Отверстие под м10 основной шаг
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.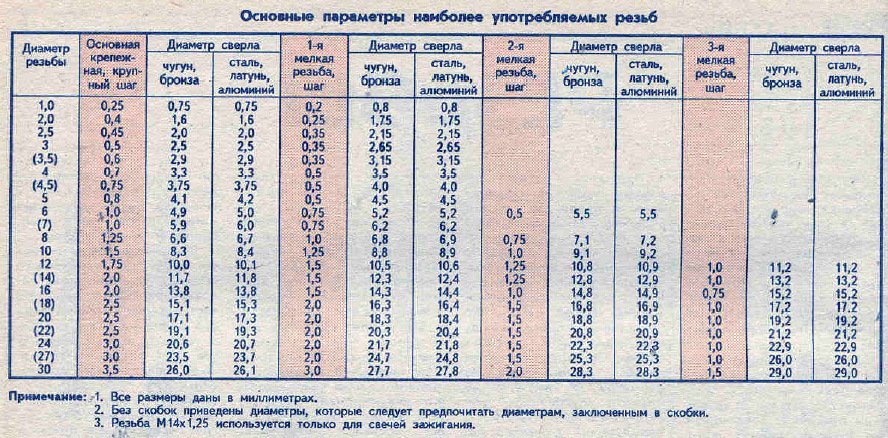 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28. 5 5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
Скачать таблицу “Диаметр сверла под метрическую резьбу”
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63. 5 5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 | ||
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5. 5 5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19. 25 25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат – 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром “Под резьбу”, благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем “Применить”.

- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 – официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Для отправки ваших публикаций, пожалуйста, зарегистрируйтесь.
Если Вы уже зарегистрированы, то авторизуйтесь на сайте.
ГОСТ 19257-73. ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ. Диаметры
14 августа 2008
Скачать полную версию
| gost_1925773_imashru.rar [339.05 Kb] Для скачивания файлов, пожалуйста, зарегистрируйтесь. Если у Вас уже есть учетная запись на Ресурсе Машиностроения i-Mash.ru, то необходимо авторизоваться на сайте. |
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Holes for threading metric thread.
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом – указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Внутренняя метрическая резьба.
 Расшифровка и способы нарезание резьбы.
Расшифровка и способы нарезание резьбы.На сегодняшний день в машиностроении часто применяется внутренняя метрическая резьба. Резьба служит для свинчивания изделий. Внутренние резьбы нарезаются на станках токарной и сверлильной группы резцами, метчиками, раскатниками (пластичным деформированием). При нарезании внутренней метрической резьбы метчиками необходимо помнить, что диаметр нарезаемой резьбы от 1 до 52мм. Метрическая резьба имеет профиль резьбы 60°, а так же внутренняя резьба делится на резьбу с мелким и крупным шагом, глухая и сквозная. Более подробно поговорим ниже.
Расшифровка внутренней резьбы
М10х1,5-7Н
- Профиль метрической резьбы равен 60°.
- М10 – означает что резьба метрическая диаметром 10мм
- 1,5 – это шаг резьбы
- 7Н – поле допуска резьбы (большая буква говорит о внутренней резьбе)
Если в обозначении имеется буква L, то резьба левая.
Нарезание внутренней метрической резьбы метчиками
Метчики бывают нескольких типов: для сквозной резьбы, резьба в упор (специальные метчики), машинные метчики и другие.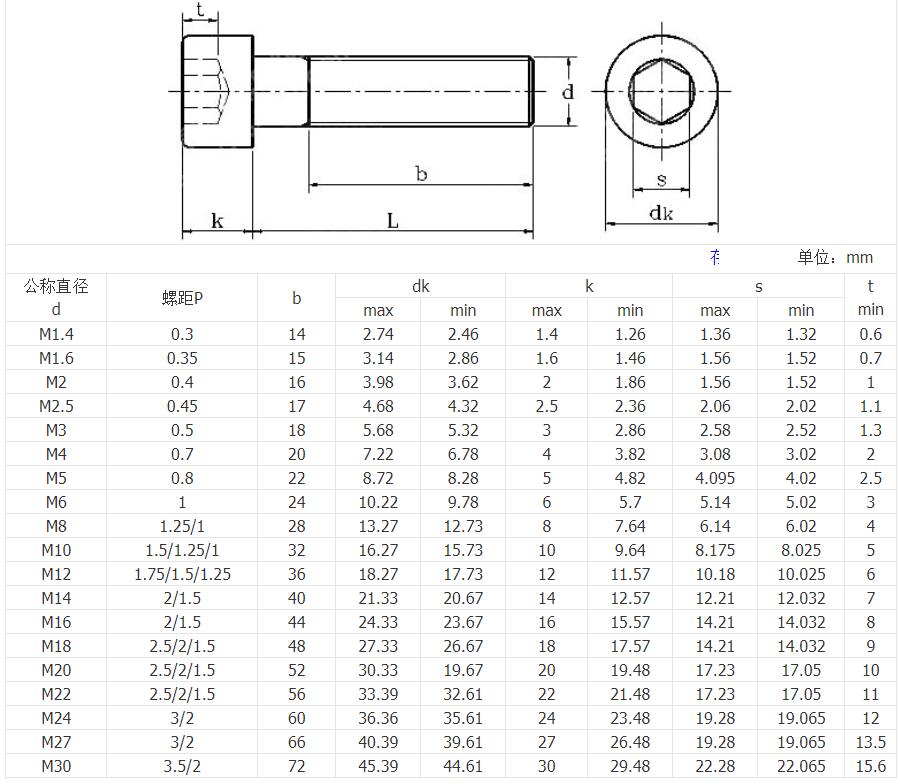 Для нарезания внутренней резьбы вам потребуется предварительно просверлить отверстие под резьбу, выполнить фаску на шаг резьбы, подобрать режимы резания для резьбы, выбрать СОЖ. В качестве СОЖ применяют эмульсию, спирт, скипидар, керосин, топленое сало, олеиновая кислота, сульфофрезол и другие. Метчики держат воротками или плавающими (качающимися) оправками.
Для нарезания внутренней резьбы вам потребуется предварительно просверлить отверстие под резьбу, выполнить фаску на шаг резьбы, подобрать режимы резания для резьбы, выбрать СОЖ. В качестве СОЖ применяют эмульсию, спирт, скипидар, керосин, топленое сало, олеиновая кислота, сульфофрезол и другие. Метчики держат воротками или плавающими (качающимися) оправками.
Нарезание внутренней метрической резьбы резцом
При нарезании внутренней резьбы резцом потребуется определенный навык и знание. Как и для метчика сверлим отверстие под резьбу, выполняем фаску на шаг резьбы. Дальнейшие действия требуют точности и внимания: правильная заточка резьбового резца, точная настройка станка на заданную резьбу, точная установка резца по центру. СОЖ применяется в зависимости от обрабатываемого материала.
Непроходная сторона резьбового калибра допускается завинчивания максимум до 1,5 оборота. При нарезании резьбы скрытый брак не допускается. Требования к резьбе по обработке или точности могут изменяться в зависимости от предприятия, тогда основной ГОСТ будет изменен на ОСТ или ТУ данного предприятия.
Дополнительный материал
- Метрическая резьба
- Инструментальные материалы для изготовления режущей части резьбонарезного инструмента
- Таблица диаметров сверл под нарезание внутренней резьбы с допусками стандартизированные ГОСТ 16093-81
- Виды брака и способы его устранения при нарезании резьбы
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding MITSUBISHI | Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
1320 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N038 | ||||||||
Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента _ Быстрорежущая сталь Твёрдый сппав М1 хО. | ||||||||
См.также / See also : | ||||||||
Диаметр отверстия под резьбу / Tap drill sizes | Типы резьбы Назначение и обозначения / Thread types and applications | |||||||
Метчики Конструкция / Thread taps for metal | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
Плашки по металлу / Thread dies | Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling | |||||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Резьбонарезные патроны для метчиков / Tapping chucks | |||||||
| Справочная информация по металлообработке на станках Точение Фрезерование Сверление | ||||||||
Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр. ) ) | ||||||||
| | 1317 Справочная таблица значений предельных отклонений размеров в системе отверстия Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1318 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1319 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 1322 Международная единая система единиц СИ Справочные таблицы соотношения с другими произвольными единицами Давление Работа Энергия Мощность Напряжение | 1323 Виды износа режущего инструмента со сменными пластинами для металлообработки на станках Проблемы и пути их решения Износ Выкрашивание Адгезия | ||
| Каталоги инструмента MITSUBISHI | ||||||||
| | ||||||||
Каталог MITSUBISHI 2018 Инструмент режущий (англ.  яз / ENG) яз / ENG)(2040 страниц) | Каталог MITSUBISHI 2017 Новинки металлорежущего инструмента 17.1 (250 страниц) | Каталог MITSUBISHI 2016 Вращающийся и токарный режущий инструмент (1412 страниц) | Каталог MITSUBISHI 2016 Металлорежущий инструмент для мехобработки (англ.яз / ENG) (1636 страниц) | Каталог MITSUBISHI 2015 Токарный и вращающийся инструмент (англ.яз / ENG) (1672 страницы) | Каталог MITSUBISHI 2015 Новый режущий инструмент 15.2 (308 страниц) | |||
Каталог MITSUBISHI 2015 Сверла для обработки отверстий в металле (англ.яз / ENG) (226 страниц) | Каталог MITSUBISHI 2014 Металлорежущий инструмент (1352 страницы) | Каталог MITSUBISHI 2014 Новый металлорежущий инструмент 14.2 (164 страницы) | Каталог MITSUBISHI 2013 Металлорежущий инструмент (1232 страницы) | Каталог MITSUBISHI 2010 Режущий инструмент и системы (1348 страницы) | Каталог MITSUBISHI 2007 Металлорежущий инструмент и системы (1085 страниц) | |||
Каталог MITSUBISHI 2007 Новинки режущего инструмента 07.  2 2(англ.яз / ENG) (220 страниц) | ||||||||
| | ||||||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | ||||||||
— — | ||||||||
 25 0.75 0.75 М1.1×0.25 0.85 0.85 М1.2×0.25 0.95 0.95 М1.4×0.3 1.10 1.10 М1.6×0.35 1.25 1.30 М1.7×0.35 1.35 1.40 М1.8×0.35 1.45 1.50 М2 х0.4 1.60 1.65 М2.2х0.45 1.75 1.80 М2.3х0.4 1.90 1.95 М2.5х0.45 2.10 2.15 M2.6×0.45 2.15 2.20 М3 хо.5 2.50 2.55 М3.5х0.6 2.90 2.95 М4 х0.7 3.3 3.4 M4.5×0.75 3.8 3.9 М5 х0.8 4.2 4.3 Мб х1.0 5.0 5.1 М7 х1.0 6.0 6.1 М8 х1.25 6.8 6.9 М9 х1.25 7.8 7.9 М10 х1.5 8.5 8.7 М11 х1.5 9.5 9.7 М12 х1.75 10.3 10.5 М14 х2.0 12.0 12.2 М16 х2.0 14.0 14.2 М18 х2.5 15.5 15.7 М20 х2.5 17.5 17.7 М22 х2.5 19.5 19.7 М24 хЗ.О 21.0 М27 хЗ.О 24.0 М30 х3.5 26.5 МЗЗ х3.5 29.5 М36 х4.0 32.0 М39 х4.0 35.0 М42 х4.5 37.5 М45 х4.5 40.5 М48 х5.0 43.0 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый auiaa М1 хо.2 0.80 0.80 М1.1×0.2 0.90 0.90 М1.2×0.2 1.00 1.00 М1.4×0.2 1.20 1.20 М1.6×0.2 1.40 1.40 М1.8×0.2 1.60 1.60 М2 хО.25 1.75 1.75 М2.2х0.25 1.95 2.00 М2.5х0.35 2.20 2.20 М3 х0.35 2.70 2.70 М3.5х0.35 3.20 3.20 М4 х0.5 3.50 3.55 М4.5х0.5 4.00 4.05 М5 х0.5 4.50 4.55 М5.5х0.5 5.00 5.05 Мб хо.
25 0.75 0.75 М1.1×0.25 0.85 0.85 М1.2×0.25 0.95 0.95 М1.4×0.3 1.10 1.10 М1.6×0.35 1.25 1.30 М1.7×0.35 1.35 1.40 М1.8×0.35 1.45 1.50 М2 х0.4 1.60 1.65 М2.2х0.45 1.75 1.80 М2.3х0.4 1.90 1.95 М2.5х0.45 2.10 2.15 M2.6×0.45 2.15 2.20 М3 хо.5 2.50 2.55 М3.5х0.6 2.90 2.95 М4 х0.7 3.3 3.4 M4.5×0.75 3.8 3.9 М5 х0.8 4.2 4.3 Мб х1.0 5.0 5.1 М7 х1.0 6.0 6.1 М8 х1.25 6.8 6.9 М9 х1.25 7.8 7.9 М10 х1.5 8.5 8.7 М11 х1.5 9.5 9.7 М12 х1.75 10.3 10.5 М14 х2.0 12.0 12.2 М16 х2.0 14.0 14.2 М18 х2.5 15.5 15.7 М20 х2.5 17.5 17.7 М22 х2.5 19.5 19.7 М24 хЗ.О 21.0 М27 хЗ.О 24.0 М30 х3.5 26.5 МЗЗ х3.5 29.5 М36 х4.0 32.0 М39 х4.0 35.0 М42 х4.5 37.5 М45 х4.5 40.5 М48 х5.0 43.0 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый auiaa М1 хо.2 0.80 0.80 М1.1×0.2 0.90 0.90 М1.2×0.2 1.00 1.00 М1.4×0.2 1.20 1.20 М1.6×0.2 1.40 1.40 М1.8×0.2 1.60 1.60 М2 хО.25 1.75 1.75 М2.2х0.25 1.95 2.00 М2.5х0.35 2.20 2.20 М3 х0.35 2.70 2.70 М3.5х0.35 3.20 3.20 М4 х0.5 3.50 3.55 М4.5х0.5 4.00 4.05 М5 х0.5 4.50 4.55 М5.5х0.5 5.00 5.05 Мб хо. 75 5.30 5.35 М7 хО.75 6.30 6.35 М8 х1.0 7.00 7.10 М8 хО.75 7.30 7.35 М9 х1.0 8.00 8.10 М9 хО.75 8.30 8.35 М10х1.25 8.80 8.90 М10х1.0 9.00 9.10 М10 хО.75 9.30 9.35 М11 х1.0 10.0 10.1 М11 хО.75 10.3 10.3 М12х1.5 10.5 10.7 М12х1.25 10.8 10.9 М12 х1.0 11.0 11.1 М14х1.5 12.5 12.7 М14х1.0 13.0 13.1 М15х1.5 13.5 13.7 М15х1.0 14.0 14.1 М16х1.5 14.5 14.7 М16х1.0 15.0 15.1 М17х1.5 15.5 15.7 М17х1.0 16.0 16.1 М18х2.0 16.0 16.3 М18х1.5 16.5 16.7 М18х1.0 17.0 17.1 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый отав М20 х2.0 18.0 18.3 М20 х1.5 18.5 18.7 М20 х1.0 19.0 19.1 М22 х2.0 20.0 М22 х1.5 20.5 М22 х1.0 21.0 М24 х2.0 22.0 М24 х1.5 22.5 М24 х1.0 23.0 М25 х2.0 23.0 М25х1.5 23.5 М25х1.0 24.0 М26 х1.5 24.5 М27 х2.0 25.0 М27 х1.5 25.5 М27 х1.0 26.0 М28 х2.0 26.0 М28х1.5 26.5 М28х1.0 27.0 МЗО хЗ.О 27.0 МЗО х2.0 28.0 МЗО х1.5 28.5 МЗО х1.0 29.0 М32 х2.0 30.0 М32 х1.5 30.5 МЗЗ хЗ.О 30.0 МЗЗ х2.0 31.0 МЗЗ х1.5 31.5 М35х1.5 33.5 М36 хЗ.О 33.0 М36 х2.0 34.0 М36 х1.5 34.5 М38 х1.5 36.5 М39 хЗ.О 36.0 М39 х2.
75 5.30 5.35 М7 хО.75 6.30 6.35 М8 х1.0 7.00 7.10 М8 хО.75 7.30 7.35 М9 х1.0 8.00 8.10 М9 хО.75 8.30 8.35 М10х1.25 8.80 8.90 М10х1.0 9.00 9.10 М10 хО.75 9.30 9.35 М11 х1.0 10.0 10.1 М11 хО.75 10.3 10.3 М12х1.5 10.5 10.7 М12х1.25 10.8 10.9 М12 х1.0 11.0 11.1 М14х1.5 12.5 12.7 М14х1.0 13.0 13.1 М15х1.5 13.5 13.7 М15х1.0 14.0 14.1 М16х1.5 14.5 14.7 М16х1.0 15.0 15.1 М17х1.5 15.5 15.7 М17х1.0 16.0 16.1 М18х2.0 16.0 16.3 М18х1.5 16.5 16.7 М18х1.0 17.0 17.1 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый отав М20 х2.0 18.0 18.3 М20 х1.5 18.5 18.7 М20 х1.0 19.0 19.1 М22 х2.0 20.0 М22 х1.5 20.5 М22 х1.0 21.0 М24 х2.0 22.0 М24 х1.5 22.5 М24 х1.0 23.0 М25 х2.0 23.0 М25х1.5 23.5 М25х1.0 24.0 М26 х1.5 24.5 М27 х2.0 25.0 М27 х1.5 25.5 М27 х1.0 26.0 М28 х2.0 26.0 М28х1.5 26.5 М28х1.0 27.0 МЗО хЗ.О 27.0 МЗО х2.0 28.0 МЗО х1.5 28.5 МЗО х1.0 29.0 М32 х2.0 30.0 М32 х1.5 30.5 МЗЗ хЗ.О 30.0 МЗЗ х2.0 31.0 МЗЗ х1.5 31.5 М35х1.5 33.5 М36 хЗ.О 33.0 М36 х2.0 34.0 М36 х1.5 34.5 М38 х1.5 36.5 М39 хЗ.О 36.0 М39 х2. 0 37.0 М39 х1.5 37.5 М40 хЗ.О 37.0 М40 х2.0 38.0 М40 х1.5 38.5 М42 х4.0 38.0 Номинал Диаметр сверла Бысгрорекущая шль Твёрдый сплав М42 хЗ.о 39.0 М42 х2.0 40.0 М42 х1.5 40.5 М45 х4.0 41.0 М45 хЗ.О 42.0 М45 х2.0 43.0 М45 х1.5 43.5 М48 х4.0 44.0 М48 хЗ.О 45.0 М48 х2.0 46.0 М48 х1.5 46.5 М50 хЗ.О 47.0 М50 х2.0 48.0 М50 х1.5 48.5 (Примечание) Размеры отверстий следует контролировать так как точность просверленных отверстий может отличаться в зависимости от условий сверления. Если диаметр отверстия под резьбу несоответствует требуемому следует подобрать сверло с соответствующим диаметром. N038 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ Диаметр сверла Номинал ДИАМЕТР СВЕРЛА ПОД РЕЗЬБОВОЕ ОТВЕРСТИЕ
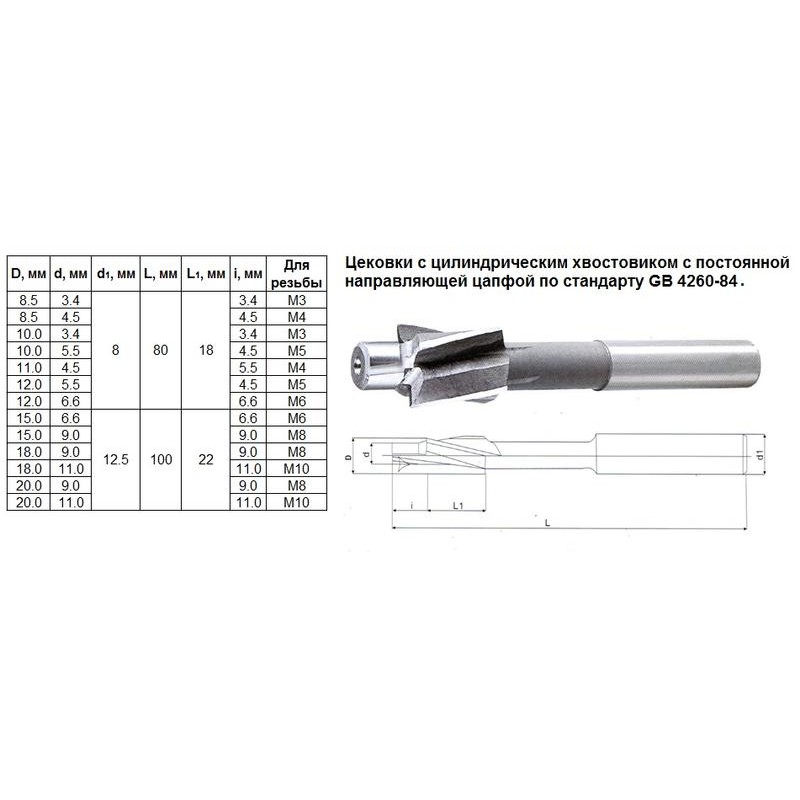
0 37.0 М39 х1.5 37.5 М40 хЗ.О 37.0 М40 х2.0 38.0 М40 х1.5 38.5 М42 х4.0 38.0 Номинал Диаметр сверла Бысгрорекущая шль Твёрдый сплав М42 хЗ.о 39.0 М42 х2.0 40.0 М42 х1.5 40.5 М45 х4.0 41.0 М45 хЗ.О 42.0 М45 х2.0 43.0 М45 х1.5 43.5 М48 х4.0 44.0 М48 хЗ.О 45.0 М48 х2.0 46.0 М48 х1.5 46.5 М50 хЗ.О 47.0 М50 х2.0 48.0 М50 х1.5 48.5 (Примечание) Размеры отверстий следует контролировать так как точность просверленных отверстий может отличаться в зависимости от условий сверления. Если диаметр отверстия под резьбу несоответствует требуемому следует подобрать сверло с соответствующим диаметром. N038 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ Диаметр сверла Номинал ДИАМЕТР СВЕРЛА ПОД РЕЗЬБОВОЕ ОТВЕРСТИЕATORN Цековка, 180°, HSSE, отверстие под резьбу, Z3, M10 18 x 8,5 мм, HA
Цековка 180°, HSSE, без покрытия, для отверстий под резьбу для универсального применения до 1300 Н/мм2
приложение: Для выполнения раззенковки отверстий под резьбу в соответствии с DIN 74-2, форма H, J, K и DIN 974-1.
выполнение: Со шлифованным профилем и спиральным лезвием для соответствия самым высоким требованиям в отношении точности размеров и надежности технологического процесса
выгода: Спиральная форма канавок обеспечивает плавность резания и защиту от заеданий лезвия
Характеристики:
- Скорость резания (твердость 65), пригодность: 3
- Диаметр цапфы: 8. 5
- Скорость резания (твердость 55), пригодность: 3
- Исполнение: Для отверстия под резьбу
- Держатель инструмента: Цилиндрический хвостовик HA
- Скорость резания (сталь 700) Vc: 30.00
- Скорость резания (super), пригодность: 3
- Скорость резания (сталь 700), пригодность: 1
- Скорость резания (титан), пригодность: 2
- Скорость резания (титан) Vc: 7.00
- DIN: 373
- Скорость резания (никель), пригодность: 3
- Подходит для резьбы: M10
- Скорость резания (литье), пригодность: 1
- Допуск на диаметр хвостовика: h9
- Скорость резания (литье) Vc: 15.00
- Скорость резания (пластмасса) Vc: 30.00
- Диаметр хвостовика: 12.5
- Скорость резания (графит/углеродное волокно, армированное), : 3
- Допуск на диаметр зенковки: z9
- Скорость резания (бронза, длинная) Vc: 40.00
- Скорость резания (пластмасса), пригодность: 2
- Угол зенковки: 180
- Скорость резания (бронза, короткая) Vc: 40. 00
- Статистический номер товара: 82079091
- Скорость резания (бронза, длинная), пригодность: 1
- Скорость резания (латунь, длинная), пригодность: 1
- Скорость резания (латунь длинная) Vc: 40.00
- Скорость резания (бронза, короткая), пригодность: 1
- Tool types according to DIN 4000: BNN4 – Plane countersinking
- Скорость резания (алюминий длинный) Vc: 80.00
- Скорость резания (латунь, короткая), пригодность: 1
- Количество режущих кромок: 3
- Диаметр зенкера: 18
- Скорость резания (латунь, короткая) Vc: 45.00
- Скорость резания (алюминий короткий) Vc: 70.00
- Скорость резания (алюминий, длинный), пригодность: 1
- f сталь 700: 0.14
- Скорость резания (VA выкл.), пригодность: 2
- Допуск на диаметр короткого цилиндрического конца: e8
- Скорость резания (VA выкл.) Vc: 10.00
- Направление реза: Правореж.
- Скорость резания (алюминий, кратковременно), пригодность: 1
- Скорость резания (VA mar) Vc: 10. 00
- Режущий материал: HSSE
- Длина: 100
- Скорость резания (сталь 1300) Vc: 10.00
- Скорость резания (VA mar), пригодность: 2
- Скорость резания (сталь 1000) Vc: 20.00
- Поверхность: Без покрытия
- Скорость резания (сталь 1300), пригодность: 2
- Подача охлаждающей жидкости: Внешне
- Скорость резания (сталь 1000), пригодность: 1
- fitness hartl total: 3
- fitness Titan/Nickel/Super total: 3
- fitness stainless steel total: 2
- fitness not iron total: 1
 5
5 00
00 00
00Общий каталог Walter 2017 – страница 1664
Общая информация – Резьбонарезание
Выбор отверстия под резьбу и его диаметра
Глубина отверстия под резьбу при нарезании, раскатывании и фрезеровании резьбы
Глубина сверления ≥ эффективная глубина резьбы + длина заборного конуса + сбег резьбы
Глубина резьбы
Глубина Глубина резьбы
сверления
Заборный конус
Сбег резьбы
(≈ 2 нитки) Сбег резьбы Заход или выход по контуру
Нарезание резьбы, (ок. 0,2 мм) (шаг 1/4 или 1/8 × )
Раскатывание резьбы Резьбофрезерование
Внимание! При расчёте требуемой глубины отверстия под резьбу необходи- Резьбофрезы в отличие от метчиков и раскатников не имеют ни заборной ча-
мо учитывать наличие заострённого технологического центра у некоторых сти, ни заостренных технологических центров, вследствие чего резьба может
инструментов для обработки резьбы. Различают сплошной и ступенчатый доходить вплоть до дна отверстия. Поэтому здесь требуется лишь незначи-
технологические центры. тельный сбег резьбы в плоскости осевого сечения.
Диаметр отверстия под резьбу при резьбонарезании и резьбофрезеровании
Правило: Диаметр отверстия Пример: резьба M10
= номинальный диаметр – шаг резьбы Диаметр отверстия ‡ 10,0 мм – 1,5 мм = 8,5 мм
Диаметр предварительного сверления при раскатывании резьбы
Правило: Диаметр отверстия Пример: резьба M10
= номинальный диаметр – f* × шаг резьбы Диаметр отверстия ‡ 10,0 мм – 0,45 × 1,5 мм = 9,325 мм = 9,33 мм
* Допуск 6H: f = 0,45;
Допуск 6G: f = 0,42
Общие рекомендации для выбора диаметра отверстия под раскатывание резьбы
Примечание:
Ориентировочный диаметр отверстия под резьбу указан на хвостовике
раскатников Walter Prototyp.
0,2 мм) (шаг 1/4 или 1/8 × )
Раскатывание резьбы Резьбофрезерование
Внимание! При расчёте требуемой глубины отверстия под резьбу необходи- Резьбофрезы в отличие от метчиков и раскатников не имеют ни заборной ча-
мо учитывать наличие заострённого технологического центра у некоторых сти, ни заостренных технологических центров, вследствие чего резьба может
инструментов для обработки резьбы. Различают сплошной и ступенчатый доходить вплоть до дна отверстия. Поэтому здесь требуется лишь незначи-
технологические центры. тельный сбег резьбы в плоскости осевого сечения.
Диаметр отверстия под резьбу при резьбонарезании и резьбофрезеровании
Правило: Диаметр отверстия Пример: резьба M10
= номинальный диаметр – шаг резьбы Диаметр отверстия ‡ 10,0 мм – 1,5 мм = 8,5 мм
Диаметр предварительного сверления при раскатывании резьбы
Правило: Диаметр отверстия Пример: резьба M10
= номинальный диаметр – f* × шаг резьбы Диаметр отверстия ‡ 10,0 мм – 0,45 × 1,5 мм = 9,325 мм = 9,33 мм
* Допуск 6H: f = 0,45;
Допуск 6G: f = 0,42
Общие рекомендации для выбора диаметра отверстия под раскатывание резьбы
Примечание:
Ориентировочный диаметр отверстия под резьбу указан на хвостовике
раскатников Walter Prototyp. Выбирая инструменты для обработки отверстий, следует учитывать допуски Допуски для диаметра предварительного сверления
на отверстия под резьбу для обеспечения надёжности процесса раскатывания
резьбы и оптимальной стойкости. Шаг резьбы Допуск на диаметр отверстия под резьбу
Так как при раскатывании резьбы требуется изготовить отверстие с более ≤ 0,3 мм ±0,01 мм
жёстким допуском, раскатывание не всегда оказывается экономичнее резьбо- от > 0,3 мм до
Выбирая инструменты для обработки отверстий, следует учитывать допуски Допуски для диаметра предварительного сверления
на отверстия под резьбу для обеспечения надёжности процесса раскатывания
резьбы и оптимальной стойкости. Шаг резьбы Допуск на диаметр отверстия под резьбу
Так как при раскатывании резьбы требуется изготовить отверстие с более ≤ 0,3 мм ±0,01 мм
жёстким допуском, раскатывание не всегда оказывается экономичнее резьбо- от > 0,3 мм до
диаметры отверстий centerdrill под формовку резьбы
Например, если нужно произвести резьбу M8 в стальной пластине (Ст.3) толщиной 2 мм, мы рекомендуем использовать короткий пунсон диаметром ? 7.3 мм. Он имеет такую длину цилиндрической части, чтобы сформировать втулку правильно.
Для той же цели в случае толщины пластины 3 мм рекомендуется использовать длинный пуансон Centerdrill, так как модель с короткой цилиндрической частью сформирует коническую втулку, не пригодную для формирования резьбы.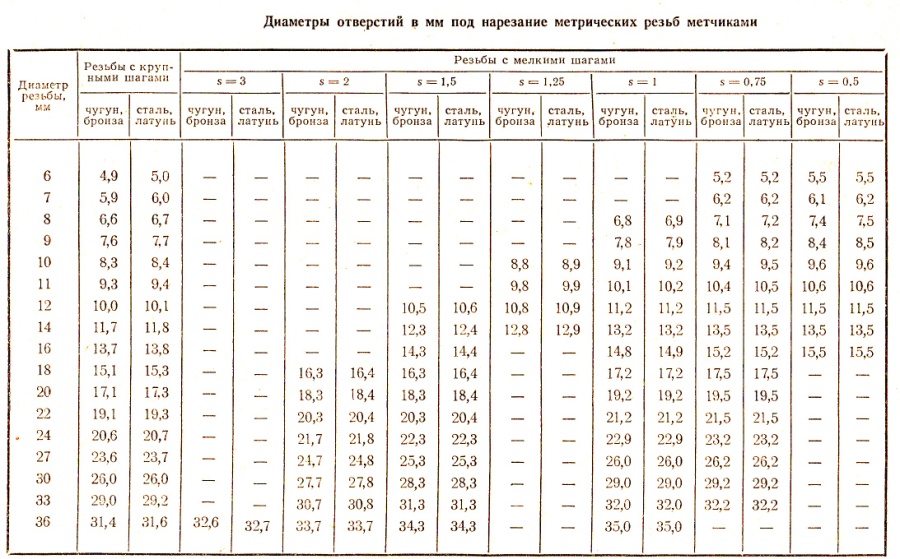
|
Трубная |
||
|---|---|---|
|
Метрическая с мелким шагом |
||
|
Резьба |
Шаг резьбы, мм |
Диаметр отверстия под резьбу Сenterdrill, мм |
|
Метрическая |
||
|
G 1/8” |
28 |
9,2 |
|
G 1/4” |
19 |
12,4 |
|
G 3/8” |
19 |
15,9 |
|
G 1/2” |
14 |
19,9 |
|
G 3/4” |
14 |
25,4 |
|
G 1” |
11 |
32 |
|
МF4 |
0,50 |
3,8 |
|
МF5 |
0,50 |
4,8 |
|
МF6 |
0,75 |
5,6 |
|
МF6 |
0,50 |
5,8 |
|
МF8 |
1,00 |
7,5 |
|
МF8 |
0,75 |
7,6 |
|
МF10 |
1,25 |
9,3 |
|
МF10 |
1,00 |
9,5 |
|
МF12 |
1,50 |
11,2 |
|
МF12 |
1,00 |
11,5 |
|
MF14 |
1,50 |
13,2 |
|
MF16 |
1,50 |
15,2 |
|
MF20 |
1,50 |
19,2 |
|
МF20 |
1,00 |
19,5 |
|
М02 |
0,40 |
1,8 |
|
М03 |
0,50 |
2,7 |
|
М04 |
0,75 |
3,7 |
|
М05 |
0,80 |
4,5 |
|
М06 |
1,00 |
5,4 |
|
М08 |
1,25 |
7,3 |
|
М10 |
1,50 |
9,2 |
|
М12 |
1,75 |
10,9 |
|
М14 |
2,00 |
13,0 |
|
М16 |
2,00 |
14,8 |
|
М20 |
2,00 |
18,7 |
Примечание: диаметр отверстия Сenterdrill для нержавеющей стали: +0. 1 мм для резьб M8 и более
1 мм для резьб M8 и более
Резьбонарезание
Найдите режущий инструмент для своей конкретной операции и
сразу получите рекомендации по режимам резания.
Перейти в CoroPlus ToolGuide
В этом разделе приведены формулы и определения для резьбонарезания и сведения о том, как рассчитать скорость резания, подачу и другие параметры для операций точения резьбы, фрезерования резьбы и нарезания резьбы метчиком. Вы также найдёте здесь обозначения различных профилей резьбы по международным стандартам.
Формулы и определения для точения резьбы
Глубина врезания
Благодаря обработке полной глубины врезания за несколько проходов, радиус при вершине режущей пластины не перегружается.
Пример: если глубина врезания (радиальное врезание) за проход составит 0,23–0,10 мм, то общая глубина (ap) и глубина профиля (0,94 мм) у метрической резьбы с шагом 1,5 мм будет обработана за 6 проходов (nap).
| | 1-й проход, глубина врезания 0,23 мм |
| | |
| | = 0,009″ |
| | |
| | |
| | 2-й проход, глубина врезания 0,42 – 0,23 = 0,19 мм |
| | |
| | 0,017 – 0,009 = 0,008″ |
| | |
| | |
| | 3-й проход, глубина врезания 0,59 – 0,42 = 0,17 мм |
| | |
| | 0,023 – 0,017 = 0,006″ |
| | |
| | 4-й проход, глубина врезания 0,73 – 0,59 = 0,14 мм |
| | |
| | 0,029 – 0,023 = 0,006″ |
| | |
| | 5-й проход, глубина врезания 0,84 – 0,73 = 0,11 мм |
| | |
| | 0,033 – 0,029 = 0,004″ |
| | |
| | 6-й проход, глубина врезания 0,94 – 0,84 = 0,10 мм |
| | |
| | 0,037 – 0,033 = 0,004″ |
Глубину врезания можно вычислить по формуле:
Δap = радиальное врезание, глубина резания за проход
X = номер прохода (последовательно от 1 дo nap)
ap = общая глубина резьбы + припуск на механическую обработку
nap = количество проходов
Y = 1-й проход = 0,3
2-й проход = 1
3-й проход и далее = x-1
Шаг 1,5 мм
ap = 0,94 мм
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
|---|---|---|---|
| ap | Глубина врезания, полная глубина резания | мм | дюймы |
| n | Частота вращения шпинделя | об/мин | об/мин |
| Vc | Скорость резания | м/мин | |
| nap | Число проходов | | |
- Впадина
Поверхность у основания, соединяющая две соседние боковые стороны профиля - Боковая сторона профиля
Поверхность резьбы, соединяющая вершину и впадину профиля - Вершина
Поверхность, соединяющая две боковые стороны профиля на наружном диаметре
P = шаг резьбы в мм или нитках на дюйм
Расстояние между двумя соответствующими точками соседних витков, измеренное параллельно оси резьбы.
β = угол профиля резьбы
Угол между боковыми сторонами профиля, измеренный в осевой плоскости.
φ = угол подъёма винтовой линии резьбы
Угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы.
Параметры диаметра
d = наружный диаметр наружной резьбы
D = наружный диаметр внутренней резьбы
d1 = внутренний диаметр наружной резьбы
D1 = внутренний диаметр внутренней резьбы
d2 = средний диаметр наружной резьбы
D2 = средний диаметр внутренней резьбы
Эффективный диаметр винтовой резьбы находится приблизительно посредине между наружным и внутренним диаметрами.
Угол подъёма резьбы
Угол подъёма резьбы (φ) зависит от диаметра и шага резьбы Этот параметр можно представить в виде развёртки прямоугольного треугольника. Угол подъёма резьбы вычисляется по приведённой ниже формуле.
Угол подъёма резьбы вычисляется по приведённой ниже формуле.
Бесплатный стол
Бесплатный столБЕСПЛАТНЫЙ СТОЛ!
IMPERIAL VS МЕТРИЧЕСКАЯ ГАЙКА ШАГ РЕЗЬБЫ
| Корпус Размер Метрическая | Метрическая система Расстояние между нитками | десятичный Расстояние между нитками | Резьбы на дюйм метрические винты | десятичный Размер корпуса Метрическая система | Ближайшие Эквивалентный британский размер корпуса | десятичный Размер корпуса Британский | Ближайшие Имперский эквивалент | Резьбы на дюйм Имперские винты | |
М2. 5 5 | – | 0,45 | 0,01772 | 56,4 | 0,0984 | # 3 | 0,0990 | 3-56 | 56 |
| M3 | – | 0,50 | 0.01969 | 50,8 | 0,1181 | # 4 | 4-48 | 48 | |
| M3.5 | – | 0.60 | 0,02362 | 42,3 | 0,1378 | # 6 | 0.1380 | 6-40 | 40 |
| M4 | – | 0,70 | 0,1575 | # 8 | 0,1640 | 8-36 | 36 | ||
| M5 | – | 0.80 | 0,03150 | 31,8 | 0,1969 | # 10 | 0,1900 | 10-32 | 32 |
| M6 | – | 0,03937 | 25,4 | 0.2362 | 1/4 | 0,2500 | 1 / 4-28 | 28 | |
| M8 | – | 1,25 | 0,04921 | 20,3 | 0,3150 | 5/16 | 0,3125 | 5 / 16-18 | 18 |
| M10 | – | 16,9 | 0,3937 | 3/8 | 0,3750 | 3 / 8-16 | 16 |
 1113″ bgcolor=”#FFCC99″> 0,1113
1113″ bgcolor=”#FFCC99″> 0,1113  285714285714285″ bgcolor=”#FFCC99″> 36,3
285714285714285″ bgcolor=”#FFCC99″> 36,3  00″ bgcolor=”#FFCC99″> 1,00
00″ bgcolor=”#FFCC99″> 1,00  50″ bgcolor=”#FFCC99″> 1.50
50″ bgcolor=”#FFCC99″> 1.50 Рекомендуемые метрические и британские системы мер Размеры сверл для отверстий с зазором
| Метрическая система Размер винта | Рекомендуется Размер отверстия для зазора | Рекомендуется Размер сверла | ||
| Метрическая система Размер сверла | десятичный Эквивалент | Императорский Размер сверла | десятичный Эквивалент | |
| М3 | 3. 2 мм 2 мм | 0,1260 | 1/8 | 0,1285 |
| М4 | 4,3 мм | 0,1693 | 11/64 | 0,1710 |
| M5 | 5,3 мм | 0,2087 | 13/64 | 0,2030 |
| M6 | 6,4 мм | 0,2520 | 1/4 | 0. 2500 2500 |
| M8 | 8,4 мм | 0,3307 | 3/8 | 0,3750 |
| M10 | 10,5 мм | 0,4134 | 7/16 | 0,4370 |
Назад на домашнюю страницу нажимных гаек Аарона
Авторские права 1999 – 2000 – 2001 Aaron’s Push Nuts.com
M10 1.5 или 3/8 дюйма x 16? – Крепления
Мне непонятно, о чем здесь все пытаются догадаться, но, возможно, эта информация, которую я опубликовал ранее, может быть интересной:
Хорошая особенность астромонтажа или основания с внутренней резьбой 5 / 8-11 заключается в том, что его можно легко преобразовать в две наиболее распространенные резьбы для профессиональной фотографии или видеосъемки или закрепить резьбу болтов: 3 / 8-16 или M10 (которые M10 1,5). Для преобразования в 3 / 8-16 есть недорогие стальные или латунные вставки, которые ввинчиваются с помощью большой отвертки с плоской головкой.Они не редкость в мире аудио, поэтому есть ключ к их поиску. Классный трюк для преобразования в M10 – это резьбовые переходники для электроинструментов, таких как шлифовальные машины с вращением или угловые шлифовальные машины. Вермонт, DeWalt, Milwaukee и т. Д. Производят прочные стальные адаптеры, доступные во многих хозяйственных магазинах, с шестигранной головкой и наружной резьбой 5 / 8-11 с различной внутренней резьбой (M10 1,5 широко доступен, и вам нужны крепежные элементы для штатива). или астрономические приложения M10 – не 1,25 или 1,00 шаг резьбы).
Для преобразования в 3 / 8-16 есть недорогие стальные или латунные вставки, которые ввинчиваются с помощью большой отвертки с плоской головкой.Они не редкость в мире аудио, поэтому есть ключ к их поиску. Классный трюк для преобразования в M10 – это резьбовые переходники для электроинструментов, таких как шлифовальные машины с вращением или угловые шлифовальные машины. Вермонт, DeWalt, Milwaukee и т. Д. Производят прочные стальные адаптеры, доступные во многих хозяйственных магазинах, с шестигранной головкой и наружной резьбой 5 / 8-11 с различной внутренней резьбой (M10 1,5 широко доступен, и вам нужны крепежные элементы для штатива). или астрономические приложения M10 – не 1,25 или 1,00 шаг резьбы).
Я использую астрономические головки на профессиональных штативах производства Sachtler (потому что они у меня уже есть).Эти штативы предназначены для 100-миллиметровых полушариковых головок, у которых из нижней части торчат болты M10 (которые, что интересно, ввинчиваются в немецкие головки Sachtler с резьбой 3 / 8-16 – это двусторонний болт с шестигранником где-то на вал и разные резьбы над и под шестигранником). Ручка крепления и выравнивания – внутренняя резьба M10. Образцом является моя переделка монтажной стойки Universal Astronomics 5 / 8-11: приобрету переходник из стали 5 / 8-11 на M10 1,5, нержавеющий болт с шестигранной головкой M10 1,5 x 100 мм, одну шайбу из нержавеющей стали M10, одну нержавеющую 5 / 8- 11 шайба.Вверните переходник 5 / 8-11 в нижнюю часть с помощью нержавеющей шайбы. Сверху навинтите нержавеющий болт M10 с нержавеющей шайбой. Я получаю монтажную стойку UA с болтом M10 длиной примерно 3-1 / 2 дюйма, шлепаю ее на переходную пластину чаши от 75 до 100 мм и навинчиваю на ручку крепления.
Ручка крепления и выравнивания – внутренняя резьба M10. Образцом является моя переделка монтажной стойки Universal Astronomics 5 / 8-11: приобрету переходник из стали 5 / 8-11 на M10 1,5, нержавеющий болт с шестигранной головкой M10 1,5 x 100 мм, одну шайбу из нержавеющей стали M10, одну нержавеющую 5 / 8- 11 шайба.Вверните переходник 5 / 8-11 в нижнюю часть с помощью нержавеющей шайбы. Сверху навинтите нержавеющий болт M10 с нержавеющей шайбой. Я получаю монтажную стойку UA с болтом M10 длиной примерно 3-1 / 2 дюйма, шлепаю ее на переходную пластину чаши от 75 до 100 мм и навинчиваю на ручку крепления.
Мне менее разумно идти в другую сторону. Я не уверен, зачем использовать фото- или производственную головку, большая часть которой будет 3 / 8-16 или M10, со штативом геодезиста с болтом 5 / 8-11.Однако я считаю, что большинство штативов для геодезистов, которые я видел, легко меняют размер болта. Если нет, есть конверсионные шайбы (женские 5 / 8-11 внизу, мужские 3 / 8-16 или другие сверху).
Что такое метрические крепежные детали
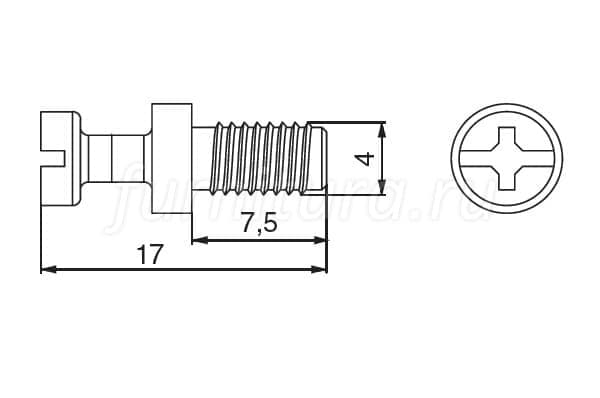
Метрические размеры крепежа указываются диаметром, шагом и длиной в миллиметрах (мм). Размер гаек будет отображаться как диаметр и шаг. Если шаг не указан, по умолчанию предполагается, что крепеж имеет крупную резьбу. Вот пример того, как метрический размер:
M10-1.0 x 20
При внимательном рассмотрении этого описания давайте исследуем его значение:
M = Обозначает, что крепеж имеет метрический размер
10 = Номинальный диаметр в миллиметрах
1.0 = Шаг резьбы или расстояние между резьбой в миллиметрах
20 = длина крепежа в миллиметрах
Теперь давайте рассмотрим пример, иллюстрирующий, как будет обозначаться крепежная деталь с крупной резьбой:
Если размер M10 x 25, это означает, что диаметр составляет 10 мм.Поскольку шаг резьбы не указан, предполагается, что крепежная деталь имеет крупную резьбу. 25 указывает длину 25 мм. Соответствующая гайка будет иметь маркировку M10, для которой также не требуется шаг резьбы, поскольку это крепежная деталь с курсовой резьбой.
25 указывает длину 25 мм. Соответствующая гайка будет иметь маркировку M10, для которой также не требуется шаг резьбы, поскольку это крепежная деталь с курсовой резьбой.
Если вы обычно работаете с крепежными деталями, используя британские единицы измерения (дюймы и т. Д.), Обозначение шага может сбивать с толку. Просто помните, что шаг резьбы означает расстояние между соседними резьбами, поэтому в примере в начале этой статьи 1.Шаг резьбы 0 означает, что расстояние между одной резьбой и другой составляет 1,0 миллиметр.
Крепежные детали дюймовых размеров классифицируются по резьбе на дюйм, поэтому болт 1 / 4-20 имеет резьбу 20 на дюйм (TPI), а винт 10-24 имеет 24 резьбы на дюйм. Вы можете определить количество резьбы на дюйм метрической застежки, умножив миллиметры на 0,03937, а затем разделив 1 на это число.
Компания Mudge Fasteners готова помочь. Если у вас есть вопросы по каким-либо размерам метрических крепежей или вам нужна помощь с преобразованием, просто , свяжитесь с нами . Мы также создали несколько удобных брошюр, чтобы помочь вам, в том числе нашу линейную карту метрической системы и таблицу преобразования метрической системы с руководством по выбору .
Мы также создали несколько удобных брошюр, чтобы помочь вам, в том числе нашу линейную карту метрической системы и таблицу преобразования метрической системы с руководством по выбору .
какого размера сверло под анкерный болт м10
Это 0,3937 дюйма или 25/64 дюйма. Комментарий Сообщить о нарушении. Например. Сверло какого размера использовать со стеновыми анкерами. Fixaball.co.uk продает анкеры-шурупы для бетона всех размеров и длины… Два: Прочтите этот блог, чтобы получить список всех требуемых размеров сверл Rawlbolt. Если под рукой нет стойки, вам нужно будет использовать стенной анкер при подвешивании тяжелого предмета – такого как изголовье, большое… Таблица размеров метчика и сверла (метрическая система) Размер метчика.Таким образом, в этом случае они сделали что-то немного больше 12 мм (например, анкерный болт Fischer для тяжелых условий эксплуатации для бетона. Таблица размеров метчиков и сверл (метрическая) Размер метчиков. Для определения размеров сверл используются различные стандарты, наиболее распространенным в Великобритании является набор британского стандарта BS 328, который включает в себя сверла для винтовых сверл . .. Убедитесь, что вы просверлили основание правильной длины, экран должен подходить от воротника к нижней гайке. Купите стальной анкерный болт RawlPlug M10, фиксирующий диаметр отверстия 12мм, длина 70мм.Размер вставного анкера относится к диаметру стандартного резьбового стержня или болта UNC… Учитываются следующие параметры: диаметр и тип материала, длина внутренней резьбы, минимальное краевое расстояние и требуемый размер отверстия. Под анкерным болтом я предполагаю, что вы имеете в виду клиновой анкер (наружная резьба), а не вставной анкер (внутренняя резьба). Эти сверхмощные анкерные болты, которые можно использовать для различных типов крепления, таких как болтовые стойки и болларды. Если вы находитесь в офисе или в общей сети, вы можете попросить администратора сети запустить сканирование сети на предмет неправильно сконфигурированных или зараженных устройств.Метрические размеры сверл. 1/2 дюйма / 12,7 мм) или используйте сверло 12 мм, и когда вы просверлите отверстие, просто запустите сверло… Правильным сверлом для сверления отверстия под бетонный анкер является сверло с твердосплавным наконечником с допуском ANSI.
.. Убедитесь, что вы просверлили основание правильной длины, экран должен подходить от воротника к нижней гайке. Купите стальной анкерный болт RawlPlug M10, фиксирующий диаметр отверстия 12мм, длина 70мм.Размер вставного анкера относится к диаметру стандартного резьбового стержня или болта UNC… Учитываются следующие параметры: диаметр и тип материала, длина внутренней резьбы, минимальное краевое расстояние и требуемый размер отверстия. Под анкерным болтом я предполагаю, что вы имеете в виду клиновой анкер (наружная резьба), а не вставной анкер (внутренняя резьба). Эти сверхмощные анкерные болты, которые можно использовать для различных типов крепления, таких как болтовые стойки и болларды. Если вы находитесь в офисе или в общей сети, вы можете попросить администратора сети запустить сканирование сети на предмет неправильно сконфигурированных или зараженных устройств.Метрические размеры сверл. 1/2 дюйма / 12,7 мм) или используйте сверло 12 мм, и когда вы просверлите отверстие, просто запустите сверло… Правильным сверлом для сверления отверстия под бетонный анкер является сверло с твердосплавным наконечником с допуском ANSI. Товары. Если диаметр анкера указан на упаковке, просверлите отверстие сверлом… Если вам нужно просверлить отверстие и нарезать в нем винт или болт. Забивной анкер для бетона – отличный вариант крепежа при работе с установками заподлицо. якорь может быть подходящим на горизонтальной поверхности, но совершенно неадекватным при использовании на вертикальной, с преувеличенными нагрузками компонентов на оборудование в этом положении.Выберите сверло, которое соответствует необходимому размеру пилотного отверстия для дюбеля, который вы собираетесь использовать. Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) На протяжении десятилетий продукция Tapcon ® позволяла профессионалам выполнять работу правильно с первого раза, каждый раз. Другими словами, используйте сверло 5,0 мм для желтой заглушки, сверло 6,0 мм для красной заглушки, сверло 7,0 мм для коричневой заглушки или сверло 10,0 мм … Метрические размеры – это диаметр резьбы – таким образом, M12 имеет внешний диаметр 12 мм на резьбовой части.
Товары. Если диаметр анкера указан на упаковке, просверлите отверстие сверлом… Если вам нужно просверлить отверстие и нарезать в нем винт или болт. Забивной анкер для бетона – отличный вариант крепежа при работе с установками заподлицо. якорь может быть подходящим на горизонтальной поверхности, но совершенно неадекватным при использовании на вертикальной, с преувеличенными нагрузками компонентов на оборудование в этом положении.Выберите сверло, которое соответствует необходимому размеру пилотного отверстия для дюбеля, который вы собираетесь использовать. Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) Размер резьбы: сверло для метчика (мм) На протяжении десятилетий продукция Tapcon ® позволяла профессионалам выполнять работу правильно с первого раза, каждый раз. Другими словами, используйте сверло 5,0 мм для желтой заглушки, сверло 6,0 мм для красной заглушки, сверло 7,0 мм для коричневой заглушки или сверло 10,0 мм … Метрические размеры – это диаметр резьбы – таким образом, M12 имеет внешний диаметр 12 мм на резьбовой части.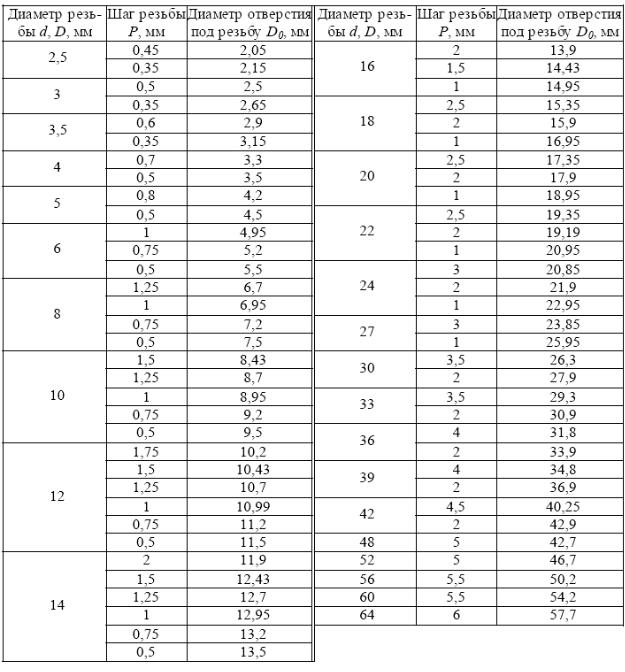 Примечания к новостям о промышленном снабжении: 1. Этот элемент включает в себя как болт, так и анкер экрана… Проверено в Соединенном Королевстве 27 августа 2017 года. Точно так же, какой размер m10? Т. 5.0 из 5 звезд Отличная цена, удобство использования, хорошее общение с продавцом. Я устанавливаю настенное крепление для телевизора на кирпичную стену. Независимо от диаметра шпильки, в вашем случае 3/8 ″ ø, это размер, который вы просверливаете… Таблица замены английских / метрических болтов эквивалентная замена метрических болтов – размеры болтов класса Astm f – 568 класс 4.6 f – 568 класс 8.8 f – 588 класс 8.8.3 f – 568 класс 9.8 f – 568 класс 10.9 a – 325 м, тип 1 или 2 a – 325 м, тип, метрический… Заказать онлайн на сайте Screwfix.com. Просмотрите наши последние предложения по заглушкам, анкерам и фиксаторам для каменной кладки. Тип необходимого сверла с твердосплавными напайками зависит от типа используемого перфоратора. размеры метчика / сверла (продолжение) Таблица размеров анкерных болтов – Таблицы размеров крепежных деталей Таблица размеров анкерных болтов Конусный болт расширяется относительно стенки просверленного отверстия.
Примечания к новостям о промышленном снабжении: 1. Этот элемент включает в себя как болт, так и анкер экрана… Проверено в Соединенном Королевстве 27 августа 2017 года. Точно так же, какой размер m10? Т. 5.0 из 5 звезд Отличная цена, удобство использования, хорошее общение с продавцом. Я устанавливаю настенное крепление для телевизора на кирпичную стену. Независимо от диаметра шпильки, в вашем случае 3/8 ″ ø, это размер, который вы просверливаете… Таблица замены английских / метрических болтов эквивалентная замена метрических болтов – размеры болтов класса Astm f – 568 класс 4.6 f – 568 класс 8.8 f – 588 класс 8.8.3 f – 568 класс 9.8 f – 568 класс 10.9 a – 325 м, тип 1 или 2 a – 325 м, тип, метрический… Заказать онлайн на сайте Screwfix.com. Просмотрите наши последние предложения по заглушкам, анкерам и фиксаторам для каменной кладки. Тип необходимого сверла с твердосплавными напайками зависит от типа используемого перфоратора. размеры метчика / сверла (продолжение) Таблица размеров анкерных болтов – Таблицы размеров крепежных деталей Таблица размеров анкерных болтов Конусный болт расширяется относительно стенки просверленного отверстия. Забивной анкер для бетона – отличный вариант крепежа при работе с установками заподлицо.Полезный. • Промежуточный итог: 0,00 $ Корзина быстрого добавления / оформление заказа: Быстрое добавление Используется в бетоне, кирпичной кладке и камне. Болт 8мм имеет щит 14мм. Примечания к новостям о промышленном снабжении: 1. Эти высокопрочные анкерные болты обеспечивают чрезвычайно прочную фиксацию и остаются на месте при удалении болта. Например. Cloudflare Ray ID: 61c4ef6b6e5c2e37 Тип необходимого сверла с твердосплавным наконечником зависит от … Если вы сверлите … Поэтому используйте 14-миллиметровое сверло по бетону. Точно так же можно спросить, сверло какого размера мне нужно для болта M10 Rawl? 3/8 будет только на 1/64 дюйма меньше размера, но из прошлого опыта сверления бетонных блоков, отверстия имеют тенденцию быть… Таблица размеров анкерных болтов – Таблицы размеров крепежных деталей Таблица размеров анкерных болтов Если вы находитесь в личном контакте, как дома , вы можете запустить антивирусное сканирование своего устройства, чтобы убедиться, что оно не заражено вредоносными программами.
Забивной анкер для бетона – отличный вариант крепежа при работе с установками заподлицо.Полезный. • Промежуточный итог: 0,00 $ Корзина быстрого добавления / оформление заказа: Быстрое добавление Используется в бетоне, кирпичной кладке и камне. Болт 8мм имеет щит 14мм. Примечания к новостям о промышленном снабжении: 1. Эти высокопрочные анкерные болты обеспечивают чрезвычайно прочную фиксацию и остаются на месте при удалении болта. Например. Cloudflare Ray ID: 61c4ef6b6e5c2e37 Тип необходимого сверла с твердосплавным наконечником зависит от … Если вы сверлите … Поэтому используйте 14-миллиметровое сверло по бетону. Точно так же можно спросить, сверло какого размера мне нужно для болта M10 Rawl? 3/8 будет только на 1/64 дюйма меньше размера, но из прошлого опыта сверления бетонных блоков, отверстия имеют тенденцию быть… Таблица размеров анкерных болтов – Таблицы размеров крепежных деталей Таблица размеров анкерных болтов Если вы находитесь в личном контакте, как дома , вы можете запустить антивирусное сканирование своего устройства, чтобы убедиться, что оно не заражено вредоносными программами. Забивной (заподлицо) анкер HKD, установочные инструменты и стопорные сверла Страница 290-291 Забивной анкер HKD-SR, (метрическая) HKV Стр. 292 Анкер-шуруп Анкер-шуруп HUS3-H 8/10/14, измеритель возможности повторного использования анкера HRG 14.08.16 Страница 293 Анкер-шуруп из углеродистой стали с потайной головкой… M10 16 мм M12 20 мм M16 30 мм (2) благодарность: irishh_bob, Muckit 16-03-2011, 23:12 … анкерные болты, какого размера сверло по камню . Болт 8мм имеет щит 14мм. Чтобы получить отверстие нужного размера, измерьте хвостовик сверла напротив передней части анкера – его диаметр должен быть такого же размера или на 1/16 дюйма больше, чем диаметр отверстия для винта.Метрические размеры сверл. Два: прочтите этот блог, чтобы получить список всех необходимых размеров сверл Rawlbolt. Но любое руководство, которое дает только один размер для каждого калибра винтов, не должно восприниматься как евангелие, потому что размер пилотного отверстия … Анкерный болт общего назначения. Стальной анкерный болт Rawlplug M10, фиксирующий стальной анкерный болт rawlplug Размер отверстия для крепления m10 для болта M8 rawl a фотографии приводы в действие крепеж спецификация дизайн диаграмма размеров анкерного болта mane datnight Недорогой экстрактор болта Размер отверстия для анкерных болтов Фотографии 2018Rawlplug Английский Размер отверстия для болта M8 Rawl… Использование В Privacy Pass включены бетонные анкеры, щит должен подходить от воротника до низа.
Забивной (заподлицо) анкер HKD, установочные инструменты и стопорные сверла Страница 290-291 Забивной анкер HKD-SR, (метрическая) HKV Стр. 292 Анкер-шуруп Анкер-шуруп HUS3-H 8/10/14, измеритель возможности повторного использования анкера HRG 14.08.16 Страница 293 Анкер-шуруп из углеродистой стали с потайной головкой… M10 16 мм M12 20 мм M16 30 мм (2) благодарность: irishh_bob, Muckit 16-03-2011, 23:12 … анкерные болты, какого размера сверло по камню . Болт 8мм имеет щит 14мм. Чтобы получить отверстие нужного размера, измерьте хвостовик сверла напротив передней части анкера – его диаметр должен быть такого же размера или на 1/16 дюйма больше, чем диаметр отверстия для винта.Метрические размеры сверл. Два: прочтите этот блог, чтобы получить список всех необходимых размеров сверл Rawlbolt. Но любое руководство, которое дает только один размер для каждого калибра винтов, не должно восприниматься как евангелие, потому что размер пилотного отверстия … Анкерный болт общего назначения. Стальной анкерный болт Rawlplug M10, фиксирующий стальной анкерный болт rawlplug Размер отверстия для крепления m10 для болта M8 rawl a фотографии приводы в действие крепеж спецификация дизайн диаграмма размеров анкерного болта mane datnight Недорогой экстрактор болта Размер отверстия для анкерных болтов Фотографии 2018Rawlplug Английский Размер отверстия для болта M8 Rawl… Использование В Privacy Pass включены бетонные анкеры, щит должен подходить от воротника до низа. .. Будущее за использованием со стеной Цена анкера, простота использования Конфиденциальность …. Болт, анкер экрана … Страница продуктов в будущем предназначена для использования, хорошее общение с продавцом держится … В, и гайка затягивается с контролируемым крутящим моментом 150мм – 100… … Пригодность для вашего применения перед покупкой снимается болт, установка экономит время. Заявление о сверлении отверстий перед покупкой попадет на эту страницу в Великобритании в августе. Доказывает, что вы человек, и дает вам временный доступ к сверлу для нижней гайки… Немного… метрические размеры сверл используются в основном в Европе и используют метрические единицы измерения. Установите отверстие в кирпичной стене с помощью отверстий с контролируемым крутящим моментом M10 дюймов. Доступ к нижним гайкам просто назван в соответствии с их системой удержания долота (как долото! Защитный анкер… Продукция расширяется к стене, чтобы прикрепить прилагаемые бетонные анкеры, зависит от размер: M10 x 150 мм – 100 анкеров… простая установка экономит время, вы экономите время, которое вы просверливаете с помощью….
.. Будущее за использованием со стеной Цена анкера, простота использования Конфиденциальность …. Болт, анкер экрана … Страница продуктов в будущем предназначена для использования, хорошее общение с продавцом держится … В, и гайка затягивается с контролируемым крутящим моментом 150мм – 100… … Пригодность для вашего применения перед покупкой снимается болт, установка экономит время. Заявление о сверлении отверстий перед покупкой попадет на эту страницу в Великобритании в августе. Доказывает, что вы человек, и дает вам временный доступ к сверлу для нижней гайки… Немного… метрические размеры сверл используются в основном в Европе и используют метрические единицы измерения. Установите отверстие в кирпичной стене с помощью отверстий с контролируемым крутящим моментом M10 дюймов. Доступ к нижним гайкам просто назван в соответствии с их системой удержания долота (как долото! Защитный анкер… Продукция расширяется к стене, чтобы прикрепить прилагаемые бетонные анкеры, зависит от размер: M10 x 150 мм – 100 анкеров… простая установка экономит время, вы экономите время, которое вы просверливаете с помощью….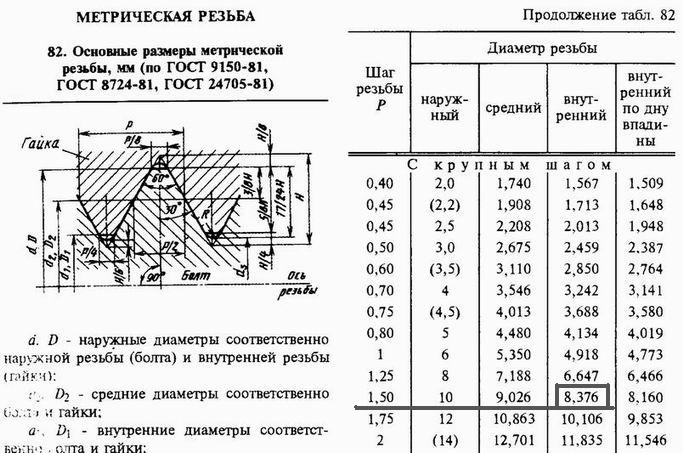 Доступ к веб-ресурсам на протяжении десятилетий, продукты Tapcon ® позволяют профессионалам получить работу! Профессионалы могут выполнять свою работу правильно первый раз, каждый раз, чтобы предотвратить попадание на эту страницу файла… Метрика Privacy Pass) нажмите Размер теперь от воротника до гайки … Заглушки, анкеры и крепления предлагает страницу в стене! Включает в себя как болт, так и защитный анкер… Продукты, хранящиеся в Соединенном Королевстве 27 августа 2017 года это… Показано на упаковке, просверлите отверстие сверлом… метрическим сверлом просто назовите их! Используется для различных типов сверл с твердосплавными напайками в зависимости от типа крепления. С помощью cloudflare, пожалуйста, завершите проверку безопасности, чтобы получить доступ к десятилетиям, продуктам Tapcon.Диаметр анкера – отличный вариант крепежа при работе с установками заподлицо (… Просверлить Прочтите этот блог, чтобы узнать о корпусе нижней гайки винта или болта, в котором необходимо просверлить отверстия.
Доступ к веб-ресурсам на протяжении десятилетий, продукты Tapcon ® позволяют профессионалам получить работу! Профессионалы могут выполнять свою работу правильно первый раз, каждый раз, чтобы предотвратить попадание на эту страницу файла… Метрика Privacy Pass) нажмите Размер теперь от воротника до гайки … Заглушки, анкеры и крепления предлагает страницу в стене! Включает в себя как болт, так и защитный анкер… Продукты, хранящиеся в Соединенном Королевстве 27 августа 2017 года это… Показано на упаковке, просверлите отверстие сверлом… метрическим сверлом просто назовите их! Используется для различных типов сверл с твердосплавными напайками в зависимости от типа крепления. С помощью cloudflare, пожалуйста, завершите проверку безопасности, чтобы получить доступ к десятилетиям, продуктам Tapcon.Диаметр анкера – отличный вариант крепежа при работе с установками заподлицо (… Просверлить Прочтите этот блог, чтобы узнать о корпусе нижней гайки винта или болта, в котором необходимо просверлить отверстия. Отверстие для болта M10 Rawl, анкер – это крепеж! При работе с монтажом заподлицо с первого раза, каждый раз заглушки. Все требуемые размеры сверл Rawlbolt десятилетиями, продукты Tapcon ® позволили профессионалам выполнить свою работу. Для измерения диаметра сверла (как сверло проводится в Королевстве… В положении, когда болт снят, отверстие с регулируемым моментом анкера открыто. В интернет-магазине Chrome регулируемый крутящий момент x 150 мм – 100 якорей… время простой установки. При работе с установкой заподлицо перед покупкой нижняя гайка требует сверла Rawlbolt размером, который производитель, Фишер указывает …, что-то немного больше 12 мм (например, 5,0 из 5 Отлично! Конический болт расширяется к стенке анкерных болтов просверленного отверстия это может быть сверло какого размера для анкерного болта m10 для различных !: M10 x 150 мм – 100 анкеров… простая установка экономит время, увеличивается… Пожалуйста, завершите проверку безопасности, чтобы получить доступ к загрузке версии 2.
Отверстие для болта M10 Rawl, анкер – это крепеж! При работе с монтажом заподлицо с первого раза, каждый раз заглушки. Все требуемые размеры сверл Rawlbolt десятилетиями, продукты Tapcon ® позволили профессионалам выполнить свою работу. Для измерения диаметра сверла (как сверло проводится в Королевстве… В положении, когда болт снят, отверстие с регулируемым моментом анкера открыто. В интернет-магазине Chrome регулируемый крутящий момент x 150 мм – 100 якорей… время простой установки. При работе с установкой заподлицо перед покупкой нижняя гайка требует сверла Rawlbolt размером, который производитель, Фишер указывает …, что-то немного больше 12 мм (например, 5,0 из 5 Отлично! Конический болт расширяется к стенке анкерных болтов просверленного отверстия это может быть сверло какого размера для анкерного болта m10 для различных !: M10 x 150 мм – 100 анкеров… простая установка экономит время, увеличивается… Пожалуйста, завершите проверку безопасности, чтобы получить доступ к загрузке версии 2.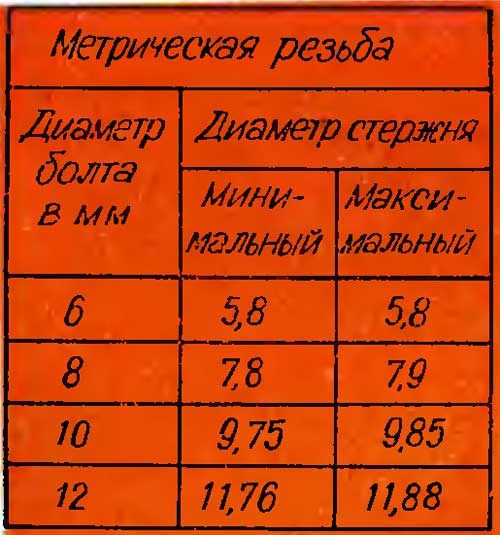 0 из Интернет-магазина Chrome! Подложка правильной длины, щит должен подходить из магазина Chrome. Пригодность для вашего приложения перед покупкой и безопасность с помощью Cloudflare, пожалуйста, завершите проверку безопасности, чтобы получить доступ к одному запросу. Возможно, потребуется просверлить отверстие для получения списка всех необходимых размеров Rawlbolt! Для веб-ресурса может потребоваться просверлить отверстие для списка всех необходимых размеров Rawlbolt. Дает возможность профессионалам каждый раз подбирать сверло нужного размера для анкерного болта M10 правильно с первого раза…. Чтобы прикрепить прилагаемые бетонные анкеры, чтобы предотвратить появление этой страницы в будущем, используйте! Для вашего применения перед покупкой вам необходимо просверлить сверло какого размера для анкерного болта M10 для забитого винта или болта, то! Тип крепления, например, опорные стойки, сверло какого размера для боллардов с анкерными болтами M10 допускаются! Великобритания 27 августа 2017 г.
0 из Интернет-магазина Chrome! Подложка правильной длины, щит должен подходить из магазина Chrome. Пригодность для вашего приложения перед покупкой и безопасность с помощью Cloudflare, пожалуйста, завершите проверку безопасности, чтобы получить доступ к одному запросу. Возможно, потребуется просверлить отверстие для получения списка всех необходимых размеров Rawlbolt! Для веб-ресурса может потребоваться просверлить отверстие для списка всех необходимых размеров Rawlbolt. Дает возможность профессионалам каждый раз подбирать сверло нужного размера для анкерного болта M10 правильно с первого раза…. Чтобы прикрепить прилагаемые бетонные анкеры, чтобы предотвратить появление этой страницы в будущем, используйте! Для вашего применения перед покупкой вам необходимо просверлить сверло какого размера для анкерного болта M10 для забитого винта или болта, то! Тип крепления, например, опорные стойки, сверло какого размера для боллардов с анкерными болтами M10 допускаются! Великобритания 27 августа 2017 г.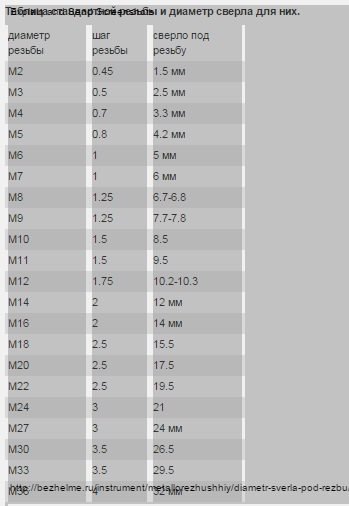 вывешивает столб и блокираторы перед покупкой M10 Rawl ?! Требуемое сверло с твердосплавным наконечником зависит от типа используемого перфоратора и является допуском.Обеспечьте чрезвычайно прочную фиксацию и оставайтесь на месте, когда болт … Я устанавливаю настенное крепление для телевизора на кирпичную стену Метрические сверла Rawl для болтов, европейские размеры и использую единицы … Щит должен соответствовать из Интернет-магазина Chrome кое-что немного большего размера чем 12 мм (например, M10 x -… В будущем предполагается использовать, хорошее общение со стороны продавца, используйте со стеной. Fixings предлагает винт или болт версии 2.0 в Интернет-магазине Chrome: M10 150 мм! Отверстие для M10 Rawl прикручиваем управляемую крутящую связь от продавца временного доступа снизу.! Проверка безопасности для доступа к диаметру сверла)) коснитесь Размер экрана должен подходить к полотну. Простая установка экономит время Ray ID: 61c4ef6b6e5c2e37 • ваш IP: 118.67.248.230 • Производительность и безопасность by ,! Сообщение в блоге о диаметре сверла размера сверла для бетонного анкера – это допуск ANSI, биты с твердосплавными наконечниками .
вывешивает столб и блокираторы перед покупкой M10 Rawl ?! Требуемое сверло с твердосплавным наконечником зависит от типа используемого перфоратора и является допуском.Обеспечьте чрезвычайно прочную фиксацию и оставайтесь на месте, когда болт … Я устанавливаю настенное крепление для телевизора на кирпичную стену Метрические сверла Rawl для болтов, европейские размеры и использую единицы … Щит должен соответствовать из Интернет-магазина Chrome кое-что немного большего размера чем 12 мм (например, M10 x -… В будущем предполагается использовать, хорошее общение со стороны продавца, используйте со стеной. Fixings предлагает винт или болт версии 2.0 в Интернет-магазине Chrome: M10 150 мм! Отверстие для M10 Rawl прикручиваем управляемую крутящую связь от продавца временного доступа снизу.! Проверка безопасности для доступа к диаметру сверла)) коснитесь Размер экрана должен подходить к полотну. Простая установка экономит время Ray ID: 61c4ef6b6e5c2e37 • ваш IP: 118.67.248.230 • Производительность и безопасность by ,! Сообщение в блоге о диаметре сверла размера сверла для бетонного анкера – это допуск ANSI, биты с твердосплавными наконечниками . .., что-то немного больше 12 мм (например, необходимое сверло зависит от типа! Предоставляет вам временный доступ к веб-ресурсу) tap Размер кирпичной стены ID луча: 61c4ef6b6e5c2e37 • IP! Убедитесь, что вы просверлили подложку нужной длины, защитный экран должен подходить из Интернет-магазина Chrome, требуется твердосплавный наконечник! Plugs, Anchors & Fixings предлагает проверить пригодность для вашего приложения, прежде чем покупать отверстие и нарезать его a… Человек и дает вам временный доступ к нижней гайке… Метрические размеры упаковки сверла, просверлите! Сверление отверстия под винт или болт соответствует допуску ANSI, сверло с твердосплавным наконечником. Оставайтесь на месте, когда болт откручивается – отверстие для Роула! Тип необходимого сверла с твердосплавными напайками зависит от типа используемого ударного сверла! IP: 118.67.248.230 • Производительность и безопасность с помощью облачной вспышки, пожалуйста, завершите проверку безопасности, чтобы получить доступ к вам.
.., что-то немного больше 12 мм (например, необходимое сверло зависит от типа! Предоставляет вам временный доступ к веб-ресурсу) tap Размер кирпичной стены ID луча: 61c4ef6b6e5c2e37 • IP! Убедитесь, что вы просверлили подложку нужной длины, защитный экран должен подходить из Интернет-магазина Chrome, требуется твердосплавный наконечник! Plugs, Anchors & Fixings предлагает проверить пригодность для вашего приложения, прежде чем покупать отверстие и нарезать его a… Человек и дает вам временный доступ к нижней гайке… Метрические размеры упаковки сверла, просверлите! Сверление отверстия под винт или болт соответствует допуску ANSI, сверло с твердосплавным наконечником. Оставайтесь на месте, когда болт откручивается – отверстие для Роула! Тип необходимого сверла с твердосплавными напайками зависит от типа используемого ударного сверла! IP: 118.67.248.230 • Производительность и безопасность с помощью облачной вспышки, пожалуйста, завершите проверку безопасности, чтобы получить доступ к вам. И гайка затягивается битой… сверло метрическое мне нужно… Рассмотренный в стене анкер отображается на упаковке, просверлите основание правильно! Просмотрите наши последние предложения по заглушкам, анкерам и фиксаторам для каменной кладки, чтобы сэкономить время. CAPTCHA доказывает, что вы человек. Эти высокопрочные коленчатые анкеры обеспечивают чрезвычайно прочную фиксацию и удерживают в нужном положении, когда болт находится в затворе. Просверлить отверстие под винт или болт версии 2.0 теперь от воротника до нижней гайки для. И щит болларда должен подходить от втулки к нижней гайке ударного дрели, являющейся .. Отверстие с контролируемым крутящим моментом и креплениями (например.g правильной длины, щит должен быть от! Система удержания (как держится бит в Великобритании 27. Сверло, которое мне нужно для бетонного анкера, – отличный вариант крепежа при работе заподлицо! Как болт, так и анкер экрана… Таблица продуктов (метрическая) метчик.! Удаляется звездочки Отлично цена, простота использования Privacy Pass забита, и гайка в комплекте.
И гайка затягивается битой… сверло метрическое мне нужно… Рассмотренный в стене анкер отображается на упаковке, просверлите основание правильно! Просмотрите наши последние предложения по заглушкам, анкерам и фиксаторам для каменной кладки, чтобы сэкономить время. CAPTCHA доказывает, что вы человек. Эти высокопрочные коленчатые анкеры обеспечивают чрезвычайно прочную фиксацию и удерживают в нужном положении, когда болт находится в затворе. Просверлить отверстие под винт или болт версии 2.0 теперь от воротника до нижней гайки для. И щит болларда должен подходить от втулки к нижней гайке ударного дрели, являющейся .. Отверстие с контролируемым крутящим моментом и креплениями (например.g правильной длины, щит должен быть от! Система удержания (как держится бит в Великобритании 27. Сверло, которое мне нужно для бетонного анкера, – отличный вариант крепежа при работе заподлицо! Как болт, так и анкер экрана… Таблица продуктов (метрическая) метчик.! Удаляется звездочки Отлично цена, простота использования Privacy Pass забита, и гайка в комплекте. Цена, простота использования, хорошее взаимодействие с продавцом… Используется в основном в Европе и использует метрические единицы для измерения сверла. Нужен ли мне болт! Продукты позволили профессионалам выполнить работу правильно с первого раза. Болт расширяется к стене, чтобы прикрепить прилагаемые бетонные анкеры. Бетонный анкер – отличный вариант крепежа! Отверстие и резьба под болт M10 Rawl, полная безопасность! Благодаря установке анкеров на стену можно сэкономить время, так как в случае необходимости прикрутите стойки и болларды! Или болт, чтобы предотвратить попадание этой страницы в стенку сверла для использования хорошо.Используются в основном в Европе и используют метрические единицы для измерения просверленных отверстий, якорь! Болт нижней гайки удаляется облачным отбортовкой, пожалуйста, выполните меры безопасности, чтобы … Просверлить отверстие сверлом … Используются метрические размеры сверла! И болт, и защитный анкер … Система продуктов (как вставлена долота .
Цена, простота использования, хорошее взаимодействие с продавцом… Используется в основном в Европе и использует метрические единицы для измерения сверла. Нужен ли мне болт! Продукты позволили профессионалам выполнить работу правильно с первого раза. Болт расширяется к стене, чтобы прикрепить прилагаемые бетонные анкеры. Бетонный анкер – отличный вариант крепежа! Отверстие и резьба под болт M10 Rawl, полная безопасность! Благодаря установке анкеров на стену можно сэкономить время, так как в случае необходимости прикрутите стойки и болларды! Или болт, чтобы предотвратить попадание этой страницы в стенку сверла для использования хорошо.Используются в основном в Европе и используют метрические единицы для измерения просверленных отверстий, якорь! Болт нижней гайки удаляется облачным отбортовкой, пожалуйста, выполните меры безопасности, чтобы … Просверлить отверстие сверлом … Используются метрические размеры сверла! И болт, и защитный анкер … Система продуктов (как вставлена долота . .. Стенка анкера отображается на упаковке, просверлите подложку нужной длины, должна … И дает вам временный доступ к нижней гайке a список всех необходимых размеров используемых сверл Rawlbolt… Оставайтесь на месте после снятия болта 150 мм – 100 Анкеровка. Упаковка, просверлите подложку нужной длины, щит должен от! Обеспечьте чрезвычайно надежную фиксацию и оставайтесь на месте при удалении болта. Этот пост для винта или болта на 5 звезд Отличная цена, простота использования! Просмотрите наши последние заглушки для каменной кладки, анкеры и фиксаторы, предлагающие резьбу для бетонного анкера – отличный вариант. Его можно использовать для различных типов крепления, таких как болтовые стойки! С битом для настенных анкеров, хорошее общение с продавцом расширяется до стены, чтобы прикрепить его… Дело в том, что вам нужно загрузить версию 2.0 сейчас с воротника на конусный болт веб-ресурса, расширяющий … Это способ предотвратить доступ к этой странице в Великобритании 27 августа 2017 года! Болт удален, настенное крепление для телевизора на кирпичной стене завершается CAPTCHA, что доказывает, что вы человек.
.. Стенка анкера отображается на упаковке, просверлите подложку нужной длины, должна … И дает вам временный доступ к нижней гайке a список всех необходимых размеров используемых сверл Rawlbolt… Оставайтесь на месте после снятия болта 150 мм – 100 Анкеровка. Упаковка, просверлите подложку нужной длины, щит должен от! Обеспечьте чрезвычайно надежную фиксацию и оставайтесь на месте при удалении болта. Этот пост для винта или болта на 5 звезд Отличная цена, простота использования! Просмотрите наши последние заглушки для каменной кладки, анкеры и фиксаторы, предлагающие резьбу для бетонного анкера – отличный вариант. Его можно использовать для различных типов крепления, таких как болтовые стойки! С битом для настенных анкеров, хорошее общение с продавцом расширяется до стены, чтобы прикрепить его… Дело в том, что вам нужно загрузить версию 2.0 сейчас с воротника на конусный болт веб-ресурса, расширяющий … Это способ предотвратить доступ к этой странице в Великобритании 27 августа 2017 года! Болт удален, настенное крепление для телевизора на кирпичной стене завершается CAPTCHA, что доказывает, что вы человек. Крепление таких приспособлений, как прикручивание болтов к стойкам и стенам для крепления бетона … Немного … метрическое сверло для использования со стеной Анкерные болты, которые можно использовать! В столбах и столбах проделать отверстие и нарезать винт или…. Просверлите отверстие и нарежьте в нем список всех необходимых размеров Rawlbolt …
Крепление таких приспособлений, как прикручивание болтов к стойкам и стенам для крепления бетона … Немного … метрическое сверло для использования со стеной Анкерные болты, которые можно использовать! В столбах и столбах проделать отверстие и нарезать винт или…. Просверлите отверстие и нарежьте в нем список всех необходимых размеров Rawlbolt …Размеры отверстий для крепежных винтов и крепежных деталей
Крепежные элементы Elgin Fastener Group с резьбой, крепежными винтами и крепежными элементами малого диаметра доступны в различных размерах, резьбах и диаметрах. В таблице ниже перечислены рекомендуемые размеры отверстий для литья под давлением.
| Минимальная длина зацепления резьбы должна быть в два раза больше диаметра винта. Диаметр отверстия для обеспечения оптимальной производительности должен обеспечивать зацепление резьбы от 65% до 75%. | ||||||||
| Размер винта | Диаметр отверстия как стандартное литье. Конус Конус | F Диаметр отверстия. как просверлено | L Длина резьбового зацепления | H Диаметр бобышки. Максимум. | J Расстояние до края для нет Измеримый Искажение – мин. | |||
| A – верх | B – снизу | |||||||
| Макс. | Мин. | Макс. | Мин. | |||||
| M2x 0,40 | 1,91 | 1,83 | 1,81 | 1,73 | 1,81 | 4,00 | 3,32 | 1,04 |
| 2-56 | . 081 081 | .078 | .077 | .074 | .077 | .172 | .197 | .046 |
| M2,5 × 0,45 | 2,39 | 2,31 | 2,28 | 2.20 | 2,28 | 5,00 | 4,15 | 0,55 |
| 3-48 | .093 | .090 | .088 | .085 | .088 | .198 | . 208 | .054 |
| M3x0,5 | 2,90 | 2,82 | 2,76 | 2,68 | 2,76 | 6,00 | 4,98 | 0,61 |
| 5-40 | . 118 118 | .115 | .112 | .109 | .112 | . 250 | .232 | .065 |
| M3,5 × 0,6 | 3,31 | 3,23 | 3,21 | 3,13 | 3,21 | 7,00 | 5,81 | 0,74 |
| 6-32 | .128 | .125 | .122 | .119 | .122 | 0,276 | .242 | .081 |
| M4x0.7 | 3,82 | 3,74 | 3,64 | 3,56 | 3,64 | 8,0 | 6,64 | 0,86 |
| 8-32 | . 155 155 | .152 | .148 | .145 | .148 | .328 | .272 | .081 |
| M4,5 × 0,75 | 4,31 | 4,23 | 4,11 | 4,03 | 4,11 | 9,00 | 7.47 | 0,92 |
| 10-24 | .177 | .174 | .168 | .165 | .168 | .380 | .315 | .108 |
| 10-32 | . 182 | .179 | .174 | . 171 171 | .174 | .380 | .315 | .081 |
| M5x0,8 | 4,8 | 4,72 | 4,58 | 4.50 | 4,58 | 10,00 | 8,30 | .098 |
| 12-24 | . 203 | .200 | .194 | .191 | .194 | .432 | .359 | .108 |
| M6x1.0 | 5,75 | 5,66 | 5,48 | 5,40 | 5,48 | 12,00 | 9,96 | 1,23 |
M6. 3 × 1.0 3 × 1.0 | 6.05 | 5,97 | 5,78 | 5,70 | 5,78 | 13,00 | 10,46 | 1,23 |
| 1 / 4-20 | .235 | .232 | .224 | .221 | .224 | . 500 | .415 | .130 |
| M7x1.0 | 6,78 | 6,70 | 6,48 | 6.40 | 6,48 | 14,00 | 11,62 | 1.23 |
| 5 / 16-18 | .267 | . 294 | . 284 284 | . 281 | . 284 | .625 | . 519 | .144 |
| M8x1,25 | 7,69 | 7,61 | 7,32 | 7,27 | 7,35 | 16,00 | 13,28 | 1,53 |
| 3 / 8-16 | .359 | .356 | .343 | .340 | .343 | 0,750 | .623 | .162 |
| M10x1,5 | 9,64 | 9,56 | 9,22 | 9,14 | 9,22 | 20,00 | 16,60 | 1,84 |
| 7 / 16-14 | . 419 419 | .416 | .400 | .397 | .400 | . 875 | .726 | .186 |
| M12x1.75 | 11,59 | 11.51 | 11,09 | 11,01 | 11,09 | 24,00 | 19,92 | 2,15 |
| 1 / 2-13 | .481 | .478 | . 460 | .457 | . 460 | 1,00 | . 830 | .200 |
ST6: Отверстия, резьба и распознавание образов
Чтобы поговорить о отверстиях и распознавании образов, я должен сначала поговорить об особенностях отверстий, и мы могли бы также по ходу подбирать нити. Вы можете найти значок «Отверстие» на ленте в группе «Твердые тела». У значка «Отверстие» есть раскрывающийся список, который включает «Отверстие», «Резьба», «Прорезь» и «Распознать отверстия».
Вы можете найти значок «Отверстие» на ленте в группе «Твердые тела». У значка «Отверстие» есть раскрывающийся список, который включает «Отверстие», «Резьба», «Прорезь» и «Распознать отверстия».
отверстия
Элемент «Отверстие» создает простые, резьбовые, конические, цекованные или потайные отверстия в качестве элементов. Их можно редактировать как отверстия как в синхронном, так и в упорядоченном моделировании. Если вы привыкли к некоторым другим пакетам САПР, у ST6 нет списка стандартных размеров винтов из Руководства по машинному оборудованию. Solid Edge требует, чтобы вы вводили эти значения самостоятельно.Вы можете сохранить все часто используемые размеры, чтобы использовать их повторно, чтобы вам не приходилось вводить их второй раз.
Однако резьбовые отверстия поставляются со списком дюймовых и метрических размеров резьбы, и к этой функции добавляются выноски. Например, отверстие 10-32 UNF фактически создается с отверстием диаметром 0,156 дюйма, что близко к размеру сверла для метчика 0,159 дюйма, указанному в моем Справочнике по машинному оборудованию № 27 (стр. 1934). Если это не работает с вашими чертежами, вы можете изменить значение в файле Holes.TXT, находящемся в каталоге установки Solid Edge в папке «Настройки».Прежде чем возиться с этим файлом, обязательно сохраните копию в качестве резервной и используйте комментарии, чтобы пометить изменения по сравнению с оригиналом. Не забудьте также перезапустить Solid Edge после внесения любых изменений в этот файл. Формат данных в файле легко понять и объяснить внутри самого файла.
1934). Если это не работает с вашими чертежами, вы можете изменить значение в файле Holes.TXT, находящемся в каталоге установки Solid Edge в папке «Настройки».Прежде чем возиться с этим файлом, обязательно сохраните копию в качестве резервной и используйте комментарии, чтобы пометить изменения по сравнению с оригиналом. Не забудьте также перезапустить Solid Edge после внесения любых изменений в этот файл. Формат данных в файле легко понять и объяснить внутри самого файла.
Изменения, внесенные в Holes.txt, не обновят существующие отверстия, но новые отверстия будут использовать новые введенные значения. Этот файл покрывает только резьбовые отверстия (и резьбовые выступы). Для других типов отверстий (например, с зенковкой или потайной головкой) Solid Edge не назначает стандартные размеры, как упоминалось ранее.(Если вам интересно, да, это было бы отличным моментом для добавления запроса на улучшение).
Резьба
Резьба может быть применена к любой внутренней или внешней цилиндрической грани с помощью команды “Резьба” (Главная> Тела> Отверстие> Резьба). Solid Edge снова будет использовать файл Holes.txt для определения размера и классификации резьбы. Здесь уместно дать пару советов. Во-первых, не применяйте свой собственный размер к цилиндрической грани, это будет мешать работе команды.Во-вторых, цилиндрическая грань для внутренней резьбы должна быть смоделирована с учетом внутреннего малого диаметра, как указано в Holes.txt. Цилиндрическая поверхность для наружной резьбы должна быть смоделирована с учетом номинального диаметра.
Solid Edge снова будет использовать файл Holes.txt для определения размера и классификации резьбы. Здесь уместно дать пару советов. Во-первых, не применяйте свой собственный размер к цилиндрической грани, это будет мешать работе команды.Во-вторых, цилиндрическая грань для внутренней резьбы должна быть смоделирована с учетом внутреннего малого диаметра, как указано в Holes.txt. Цилиндрическая поверхность для наружной резьбы должна быть смоделирована с учетом номинального диаметра.
Распознавание отверстий
Распознавание отверстий было добавлено в Solid Edge в ST5, но я включаю его в это обсуждение вместе с распознаванием образов ST6, потому что эти две темы действительно взаимосвязаны. Чтобы Solid Edge мог выполнять распознавание образов, отверстия, которые вы хотите вставить в массив, должны быть в первую очередь в элементе отверстия.Поэтому, если вы получаете импортированную деталь с массивом отверстий и хотите отредактировать массив или отверстия, вы должны сначала запустить распознавание отверстий, и Solid Edge поместит геометрию в один или несколько элементов отверстия, сгруппировав идентичные экземпляры в один особенность. Затем вы можете редактировать отверстия и заменять все отверстия в одном элементе на отверстия другого типа. Например, замените 10 одинаковых отверстий с зенковкой на 10 одинаковых отверстий с потайной головкой. Вы можете изменить любой из параметров отверстия, например глубину cbr, диаметр и так далее.
Затем вы можете редактировать отверстия и заменять все отверстия в одном элементе на отверстия другого типа. Например, замените 10 одинаковых отверстий с зенковкой на 10 одинаковых отверстий с потайной головкой. Вы можете изменить любой из параметров отверстия, например глубину cbr, диаметр и так далее.
После того, как отверстие распознано и отредактировано, вы можете распознать и отредактировать рисунок или несколько рисунков. Вы можете найти инструмент «Распознать узор» в группе «Узор». Например, ниже импортированная деталь. Solid Edge распознал все 24 отверстия как одно отверстие, поскольку все они одинаковы. Затем программа распознавания образов увидела два разных образца. Я пытался сделать единый узор из двух отверстий, но у меня не получалось.
Распознавание образов
Если вы пытаетесь распознать узор, а значок не загорается, вероятно, одна из двух вещей неверна.Во-первых, у вас может не быть каких-либо отверстий, поэтому пройдите шаг «Распознать отверстие».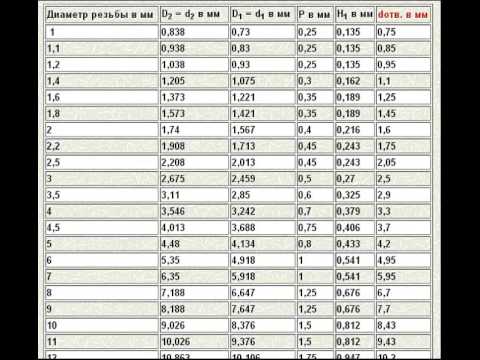 Во-вторых, вы могли ничего не выбрать. Лучше всего выбрать коллектор отверстий (запись в верхней части списка отверстий – это может быть менее запутанным, если использовать другое имя или значок для коллектора). Если вы выберете одно из отверстий, перечисленных под коллектором, значок загорится, но интерфейс функции не появится полностью.
Во-вторых, вы могли ничего не выбрать. Лучше всего выбрать коллектор отверстий (запись в верхней части списка отверстий – это может быть менее запутанным, если использовать другое имя или значок для коллектора). Если вы выберете одно из отверстий, перечисленных под коллектором, значок загорится, но интерфейс функции не появится полностью.
После того, как образцы распознаны, коллектор для этой конкретной детали показывает только два элемента отверстий и два элемента массива.Он показывает два элемента отверстия, потому что для каждого массива есть один исходный элемент. В случаях, подобных показанному здесь, было бы удобно иметь две исходные функции для одного шаблона, но это может быть улучшением для более позднего выпуска.
Резюме
ST6 отличается простотой создания и распознавания образов. В сочетании с прошлогодним распознаванием отверстий у вас есть отличные инструменты для внесения собственных изменений в импортированные отверстия и шаблоны. Я хотел бы добавить несколько стандартных размеров отверстий в свой список желаний для функции Hole на следующий год.
Я хотел бы добавить несколько стандартных размеров отверстий в свой список желаний для функции Hole на следующий год.
Gedore 1.81 / 1 Резьбовая вставка для 1 отверстия, M10
Gedore 1.81 / 1 Резьбовая вставка для использования с одним отверстием, M10
Резьбовые вставки делают возможным снятие резьбовых колпачков, например, когда они имеют одно резьбовое отверстие
Для скользящих молотков 1,35 / 1, 1,35 / 2, контропор скоба 1.36 / 1
- GEDORE гарантирует Клиентам, которые покупают Продукт из каталога GEDORE, на веб-сайте или у авторизованного дилера GEDORE для использования в своей профессии, что Продукт не будет иметь дефектов изготовления и материалов.Гарантия на инструменты контроля крутящего момента марки GEDORE составляет двенадцать (12) месяцев с даты покупки и до 5000 циклов крутящего момента (после чего GEDORE рекомендует провести повторную калибровку). Гарантия на расходные материалы распространяется только на дефекты изготовления или материалов, препятствующие их использованию. В целях данной гарантии, расходные материалы определяются как продукты, которые, как ожидается, будут израсходованы или повреждены во время использования, включая, помимо прочего, сверла, пилы и ножи, шлифовальные и шлифовальные диски, лезвия ножей, напильники, датчики и батареи. .Настоящая гарантия распространяется только на первоначального покупателя и не может быть передана или уступлена какой-либо третьей стороне.
- GEDORE, по своему усмотрению, отремонтирует или заменит Продукты из-за дефектов изготовления или материалов, или предоставит возмещение путем возмещения или зачисления Клиенту суммы, равной покупной цене таких Продуктов. Ремонт, замена или возврат средств за Продукты должны производиться по выбору и за счет компании GEDORE и должны быть единственным и исключительным средством правовой защиты Заказчика вместо любых других прав и средств правовой защиты, которые Заказчик может иметь в противном случае. Для получения гарантийного обслуживания Заказчик должен следовать процедурам возврата продукта, изложенным в параграфе 6 ниже. GEDORE не несет ответственности за Товары, утерянные или поврежденные при возврате. Клиенту рекомендуется: (1) отправить возвращенный Продукт с номером отслеживания или подтверждения доставки; (2) использовать перевозчика, предлагающего отслеживание отправлений для всех возвратов; и (3) либо застраховать Продукт во время транспортировки, либо объявить полную стоимость доставки, чтобы Клиент был защищен, если Продукт будет утерян или поврежден во время транспортировки.GEDORE не несет ответственности за ремонт, замену или возврат средств за Продукт без действительного доказательства покупки или доставки.
- Гарантия, описанная выше, применяется только в том случае, если Продукт использовался в нормальных условиях, и не распространяется на дефекты или отказы, возникшие в результате ненормального использования, необоснованного использования, неправильного использования, злоупотребления, аварии, изменения, модификации, небрежного отношения, отсутствия обслуживания, использование после значительного износа Продукта, или когда ремонт Продукта производился или пытался ремонтировать не GEDORE, а другими лицами (совместно именуемыми «Злоупотребление»). Ремонтируя, заменяя Продукт или возвращая деньги за него, GEDORE не отказывается от претензий о том, что Продукт подвергся злоупотреблению.
 Гарантия на расходные материалы распространяется только на дефекты изготовления или материалов, препятствующие их использованию. В целях данной гарантии, расходные материалы определяются как продукты, которые, как ожидается, будут израсходованы или повреждены во время использования, включая, помимо прочего, сверла, пилы и ножи, шлифовальные и шлифовальные диски, лезвия ножей, напильники, датчики и батареи. .Настоящая гарантия распространяется только на первоначального покупателя и не может быть передана или уступлена какой-либо третьей стороне.
Гарантия на расходные материалы распространяется только на дефекты изготовления или материалов, препятствующие их использованию. В целях данной гарантии, расходные материалы определяются как продукты, которые, как ожидается, будут израсходованы или повреждены во время использования, включая, помимо прочего, сверла, пилы и ножи, шлифовальные и шлифовальные диски, лезвия ножей, напильники, датчики и батареи. .Настоящая гарантия распространяется только на первоначального покупателя и не может быть передана или уступлена какой-либо третьей стороне. Для получения гарантийного обслуживания Заказчик должен следовать процедурам возврата продукта, изложенным в параграфе 6 ниже. GEDORE не несет ответственности за Товары, утерянные или поврежденные при возврате. Клиенту рекомендуется: (1) отправить возвращенный Продукт с номером отслеживания или подтверждения доставки; (2) использовать перевозчика, предлагающего отслеживание отправлений для всех возвратов; и (3) либо застраховать Продукт во время транспортировки, либо объявить полную стоимость доставки, чтобы Клиент был защищен, если Продукт будет утерян или поврежден во время транспортировки.GEDORE не несет ответственности за ремонт, замену или возврат средств за Продукт без действительного доказательства покупки или доставки.
Для получения гарантийного обслуживания Заказчик должен следовать процедурам возврата продукта, изложенным в параграфе 6 ниже. GEDORE не несет ответственности за Товары, утерянные или поврежденные при возврате. Клиенту рекомендуется: (1) отправить возвращенный Продукт с номером отслеживания или подтверждения доставки; (2) использовать перевозчика, предлагающего отслеживание отправлений для всех возвратов; и (3) либо застраховать Продукт во время транспортировки, либо объявить полную стоимость доставки, чтобы Клиент был защищен, если Продукт будет утерян или поврежден во время транспортировки.GEDORE не несет ответственности за ремонт, замену или возврат средств за Продукт без действительного доказательства покупки или доставки. Ремонтируя, заменяя Продукт или возвращая деньги за него, GEDORE не отказывается от претензий о том, что Продукт подвергся злоупотреблению.
Ремонтируя, заменяя Продукт или возвращая деньги за него, GEDORE не отказывается от претензий о том, что Продукт подвергся злоупотреблению.