2.Виды и способы шлифования.
В машиностроении наиболее часто применяют следующие виды шлифования: круглое наружное, круглое внутреннее и плоское.
Круглое наружное шлифование. Заготовку устанавливают в центрах или закрепляют в патроне. Различают шлифование с продольной подачей заготовки и врезное шлифование. Для осуществления шлифования необходимо, чтобы шлифуемая заготовка и абразивный инструмент имели заданные относительные движения, без которых резание металлов невозможно.
При
круглом наружном шлифовании с продольной
подачей необходимо следующие движения:
вращение шлифовального круга – главное
движение резания; вращение шлифуемой
заготовки вокруг своей оси – круговая
подача заготовки; прямолинейное
возвратно-поступательное движение
заготовки (или шлифовального круга)
вдоль своей оси – продольная подача;
поперечное перемещение шлифовального
круга на заготовку (или заготовки на
шлифовальный круг) – поперечная подача
или подача на глубину резания.
При
бесцентровом шлифовании резание
осуществляется шлифовальным кругом
так же, как на обычных центровых
шлифовальных станках. Особенность этого
процесса определяется спецификой
закрепления и подачи шлифуемой заготовки.
При бесцентровом наружном шлифовании
шлифуемую заготовку устанавливают на
опорном ноже между кругами – шлифующим
(рабочим), расположенным слева, и подающим
(или ведущим), расположенным справа.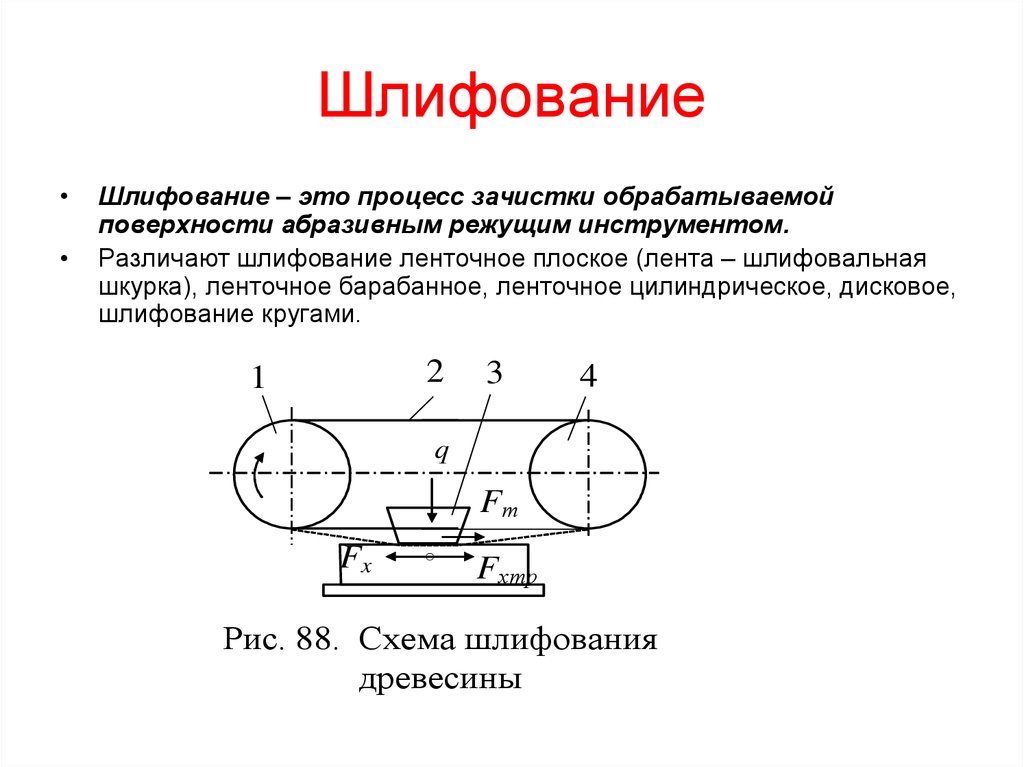
Круглое внутреннее шлифование – шлифование с продольной подачей шлифовального круга или заготовки и шлифование врезанием. Для этого способа шлифования необходимы те же движения, что и при круглом наружном шлифовании с продольной подачей: вращение шлифовального круга, круговая подача заготовки, продольная подача заготовки или круга, поперечная подача шлифовального круга. Возможны так же внутреннее врезное и внутреннее бесцентровое шлифование.
Круглое бесцентровое внутреннее шлифование осуществляют без закрепления заготовки.
Плоское
шлифование делят
на две группы: шлифование периферией
круга и шлифование торцом круга.
Для осуществления плоского шлифования необходимы следующие движения: а) главное движение резание – вращение шлифовального круга; б) движение подачи шлифуемой заготовки; в) движение поперечной подачи детали или шлифовального круга в направлении, перпендикулярном движению подачи; г) движение шлифовального круга на заготовку или заготовки на шлифовальный круг – подача на глубину шлифования. В том случае, когда высота шлифовального круга больше ширины шлифуемой заготовки, поперечная подача отсутствует.
Шлифование металлов :: Книги по металлургии
ОСНОВЫ ПРОЦЕССА ШЛИФОВАНИЯ МЕТАЛЛОВ
§1.ПРОЦЕСС ШЛИФОВАНИЯ
Шлифование — один из видов обработки металлов резанием. При шлифовании припуск на обработку снимается абразивными инструментами — шлифовальными кругами. Шлифовальный круг представляет собой пористое тело, состоящее из большого количества мелких зерен. Эти зерна соединены между собой особым веществом, которое называется связкой. Твердые материалы, из которых образованы зерна шлифовального круга, называются абразивными материалами. Процесс шлифования состоит в том, что шлифовальный круг снимает с детали тонкий слой металла (стружку) острыми гранями своих абразивных зерен (фиг. 1).
Твердые материалы, из которых образованы зерна шлифовального круга, называются абразивными материалами. Процесс шлифования состоит в том, что шлифовальный круг снимает с детали тонкий слой металла (стружку) острыми гранями своих абразивных зерен (фиг. 1).
Фиг. 1. Процесс шлифования.
Принципиальной разницы в законах резания металлов металлическими и неметаллическими инструментами не существует.
Однако процесс резания металлов различными инструментами, в том числе и шлифование, кроме общих закономерностей, имеет свои особенности.
К особенностям процесса шлифования следует отнести:
1) высокую скорость резания;
2) сильное размельчение и своеобразный характер снимаемой стружки;
3) невыгодную геометрию режущих зерен шлифовального круга;
4) высокое нагревание обрабатываемой поверхности и стружки.
Поясним кратко эти особенности. При обычном шлифовании скорость резания принимается равной 30 м/сек, или 1800 м/мин, а при скоростном — 50 м/сек, или 3000 м/мин.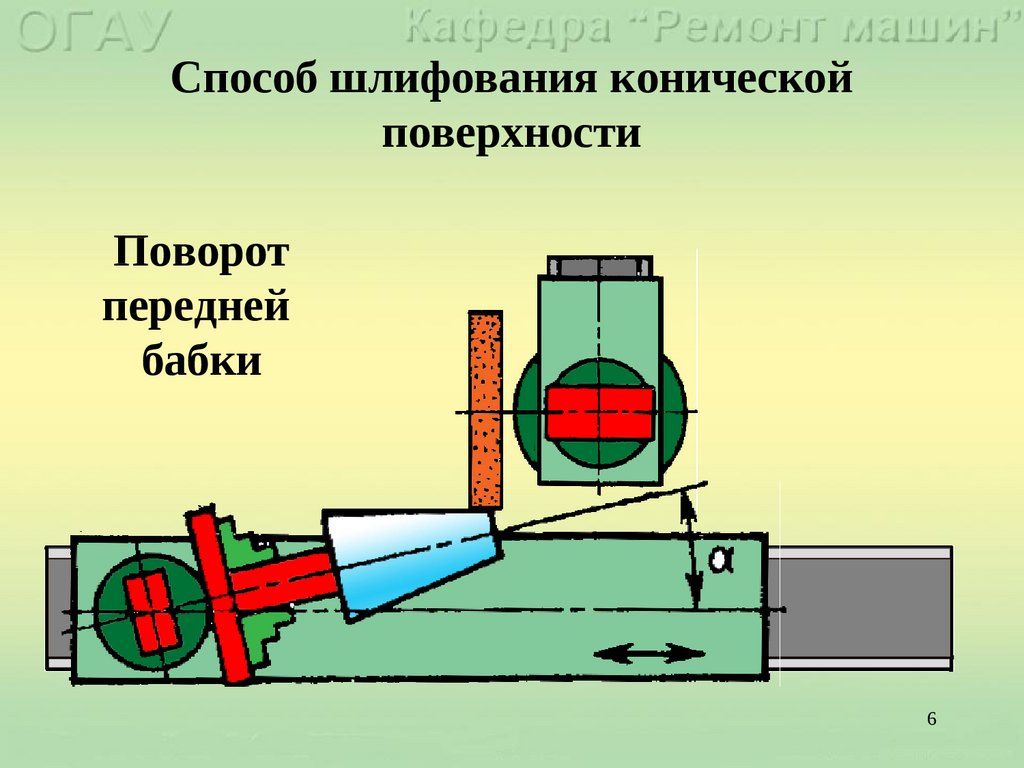 Это в 10—30 раз превышает скорость резания при токарной обработке. Процесс снятия стружки абразивным (режущим) зерном осуществляется примерно за 0,0001—0,00005 сек.
Это в 10—30 раз превышает скорость резания при токарной обработке. Процесс снятия стружки абразивным (режущим) зерном осуществляется примерно за 0,0001—0,00005 сек.
Число абразивных зерен, расположенных на периферии шлифовального круга, очень велико, оно измеряется на кругах средних размеров десятками и сотнями тысяч штук. Поэтому при шлифовании стружка снимается огромным числом беспорядочно расположенных режущих зерен, к тому же неправильной формы, что приводит к очень сильному размельчению стружки и вызывает большой расход энергии. Затрата энергии на единицу веса снимаемого металла при шлифовании в 4—5 раз больше, чем при фрезеровании, и в 12—13 раз больше, чем при точении.
Абразивные зерна, как правило, имеют отрицательные углы резания. Работу каждого отдельно взятого абразивного зерна можно сравнивать с работой резца, имеющего отрицательный передний угол. Так, если при работе другими инструментами их режущей части можно придать наивыгоднейшую геометрию, то с зернами шлифовального круга этого сделать нельзя.
Шлифовальный круг имеет прерывистую, режущую кромку. Высокие скорости резания, трение связки шлифовального круга об обрабатываемую поверхность, произвольная геометрия абразивных зерен, сильное размельчение стружки приводят к тому, что в зоне шлифования выделяется большое количество тепла. Высокая температура поверхностных слоев шлифуемой детали, достигающая 1000° и больше, вызывает изменение структуры и физических свойств металла.
Снимаемая стружка в большей своей части похожа на стружку, снимаемую другими инструментами. Часть стружки отлетает от шлифуемой детали, а некоторая часть ее размещается в порах шлифовального круга и вымывается из них охлаждающей жидкостью. Небольшая часть ее сгорает. По мере притупления шлифовальные зерна врезаются в металл все с большим и большим усилием. В тот момент, когда усилие по величине превзойдет прочность зерна или удерживающей его связки, зерно разрушится или полностью выкрошится.
Шлифование — очень сложный процесс, который зависит от многих факторов.
§ 2. ВИДЫ И СПОСОБЫ ШЛИФОВАНИЯ
Поверхности, обрабатываемые шлифованием, могут быть простыми и сложными. К простым относятся наружная и внутренняя цилиндрическая поверхность и плоскость, к сложным — винтовая, эвольвентная и некоторые другие поверхности.
Для осуществления процесса шлифования необходимо, чтобы деталь и абразивный инструмент имели соответствующие -относительные движения. В машиностроении наиболее часто применяются следующие виды шлифования: круглое наружное, круглое внутреннее и плоское.
Круглое наружное шлифование. К этому виду шлифования относятся:
а) шлифование с продольной подачей;
б) шлифование врезанием;
в) бесцентровое шлифование с продольной подачей;
г) бесцентровое шлифование врезанием.
Для осуществления круглого наружного шлифования с продольной подачей необходимы следующие движения (фиг. 2, а): вращение шлифовального круга, или главное движение резания; вращение детали вокруг своей оси — круговая подача детали; прямолинейное возвратно-поступательное движение детали (или шлифовального круга) вдоль оси детали — продольная подача; поперечное перемещение шлифовального круга на деталь или. наоборот, детали на круг — поперечная подача, или подача на глубину шлифования. При шлифовании с продольной подачей этот вид подачи используется периодически, в конце каждого двойного хода детали.
наоборот, детали на круг — поперечная подача, или подача на глубину шлифования. При шлифовании с продольной подачей этот вид подачи используется периодически, в конце каждого двойного хода детали.
Круглое наружное шлифование врезанием (фиг. 2, б)отличается от первого способа шлифования тем, что высота применяемого при этом шлифовального круга берется равной длине шлифования детали или несколько больше ее. Поэтому здесь отпадает необходимость в продольной подаче. Поперечная подача применяется непрерывно в течение всего процесса шлифования. Таким образом, для выполнения наружного шлифования врезанием необходимы следующие движения: вращение шлифовального круга, вращение детали вокруг своей оси, или ее круговая подача, и непрерывная поперечная подача шлифовального круга.
Бесцентровое шлифование (фиг. 2, в) представляет собой разновидность наружного круглого шлифования. Шлифуемая деталь помещается на опорном ноже между кругами — рабочим (слева) и подающим, или ведущим (справа). Для осуществления процесса бесцентрового шлифования необходимы следующие движения: вращение шлифовального и подающего кругов, круговая и
Фиг. 2. Схемы основных видов шлифования:
а — круглое наружное с продольной подачей; б — круглое наружное врезанием, в — наружное бесцентровое; г — круглое внутреннее с продольной подачей; д — внутреннее бесцентровое; е — плоское— периферией круга; ж — плоское—торцом круга.
продольная подача детали. Вращение подающего круга сообщает шлифуемой детали вращение и продольную подачу. Для получения продольной подачи детали ось ведущего круга устанавливают под небольшим углом к оси рабочего круга.
Круглое внутреннее шлифование. К этому виду шлифования относятся:
а) шлифование с продольной подачей;
б) шлифование врезанием;
в) бесцентровое шлифование с продольной подачей;
г) бесцентровое шлифование врезанием.
Схема круглого внутреннего шлифования с продольной подачей показана на фиг. 2, г. Для этого способа шлифования необходимы те же движения, что и при круглом наружном шлифовании с продольной подачей: вращение шлифовального круга, круговая подача детали, продольная подача детали или круга, поперечная подача круга.
Круглое внутреннее бесцентровое шлифование (фиг. 2, д)подобно наружному и осуществляется без закрепления шлифуемой детали; в процессе шлифования деталь поддерживается тремя опорными роликами.
Плоское шлифование. Этот вид шлифования делится:
а) на шлифование периферией круга (фиг. 2, е)
б) на шлифование торцом круга (фиг. 2, ж).
Для осуществления плоского шлифования необходимы следующие движения: вращение шлифовального круга — главное движение резания; подача детали; прямолинейное движение детали или шлифовального круга в направлении, перпендикулярном к подаче детали; движение круга на деталь — поперечная подача, или подача на глубину шлифования. Столы плоскошлифовальных станков могут совершать прямолинейное возвратно-поступательное и вращательное движение. Соответственно движение подачи детали может быть прямолинейным или вращательным.
Различные типы шлифования
Бесцентровое шлифованиеБесцентровое шлифование — это процесс механической обработки, при котором абразивная резка используется для удаления материала с заготовки. В этом процессе деталь поддерживается рабочим лезвием, которое устанавливается между регулировочным кругом и высокоскоростным шлифовальным кругом большего диаметра. Поскольку рабочее лезвие наклонено, деталь находится над центром колес. Это обеспечивает точность без центрального разреза. Простое, но точное бесцентровое шлифование — отличный процесс для крупносерийного производства, поскольку он позволяет стабильно работать на высоких скоростях.
Бесцентровые шлифовальные станки включают шлифовальный круг, регулирующий круг и опору для заготовки. Чтобы обеспечить возможность использования различных зернистостей и форм, шлифовальные круги являются взаимозаменяемыми, что делает бесцентровое шлифование адаптируемым процессом, который снимает ограничения, которые могут иметь другие типы обработки, такие как соблюдение диаметральных допусков и чистоты поверхности на больших длинах (более 10 мм).
К основным компонентам бесцентрового шлифования относятся:
- Заготовка (компонент или кусок материала)
- Абразивный шлифовальный круг
- Регулирующее колесо
- Рабочий нож
Широкие круги позволяют сократить время удаления и обработки, что делает бесцентровое шлифование быстрым и эффективным процессом для прецизионного серийного производства. При бесцентровом шлифовании существует три метода шлифования:
1. Сквозная подача
Заготовка полностью проходит через шлифовальные круги, входя с одной стороны и выходя с другой. Бесцентровое шлифование со сквозной подачей очень эффективно, так как не использует отдельный механизм подачи. В то время как этот процесс обычно используется только для цилиндрических деталей, шлифование по Бланшару доступно для квадратных форм.
2. Торцевая подача
При торцевом бесцентровом шлифовании заготовка входит в станок с одной стороны и упирается в концевой упор. Выполняется операция шлифования, после чего заготовка подается в противоположном направлении для выхода из станка. Этот метод лучше всего подходит для конических форм.
3. Подача
Для более сложных форм, таких как песочные часы, используется бесцентровое шлифование с подачей. Во время этого процесса заготовка вручную загружается в шлифовальный станок, а регулирующий круг перемещается в положение перед шлифованием. Сложная форма заготовки препятствует ее осевой подаче через станок.
Преимущества бесцентрового шлифования:
- Не требует установки или зажима заготовки
- Обеспечивает жесткие допуски и гладкую поверхность на больших длинах заготовок
- Быстро и эффективно
- Стабильно работает на высоких скоростях
- Может обрабатывать много деталей за короткое время
Свяжитесь с нами, чтобы получить предложение для ваших требований к шлифованию.
Узнать цену
Шлифование между центрами В этом процессе деталь закрепляется на каждом конце центрами или иногда помещается на магнитный зажим. Процесс токарной обработки создает центры на концах деталей и прецизионные центральные точки и удерживает заготовку в истинном геометрическом центре, перемещая ее в направлении вращения и допуская шлифование. Этот процесс обеспечивает самый точный из всех методов шлифования, формируя внешнюю часть детали с жесткими допусками. В отличие от других методов, межцентровое шлифование позволяет создавать истинные цилиндрические и конические элементы и удерживать их по отношению друг к другу вдоль заготовки или вала, чтобы удалить нежелательные дефекты и вернуть детали идеальную округлость.
Межцентровое шлифование является одним из наиболее широко используемых методов закрепления при круглом шлифовании. Одной из причин его популярности является стабильность и точность инструмента. Этот метод не требует бесцентровой шлифовки заготовки.
Однако при шлифовании между центрами существуют ограничения по длине и диаметру, а также некоторые формы, которые нельзя создать между центрами. Уменьшенные диаметры мелких деталей затрудняют достижение диаметральной точности в центральных точках детали.
- Великолепная точность при жестких допусках
- Не требует бесцентровой шлифовки заготовки
- Устойчивость инструмента
- Может работать с различными формами
Свяжитесь с нами, чтобы получить предложение для ваших требований к шлифованию.
Получить предложение
Токарная обработка Токарная обработка — это процесс предварительной шлифовки, при котором диаметр детали уменьшается путем поворота прутка горизонтально, в то время как неподвижный инструмент врезается в деталь. Это приводит к гладкой поверхности и позволяет создавать нестандартные формы. В некоторых случаях прецизионная токарная обработка со специальными инструментами, такими как полировка или геометрия пластины Wiper, может обеспечить допуски на шлифовку за небольшую часть стоимости. Токарная обработка может удалить большое количество лишнего материала, оставив минимальное количество материала для центрового шлифования. Подрезка на заготовках с уступом может быть применена для уменьшения поломки круга во время шлифования.
Преимущества токарной обработки:
- Быстро снимается большое количество материала
- Безграничный профиль/формы
- Снижение затрат по сравнению с методами шлифования
Возможности нашего токарного станка:
- Ø2,0” x 246” Длинный
- Ø4,5” x 60” Длинный
- Ø17” x 15” Длинный
- Допуски 0,001”, шероховатость поверхности 64RMS
Свяжитесь с нами, если вам нужны токарные станки.
Узнать цену
4 типа плоскошлифовальных станков и их абразивный метод-Mrbrianzhao
Что такое плоскошлифовальный станок?
Плоскошлифовальный станок представляет собой разновидность шлифовального станка. Шлифовальный круг в основном используется для вращения и шлифования заготовки для достижения необходимой плоскостности. По форме рабочий стол можно разделить на два типа: прямоугольный рабочий стол и круглый рабочий стол. Основными параметрами плоскошлифовального станка с прямоугольным рабочим столом являются ширина и длина рабочего стола. Основным параметром фасонного рабочего стола является диаметр рабочего стола. В соответствии с различными типами валов, его можно разделить на шлифовальные машины с горизонтальным валом и вертикальным валом. Тип шлифовального станка, который шлифует плоскую или фигурную поверхность заготовки. Основными типами являются прямоугольный стол с горизонтальной осью, круглый стол с горизонтальной осью, прямоугольный стол с вертикальной осью, круглый стол с вертикальной осью и различные специальные плоскошлифовальные станки.
Заготовка всасывается или зажимается на рабочем столе прямоугольным электромагнитным рабочим столом и совершает возвратно-поступательные движения в продольном направлении. Каретка шлифовального круга может совершать прерывистое поперечное движение вдоль направляющей ласточкиного хвоста подвижного сиденья, а скользящее сиденье может совершать вертикальное прерывистое движение подачи по направляющей колонны. Заготовка шлифуется вокруг шлифовального круга с высокой точностью шлифования.
2. Плоскошлифовальный станок с круглым столом с горизонтальной осью:
Он подходит для шлифования круглых и тонких заготовок и может использоваться для наклона рабочего стола для шлифования кольцевых заготовок различной толщины.
3. Шлифовальный станок с вертикальной осью и прямоугольным столом:
Поскольку диаметр шлифовального круга больше, чем ширина рабочего стола, площадь шлифования больше, что подходит для периодического и эффективного шлифования.
4. Вертикально-шлифовальный станок с круглым столом
Вертикально расположенный шпиндель шлифовального круга шлифует заготовку торцом шлифовального круга, а каретка шлифовального круга может совершать прерывистое движение вертикальной подачи по направляющей колонны.