2Е78П станок отделочно-расточный вертикальныйСхемы, описание, характеристики
Сведения о производителе отделочно-расточного станка 2Е78П
Производитель отделочно-расточного станка 2Е78П – Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе – один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
2Е78П станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Станки отделочно-расточные вертикальные 2Е78П и 2Е78ПН предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков.
Технические данные станка 2Е78П позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станок 2Е78П снабжен комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
На станке модели 2Е78П стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок 2Е78П используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Отделочно-расточные (алмазно-расточные) станки.
 Общие сведения.
Общие сведения.Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
Габарит рабочего пространства отделочно-расточного станка 2Е78П
Габарит рабочего пространства станка 2е78п
Посадочные и присоединительные базы отделочно-расточного станка 2Е78П
Посадочные и присоединительные базы отделочно-расточного станка 2е78п
Общий вид отделочно-расточного станка 2Е78П
Фото отделочно-расточного станка 2е78п
Расположение составных частей отделочно-расточного станка 2Е78П
Расположение основных узлов расточного станка 2е78п
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм – 2Е78П.
 71.000
71.000 - Шпиндель 0,78 мм – 2Е78П.72.000
- Шпиндель 0,120 мм – 2Е78П.73.000
- Шпиндель универсальный – 2Е78П.74.000
- Шпиндель специальный – 2Е78П.75.000
- Пульт управления – 2Е78П.83.000
- Электроаппаратура панели – 2Е78П.81.000
- Колонна – 2Е78П.30.000
- Стол – 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство – 2Е78П.40.020
- Коробка скоростей и подач – 2Е78П.50.000
- Шпиндельная бабка – 2Е78П.23.000
- Электрооборудование сценка – 2Е78П.80.000
- Панель пульта – 2Е78П.82.000
- Пульт управления – 2Е78ПН.83.000
- Электроаппаратура панели – 2Е78ПН.81.000
- Основание – 2Е78ПН.10.000
- Электрооборудование станка – 2Е78ПН.80.000
- Панель пульта – 2Е78ПН.82.000
 71.000
71.000Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм – от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.
При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.
Расположение органов управления отделочно-расточным станком 2Е78П
Расположение органов управления расточным станком 2е78п
Пульт управления управления отделочно расточного станка 2Е78П
Пульт управления расточным станком 2е78п
Перечень органов управления отделочно расточного станка 2Е78П
- 1. рукоятка переключения подач шпиндельной бабки
- 2. маховик перемещения шпиндельной бабки вручную
- 3. лимб радиальной подачи резца
- 4. упоры автоматического выключения движения шпиндельной бабки
- 7. вводной автомат
- 9. рукоятки переключения скоростей шпинделя
- 10. выключатель местного освещения
- 11. рукоятка для отключения шпинделя от кинематической цепи
- 12. болты для фиксации шпиндельной бабки при фрезеровании
- 13. рукоятка для закрепления стола от поперечного перемещения
- 14. маховик перемещений стола вручную в поперечном направлении
- 15. рукоятка для закрепления стола от продольного перемещения
- 16. винт для закрепления микроскопа от перемещений
- 17. маховик перемещений стола вручную в продольном направлении
- 19. винт для закрепления, микроскопа от перемещений
- 20. винт установочных перемещений микроскопа
- 21. рукоятка переключения скорости перемещения стола
- 29. кнопка „Вращение шпинделя”
- 30. кнопка „Проворот шпинделя”
- 32. переключатель „Освещение отсчетных линеек микроскопа”
- 37. переключатель „Шпиндель, фрезерование, наладка, цикл”
- 39. кнопка „Стоп” — останов станка
- 40. лампа „Сеть”
- 43. кнопка „Стол влево” 45— кнопка „Стол вправо”
- 47. кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверх
- 48. кнопка „Шпиндель вниз” — быстрый ход шпиндельной бабки вниз
- 52. переключатель режимов „Расточка — цикл”
 рукоятка для отключения шпинделя от кинематической цепи
рукоятка для отключения шпинделя от кинематической цепи кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверх
кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверхКинематическая схема отделочно-расточного станка 2Е78П
Кинематическая схема отделочно-расточного станка 2е78п
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 25 Н-м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 20 Н-м в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
Стол рабочий станка 2Е78П
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станки модели 2Е78П осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основаниям, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок
На передней и боковой стенках салазок станка могут быть установлены два отсчетных микроскопа с точностью нониуса 0,01 мм: один — для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховиков.
В нужном положении стол фиксируется двумя рукоятками при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в вертикальное положение. При этом вращение ходовому винту передается через винтовую пару. Рабочая подача стола включается переключением рукоятки. При этом вращение ходовому винту передается от редуктора в столе через червячную передачу.
Изменение направления быстрых ходов стола осуществляется поочередным нажатием на кнопки привода стола „Вправо” или „Влево”, в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода стола вследствие перегрузок соответствующий вал стола соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Колонна станка 2Е78П
Колонна крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка.
В верхней части колонны на кронштейне укреплены ролики, по которым движется цепь противовеса, перемещающегося внутри колонны.
Противовес, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны между направляющими расположены ходовой винт шпиндельной бабки и шлицевой валик привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач и трех рукояток переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя, ограничивающих перемещение шпиндельной бабки вверх и вниз. В задней стенке колонны в нише расположен электрошкаф. Через окна колонны, в задней стенке закрытые крышкой, открывается доступ к винтам, крепящим противовес шпиндельной бабки к колонне в условиях транспортировки станка.
Для транспортировки колонны используются два отверстия диаметром 55 мм.
Шпиндельная бабка станка 2Е78П
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпус шпиндельной бабки и крепятся шестью гайками.
Привод шпинделя осуществляется через клиноременную передачу. Ведущий шкив этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач.
Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется при помощи натяжного ролика. Кулачковая муфта — управляемая; ее включение осуществляется вручную рукояткой, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком. При вращении маховика червяк вращает гайку—шестерню, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка-шестерня удерживается от поворота самотормозящей червячной передачей. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров, подрезку торца у растачиваемого отверстия и безрисочный вывод резца из обработанного отверстия. Маховичок ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Шпиндельная бабка поджимается к направляющим прижимными планками. На одной из планок крепятся регулируемые по высоте кулачки для отключения перемещений шпиндельной бабки.
С той же стороны шпиндельной бабки укреплена линейка для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений снабжен лимбом для отсчета глубины врезания при подрезке торцов.
Ребра внутри корпуса шпиндельной бабки образуют ванну, используемую как масляный резервуар ддя лубрикатора, от которого смазываются направляющие и подшипники вращающихся валов.
Коробка скоростей и подач станка 2Е78П
Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки.
Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя и четыре величины рабочих подач и ускоренное перемещение бабки.
Внутри ее расположены:
- червячная передача;
- коническая со спиральным зубом и цилиндрическая прямозубая передачи, обеспечивающие необходимые передаточные отношения;
- механизмы переключения скоростей и подач;
- обгонная двухсторонняя муфта.
Снизу к коробке крепится стакан с валиком шкива привода быстрых ходов.
Управление коробкой скоростей и подач осуществляется четырьмя рукоятками:
- три предназначены для переключения скоростей вращения шпинделя;
- четвертая — для переключения величин подач.
Три рукоятки переключения скоростей расположены на одной оси.
Механизм переключения скоростей состоит из трех зубчатых колес, закрепленных на трех полумуфтах, расположенных концентрично на одной оси. Зубчатые колеса связаны с тремя вилками—рейками, переключающими зубчатые блоки. В пазы полумуфт, на которых закреплены зубчатые колеса, входят зубья полумуфт, на которых закреплены рукоятки (рис. 13).
13).
Механизм переключения подач состоит из кривошипа с камнем, который перемещает вилку тройчатки.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами.
Обгонная двухсторонняя муфта позволяет осуществлять ускоренное перемещение, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма муфты, жестко связанная с червячным колесом, получает вращение от червяка и через ролики ведет ступицу, связанную с ходовым винтом; при ручной подаче наружная обойма муфты не вращается, так как ее удерживает самотормозящаяся червячная пара. При ускоренном перемещении средняя обойма муфты через ролики вращет внутреннюю обойму и ходовой винт.
Ролики муфты поджимаются пружинами. Благодаря обгонной муфте возможно включение ускоренного перемещения шпиндельной бабки без выключения ее рабочей подачи.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Электрооборудование станка 2Е78П
Схема электрическая отделочно-расточного станка 2Е78П
На станке модели 2Е78П установлены три трехфазных короткозамкнутых асинхронных двигателя; на станке модели 2Е78ПН — два двигателя:
- электродвигатель главного движения типа 4A90LA4, мощностью 2,2 кВт, частотой вращения 1500 1/мин, исполнение М301;
- электродвигатель ускоренного хода шпиндельной бабки типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М103;
- электродвигатель привода стола типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М301 (для2Е78П).
За особую плату поставляется электродвигатель привода приспособления для заточки резцов типа 4АА 63 В2, мощностью 0,55 кВт, частотой вращения 3000 1/мин.
В станке применены следующие напряжения:
- силовая цепь ~380 В, 50 Гц
- цепь управления ~110В
- цепь местного освещения ~24 В
- цепь освещения микроскопов 8 В
- цепь сигнализации 5 В
Читайте также: Технология ремонта фрезерных станков
2Е78П станок отделочно-расточный вертикальный.
 Видеоролик.
Видеоролик. Технические характеристики отделочно-расточного станка 2Е78П, 2Е78ПН
| Наименование параметра | 2Е78П | 2Е78ПН |
|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 28 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,03/ 0,025 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 320 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26.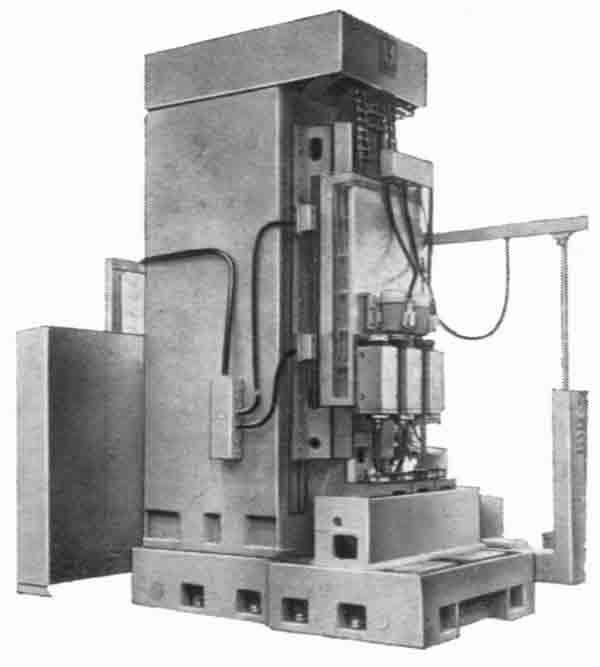 .1200 .1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,025..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 200 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | 100/ нет |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,2/ 2,9 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | – |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2Е78П от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 2,2 |
| Электродвигатель привода ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,75 |
| Электродвигатель привода стола, кВт | 0,75 | нет |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 1250 х 1260 х 2125 |
| Масса станка, кг | 2680 | 2100 |
- Станки отделочно-расточные вертикальные 2Е78П, 2Е78ПН. Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В. К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
 Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979 К. Токарь-расточник. Учебник для технических училищ, 1982
К. Токарь-расточник. Учебник для технических училищ, 1982Связанные ссылки. Дополнительная информация
2А78Н станок отделочно-расточный вертикальныйСхемы, описание, характеристики
Сведения о производителе отделочно-расточного станка 2А78Н
Производитель отделочно-расточного станка 2А78Н Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе – один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им.
 Фрунзе
Фрунзе 2А78Н станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Отделочно-расточной станок 2А78 выпускался в семидесятых годах прошлого века. Он заменил устаревший станок модели 278 и сам уступил место более совершенному станку 2Е78П, 2Е78ПН.
Отличия отделочно-расточного (алмазно-расточный) алмазно-расточного станка 2А78 и 2А78Н:
- 2А78 – имеется подвижный стол, который перемещается в продольном и поперечном направлениях
- 2А78Н – стол – неподвижная плита, совмещенная с основанием.
Станки отделочно-расточные вертикальные 2А78 предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2А78 можно осуществлять тонкое фрезерование универсальным шпинделем.
На станке модели 2А78 можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станков позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станки 2А78 снабжены комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
Обрабатываемые изделия центрируют и закрепляют на неподвижном столе. В зависимости от диаметра растачиваемого отверстия в шпиндельной бабке устанавливают определенный шпиндель из имеющегося комплекта. Универсальный шпиндель применяется для выполнения операций сверления, зенкерования и развертывания отверстий и поставляется за отдельную плату.
Комплект принадлежностей, приспособлений и инструментов, поставляемый со станком, позволяет растачивать блоки цилиндров и гильзы двигателей, предусмотренные по техническому заданию на изготовление станка.
На станке модели 2А78 стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок 2А78 используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
д.
Габарит рабочего пространства отделочно-расточного станка 2А78Н
Габарит рабочего пространства станка 2а78н
Посадочные и присоединительные базы отделочно-расточного станка 2А78Н
Посадочные и присоединительные базы станка 2а78н
Фото отделочно-расточного станка 2А78Н
Фото отделочно-расточного станка 2а78н
Фото отделочно-расточного станка 2а78н
Расположение органов управления отделочно-расточным станком 2А78Н
Расположение органов управления отделочно-расточным станком 2а78н
Расположение органов управления отделочно-расточным станком 2А78Н. Смотреть в увеличенном масштабе
- Упоры автоматического выключения движения шпиндельной бабки
- Маховик перемещения шпиндельной бабки вручную
- Переключатель скоростей электродвигателя главного движения
- Рукоятка переключения подач шпиндельной бабки
- Рукоятка переключения скоростей шпинделя
- Вводный выключатель
- Рукоятка для закрепления стола от поперечного перемещения
- Маховик перемещений стола вручную в поперечном и продольном направлениях
- Рукоятка для закрепления стола от продольного перемещения
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Выключатель освещения микроскопа
- Кнопка “Шпиндель вниз – стол вправо” – быстрый ход шпиндельной бабки вниз, быстрый ход стола вправо (для станка модели 2А78)
- Кнопка “Шпиндель вверх – стол влево” – быстрый ход шпиндельной бабки вверх, быстрый ход стола влево (для станка модели 2А78)
- Кнопка “Пуск” – рабочее движение шпиндельной бабки
- Кнопка “Стоп” – останов станка
- Рукоятка переключения передачи от привода быстрых ходов на шпиндельную бабку или стол
- Выключатель местного освещения
- Рукоятка для отключения шпинделя от кинематической цепи
- I – Узел 12. Основание станка 2А78
- II – Узел 32. Основание станка 2А78Н
- III – Узел 18. Стол станка 2А78
- IV – Узел 19. Колонна
- V – Узел 23. Шпиндельная бабка
- VI – Узел 71. Сменные шпиндели; Узел 74. Универсальный шпиндель; Узел 76. Принадлежности (на рисунках не обозначены)
- VII – Узел 83. Электрооборудование (2А78)
- VIII – Узел 84. Электрооборудование (2А78Н)
- IX – Узел 53. Коробка скоростей и подач (2А78)
- X – Узел 54. Коробка скоростей и подач (2А78Н)
Кинематическая схема отделочно-расточного станка 2А78Н
Кинематическая схема отделочно-расточного станка 2а78н
Схема кинематическая отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 2,0 кгс.м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 1,0 кгс.м, в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
В этом случае следует немедленно остановить станок и изменить режимы резания, нагрузку или устранить неполадки.
Описание кинематической схемы отделочно-расточного станка 2А78Н
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схем.
Включение быстрых перемещений шпиндельной бабки или стола пояснено в описании коробки скоростей подач настоящего раздела.
Станок 2А78 отличается от станка 2А78Н наличием стола, перемещающегося в продольном и поперечном направлениях. У станка 2А78Н неподвижная плита, совмещенная с основанием.
Особенности узлов отделочно-расточного станка 2А78Н
Основание
Основной базовой деталью, на которой устанавливаются все остальные узлы станка, является основание. Оно имеет сверху привалочную плоскость, к которой крепятся колонна и коробка скоростей и подач станка.
Основание станка 2А78 имеет направляющие, по которым перемещается подвижный стол (узел 18). Основание станка 2А78Н выполнено за одно целое со столом, имеющим Т-образные пазы.
Внутри основания располагаются электродвигатели: главного движения – фланцевый 5 с перемещающейся подмоторной плитой 8 и электродвигатель 4 – быстрых ходов шпиндельной бабки и стола, укрепленный на подмоторной плите 3.
На правой стенке основания в нише расположен вводный выключатель 7. Подвод электроэнергии – через угольник I.
К левой стенке основания станка 2А78 крепится линейка 9 для точного отсчета по ней поперечных перемещений стола. На передней стенке основания станка 2А78Н слева расположен пульт 10 управления станком.
Колонна (рис. 18)
Колонна крепится на основании. По ее направляющим, призматической и плоской, в вертикальном направлении перемещается шпиндельная бабка. В верхней части колонны на кронштейне 15 укреплены ролики 16, по которым движется цепь 13 противовеса 12, перемещающегося внутри колонны.
Противовес 12, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны, между направляющими, расположены ходовой винт 8 шпиндельной бабки и шлицевый валик 9 привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах 10 и II.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач 4 и рукоятки переключения скоростей 5, выведено на крышку 14 на правой стенке колонны. Рукоятка 7 переключения передачи от привода быстрых ходов на шпиндельную бабку или стол выведена на левую стенку колонны.
Над крышкой 14 установлены два конечных выключателя 2, ограничивающих перемещение шпиндельной бабки вверх и вниз, и переключатель 3 скоростей двигателя главного привода.
В задней стенке колонны в нише расположен электрошкаф, закрываемый дверкой I. Через окна колонны, закрытые крышками 6, открывается доступ к винтам, крепящим коробку скоростей и подач к основанию.•
Стол отделочно-расточного станка 2А78Н (рис. 17)
Стол отделочно-расточного станка 2а78н
Стол отделочно-расточного станка 2А78н. Смотреть в увеличенном масштабе
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станке 2А78 осуществляется при помощи стола, состоящего из двух частей: нижней – салазок, перемещающихся в поперечном направлении по направляющим основания, и верхней – собственно стола, перемещающегося в продольном направлении по направляющим салазок.
На передней стенке салазок могут быть установлены два отсчетных микроскопа 5 и 6 с точностью нониуса 0,01 мм: один для отсчета координат при перемещении стола в продольном направлении, второй – в поперечном.
Линейка 7 для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка 4 для точного отсчета поперечных перемещений стола – на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховика 2. Для перемещения стола в продольном направлении нужно, подав маховик 2 от себя при помощи сжатия отжимной пружины 13, ввести в зацепление шестерни 14 и 15.
В нужном положении стол фиксируется рукоятками I и 3 при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в положение “Стол”. При этом вращение гайке 17 ходового винта 16 передается от редуктора (узел 53) через винтовую пару 11-12.
Изменение направления быстрых ходов стола осуществляется поочередный нажатием на кнопки привода стола “Вправо” или “Влево”, в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода быстрого хода стола вследствие перегрузок вал 8 редуктора и вал 10 стола соединены при помощи шариковой предохранительной муфты 9, рассчитанной на передачу максимального крутящего момента.
Шпиндельная бабка отделочно-расточного станка 2А78Н (рис. 19)
Шпиндельная бабка отделочно-расточного станка 2а78н
Шпиндельная бабка отделочно-расточного станка 2А78Н. Смотреть в увеличенном масштабе
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпусе шпиндельной бабки и крепятся шестью гайками 21.
Механизм привода шпинделя представляет собой клиноременную передачу. Ведущий шкив 19 этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе 20, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач. Ведомый шкив 15 укреплен на валу 16, имеющем на шлицевом конце кулачковую полумуфту 22, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется перемещением винта 13 натяжного ролика 10. Кулачковая муфта – управляемая, ее включение осуществляется рукояткой 24, расположенной на левой стенке шпиндельной бабки, через валик 23 с эксцентриковым пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании по оси шпинделя обрабатываемых деталей.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки 25, выполненной заодно с червячным колесом 26, находящимся в зацеплении с червяком 28. Червяк сидит на одном валу с маховиком 31. При вращении маховика вращается гайка 25, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка 25 удерживается от проворота самотормозящейся червячной парой 26-28. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
Шпиндельная бабка поджимается к направляющим цельными прижимными планками 27 и 29, расположенными с обратной стороны направляющих. На планке 29 крепятся перемещаемые по высоте кулачки I и 3 для включения перемещений шпиндельной бабки.
С правой стороны шпиндельной бабки укреплена линейка 2 для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений 31 снабжен лимбом 30 для отсчета глубины врезания при подрезке торцов.
К планке 18 крепится цепь противовеса.
Ребра внутри корпуса, шпиндельной бабки, образуют ванну, используемую как масляный резервуар для лубрикатора 17.
Коробка скоростей и подач (рис. 20, 21) Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки или гайке винта продольных перемещений стола. Она обеспечивает шпинделю шесть чисел оборотов, что в сочетании с двухскоростным электродвигателем главного привода составляет 12 различных скоростей вращения шпинделя, и четыре величины рабочих подач.
Внутри ее расположены: червячная передача; конические со спиральным зубом и цилиндрические прямозубые шестерни, обеспечивающие необходимые передаточные отношения; механизмы переключения скоростей и подач; обгонная двухсторонняя муфта. Снизу к коробке крепятся: корпус ведомого шкива 19 привода быстрых ходов и (на станке 2А78) конический редуктор 20 привода быстрых ходов стола, располагающиеся в основании.
Управление коробкой скоростей и подач осуществляется тремя рукоятками: одна предназначена для переключения скоростей вращения шпинделя; вторая -для переключения величин подач; третья (на станке 2А78) – для переключения передачи от привода быстрых ходов на шпиндельную бабку или стол.
Механизм переключения скоростей состоит из одной пары шестерен 24 и 27 с эксцентрично расположенными пальцами 25, на которые насажены камни 21, входящие в пазы переключающих вилок 22 и 26. При повороте шестерен вилки перемещаются по цилиндрической направляющей 28, передвигая блоки шестерен 12 и 13 на валу III.
Механизм переключения подач состоит из шестерни 5 и рейки-вилки 4. Рейка-вилка 4, перемещаясь по цилиндрической направляющей 17, переключает блок шестерен 15 цепи подач на валу VII.
Механизм переключения быстрых ходов в станке модели 2А78 состоит из поворотного рычага 31 с пальцем 30, на который насажен камень 29, входящий в выточку перемещаемой шестерни 6.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами 16, 23 и 32.
Обгонная двусторонняя муфта на валу VIII позволяет осуществлять быстрые ходы, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма 10 муфты, жестко связанная с червячным колесом II, получает вращение от червяка 18 и через ролики 9 ведет ступицу 8, связанную с ходовым винтом; при ручной подаче наружная обойма 10 муфты не вращается, так как ее удерживает самотормозящаяся червячная пара 11-18. При быстром ходе средняя обойма 7 муфты через ролики 9 вращает внутреннюю обойму 8 и ходовой винт.
Ролики 9 муфты поджимаются пружинами 33 (Д81-1 0,6 x 5 x 25). Благодаря обгонной муфте возможно включение быстрого хода шпиндельной бабки без выключения ее рабочего хода.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт колонны соединен при помощи шариковой предохранительной муфты 2-3, рассчитанной на передачу максимального крутящего момента.
Для транспортировки коробки скоростей и подач выполнено отверстие MI2 x 1,25, закрытое пробкой I.
Эскиз конца универсального шпинделя отделочно-расточного станка 2А78Н
Эскиз конца универсального шпинделя станка 2а78н
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметром от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях.
Шпиндель собран на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Приемный конус шпинделя рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Закрепление инструмента и извлечение его из шпинделя не требует приложения усилия, так как угол приемного конуса достаточно велик (10°).
Гайка 19 на конце шпинделя имеет радиусный паз и проточку, в которые входит радиусными выступами на хвостовике специальный инструмент или переходная втулка, что дает возможность легко вставить и закрепить, а также извлечь инструмент, не отвинчивая гайку полностью. Конец приемного конуса шпинделя также снабжен радиусным пазом, в который входит при закреплении в шпинделе инструмент радиусными выступами на хвостовике.
Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Сменные шпиндели отделочно-расточного станка 2А78Н
Сменные шпиндели отделочно-расточного станка 2а78н
Шпиндели отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Сменные шпиндели отделочно-расточного станка 2а78н
Узел состоит из трех сменных шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель Ø 48 – для расточки отверстий диаметром от 50 до 82 мм; Ø 78 – от 82 до 125 мм; Ø 120 – от 125 до 200 мм.
Шпиндели собраны на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
Резцовые головки 10 и 16 шпинделей Ø 78 и Ø 120 выполнены съемными. Снимать резцовые головки со шпинделей не рекомендуется.
На торцах шпинделей имеется отверстие для установки индикаторного устройства, применяемого при центрировании обрабатываемой детали. На шпинделе Ø 48 индикаторное устройство устанавливается при помощи переходника I.
Центрирование обрабатываемой детали можно производить также при помощи шариковых оправок 6, 12 и 18, вылет которых регулируется винтами 5, 11 и 17.
Вылет резцов 4, 7 и 13 регулируется при помощи винтов 3, 9 и 15 лимбов 2, 8 и 14, ввинчиваемых в торцы резцов. При помощи лимба возможна установка резца с точностью 0,02 мм.
Схема электрическая отделочно-расточного станка 2А78Н
Электрическая схема отделочно-расточного станка 2а78н
Схема электрическая отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Электрооборудование станка 2А78Н
На станках установлены два трехфазных коротко-замкнутых асинхронных электродвигателя:
- двухскоростной электродвигатель главного движения типа T42/6-2-CI мощностью 1,7/2,3 кВт, 1000/3000 об/мин, исполнение M301;
- электродвигатель быстрых ходов типа А0Л2-12-6-С1 мощностью 0,6 кВт, 1000 об/мин, исполнение MI0I.
Станки выпускаются с электрооборудованием на рабочее напряжение 380 В, 50 Гц в силовой цепи, 110 В – в цепи управления, 24 В – в цепи местного освещения, 8 В – в цепи освещения микроскопов.
Читайте также: Технология ремонта фрезерных станков
2А78Н станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2А78Н
| Наименование параметра | 2Е78 | 2А78 | 2А78Н |
|---|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | |||
| Класс точности станка по ГОСТ 8-82 | П | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 15 | 200/ 15 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 | 15 |
| Размеры координатной расточки, мм | 800 х 150 | – | |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25..525 | 25..525 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,032 | – |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 280 | 280 |
| Шпиндельная бабка | |||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,050..0,200 | 0,050..0,200 |
| Количество подач | 4 | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется | имеется |
| Выключающие упоры | имеется | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется | имеется |
| Рабочий стол | |||
| Рабочая поверхность стола, мм | 1000 х 500 | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 150 | – |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | – | – |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,68/ 3,0 | – |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет | – |
| Способ отсчета координат при перемещении стола | микроскоп | микроскоп | – |
| Выключающие упоры механического быстрого хода | имеется | имеется | – |
| Закрепление стола станка модели 2А78Н от перемещений | ручное | ручное | – |
| Привод | |||
| Количество электродвигателей на станке | 3 | 2 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 1,7 | 1,7 |
| Электродвигатель привода стола и ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,6 | 0,6 |
| Габарит станка | |||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 2500 х 1500 х 2135 | 1250 х 1350 х 2055 |
| Масса станка, кг | 2680 | 2300 | 2000 |
- Отделочно-расточные станки 2А78, 2А78Н. Паспорт, 1977
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
Станок отделочно-расточный вертикальный повышенной точности 278
Если Вам необходимо купить Станок отделочно-расточный вертикальный повышенной точности 278 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок отделочно-расточный вертикальный повышенной точности 278 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Вертикально расточной станок 2е78п
2Е78П станок отделочно-расточный вертикальныйСхемы, описание, характеристикиПроизводитель отделочно-расточного станка 2Е78П – Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе – один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
2Е78П станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Станки отделочно-расточные вертикальные 2Е78П и 2Е78ПН предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2Е78П и 2Е78ПН можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станка 2Е78П позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станок 2Е78П снабжен комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
На станке модели 2Е78П стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
Габарит рабочего пространства отделочно-расточного станка 2Е78П
Габарит рабочего пространства станка 2е78п
Посадочные и присоединительные базы отделочно-расточного станка 2Е78П
Посадочные и присоединительные базы отделочно-расточного станка 2е78п
Общий вид отделочно-расточного станка 2Е78П
Фото отделочно-расточного станка 2е78п
Расположение составных частей отделочно-расточного станка 2Е78П
Расположение основных узлов расточного станка 2е78п
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм – 2Е78П.71.000
- Шпиндель 0,78 мм – 2Е78П.72.000
- Шпиндель 0,120 мм – 2Е78П.73.000
- Шпиндель универсальный – 2Е78П.74.000
- Шпиндель специальный – 2Е78П.75.000
- Пульт управления – 2Е78П.83.000
- Электроаппаратура панели – 2Е78П.81.000
- Колонна – 2Е78П.30.000
- Стол – 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство – 2Е78П.40.020
- Коробка скоростей и подач – 2Е78П.50.000
- Шпиндельная бабка – 2Е78П.23.000
- Электрооборудование сценка – 2Е78П.80.000
- Панель пульта – 2Е78П.82.000
- Пульт управления – 2Е78ПН.83.000
- Электроаппаратура панели – 2Е78ПН.81.000
- Основание – 2Е78ПН.10.000
- Электрооборудование станка – 2Е78ПН.80.000
- Панель пульта – 2Е78ПН.82.000
Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм – от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.
При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.
Расположение органов управления отделочно-расточным станком 2Е78П
Расположение органов управления расточным станком 2е78п
Пульт управления управления отделочно расточного станка 2Е78П
Пульт управления расточным станком 2е78п
Перечень органов управления отделочно расточного станка 2Е78П
- 1. рукоятка переключения подач шпиндельной бабки
- 2. маховик перемещения шпиндельной бабки вручную
- 3. лимб радиальной подачи резца
- 4. упоры автоматического выключения движения шпиндельной бабки
- 7. вводной автомат
- 9. рукоятки переключения скоростей шпинделя
- 10. выключатель местного освещения
- 11. рукоятка для отключения шпинделя от кинематической цепи
- 12. болты для фиксации шпиндельной бабки при фрезеровании
- 13. рукоятка для закрепления стола от поперечного перемещения
- 14. маховик перемещений стола вручную в поперечном направлении
- 15. рукоятка для закрепления стола от продольного перемещения
- 16. винт для закрепления микроскопа от перемещений
- 17. маховик перемещений стола вручную в продольном направлении
- 19. винт для закрепления, микроскопа от перемещений
- 20. винт установочных перемещений микроскопа
- 21. рукоятка переключения скорости перемещения стола
- 29. кнопка „Вращение шпинделя”
- 30. кнопка „Проворот шпинделя”
- 32. переключатель „Освещение отсчетных линеек микроскопа”
- 37. переключатель „Шпиндель, фрезерование, наладка, цикл”
- 39. кнопка „Стоп” — останов станка
- 40. лампа „Сеть”
- 43. кнопка „Стол влево” 45— кнопка „Стол вправо”
- 47. кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверх
- 48. кнопка „Шпиндель вниз” — быстрый ход шпиндельной бабки вниз
- 52. переключатель режимов „Расточка — цикл”
Кинематическая схема отделочно-расточного станка 2Е78П
Кинематическая схема отделочно-расточного станка 2е78п
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 25 Н-м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 20 Н-м в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
Стол рабочий станка 2Е78П
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станки модели 2Е78П осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основаниям, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок
На передней и боковой стенках салазок станка могут быть установлены два отсчетных микроскопа с точностью нониуса 0,01 мм: один — для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховиков.
В нужном положении стол фиксируется двумя рукоятками при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в вертикальное положение. При этом вращение ходовому винту передается через винтовую пару. Рабочая подача стола включается переключением рукоятки. При этом вращение ходовому винту передается от редуктора в столе через червячную передачу.
Изменение направления быстрых ходов стола осуществляется поочередным нажатием на кнопки привода стола „Вправо” или „Влево”, в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода стола вследствие перегрузок соответствующий вал стола соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Колонна станка 2Е78П
Колонна крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка.
В верхней части колонны на кронштейне укреплены ролики, по которым движется цепь противовеса, перемещающегося внутри колонны.
Противовес, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны между направляющими расположены ходовой винт шпиндельной бабки и шлицевой валик привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач и трех рукояток переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя, ограничивающих перемещение шпиндельной бабки вверх и вниз. В задней стенке колонны в нише расположен электрошкаф. Через окна колонны, в задней стенке закрытые крышкой, открывается доступ к винтам, крепящим противовес шпиндельной бабки к колонне в условиях транспортировки станка.
Для транспортировки колонны используются два отверстия диаметром 55 мм.
Шпиндельная бабка станка 2Е78П
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпус шпиндельной бабки и крепятся шестью гайками.
Привод шпинделя осуществляется через клиноременную передачу. Ведущий шкив этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач.
Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется при помощи натяжного ролика. Кулачковая муфта — управляемая; ее включение осуществляется вручную рукояткой, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком. При вращении маховика червяк вращает гайку—шестерню, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка-шестерня удерживается от поворота самотормозящей червячной передачей. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров, подрезку торца у растачиваемого отверстия и безрисочный вывод резца из обработанного отверстия. Маховичок ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Шпиндельная бабка поджимается к направляющим прижимными планками. На одной из планок крепятся регулируемые по высоте кулачки для отключения перемещений шпиндельной бабки.
С той же стороны шпиндельной бабки укреплена линейка для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений снабжен лимбом для отсчета глубины врезания при подрезке торцов.
Ребра внутри корпуса шпиндельной бабки образуют ванну, используемую как масляный резервуар ддя лубрикатора, от которого смазываются направляющие и подшипники вращающихся валов.
Коробка скоростей и подач станка 2Е78П
Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки.
Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя и четыре величины рабочих подач и ускоренное перемещение бабки.
Внутри ее расположены:
- червячная передача;
- коническая со спиральным зубом и цилиндрическая прямозубая передачи, обеспечивающие необходимые передаточные отношения;
- механизмы переключения скоростей и подач;
- обгонная двухсторонняя муфта.
Снизу к коробке крепится стакан с валиком шкива привода быстрых ходов.
Управление коробкой скоростей и подач осуществляется четырьмя рукоятками:
- три предназначены для переключения скоростей вращения шпинделя;
- четвертая — для переключения величин подач.
Три рукоятки переключения скоростей расположены на одной оси.
Механизм переключения скоростей состоит из трех зубчатых колес, закрепленных на трех полумуфтах, расположенных концентрично на одной оси. Зубчатые колеса связаны с тремя вилками—рейками, переключающими зубчатые блоки. В пазы полумуфт, на которых закреплены зубчатые колеса, входят зубья полумуфт, на которых закреплены рукоятки (рис. 13).
Механизм переключения подач состоит из кривошипа с камнем, который перемещает вилку тройчатки.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами.
Обгонная двухсторонняя муфта позволяет осуществлять ускоренное перемещение, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма муфты, жестко связанная с червячным колесом, получает вращение от червяка и через ролики ведет ступицу, связанную с ходовым винтом; при ручной подаче наружная обойма муфты не вращается, так как ее удерживает самотормозящаяся червячная пара. При ускоренном перемещении средняя обойма муфты через ролики вращет внутреннюю обойму и ходовой винт.
Ролики муфты поджимаются пружинами. Благодаря обгонной муфте возможно включение ускоренного перемещения шпиндельной бабки без выключения ее рабочей подачи.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Электрооборудование станка 2Е78П
Схема электрическая отделочно-расточного станка 2Е78П
На станке модели 2Е78П установлены три трехфазных короткозамкнутых асинхронных двигателя; на станке модели 2Е78ПН — два двигателя:
- электродвигатель главного движения типа 4A90LA4, мощностью 2,2 кВт, частотой вращения 1500 1/мин, исполнение М301;
- электродвигатель ускоренного хода шпиндельной бабки типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М103;
- электродвигатель привода стола типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М301 (для2Е78П).
За особую плату поставляется электродвигатель привода приспособления для заточки резцов типа 4АА 63 В2, мощностью 0,55 кВт, частотой вращения 3000 1/мин.
В станке применены следующие напряжения:
- силовая цепь ~380 В, 50 Гц
- цепь управления ~110В
- цепь местного освещения ~24 В
- цепь освещения микроскопов 8 В
- цепь сигнализации 5 В
2Е78П станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2Е78П, 2Е78ПН
| Наименование параметра | 2Е78П | 2Е78ПН |
|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 28 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,03/ 0,025 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 320 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,025..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 200 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | 100/ нет |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,2/ 2,9 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | – |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2Е78П от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 2,2 |
| Электродвигатель привода ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,75 |
| Электродвигатель привода стола, кВт | 0,75 | нет |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 1250 х 1260 х 2125 |
| Масса станка, кг | 2680 | 2100 |
- Станки отделочно-расточные вертикальные 2Е78П, 2Е78ПН. Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки
Паспорта отделочно-расточных станков
Каталог отделочно-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Вертикально-сверлильный станок
T7220b
Вертикальный сверлильный станок T7220B
Описание продукта
Вертикальный сверлильный станок T7220B в основном используется для сверления высокоточных отверстий в корпусе цилиндра и гильзы двигателя и других точных отверстий. Стол продольного и продольного перемещения; Устройство быстрой центровки заготовки; Буровой измерительный прибор;
Также предоставляет дополнительное цифровое считывание для продольного и поперечного перемещения стола для обслуживания пользователей.
Макс. Диаметр сверления | 200 мм | |
Макс. Глубина растачивания | 500 мм | |
Диапазон скоростей шпинделя | 53-840 об / мин | |
Диапазон подачи шпинделя | 0,05-0,20 мм / об | |
Ход шпинделя | 710мм | |
Расстояние от оси шпинделя до каретки Вертикальная плоскость | 315мм | |
Стол Продольное перемещение | 900мм | |
Таблица | 100 мм | |
Точность обработки | Точность размеров | IT7 |
Округлость | 0.005 | |
Цилиндрическая форма | 0,02 / 300 | |
Шероховатость поверхности | Ra0,8-1,6 | |
Габаритные размеры (ДхШхВ) 15 | ||
NW / GW | 3300x3800kg | |
Размеры упаковки (ДхШхВ) | 1830x1800x2620mm | |
Покупка проводники
Машины на семинаре
Наша упаковка
Почему выбирают нас?
Наш сертификат
Как связаться?
Мобильный телефон и WhatsApp / wechat
Моника Ленг 0086-13751172502
Эхо Чен 0086-13570947534
Дженни Чен 0086-13502019054
000000000000000000000000000000000000000000000000000000000000000000000ХХХХХ000000000000000000000000000000000000000000000000000000000000000000000000XXXXX00000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000005 С М. Пико
0000000000000000 ,
T7220c Вертикальный сверлильно-фрезерный станок
T7220C Вертикальный сверлильно-фрезерный станок
Область применения и особенности
Станок в основном используется для точной расточки высокоточных отверстий в корпусе цилиндра и гильзы двигателя, а также для других точных отверстий. Может использоваться для фрезерования поверхности цилиндра и растачивания, фрезерования, сверления, развертывания.
– стол продольно-продольно-движущихся устройств;
– устройство для центрирования заготовки;
– сверлильный измерительный прибор;
– Стол продольного перемещения;
– Цифровое считывающее устройство (пользовательский квест)
Основные характеристики
| Макс.Диаметр сверления | mm200 мм | ||
| Макс. Глубина сверления | 500 мм | ||
| Фрезерная головка Диаметр | 250 | 315 | |
| Макс. зона фрезерования (Д x Ш) | 850 x 250 мм | 780 x 250 мм | |
| Диапазон скорости вращения шпинделя | 53 ~ 840 об / мин | ||
| Диапазон подачи шпинделя | 0,05 ~ 0,20 мм / об. | ||
| Расстояние от оси шпинделя до вертикальной плоскости каретки | 315 мм | ||
| Продольный ход стола | 1100 мм | ||
| Скорость продольной подачи стола | 55, 110 мм / мин | ||
| Скорость быстрого перемещения стола | 1500 мм / мин | ||
| Стол продольного перемещения | 100 мм | ||
| Точность станка | Точность размеров сверления | IT7 | |
| Точность размеров фрезерования | IT8 | ||
| Скругленность | 0.005 | ||
| Цилиндрическая форма | 0,02 / 300 | ||
| Шероховатость | Ra 1,6 мкм | ||
| Шероховатость фрезерования | Ra 1,6 ~ 3,2 мкм | ||
| Габаритные размеры (Д х Ш х В) | 2610 x 1650 x 2345 мм | ||
| N. W / G. W | 3800/4200 кг | ||
| Размеры упаковки (Д x Ш x В) | 1830 x 1964 x 2535 мм | ||
Стандартные аксессуары
1.Шпиндель ∅ 150 (отверстия для расточки: ∅ 150-200 мм)
2. Универсальные расточные и фрезерные головки
3. Головка фрезы 250
4. Конусная панель инструментов №4 Morese (отверстия для расточки ∅ 21-48)
5 Буровой измерительный прибор
Специальные принадлежности.
1. Шпиндель ∅ 110 (отверстия для расточки: ∅ 111-165)
2. Шпиндель ∅ 75 (отверстия для расточки: ∅ 76-115)
3. Шпиндель ∅ 56 (расточные отверстия : ∅ 57-78)
4.Шпиндель № 45 (отверстия для сверления: № 46-60)
5. Цилиндрическое крепление V-образного типа
6. Устройство быстрого зажима цилиндров
,Вертикально-сверлильный станокдля автоматической модели цилиндра T7220b
Продут Описание
Вертикально-расточной станок для автоматического цилиндра модели T7220B
Описание продукта
Китай поставщик точное отверстие T7220B вертикальный точный сверлильный станок главным образом используется для бурения высокоточных отверстий корпуса цилиндра и втулки двигателя и других точных отверстий Стол продольного и продольного перемещения; устройство быстрой центровки заготовки; буровой измерительный прибор; также обеспечивает дополнительное цифровое считывание для продольного и поперечного перемещения стола для обслуживания пользователей.
Основные технические характеристики
Модель | T7220B | |
Макс. Диаметр расточки | F200mm | |
Макс. Глубина сверления | 500мм | |
диаметр фрезерной головки | / | |
Макс.Зона фрезерования (Д х Ш) | / | |
Диапазон скоростей шпинделя | 53-840 об / мин | |
Диапазон подачи шпинделя | 0,05-0,20 мм / об. | |
шпиндельный ход | 710 мм | |
Расстояние от оси шпинделя до каретки Вертикальная плоскость | 315 мм | |
Стол продольного перемещения | 900мм | |
Стол Скорость продольной подачи | / | |
Стол Скорость продольного быстрого перемещения | / | |
Стол поперечный ход | 100мм | |
Точность обработки | Точность измерения | 1T7 |
Округлость | 0.005 | |
цилиндрических | 0,02 / 300 | |
Расточная шероховатость | Ra1.6 | |
Фрезерная шероховатость | / | |
Аксессуары Подробнее
Стандартные аксессуары
шпинделя 150 (расточные отверстия 151-200 мм)
Сверлильно-измерительный прибор
Дополнительные аксессуары
шпиндель 110 (расточные отверстия 111-165 мм)
шпиндель 75 (расточные отверстия 76-115 мм)
шпиндель 56 (расточные отверстия 57-78мм)
шпинделя 45 (расточные отверстия 46-60 мм)
Универсальный шпиндель (расточные отверстия 21-48 мм)
V-образный цилиндр
Быстрый цилиндр
Информация о компании
Сиань AMCO Станки Ко.ООО является профессиональной компанией, которая специализируется на производстве, исследовании и разработке и поставке всех видов машин и оборудования. Соответствующие продукты включают в себя пять серий: серии Metal Spinning, серии Punch and Press, серии Shear and Bending, серии круговой прокатки, другие специальные серии Forming.
Имея многолетний опыт работы в этой области, станки AMCO приобрели глубокое понимание качества станка известного отечественного производства, что помогает нам поставлять наиболее подходящие станки в соответствии с различными требованиями заказчика.
Мы прошли сертификаты контроля качества ISO9001. Вся продукция производится в соответствии с экспортным стандартом и соответствует стандарту проверки экспортируемой продукции Китайской Народной Республики. И некоторые продукты прошли сертификат CE
,Отделочно-расточные станки
Специальные отделочно-расточные (алмазно-расточные) многошпиндельные полуавтоматы высокой точности одно-и двухсторонниеСтанки предназначены для финишной обработки цилиндрических поверхностей, подрезки внутренних и наружных торцов, врезки канавок, расточки и обточки конических и фигурных поверхностей корпусных деталей и тел вращения при серийном и массовом производстве. Работа станков основана на принципе тонкого точения, характеризующегося резанием на высоких скоростях при умеренной глубине и подаче. Высокая чистота, стабильность размеров и точность взаимного расположения поверхностей обрабатываемых деталей достигается за счет особенностей конструкции станка: жестких корпусных деталей, изготовленных из высококачественного чугуна, комплексного контроля качества изготовления узлов и сборки станков. Станок испытывается в присутствии заказчика по специальной методике, включающей в себя обработку партии деталей и аттестацию их в измерительной лаборатории.
|
|
Проектируем и изготавливаем станки, оснащенные:
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Площадь рабочей поверхности стола , мм |
320х500 |
|
Количество шпиндельных головок односторонний станок, шт |
1- 4 |
|
Количество шпиндельных головок двухсторонний станок, шт |
2-8 |
| Диаметр обрабатываемых поверхностей, мм |
8 – 400 |
| Скорость быстрого хода стола, мм/мин | 4500 |
| Пределы рабочих подач стола, мм/мин |
3 – 800 |
| Мощность привода главного движения, квт |
1-12 |
|
Масса двухстороннего станка, кг, не более |
4000 |
Отделочно-расточные станки – Энциклопедия по машиностроению XXL
Нормативы режимов резания и геометрия резцов для тонкого растачивания. Обработка на отделочно-расточных станках. М. НИИМАШ, 1979. 92 с. [c.404]ОТДЕЛОЧНО-РАСТОЧНЫЕ СТАЧКИ [c.180]
Отделочно-расточные станки 9 — 389 [c.180]
Отделочно-расточные станки вертикальные — [c.180]
Отделочно-расточные станки многошпиндельные—Приводы шпинделей — Схемы 9—392 Отжиг 14—144 Применение контролируемых атмосфер 7 — 573 [c.181]
Расточные резцы-—см. Резцы расточные Расточные станки 9 — 385 — см. также Координатно-расточные станки Отделочно-расточные станки [c.233]
ОТДЕЛОЧНО-РАСТОЧНЫЕ СТАНКИ [c.389]
Обзор типов отделочно-расточных станков дан в табл. 10. [c.389]
Более высокую точность получают при обработке деталей из цветных сплавов при обработке деталей из стали и чугуна точность ниже, так как в большей степени сказывается влияние износа резца в процессе работы. Точность обработки при растачивании зависит от отношения длины к диаметру обрабатываемой поверхности. При обработке на отделочно-расточных станках отверстия, у которых отношение длины к диаметру меньше 2, принято считать короткими, равное 2 — 4 — средними, больше 4 — длинными. [c.374]С целью повышения производительности обработки почти все отделочно-расточные станки выполняют с большим числом шпинделей. В этом случае каждый вновь вступающий в работу шпиндель (отделочно-расточная головка) снижает точность обработки. [c.375]
Блоки цилиндров с изношенной посадочной поверхностью под нижний поясок гильзы и дефектами в области канавки под уплотнительное кольцо растачивают на отделочно-расточном станке и восстанавливают запрессовкой на эпоксидной смоле металлического кольца. Чистовое растачивание опор коренных подшипников проводят на горизонтально-расточном станке с последующим хонингованием на хонинговальном станке. [c.419]
Вертикальные отделочно-расточные станки [c.262]
| Рис. 23.21. Отделочно-расточной станок |
Инструмент режущий, зуборезный, протяжный Агрегатные металлорежущие и специальные отделочно-расточные станки [c.420]
На отделочно-расточных станках выдерживают допуск [c.303]
Тонкое точение в основном применяют при расточке отверстий и выполняют на обладающих высокой жесткостью и точностью отделочно-расточных станках. [c.203]
Отделочно-расточные станки (ОРС) предназначены для тонкого финишного растачивания цилиндрической и произвольной формы образующей точных отверстий с обеспечением высокой точности и качества поверхности и взаимного расположения. На станках могут выполняться также дополнительно подрезка наружных и внутренних торцов, протачивание канавок, обтачивание наружных цилиндрических, конических и криволинейных поверхностей. Станки предназначены для обработки деталей в крупносерийном и массовом производстве, однако создание сравнительно легко переналаживаемых ОРС привело к возможности их использования в стабильном производстве деталей с меньшей серийностью. [c.429]
Основные типы отделочно-расточных станков [c.430]
Для улучшения и ускорения отделочных операций в последние годы находит распространение суперфиниширование поверхностей и обкатка роликом. После создания инж. В. Г. Рожковым пневматического привода для суперфиниширования этот метод стал широко применяться не только на токарных, карусельных, но и на расточных станках. Он находит применение даже при обработке отверстий диаметром 100 мм на станках глубокого сверления. Суперфиниширование обеспечивает чистоту поверхности 10—14 классов. В некоторых случаях выгодна обкатка роликами. У деталей из незакаленных сталей, чугуна и цветных металлов можно получить 8—9 класс чистоты с производительностью в 3—5 раз бэль-шей, чем при точении и шлифовании, а 10—И класс с производительностью в 5—6 раз большей, чем при доводке суперфинишем. Так, на Уралмашзаводе впервые взамен ручной шабровки внедрена накатка роликами направляющих станин металлорежущих стан- [c.98]
Отделочно-расточные станки, предназначенные для встройки в комплексы, могут быть оснащены головками с пинолью, расположенной в гидростатических направляющих корпуса. С помощью системы масляных карманов, каналов и дросселей масло под давлением подводится в зазор между пинолью и корпусом, что обеспечивает образование тонкой равномерной масляной пленки и центрирование пиноли в отверстии корпуса без контакта с металлическими поверхностями, благодаря чему достигаются равномерность и плавность перемещения пиноли. Гидростатическая опора гасит вибрации и обеспечивает высокую статическую и динамическую жесткости расточной головки. При применении нескольких шпинделей для обеспечения высокой точности координат отверстий возможно смещение осей пинолей с эксцентриситетом 0,02 мм. Смещение достигается регулированием дросселей, установленных перед масляными карманами и обеспечивающих точное дозирование масла для каждого масляного кармана. Один оборот регулировочного винта обеспечивает смещение пиноли примерно на 0,5 мкм. Такой же принцип смещения пиноли используют для предотвращения появления царапины от резца при выводе борщтанги из расточенного отверстия. При необходимости бабки оснащают системой автоматической подналадки режущего инструмента. [c.8]
Фиг 52. Схемы привода шпинделей в ииогошпиндельных отделочно-расточных станках. [c.392]
Вследствие малых сечений стружки силы резания и нагрев детали во время обработки незначительны. Это исключает образование большого деформированного поверхностного слоя и позволяет ограничиваться малыми силами при закреплении детали для обработки. Точность получаемых размеров 8—9-го квали-тета, а при определенных условиях 5 —7-го квалитета. На отделочно-расточных станках обычно выдерживают допуск 5 — 15 мкм на диаметре 100 мм отклонение от круглости и конусообразность — в пределах 3 — 10 мкм. [c.374]
Различают горизонтально-расточные, координатно-расточные и отделочно-расточные станки. Горизонтально-расточные станки (рис. 23.19) обладают широкой универсальностью. На станине 1 установлена стойка 7, на вертикальных направляющих которой перемещается щпин-дельная бабка 8 с коробками скоростей и подач. Шпиндель коробки скоростей полый, на нем закреплена планшайба 6 с радиальным суппортом 4. Внутри полого шпинделя находится расточной шпиндель 5. Задняя стойка 3 с люнетом 2 предназначена для поддержания расточных оправок. Заготовку устанавливают на поворотном столе 11, состоящем из салазок /6>, перемещающихся вдоль станины, и каретки 9, которая может передвигаться в поперечном направлении. [c.493]
Двусторонний горизонтально-сверлильно-фрезерный и отделочно-расточный станок мод. 2760ПМФ2 (рис. 26) предназначен для комплекс- [c.93]
Координат- но-расточные станки Радиально-сверлильные станки Горизонталь- но-расточные станки Отделочно- расточные станки Станки для глубокого сверления (горизонтальные) Фрезерно-цешроваль-ные станки [c.15]
Особенности организации обслуживания и ремонта прецизионных- станков. К станкам повышенной точности относятся токарновинторезные станки, обеспечивающие возможность обработки деталей по 1 и 2-му классам точности, координатно-расточные станки, станки для финишной обработки деталей, например алмазно-расточные станки (с точностью обработки 3—5 мк), шлифовальнопритирочные (хонинговальные), шлифовально-отделочные (супер-финишные), резьбошлифовальные станки (с точностью обработки 0,005 мм на 2,5 мм длины резьбы), зубошлифовальные станки и др. [c.207]
Отклонения от прямолинейности, цилин-дричности и заданного размера в отделочных расточных и шлифовальных станках достигают 2—3 мк на длине 100 мм, при копировании на фрезерном станке мк. [c.19]
Производители Станка вертикально-расточного из России
Продукция крупнейших заводов по изготовлению Станка вертикально-расточного: сравнение цены, предпочтительных стран экспорта.
- где производят Станок вертикально-расточный
- ⚓ Доставка в порт (CIF/FOB)
- Станок вертикально-расточный цена 25.11.2021
- 🇬🇧 Supplier’s Vertical boring machine Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇹🇲 ТУРКМЕНИЯ (5)
- 🇺🇦 УКРАИНА (4)
- 🇺🇿 УЗБЕКИСТАН (2)
- 🇱🇻 ЛАТВИЯ (2)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (1)
- 🇮🇷 ИРАН, ИСЛАМСКАЯ РЕСПУБЛИКА (1)
- 🇹🇷 ТУРЦИЯ (1)
- 🇩🇪 ГЕРМАНИЯ (1)
- 🇦🇹 АВСТРИЯ (1)
Выбрать Станок вертикально-расточный: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Станок вертикально-расточный.
🔥 Внимание: на сайте находятся все крупнейшие российские производители Станка вертикально-расточного, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки Станка вертикально-расточного оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству Станка вертикально-расточного
Заводы по изготовлению или производству Станка вертикально-расточного находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Станок вертикально-расточный оптом
части и принадлежности к станкам товарной позиций
Изготовитель Станки расточно-фрезерные с числовым программным управлением
Поставщики станки консольно-фрезерные
Крупнейшие производители пульты
Экспортеры станки расточные
Компании производители станки расточно-фрезерные
Производство станки агрегатные многопозиционные
Производитель расточных станков | Станки
Растачивание включает расширение внутреннего диаметра предварительно просверленного или сборного отверстия. В рамках этого широкого определения существует несколько различных типов процессов растачивания, каждый из которых требует специального оборудования или инструментов. Colonial Tool Group специализируется на инструментах и оборудовании для нескольких процессов растачивания, включая растачивание цилиндров, расточку линии, координатное растачивание, горизонтальное растачивание и многое другое.
Boring дает три основных преимущества. Он может довести размер отверстия до заданного диаметра, выпрямить отверстие, которое сместилось от центра, или сделать его более концентрическим с помощью вставки.По сравнению с другими способами достижения этих целей расточка является быстрой, точной и рентабельной, что делает ее идеальной для массового производства.
Расточно-расточные машины используются в различных отраслях промышленности. Он необходим для обработки автомобильных компонентов, а также деталей и продуктов, используемых в военных и аэрокосмических контрактах, а также в общем производстве. Эти и другие процессы требуют точного и надежного оборудования, и здесь на помощь приходит Colonial Tool Group. Продолжайте читать, чтобы узнать больше о роли, которую наши машины и инструменты играют в этих приложениях, или свяжитесь с нами напрямую для получения помощи по любому вопросу.
Стандарты высочайшей точности для расточных станковЭто стандартный двусторонний станок Colonial для точного растачивания, токарной обработки и торцевания. Благодаря своей жесткой конструкции он поддерживает высочайшие стандарты точности при обработке средних и крупных деталей. Наладку можно организовать для самых разных работ: выполнение идентичных операций на обоих концах или черновая или получистовая обработка на одном конце и чистовая обработка на другом, или совершенно разные операции на каждом конце.Кроме того, он может работать на нескольких станциях. Мосты шпинделя можно перемещать близко к работе для увеличения рабочих циклов или раздвигать, чтобы оставить достаточно места для загрузки и выгрузки крупных деталей. Гибкая система управления, которая проста в настройке и эксплуатации, а также выбор стандартных шпинделей и приводов делают эту машину универсальной. Эти же характеристики в сочетании с приспособлениями и подъемно-транспортным оборудованием делают производственную машину хорошей.
Производство и ремонт расточного инструментаColonial Tool Group производит расточные инструменты на заказ в дополнение к нашему современному оборудованию.Мы разрабатываем наши продукты так, чтобы свести к минимуму вибрацию и дребезжание, позволяя при этом добиться точного и чистого отверстия за меньшее количество проходов. В результате сокращается время простоя, увеличивается срок службы инструмента, повышается производительность и качество продукции. Выбирайте наши расточные инструменты для малых, средних или больших объемов производства. У нас есть долгая история обслуживания автомобильной промышленности, среди других требовательных секторов, и мы обладаем необходимыми знаниями, чтобы подобрать вам подходящий инструмент для ваших нужд.
Некоторые факторы, влияющие на конструкцию расточного инструмента, включают:
Силы резания: Во время процесса растачивания тангенциальные и радиальные силы будут пытаться опустить инструмент вниз или уменьшить глубину резания.Чтобы противодействовать этому, требуются стабильные инструменты, которые могут предотвратить вибрацию.
Геометрия пластины: Углы кромки и зазора пластины должны быть меньше 90 градусов, чтобы избежать трения между инструментом и заготовкой. Со временем износ может повлиять на геометрию пластины, поэтому для обеспечения точности расточных инструментов требуется периодическая заточка.
Радиус при вершине: Инструменты с большим радиусом приводят к более высоким радиальным и тангенциальным силам резания, что вызывает вибрацию.Размеры радиуса носа должны быть меньше глубины резания инструмента, при этом обеспечивая достаточную поверхность для эффективного выполнения работы.
Работа со знающим инженером, который понимает эти и связанные с ними факторы, – лучший способ получить инструмент, соответствующий вашим целям. Плохо сконструированный буровой инструмент изнашивается быстрее, будет менее точным и потребует более частого обслуживания – все это факторы, которые могут повлиять на вашу прибыль.
Максимально эффективное использование расточных инструментовВ дополнение к нашим новым инструментам и станкам Colonial Tool Group также может предоставить услуги по восстановлению, заточке и модернизации существующих расточных станков.Мы можем быстро реализовать сложные проекты, продлив годы жизни вашему дорогостоящему оборудованию.
Продолжайте просматривать наш веб-сайт, чтобы узнать больше о наших возможностях. Чтобы запросить расценки на любой продукт или услугу, посетите нашу страницу «Контакты», чтобы найти ближайшего к вам представителя.
Сравнение чернового растачивания и чистового растачивания
Есть несколько способов закончить лунку. Наиболее эффективный вариант будет зависеть от количества деталей, времени цикла и допусков. Один из самых эффективных вариантов – скучный.
Растачивание – это в основном внутреннее точение. Основная цель – увеличить просверленное отверстие до конечного диаметра, который обычно имеет точный допуск. Способный растачивающий инструмент также очистит поверхность после сверления и обеспечит чистоту поверхности. Завершить растачивание может быть деликатной операцией. В конце концов, требуется всего одно отверстие большого размера, чтобы выбросить целую деталь. Просверленное отверстие часто требует дополнительной подготовки, чтобы повысить шансы на успех окончательной резки по размеру. Вот где «грубый» растачивающий инструмент становится необходимостью.
Вопрос в том, когда целесообразно использовать инструмент для чернового растачивания, инструмент для чистового растачивания или и то, и другое? Черновые расточные инструменты BIG Kaiser гарантированно имеют точность в пределах ± 0,004 дюйма (0,1 мм), поэтому, по крайней мере, с нашими инструментами, для чего-то более жесткого требуется чистовая расточная головка. Эта часть достаточно проста. Если растачивание уже вошло в разговор, обычно можно предположить, что в любом случае допуск будет намного более жестким, поэтому в редких случаях используется только инструмент для грубого растачивания.
Следующий вопрос касается материальных запасов. Допуск на припуск чистового расточного инструмента будет зависеть от радиуса вершины пластины, но для обычных применений он никогда не должен превышать 0,04 дюйма (1 мм) в диаметре. Другими словами, если вы не выполняете несколько чистовых проходов, любое количество припуска больше, чем это количество, потребует использования инструмента для чернового растачивания.Что касается начального отверстия, этот вопрос также зависит от того, отлита ли деталь, отношения длины к диаметру отверстия и требуемой чистоты поверхности.
Литье является доминирующим процессом во многих отраслях промышленности и будет оставаться таковым, несмотря на достижения в области 3D-печати. Однако одна вещь, которой не известно литье, – это жесткие геометрические допуски.
Диаметр отверстия, только что вышедшего из формы, потенциально может быть на несколько 0,01 дюйма (0,25 мм) от номинального значения, поэтому они обычно отливают значительно меньшего размера. отверстие почти всегда будет слегка изогнутым или овальным. Инструмент для чернового растачивания может исправить эти проблемы до окончательного растачивания.
Когда ходить – проблема
Другая причина кривых отверстий – это когда сверло «уходит» от центра при создании начального отверстия, что обычно случается, если сверло тонкое, слишком сильно подается или имеет поврежденный наконечник. Хотя просверленное отверстие может показаться невооруженным глазом, измерительное оборудование часто показывает обратное.
Инструмент для чистового растачивания чувствителен к криволинейным / некруглым отверстиям главным образом потому, что он эффективен с одной пластиной; он будет испытывать только радиальную силу, действующую с одной стороны.Инструмент для чистового растачивания с большей вероятностью изгибается под действием радиальных сил резания, потому что он не поддерживается пластиной с обеих сторон (как в случае с головкой для чернового растачивания) и снимает очень мало припуска.
Если вставить один из этих инструментов в изогнутую дыру, он будет двигаться по заданной перед ним траектории. Чем длиннее отверстие, тем легче растачивающему инструменту изгибаться при резке (а также при расширении). Таким образом, рекомендуется проявлять осторожность и убедиться, что длинная лунка уже является «истинной» перед завершающим пасом.В отличие от чистовой фрезы, инструмент для чернового растачивания не заботится о том, насколько прямым будет исходное отверстие; это будет верно независимо от того, потому что большинство сил являются осевыми.
Хотя, наверное, само собой разумеется, что качество поверхности имеет решающее значение. Как правило, чистовая обработка поверхности прохода для чернового растачивания не является ужасной, но в некоторых случаях требуется обработка поверхности, которая практически недостижима с помощью головки для чернового растачивания. Очевидно, что головка для чернового растачивания не так точна, как головка для чистового растачивания, поэтому это, среди прочего, проявится на чистовой обработке поверхности.Чистовая обработка поверхности зависит только от подачи и радиуса при вершине (по определению), но если это специально указано в отверстии, это хороший знак, что вы захотите использовать чистовой фрезер с одной пластиной независимо от того, как вы режете.
Плюсы и минусы однопроходного растачивания
Растачивание – это распространенный процесс, используемый в обрабатывающей промышленности. Не путать с сверлением, оно включает использование режущего инструмента или сверла для увеличения существующего отверстия в заготовке. В то время как некоторые процессы растачивания требуют нескольких проходов соответствующего режущего инструмента или сверла, другие требуют только одного прохода.
Известное как однопроходное растачивание, часто выполняется на фрезерном станке. Фрезерные станки совместимы с различными режущими инструментами, включая режущие инструменты с алмазными наконечниками, используемые при однопроходном растачивании. Заготовка закрепляется на фрезерном станке, после чего подвергается воздействию вращающегося режущего инструмента с алмазным наконечником. Другие процессы однопроходного растачивания выполняются на станке для чистовой обработки отверстий. Однопроходное растачивание имеет как преимущества, так и недостатки, некоторые из которых описаны ниже.
Плюсы однопроходного растачивания
Поскольку в нем используется режущий инструмент с алмазным наконечником, для растачивания одной бобышки не требуется частая замена режущего инструмента. Режущие инструменты с алмазными наконечниками, используемые при этом процессе растачивания, могут служить годами. Для сравнения, режущие инструменты, используемые в многопроходных и других процессах растачивания, часто требуют частой замены. Они могут потускнеть, а могут даже сломаться. Тем не менее, другие проходы растачивания требуют более частой смены режущего инструмента.
Еще одним преимуществом однопроходного растачивания является его способность быстро и эффективно увеличивать отверстия. Все процессы растачивания могут увеличить существующее отверстие. В конце концов, в этом их отличие от процессов бурения. Однопроходное растачивание более эффективно, поскольку в нем используется режущий инструмент с алмазным наконечником, который требует всего одного прохода.
Однопроходное растачивание также позволяет использовать множество различных материалов. Независимо от того, сделана ли деталь из стали, алюминия, хрома, керамики или пластика, с ней можно работать с помощью этого процесса растачивания.Однопроходное растачивание позволяет увеличить отверстия в большинстве деталей, независимо от материала, из которого они сделаны.
Минусы однопроходного растачивания
С другой стороны, однопроходное растачивание – плохой выбор для увеличения глухих отверстий. Если вы посмотрите на режущий инструмент с алмазным наконечником, используемый для однопроходного растачивания, вы заметите, что он сужается к низу. В результате режущий инструмент может не полностью пройти через отверстие в заготовке. Однопроходное растачивание может работать и с глухими отверстиями, хотя для этого требуется специальный режущий инструмент, не имеющий конического конца.
В заключение
Однопроходное растачивание – это процесс обработки, который включает использование режущего инструмента с алмазным наконечником для увеличения отверстия в заготовке. Он отличается от других процессов растачивания тем, что режущий инструмент проходит через отверстие в заготовке только один раз.
Чем занимаются мастерские по производству прецизионных станков: расточка
Растачивание может показаться не слишком увлекательной темой, но не позволяйте названиям вводить вас в заблуждение: растачивание – один из наиболее широко используемых методов обработки и один из самых надежных способов чистовой обработки отверстий.
Растачивание – это процесс увеличения и чистовой обработки уже существующих отверстий. Отверстия могли быть отлиты, просверлены или иным образом сформированы до грубого состояния, но растачивание часто является лучшим методом для обеспечения точности и повторяемости, ожидаемых от деталей, обработанных на станках с ЧПУ.
Типы расточных станков с ЧПУРастачивание можно разбить на несколько подтипов, определяемых используемыми инструментами и типами растачиваемых отверстий. Например, растачивание сквозного отверстия, при котором заготовка поддерживается на обоих концах отверстия, часто подпадает под линейное растачивание . Растачивание может также обрабатывать глухие отверстия, но заготовка может опираться только на один конец. При обратном растачивании , режущий инструмент проходит через сквозное отверстие и работает на стороне заготовки, противоположной передней бабке.
Так же, как сверление, фрезерование и токарная обработка, процессы растачивания могут варьироваться в зависимости от желаемой формы окончательного отверстия. Многофункциональные отверстия можно растачивать с помощью подходящих инструментов, включая ступенчатые отверстия, фаски и зенковки.
Инструменты для растачиванияРастачивание можно выполнять практически на любом вращающемся станке с ЧПУ, включая фрезерные и токарные центры.Также доступны специальные станки для растачивания: горизонтально-расточные станки поддерживают заготовку на оси, перпендикулярной вращению резания; Координатно-расточные станки используются для точного определения центра отверстия перед удалением значительного количества материала.
Пожалуй, самое важное различие между одной расточной работой и другой – это используемый режущий инструмент. В некоторых операциях можно использовать двухконечные режущие инструменты, при этом режущие поверхности часто разнесены на 180 градусов. Операции, требующие более строгих допусков, часто требуют использования одноточечных режущих инструментов.Режущий инструмент любого типа может использоваться на фрезерных, токарных и расточных станках.
Помимо режущих инструментов, правильная настройка для работы зависит от характеристик формируемого отверстия и возможностей механического цеха. Особо сложные отверстия могут потребовать специального оборудования. Например, особенно глубокие отверстия может быть трудно растачивать из-за отклонения инструмента. Для некоторых отверстий, таких как туннель SR-99 в Сиэтле, штат Вашингтон, требуются специальные сверлильные станки, которые независимо перемещаются через отверстие при прорезании.Однако аналогичные ситуации при растачивании с ЧПУ встречаются редко из-за более управляемого масштаба большинства операций с ЧПУ.
Кроме того, поскольку характеристики, полученные в результате растачивания, проявляются внутри детали, а не снаружи, часто требуется более сложный контроль. Лазерная метрология облегчает процесс, а воздушные манометры могут обеспечить точные измерения просверленных отверстий.
При использовании станков с ЧПУ для растачиванияПри выборе процесса создания или увеличения отверстия операторы станков с ЧПУ должны оценить ряд факторов.В зависимости от стадии, на которой находится отверстие, и желаемых характеристик окончательного отверстия, операторы могут выбрать развертывание или сверление вместо растачивания.
Сверление часто используется для создания грубого отверстия, которое затем будет увеличено за счет растачивания и закончено за счет развёртывания. Если оператор использует правильный инструмент, растачивание также может быть процессом чистовой обработки.
Обычно расточка предназначена для уменьшения допусков и повышения точности при больших партиях литых или обработанных изделий. Этот процесс высоко ценится за его точность, но он не идеален для удаления большого количества материала.Если отверстия еще не начаты, перед растачиванием часто используется менее точный процесс, например сверление. Если требуются средние допуски, можно также использовать фрезерование и токарную обработку для улучшения ранее сформированных отверстий в заготовке.
Еще из нашей серии “Что делают мастерские по производству высокоточных станков”
Узнайте больше об оборудовании и методах ЧПУ из нашей бесплатной электронной книги Руководство по процессу обработки с ЧПУ
Следует растачивать или расточить? 7 вопросов, которые нужно задать перед принятием решения:
Семь вопросов, которые следует задать перед тем, как принять решение: следует ли растирать или надоедать? Дебора ФройлихСоюзное машиностроение и машиностроение
info @ alliedmachine.ком
Читайте на следующих сайтах: Головки для чистового растачивания и развертки могут обрабатывать уже сформированные отверстия, но как решить, что лучше всего подходит для обработки отверстий в конкретном случае? Как и в большинстве случаев в жизни машиниста, решение не всегда бывает простым. К счастью, следующие семь вопросов помогут вам найти лучший инструмент для вашей работы.- Является ли прямолинейность отверстия приоритетной для этой детали?
Однако у вас будут работы, которые попадут в мусорную корзину, если они не смогут обеспечить требуемую прямолинейность отверстия. Например, размер и прямолинейность являются ключевыми при обработке отверстий для штифтов и втулок, когда вы хотите оснастить расточную оправку. Они являются надежным средством для чистки существующих ям, которые слишком сильно отклонились от курса. Расточные инструменты необычайно прочны и могут поддерживать одну и ту же траекторию движения инструмента от начала до конца.Хотя развертка имеет тенденцию «следовать за лидером» и может сбиться с пути, на вашу расточную оправку не так сильно влияет траектория ранее существовавшего отверстия. Если существующее отверстие не соответствует действительности, ваша развертка может сбиться с пути, но расточная оправка может методично «откалываться» от любых препятствий, которые пытаются сбить ее с курса.
- Нужно ли мне сократить время цикла для этого приложения?
Вложения в модульную развертку (также известную как сменная головка) могут еще больше сократить время производства. Твердосплавные модульные развертки или модульные развертки с твердосплавными напайками могут работать примерно в пять раз выше, чем HSS. Кроме того, замена сменной головки занимает секунды по сравнению с заменой всего инструмента на шпинделе.Хотя стандартный патронный расширитель стоит меньше, чем развертка со сменной головкой, качество производства и сэкономленное время оправдывают вложения для большинства производителей и механических цехов.
- Выполняется ли это крупносерийное производство?
Развертки являются первоклассными, когда дело доходит до высокой производительности и качества поверхности, но имейте в виду, что они, как правило, идут по пути наименьшего сопротивления. Если существующие отверстия недостаточно прямые, вам все равно нужно будет установить необходимую прямолинейность с помощью расточного прохода перед развертыванием.
- Это мелкосерийное производство?
Если вы обрабатываете изделия с большим смешиванием / малым объемом, вероятно, будет нерентабельно чистить отверстия разверткой. Если производственный цикл состоит из прототипов, продуктов с изменяемой индивидуальной настройкой или небольших тиражей, обычно вам подойдут скучные инструменты.Вы можете даже подумать о том, чтобы держать под рукой скучный набор для универсальности.
- Допуск диаметра отверстия меньше или меньше 0,0004 дюйма (0,010 мм)?
Развертки с четырьмя-десятью режущими кромками предназначены для удаления меньшего количества материала за каждый проход. Это позволяет развертке выдерживать более жесткие допуски отверстий.
- Обрабатываю ли я отверстия прерывистым резанием?
- Chip Control : одноточечный инструмент оставляет место для выхода стружки, в то время как развертка имеет тенденцию улавливать и повторно нарезать их, вызывая повреждение угла подъема инструмента.
- Экономия затрат : Сбои в работе режут зубья.Индексировать пластину гораздо экономичнее, чем заменять развертку целиком.
- Силы резания : Когда инструменты с несколькими зубьями, такие как развертки, проходят через разрыв в заготовке, на зубцы, выходящие и вновь входящие в прерванную секцию , действуют силы разгрузки и повторной нагрузки. Эти переменные силы резания косвенно влияют на зубья, которые обрабатывают непрерывную часть резания. Это приводит к несоответствию размера отверстия и отделки.
- Требуемая мной шероховатость поверхности меньше одного микрометра?
Вы хотите сильным «финишировать». Эти семь простых вопросов помогут вам найти лучшие инструменты для конкретной работы. Если вы обрабатываете более сложную деталь или испытываете трудности с выполнением отверстий, обратитесь к специалисту, которому вы доверяете в своей области.
Буровые работы – обзор
4.2.4 Проблемы исследования грунта на море
Влияние погоды на морские операции хорошо известно.Оборудование меньшего размера, используемое при бурении грунтов, значительно более уязвимо, чем крупное оборудование, используемое для бурения и строительства морских скважин.
Буровые площадки часто находятся в 100 милях или более от берега или безопасной якорной стоянки. Поэтому необходимо, чтобы морское оборудование, используемое для буровых работ, могло выдерживать морские условия намного хуже, чем те, в которых может проводиться бурение. Если после начала бурения возникают неблагоприятные условия, может потребоваться временная приостановка бурения или даже снятие бурильной трубы, изменение положения анкеров и повторное бурение скважины для продолжения отбора проб на большей глубине.
Как указано выше, важно определить глубину воды, поскольку конструкция куртки основана на этом значении. Определение глубины воды может показаться простым, но это может оказаться очень трудным из-за течений, приливов и очень мягких грунтов морского дна, однако точная глубина воды имеет важное значение, чтобы отбор проб можно было начинать с морского дна.
Вероятно, лучший способ определить глубину воды – это использовать измерительную гирю на небольшой тросе, используемой для отбора проб, и использовать счетчик троса для измерения длины троса.Вес должен быть достаточным, чтобы минимизировать воздействие течения, но должен быть спроектирован таким образом, чтобы он ограничивал морское дно и не погружался в очень мягкое дно. Глубина воды может быть подтверждена при первой попытке отбора проб.
Глобальные прогнозы сезонных погодных условий и состояния моря доступны из нескольких источников. Краткосрочные прогнозы также доступны для большинства оффшорных зон. Таблицы прогнозируемых приливов и течений можно получить практически для любой области. Вся эта информация полезна при проектировании и установке оболочки.
Если платформа расположена в районе, где происходят значительные изменения приливов, необходимо проводить частые наблюдения, чтобы определить цикл приливов и, таким образом, контролировать глубину отбора проб.
График зависимости времени от глубины воды можно использовать для уменьшения глубины воды до любых желаемых значений. Время, дата и измеренная глубина воды должны быть записаны в начале бурения. Изменения приливов и отливов иногда можно регистрировать с помощью подходящего фатометра.
На участках с очень мягкими, недоуплотненными грунтами необходимо очень тщательно контролировать вес бурового раствора, чтобы противодействовать тенденции материала продавливаться в пробуренную скважину и подниматься в бурильную трубу.Несоблюдение этого правила может привести к очень серьезным искажениям образца. Кроме того, в таких областях проблема обращения с восстановленными образцами также весьма серьезна.
После того, как буровая скважина проникла в гранулированный грунт, важно, чтобы буровой раствор, имеющий подходящую вязкость и гелеобразные свойства, использовался для стабилизации пробуренной скважины и предотвращения обрушения; коммерческий гель с морской водой отлично подходит для этой цели. В частности, в ледниковых отложениях может встречаться крупнозернистый материал, такой как булыжники или валуны, что может чрезвычайно затруднить бурение.Присутствие горных пород на глубине исследования требует использования специальных инструментов и процедур.
В большинстве случаев также может встречаться газ, присутствующий в пластах, пронизанных грунтовыми скважинами и потоками воды. Обычная процедура использования противовыбросового превентора на обсаженных скважинах нелегко применить к методу троса.
Иногда большая мобильная установка может использоваться для бурения в месте, где платформа может быть установлена позже, и может быть желательно произвести бурение грунта с помощью мобильной установки.При наличии свободного места бурение можно производить без вмешательства в нормальную работу буровой установки, разместив на борту буровую установку для бурения грунта. Процедуры бурения и отбора проб идентичны процедурам, используемым с плавучего судна. Большие буровые установки, самоподъемные или поплавковые, обеспечивают относительно стабильную основу для буровых работ.
Иногда бурение грунта выполняется с помощью большой нефтепромысловой установки. При невозможности размещения буровой установки для бурения грунта можно использовать большую буровую установку и ее бригады, работающие под техническим надзором.Большая мобильная установка и вспомогательное оборудование могут стоить 25 000–50 000 долларов в день; поэтому бурение почвы может быть довольно дорогостоящим. Этого подхода обычно следует избегать, если есть другие средства для того, чтобы сделать зануду. Если необходимо использовать большую буровую установку, процедуры с использованием троса минимизируют время, затрачиваемое буровой на буровые работы.
Существующее водолазное оборудование состоит из довольно обычного бурового оборудования, адаптированного для работы на морском дне, а также поддержки от надводного судна.Подход к бурению и отбору проб, управляемый водолазом, может стать более конкурентоспособным по сравнению с другими традиционными методами, но подготовка водолаза также должна включать опыт отбора проб почвы.
Было разработано несколько единиц оборудования для работы на морском дне с помощью дистанционного управления с надводного судна. На сегодняшний день это оборудование, известное как дистанционно управляемое транспортное средство (ROV), не может отбирать пробы на глубинах, необходимых для исследования глубоких свайных фундаментов. По мере продолжения разработки использование такого оборудования может стать более целесообразным.
Большое внимание было уделено использованию небольших подводных аппаратов с пилотом для выполнения различных подводных задач, не подвергая персонал нагрузке, связанной с дайвингом. Эти устройства были оснащены манипуляторами различного типа, и они использовались для проведения натурных испытаний при неглубоких проникновениях во время отдыха на дне океана. Логическим продолжением этой технологии было бы оснащение подводного аппарата для бурения и отбора проб на значительной глубине; Такого оборудования пока не построено, хотя конструкция существует с 1996 года.
Сверлильный станок и разные виды расточного станка
Сверлильный станок и разные виды расточных станков:
Расточный станок: Растачивание используется для увеличения существующего отверстия. Это используется для получения точного размера и лучшей обработки отверстия, это улучшает качество работы. Растачивание может выполнять небольшие работы точно и эффективно, но при использовании для сверления больших отверстий требуемый расточный станок должен быть особого типа. В зависимости от типа чернового и чистового расточного инструмента, который мы используем, мы получаем чистоту поверхности и точность продукта.Есть два типа сверлильных станков:1. Станок вертикально-расточный и
2. Горизонтально-расточной станок.
Вертикально-расточной станок:
В вертикально-расточной машине есть следующие детали:
Кровать:
Он также действует как основание машины, которая крепится к полу. Это используется для вращения стола с помощью шпинделя и шестерни.Стол:
- Стол используется для поддержки заготовки с помощью Т-образного паза.
Жилье:
- Корпус представлен с обеих сторон станка, он используется для перемещения поперечины на нем с помощью направляющих.
Поперечина:
- Используется для переноски седла. он поддерживается корпусом и перемещается вверх и вниз с помощью винта.
Головка инструмента:
- Инструментальная головка содержит седло, гидроцилиндр и резцедержатель.
- Седло, используемое для перемещения по поперечине, и толкатель, используемый для создания угла для резки заготовки, и резцедержатель, используемый для переноски инструмента в нем.
Детали горизонтально-расточного станка:
1) Станина: Используется для поддержки колонны, она сделана из чугуна.
Он может противостоять сильным вибрациям.
2) Колонна: Используется для переноса в нем двигателей и различных типов шестерен, а также для поддержки задней бабки, перемещение задней бабки осуществляется с помощью направляющих.
3) Головка бабки: Головка бабки используется для работы в качестве направляющих и подачи к инструменту.в этом случае используются разные типы шпинделей, такие как один или два шпинделя, в двух шпинделях один из шпинделей тяжелый, а другой легкий, тяжелый шпиндель движется медленно, а легкий шпиндель движется быстро.
Седло: Используется для обеспечения углов к шпинделю.
Различные типы расточных станков:
Тип пола Сверлильный станок:
- Эта машина используется для выполнения тяжелых работ. у него нет таблицы, он только удерживает работу двумя опорными столбцами.
- Одна колонна состоит из бабки, мотора, шпинделя. а другой используется для поддержки работы.
Тип строгального станка Сверлильный станок:
- Это тип горизонтальной машины, которая состоит из стола на самой кровати, стола возвратно-поступательного движения на кровати. это также используется для поддержки работы двумя колоннами, такими же, как у напольного типа.
Расточные станки с несколькими головками:
- На этом станке мы можем выполнять как горизонтальное, так и вертикальное растачивание, он состоит из поперечины сверху, чтобы поддерживать шпиндель и двигаться по направлению к работе, и еще два шпинделя размещены в вертикальных колоннах и выполняют вертикальные расточные операции.при этом стол может совершать возвратно-поступательные движения на кровати.
Пожалуйста подпишитесь! и не забудьте подписаться на нас в Facebook, Twitter, Linkedin, Instagram и Google Plus.
.