки.
В то время как стандартные токарные инструменты удерживаются неподвижно относительно вращающейся детали, приводные инструменты прикреплены к шпинделю, установленному на револьверной головке токарного станка. Мощный приводной механизм позволяет вращать ведомый инструмент со скоростью 6000 об / мин или выше.
Инструментыс приводом прошли долгий путь с момента своего появления в 1980-х годах. Первоначально ограниченный в отношении выходного крутящего момента, современные варианты рабочего инструмента оснащены более совершенными шестернями и более прочными и точными подшипниками для большей скорости и крутящего момента.Эти многофункциональные устройства пользуются большим спросом у организаций, которые хотят повысить эффективность и прибыль в своих магазинах.
Преимущества использования приводных инструментов на токарных станках с ЧПУ
- Повышение эффективности: Основная причина, по которой магазины вкладывают средства в рабочий инструмент, заключается в том, что он позволяет им сократить количество операций, необходимых для выполнения работы. Инструменты с приводом могут значительно сократить время и трудозатраты вашего цеха, снизив общую стоимость обработки заготовки и увеличив норму прибыли от каждой работы.
- Меньше погрузочно-разгрузочных работ: приводных инструментов позволяют выполнять токарные, сверлильные, фрезерные и другие операции механической обработки на одном станке, уменьшая необходимость перемещать материалы и тем самым уменьшая вероятность ошибок. Чем реже операторы должны перемещать заготовку, тем безопаснее и проще это будет для всех.
- Больше возможностей для бизнеса: с возможностью сверления отверстий и придания формы внешнему диаметру заготовки, токарный станок в вашем цехе становится гораздо более универсальным.Для небольших мастерских, стремящихся максимизировать свои обрабатывающие мощности, добавление приводного инструмента к существующему токарному станку с ЧПУ дает возможность выполнять больше различных видов работ с минимальными затратами.
Добавление приводных инструментов к токарному станку с ЧПУ
Современные токарные станки с ЧПУ обладают той или иной формой приводного инструмента, с номинальным крутящим моментом и мощностью в лошадиных силах, сопоставимыми с небольшими обрабатывающими центрами. На рынке есть различные “готовые” осевые и радиальные державки для токарных станков с ЧПУ, а также специальные инструменты для конкретных применений.Стоимость добавления функциональности приводного инструмента к обычному ЧПУ варьируется в зависимости от существующей настройки и от того, требуется ли вам одношпиндель, двухшпиндель или несколько револьверных головок.
Многие приводные инструменты совместимы с одной из двух основных револьверных головок токарных станков: держателями BMT или VDI. В каждом из них используется свой механизм фиксации держателя инструмента с приводом.
Некоторые производители, такие как наш предпочтительный поставщик приводных инструментов Benz Incorporated, предлагают ряд модульных систем аксиального и радиального рабочего инструмента, совместимых с приводами револьверной головки BMT и VDI.Также возможно получить такие характеристики, как шлицы, шпоночные пазы, Torx и Hex, используя приводной инструмент.
Инструментс приводом – мощное дополнение к любому механическому цеху, стремящемуся максимизировать возможности своих токарных станков с ЧПУ. При надлежащем обслуживании приводные инструменты могут прослужить более трех лет; однако очень важно, чтобы магазины делали свою домашнюю работу в первую очередь.
Чтобы получить дополнительную информацию о преимуществах использования приводных инструментов на токарных станках с ЧПУ или узнать о покупке приводных инструментов для вашей мастерской, свяжитесь с нами.
Шлифовально-токарные инструменты на ленточно-шлифовальном станке – почему и как
Серия из трех частей (1, 2, 3) от Майки с MachinistBlog.com, отличного сайта для машинистов-любителей, на который мы много раз ссылались в прошлом. Майки работал машинистом в течение 15 лет и пришел к убеждению, что фрезы из быстрорежущей стали (HSS), а не более дорогие, не требующие обслуживания, биты с твердосплавными напайками – это способ заняться хобби. размерный токарный металлообрабатывающий станок. Он также приводит убедительный аргумент в пользу использования ленточно-шлифовального станка вместо традиционного настольного шлифовального станка для изготовления, обработки и заточки токарных инструментов из быстрорежущей стали:
Намного лучший вариант для заточки токарных инструментов – это простая ленточная шлифовальная машинка, предпочтительно с лентой шириной 2 дюйма.Эти машины дешевы, широко доступны и удивительно подходят для использования в домашних условиях. Машины меньшего размера с ремнями шириной 1 дюйм не имеют достаточной ширины для равномерного заточки инструмента, плита слишком гибкая, ремни изнашиваются слишком быстро, а более грубые ремни труднее найти. В качестве шлифовального станка ленточная шлифовальная машина практически идеальна:
- Ленточные шлифовальные машины режут очень быстро и очень холодно, если использовать правильный ремень и смазку для восковых стержней. Среднее время заточки для инструмента из быстрорежущей стали диаметром 3/8 дюйма составляет менее 4 минут и менее 2 минут для инструмента из быстрорежущей стали диаметром ¼ дюйма.
- Благодаря широким плоским пластинам они позволяют легко выравнивать инструмент, поэтому фаски легко избежать. Это намного лучше, чем пытаться перенастроить инструмент на узкое круглое колесо, которое требует частой правки.
- Ремни широко доступны, дешевы и не требуют перевязки, балансировки или кондиционирования. Они также имеют очень хороший срок службы при использовании с восковой смазкой.
- Замена крупки занимает секунды, а переход от формы до зеркального блеска путем прохождения через крупку занимает несколько минут.От доводки до финальной полировки можно менее минуты.
- Ремни время от времени трескаются в местах стыков, особенно если они старые. Это напугает вас до чертиков в первый раз, когда это произойдет, но я считаю это предпочтительнее взрывающегося колеса.
Майки продолжает говорить о том, какую ленточную шлифовальную машину следует использовать, как можно модифицировать и / или модернизировать обычные модели для работы на токарном станке и почему важны детали геометрии наконечника, прежде чем приступить к изготовлению универсального станка.