Размер сверла под резьбу таблица
Главная » Шуруповерт » Размер сверла под резьбу таблица
Подбор сверла по диаметру к резьбе: специальные таблицы и особенности резки
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры..jpg)
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
- Автор: Виталий Данилович Орлов
- Распечатать
stanok.guru
Подбор диаметров сверл под резьбу
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Рекомендации по созданию
Можно выделить несколько видов:
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны.
 Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
Наружный радиус несколько меньше, чем у иных приспособлений в комплекте; - у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
 Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
oxmetall.ru
Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 откл.
откл.
tehtab. ru
ru
Диаметры отверстий под резьбу
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы. Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак. Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73).
Таблица диаметров отверстий под нарезание внутренней метрической резьбы
| Номинальный диаметр внутренней резьбы d | Шаг внутренней резьбы Р | Диаметр сверла | Диаметр отверстий под внутреннюю резьбу с полем допуска | |||
| 4H5H5H6H6H 7H | 4H5H | 5H6H6H | 7H | |||
| Номинальный диаметр | Предельные отклонения | |||||
| 1,4 | 0,3 | 1,10 | 1,10 | +0,04 | +0,06 | – |
| 1,6 | 0,35 | 1,25 | 1,25 | +0,05 | +0,07 | – |
| 2,0 | 0,4 | 1,60 | 1,60 | +0,06 | +0,08 | – |
| 0,25 | 1,75 | 1,75 | +0,04 | +0,06 | – | |
| 2,5 | 0,45 | 2,05 | 2,05 | +0,07 | +0,06 | – |
| 3,0 | 0,5 | 2,50 | 2,50 | +0,08 | +0,10 | +0,14 |
| 0,35 | 2,65 | 2,65 | +0,05 | +0,07 | – | |
| 4,0 | 0,7 | 3,30 | 3,30 | +0,08 | +0,12 | +0,016 |
| 0,5 | 3,50 | 3,50 | +0,08 | +0,10 | +0,14 | |
| 5,0 | 0,8 | 4,20 | 4,20 | +0,11 | +0,17 | +0,22 |
| 0,5 | 4,50 | 4,50 | +0,08 | +0,10 | +0,14 | |
| 6,0 | 1,0 | 5,0 | 4,95 | +0,17 | +0,20 | +0,26 |
| 0,75 | 5,25 | 5,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 5,50 | 5,50 | +0,08 | +0,10 | +0,14 | |
| 8,0 | 1,25 | 6,80 | 6,70 | +0,17 | +0,20 | +0,26 |
| 1,0 | 7,0 | 6,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 7,25 | 7,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 7,50 | 7,50 | +0,08 | +0,10 | +0,14 | |
| 10,0 | 1,5 | 8,50 | 8,43 | +0,19 | +0,22 | +0,30 |
| 1,25 | 8,80 | 8,70 | +0,17 | +0,20 | +0,26 | |
| 1,0 | 9,0 | 8,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 9,25 | 9,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 9,5 | 9,50 | +0,08 | +0,10 | +0,14 | |
| 12,0 | 1,75 | 10,2 | 10,20 | +0,21 | +0,27 | +0,36 |
| 1,5 | 10,5 | 10,43 | +0,19 | +0,22 | +0,30 | |
| 1,25 | 10,8 | 10,7 | +0,17 | +0,20 | +0,26 | |
| 1,0 | 11,0 | 10,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 11,25 | 11,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 11,5 | 11,50 | +0,08 | +0,10 | +0,14 | |
| 14 | 2 | 12,0 | 11,90 | +0,24 | +0,30 | +0,40 |
| 1,5 | 12,5 | 12,43 | +0,19 | +0,22 | +0,30 | |
| 1,25 | 12,8 | 12,70 | +0,17 | +0,20 | +0,26 | |
| 1 | 13,0 | 12,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 13,25 | 13,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 13,5 | 13,50 | +0,08 | +0,10 | +0,14 | |
| 16 | 2 | 14,0 | 13,9 | +0,24 | +0,30 | +0,40 |
| 1,5 | 14,5 | 14,43 | +0,19 | +0,22 | +0,30 | |
| 1 | 15,0 | 14,95 | +0,17 | +0,20 | +0,26 | |
| 18 | 2 | 16,0 | 15,90 | +0,24 | +0,30 | +0,40 |
| 1,5 | 16,5 | 16,43 | +0,19 | +0,22 | +0,30 | |
| 1 | 17,0 | 16,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 17,25 | 17,2 | +0,11 | +0,17 | +0,22 | |
| 20 | 2,5 | 17,5 | 17,35 | +0,30 | +0,40 | +0,53 |
| 1,5 | 18,5 | 18,43 | +0,19 | +0,22 | +0,30 | |
| 1,0 | 19,0 | 18,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 19,26 | 19,20 | +0,11 | +0,17 | +0,22 |
Скрытый брак не допускается!
www. tokar-work.ru
tokar-work.ru
Смотрите также
- Заточка победитовых сверл
- Угол заточки сверла
- Маркировка сверла по металлу
- Сверло по металлу заточить
- Сверла по керамограниту для сухого сверления
- Фреза из сверла
- Перьевое сверло 50 мм
- Сверло для бруса под шканты
- Как заточить сверло по металлу в домашних условиях
- Сверло на 5 какой диаметр дюбеля
- Угол заточки сверла для нержавейки
Размер сверла для нарезания резьбы M5?
студент123
Известный член
- #1
Мне нужно просверлить и нарезать резьбу в macine класса ali для болта M5
поиск в Интернете говорит использовать отверстие 4,2 мм. Мои сверла работают на 4 мм, а затем на 4,5 мм
Мои сверла работают на 4 мм, а затем на 4,5 мм
не видят прямого британского эквивалента 4,2 мм.
лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
ДжимМ
Известный член
- #2
Обычно я использую 4,5 мм, и до настоящего времени у меня не было никаких проблем. Фактически, я думаю, что 4,5 мм — это размер, который вы бы использовали для мелкого шага M5 9.0007
ХТХ
Джим
тел.
Известный член
- #3
Вы сойдете с рук с 4,5 мм для M5, но вам действительно нужно получить правильные 4,2 мм. На самом деле, лучшая инвестиция, которую может сделать любая мастерская, имеющая дело с метрической резьбой, — это набор 1–5,9.х 0,1 шагов сверла.
Боб Уорд
Известный член
- #4
Вы не производите детали для адронного коллайдера, поэтому сверло диаметром 4,5 мм будет работать, как было сказано.
Лично я бы купил сверло диаметром 4,2 мм, так как вы находитесь в Великобритании, и у вас не должно возникнуть проблем с его поиском.
Оловянный сокол
Известный член
- #5
распечатать копию этого
http://littlemachineshop.com/Reference/TapDrillSizes.pdf
Жестяная банка
Голубой чип
Известный член
- #6
студент123 сказал:
Мне нужно просверлить и нарезать резьбу в macine класса ali для болта M5
, поиск в Интернете говорит, что используйте отверстие 4,2 мм.
не видят прямого британского эквивалента 4,2 мм.лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
Нажмите, чтобы развернуть…
 Мои сверла работают на 4 мм, а затем на 4,5 мм
Мои сверла работают на 4 мм, а затем на 4,5 мм Майк
Это источник в Великобритании, я считаю, что они очень хороши по соотношению цена-качество. Вы можете просто получить индивидуальные размеры для постукивания по мелкой метрике. Хотя лучше бы достал комплект как говорит Тел. Вы обнаружите, что некоторые материалы стучат лучше, если размер на одну десятую или около того больше номинального размера.
http://www.axminster.co.uk/axminster-packs-of-5-ground-hss-drill-bits-prod20559/
Дэйв БК
Нед Ладд
Известный член
- #7
Привет, Майк,
Имперский эквивалент 4,2 мм — сверло номер 19. Лично я бы использовал 4,3 или номер 18 (зацепление резьбы 80%), но подойдет любой размер до 4,5 мм (60%), в зависимости от материала и области применения.
Если вы стремитесь к 75-80% вовлеченности, особенно в тредах небольшого размера, вы будете ломать меньше нажатий, хотя, конечно, никто на этом сайте не настолько неуклюж, чтобы сломать любой.
Нед
Лью_Меррик_PE
Гость
- #8
Привет, Майк, 9 лет0007
Если вы зайдете на http://www. scribd.com/Lew Merrick, вы найдете документ Рекомендации по направляющим отверстиям , в котором приведены уравнения для расчета различных посадок направляющих отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением.
scribd.com/Lew Merrick, вы найдете документ Рекомендации по направляющим отверстиям , в котором приведены уравнения для расчета различных посадок направляющих отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением.
Стандартная резьба M5 более формально определяется как резьба M5 X с шагом 0,8 мм. В этом случае направляющее отверстие ø4,5 мм создаст соединение с зацеплением на 48% полной резьбы. Это будет соединение, которое на 53% прочнее, чем соединение со 100% резьбовым зацеплением при осевой нагрузке. Это будет лучший , который вы можете получить от соединения, поскольку другие факторы (качество метчика, качество настройки резьбонарезания и т. д.) ухудшат его значение.
д.) ухудшат его значение.
Да, более чем в 90% случаев использование сверла с увеличенным (согласно таблице) метчиком будет работать нормально. Проблема в том, что реальный ответ требует понимания применения и загрузки сустава. В вашу пользу работает то, что в большинстве конструкций используются винты/болты значительно большего размера, чем требуется на самом деле. Типичный винт M5 с пределом текучести 1100 МПа не поддастся, пока к нему не будет приложено усилие 13,8 кН. Конструкторы часто используют «оценку на глаз», а не смотрят на фактические нагрузки. Это приводит к условиям (1) использования резьбы гораздо большего размера, чем необходимо; или (2) выход из строя резьбы (обычно, когда винт или болт переходит в режим изгиба).
Jasonb
Победитель проекта месяца!!!
- #9
11/64 будет разумным дробным размером, если у вас нет сверл с буквами/цифрами.
Джейсон
Арнольдб
Известный член
- #10
Майк, тебе дали много хороших советов.
Кстати, большую часть времени я также использую метрическую систему. Я рано узнал, что места, где я могу купить метчики, также продают подходящие сверла для метчиков, и я стараюсь покупать сверла для метчиков нужного размера (или пару для метчиков <4 мм), когда покупаю метчики. Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. сверло 9,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
С уважением, Арнольд
Лью_Меррик_PE
Гость
- #11
арнольдб сказал:
Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. 9Сверло 0,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
Нажмите, чтобы развернуть…
 Это избавляет от многих разочарований, когда дело доходит до постукивания.
Это избавляет от многих разочарований, когда дело доходит до постукивания. Хотя я живу и работаю в почти исключительно дюймовом мире, это очень хороший совет. Почти все мои краны живут в деревянных лотках с поликарбонатной (лексановой – акриловой было бы лучше, но у меня есть клиент, для которого я все время делаю шаблоны из поликарбоната, и у меня осталось много мелких деталей) сдвижной крышкой. Каждый лоток предназначен для стандартного метчика, пробки, донышка и спирального метчика (как минимум) с «скользящей верхней стороной», направленной так, чтобы прозрачная крышка хорошо подходила.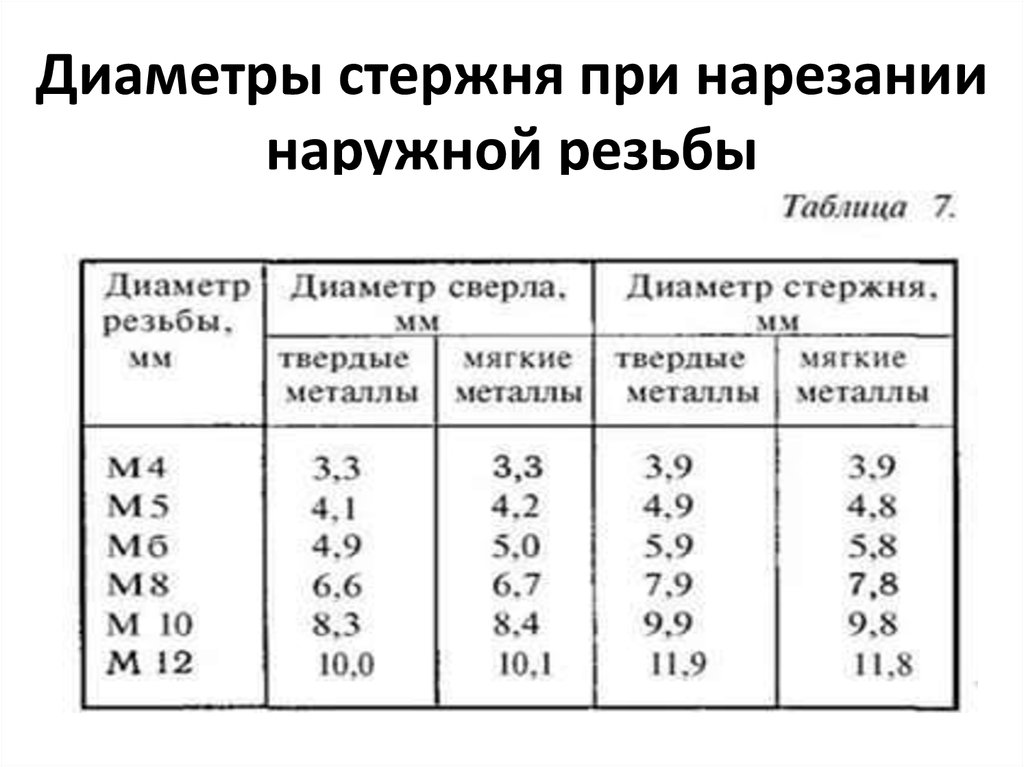 На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
В таком же наборе лотков я держу свои метчики с удлиненной выточкой. Любой, кто не использовал их, будет приятно удивлен, когда дело дойдет до нарезки глубоких отверстий — вы можете сделать это глубже, чем разумно, когда вам нужно. Поскольку эти метчики обычно имеют длину 6 или 8 дюймов (150 или 200 мм), держать их со «стандартными» метчиками нецелесообразно.
Я думал сделать то же самое со своими развертками, но для меня это нецелесообразно. Сегодня утром я развёртывал алюминий (7075-T6), а сегодня днём буду развёртывать нержавеющую сталь 303. Для разных материалов нужны разные припуски. Если бы я работал с более узким диапазоном материалов, это, вероятно, сработало бы.
студент123
Известный член
- #12
Мужчины,
Спасибо за множество замечательных ответов.
Я выбрал 4,5 мм: сначала просверлил центр, затем 2 мм пилот (может быть, перебор?), затем 4,5 мм, затем нарезал резьбу. Работал нормально.
Майк
рози
Известный член
- №13
Привет всем
Как правило, чтобы найти размер отверстия для метрических метчиков, вы вычитаете шаг из диаметра метчика.
например M5x.7 = сверло 4,3
ура
Пол
мклоц
Известный член
- №14
Рузи сказал:
Привет всем
Как правило, чтобы найти размер отверстия для метрических метчиков, вы вычитаете шаг из диаметра метчика.
например, M5x.7 = сверло 4,3Нажмите, чтобы развернуть…
Одинаково хорошо работает и для Imperial…
1/4-20
0,25 – 1/20 = 0,2 => Сверло №7
(Вот, если бы только система Imperial использовала рациональную, основанную на размерах номенклатуру сверл. )
Деанофид
Известный член
- №15
mklotz сказал:
(Теперь, если бы имперская система использовала рациональную, основанную на размерах номенклатуру сверл.
Нажмите, чтобы развернуть…
 )
)Стоппит!!
Болт с полукруглой головкой с шестигранной головкой и сквозным отверстием, с полной резьбой | Sunco
- MISUMI Главная>
- Крепеж>
- Винты и болты>
- Вентилируемые винты>
- Болт с полукруглой головкой и шестигранной головкой со сквозным отверстием, полнорезьбовой
- Доступна оптовая скидка
Обладает превосходной коррозионной стойкостью и термостойкостью для использования в вакуумном оборудовании для чистых помещений и вакуумных контейнерах, таких как оборудование для производства полупроводников.
| Part Number |
|---|
| CSHBTK-SUS-M3-5 |
| CSHBTK-SUS-M3-6 |
| CSHBTK-SUS-M3-8 |
| CSHBTK-SUS-M3 -10 |
| CSHBTK-SUS-M3-12 |
| CSHBTK-SUS-M3-15 |
| CSHBTK-SUS-M3-16 |
| CSHBTK-SUS-M3-20 |
| ЦШБТК-СУС-М4-6 |
| ЦШБТК-СУС-М4-8 |
| CSHBTK-SUS-M4-10 |
| CSHBTK-SUS-M4-12 |
| CSHBTK-SUS-M4-15 |
| CSHBTK-SUS-M4-16 |
| CSHBTK-SUS- M4-20 |
| CSHBTK-SUS-M5-6 |
| CSHBTK-SUS-M5-8 |
| CSHBTK-SUS-M5-10 |
| CSHBTK-SUS-M5-12 |
| ЦШБТК-СУС-М5-15 |
| ЦШБТК-СУС-М5-16 |
| ЦШБТК-СУС-М5-20 |
| CSHBTK-SUS-M6-8 |
| CSHBTK-SUS-M6-10 |
| CSHBTK-SUS-M6-12 |
| CSHBTK-SUS-M6-15 |
| CSHBTK- SUS-M6-16 |
| CSHBTK-SUS-M6-20 |
| CSHBTK-SUS-M6-25 |
| 95 |
|---|
| 495 |
|---|
4 дня.
4 дня.4444474. входит в упак. входит в упак. | Скидка за объем | Количество дней до отгрузки | RoHS | Номинал резьбы M | Длина L (мм) | Шаг (мм) | Продается шт. 4 дня | 10 | 3 | 5 | 0,5 | Малое количество (можно приобрести от одного) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В наличии | 4 дня | 10 | 3 | 6 | 0,5 | Низкое количество (можно приобрести у одного) | ||||||
| 10 | 3 | 8 | 0,5 | Коробка/упаковка | ||||||||
| В наличии | 10 | 3 | 10 | 0. 5 5 | Low Quantity (can be purchased from one) | |||||||
| Available | 4 дня | 10 | 3 | 12 | 0.5 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 Days | 10 | 3 | 15 | 0.5 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 3 | 16 | 0.5 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 Days | 10 | 3 | 20 | 0. 5 5 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 4 | 6 | 0.7 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 Days | 10 | 4 | 8 | 0.7 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 4 | 10 | 0.7 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 4 | 12 | 0,7 | Низкое количество (можно приобрести у одного) | ||||||
| 070 | 070 2009070 200 | 0 200 | 0 2009. 200980 | ||||||||
4 дня | 10 | 4 | 15 | 0,7 | Коробка/Пак | |||||||
| 70480 | ||||||||||||
| 10 | 4 | 16 | 0,7 | Малое количество (можно приобрести от одного) | ||||||||
200 штук в упаковке | 4 Days | 10 | 4 | 20 | 0. 7 | Box/Pack | ||||||
| Available | 4 дня | 10 | 5 | 6 | 0,8 | Малое количество (можно приобрести от одного) | ||||||
| В наличии | 4 Days | 10 | 5 | 8 | 0.8 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 5 | 10 | 0.8 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 Days | 10 | 5 | 12 | 0. 8 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 5 | 15 | 0.8 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 Days | 10 | 5 | 16 | 0.8 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 5 | 20 | 0.8 | Low Quantity (can be purchased from one) | ||||||
| Available | 4 дня | 10 | 6 | 8 | 1 | Низкое количество (можно приобрести у одного) | ||||||
| 10 | 6 | 10 | 1 | Low Quantity (can be purchased from one) | ||||||||
| Available | 4 дня | 10 | 6 | 12 | 1 | Низкое количество (можно приобрести у одного) | ||||||
| 10 | 6 | 15 | 1 | Низкое количество (можно приобрести у одного) | ||||||||