16К20 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16К20
Производитель токарно-винторезного станка 16К20 – Московский станкостроительный завод “Красный пролетарий” им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе “Красный пролетарий” им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП – Догнать И Перегнать), где 200, 300, 400, 500 – высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
16К20 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Универсальный токарно-винторезный станок 16К20 является самым удачным продолжением серии средних станков, с высотой центров 200 мм, начало которой положил первый станок серии – ДИП-200 в 1932 году.
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″):
В конструкции токарного станка 16К20 для установки шпинделя предусмотрены специальные прецизионные подшипники качения, не требующие регулировки в процессе эксплуатации, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок.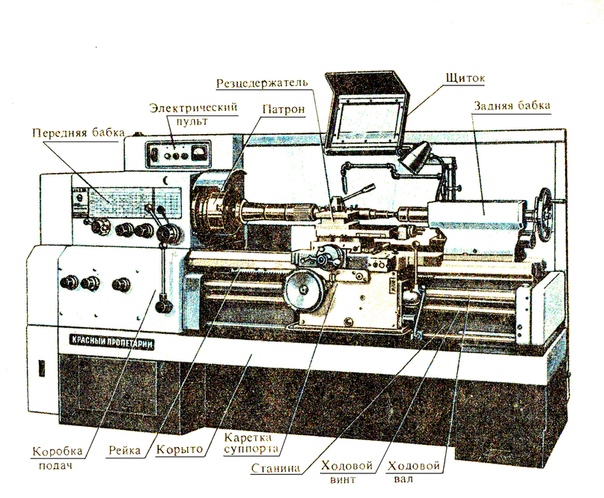
Механизм коробки скоростей с помощью правой рукоятки (10) на шпиндельной бабке станка позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. В каждом диапазоне левой рукояткой (3) можно выбрать одну из шести скоростей: таким образом, шпиндель получает 4 х 6 = 24 скорости, две из которых 500 и 630 об/мин повторяются.
Включение и отключение, а также реверс и торможение шпинделя во время работы осуществляется без остановки электродвигателя посредством фрикционной муфты.
Фрикционная муфта управляется двумя сблокированными рукоятками (11, 17), которые имеют три положения:
- Левое положение – шпиндель включен в прямом направлении;
- Нейтральное положение – торможение шпинделя ленточным томозом, отключение от входного вала;
- Правое положение – реверс шпинделя, шпиндель включен в обратном направлении;
При этом двигатель вращается в одном направлении без остановки.
Выходной вал коробки скоростей через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания точных резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта (падающий червяк), обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Токарный станок 16К20 выпускался в четырех исполнениях (при общей кинематической схеме):
- 16К20 – станок токарно-винторезный – высота центров 215 мм, Ø 400 мм;
- 16К20П – станок токарно-винторезный повышенной точности Ø 400 мм;
- 16К20Г – станок токарно-винторезный нормальной точности с выемкой в станине Ø 400 мм;
- 16К25 – облегченный токарно-винторезный станок Ø 500 мм;
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62.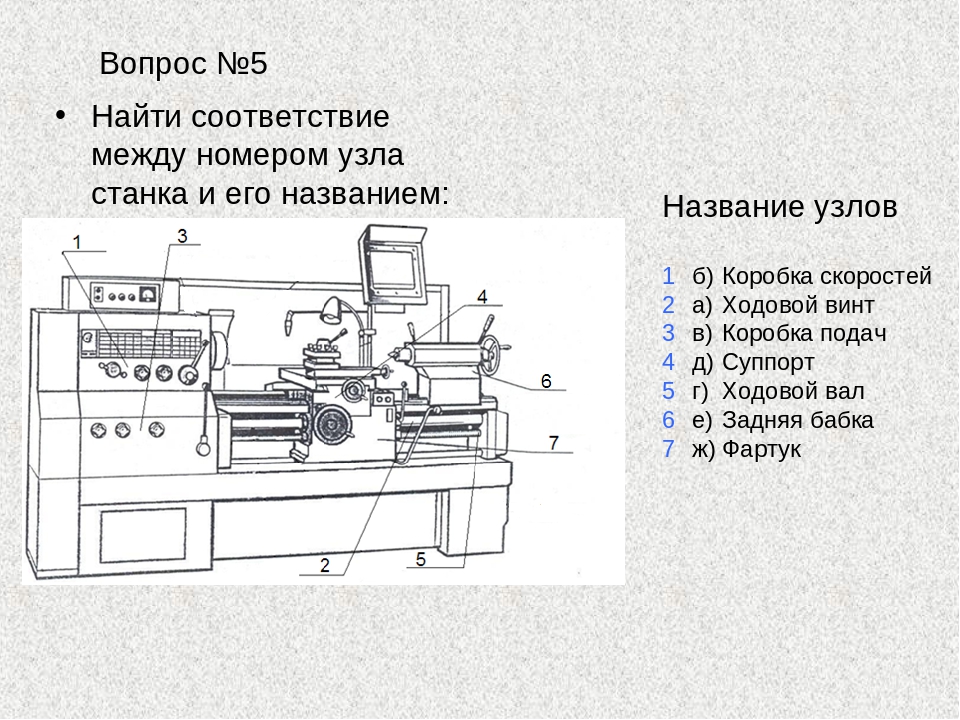 Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) – один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Основные технические характеристики токарно-винторезного станка 16к20
Разработчик – Московский станкостроительный завод Красный пролетарий. Установочная серия выпущена в 1971 году. Станок заменил в производстве модель 1к62.
Изготовитель – Московский станкостроительный завод Красный пролетарий. Серийное производство с 1973 года до середины 80-х. Станк 16к20 был заменен более современным станком: МК6056.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 400 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 220 мм
- Расстояние между центрами – 710, 1000, 1400, 2000 мм
- Высота центров – 215 мм
- Допустимая масса изделия, устанавливаемого в центрах – 460, 650, 900, 1300 кг
- Допустимая масса изделия, устанавливаемого в патроне – 200 кг
- Мощность электродвигателя – 11 кВт
- Вес станка полный – 2,8; 3,0; 3,2; 3,6 т
Шпиндель токарно-винторезного станка 16к20
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 52 мм
- Наибольший диаметр обрабатываемого прутка – Ø 50
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5.
 .1600 об/мин
.1600 об/мин - Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 19..1900 об/мин
- Диаметр стандартного патрона – Ø 200, 250 мм
 .1600 об/мин
.1600 об/минПодачи и резьбы токарно-винторезного станка 16к20
- Пределы продольных подач – 0,05..2,8 мм/об
- Пределы поперечных подач – 0,025..1,4 мм/об
- Пределы шагов резьб метрических – 0,5..112 мм
- Пределы шагов резьб модульных – 0,5..112 модулей
- Пределы шагов резьб дюймовых – 56..0,5 ниток на дюйм
- Пределы шагов резьб питчевых – 56..0,5 питчей
Габариты рабочего пространства токарного станка 16К20. Эскиз суппорта
Чертеж рабочего пространства токарного станка 16к20
Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарного станка 16к20
Общий вид токарно-винторезного станка 16К20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20.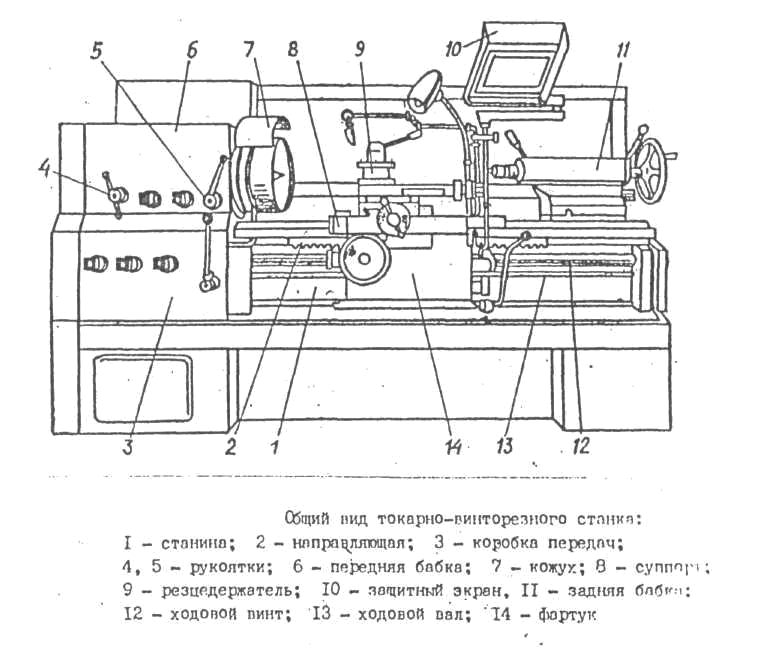 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
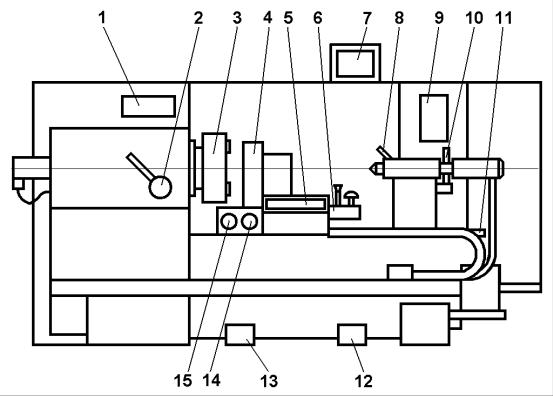
Расположение органов управления токарно-винторезным станком 16К20
Схема расположения органов управления токарным станком 16к20
Перечень органов управления токарно-винторезным станком 16К20
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Вводной автоматический выключатель
- Сигнальная лампа
- Выключатель электронасоса подачи охлаждающей жидкости
- Указатель нагрузки станка
- Рукоятка установки правой и левой резьбы
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 17 )
- Выключатель лампы местного освещения
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка крепления пиноли задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 11)
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопочная станция включения и выключения электродвигателя главного привода
- Рукоятка ручного перемещения поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка зажима пиноли задней бабки
Таблица изображена для основного исполнения станков с пределами числа оборотов шпинделя в минуту 12,5. .1600. Таблица помещена на шпиндельной бабке станка.
.1600. Таблица помещена на шпиндельной бабке станка.
Рукоятки 1 и 2 выбирают скорость вращения шпинделя в диапазоне от 12,5 до 1600 об/мин. 4 положения рукоятки 1 и 6 положений рукоятки 2 – позволяют получить 24 значения скорости. Как видно из таблицы значения оборотов 500 и 630 об/мин повторяются
Рукоятка 3 управляет звеном увеличения шага подачи или резьбы в шпиндельной бабке в соотношении 1:2, 1:8, 1:32, в зависимости от числа оборотов шпинделя.
Рукоятка 4 управляет трензелем в шпиндельной бабке и определяет направление вращения ходового вала или ходового винта.
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица резьб и подач токарно-винторезного станка 16к20
1. Таблица резьб и подач токарно-винторезного станка 16к20.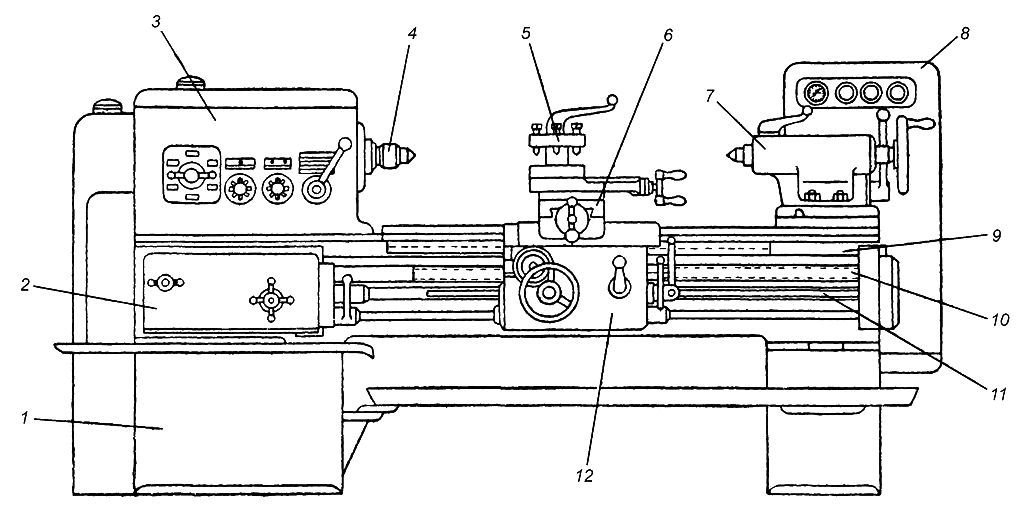 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
2. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
3. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Таблица графических символов для токарно-винторезного станка 16к20
| Символ | Значение символа |
|---|---|
| Частота вращения – оборотов в минуту. Таблица оборотов шпинделя | |
| Скорость менять только после остановки | |
| Скорость на ходу не переключать | |
| Шаг резьбы | |
| Резьба с нормальным шагом: 1:1 → 12,5..1600 об/мин | |
| Резьба с увеличенным шагом: 1:2 → 200. 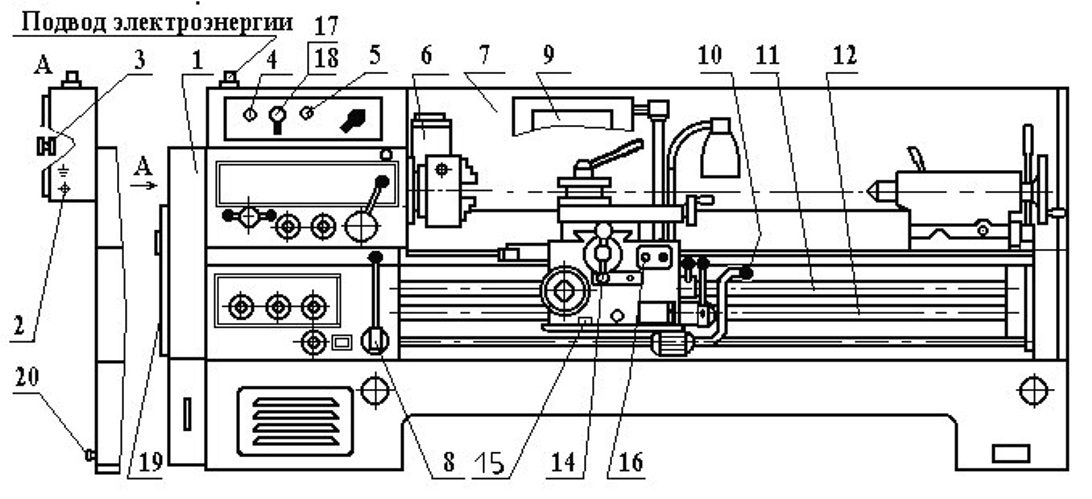 .630 об/мин; .630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Левая резьба с нормальным шагом | |
| Левая резьба с увеличенным шагом | |
| Подачи с нормальным шагом | |
| Подачи с увеличенным шагом: 1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Отключение (отсоединение) шпинделя от коробки скоростей для нарезания многозаходной резьбы поворотом шпинделя на определенный угол | |
| Механическое отключение (отсоединение) – нейтральное положение | |
| Многозаходная резьба | |
| Многозаходная резьба | |
| Совмещение треугольного указателя Е с нулевой риской делительного кольца шпинделя перед нарезанием многозаходной резьбы | |
| Поворот шпинделя F на необходимое число делений делительного кольца шпинделя перед нарезанием очередного витка многозаходной резьбы | |
Подкючение ходового винта напрямую к гитаре, минуя механизмы коробки подач. Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). | |
| Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор шестерен для станка 16к20, поставляемый заводом-производителем: K = 40, L = 86, N = 64; (K/L)·(L/N) = (40/86)·(86/64) = 5/8 = 0,625. Такая комбинация сменных шестерен обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в средней нижней части таблицы (рис. 10). Для этого необходимо установить необходимый тип нарезаемой резьбы, и выбрать требуемый шаг. | |
| Метрическая резьба – шаг резьбы измеряется в милиметрах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. | |
Дюймовая резьба – шаг резьбы измеряется или в долях дюйма (дюйм = 25,4 мм), или числом ниток на дюйм (например, 18 ниток на дюйм). Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. | |
| Модульная резьба – шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. | |
| Питчевая резьба – шаг резьбы измеряется в питчах (p”). Для получения числового значения в милиметрах – достаточно питч умножить на число π. Числовое значение в дюймах – число пи (π) разделить на питч; Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. | |
| Продольная и поперечная подача | |
| Ручка переключения | |
| Правое вращение шпинделя (прямое, по часовой стрелке) | |
| Левое вращение шпинделя (обратное, против часовой стрелки) |
Схема кинематическая токарно-винторезного станка 16К20
Кинематическая схема станка 16к20
1. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
4. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов 140 и 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью фрикционных муфт Мф1 и Мф2. Вал III получает две скорости вращения через колеса z = 34 или z = 39. Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV. С этого вала вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 значения частот вращения шпинделя.
Читайте также: Кинематическая схема токарно-винторезного станка 16К20
Краткое описание конструкции основных узлов станка 16К20
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту – прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту – обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты.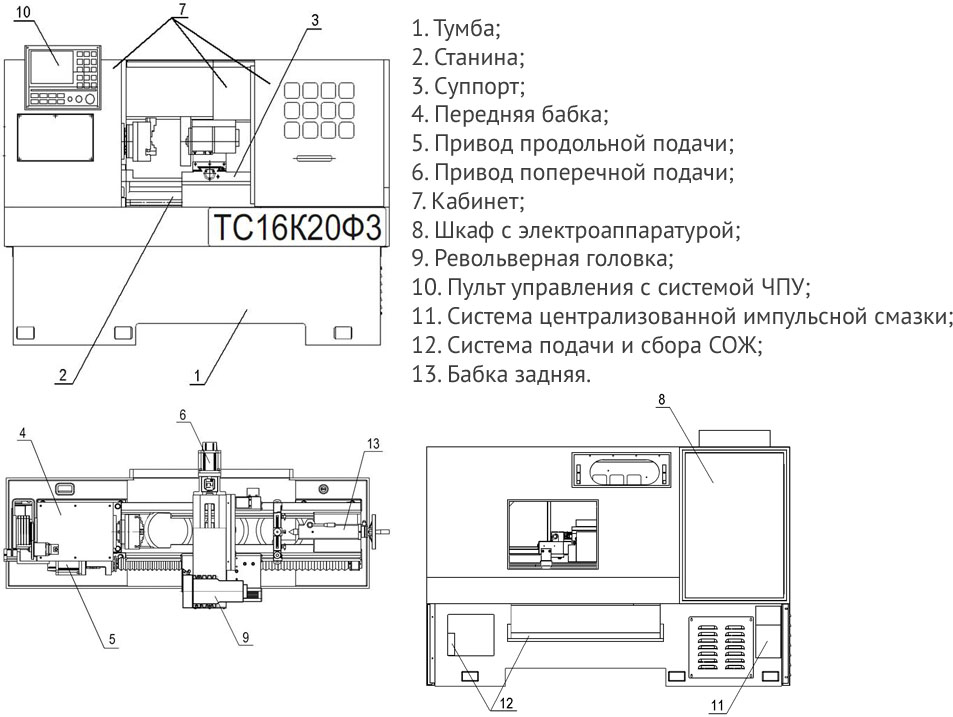 Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Управление фрикционной муфтой и тормозом станка 16к20
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка – унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Фартук токарно-винторезного станка 16К20
Фартук универсального токарно-винторезного станка 16К20 – унифицированный узел 16Б20п.061 и расположен в корпусе, привернутом к каретке суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное продольное перемещение каретки суппорта. Движение от ходового валика используется также для механического перемещения поперечных салазок и верхних салазок.
Ходовой винт получает вращение в коробке подач и используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта с помощью разъемной (маточной) гайки. Тип нарезаемой резьбы (метрическая, дюймовая, модульная, питчевая) и ее шаг определяется взаимодействие шестерен шпиндельной бабки, гитары и коробки подач.
Ходовой вал также получает вращение от коробки подач и используется при выполнении всех остальных токарных работ. Вращательное движение ходового вала преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке и зубчатой рейки, закрепленной на станине, и сцепленной с ней зубчатого колеса. Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Основные узлы фартука токарно-винторезного станка
Кинематика фартука и суппортной группы токарно-винторезного станка модели 16К20
Цепь продольной подачи настраивается из условия, что за один оборот шпинделя суппорт должен переместится на величину подачи (Sпрод, мм/об)
Для передачи движения механизму фартука служит ходовой вал. По нему, вдоль шпоночного паза скользит зубчатое колесо z=30, передающее вращение через колеса 30/30, 32/32, 32/30, включенную предохранительную муфту Мп и червячную пару 4/21.
Продольная подача суппорта и её реверсирование осуществляются включением одной из кулачковых муфт (М6 или М7). Тогда вращение от вала червячного колеса z=21 передается зубчатыми колесами 36/41·(через включенную муфту М6)·17/66·3,14·10·3 далее реечному колесу z=10, которое, перекатываясь по неподвижно связанной со станиной станка рейке m = 3, осуществляет продольное перемещение суппорта. Для противоположного перемещения суппорта в цепь включается дополнительное колесо z=41. Цепь реверса продольной подачи: 36/41·(41/41)·(через включенную муфту М7)·41/17·17/66·3,14·10·3
Для противоположного перемещения суппорта в цепь включается дополнительное колесо z=41. Цепь реверса продольной подачи: 36/41·(41/41)·(через включенную муфту М7)·41/17·17/66·3,14·10·3
Поперечная подача и её реверсирование осуществляются включением муфт М8 или М9. В этом случае от вала червячного колеса z=21 через передачи 36/36·(через включенную муфту М8) и 34/55·55/29·29/16 вращение передается винту (шаг = 5 мм), который сообщает движение поперечной каретке суппорта. Для противоположного перемещения поперечной каретки суппорта в цепь включается дополнительное колесо z=36. Цепь реверса продольной подачи: 36/41·(36/36)·(через включенную муфту М9)·34/55·55/29·29/16
Быстрое перемещение суппорта осуществляется когда кнопкой включается электродвигатель (0,75 кВт, 1450 об/мин) и ходовому валу сообщается быстрое вращение через клиноременную передачу 85/127. Механизм подачи суппорта в коробке подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона.
Станок может быть оснащен механическим приводом салазок. В этом случае от ходового вала через механизм фартука подключается колесо z=18, а затем через колеса 20/20·20/23·23/30·30/28·28/36·20/20 движение передается винту (шаг = 5 мм) резцовых салазок.
Органы управления фартуком
Органы управления фартуком токарно-винторезного станка 16к20
Рукоятка 20 осуществляет мнемоническое управление продольным и поперечным движением суппорта: движение осуществляется в ту сторону в которую отклоняется рукоятка. Поворот влево — включение перемещения каретки влево. Поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад. Рукояткой следует пользоваться при подкюченной реечной шестерне (нажатой кнопке 11) и выключенной разъемной (маточной) гайке (рукоятка 15), отсоединенной от ходового винта.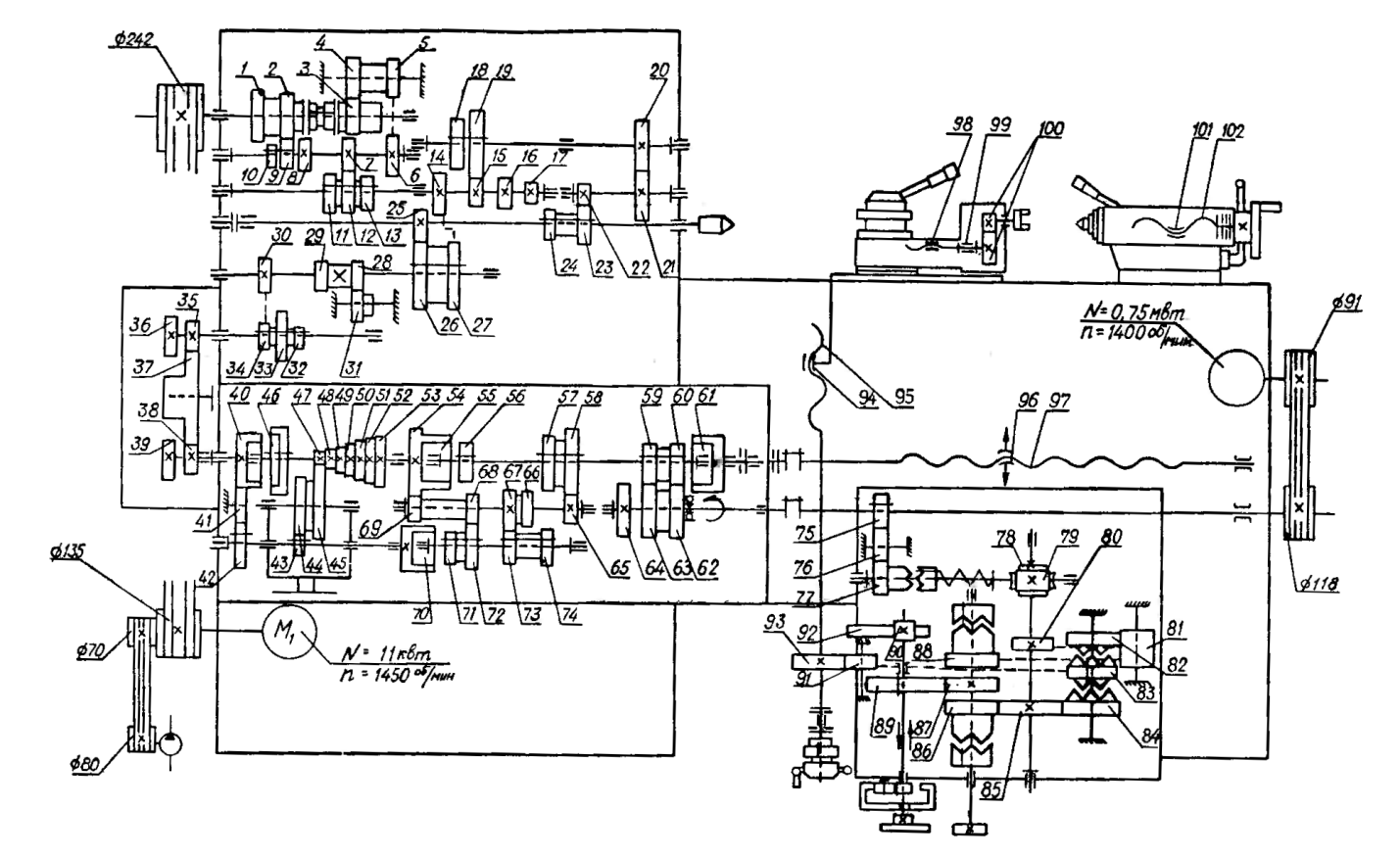
На конце рукоятки 20 находится кнопка, включающая двигатель быстрого перемещения суппорта.
Кнопка 11 включает и отключает реечную шестерю. Нажатие на кнопку — сцепление шестерни с рейкой. Вытягивание кнопки на себя — расцепление шестерни с рейкой. Включать (сцеплять шестерню с рейкой) только при выключенной рукоятке 15. При затруднении включения слегка повернуть маховик 10.
Рукоятка 15 для включения и выключения разъемной (маточной) гайки ходового винта. Поворот вниз — включение гайки. Поворот вверх — выключение гайки. Пользоваться в случае нарезания резьб при выключенной рукоятке 20. При затруднении включения маховиком 10 слегка переместить каретку.
Конструкция механизма фартука токарно-винторезного станка 16К20
Чертеж фартука токарного станка 16к20
1. Фартук токарно-винторезного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Фартук токарно-винторезного станка 16К20. Разрез А-А
Разрез А-А
3. Фартук токарно-винторезного станка 16К20. Разрез Д-Д, И-И
4. Фартук токарно-винторезного станка 16К20. Разрез К-К
Суппорт токарно-винторезного станка 16К20
Чертеж суппорта токарного станка 16к20
1. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
2. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
3. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
4. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
Модель станка 16к20п комплектуется механизмом автоматической (механической) подачи верхних салазок суппорта. Коническая шестерня z — 20 винта верхних салазок получает вращение от шестерни z = 29 фартука через шестерню z=18, коническую пару z = 20, 20, шестерни z = 20, 23, 30, 28, 36 и коническую шестерню z = 20. При помощи этого устройства можно обрабатывать конические поверхности под любым углом уклона конуса при автоматической подаче верхних салазок.
Задняя бабка токарно-винторезного станка 16К20
Чертеж задней бабки токарного станка 16к20
1. Задняя бабка токарно-винторезного станка 16К20
2. Задняя бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В
Если рукоятка 19, отведённая в крайнее заднее положение, не обеспечивает достаточного прижима задней бабки к станине, то нужно посредством регулирования винтами 26 и 33 при отпущенных контргайках 27 и 34, изменяя положение прижимной планки 31, установить необходимое усилие прижима.
Для установки задней бабки соосно со шпинделем при помощи винтов 41 совмещают в одну плоскость поверхности платиков А, расположенных на опорной плите 28 и корпусе 2.
Моторная установка станка 16К20
При уменьшении крутящего момента на шпинделе (см. табл. 1, п. 12.1.2) в первую очередь следует проверить натяжение ремней главного привода. Если ремни недостаточно натянуты, то нужно, ослабив винты 1, плавным вращением гайки 7 против часовой стрелки опустить вниз подмоторную плиту 6 до требуемого натяжения ремней, после чего винты 1 завернуть до отказа.
Натяжение ремня привода насоса системы смазки осуществляется поднятием бака 2, для чего нужно отпустить три винта 3 (на чертеже показан один), при помощи которых бак крепится к подмоторной плите 6.
Механизм управления фрикционной муфтой главного привода (рис. 34)
Конструкция механизма исключает возможность включения или выключения фрикционной муфты при случайном нажатии на рукоятки 12 и 24, которые сблокированы между собой следующим образом.
При работе рукояткой 12 рукоятка 24 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта была включена рукояткой 24, то выключение можно произвести и рукояткой 12, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Схема электрическая принципиальная токарно-винторезного станка 16К20
Электрическая схема станка 16к20
1. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Перечень элементов принципиальной схемы токарно-винторезного станка 16К20
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А – 1 шт
- F1 – Выключатель автоматический АЕ-2043-12, IРОО, расцепитель 32 А, с катушкой независимого расцепителя 110 В 50 Гц, отсечка 12 (Ag—9,489 г) – 1 шт
- F2 – Выключатель автоматический АЕ-2033-10, 1Р10, расцепитель 3,2 А, отсечка 12 – 1 шт
- F3, F4 – Предохранитель Е27ПФ—25 с плавкой вставкой Е2782— 6/380 ГОСТ 1138—72 – 2 шт
- F5 – Реле тепловое ТРН-40 (20 А) – 1 шт
- F6 – Реле тепловое ТРН-10 (0,32 A) (Ag—0,638 г) – 1 шт
- F7 – Реле тепловое ТРН-10 (2,5 А) – 1 шт
- h2 – Устройство УПС-2УЗ – 1 шт
- Н2 – Лампа накаливания С24-25 Светильник НКСО1Х100/П00-09 – 1 шт
- Н3 – Лампа накаливания коммутаторная КМ24-90, ГОСТ 6940-69 – 1 шт
- К1 – Пускатель магнитный ПАЕ-312 (Ag—16,121 г) (110/50-Р-20-23 + 2р) – 1 шт
- К2 – Пускатель магнитный ПМЕ-012 (Ag—4,298 г) (110/50-Р-0,32-13) – 1 шт
- КЗ – Реле времени пневматическое РВП72-3121-00У4 110В, 50 Гц ТУ16-523. 472—74 – 1 шт
- К4 – Реле промежуточное РПК-1—111 (110—23+5р) ТУ16-523.474—78 – 1 шт
- М1 – Электродвигатель 4А132 М4, исполнение М301, 11 кВт (14,7 л. с), 1460 об/мин, 220/380 В, ГОСТ 19523—74 – 1 шт
- М2 – Электродвигатель 4А71В4, исполнение М301, 0,75 кВт (1 л. с), 1370, об/мин, 220/380 В, ГОСТ 19523—74 – 1 шт
- М3 – Электронасос типа ПА-22, 0,12 кВт (0,17 л.с), 2800 об/мин, 220/380 В – 1 шт
- М4 – Электродвигатель асинхронный 4А80А4УЗ исполнение М301, 1,1 кВт (1,47 л. с), 1400 об/мин, 220/380 В – 1** шт
- S1 – Выключатель путевой ВПК-4240, исполнение 4 – 1 шт
- S2 – Переключатель ПЕ-041 УЗ, исполнение 2 – 1 шт
- S3, S4 – Пост управления ПКЕ-622-2 – 1 шт
- S5 – Микропереключатель МП-1203, исполнение 3 (Ag—1,051 г) – 1 шт
- S6 – Выключатель путевой ВПК-2111 – 1 шт
- S7 – Переключатель ПЕ-011 УЗ, исполнение 2 – 1 шт
- S8 – Выключатель путевой ВПК-2010 (Ag—1,228 г) – 1 шт
- Т – Трансформатор однофазный ТБСЗ-0,16, исполнение 1,380/110/24 В, ГОСТ 5. 1360—72) – 1 шт
 472—74 – 1 шт
472—74 – 1 шт 1360—72) – 1 шт
1360—72) – 1 штОписание электросхемы токарно-винторезного станка 16К20
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 4), которая замыкает цепь катушки контактора К1, переводя его на самопитание.
Останов электродвигателя главного привода M1 осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени КЗ, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода.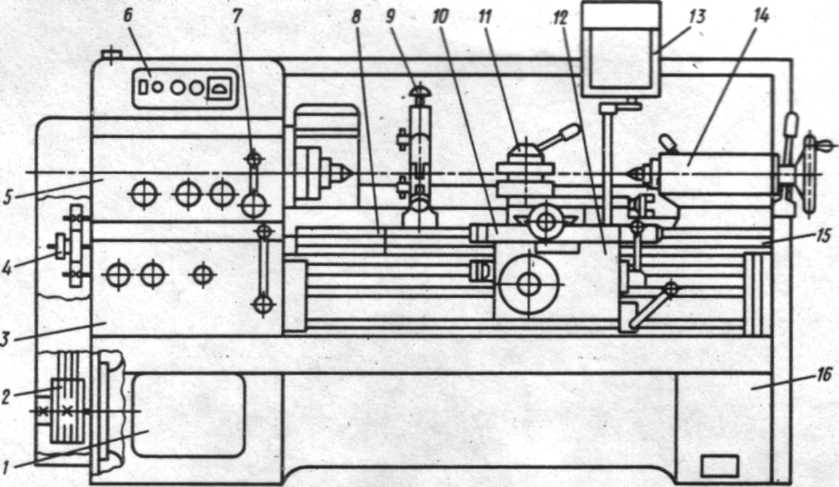 Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле. Номинальные данные аппаратов, изменяющиеся в зависимости от напряжения питающей сети, приведены в табл. 4.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Блокировочные устройства токарно-винторезного станка 16К20
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления. При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя S1 (рис. 4), который возбуждает катушку дистанционного расцепителя F1 и автоматический выключатель отключает электрооборудование станка от сети. При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
4), который возбуждает катушку дистанционного расцепителя F1 и автоматический выключатель отключает электрооборудование станка от сети. При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
Путевой выключатель S1 смонтирован в шкафу управления, микропереключатель 55 — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель S2, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты-электрики.
Переключатель S2 следует установить в положение 1, после чего можно включить вводный автоматический выключатель и приступить к наладочным работам.
По окончании пуско-наладочных или ремонтных работ переключатель S2 поставить в первоначальное положение 2, иначе закрывание двери шкафа вызывает самопроизвольное отключение вводного автоматического выключателя.
В станках, оснащенных гидросуппортом, электродвигатель главного привода отключается при разъединении штепсельного разъема Х5, подключающего электродвигатель гидростанции. В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
Читайте также: Справочник заводов производителей токарных станков
Токарно-винторезный универсальный станок 16К20. Видеоролик.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025. .1,4 .1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб – метрических | ||
| Количество нарезаемых резьб – модульных | ||
| Количество нарезаемых резьб – дюймовых | ||
| Количество нарезаемых резьб – питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
- Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25. Руководство по эксплуатации, 1976
- Ремонт токарно-винторезного станка 16к20. часть 1, часть 2, часть 3, Тула, 1988
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н. Н. Металлорежущие станки, 1988
Список литературы
 Руководство по эксплуатации, 1976
Руководство по эксплуатации, 1976 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988Полезные ссылки по теме. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Прайс-лист информационных изданий
16К20, 16К20Г Паспорт токарно-винторезного станка, (pdf) 3,6 Мб, Скачать
16К20 Ремонт токарно-винторезного станка 16К20. Часть 1. Общее описание и чертежи узлов
16К20 Ремонт токарно-винторезного станка 16К20. Часть 2. Технологический процесс ремонта станка
16К20 Ремонт токарно-винторезного станка 16К20. Часть 3. Сменяемые детали
Основные узлы станка – Токарное дело
Основные узлы станка
Категория:
Токарное дело
Основные узлы станка
Станина является основанием станка, на котором монтируют его основные узлы.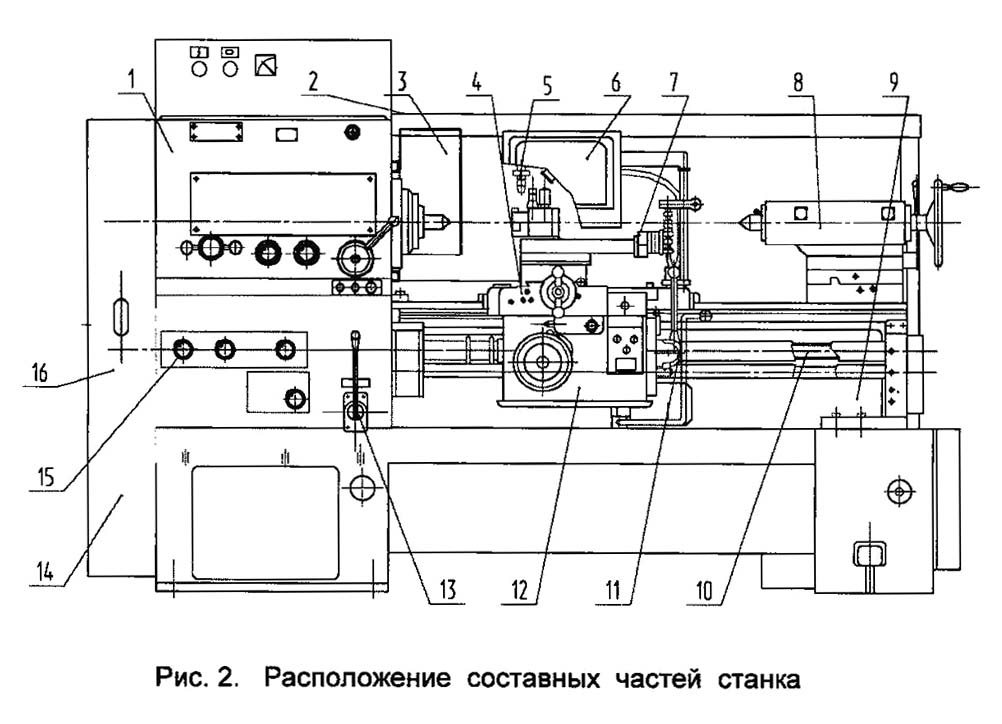 Станина изготовляется из высокопрочного модифицированного чугуна и имеет коробчатую форму с поперечными ребрами. Передняя направляющая станины призматическая, задняя — плоская. По направляющим перемещаются каретка суппорта и задняя бабка.
Станина изготовляется из высокопрочного модифицированного чугуна и имеет коробчатую форму с поперечными ребрами. Передняя направляющая станины призматическая, задняя — плоская. По направляющим перемещаются каретка суппорта и задняя бабка.
Станина устанавливается на две пустотелые тумбы, к которым прикреплено корыто для сбора стружки и охлаждающей жидкости. В левой тумбе расположен главный электродвигатель, в правой — резервуар и насос для подачи охлаждающей жидкости.
Передняя бабка представляет собой литой чугунный корпус, внутри которого размещается коробка скоростей шпинделя. Передний конец шпинделя имеет внутреннюю коническую расточку с конусом Морзе №5, в которую вставляется передний центр и различные приспособления для закрепления заготовок. На переднем конце шпинделя имеется посадочный конус, по которому базируются патроны для закрепления заготовок. Шпиндель установлен на двух опорах качения. Передняя опора представляет собой регулируемый двухрядный роликовый подшипник с внутренним коническим кольцом. Подшипник регулируют затягиванием гайки (стопора), которая нажимает на внутреннее кольцо подшипника. Кольцо при этом надвигается на коническую шейку шпинделя и разжимается; таким образом уменьшается зазор между кольцами и роликами, образовавшийся в результате износа. Задняя опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируют только при текущем осмотре станка.
Подшипник регулируют затягиванием гайки (стопора), которая нажимает на внутреннее кольцо подшипника. Кольцо при этом надвигается на коническую шейку шпинделя и разжимается; таким образом уменьшается зазор между кольцами и роликами, образовавшийся в результате износа. Задняя опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируют только при текущем осмотре станка.
1. СХЕМА ВАРИАНТА НАСТРОЙКИ МЕХАНИЗМА ФАРТУКА СТАНКА 1К62 НА ПОПЕРЕЧНУЮ ПОДАЧУ
Внутри передней бабки находится также фрикционная реверсивная муфта и тормозное устройство.
Фрикционная муфта. Зубчатое колесо прямого хода имеет ступицу с пазом. Такую же ступицу имеет и зубчатое колесо обратного хода. Внутри ступиц расположены стальные фрикционные диски, Наружные выступы которых входят в пазы ступиц, и диски со шлицевым отверстием; выступы шлицев отверстия входят в канавки шлицев полого, вала.
2. ШПИНДЕЛЬ СТАНКА 1К62 И ЕГО ОПОРЫ: 1,5 — крышки, 2, 13 — регулировочные гайки, 3 — шайба, 4—обойма, б — стопор, 7, 10 — винты, 8—упорная шайба, 9 — планшайба патрона, 11 — шпиндель, 12 — роликоподшипники, 14 — шарикоподшипники
Работа фрикционной муфты заключается в том, что при прижатии дисков к дискам между ними благодаря трению возникает сцепление и вращение от вала через диски передается к блоку зубчатых колес 56—51 или к колесу. Фрикцион включается муфтой. При включении муфты влево включается прямое вращение шпинделя, при включении вправо — обратное вращение. Диски фрикционной муфты постепенно изнашиваются, и муфта начинает пробуксовывать. Для устранения этого при помощи гаек сближают фрикционные диски. Тормозное устройство (тормоз) . На валу III коробки скоростей закреплен тормозной шкив, охватываемый стальной тормозной лентой. Включение тормоза происходит при нейтральном положении фрикционной муфты, когда выступ рейки воздействует на рычаг. Тормоз регулируют натяжением тормозной ленты гайкой. При правильно отрегулированном тормозе время торможения шпинделя (без патрона и заготовки), вращающегося с частотой 2000 об/мин, должно составлять не более 1,5 с.
Фрикцион включается муфтой. При включении муфты влево включается прямое вращение шпинделя, при включении вправо — обратное вращение. Диски фрикционной муфты постепенно изнашиваются, и муфта начинает пробуксовывать. Для устранения этого при помощи гаек сближают фрикционные диски. Тормозное устройство (тормоз) . На валу III коробки скоростей закреплен тормозной шкив, охватываемый стальной тормозной лентой. Включение тормоза происходит при нейтральном положении фрикционной муфты, когда выступ рейки воздействует на рычаг. Тормоз регулируют натяжением тормозной ленты гайкой. При правильно отрегулированном тормозе время торможения шпинделя (без патрона и заготовки), вращающегося с частотой 2000 об/мин, должно составлять не более 1,5 с.
Коробка подач закреплена на станине ниже передней бабки, внутри коробки находится механизм передачи вращения от шпинделя к ходовому валу и ходовому винту, а также механизм для регулирования частот вращения ходового винта и ходового вала с целью получения различного шага резьбы и различных подач.
В коробке подач находится также обгонная муфта, позволяющая включать ускоренный ход суппорта от отдельного электродвигателя без выключения цепи нормальных подач. Обгонная муфта состоит из ведущей обоймы и ведомого диска с вырезами, в которых располагаются шарики. При вращении обоймы шарики заклиниваются в вырезах и вращение от обоймы передается на диск, таким образом валы XV и XVI связываются между собой. При вращении ходового вала XVI от отдельного электродвигателя ускоренного
3. ФРИКИИОННАЯ МУФТА: 1— контргайка, 2 — регулировочная гайка, 3 — рычаг, 4 —- тормозная лента, 5 — тормозной шкив, 6 — рейка
4. ТОРМОЗНОЕ УСТРОЙСТВО СТАНКА 1ОУ 1К62: 1 — полый вал, 2 — зубчатое колесо прямого хода, 3, 12 — фрикционные диски, 4,5 — регулировочные гайки, б — зубчатое колесо обратного хода, 7 — муфта, 8 — коромысло, 9 — тяга, 10 — палец, 11 — фрикционная муфта
5. ОБГОННАЯ МУФТА:
1 — ведомый лиск, 2 — шарики, 3 — обойма прямого хода, ооеочные гайки. з. 7 — муфта. 11 — фрикцион-
з. 7 — муфта. 11 — фрикцион-
6. Суппорт станка 1к62: 1 — конический фиксатор, 2. 9 — пружины фиксаторов, 3 — втулка. 4 — муфта, 5 — пружина, 6 — палец, 7 — рукоятка, 8 — фланец. 10 — поворотная головка резцедержателя. 11—верхние салазки суппорта. 12 — шариковый фиксатор
7. РЕЗЦЕДЕРЖАТЕЛЬ СТАНКА 1К62: 1 — каретка суппорта, 2 — задний резцедержатель, 3 — откидной кронштейн, 4 — щиток, 5 — передний резцедержатель, б — верхние салазки суппорта, 7 — винт, 8 — поворотная плита, 9 — поперечные салазки суппорта, 10—рукоятка, 11—барабан лимба, 12 — винт поперечных салазок, 13 — гайка поперечных салазок, 14 — регулировочный клин, 15 — винт регулировочного клина
Суппорт состоит из каретки, которая движется по направляющим станины; фартука, поперечных салазок, которые движутся по направляющим каретки; поворотной плиты; верхних (резцовых) салазок, на которых закреплен резцедержатель. Для обработки конусов верхние салазки суппорта поворачиваются вместе с поворотной плитой при отжиме двух фиксирующих таек на винтах. При неравномерном или тугом перемещении каретки по направляющим станины или поперечных салазок по своим направляющим регулируют прижим планок сзади каретки и затяжку клиньев салазок. Износ гайки поперечных салазок вызывает «мертвый ход», который устраняют подтягиванием клина, находящегося между половинками гайки.
При неравномерном или тугом перемещении каретки по направляющим станины или поперечных салазок по своим направляющим регулируют прижим планок сзади каретки и затяжку клиньев салазок. Износ гайки поперечных салазок вызывает «мертвый ход», который устраняют подтягиванием клина, находящегося между половинками гайки.
После устранения «мертвого хода» винт затягивают. Нормальная регулировка предусматривает небольшой «мертвый ход» (до двух делений лимба поперечных салазок). Резцедержатель. Основной частью резцедержателя является четырехгранная поворотная головка, сидящая на центрирующем выступе верхних салазок. Положение головки относительно верхнего суппорта фиксируется при помощи конического фиксатора, поджатого пружиной, и шарикового фиксатора, поджатого пружиной. На пальце находится фланец 8, имеющий торцовые скошенные зубья, и муфта также с торцовыми зубьями, которая прижимается к кулачку пружиной и свободно скользит своими наружными шлицами по внутренним шлйцам втулки, запрессованной в рукоятке. Фартук. Спереди каретки к суппорту прикреплен фартук — коробка, внутри которой находится механизм для преобразования вращательного движения ходового валика и ходового винта в прямолинейное поступательное движение суппорта, а также предохранительная муфта, служащая для предохранения станка от перегрузки и автоматического отключения подачи при достижении суппортом станка неподвижного упора.
Фартук. Спереди каретки к суппорту прикреплен фартук — коробка, внутри которой находится механизм для преобразования вращательного движения ходового валика и ходового винта в прямолинейное поступательное движение суппорта, а также предохранительная муфта, служащая для предохранения станка от перегрузки и автоматического отключения подачи при достижении суппортом станка неподвижного упора.
При перегрузке в цепи движения подачи (если суппорт подошел к упору или резец уперся в уступ) суппорт мгновенно останавливается, а с ним и вся кинематическая цепь фартука. Сидящая на валу XVIII кулачковая предохранительная муфта также останавливается. Но так как ходовой вал I и шестерни фартука — продолжают в этом положении вращаться, то муфта, скользя по скосам торцовых кулачков, сжимает пружину 4 и отходит вправо от диска 5 с кулачками. При этом муфта отключается и передача вращения на реечную шестерню прекращается. Пружину предохранительной муфты регулируют гайкой 6 при отвинченном колпачке.
8. ПРЕДОХРАНИТЕЛЬНАЯ МУФТА ФАРТУКА 1. 2 — полугайки, 3 — диск со спиральными прорезялп 4 — палец полугайки. 5 — рукоятка
Ходовой винт и резьбовая гайка. Ходовой винт станка имеет трапецеидальную резьбу с шагом 12 мм. Винт сопрягается с разъемной гайкой, которая состоит из двух половинок (полугаек) расположенных в фартуке станка. Замыкание и размыкание полугаек осуществляется диском 3 со спиральными прорезями и пальцами, связанными с полугайками.
9. РАЗЪЕМНАЯ ГАЙКА
10. задняя бабка станка 1к62: 1 — корпус. 2 — центр задней бабки. 3 — рукоятка зажима пиноли, 4 — пинолъ, 5 — винт пиноли, 6 — маховичок винта пиноли, 7 — рукоятка зажима задней бабки на направляющих станины, 8 — опорная плита, 9 — тяга, 10 — рычаг, 11 — планка, 12, 14 — гайки, 13, 15 —
При повороте рукоятки прорези диска, воздействуя через пальцы на полугайки, замыкают их на ходовом винте, что делает возможным продольную подачу каретки суппорта для нарезания резьбы. Задняя бабка крепится на правом конце станины и перемещается по ее направляющим. Корпус может иметь поперечное смещение относительно опорной плиты, что необходимо при обтачивании длинных конусов. В отверстии корпуса движется пиноль. Винт подачи пиноли вращается при помощи маховичка. Предварительно заднюю бабку закрепляют на станине рукояткой, а окончательно — гайкой. Для фиксации положения пиноли служит рукоятка.
Задняя бабка крепится на правом конце станины и перемещается по ее направляющим. Корпус может иметь поперечное смещение относительно опорной плиты, что необходимо при обтачивании длинных конусов. В отверстии корпуса движется пиноль. Винт подачи пиноли вращается при помощи маховичка. Предварительно заднюю бабку закрепляют на станине рукояткой, а окончательно — гайкой. Для фиксации положения пиноли служит рукоятка.
Реклама:
Читать далее:
Общая характеристика токарно-винторезного станка 16К20
Статьи по теме:
Ремонт токарного станка 16К20 — виды, неисправности, основные узлы
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Блок: 1/11 | Кол-во символов: 887
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Характерные неисправности
Чаще всего у токарных станков ухудшается чистота обрабатываемой поверхности. Это происходит в связи с износом подшипников шпиндельной группы. Так же на чистоту и точность обработки влияет люфт в поперечной подаче суппорта.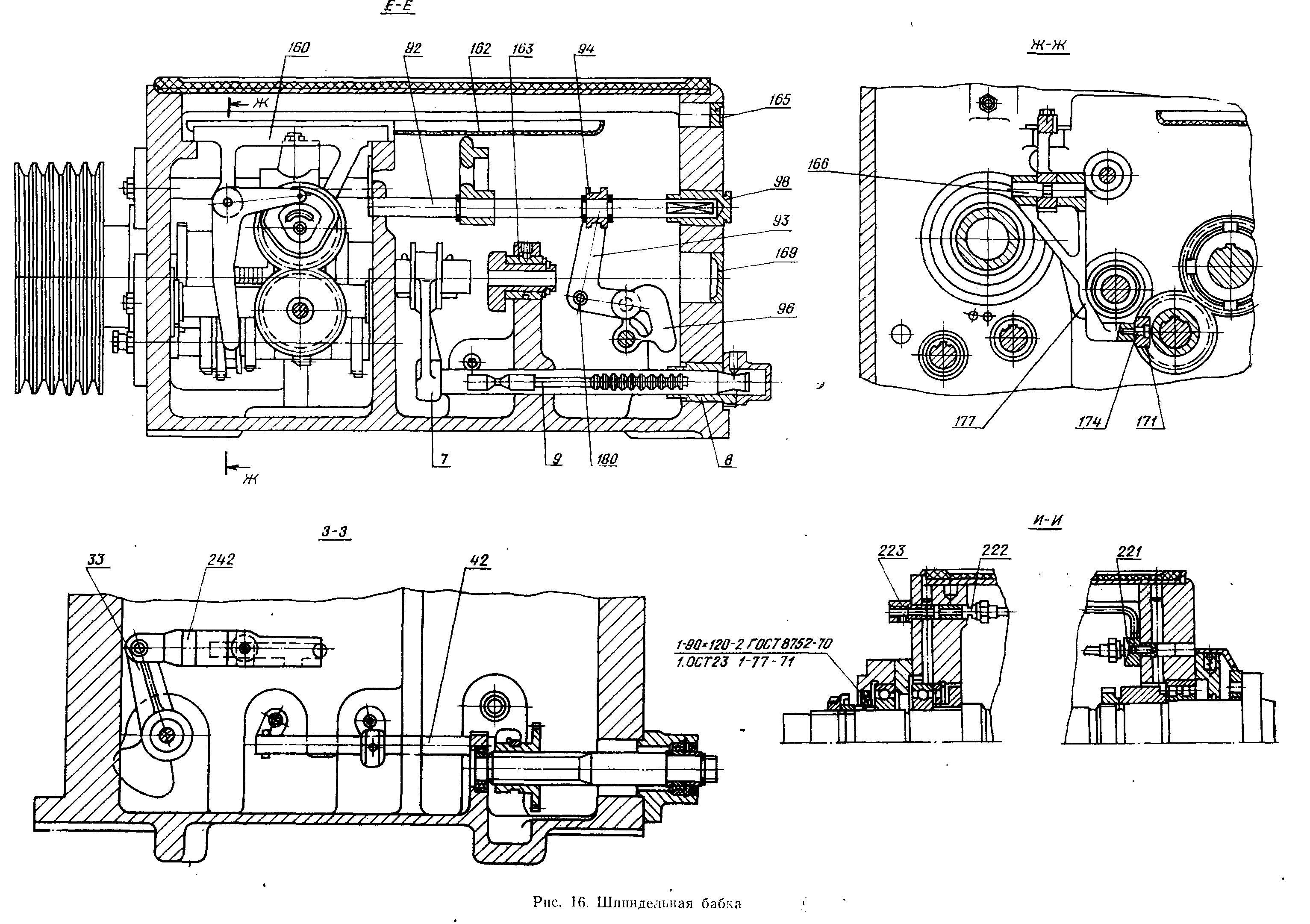 Очень часто возникают проблемы с включением рабочих подач и скоростей. Это происходит из-за износа подшипников, дистанционных колец и вилок включения шестерен. Такие неисправности проявляются затрудненным включением подач или скоростей и самовыключением («выбиванием») их во время работы. В ходе интенсивной эксплуатации у токарных станков возникает множество других не менее серьезных поломок.
Очень часто возникают проблемы с включением рабочих подач и скоростей. Это происходит из-за износа подшипников, дистанционных колец и вилок включения шестерен. Такие неисправности проявляются затрудненным включением подач или скоростей и самовыключением («выбиванием») их во время работы. В ходе интенсивной эксплуатации у токарных станков возникает множество других не менее серьезных поломок.
Если вам необходимо отремонтировать токарный станок — обращайтесь и мы постараемся вам помочь. Алголритм ремонта станков вы найдете в разделе РЕМОНТ.
Блок: 2/6 | Кол-во символов: 826
Источник: https://pkm-remont.ru/tokarnie.html
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах.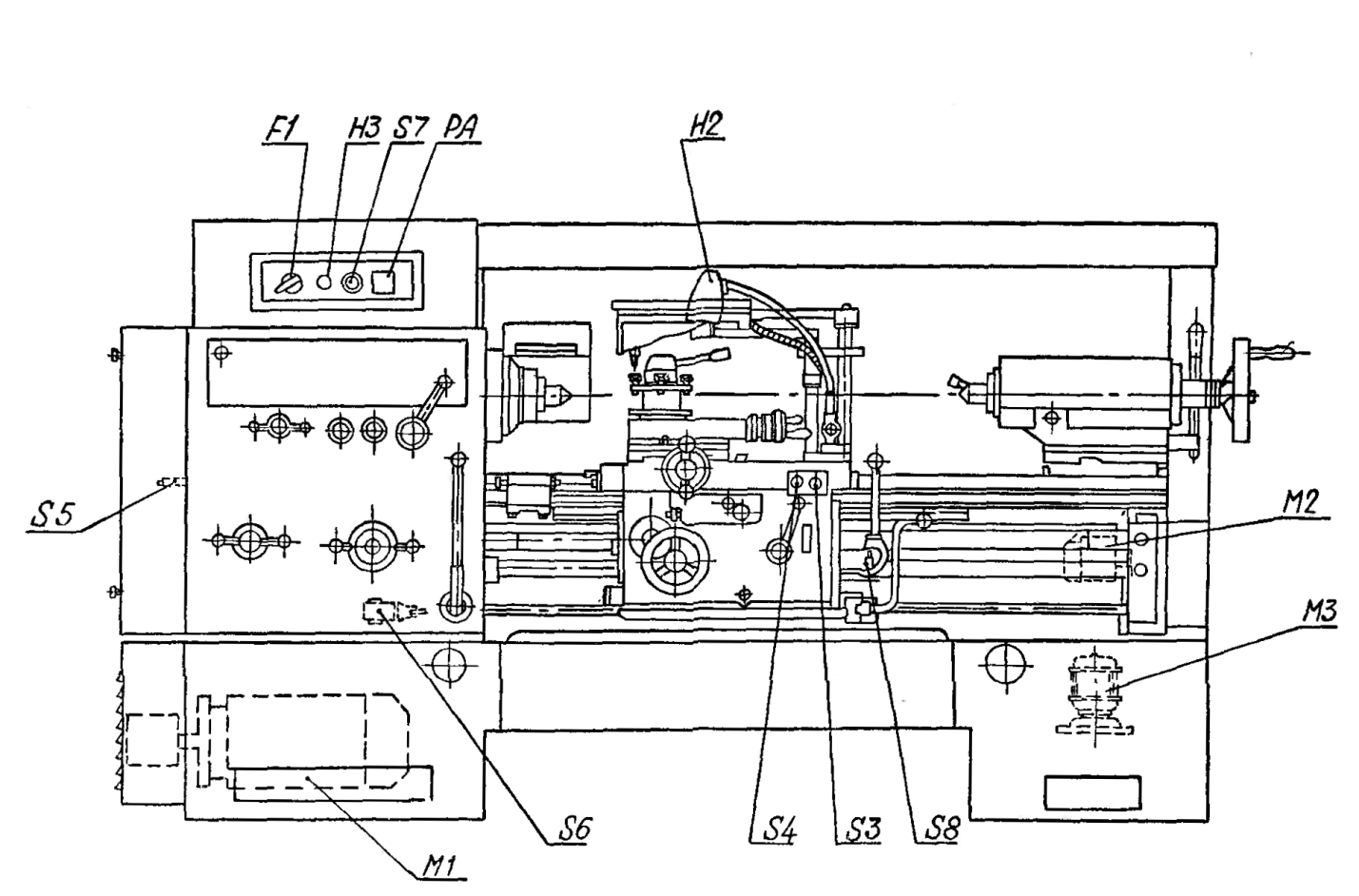 А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Блок: 2/11 | Кол-во символов: 759
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Типы и причины неисправностей
У токарного станка модели 16К20 чаще всего выходят из строя следующие детали:
- элементы корпуса;
- шейки и пазы валов;
- крепежи фланцев;
- зубья шестерен;
- шейки и шлицевые соединения шпинделя;
- резьба ходового винта.
Поскольку станок модели 16К20 является оборудованием высокой надежности, подобные неисправности появляются, как правило, лишь после долгих лет эксплуатации. Главная их причина — физический износ деталей из-за трения поверхностей. Также имеет место пластическая деформация, химическая коррозия металла.
Также имеет место пластическая деформация, химическая коррозия металла.
Блок: 3/4 | Кол-во символов: 542
Источник: https://remstan.ru/remont_stankov/repair_lathes/remont-tokarnogo-stanka-16k20/
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения.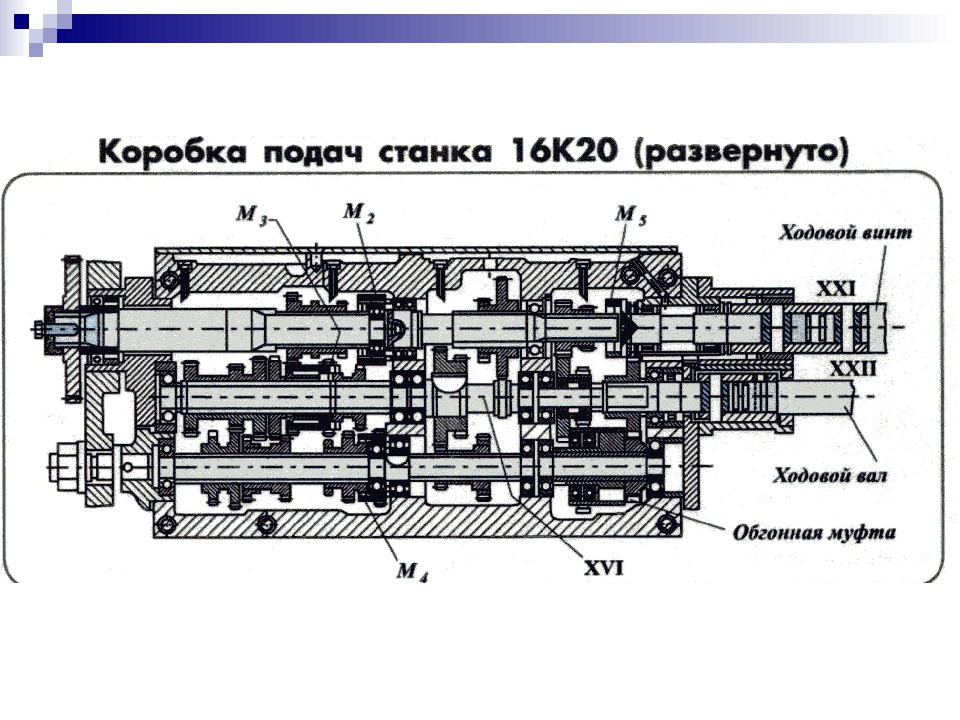 Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
По допускам работы токарное оборудование принято делить на такие
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Блок: 3/11 | Кол-во символов: 1107
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Виды ремонта токарного станка 16К20
Компания «РемСтан» вот уже более 10 лет специализируется именно на обслуживании токарного оборудования. Мы можем предложить такие виды ремонта станка 16К20:
- мелкий (малый). В его ходе осуществляется выявление поломок, замеры геометрии. Оборудование испытывается на холостом ходу. Проверяется точность функционирования и чистота обработки;
- средний. Такие ремонтные работы подразумевают восстановление работоспособности главных механизмов и агрегатов станка. Главной его целью является восстановить ресурс оборудования для возможности успешно эксплуатировать его до планового капремонта;
- капитальный. Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.
 Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.
Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.Компания «РемСтан» выполняет ремонтные работы в сжатые сроки и дает на них гарантию сроком 12 месяцев. Опыт наших специалистов позволяет решать даже наиболее сложные задачи, а гибкая ценовая политика дает возможность заказывать профессиональные услуги ООО «РемСтан» даже небольшим компаниям.
Блок: 4/4 | Кол-во символов: 1143
Источник: https://remstan.ru/remont_stankov/repair_lathes/remont-tokarnogo-stanka-16k20/
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

Блок: 4/11 | Кол-во символов: 1539
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Ремонт суппорта токарного станка 1К62
Рис.28
Другая разновидность неисправностей токарных станков связана с движением суппорта.На примере токарного станка 1К62 рассмотрим порядок действий при ремонте. Итак, дефектация выявила неравномерный (рваный, прерывистый) ход суппорта (резцедержателя) в продольной оси. Причина – износ подшипников скольжения и шеек приводной вал-шестерни, преобразующей вращение вала главного двигателя в поступательное перемещение суппорта.
Рис.29
Рис.30
Ремонт делится на следующие этапы.
Снимаем резьбовой винт и вал подач со станка.
Рис.31
Рис.32
Рис.33
Рис.34
Снимаем фартук станка.
Рис.35
Рис.36
Рис.37
Снимаем втулки (подшипники скольжения) и вал-шестерню с фартука.
Рис.38
Рис.39
Рис.40
Рис.41
Шлифуем шейки вала-шестерни и меняем подшипники скольжения.
Сборка станка происходит в обратном порядке.
Блок: 5/6 | Кол-во символов: 899
Источник: https://pkm-remont.ru/tokarnie.html
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Блок: 5/11 | Кол-во символов: 2988
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.


Схема органов управления токарным станком
Блок: 6/11 | Кол-во символов: 1555
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Ремонт фартука токарного станка 16К20
В предыдущем примере неисправность перемещения суппорта находилась, можно сказать, на поверхности, так как потребовалось всего лишь снять фартук станка без его разборки. Но все основные механизмы, отвечающие за включение автоматических и ручных поперечных и продольных рабочих подач суппорта, а так же механизм аварийного отключения подач находятся в фартуке станка, поэтому иногда без разборки и ремонта самого фартука станка не обойтись. Рассмотрим такую операцию на примере ремонта фартука токарного станка 16К20.
Рассмотрим такую операцию на примере ремонта фартука токарного станка 16К20.
Рис.42
Рис.43
Порядок ремонта следующий.
Снимаем фартук со станины (смотрите предыдущий пример).
Рис.44
Рис.45
Рис.46
Производим полную разборку фартука — снимаем и очищаем валы, шестерни и другие детали.
Рис.47
Рис.48
Рис.49
Рис.50
Рис.51
Рис.52
Рис.53
Меняем все подшипники, дистанционные и стопорные кольца, пружины фиксаторов, а при необходимости и изношенные валы, шестерни и другие детали.
Рис.54
Рис.55
Рис.56
Промываем корпус фартука и механизма аварийного выключения рабочей подачи.
Рис.57
Собираем фартук в обратном порядке.
НАЗАД
Блок: 6/6 | Кол-во символов: 1195
Источник: https://pkm-remont.ru/tokarnie.html
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие.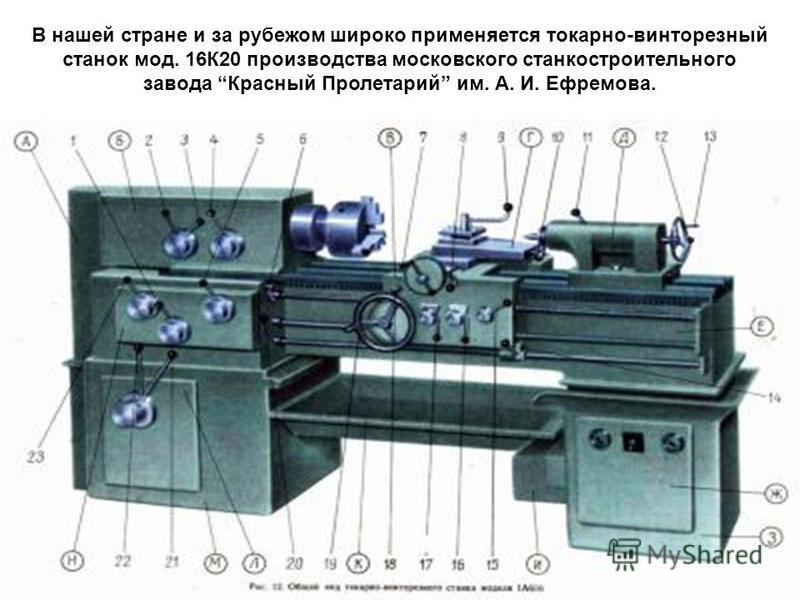 Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Блок: 7/11 | Кол-во символов: 275
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Блок: 8/11 | Кол-во символов: 408
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.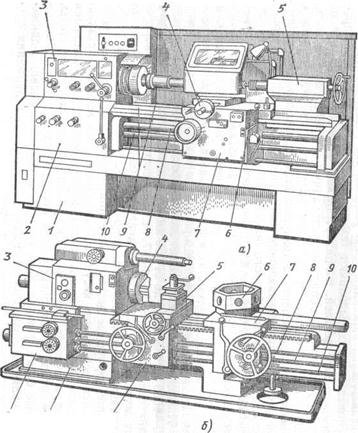
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
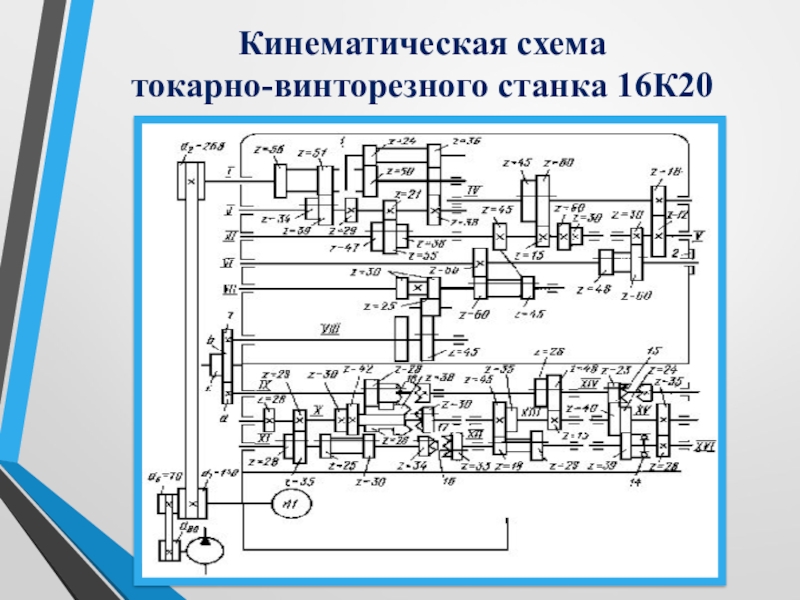 Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Метод высокопроизводительный, но требует изготовления или наличия приспособлений.Блок: 9/11 | Кол-во символов: 2413
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Блок: 10/11 | Кол-во символов: 1551
Источник: https://VseOChpu.ru/tokarnyj-stanok-16k20/
Количество использованных доноров: 3
Информация по каждому донору:
- https://pkm-remont.ru/tokarnie.html: использовано 5 блоков из 6, кол-во символов 5418 (26%)
- https://remstan.ru/remont_stankov/repair_lathes/remont-tokarnogo-stanka-16k20/: использовано 2 блоков из 4, кол-во символов 1685 (8%)
- https://VseOChpu.ru/tokarnyj-stanok-16k20/: использовано 10 блоков из 11, кол-во символов 13482 (65%)
Основные узлы токарного станка – Энциклопедия по машиностроению XXL
Точность установки и выверки основных узлов токарных станков показана в табл. 121. [c.409]Для целей диагностирования, прогнозирования параметрической надежности станка [58] и ресурса отдельных механизмов применяется ряд методов определения параметров и диагностических признаков (с помощью встроенных и внешних средств).
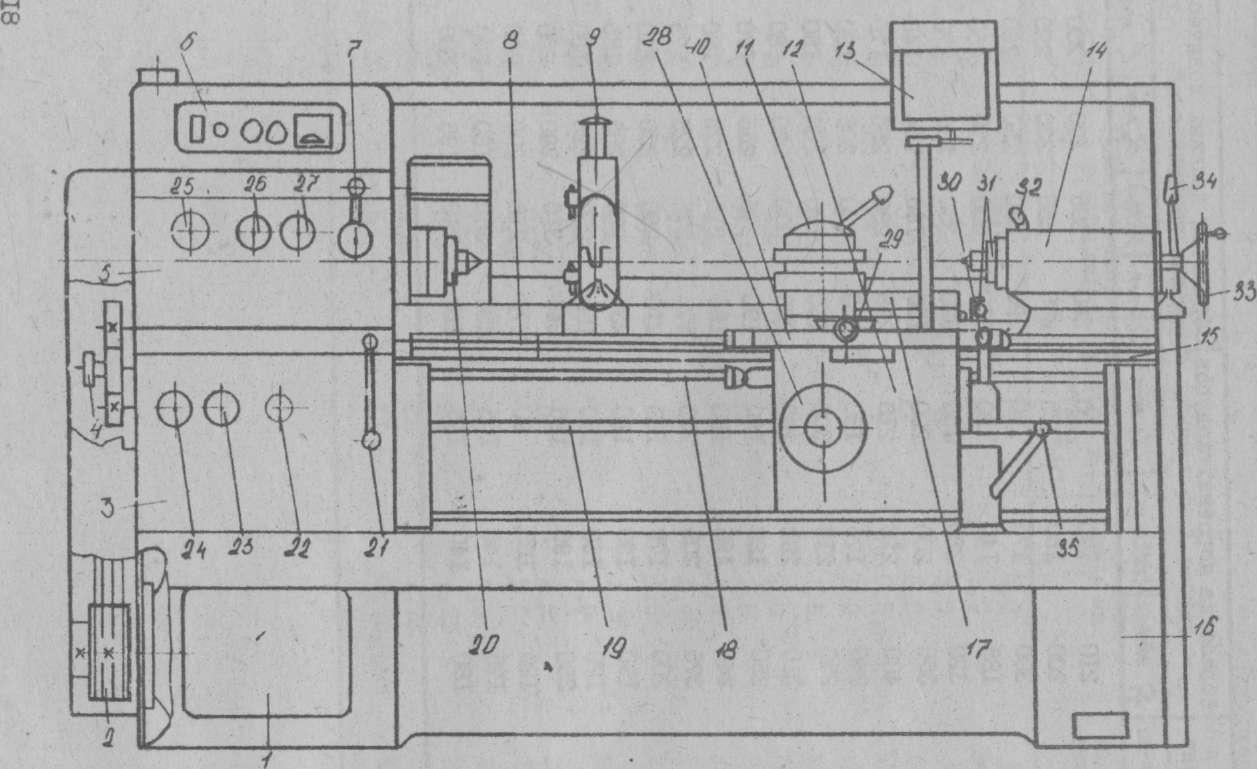 На рис. 7.6 показано применение этих методов для диагностирования основных узлов токарных станков с ЧПУ с электромеханическим приводом, получающим за последние годы все большее применение.
[c.129]
На рис. 7.6 показано применение этих методов для диагностирования основных узлов токарных станков с ЧПУ с электромеханическим приводом, получающим за последние годы все большее применение.
[c.129]Основные узлы токарного станка. Современный токарный станок (рис. 108) состоит из станины, основания, коробки скоростей, передней бабки, гитары сменных колес, коробки подач, фартука, суппорта, задней бабки, привода быстрых перемещений, органов управления и систем охлаждения и смазки. [c.348]
ОСНОВНЫЕ УЗЛЫ ТОКАРНОГО СТАНКА [c.154]
Назовите основные узлы токарного станка и их назначение. [c.52]
Типовой технологический процесс слесарных работ по ремонту основных узлов токарно-винторезных станков [c.795]
Основные узлы этого станка смонтированы на станине 1 и суппорте 2 обычного токарного станка. Слева на станине смонтирована шлифовальная бабка 3 оптического профилешлифовального станка (мод.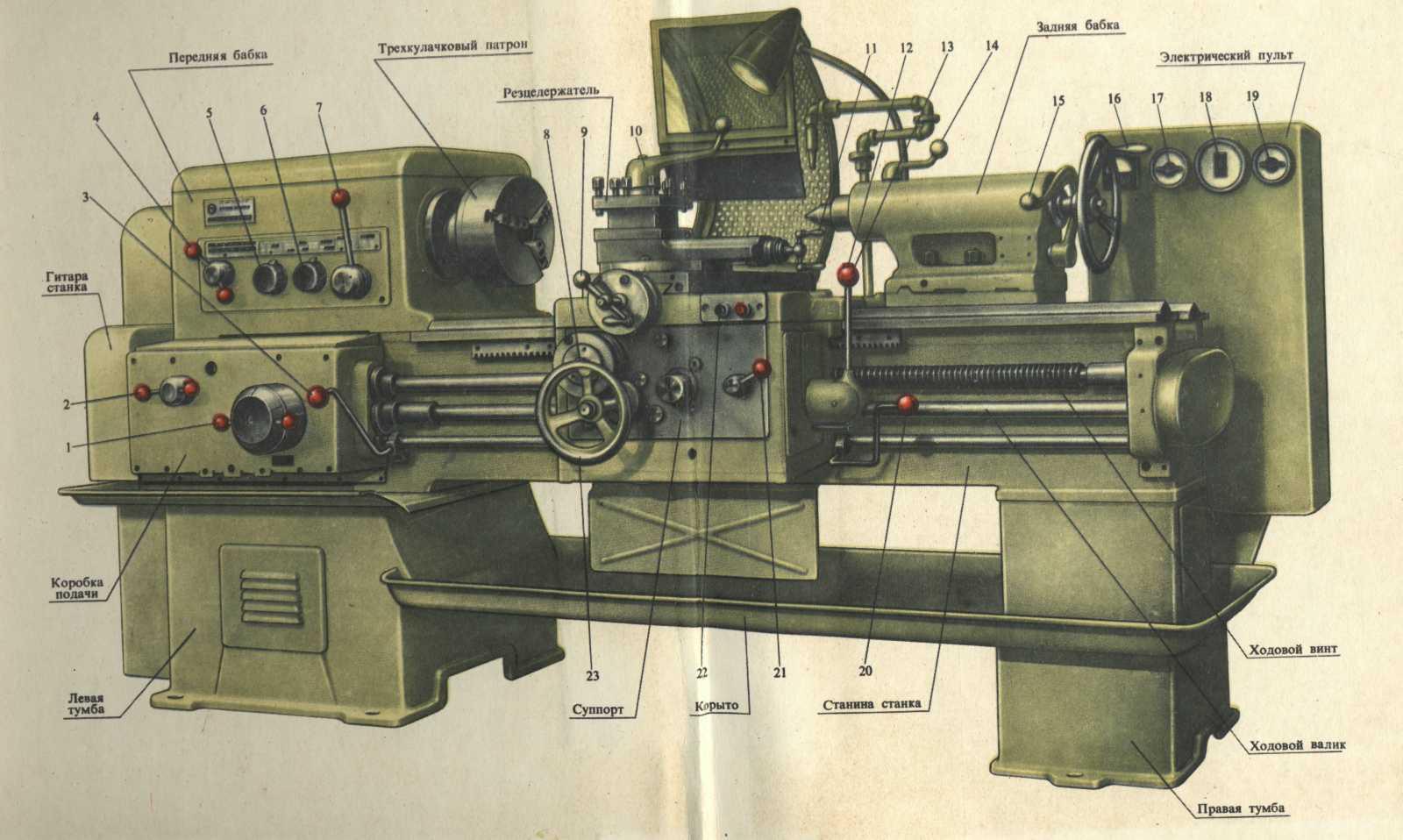 375) со всеми ее суппортными устройствами. Справа на этой же станине установлен кронштейн 4 с визирным микроскопом 5 координатно-разметочного станка. На верхней плоскости суппорта 2 установлена оптическая делительная головка типа ОДГ, торец шпинделя которой служит основанием для перекрестного координатного стола. Координатный стол состоит из нижних салазок 10, верхних салазок 8 и крепежного приспособления 7 для деталей 6. Суппорт 2 может устанавливаться на любом расстоянии до упора 9 по блокам концевых мер.
[c.331]
375) со всеми ее суппортными устройствами. Справа на этой же станине установлен кронштейн 4 с визирным микроскопом 5 координатно-разметочного станка. На верхней плоскости суппорта 2 установлена оптическая делительная головка типа ОДГ, торец шпинделя которой служит основанием для перекрестного координатного стола. Координатный стол состоит из нижних салазок 10, верхних салазок 8 и крепежного приспособления 7 для деталей 6. Суппорт 2 может устанавливаться на любом расстоянии до упора 9 по блокам концевых мер.
[c.331]
Основные узлы токарно-винторезного станка [c.535]
Схема компоновки основных узлов токарно-винторезного станка дана на рис. 7, а. Станина 1 служит для установки на ней передней бабки 4 с коробкой скоростей и шпинделем 5, задней бабки 7, а также для перемещения по ней суппорта 6 с резцедержателем и фартуком 9. Коробка подач 2 привертывается к станине, ее механизм обеспечивает необходимые подачи и шаг нарезаемой резьбы через ходовой винт и хо-
[c.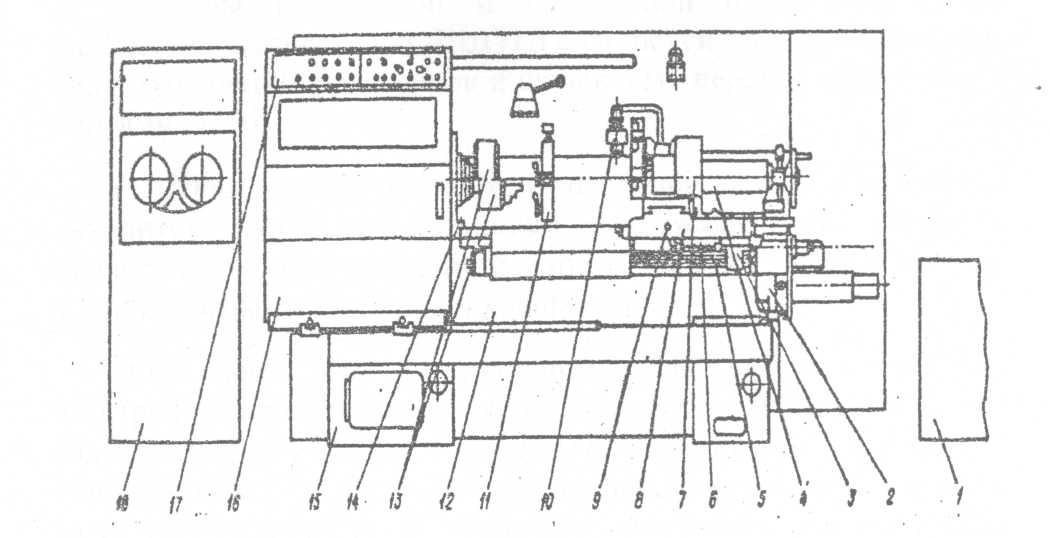 14]
14]
Основные узлы токарно-карусельных станков [c.10]
ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА [c.8]
ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА И ИХ НАЗНАЧЕНИЕ [c.82]
Жесткость основных узлов современных станков имеет весьма различные значения. Жесткость шпинделей базовых моделей отечественных станков находится в пределах (0,5—2)-10 н/жж. Более высокие значения относятся к шпинделям на роликовых подшипниках. Жесткость суппортов токарных станков при хорошей регулировке достигает 5-10 н/жж, в цеховых условиях она может снизиться до 2-10 н/жж и ниже. [c.54]
ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ВИНТОРЕЗНЫ.Х СТАНКОВ И ИХ НАЗНАЧЕНИЕ [c.114]
Основные узлы токарно-револьверного станка с вертикальной осью головки (рис. 9.4) в значительной степени сходны с конструкцией аналогичных узлов токарных станков. Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируют только шпиндель. Изменение частоты вращения шпинделя обеспечивает редуктор, установленный в основании станка и связанный со шпинделем ременной передачей.
[c.151]
Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируют только шпиндель. Изменение частоты вращения шпинделя обеспечивает редуктор, установленный в основании станка и связанный со шпинделем ременной передачей.
[c.151]
ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ЗАТЫЛОВОЧНОГО СТАНКА [c.193]
ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ЗАТЫЛОВОЧНОГО СТАНКА И КИНЕМАТИЧЕСКАЯ СХЕМА [c.193]
ОСНОВНЫЕ УЗЛЫ ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКОВ [c.211]
Основные части и узлы токарного станка [c.7]
Назовите основные узлы токарно-винторезного станка и укажите их назначение, [c.21]
Основными узлами токарных и токарно-винторезных станков являются станина коробка скоростей или передняя бабка гитара задняя бабка каретка или продольный суппорт поперечный суппорт поворотный суппорт фартук коробка подач (рис. 1,2).
[c.6]
1,2).
[c.6]
Основные типы и узлы токарных станков. [c.36]
Перечислите основные узлы токарно-винторезного станка, изображенного на рис. 1.1 [c.5]
По-видимому, Ползунову пришлось изобрести и построить необходимые для обработки основных узлов небывалой машины специальные станки. В донесении своем он пишет Всякая та вещь из оных, после своего отлива, требовала для пропорционального сбору машинную на водяных колесах по обстоятельствам токарную работу . Видимо, цилиндры паровой машины Ползунов обрабатывал на точных токарных станках, ведь еще в проекте он писал о необходимости тщательной подготовки поверхностей цилиндров …внутри же как стекло полированы гладко . [c.75]
Станки токарной группы имеют однотипную компоновку узлов. Рассмотрим основные узлы токарных станков на примере токарно-винторезного станка 16К20 (рис. 13). Его основными узлами являются станина — 1, передняя бабка — 9, задняя бабка — 19, коробка подач — 6, фартук — 30 и суппорт — 23.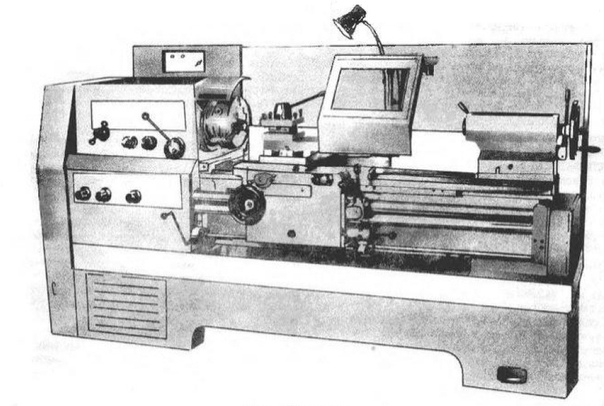 [c.41]
[c.41]
Основные узлы токарно-винторезного станка. Токарно-винторезный станок модели 16К20 (рис. 12.7) состоит из станины 6, основания 8, передней бабки 3 с коробкой скоростей, гитары сменных колес 1, коробки передач 2, фартука 9, суппорта 4, задней бабки 5, привода быстрых перемещений 7, органов управления и систем охлаждения и смазывания. [c.364]
Из формулы (У1.9) следует, что жесткость суппорта является одним из основных параметров, определяющих суммарную жесткость станка. Однако по сравнению с другими узлами токарного станка, жесткость, суппорта является наименьшей, что объясняется большим количеством стыковых соединений, часть из которых подвижные. Статическая жесткость суппортов при рядовой регулировке составляет 3000—4000 кГ1мм, при хорошей регулировке 6000—7000 кГ1мм. В то же время жесткость шпиндельных узлов отечественных токарных станков при нагружении их радиальной составляющей силы резания на переднем центре составляет по данным проф.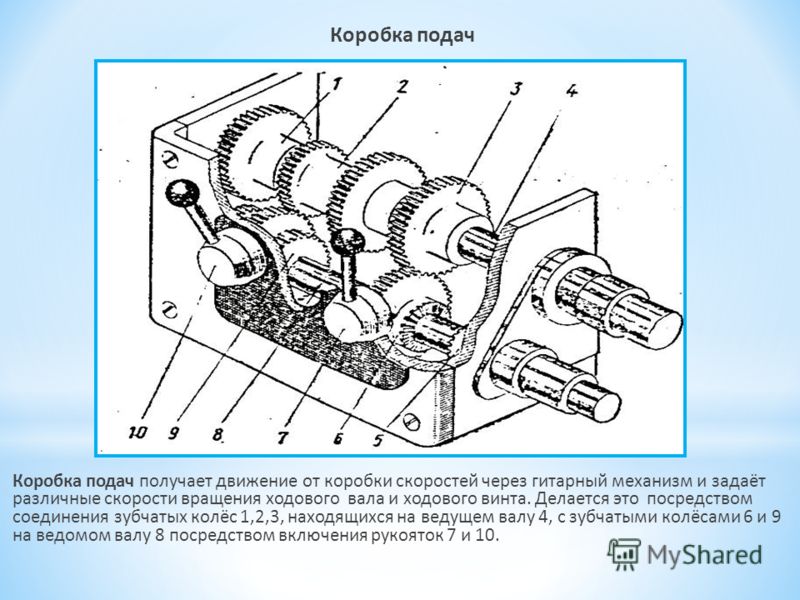 Д. Н., Решетова 7000—9000 кГ1мм.
[c.111]
Д. Н., Решетова 7000—9000 кГ1мм.
[c.111]
УСТРОЙСТВО ОСНОВНЫХ УЗЛОВ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1К62 [c.45]
На фиг. 181 показан общий вид современного универсального токарновинторезного станка мод. 1Д63А. Рассмотрим в общих чертах основные узлы токарно-винторезного станка и их назначение. [c.154]
Устройство и классификация токарно-винторезных станков
Токарно-винторезный станок
Устройство и классификация
Токарно-винторезные станки предназначены для обработки, включая нарезание
резьбы, единичных деталей и малых групп деталей. Однако бывают станки без
ходового винта. На таких станках можно выполнять все виды токарных работ,
кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют
токарно-винторезные станки, являются наибольший диаметр D обрабатываемой
заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая
длина L обрабатываемой заготовки (детали) и масса станка.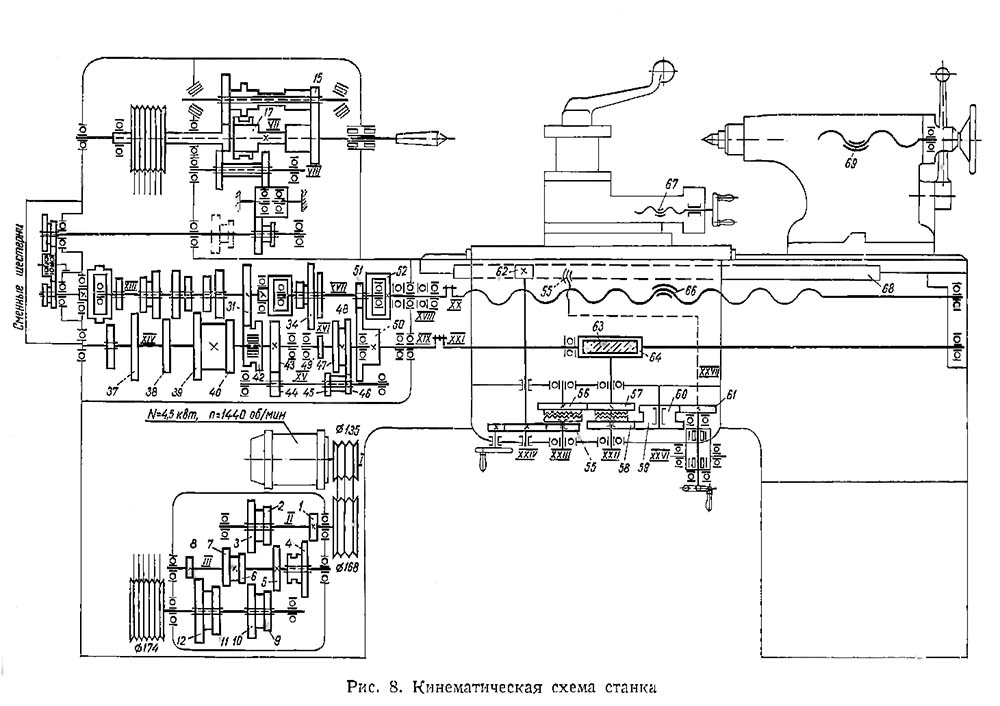 Ряд наибольших
диаметров обработки для токарно-винторезных станков имеет вид: D = 100,
125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее
до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием
между центрами станка. Выпускаемые станки при одном и том же значении D
могут иметь различные значения L. По массе токарные станки делятся на легкие
– до 500 кг (D = 100 – 200 мм), средние – до 4 т (D = 250 – 500 мм), крупные
– до 15 т (D = 630 – 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм).
Легкие токарные станки применяются в инструментальном производстве, приборостроении,
часовой промышленности, в экспериментальных и опытных цехах предприятий.
Эти станки выпускаются как с механической подачей, так и без нее.
Ряд наибольших
диаметров обработки для токарно-винторезных станков имеет вид: D = 100,
125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее
до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием
между центрами станка. Выпускаемые станки при одном и том же значении D
могут иметь различные значения L. По массе токарные станки делятся на легкие
– до 500 кг (D = 100 – 200 мм), средние – до 4 т (D = 250 – 500 мм), крупные
– до 15 т (D = 630 – 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм).
Легкие токарные станки применяются в инструментальном производстве, приборостроении,
часовой промышленности, в экспериментальных и опытных цехах предприятий.
Эти станки выпускаются как с механической подачей, так и без нее.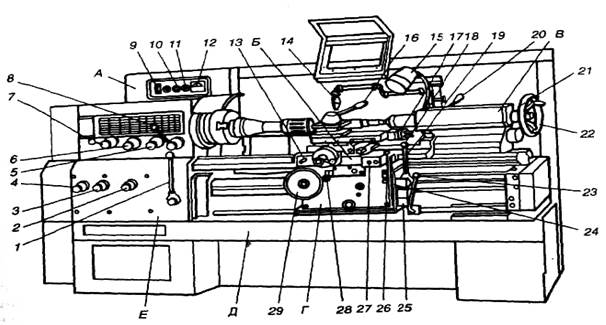 На средних
станках производится 70 – 80% общего объема токарных работ. Эти станки
предназначены для чистовой и получистовой обработки, а также для нарезания
резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью
и широким диапазоном частот вращения шпинделя и подач инструмента, что
позволяет обрабатывать детали на экономичных режимах с применением современных
прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Средние станки оснащаются различными приспособлениями, расширяющими их
технологические возможности, облегчающими труд рабочего и позволяющими
повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом
машиностроении, а также в других отраслях для обработки валков прокатных
станов, железнодорожных колесных пар, роторов турбин и др.
На средних
станках производится 70 – 80% общего объема токарных работ. Эти станки
предназначены для чистовой и получистовой обработки, а также для нарезания
резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью
и широким диапазоном частот вращения шпинделя и подач инструмента, что
позволяет обрабатывать детали на экономичных режимах с применением современных
прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Средние станки оснащаются различными приспособлениями, расширяющими их
технологические возможности, облегчающими труд рабочего и позволяющими
повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом
машиностроении, а также в других отраслях для обработки валков прокатных
станов, железнодорожных колесных пар, роторов турбин и др. электронное табло цена доступная для вас на сайте www.rusimpuls.ru
электронное табло цена доступная для вас на сайте www.rusimpuls.ru
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 – передняя бабка, 2 – суппорт, 3 – задняя бабка, 4 – станина, 5 и 9 – тумбы, 6 – фартук, 7 – ходовой винт, 8 – ходовой валик, 10 – коробка подач, 11 – гитары сменных шестерен, 12 – электро-пусковая аппаратура, 13 – коробка скоростей, 14 – шпиндель
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют
одинаковое название, назначение и расположение. Смотри рисунок вверху.
Типичный токарно-винторезный станок 16К20 завода “Красный пролетарий” показан
на рисунке внизу.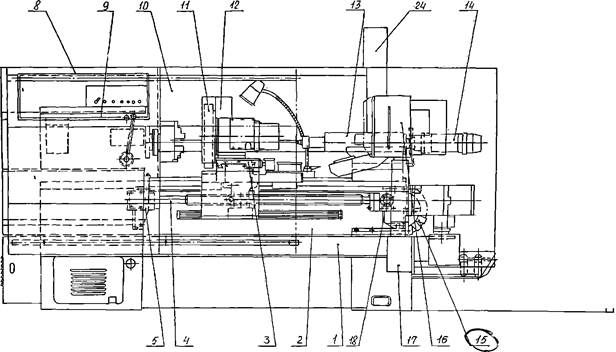
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 – сблокированная управление, 3,5,6 – установки подачи или шага нарезаемой резьбы, 7, 12 – управления частотой вращения шпинделя, 10 – установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нареза-ния резьбы (лево- или правозаходной), 17 – перемещения верхних салазок, 18 – фиксации пиноли, 20 – фиксации задней бабки, 21 – штурвал перемещения пиноли, 23 – включения ускоренных перемещений суппорта, 24 – включения и выключения гайки ходового винта, 25 – управления изменением направления вращения шпинделя и его остановкой, 26 – включения и выключения подачи, 28 – поперечного перемещения салазок, 29 – включения продольной автоматической подачи, 27 – кнопка включения и выключения главного электродвигателя, 31 – продольного перемещения салазок; Узлы станка: 1 – станина, 4 – коробка подач, 8 – кожух ременной передачи главного привода, 9 – передняя бабка с главным приводом, 13 – электрошкаф, 14 – экран, 15 – защитный щиток, 16 – верхние салазки, 19 – задняя бабка, 22 – суппорт продольного перемещения, 30 – фартук, 32 – ходовой винт, 33 – направляющие станины
Токарно-винторезный станок 16К20 – Поставки станков
Токарно-винторезный станок 16К20 относится к группе универсального оборудования для чистовой и черновой обработки деталей тел вращения из цветного и черного металла, в условиях единичного и мелкосерийного производства.
Модель 16К20 в 1971 г. пришла на смену легендарному станку 1К62, который выпускался с 1956 года на заводе “Красный пролетарий” в Москве и зарекомендовал себя как надежное и прочное оборудование, применяемое в различных сферах машиностроения и других отраслях.
Технологические и конструктивные свойства 16К20:
- применяется для выполнения различных токарных работ с прямолинейным и ступенчатым профилем, сверления, расточки, развертывания, зенкерования, подрезки торцов, точения канавок, нарезания разных видов резьбы,
- наличие коробки скоростей и подач позволяет настраивать работу оборудования на различные режимы резания,
- обработка заготовок осуществляться в патроне или в центрах,
- использование различной технологической оснастки расширяет возможности оборудования,
- основным режущим инструментом являются резцы и быстрорежущей стали, а так же резцы со съемными твердосплавными пластинами,
- для выполнения других видов обработки используют сверла, метчики, плашки, развертки, зенкеры,
- на токарные станки устанавливают устройство цифровой индикации для контроля перемещения суппорта,
- наличие защитных кожухов в зоне обработке обеспечивают безопасную работу оператора.

Модификацией токарно-винторезного станка 16К20 являются следующие модели: ДИП200, 1К62, 16К20М, 16К20П, 16К20Ф1, 16К20Ф3, 16А20Ф3.
Параметры точности:
- отклонение от цилиндричности – 7 мкм,
- конусность – 20 мкм,
- погрешности торцевой поверхности – 16 мкм,
- шероховатость – 0,32 Ra.
| Технические характеристики | 16К20 |
| Класс точности – ГОСТ 8-82 | Н(П) |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Длина устанавливаемого изделия в центрах, мм | 1000 / 1500 |
| Максимальная масса заготовки, кг | 1300 |
| Внутренний диаметр отверстия в шпинделе, мм | 52 |
| Наибольший крутящий момент, Нм | 1000 |
| Конец шпинделя | D6 |
| Количество оборотов шпинделя в прямом направлении, мин-1 | 12,5-1600 |
| Количество оборотов шпинделя в обратном направлении, мин-1 | 19-1900 |
| Размер сечения державки резца, мм | 25х25 |
| Число ступеней вращения шпинделя прямых/обратных | 22/11 |
| Величина хода каретки – продольная, мм | 950/1250 |
| Величина хода каретки – поперечная, мм | 219 |
| Конус на шпинделе | М6 |
| Пределы продольных рабочих подач, мм/об | 0,05-2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,025-1,4 |
| Количество продольных/поперечных подач | 42 |
| Параметры шагов нарезаемой метрической резьбы, мм | 0,5-112 |
| Параметры шагов нарезаемой дюймовой резьбы, ниток на дюйм | 56-0,5 |
| Параметры шагов нарезаемой модульной резьбы, дюйм | 0,5-112 |
| Параметры шагов нарезаемой питчевой резьбы, питч диаметральный | 56-0,5 |
| Отверстие в пиноли задней бабки | Морзе 5 |
| Вылет пиноли | 150 |
| Мощность главного привода, кВт | 11 |
| Габариты станка, мм | |
| длина | 2795/3195 |
| ширина | 1190 |
| высота | 1500 |
| Масса общая, кг | 3005/3225 |
Комплектация и принадлежности
| Основная | Дополнительная |
|
|
 )
)Характеристика основных узлов
Станина отливается из чугуна и имеет жесткую прямоугольную форму. На станине расположены плоские и призматические направляющие, по которым перемещаются суппорт и задняя бабка. Для повышения износостойкости направляющие подвергают закалке с последующей шлифовкой. Устанавливается на основании, которое так же служит лотком для сбора стружки и емкостью для охлаждающей жидкости.
Шпиндель является основным рабочим узлом станка, который вращается вместе с заготовкой. Вращение шпинделю передается посредством ременной передачи от главного двигателя. Устанавливается в передней бабке на специальных прецизионных подшипниках качения, которые не требуют регулировки в процессе эксплуатации, благодаря этому обеспечиваются достаточная жесткость, и точность обработки.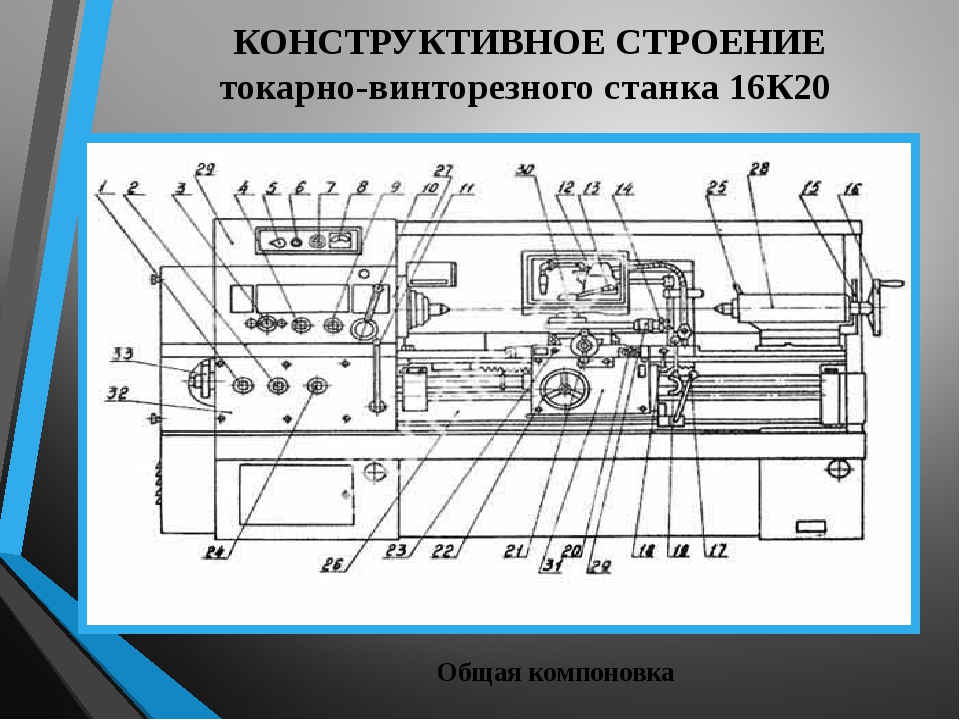 Выходной конец шпинделя имеет фланец, на который устанавливается зажимной патрон. Мощность шпинделя определяет производительность станка.
Выходной конец шпинделя имеет фланец, на который устанавливается зажимной патрон. Мощность шпинделя определяет производительность станка.
Задняя бабка предназначена для установки деталей значительной длины, а так же для установки различных осевых инструментов: сверл, метчиков, разверток и др. В задней бабке расположена пиноль с коническим отверстием, в которую можно устанавливать вращающийся и неподвижный центр. Перемещение пиноли происходит благодаря вращению маховика, и фиксируется в необходимом положении с помощью рукоятки. Располагается на направляющих станины, перемещается и устанавливается в нужном положении с помощью фиксирующей рукоятки.
Коробка подач расположена на станине под передней бабкой и представляет из себя закрытую коробку с системой блоков зубчатых колес, валов, зубчатых муфт. Она осуществляет связь между шпинделем и суппортом, обеспечивая оптимальные режимы обработки.
Суппорт предназначен для установки режущих инструментов и передачи им движения подачи.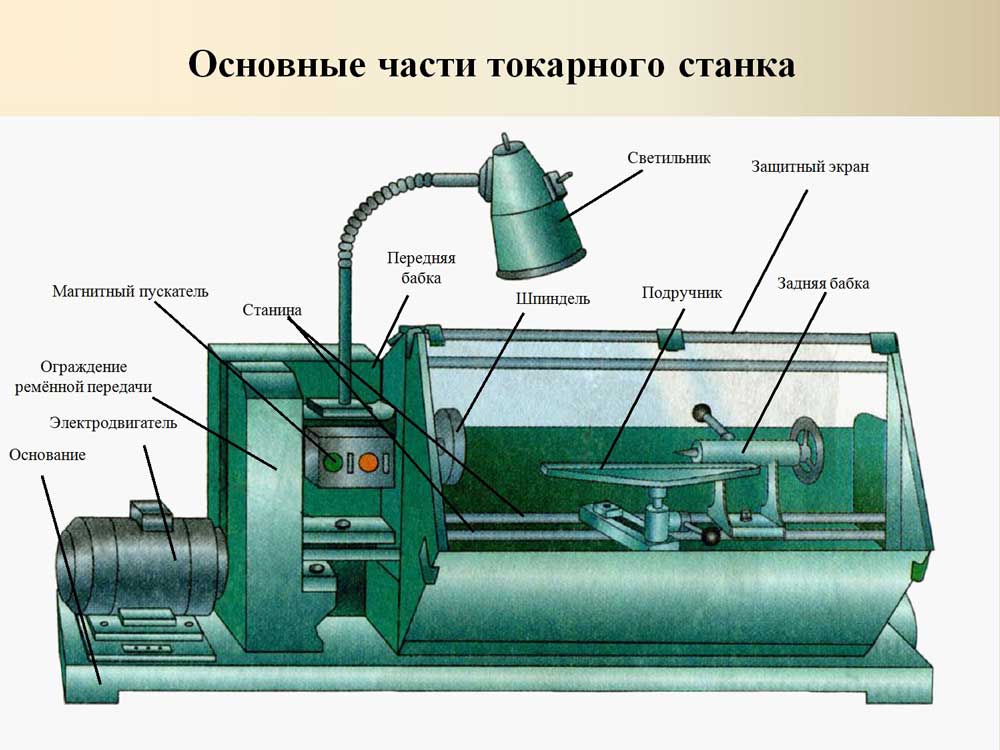 В верхней части расположен 4-х позиционный резцедержатель, который используется для закрепления резцов. На суппорте расположена резцовая каретка, которая используется при обработке конических поверхностей. Для этого она фиксируется под углом. Масштабные линейки с визирами нужны для удобства определения величины перемещения резцовых и поперечных салазок во время работы.
В верхней части расположен 4-х позиционный резцедержатель, который используется для закрепления резцов. На суппорте расположена резцовая каретка, которая используется при обработке конических поверхностей. Для этого она фиксируется под углом. Масштабные линейки с визирами нужны для удобства определения величины перемещения резцовых и поперечных салазок во время работы.
Фартук преобразовывает вращение ходового винта в поступательные движения суппорта через зубчатую и реечную передачи. Фартук имеет механизм выключения подачи суппорта, который обеспечивает высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Сменные зубчатые колеса используются для нарезания различной резьбы: метрической, модульной, дюймовой, питчевой. Они располагаются с левой стороны коробки скоростей и закрыты защитным ограждением.
Система охлаждения предотвращает перегрев рабочего инструмента во время обработки.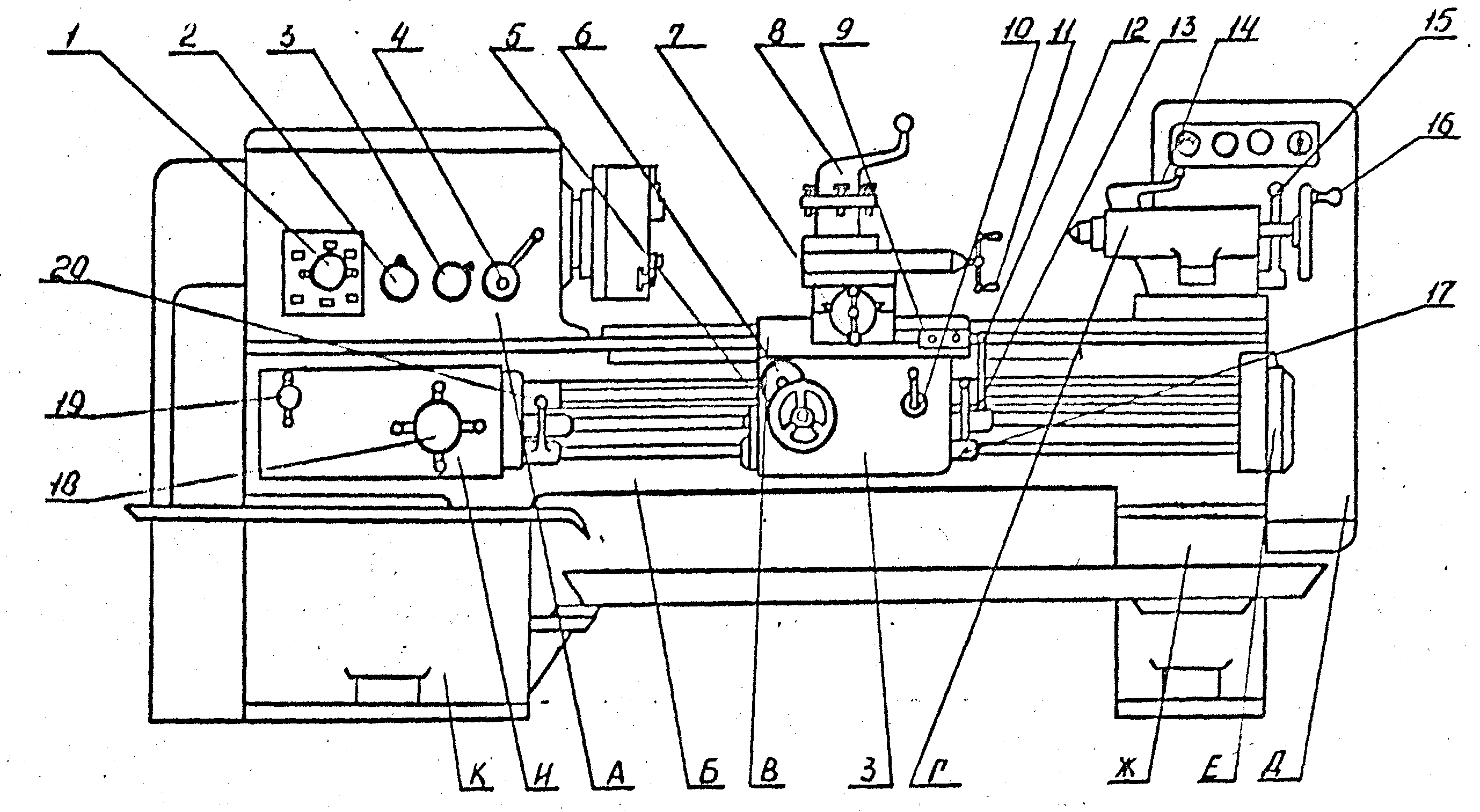 Охлаждающая жидкость от насоса, расположенного в правой тумбе, через трубопровод поступает в зону резания. И после этого, через в нижние лотки стекает обратно в бак к электронасосу.
Охлаждающая жидкость от насоса, расположенного в правой тумбе, через трубопровод поступает в зону резания. И после этого, через в нижние лотки стекает обратно в бак к электронасосу.
Электрооборудование и шкаф управления регулируют включение и отключение от питания, контролируют работу всех органов и механизмов. Привод главного двигателя обеспечивает высокий крутящий момент на шпинделе. В электрической схеме присутствуют блокирующие устройства, которые останавливают главный двигатель при открывании двери шкафа управления и кожуха сменных колес.
Цена и условия поставки
Чтобы узнать дополнительную информацию и купить токарно-винторезный станок 16К20, обращайтесь по телефону +7(4852) 66-40-25 или по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Цена и сроки поставки зависят от комплектации оборудования.
Гарантия на новый станок составляет 12 месяцев. По отдельному соглашению возможно увеличение гарантийного срока на больший период.
По отдельному соглашению возможно увеличение гарантийного срока на больший период.
Производим пусконаладочные работы и доставку оборудования до места назначения.
Токарно-винторезный станок модели 16К20 | Резьбонарезные станки
Универсальный токарно-винторезный станок модели 16К20 предназначен для выполнения разнообразных токарных и резьбонарезных работ. На станке можно нарезать резьбы различного профиля на наружных и внутренних цилиндрических и конических поверхностях с помощью резцов, резьбовых гребенок, метчиков и плашек. При нарезании резьбы резцом и гребенкой в станке используют цепь главного движения и винторезную цепь, а при нарезании резьбы метчиком и плашкой — только цепь главного движения, так как подача инструмента осуществляется самозатягиванием.
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| над станиной | 400 |
| над поперечными салазками суппорта | 220 |
| Расстояние между центрами, мм | 710, 1000,1400, 2000 |
| Число частот вращения шпинделя | 24 |
| Частота вращения шпинделя, об/мин | 12,5—1600 |
| Подача, мм/об: | |
| продольная | 0,05—2,8 |
| поперечная | 0,025—1,4 |
| Шаг нарезаемой резьбы, мм: | |
| метрической | 0,5—112 |
| модульной | 1,57—377,7 |
| дюймовой, число ниток на 1″ | 56—0,5 |
| питчевой | 56—0,5 |
| Мощность электродвигателя главного привода, кВт | 10 |
Станина 1 станка (рис. 45) служит основанием, на котором размещены все основные узлы станка. На станине 1 станка (рис. 45) неподвижно закреплены шпиндельная бабка 4 с коробкой скоростей, служащей для изменения частоты вращения шпинделя, и коробка подач 3 для изменения величин продольных и поперечных подач и шагов нарезаемых резьб. По направляющим станины перемещается каретка 8, на направляющих которой смонтирован поперечный суппорт 7 с четырехпозиционным резцедержателем 6 инструмента, а к нижней части каретки прикреплен фартук 2 для управления движениями в станке. Задняя бабка 9 предназначена для поддержания длинных заготовок при обработке их в центрах, а также для закрепления в ней сверл, зенкеров, разверток, метчиков и других инструментов, Заднюю бабку по направляющим станины перемещают вручную и закрепляют в необходимом положении с помощью эксцентрикового зажима. Управляют станком с помощью рукояток и электрического пульта 5.
45) служит основанием, на котором размещены все основные узлы станка. На станине 1 станка (рис. 45) неподвижно закреплены шпиндельная бабка 4 с коробкой скоростей, служащей для изменения частоты вращения шпинделя, и коробка подач 3 для изменения величин продольных и поперечных подач и шагов нарезаемых резьб. По направляющим станины перемещается каретка 8, на направляющих которой смонтирован поперечный суппорт 7 с четырехпозиционным резцедержателем 6 инструмента, а к нижней части каретки прикреплен фартук 2 для управления движениями в станке. Задняя бабка 9 предназначена для поддержания длинных заготовок при обработке их в центрах, а также для закрепления в ней сверл, зенкеров, разверток, метчиков и других инструментов, Заднюю бабку по направляющим станины перемещают вручную и закрепляют в необходимом положении с помощью эксцентрикового зажима. Управляют станком с помощью рукояток и электрического пульта 5.
Рис. 45. Общий вид токарно-винторезного станка модели 16К20: 1 — станина; 2 —фартук; 3 — коробка подач; 4 — коробка скоростей; 5 —пульт управления; 6 — резцедержатель; 7 — поперечный суппорт; 8 — каретка; 9 — задняя бабка
Кинематическая схема токарно-винторезного станка модели 16К20 показана на рис. 46.
46.
Рис. 46. Кинематическая схема токарно-винторезного станка модели 16К20
Движения в станке: главное вращательное движение шпинделя, движение продольной и поперечной подачи суппорта, ручные и ускоренные перемещения суппорта.
Технические характеристики, схемы, описание и отзывы
Станок токарный отечественный 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих. Современный аналог рассматриваемой машины – агрегат GS526U. Основная сфера применения устройства – промышленное производство, в частном хозяйстве он не актуален из-за дороговизны и довольно внушительных габаритов.
Характеристики токарного станка 16К20
Рассматриваемое оборудование используется для проточной резки (метрическая, модульная, шаговая, дюймовая) и некоторых других токарных операций.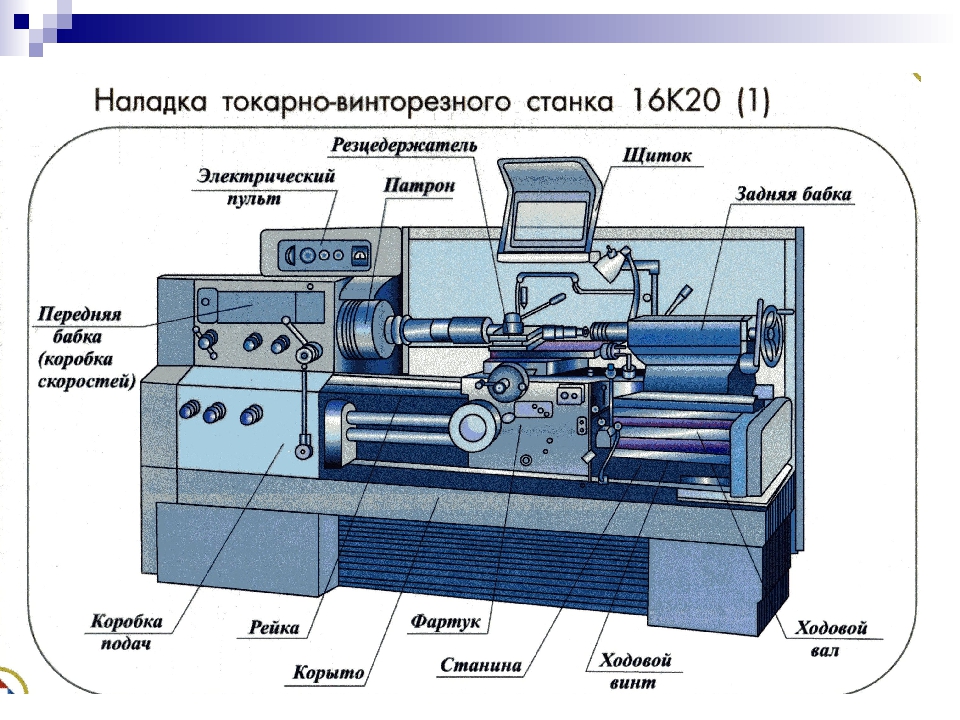 Этот агрегат широко использовался в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно встретить идентичный китайский экземпляр с таким же шильдиком.
Этот агрегат широко использовался в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно встретить идентичный китайский экземпляр с таким же шильдиком.
Основные параметры токарного станка 16К20:
- Класс точности H.
- Максимальный диаметр заготовки 50 мм.
- Аналогичный показатель поворота 220 мм.
- Длина обслуживаемого изделия максимальная – 2 метра.
- Пределы поперечной / продольной подачи – 1,4 / 2,8 мм / об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина / ширина / высота машины 2,5 (3,79) / 1,19 / 1,5 м. Длина зависит от модификации.
- Вес оборудования в комплекте 3,6 тонны.
Управление и оборудование
Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода.Для начала познакомимся с его управлением. Маховики и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным держателем инструмента, с помощью которого обрабатываются прорези механической и ручной подачи. В этом случае задняя бабка не задействуется.
В этом случае задняя бабка не задействуется.
При перемещении регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед тем, как начать обработку, необходимо до упора вдвинуть козырек в кронштейн. Ручка поперечного суппорта служит для регулировки положения оси горелки.
Станки по металлу 16К20 оснащены жестким упором микрометрического типа, отвечающим за продольное перемещение. По запросу предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Это устройство включает опору для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогреваемыми шлифовальными направляющими. Ящик дополнительно служит для сборки фишек, а также является емкостью, отвечающей за охлаждение рабочего тела.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикционной коробки передач. В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикционной коробки передач. В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, полировки направляющих планок. При устранении неисправностей суппортов меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов.При необходимости восстановления работоспособности задней бабки обычно заменяют пиноль, растачивая рабочие отверстия, производят зачистку направляющих деталей. Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает в себя осмотр оборудования на холостом ходу. Это позволяет определять моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор.Такая манипуляция обязательна, так как позволяет выявить дефекты, практически не заметные при эксплуатации.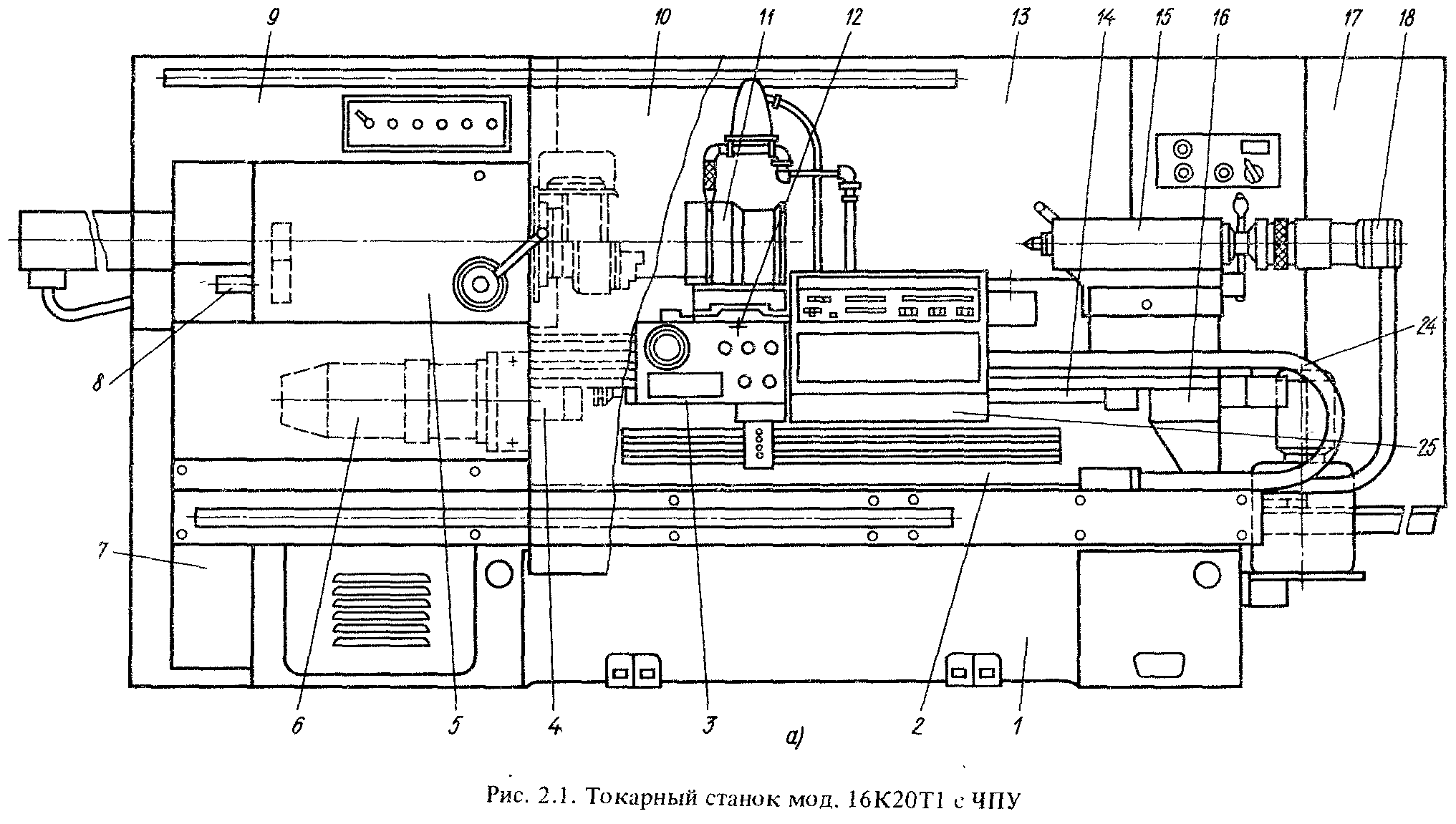
Шлифование – это очистка всех выступающих кромок и лунок на поверхности сердечника станка. Каркас устанавливается на стол, фиксируясь по внутренним углам. На этом этапе необходимо точно проверить параллельность расположения сборки относительно поверхности верстака. Сделать это можно с помощью строительного уровня. Каркас фиксируется при помощи накладок и шурупов с прогибом 0.05 мм.
Восстановление направляющих элементов
На некоторых заводах проводится испытательное упрочнение машины прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость комплектующих к износу. Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы.
Самыми популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Пугать.
- Шлифовка.
Царапание относится к наиболее трудоемкому процессу ремонта даже при минимальном износе.В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект.
Шлифование обеспечивает высокую чистоту и точность отделки. Этот способ оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с операцией зачистки. При работе с упрочненными направляющими элементами потребуется дополнительная финишная обработка.
Отзывы и цена
Токарный станок по металлу 16К20, цена которого от 850 тысяч рублей пришел на замену устаревшей версии 1К62.Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:
- Длительный срок службы.
- Надежность.
- Точность обработки.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок обрабатывает ориентированные конические, цилиндрические и нестандартные поверхности. Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа.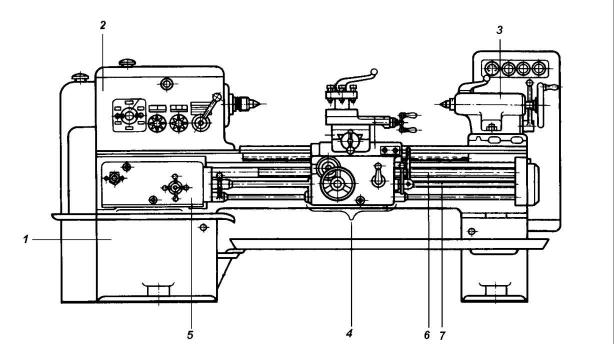 Кроме того, агрегат служит для нарезания различных типов ниток. Также владельцы указывают на возможность использования станка для обработки торцевых поверхностей фрезами, сверлами, зенковками, метчиками и плашками.
Кроме того, агрегат служит для нарезания различных типов ниток. Также владельцы указывают на возможность использования станка для обработки торцевых поверхностей фрезами, сверлами, зенковками, метчиками и плашками.
При покупке описываемого оборудования обращайтесь, обращая внимание на буквенно-цифровой код в названии модели. В индексе единица указывает на то, что токарный станок – это станок, цифра 6 – возможность выполнять винторезные операции. Буква «К» в названии агрегата – это поколение станков, последняя цифра указывает максимальную высоту центров (220 мм).Наличие в названии буквы «П» говорит о повышенной точности прибора.
Наконец
Токарный станок 16К20, отзывы о котором даны выше, относится к высокоточному оборудованию. Тем не менее, время от времени, как и любая техника, требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых краев. Капитальный ремонт и более серьезные ремонтные работы следует доверить мастеру. После ремонта необходимо проверить каретку, фартук и направляющие по уровню.В противном случае точность обработки может быть существенно снижена.
После ремонта необходимо проверить каретку, фартук и направляющие по уровню.В противном случае точность обработки может быть существенно снижена.
Русских станков – Страница 3
Сообщение от Black ForestКартинка обманчива. Конец передней бабки тяжелее. Причина его наклона в том, что линия, идущая к концу передней бабки, на самом деле слишком короткая, что удерживает конец передней бабки выше уровня. Пруток под станиной закреплен так, чтобы он не мог катиться ни к одному из концов токарного станка.
Мне тоже нравится. О степени наклона можно точно судить по линиям раствора в кладке дома справа. Масоны во всем мире используют спиртовые уровни.Снимите этот свет, но большую панель управления с конца задней бабки, и внешний вид будет не таким «страшным». Линия слогана не свисает, поэтому конец бабки должен быть тяжелее. Однако я рад услышать, что поперечина закреплена под станиной токарного станка, вот что бросилось в глаза.
Приятные воспоминания об этой красивой местности с июля 1977 года. Немного иностранной интриги, уклонение от уговоров Поличи в шершавых костюмах и вождение молодой польской пары, ему 25, а ей 22, из Вены, где они бежали из труппы гимнасток, в Зальцбург для полета в Цюрих, что не было легко, так как у них не было документов.
Немного иностранной интриги, уклонение от уговоров Поличи в шершавых костюмах и вождение молодой польской пары, ему 25, а ей 22, из Вены, где они бежали из труппы гимнасток, в Зальцбург для полета в Цюрих, что не было легко, так как у них не было документов.
Яцек, , «зови меня Джек» , 10-летний эмигрант (пули летят в реку, где он плыл) из Польши, теперь профессор в Кембридже и рецензент, с которым мы уехали из Дувра на пароме, (на машине Джека), чтобы отвезти детей, убедил представителей правительства в аэропорту, что это то, что нужно сделать.Хорошо, что мои польский и немецкий – жалкие. Провожав их, Джек пошел домой, а я бродил на северо-запад через Блэк Форрест на арендованном BMW R90, чувствуя себя неплохо.
Позже безуспешно пытались найти их в Цюрихе. По имени Джек, сейчас вернулся в Великобританию, «ничего от них не слышал» , душераздирающая. Через несколько месяцев я получил письмо от девушки, она явно пользуется польско-английским словарем, мои опасения напрасны, они были в Техасе! В аэропорту Зальцбурга я купил ей плюшевого мишку, чтобы облегчить ее испуг и слезы.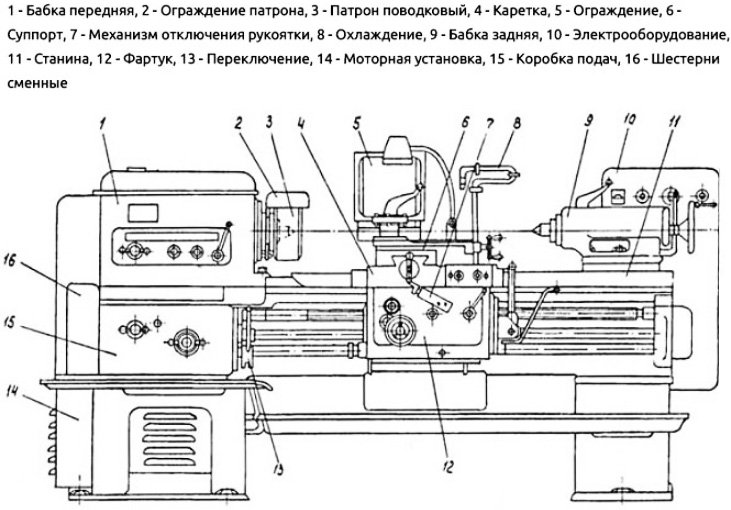 Она закрыла письмо, «медведь говорит привет».
Она закрыла письмо, «медведь говорит привет».
Если вы «видите» тоненького маленького любимца, вы правильно поняли, очень милые дети. Да, теплые воспоминания об этой местности ….
Боб
В крайнем случае, если кто-нибудь из них увидит это, фотографию из паспорта, которую я получил месяц назад в Самоа для этой поездки по Европе. Ta niedźwiedź mwi cześć!
TOP 21 Запчасти для токарных станков Покупатели в 🇬🇭 Гана
Показать все Торговля Производство
Товары Запчасти к токарным станкам оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, покупающих запчасти к токарному станку оптом
Kgm Industries Ltd.
Центровочные станки: другие точные делают легкую модель урны прецизионную высокоскоростную все редукторный токарный станок; № модели: эт-1.0; длина
Srg Industries Gh Ltd.
- Инструменты для токарного станка согласно inv (64)
- Детали оборудования для обработки пластмасс: токарный станок набор твердосплавных расточных инструментов 1/2 правый и левый (4)
Equator Foods Ghana Ltd.
- Сверхмощный полностью редукторный станок с планировщиком зазоров, размер станка: 12 футов в комплекте с фитингами и стандартными принадлежностями (16)
- Комплект принадлежностей для токарных станков Трехкулачковый патрон с подходящим фланцем: мм
Tema Steel Co.ООО
- Тяжелый токарный станок длина станины: 8; h (9)
- 4-х кулачковый независимый токарный патрон, наружный диаметр, мм (4)
- 4-х кулачковый самоцентрирующийся токарный патрон, OD м м
Finepack Industries Ltd.
- Станки для мастерских, токарные и радиально-сверлильные станки с аксессуарами, такими как редуктор, теплообменник, железные стержни и т. Д. (17)
- Токарный станок для мастерских, шлифовально-шлифовальный станок, компрессорный насос и т. Д., С использованием железа, латуни, железной трубы валы и др. (4)
Dci Microfinance Ltd.
- Токарный станок с ЧПУ деревообрабатывающий цех портативные электроинструменты
- Токарный станок по дереву и аксессуары механический цех Оборудование с ЧПУ
Ferro Fabrik Ltd.
Детали и принадлежности прокатных станов, токарный станок 12 со всеми принадлежностями
West African Forgings Ltd.
- Токарный револьверный центр trumax mt3 tax i nv. №: 31 dt.22.10.19 (6)
- Прецизионный токарный станок с ЧПУ модель tl налоговый счет № pl / dt: 21.08,19
World Steel Ltd.
С числовым программным управлением: токарный станок с ЧПУ модели cl-560 el вместе с изолирующим ионным трансформатором (детали согласно счету)
Orbit Healthcare Services Ghana
Токарный станок для полировки (другие медицинские расходные материалы)
Blowchem Industries Ltd.
Вспомогательное оборудование для пластмассовой промышленности 16-футовый сверхмощный токарный станок со следующими спецификациями [a) 12, высота центра
3f Ghana Ltd.
- Задняя бабка для 15 центров высотой и 18 шириной станины сверхмощный токарный станок
- Люнет для 15 центров высотой и 18 ширины станины сверхмощный токарный станок 1 н. у. 59.77 9.33 ном. тема гана западная африка gh 04 innsa1 5 01/11/8 aaccm 7fch 0 3f industrial
Goldsky Resources Ghana Ltd.
- Аксессуары для токарных станков, шлифовальные станки
- Аксессуары для токарных станков, цепная пила
- Токарные станки, аксессуары для двигателей, цепной блок
- Аксессуары для токарных станков, электронные весы
- Аксессуары для токарных станков, газовый резак
Dps Industries Ltd.
Задняя бабка токарного станка
Blowplast Industries Ltd.
Технические характеристики легкого токарного станка 4,5 футов (мы намерены требовать вознаграждения за экспорт товаров из Индии, схема
Vishwamitra Dmcc
Научные инструменты для демонстрационных целей для инженерного вуза: токарный станок, цоколь 25 мм
Pokupharma Ltd.
Запасные части для фармацевтического оборудования (токарный станок, четырехкулачковый патрон и ключ, диаметр губок 10 дюймов, 6 штифтов №
Success Aluminium Ltd.
Станок для обработки алюминия – сверхмощный токарный станок m-c с соотв.
Indgha Packaging Ind Ltd.
Токарный станок
Rgjb Plus Steel Ltd.
Токарный станок 6 1/2 футов ширина станины 13 комп. с электр. (tinno.19,18.04.18of lmt, ldh) (gst 03afaps8828k1z4)
Самир Инжиниринг & Торговая Компания.
Механический программно-токарный станок
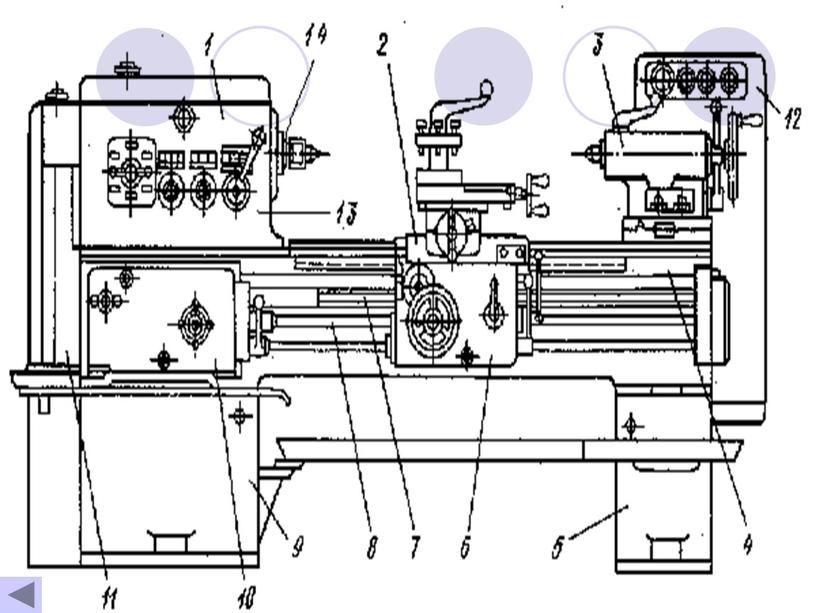
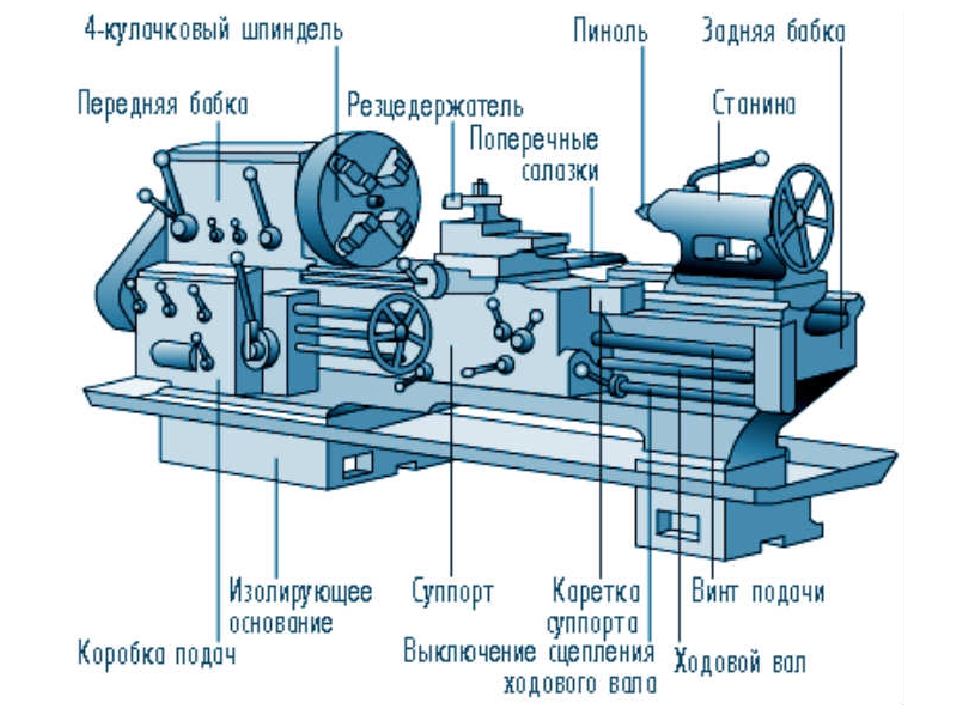
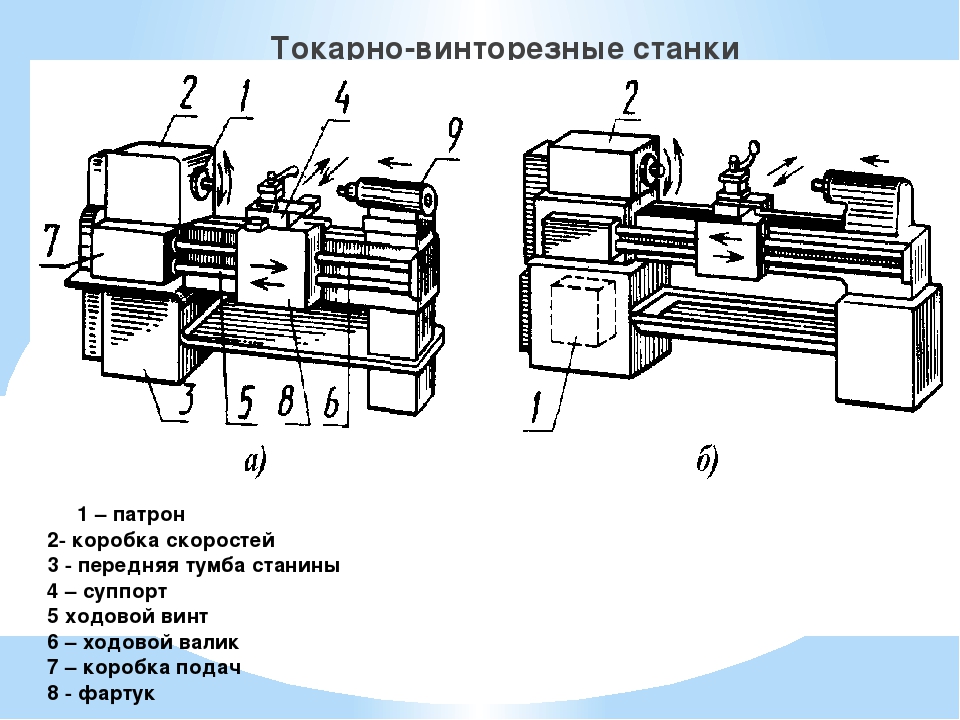 у. 59.77 9.33 ном. тема гана западная африка gh 04 innsa1 5 01/11/8 aaccm 7fch 0 3f industrial
у. 59.77 9.33 ном. тема гана западная африка gh 04 innsa1 5 01/11/8 aaccm 7fch 0 3f industrial
менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие запасные части для производителей и экспортеров токарных станков
| # | Компания (размер) | Продукт | Страна | |
| 1 | Star Micronics Mfg.(15) | АВТОМАТИЧЕСКИЙ СТАНОК С ЧПУ DA DA DA DA DA DA КОМПЛЕКТНЫЙ АВТОМАТИЧЕСКИЙ СТАНОК С ЧПУ | Испания | |
| 2 | Win Ho Technology Industries Co.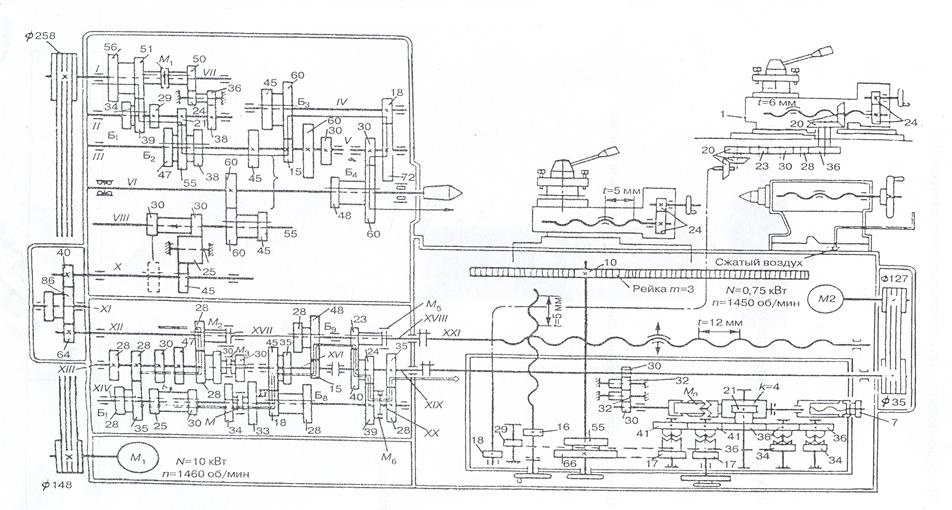 | Star Micronics (10) | АВТОМАТИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | Нидерланды |
| 4 | Jtc Srl (9) | ТОКАРНЫЕ СТАНКИ, ВКЛЮЧАЯ ПОВОРОТНЫЕ ДЕТАЛИ ДЛЯ УДАЛЕНИЯ ПОВОРОТНЫХ ДЕТАЛЕЙ, ИСПОЛЬЗУЕМЫХ КОМПЛЕКТУЮЩИХ ПОВОРОТНЫХ ПЛОСКОСТЕЙ, ИСПОЛЬЗУЕМЫЕ LG W MW DP / S: ГОЛОВНЫЕ ТОКАРНЫЕ СТАНКИ, ВКЛЮЧАЯ ТОКАРНЫЕ ЦЕНТРЫ ДЛЯ REMOVI NG ME ИСПОЛЬЗУЕМЫЕ ТОКАРНЫЕ СТАНКИ WMW | италия | |
| 5 | Myday Machine Inc.(9) | ТОКАРНЫЙ СТАНОК И ДЕТАЛИ PKGS PLT PCS + PLT UNIT. ТОКАРНЫЙ СТАНОК И ДЕТАЛИ PKGS PLT UNIT + W / CASE | Тайваньский Китай |
- Аккра
- Кумаси
- Тамале
- Секонди
- Тема
Образование: МГУ
Не говори людям, как надо делать, говори им, что делать, и пусть они удивят тебя своими результатами
ЗАПЧАСТИ ДЛЯ СТАНКОВ
Запасные части к станкам
продажа @ машина-сцепление.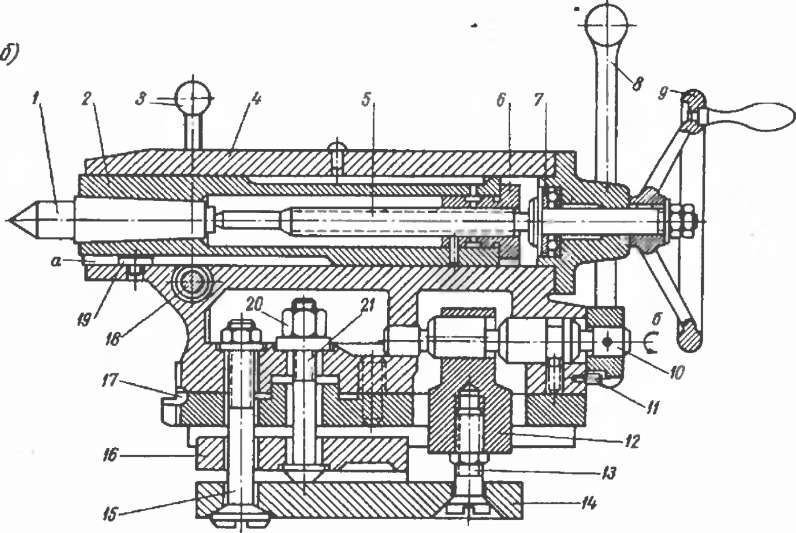 com
com
Если Вы заботитесь о оригинальных деталях для своих станков, то Вы в руках товаров.
… потому что качество важнее всего!
На нашем складе имеется множество запчастей для станков: токарные, фрезерные, радиально-сверлильные станки, прессы, ножницы, расточные станки, плоско- и круглошлифовальные станки польских, немецких, чешских, российских и болгарских производителей.
БРЕНДОВ, С КОТОРЫМИ МЫ ДЕЛАЕМ
- Запасные части для польских станков производства: FUM Poreba, FAT Wrocław, AVIA, ZM Tarnow, CHOFUM Chocianow, Mechanicy Pruszkow, Ponar DEFUM, HCP Cegielski, FAMOT, Jafo, Jotes, Rafamet
- Запасные части для немецких станков производства: WMW, Fritz Heckert, Union, Schaudt
- Запасные части к чешским станкам производства: TOS, PIESOK, SKODA
- Запасные части к российским станкам производства: СТАНКО, СЕДИН, КОЛОМНА, КРАМАТОРСК, РЯЗАНЬ, СТАНКОГОМЕЛЬ, МОСТАНА
- Запасные части к болгарским станкам производства: ЗММ СЛИВЕН, ЗММ СОФИЯ, МАШСТРОЙ
| механические детали для станков | сцепления, тормоза и аксессуары | масляные насосы, насосы охлаждения, аксессуары |
СТАНКИ УНИВЕРСАЛЬНЫЕ:
- Польские токарные станки: TUC 40, TUD 40, TUD 50, TUR 50, TUR630M, TUM 35, TPK 80, TCG 160, TR 70, TUJ 50M, TUX 50
- Российские токарные станки: 1М63, 1М65, РТ-117, ДИП-500, 165,16К20, 1К62, 1А616
- Болгарские токарные станки: CU400, CU500, CU502, CU580, C11MB. C13MB…
- Станки токарные вертикальные: 1512, 1516, 1525, 1L532, 1531…
 C13MB…
C13MB…Запасные части к универсальным токарным станкам:
- Винты крестовые с гайкой
- Винт ходовой продольный с гайками
- зубчатые колеса и шестерни для шпиндельной коробки, фартука, коробки подачи и гитары
- механические и электромагнитные муфты и тормоза, диски сцепления, приводы, щеткодержатели и другие аксессуары
- зубчатая рейка
- карданные валы
- валы сцепления, валы зубчатые
- Защитные ограждения патронов, защитные ограждения резцедержателя, защитные ограждения роликов для приводных валов и винтов
- резцедержатели, люнеты и опоры, приспособления для точения конусов, шлифовальные приспособления…
Мы располагаем большим ассортиментом различного оборудования и комплектующих для станков, а также специальным выбором запчастей для самых популярных российских станков:
ФРЕЗЕРНЫЕ СТАНКИ:
- Полировальные фрезерные станки: FWD 32, FYH 32A, FYJ 40, FYA 41M, FWA 41M, FND 32, FNC 25, FNF 40
- Российские фрезерные станки: 6П12, 6П80, 6П82, 6Х81, 6Т83
- Болгарские фрезерные станки: FU251, FU321
- Чешские фрезерные станки: FGS 25, FGS 32, FGS 50
- Немецкие фрезерные станки: HECKERT FSS 315, FSS 400, FU 350 и FU 450, FU 350ApUG и FU450 ApUG, FW 350 и FW 450
Запасные части к фрезерным станкам:
- Сцепления и тормоза
- Винты крестовые с гайкой
- Винт ходовой продольный с гайками
- Колеса, валы и шестерни зубчатые
- Шестерни конические
- машинные тиски
- поворотные столы, делительные головки, предохранители
Дополнительно у нас есть полный ассортимент запчастей для немецких фрезерных станков WMW HECKERT
F315, F400, FSS-350MR, FSS-400MR, FU-350MR, FU-450MR, FU-350ApUG, FU-450ApUG
| КОНСОЛЬ | КОРОБКА ПОДАЧИ | ФРЕЗЕРНАЯ ГОЛОВКА | РЕДУКТОР |
Мы можем предложить прямо со склада готовые к немедленной отгрузке запчасти для фрезерных станков Heckert.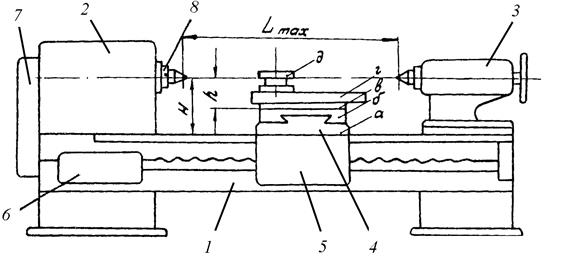 Все детали новые, выполнены в немецком качестве и соответствуют самым высоким техническим стандартам.
Все детали новые, выполнены в немецком качестве и соответствуют самым высоким техническим стандартам.
На [email protected] вы можете спросить о: сцеплениях и тормозах, валах, конических передачах, червячных и червячных передачах, шкивах, рычагах, продольных и поперечных винтах, гайках, насосах зазора, масляных насосах, насосах охлаждения, пиноле, гидравлические делители / распределители, механизм поворота и т. д.
Другие станки и запчасти в нашем предложении:
- Польские радиально-сверлильные станки: GRV553, GRV554, WR50, WKA 40
- Российские радиально-сверлильные станки: 2М55, 2А554, 2А576, 2х235
- Польские гильотинные ножницы: NG3, NG5, NG8, NG13, NGH6, NGh20 (лезвия для польских гильотин и запчасти)
- Чешские гильотинные ножницы: CNTA 3150 / 10A, 3150 / 16A, CNTA 3150 / 25A, CNTA2000 / 6,3A, NTA 3150/10, NTA3150 / 10A, NTE2000 / 6,3, NTE2500 / 4, NTE3150 / 6,3, NTC 2000/4, NTC 2500/4 (лезвия для чешских гильотин и запчасти)
- Полировальные шлифовальные станки: SAB100W, E450P, E450NP, SOJ10, SPC20, SPD30
- Чешские шлифовальные станки: BUT63, BUC63, BHU
| Лезвия для гильотины CNTA3150 / 10A | Лезвия для гильотины CNTA3150 / 10A |
| Ремкомплект гильотины НТА | Ремкомплект гильотины NTE, NTC | Одно- и двуплечий щеткодержатели для NTE, NTC | |
Жду ваших запросов по телефону:
продажа @ машина-сцепление. com
com
© 2019 MultiMasz sp. z o.o. sp. k. Все права защищены | Файлы cookie и Политика конфиденциальности
Запчасти к токарному станку 16к20 – СпецСтанкоСервис, ООО Минске (Минске) | Купить Запчасти к токарному станку 16К20 Минск (Беларусь)
Предлагаем широкий ассортимент запчастей и комплектующих к токарному станку 16К20.
В этой таблице представлены наиболее часто заказываемые запчасти к токарному станку 16К20, но ассортимент поставляемых нами запчастей к оборудованию намного шире. Более подробную информацию о запчастях можно получить, отправив запрос.
| Имя | Описание | Базовая цена с НДС |
| Люнет подвижный 16K20 | диаметр – 110 мм | 8 791 200 руб. / ПК |
| Люнет 16K20 | диаметр – 160 мм | 9741600 руб.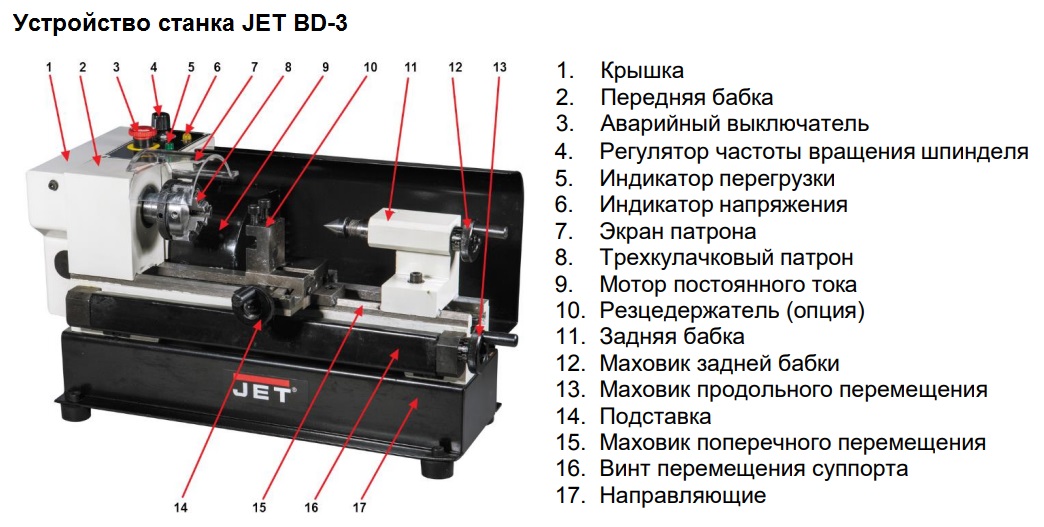 / ПК / ПК |
| Люнет 16K20 | диаметр – 180 мм | 10216800 руб./ ПК |
| Винтовой ход 16K20 | RMC – 710 мм | 9266400 руб. / ПК |
| Винтовая подача 16K20 с гайками | – | 4 609 600 руб. / К-м |
| Суппорт винтовой пары 16K20 | – | 2138400 руб. / К т |
| шпиндель 16K20 | – | 14 731 200 руб. / ПК |
| Трансмиссии 16K20 | – | 74 131 200 руб./ ПК |
| Узел держателя инструмента 16K20 | – | 8 791 200 руб. / ПК |
| Верхняя часть суппорта 16К20 | – | 7 603 200 руб. / ПК |
| Средняя часть опоры 16К20 | – | 9 028 800 руб. / ПК |
| Нижняя часть опоры 16К20 | – | 8 078 400 руб. / ПК |
| Суппорт 16К20 (в сборе) | – | 23 284 800 руб. / ПК / ПК |
| Каретка 16К20 | – | 31 838 400 руб. / ПК |
| 16K20 вал трения | – | 10929600 руб. / ПК |
| Диск фрикционный ведомый 16К20 (внешний) | – | 343 900 руб. / Шт |
| Диск фрикционный 16К20 ведущий (внутренний) | – | 343 900 руб. / Шт |
(PDF) Вероятностно-статистический метод оценки влияния сырья на чистовую обработку сталей и цветных металлов
Металлы 2018,8, 965 11 из 12
Коэффициент вариацииK
v
для всех эксперименты, проведенные по программе исследований, которые находятся в диапазоне
от 0.01 Установлено, что аналитические зависимости для определения шероховатости поверхности, полученные точением , известные из литературных источников, не всегда адекватно описывают экспериментальные данные . на шероховатость поверхности в процессе точения. Для хрупких материалов (цветные сплавы АЛ4, дюралюминий Д16Т, латунь ЛС63-3) зависимость шероховатости поверхности, полученной токарной обработкой от подачи, описывается монотонной функцией, значение которой увеличивается с увеличением увеличение корма. Вклад авторов: Все авторы внесли равный вклад в эту работу. Конфликт интересов: Авторы заявляют об отсутствии конфликта интересов. Ссылки 1. Rao, P.N. Технология производства: металлорежущие и станки; Тата МакГроу-Хилл Образование: Нью-Йорк, Нью-Йорк, США, 2013; 521п. 2. Рыжов Ю.В .; Суслов, А.Т .; Федоров, В. Техническая поддержка сервисного обслуживания машинных деталей; Механика Машиностроение: Москва, Россия, 1979; 176с. 3. Астахов В.П. Целостность поверхности – определение и важность функциональных характеристик. Обработка; Davim, J.P., Ed .; Springer Science & Business Media: Берлин, Германия, 2010 г .; С. 1–35. 4. Справочное руководство для инженера-механика в 2-х томах, 4-е изд .; Косилова А.Х., Мещеряков Р.К., Ред .; Машиностроение: Москва, Россия, 1986; 656с. 5. Бобров В.Ф. Основы теории резки металлов; Машиностроение: Москва, Россия, 1975; 344п. 6. Хаскаров Д.В .; Шаповалов, В. Малая выборка; Статистика: Москва, Россия, 1978; 248стр. 7. Колкер, Ю.Д. Математический анализ точности работы деталей машин; Техника: Киев, Украина, 1976; 200p. 8. Кривой, П.Д .; Дзюра, В.О .; Тимошенко, Н.М .; Крыпа, В.В. Технологическая наследственность и точность форм поперечного сечения цилиндрических поверхностей гидроцилиндров. В материалах Международной конференции по науке и технике в области производства ASME 2014 г. Совместно с Международной конференцией по материалам и обработке JSME 2014 и 42-й конференцией по исследованиям в области производства в Северной Америке, Детройт, Мичиган, США, 9–13 июня 2014 г . 9. Dogra, M .; Sharma, V.S .; Дурея Дж. Влияние изменения геометрии инструмента на чистовую токарную обработку – обзор. J. Eng. Sci. Technol. Ред. 2011,4, 1–13. [CrossRef] 10. Sam Paul, P .; Варадараджан, A.S .; Робинсон, Р. Гнанадураи Исследование влияния параметров среды на вибрацию инструмента и производительность резания во время токарной обработки закаленной стали. Англ. Sci. Technol. Внутр. J. 2016,19, 241–253.[CrossRef] 11. Hughes, J.I .; Sharman, A.R .; Риджуэйк, К. Влияние материала режущего инструмента и геометрии кромки на стойкость инструмента и целостность поверхности заготовки. Proc. Inst. Мех. Англ. Часть B J. Eng. Manuf. 2006, 220, 93–107. [CrossRef] 12. Matsumoto, Y .; Хашимото, Ф .; Лахоти, Г. Целостность поверхности, обеспечиваемая прецизионной твердой точением. Анна. CIRP 1999,48, 59–62. [CrossRef] 13. Sasahara, H . путем объединения двух моделей ортогональных плоскостей. Int. J. Mach. Инструменты Manuf. 2004 , 44, 815–822. [CrossRef] 14. Witenberg, Y.R. Шероховатость поверхности и методы ее оценки; Сыдостроение: Ленинград, Россия, 1971; 108стр. 15. NCSR. Публикации по надежности AMTA NO. 1-чпу обрабатывающий центр; Национальный центр надежности систем: Рисли, Великобритания, 1988. 16. Лулянов В.С .; Рудзит, Ю.А. Параметры шероховатости поверхности; Издательство стандартов: Москва, Россия, 1979; 162п. 17. Кривой П.Д .; Дзюра, В.О .; Грицай, И.Ю .; Яцюк, В.А. Метод определения влияния подачи на поверхность Шероховатость обработанной резанием. Патент Украины 112 248; 2 апреля 2015 г., 10 августа 2016 г. 18. Башков В.М .; Кацев, П. Испытания на долговечность режущего инструмента; Машиностроение: Москва, Россия, 1985; 136стр. 19. Филоненко С.Н. Резка металла; Техника: Киев, Украина, 1975; 232p. Номер позиции eBay: 323395285937 Продавец принимает на себя всю ответственность за это объявление. cnelF zsotraB 19 ogeikswohcódeL икслопоклей WórtsO 004-36 дналоП : liamEue.ejcatnemukod @ tkatnok Мензура Бартош Фленц Ledóchowskiego 91 63-400 Ostrów Wielkopolski Польша Номер плательщика НДС: Я выставляю счета с отдельно указанным НДС. Продавец принимает на себя всю ответственность за это объявление. Это свидетельствует о существенном влиянии физико-механических свойств материалов
Это свидетельствует о существенном влиянии физико-механических свойств материалов Целостность поверхности
Целостность поверхности ; п.2, документ № MSEC2014-3946. [CrossRef]
; п.2, документ № MSEC2014-3946. [CrossRef] ; Обикава, Т .; Ширакаши, Т.Модель прогноза поверхностного остаточного напряжения на обработанной поверхности
; Обикава, Т .; Ширакаши, Т.Модель прогноза поверхностного остаточного напряжения на обработанной поверхности
Токарный станок Stankoimport 16K20 / 16K25 Руководство по эксплуатации / Bedienungsanleitung (RU)
Описание товара
Состояние: Восстановленный продавцом: товар, который был восстановлен до рабочего состояния продавцом eBay или третьей стороной, не утвержденной производитель. Это означает, что предмет был осмотрен, очищен и отремонтирован до полного рабочего состояния и находится в отличном состоянии.Товар может быть в оригинальной упаковке, а может и не быть. См. Подробную информацию в списке продавца.
Просмотреть все определения условий – открывается в новом окне или на вкладке .  .. Подробнее о состоянии
.. Подробнее о состоянии Продукт на внутреннем рынке: Nie Формат: Twarda oprawa Przedmiot zmodyfikowany: Nie Език: Росыйски Номер публикации: 1979 EAN: Nie dotyczy Информация о продавце
Почтовая оплата и упаковка
Стоимость пересылки не может быть рассчитана. Пожалуйста, введите действительный почтовый индекс.
Местонахождение объекта: Острув-Велькопольски, Польша
Почтовые отправления: Europe
Исключено: Российская Федерация, Албания, Андорра, Беларусь, Босния и Герцеговина, Кипр, Гибралтар, Гернси, Исландия, Джерси, Лихтенштейн, Македония, Мальта, Монако, Черногория, Молдова, Сан-Марино, Сербия, Шпицберген и Ян-Майен, Швейцария, Украина.