Диаметр отверстия под резьбу М8
Резьбовые соединения являются одними из самых распространенных за счет своей прочности и удобства использования. Но если изделия с внешней резьбой (различные винты) обычно приобретаются готовыми с заводской резьбой, то внутреннюю часто приходится делать самостоятельно.
Как делают резьбу?
Как таковая резьба выполняется специальным инструментом – метчиком. Для глубокой резьбы чаще не ограничиваются одним устройством. Применяют 2-3 метчика, где первый делает черновой вариант резьбы, второй нарезает уже полноценный вариант, а третий, если он есть, калибрует ее.
Но, чтобы верно сделать резьбу, под нее необходимо для начала правильно просверлить отверстие. И подбор правильного диаметра этого отверстия очень важен. Если взято слишком большое сверло, то резьба внутри соединения не будет иметь полного профиля, в результате чего соединение у этого элемента получится непрочным. Если же отверстие меньше необходимого, в него сложно должным образом вставить метчик, в результате чего в лучшем случае первые витки резьбы получаются некачественными, а в худшем метчик заклинит, или он сломается вовсе.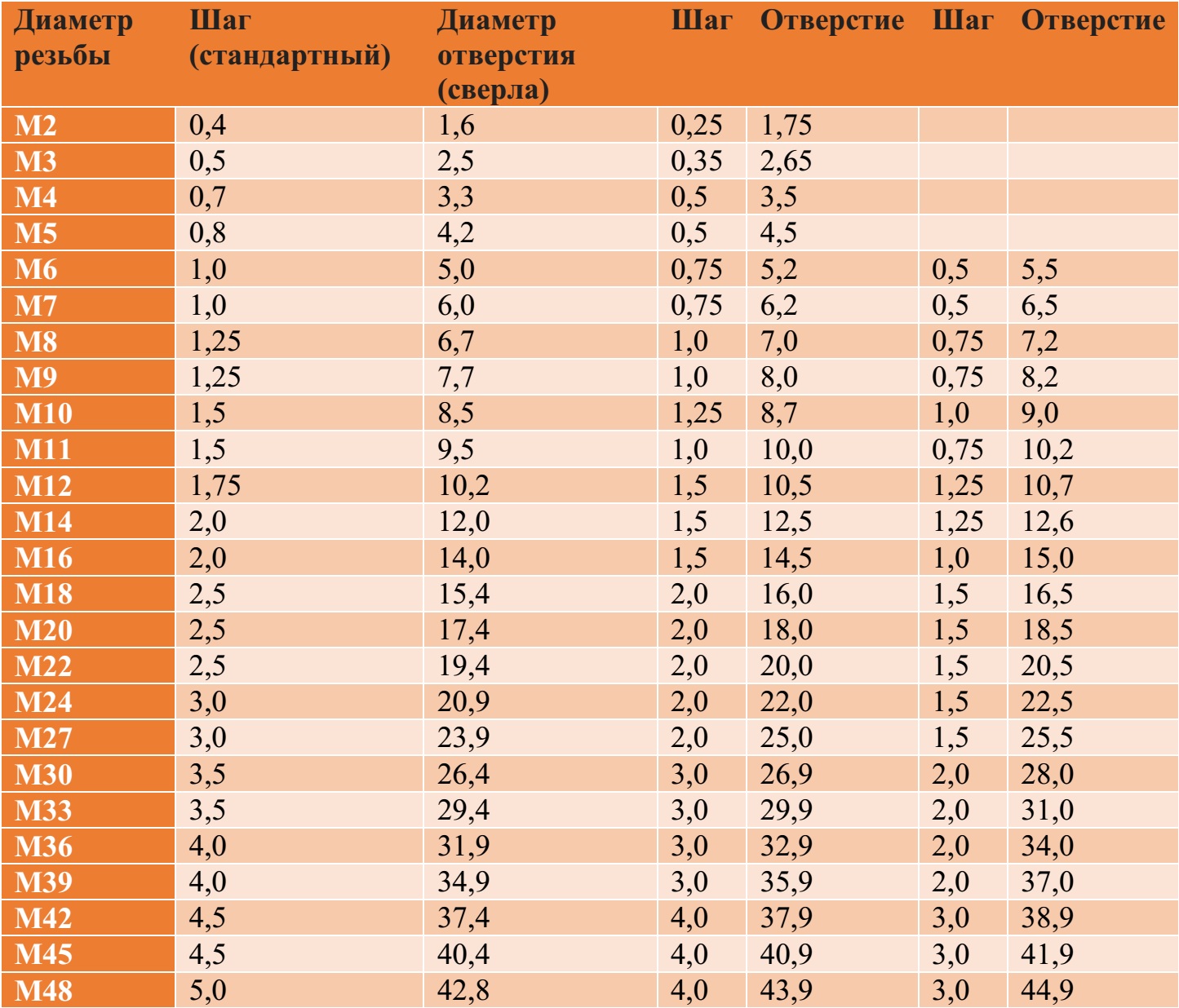
Подбор диаметра отверстия
Диаметр зависит от:
- номинального диаметра резьбы;
- её шага.
На чертежах это обычно указывается следующим образом: М8×1, где буква указывает на то, что резьба является метрической, первая цифра, в данном случае 8 – на номинальный диаметр, а второй показатель – на шаг.
В общем существует простое правило для подбора диаметра сверла: из диаметра резьбы вычитают ее шаг. В случае стандартного болта М8 с шагом 1,25 это будет выглядеть 8-1,25= 6,75. Для других размеров этот показатель можно взять из нормативных документов. ГОСТ 19257-73 приводит данные для различных видов резьбы по разным металлам, регламентируя размерный ряд отверстий обеспечивающих нарезание метрической резьбы с допусками в:
- сером чугуне;
- сталях;
- алюминиевых сплавах;
- меди.
Сейчас редко встречаются ручные дрели, но в случае, если она все же используется, то отверстие немного расшатывается и получается больше используемого сверла, поэтому рекомендовано брать его с диаметром несколько меньше необходимого. То же самое советуют для хрупких материалов, к примеру, чугуна, где диаметр сверла уменьшают на 0,1 мм относительно значений для других металлов. Но в домашних условиях не так часто приходится изготавливать серьезные и сильно нагруженные детали, поэтому небольшое увеличение размера отверстия относительно предельно допустимых показателей разрешается.
То же самое советуют для хрупких материалов, к примеру, чугуна, где диаметр сверла уменьшают на 0,1 мм относительно значений для других металлов. Но в домашних условиях не так часто приходится изготавливать серьезные и сильно нагруженные детали, поэтому небольшое увеличение размера отверстия относительно предельно допустимых показателей разрешается.
Отверстия Диаметр под резьбу – Энциклопедия по машиностроению XXL
Диаметр сверленого отверстия (гнезда) под резьбу брать или из ГОСТ 19257—73 (для поля допуска 7Н), или принять условно равным приблизительно 0,85 d глубину гнезда определить как сумму длины резьбы посадочного конца шпильки, величины недореза (сбега, равного двум шагам, недовода, равного двум шагам, плюс два шага полного профиля резьбы).Следует избегать нарезания глухих или длинных резьб в титане и его сплавах. Для облегчения процесса резьбонарезания и уменьшения поломок метчиков рекомендуется увеличивать диаметр отверстий по сравнению с обычно принятыми диаметрами под резьбу в стали. При нарезании резьбы в сквозных отверстиях длиной (> 2d применяют метчики с подточкой зубьев под углом Х= 15°.
[c.543]
При нарезании резьбы в сквозных отверстиях длиной (> 2d применяют метчики с подточкой зубьев под углом Х= 15°.
[c.543]
Сверление четырех отверстий А под резьбу М12 (8-я операция) на боковых сторонах детали производится на поворотно-делительном приспособлении с горизонтальной осью вращения (фиг. 129, 7 и 2). В компоновке использованы поворотная головка УСП-600, делительный диск УСП-625, фиксатор УСП-626. круглая базовая плита УСП-160 диаметром 240 мм и целый ряд корпусных деталей. Основанием приспособления служат три удлиненные планки У СП-255, соединенные с поворотной головкой. Для упрощения компоновки вместо двух нормализованных установочных планок УСП-283 включена одна специальная планка с быстросменными кондукторными втулками УСП-321 (фиг. 127,2). Планки закреплены двумя пазовыми болтами на блоке из прямоугольных опор УСП-217 и УСП-215, который установлен непосредственно на боковой плоскости корпуса поворотной головки.
 Квадратная проставка УСП-274 с пальцем (55 мм) имеет возможность перемещаться между двумя опорами УСП-206, установленными на плоскости плиты. Винтовой поджим проставки обеспечивает правильную установку обрабаты-15 227
[c.227]
Квадратная проставка УСП-274 с пальцем (55 мм) имеет возможность перемещаться между двумя опорами УСП-206, установленными на плоскости плиты. Винтовой поджим проставки обеспечивает правильную установку обрабаты-15 227
[c.227]I — монтажная схема УСП для 8-й операции 2 — технологическая схема 8-й операции— сверление четырех отверстий А под резьбу М12 3 — монтажная схема УСП для 9-й операции 4 – схема 9-й операции — сверление четырех отверстий А диаметром,
В процессе нарезания резьбы в отверстии материал заготовки несколько вдавливается (под действием усилия подачи и вращения метчика) и внутренний диаметр резьбы получается больше диаметра просверленного отверстия. Поэтому при подготовке сверлением отверстия под нарезание резьбы сверла надо подбирать согласно ГОСТ 19257—73, Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик сильно возрастет, резьба получится рваной, может заклиниться и поломаться метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, получится резьба неполного профиля (витки неполной высоты).
[c.200]
Если диаметр просверленного отверстия окажется больше рекомендуемого, получится резьба неполного профиля (витки неполной высоты).
[c.200]
Увеличенный размер заготовки под резьбу Большая скорость резания Вибрация резца или гребенки Уменьшить диаметр под резьбу (для наружной резьбы) или увеличить отверстие (для внутренней резьбы) Уменьшить число оборотов шпинделя Устранить вибрацию уменьшением вылета резца, выборкой люфтов в каретке [c.57]
Качество работы и диаметр отверстия контролируют под резьбу гладким калибром и резьбовыми калибрами-пробками ПР и НЕ. Диаметр отверстий под резьбу берут по ГОСТ 19257—73, прил. 2 для материалов повышенной вязкости. [c.59]
По обозначениям крепеж-пых изделий на чертежах сборочных единиц можно узнать их диаметр. В табл. 24 приведены диаметры сквозных отверстий и сверление под резьбу при выполнении соединений.
 [c.264]
[c.264]По номеру позиций крепежных изделий (на чертеже сборочной единицы) и по обозначению в спецификации можно узнать их диаметр. В приложении 8 приведены диаметры сквозных отверстий и сверление под резьбы при вьтолнении соединений.
При сверлении отверстий под резьбу диаметр О сверла принимается больше внутреннего диаметра резьбы 4 на величину а = 0,3-т-0,4 глубины резьбы (рис. 73). [c.207]
Диаметры гладких отверстий, предусмотренных под крепежные стандартные изделия, должны быть выполнены несколько больше наружных диаметров резьб этих деталей (ГОСТ 19257—73). На чертежах такие отверстия вычерчиваются диаметром примерно , 3. [c.87]
На рис. 21.6 представлено резьбовое соединение. Когда в отверстие ввертывают стержень с резьбой, считают, что он не должен доходить до дна отверстия на 0,5 диаметра. Границу резьбы на чертеже при этом не показывают. Стержень в разрезе ограничен своими контурными линиями и не заштриховывается.
Примеры винтовых соединений деталей одинаковой толщины приведены на рисунке 13.30. Оба винта с цилиндрической головкой (в) и с конической (потайной) головкой (г) имеют одинаковую резьбу диаметром 16 мм. Слева от винтовых соединений на рисунке 13.30, б показаны операционные технологические эскизы на сверление отверстия под резьбу и на обработку резьбы. [c.217]
Эксплуатационные. Они указывают расчетную и конструктивную характеристику изделия, например размеры резьбы, диаметры проходных отверстий, размеры под ключ , число зубьев и модули, и т.п. [c.42]
Применяется только в глухих отверстиях, Оказывает меньшее стопорящее действие, чем у элементов заклинивания. Диаметр цилиндрической цапфы должен быть несколько меньше внутренней резьбы. Угол конуса на конце цилиндрической цапфы должен совпадать с углом заточки сверла для нарезания отверстия под резьбу
 193]
193]
Диаметр резьбы й Шаг резьбы Р Диаметр отверстий под резьбу с полем допуска [c.301]
Имея в виду важнейшее. значение нормализации и унификации режу-ш его инструмента, конструктивные элементы обрабатываемых деталей, а именно диаметры отверстий на проход и под резьбу, ширину шпоночных [c.621]
Отверстия под резьбу. Диаметр отверстия под резьбу зависит от типоразмера последней, характера обрабатываемого материала и способа получения резьбы. [c.88]
Вследствие малого расстояния между отверстиями MI6 X 1,5 невозможно разместить все 12 шпинделей на одной позиции поэтому обработка этой группы отверстий осуществляется в два перехода по шесть отверстий. Для обеспечения точности расположения отверстий под резьбу кондукторные плиты базируются по отверстию диаметром 135 g g мм в обрабатываемой детали, [c.31]
На точность нарезаемой резьбы влияют три параметра отверстия под резьбу диаметр, длина и перпендикулярность оси отверстия к базе.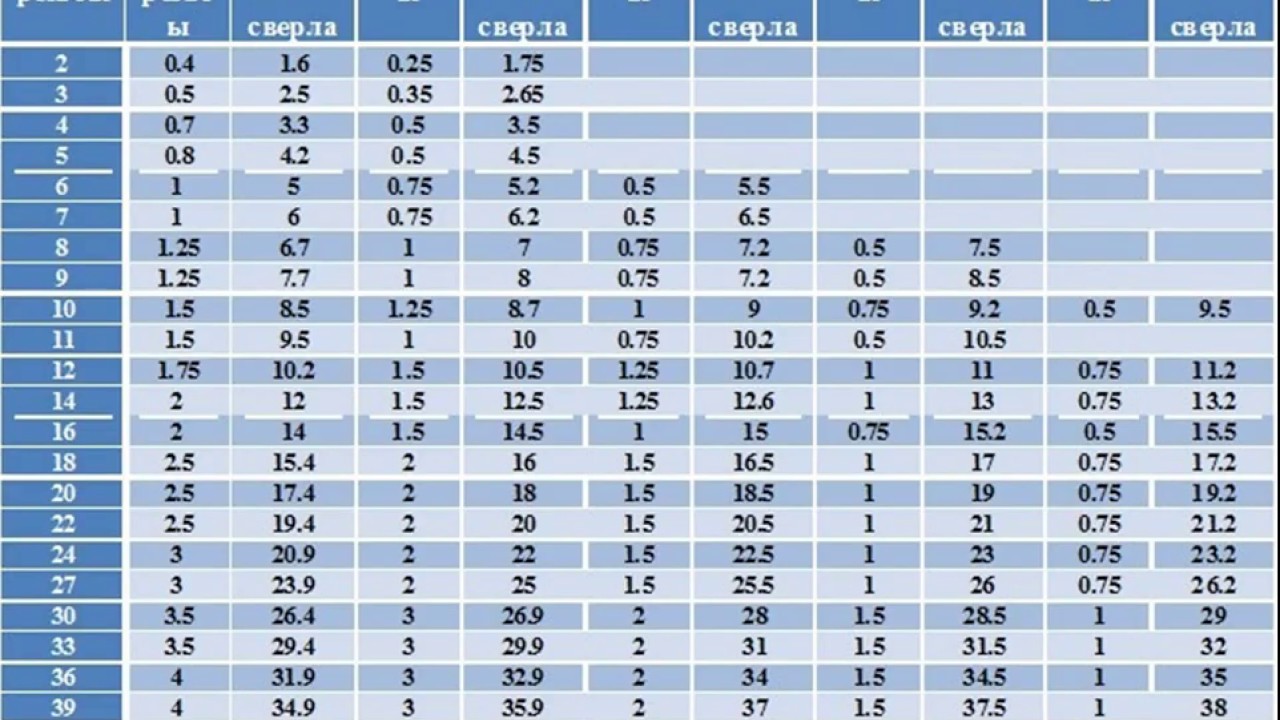 Диаметры отверстия под резьбу при нарезании метрической резьбы указаны в ГОСТ 19257—73, а при нарезании конической резьбы — в табл. 27.
[c.35]
Диаметры отверстия под резьбу при нарезании метрической резьбы указаны в ГОСТ 19257—73, а при нарезании конической резьбы — в табл. 27.
[c.35]
Деталь закрепляется в спутнике с помощью кольцевого зажима патрона по диаметру 245,.о з. Затем начинается обработка на участке // линии. Здесь производится зенкование двух отверстий диаметром 12 мм, нарезание резьбы М8, предварительное и окончательное растачивание отверстия диаметром 75 мм, подрезание торца, точение кольцевых пазов на торце барабана, чистовое растачивание барабана до диаметра 229,6 o i мм, развертывание пяти отверстий и снятие фасок. По окончании рабочего цикла освободившиеся от деталей спутники поднимаются и подаются в обратном направлении по конвейеру возврата, а детали поступают в накопитель. Далее обработка детали выполняется вне линии.
Диаметр отверстия под резьбу зависит от типоразмера последней, обрабатываемого материала и способа резьбообразования.
[c.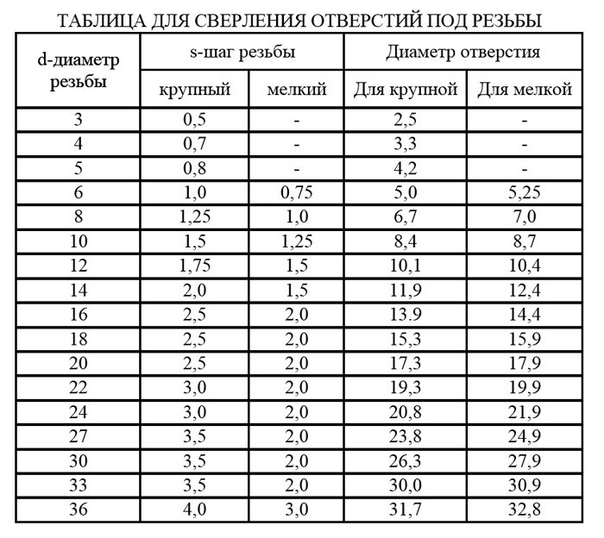 562]
562]
Сжатый воздух подается (фиг. 143, в) по каналу А к четырем соплам Б, расположенным попарно на диаметрально-противоположных сторонах калибра. Сопла расположены на линии среднего диаметра резьбы. Наличие четырех сопел обеспечивает независимость результатов измерения от сдвигов в полости отверстия с контролируемой резьбой. Давление воздуха будет изменяться в зависимости от величины зазора между калибром и резьбой. [c.171]
Сверление отверстий и нарезание резьб диаметром меньше 5 мм у крупных деталей в тяжёлом машиностроении обычно на станках не производится, а выполняется в сборочном цехе. Сверление по месту и последующее развёртывание отверстий под контрольные штифты выполняют на сборке при выверке и фиксировании положения деталей или узлов. Развёртывание в линию производится в целях получения соосного расположения отверстий в нескольких деталях после их сборки. Сверление отверстий диаметром до 10— 12 мм производится ручными дрелями. От-
[c.![]() 237]
237]
Предельные размеры отверстий (гаек) и стержней (болтов) под резьбы приняты в зависимости от допуска на неточность изготовления наружного диаметра резьбы болта и внутреннего диаметра резьбы гайки. [c.28]
При отверстиях под резьбу г/ обозначает наибольший диаметр резьбы. Определение [c.78]
При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия. Это обстоятельство учтено в специальных таблицах, по которым выбирают диаметр отверстия под резьбу. Диаметры сверл для обработки отверстий в стальных деталях под нарезание метрических резьб с мелкими шагами приведены в табл. 16. [c.221]
Для облегчения условий попадания метчиком в заготовленное под резьбу отверстие или стержнем в заборную часть плашки диаметр заборной части на переднем торце метчиков делается меньше внутреннего диаметра резьбы, а у плашек — больше наружного дна-метра резьбы, а именно
[c.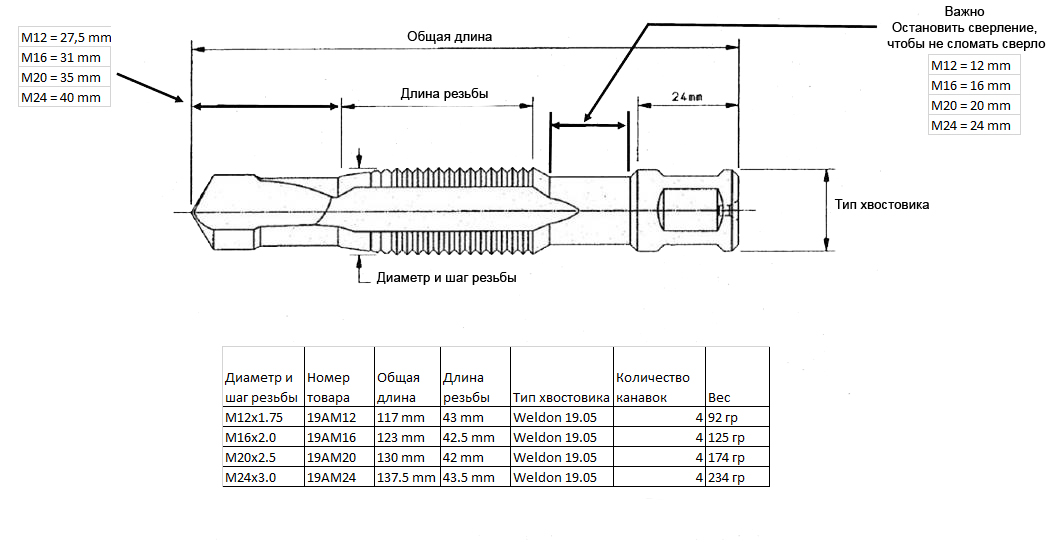 355]
355]
Поры размером более 3 мм ремонтируют установкой танталовой пломбы. Чистый тантал устойчив к многим химическим соединениям (кроме 40%-ной плавиковой кислоты при 20—100°С, концентрированной дымящей серной кислоты при 20—100°С, едких щелочей концентрацией 30— 40% при 100°С). Танталовая пломба представляет собой винт из тантала, вворачиваемый в основной металл. Под головку винта устанавливают шайбу из фторопласта. В месте дефекта, подлежащего ремонту, вышлифовывают эмаль на площади, превышающей на 2—4 мм диаметр отверстия под винт. Затем сверлят отверстие и нарезают резьбу. Отверстие под винт и место зашлифовки очищают от стружки и промывают спиртом. Винт и шайбу перед установкой покрывают кислотоупорной замазкой на основе эпоксидной смолы. [c.396]
Наиболее благоприятные условия для нарезания резьбы метчиком создаются при подготовке отверстия сверлением или зенке-рованием. При нарезании резьбы материал детали частично выдавливается метчиком и внутренний диаметр резьбы получается больше диаметра отверстия, полученного при сверлении.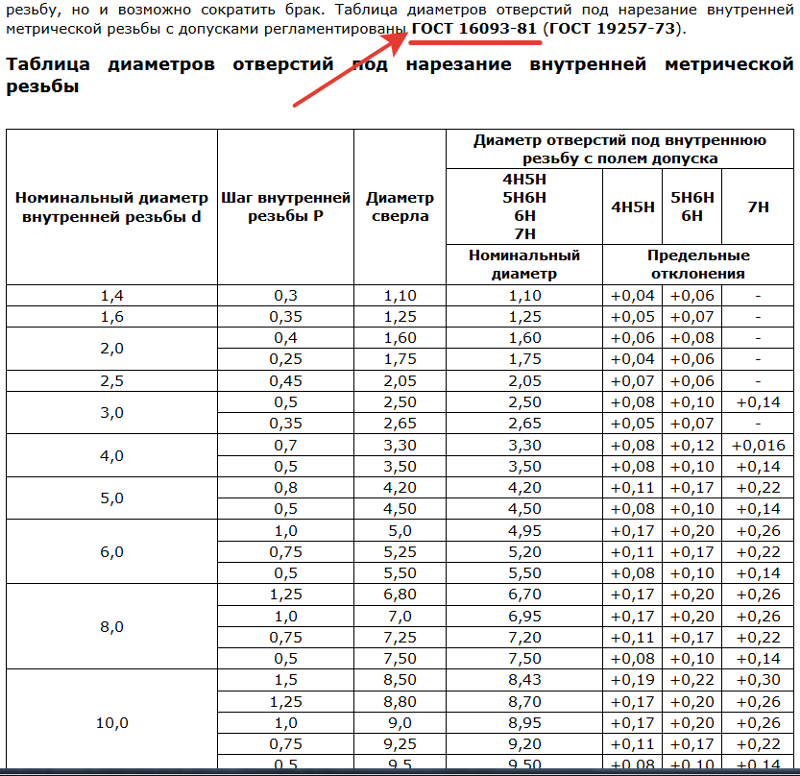 При подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
[c.241]
При подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
[c.241]
На последней, 11-й операции сверлятся четыре отверстия Е под резьбу М12 X 1,75 (фиг. 130,5 и 4). Обрабатываемая деталь крепится и фиксируется так же, как и в приспособлении для 9-й операции. Сверление отверстий производится на поворотноделительном приспособлеции с вертикальной осью вращения. Основание его смонтировано из поворотной головки УСП-600, делительного диска УСП-625, фиксатора УСП-626 и круглой базовой ПЛИТЫ УСП-160 диаметром 240 мм. На этой плите установлены устройства для фиксации и крепления обрабатываемой детали. Специальная кондукторная планка, примененная на 8-й операции вследствие малого межосевого расстояния обраба-230
[c. 230]
230]
Срыв рёзьбы Диаметр просверлеи-иого отверстия под резьбу меньше требуемого Затупившийся метчик Стружка забивается в канавках метчика Правильное сверление отверстия по диаметру под резьбу Применять правильно заточенный метчик с острыми режущими кромками Чаще вынимать метчик для удаления стружки [c.241]
Венец червячного колеса скреплен с колесным центром тремя чистыми болтами с резьбой М14, поставленными в отверстия из-под развертки (рис. 16.1). Центры болтов расположены на окружности диаметра = 430 мм, диаметр отверстия = 15 мм. Определить напряжения среза в болтах. Зубья червячного колеса рассчитаны на контактную прочность при допускаемом напряжении [а] = 220 УИн/ж число зубьев колеса = 52 модуль зацепления rtis = 10 мм червяк двухзаходный с отношением диаметра делительного цилиндра к модулю q = 8. Коэффициент нагрузки принят равным единице. [c.259]
Сжатый воздух подается а изме1ш-тельную камеру пневматического прибора и далее поступает по каналу а к радиальным отверстиям d и Ь калибра 1. Наружная часть отверстий делается конической. В этих конических отверстиях расположены шарики 4, диаметр которых берется равным или близким к наиаыгоднен-шему диаметру проволочек для измерения среднего диаметра резьбы данного шага. Диаметр цилиндрической части отверстия должен быть меньше диаметра шариков во избежание их падения в канал а. Для удержания шариков при нерабочем положении калибра предусмотрена втулка 2, надвигаемая на калибр / пружиной 3. При измерении калибр ввинчивается в отверстие измеряемой детали, а втулка прижимается к ее торцу. Шарики 4 под действием давления сжатого воздуха прижимаются к проверяемой резьбе. Зазор, образуемый между шариками н поверхностью конических отверстий, зависит от величины среднего диаметра проверяемой резьбы и влияет на расход воздуха, регистрируемый пневматическим измерительным прибором.
[c.334]
Наружная часть отверстий делается конической. В этих конических отверстиях расположены шарики 4, диаметр которых берется равным или близким к наиаыгоднен-шему диаметру проволочек для измерения среднего диаметра резьбы данного шага. Диаметр цилиндрической части отверстия должен быть меньше диаметра шариков во избежание их падения в канал а. Для удержания шариков при нерабочем положении калибра предусмотрена втулка 2, надвигаемая на калибр / пружиной 3. При измерении калибр ввинчивается в отверстие измеряемой детали, а втулка прижимается к ее торцу. Шарики 4 под действием давления сжатого воздуха прижимаются к проверяемой резьбе. Зазор, образуемый между шариками н поверхностью конических отверстий, зависит от величины среднего диаметра проверяемой резьбы и влияет на расход воздуха, регистрируемый пневматическим измерительным прибором.
[c.334]
Диаметры отверстий после сверления изменяются в широких пределах, поэтому для получения точных резьб отверстия под резьбу нужно дополнительно зенкеровать при этом получаются меньшие отклонения от перпендикулярности осей резьбовых от-верстий.
 [c.35]
[c.35]Как правильно нарезать резьбу на 10
Как нарезать резьбу | Сделай все сам
При ремонте мебели и разных домашних пророческой, в ходе работы, зачастую появляется надобность в соединении деталей конструкций с поддержкой резьбовых соединений. Нарезание добротной резьбы в домашних условиях, трудоемкое и требующее навыков занятие, впрочем эта загвоздка решаема.
Вам понадобится
- Для работы потребуются: тиски, напильник, метчики, плашки, воротки, машинное масло и желание.
Инструкция
1. Резьба – это, в сущности, винтовая канавка, нарезанная на наружной либо внутренней цилиндрической поверхности. Используется в основном для соединения разных деталей друг с ином. В машиностроении может использоваться для реформирования поступательного движения во вращательное и напротив.
Существуют два вида резьбы, такие как метрическая, с углом профиля 60о и трубная с углом 55о.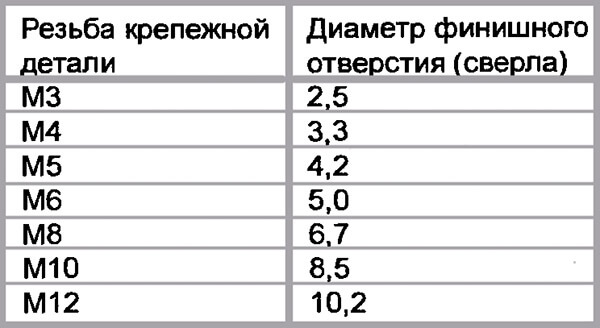 В метрической резьбе, диаметр и шаг резьбы измерения в миллиметрах. При обозначении метрической резьбы применяется буквенная и цифровая маркировка, скажем М8х1,5. Цифра восемь соответствует диаметру резьбы, а 1,5 обозначает шаг резьбы, расстояние между витками.
В метрической резьбе, диаметр и шаг резьбы измерения в миллиметрах. При обозначении метрической резьбы применяется буквенная и цифровая маркировка, скажем М8х1,5. Цифра восемь соответствует диаметру резьбы, а 1,5 обозначает шаг резьбы, расстояние между витками.
В дюймовой резьбе, измерения ведутся в дюймах и числе витков на дюйм. Один дюйм равен 2,54 см. К примеру дюймовую резьбу записывают 1 1/4″.
2. Дабы нарезать внешнюю резьбу нужно взять плашку необходимого размера и подготовить заготовку, а в частности, подобрать заготовку определенного диаметра. Диаметр заготовки для нарезания резьбы определяется по таблицам.
На практике для нарезания, скажем резьбы диаметром М6, нужен прут сечением 5,92 мм, то есть примерно на одну десятую миллиметра поменьше, для резьбы М8, заготовка должна иметь диаметр 7,9 мм.
Вот для примера выписка из таблицы диаметров стержней под метрическую резьбу:Диаметр резьбы/диаметр стержня (мм) – 5/4,92; 6/5,92; 8/7,9; 10/9,9; 12/11,88; 16/15,88; 20/19,86; 24/23,86После подбора заготовки, ее зажимают в тиски, напильником снимают с торца фаску, для положительного захода плашки, и вращательно-прижимными движениями нарезают резьбу не забывая смазывать деталь машинным маслом.
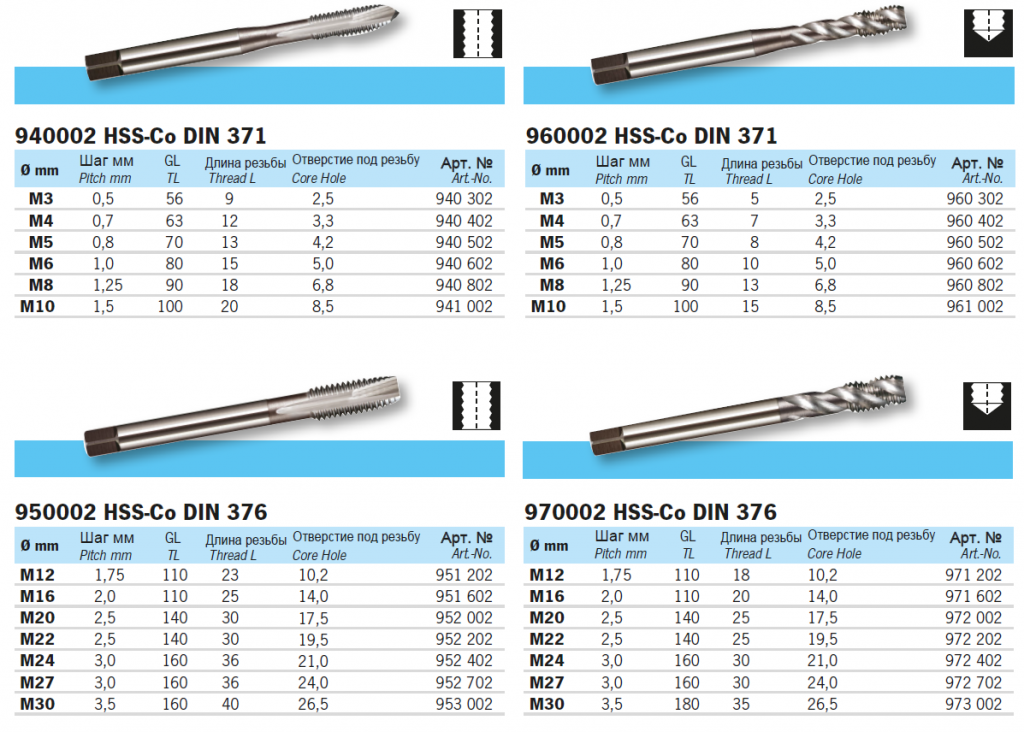
3. Внутреннюю резьбу нарезают метчиком. Заранее просверленные отверстия обязаны быть меньшим диаметром, нужной вам резьбы. Выписка из таблицы диаметров сверл для высверливания отверстий приведена ниже.
Диаметр резьбы/диаметр отверстия (мм) – 2/1,6; 3/2,5; 4/3,3; 5/4,2; 6/5,0; 8/6,7; 10/8,4; 12/10,2; 16/13,9; 20/17,4; 24/20,9Для нарезания резьбы внутри детали нужно иметь два метчика, черновой и чистовой.
Так же зажимаем деталь в тески и вращательными движениями с небольшим нажимом нарезаем резьбу черновым метчиком, периодично смазывая метчик машинным маслом, после этого делаем проход чистовым. Резьба готова к использованию.
Резьба готова к использованию.
Совет 2: Как нарезать внутреннюю резьбу
Много лет назад, когда эпоха крепежных изделий только начиналась, производство гайки представляло собой задачу, посильную только для мастера высшей квалификации. Сегодня нарезка внутренней резьбы является операцией рутинной. Тем не менее для ее добротного выполнения надобно иметь определенные умения и навык.
Вам понадобится
- Электродрель, комплект сверл и метчиков, резьбомер, штангенциркуль, таблица размеров метрических резьб.
как нарезать резьбу метчиком
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом. Держа инструмент перпендикулярно к поверхности, постепенно закручивают его внутрь. Закрутив на метчик на оборот, делают пол-оборота назад, это делают для того чтобы стружка от металла не забивала метчик.
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6. Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1.25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1. 5 и М10х1.25. Произведем расчет для этих значений.
5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1.5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8.5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
Диаметр сверла под резьбу таблица.

Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
| Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
| М2 | 0,25 | 1,75–1,77 (1,81) |
| 0,4 | 1,60–1,62 (1,68) | |
| М2,5 | 0,35 | 2,15–2,17 (2,22) |
| 0,45 | 2,05–2,07 (2,13) | |
| М3 | 0,35 | 2,65–2,67 (2,72) |
| 0,5 | 2,50–2,52 (2,58) | |
| М4 | 0,5 | 3,50–3,52 (3,64) |
| 0,7 | 3,30–3,33 (3,46) | |
| М5 | 0,5 | 4,50–4,52 (4,64) |
| 0,8 | 4,2–4,23 (4,42) | |
| М6 | 0,5 | 5,50–5,52 (5,64) |
| 0,75 | 5,20–5,23 (5,42) | |
| 1,0 | 4,95–5,00 (5,21) | |
| М7 | 0,5 | 6,50–6,52 (6,64) |
| 0,75 | 6,20–6,23 (6,42) | |
| 1,0 | 5,95–6,00 (6,26) | |
| М8 | 0,5 | 7,50–7,52 (7,64) |
| 0,75 | 7,20–7,23 (7,42) | |
| 1 | 6,95–7,00 (7,21) | |
| 1,25 | 6,70–6,75 (6,96) | |
| М9 | 0,5 | 8,50–8,52 (8,64) |
| 0,75 | 8,20–8,23 (8,42) | |
| 1 | 7,95–8,00 (8,21) | |
| 1,25 | 7,70–7,75 (7,96) | |
| М10 | 0,5 | 9,50–9,52 (9,64) |
| 0,75 | 9,20–9,23 (9,42) | |
| 1 | 8,95–9,00 (9,21) | |
| 1,25 | 8,70–8,75 (8,96) | |
| 1,5 | 8,43–8,50 (8,73) | |
| М11 | 0,5 | 10,50-10–52 (10,64) |
| 0,75 | 10,20–10,23 (10,42) | |
| 1 | 9,95–10,00 (10,21) | |
| 1,5 | 9,43–9,50 (9,73) | |
| М12 | 0,5 | 11,50–11,52 (11,64) |
| 0,75 | 11,20–11,23 (11,42) | |
| 1 | 10,95–11,00 (11,21) | |
| 1,25 | 10,70–10,75 (10,96) | |
| 1,5 | 10,43–10,50 (10,73) | |
| 1,75 | 10,20–10,25 (10,56) | |
| М14 | 0,5 | 13,50–13,52 (13,64) |
| 0,75 | 13,20–13,23 (13,42) | |
| 1 | 12,95–13,00 (13,21) | |
| 1,25 | 12,70–12,75 (12,96) | |
| 1,5 | 12,43–12,50 (12,73) | |
| 2 | 11,90–11,95 (12,30) | |
| М16 | 0,5 | 15,50–15,52 (15,64) |
| 0,75 | 15,20–15,23 (15,42) | |
| 1 | 14,95–15,00 (15,26) | |
| 1,5 | 14,43–14,50 (14,73) | |
| 2 | 13,90–13,95 (14,30) | |
| М18 | 0,5 | 17,50–17,52 (17,64) |
| 0,75 | 17,20–17,23 (17,42) | |
| 1 | 16,95–17,00 (17,21) | |
| 1,5 | 16,43–16,50 (16,73) | |
| 2 | 15,90–15,95 (16,30) | |
| 2,5 | 15,35–15,40 (15,88) | |
| М20 | 0,5 | 19,50–19,52 (19,64) |
| 0,75 | 19,20–19,23 (19,42) | |
| 1 | 18,95–19,00 (19,21) | |
| 1,5 | 18,43–18,50 (18,73) | |
| 2 | 17,90–17,95 (18,3) | |
| 2,5 | 17,35–17,40 (17,88) |
Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
Источник: http://prosto-pro-remont.ru/raznoe/45-narezka-rezby
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
М1. 4х0.3 4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
М8х1. 25 25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10. 8 8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| Дюймовая резьба UNC | |||
| 1/4х20 | 5. 1 1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12. 9 9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1. 5.
5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Источник: https://sverla.info/articles/diametr-sverla-pod-rezbu/
5207347 Держатель 177 20 VA M8 проводника Ø8мм, отверстие с резьбой М8, нерж. сталь
5207347 Держатель 177 20 VA M8 проводника Ø8мм, отверстие с резьбой М8, нерж. стальПОСТАВЩИК:
ООО “Локальные системы”
Адрес: РБ, 220090, г. Минск, Логойский тракт 22, офис 303а;
Телефон: +375 17 247-19-99
ИНН: 190465237 / КПП: 37597808
Банковские реквизиты:
р/с BY96ALFA30122209810140270000 в ЗАО “Альфа-Банк” г. Минск
Минск
БИК ALFABY2X
Держатель 177 20 VA M8 проводника Ø8мм, отверстие с резьбой М8, нерж. сталь
Артикул: 5207347 На складе 401 шт.Технические характеристики
Аксессуары
Документы(1)
Оплата и Доставка
Каталог : Системы и компоненты для электромонтажных работ
Категория : Молниезащита и заземление
Бренд : OBO-Bettermann
Тип изделия : держатель проводников 8мм.
Материал : нержавеющая сталь
Срок поставки под заказ : 5-6 недель
ОПЛАТА
Обращаем Ваше внимание на то, что мы работаем только с юридическими лицами и индивидуальными предпринимателями по безналичному расчету. Отгрузка товара происходит после получения предоплаты на расчетный счет ООО “Локальные системы”.
ДОСТАВКА
Возможные варианты доставки купленного Вами товара:
Способ доставки вы сможете выбрать при оформлении заказа.
Получить товар на условиях самовывоза можно после подтверждения поступления 100% оплаты на расчетный счет продавца. После получения оплаты наши сотрудники в кратчайшие сроки скомплектуют заказ, и по готовности Вы получите SMS-уведомление на мобильный телефон. Вам останется только забрать товар!
Стоимость доставки:
Доставка в пределах территории РБ осуществляется за счет продавца.
Разгрузочные работы осуществляются силами покупателя.
Вопросы по срокам или вариантам доставки, наличию товара, заказам Вы можете уточнить у Вашего менеджера либо по телефону: +375 (17) 247-19-99.
Выберите несколько товаров и добавьте их в корзину в один клик
В корзинупохожие товары
с этим товаром покупают
Коммерческое предложение действительно на 24. 09.2021 г.
09.2021 г.
Товар успешно добавлен в корзину
Ok
Гайка колодца M8-1,25, резьба, диаметр головки 0,875 дюйма, отверстие 5/8 дюйма, длина 0,725 дюйма (Кол-во: 10)
(Пока нет отзывов) Написать рецензиюAuveco
Гайка колодезная M8-1.Резьба 25, диаметр головки 0,875 дюйма, отверстие 5/8 дюйма, длина 0,725 дюйма (Кол-во: 10)
- Артикул:
- AVC16256
- UPC:
- 821641162564
- Состояние:
- Новый
- Доставка:
- Рассчитано при оформлении заказа
- AMC:
- 8934201493
- Диапазон захвата:
- 0.
 015-0,156 “
015-0,156 “ - Диаметр головки:
- 0,875 “
- Размер отверстия:
- 5/8 “
- Включает:
- Невыпадающая латунная гайка
- Длина:
- 0.725 “
- Материал:
- Неопрен
- Размер винта:
- М8-1.25
- Диаметр хвостовика:
- 0,620 “
- Длина хвостовика:
- 0. 600 “
- Толщина:
- 0,125 “
 015-0,156 “
015-0,156 “ 600 “
600 “Метрические гайки и болты | Размер болта M6 | M8, жирный, размер
На все метрические гайки и болты, за исключением самых низких марок, нанесена идентификационная маркировка, указывающая на их прочность.
На головке каждого болта два числа, разделенных десятичной точкой, полный список включает десять градаций от 3.От 6 до 14,9, но в машинах и оборудовании обычно встречаются только классы 8,8, 9,8, 10,9 и 12,9. Головка болта также должна иметь код – обычно две или три буквы – указывающий на производителя. Обычно маркировка находится на верхней части головки болта, но иногда и сбоку.
Первое число указывает предел прочности стали в болте на разрыв. В круглых единицах это 10 кг на квадратный миллиметр болта.
Например, болт класса 12.9 не сломается, пока каждый квадратный миллиметр поперечного сечения болта не будет выдерживать нагрузку не менее 120 кг. Точно так же болт класса 8.8 не сломается, пока не будет нести нагрузку 80 кг на квадратный миллиметр.
Точно так же болт класса 8.8 не сломается, пока не будет нести нагрузку 80 кг на квадратный миллиметр.
Болт начнет растягиваться до того, как окончательно сломается, вторая цифра на головке болта указывает, какую прочность на разрыв может выдержать болт, прежде чем он начнет растягиваться.
Например, болт класса 12,9 начнет растягиваться, когда нагрузка на болт составит 90% от разрушающей нагрузки. Точно так же болт класса 9,8 начнет растягиваться при 80% своей разрушающей нагрузки.
Маркировку класса прочности труднее увидеть на метрических гайках, иногда указывается в виде числа, иногда в виде точки и – линии, где положение линии указывает класс, как стрелки часы.
Если оценка дана в виде числа, она может быть выбита на верхней части гайки или на одной из плоских сторон.
Знаки оценки на циферблате показаны на рисунке (справа). Поставьте точку в двенадцати позициях O-Clock, и линия покажет уклон.
Правило состоит в том, что класс гайки всегда должен быть таким же, как у болта, или на один класс выше, поэтому: болт класса 8,8 должен быть оснащен гайкой класса 8 или 9. Болт класса 12.9 должен быть оснащен гайкой класса 12 или 14.
M8 x 1,25 Полный комплект для ремонта винтовой резьбы
Характеристики винтовой вставки:- Размер внутренней резьбы: M8 x 1,25
- Длина: 8,0 мм (1xD), 12,0 мм (1,5xD), 16,0 мм (2xD)
- Материал : 18-8 (304) нержавеющая сталь
- Тип: свободный ход
- Размер крана: M8 x 1.25 STI
- Размер сверла: 21/64 “
 Винтовые пластины
Винтовые пластинычасто известны под торговыми марками Helicoil или Recoil Screw Thread Inserts.Наши винтовые пластины с прецизионной резьбой взаимозаменяемы с пластинами и инструментами других производителей. Если вы в настоящее время используете номера деталей Helicoil, Recoil или Mil Spec для своих пластин, см. Наши номера перекрестных ссылок ниже, чтобы легко и точно перейти на наши винтовые пластины с прецизионной резьбой от Chrislynn.
Перекрестная ссылка: спиральная вставка, M8 x 1,25, длина 12,0 мм (1,5xD), свободный ход
- Номер по каталогу Chrislynn: 82160H
- Номер по каталогу Helicoil: 1084-8CN-120
- Номер по каталогу отдачи: 05083
- Mil-Spec P / N: MA3279-159
- Материал – Inconel X750, фосфор-бронза, Nitronic 60, нержавеющая сталь 316
- Покрытия – сухая пленка, кадмий, серебряное покрытие
- Пожалуйста, звоните, чтобы узнать предложение и срок поставки, если требуются какие-либо изменения.
Нужен другой размер или длина? Просто хотите вставки?
Для получения полного списка доступных наборов, вставок и инструментов посетите нашу сводную страницу по вставкам со спиральной резьбой.
Размер отверстия под резьбу
Предпочтительные измерения
Метрическая
дюймов
Выберите M1.0x0.2M1.1×0.2M1.2×0.2M1.4×0.2M1.6×0.2M1.8×0.2M2x0.25M2.2×0.25M2.5×0.35M3x0.35M3.5×0.35M4x0.5M4.5×0.5M5x0.5M6x0. 75M7x0.75M8x0.75M8x1M9x0.75M9x1M10x0.75M10x1M10x1.25M11x0.75M11x1M12x1M12x1.25M12x1.5M5M22x2M24x1M24x1.5M24x2M25x1M25x1.5M25x2M27x1M27x1.5M27x2M28x1M28x1.5M28x2M30x1M30x1.5M30x2M30x3M32x1.5M32x2M33x1.5M33x2M33x3M35x1.5M35x2M36x1.5M36x2M36x3M39x1.5M39x2M39x3M40x1.5M40x2M40x3M42x1. 5M42x2M42x3M42x4M45x1.5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x3M58x4M60x1.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1,2 млн 1,4 млн 1,6 млн 1,8 млн 2 млн 2,5 млн 3 млн 3.5M 4M 4,5M 5M 6M 7M 8M 10M 12M 14M 16M 18M 20M 22M 24M 27M 30M 33M 36M 39M 42M 45M 48M 52M 56M 60M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4-20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4- 5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4-4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4 -4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12 -28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNFS Выберите # 12-32 UNEF1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16-20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-20 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11/16 -18 UNEFВыбрать 1/16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1- 1/4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5-3 / 4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3-1 / 2 BSF3-3 / 4 BSF4 BSF4 -1/4 BSF
5M42x2M42x3M42x4M45x1.5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x3M58x4M60x1.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1,2 млн 1,4 млн 1,6 млн 1,8 млн 2 млн 2,5 млн 3 млн 3.5M 4M 4,5M 5M 6M 7M 8M 10M 12M 14M 16M 18M 20M 22M 24M 27M 30M 33M 36M 39M 42M 45M 48M 52M 56M 60M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4-20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4- 5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4-4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4 -4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12 -28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNFS Выберите # 12-32 UNEF1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16-20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-20 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11/16 -18 UNEFВыбрать 1/16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1- 1/4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5-3 / 4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3-1 / 2 BSF3-3 / 4 BSF4 BSF4 -1/4 BSF
Полный поток% 50556065707580859095100
Данные для расчета| Метрическая грубая | |
Номинальный диаметр | мм в |
Шаг резьбы P | мм в |
Резьбы на дюйм |
D = мм в
Это одно и то же M8 и 5/16?
Вы, наверное, спрашиваете себя: в чем разница между болтами M8 и 5/16? Какой винт мне выбрать? Могу ли я использовать болт M8 с резьбой 5/16? На первый взгляд они очень похожи. ..
..
Что ж, быстрый ответ – нет. Они не одинаковы и не взаимозаменяемы, хотя могут работать при определенных обстоятельствах.
Самая важная часть – понять значение M8 и 5/16 для обозначения размера метрического винта или болта, чтобы тогда мы могли понять, почему они не одно и то же!
M8
- M означает «метрическая система».
- 8 – диаметр болта в миллиметрах.
- Обычно идет с дополнительным номером, например 1.0, который представляет собой шаг (расстояние между резьбами) в мм. В этом основное отличие болта 5/16.
5/16
- 5/16 – диаметр болта в дюймах.
- В отличие от метрических болтов здесь мы не указываем шаг. Мы указываем количество ниток на дюйм . Обычно встречаются только две группы: мелкие и грубые. Для болтов 5/16 мы обычно находим 5 / 16-18 (грубая) и 5 / 16-24 (тонкая), где 18 и 24 обозначают количество витков резьбы на дюйм.

Итак, если размеры 8 мм и 5/16 дюйма эквивалентны, почему не совместимы M8 и 5/16? Что ж, ключ в смоле . Присмотримся внимательнее:
Сравнение шагов двух болтов M8.
Сравнение шага болтов M8 и 5/16.
Это лучший пример, чтобы понять, почему они не совпадают. Некоторые резьбы выровнены, но из-за разного шага большинство из них не выровнены.Вы можете почувствовать это несовпадение при попытке вкрутить болт 5/16 в резьбу M8: когда становится трудно, это потому, что вы пытаетесь усилить резьбу!
Итого:
- M8 и 5/16 – разные болты.
- M8 и 5/16 несовместимы.
- Не рекомендуется использовать болт M8 с резьбой 5/16 (и наоборот), иначе вы рискуете надавить и повредить резьбу.
- Чтобы избежать проблем с несовместимостью, используйте дополнительное оборудование, например монтажные пластины wOod-it:
