правила создания и необходимый инструмент
- Главная >
- Блог >
- Резьбовое отверстие: правила создания и необходимый инструмент
18.12.2022
Время чтения: 10 минут
Редакция сайта VT-Metall
Сохранить статью:
Вопросы, рассмотренные в материале:
- Важные параметры резьбы
- Выбор сверла для создания резьбового отверстия
- Оснастка для резьбовых отверстий
- Нарезание резьбы в отверстии
Важные параметры резьбы
Различные варианты резьбы отличаются друг от друга:
- профилем;
- номинальным диаметром;
- шагом;
- числом заходов;
- ходом;
- направлением.
Внешняя и внутренняя резьба должны совпадать по всем параметрам, чтобы резьбовое соединение было качественным.
Существуют болтовые и шпилечные крепления. Вторые, помимо соединяемых деталей и шпильки с резьбой, комплектуются гайками и шайбами. Для того чтобы соединить элементы конструкции, в каждом из них сверлится отверстие и нарезается резьба.
Чтобы максимально точно сформировать резьбу, предварительно диаметр высверливаемого отверстия должен быть равен внутреннему, измеряемому по выступам.
Диаметры сквозных отверстий для резьбовых отверстий всегда должны на 5–10 % превышать номинальный диаметр болтов или шпилек:
Dотв = (1,05…1,10) × d, где
Dотв – диаметр отверстия;
d – номинальный диаметр болта или шпильки.
Чтобы определить диаметр отверстия, которое необходимо просверлить во втором элементе (Dотв), следует вычесть величину шага из номинального диаметра шпильки или болта (P):
Dотв = d – P.
Для наглядности расчетные значения диаметров резьбового отверстия представлены в таблице, составленной согласно значениям, которые указаны в ГОСТ 19257 от 1973 года. Параметры даны для номинальных диаметров шпильки (болта) от 1 до 1,8 мм и шага в 0,2 и 2 мм:
|
Диаметр номинальный, мм |
Шаг, мм |
Диаметр отверстия, мм |
|
1 |
0,2 |
0,8 |
|
1 |
0,25 |
0,75 |
|
1,1 |
0,2 |
0,9 |
|
1,1 |
0,25 |
0,85 |
|
1,2 |
0,2 |
1 |
|
1,2 |
0,25 |
0,95 |
|
1,4 |
0,2 |
1,2 |
|
1,4 |
0,3 |
1,1 |
|
1,6 |
0,2 |
1,4 |
|
1,6 |
0,35 |
1,25 |
|
1,8 |
0,2 |
1,6 |
|
1,8 |
0,35 |
1,45 |
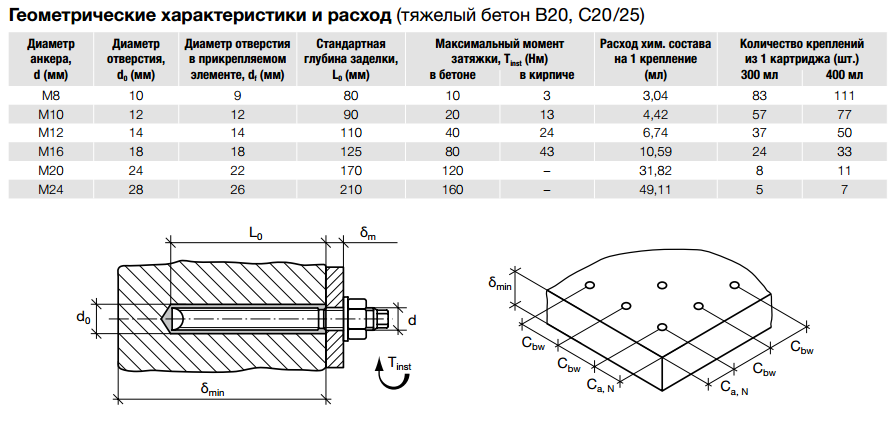
Любое резьбовое отверстие имеет важную характеристику – глубину, определяемую с учетом таких параметров, как:
- запас внешней резьбы шпильки или болта;
- недорез;
- величина фаски;
- глубина ввинчивания.

Запас резьбы, недорез и размеры фасок – данные, которые можно найти в справочной литературе, а последнее значение вычисляют, используя коэффициенты, равные:
- сталь, латунь, бронза, титан – 1;
- серый и ковкий чугун – 1,25;
- легкие сплавы – 2.
Выбор сверла для создания резьбового отверстия
Как правильно подобрать сверло под метчик и подготовить отверстие:
- Выбор инструментов следует производить с учетом конкретного металла. Обычно для сверления резьбовых отверстий используют приспособления из кобальтосодержащих быстрорежущих сталей. Если предстоит работать с твердым, сложно обрабатываемым материалом, нужно остановиться на сверлах из твердых сплавов.
- Для того чтобы облегчить центровку метчика и заход болта или шпильки, производят предварительное зенкование и формируют фаску.
- Для правильного выбора диаметра инструмента важно принимать во внимание особенности материала. Так, для сверления мягкого сплава под резьбу М10 берут сверло диаметром 9,3, а для твердого – 9,4 мм.
- При сверлении деталей из хрупкого металла следует брать сверло на 0,1 мм меньше, чем для обычной стали.
- Даже при одинаковом шаге резьбы диаметры сверл для формирования резьбового отверстия будут разными для обычных и метчиков-раскатников.
- Чтобы избежать выхода из строя метчика и сформировать резьбу высокого качества, следует при выборе инструмента сверяться с ГОСТом и специальной справочной литературой.
 Так, для сверления мягкого сплава под резьбу М10 берут сверло диаметром 9,3, а для твердого – 9,4 мм.
Так, для сверления мягкого сплава под резьбу М10 берут сверло диаметром 9,3, а для твердого – 9,4 мм.
Самым важным фактором, влияющим на результат работы резьбонарезных приспособлений, является грамотный выбор диаметра сверла.
При расчете диаметра отверстия обычно пользуются простым методом – получая разность между номинальным диаметром и величиной шага. К примеру, чтобы просверлить отверстие под резьбу М10, следует брать инструмент, диаметр которого будет: 10 – 1,25 (величина стандартного шага) = 8,75 мм.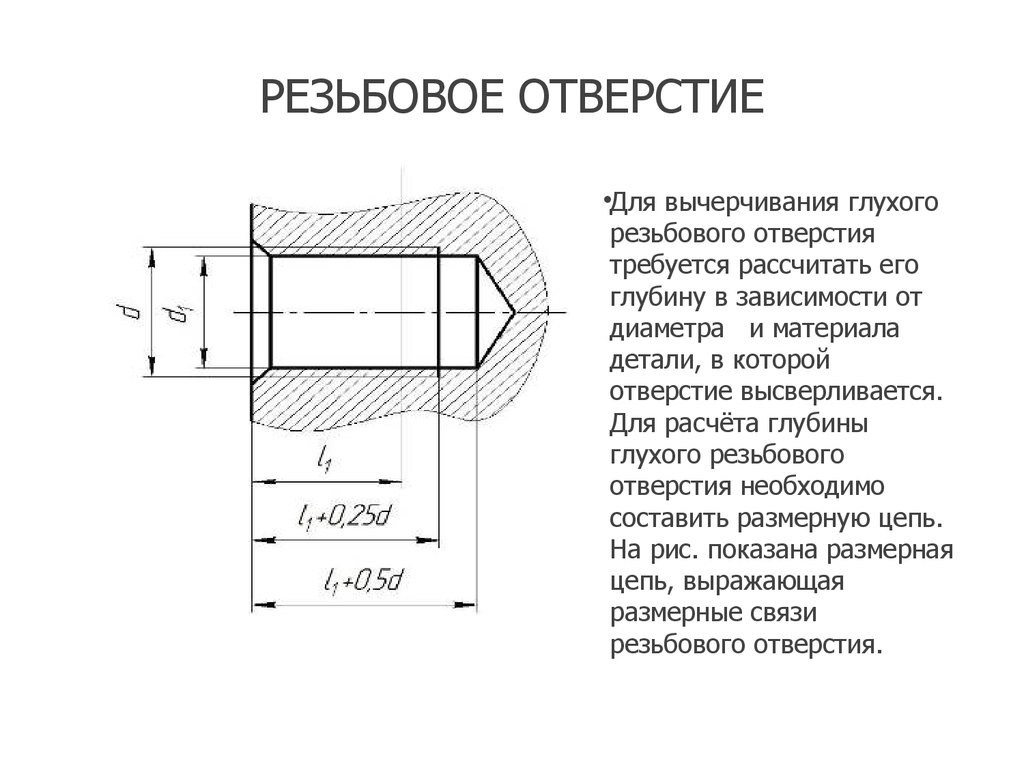
При расчете количества витков важно учитывать, что для пластичных материалов этот показатель всегда больше. То есть, чтобы просверлить медь, следует взять сверло с большим диаметром, чем для сверления чугунной или бронзовой детали.
На практике диаметр резьбового отверстия всегда меньше номинальной величины нарезки. Однако важно учитывать нормативы, которые задают предельные значения. Превышая их, мастер нарушает технологические правила и получает менее качественный результат. К примеру, для резьбы М8 следует выбирать сверло диаметром не более 7,48 мм.
Диаметры метрических резьбовых отверстий регламентируются соответствующими государственными стандартами.
Перечислим рекомендованные параметры отверстий для самых популярных размеров резьбы: М3, М4, М5, М6, М8, М10 и М12.
Для наглядности диаметры представлены в таблице:
|
Метчик (резьба/основной шаг) |
Диаметр отверстия (сверла), мм |
|
М3х0,5 |
2,5 |
|
М4х0,7 |
3,3 |
|
М5х0,8 |
4,2 |
|
М6х1,0 |
5,0 |
|
М8х1,25 |
6,8 |
|
М10х1,5 |
8,5 |
|
М12х1,75 |
10,2 |
|
М14х2,0 |
12,0 |
|
М16х2,0 |
14,0 |
|
М18х2,5 |
15,4–15,6 |
|
М20х2,5 |
17,4–17,6 |
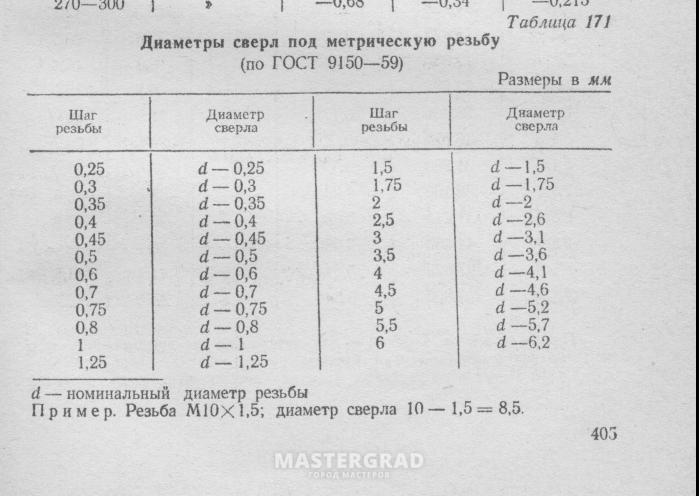
Следует еще раз напомнить о самом быстром и простом «дедовском» способе. Чтобы не терять лишнего времени на расчеты и поиск требуемых значений в справочниках, можно просто отнять от номинального диаметра резьбового отверстия шаг нарезаемой резьбы.
Чтобы не терять лишнего времени на расчеты и поиск требуемых значений в справочниках, можно просто отнять от номинального диаметра резьбового отверстия шаг нарезаемой резьбы.
Приведем пример. Предположим, требуется сформировать резьбу М8×1,25:
- Номинальный диаметр резьбы – 8 мм.
- Шаг – 1,25 мм.
- Вычитаем из первого значения второе: 8 – 1,25.
- Нужный нам диаметр – 7,25 мм.
Можно округлить полученную величину в большую сторону. В нашем примере округляем 7,25 до 7,3 мм. Такой способ очень удобен в домашних условиях, но недостаточно точен для любого производства, где лучше взять искомую величину из справочной таблицы или ГОСТа, учитывая при этом допуски и характеристики конкретного металла.
Оснастка для резьбовых отверстий
Метрическую внутреннюю резьбу формируют при помощи специальных винтообразных режущих приспособлений с канавками для отвода стружки – метчиков. В зависимости от формы резьбового отверстия используют стержнеобразные инструменты конической или цилиндрической формы. По бокам параллельно продольной оси рабочей части проходят каналы, разделяющие ее на гребенки с острыми краями, которые представляют собой режущую кромку и нарезают спиральные выступы резьбы.
В зависимости от формы резьбового отверстия используют стержнеобразные инструменты конической или цилиндрической формы. По бокам параллельно продольной оси рабочей части проходят каналы, разделяющие ее на гребенки с острыми краями, которые представляют собой режущую кромку и нарезают спиральные выступы резьбы.
Для того чтобы внутренняя резьба была чистой и аккуратной, а ее конфигурация соответствовала заданным значениям, важно производить нарезку поэтапно, медленно снимая один за другим тонкие слои материала.
Для такой работы используют или комплекты метчиков, с последовательно меняющимися параметрами, или инструмент, по длине рабочей части которого расположены отрезки соответствующей геометрии. Отдельными инструментами с неизменной формой гребенок пользуются для восстановления формы резьбы, вышедшей из строя или утратившей свои функции.
Минимальный набор для качественной нарезки внутренней резьбы включает в себя два инструмента.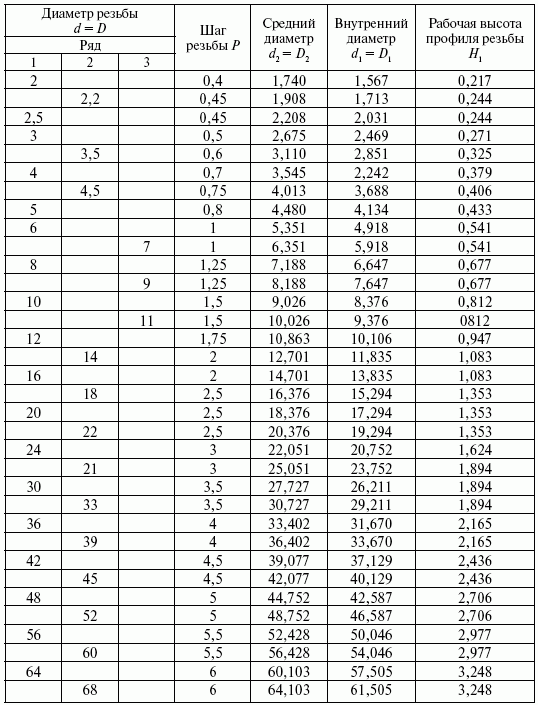 Один из них предназначен для черновой нарезки, а второй – для окончательного формирования резьбы. С помощью первого с поверхности отверстия тонким слоем снимают металл, формируя канавки малой глубины, а вторым – углубляют их и очищают поверхность от мелких изъянов.
Один из них предназначен для черновой нарезки, а второй – для окончательного формирования резьбы. С помощью первого с поверхности отверстия тонким слоем снимают металл, формируя канавки малой глубины, а вторым – углубляют их и очищают поверхность от мелких изъянов.
С помощью комбинированных двухпроходных инструментов или комплектов из двух приспособлений обычно нарезают резьбу в отверстиях небольшого диаметра – не более 3 мм. Метрическая нарезка больших диаметров требует наборов из трех приспособлений или специальных трехпроходных метчиков.
Для передачи рабочего усилия на режущий инструмент пользуются специальными воротками, которые могут иметь разное конструктивное решение. Главный параметр для этих приспособлений – форма и размеры посадочного отверстия, в которое вставляется хвостовик метчика.
Используя для нарезания внутренней резьбы комплект метчиков разной конфигурации, важно соблюдать правильную последовательность, ориентируясь как на специальные отметки, которыми промаркированы инструменты, так и на их конструктивные особенности.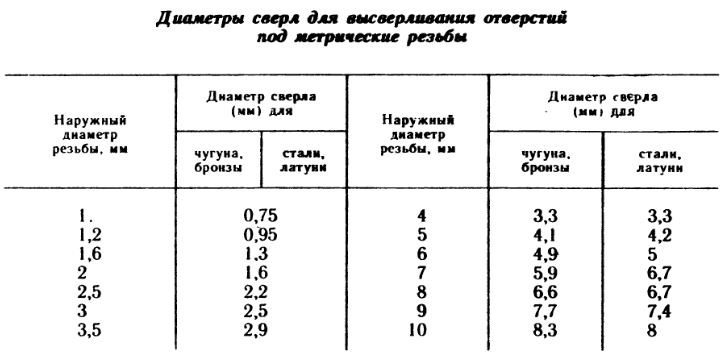
Первым идет метчик самого маленького диаметра и характерными обрезанными зубчиками на режущей гребенке.
Второй метчик отличает короткая заборная часть и большая длина гребней. По диаметру этот инструмент занимает промежуточную позицию между первым и третьим.
Третий инструмент, предназначенный для окончательной обработки резьбового отверстия, имеет полный профиль режущих зубьев на гребенке. Диаметр этого метчика в точности соответствует требуемым параметрам нарезаемой резьбы.
Нарезание резьбы в отверстии
Для нарезания внутренней резьбы необходима надежная фиксация изделия. Небольшие детали для этого зажимают в тисках, а габаритным следует обеспечить неподвижность с помощью подручных средств, например, грузов или прокладок.
Заводя рабочий инструмент в подготовленное отверстие, важно следить, чтобы их оси совпадали. Далее следует начинать медленно поворачивать метчик в нужном направлении.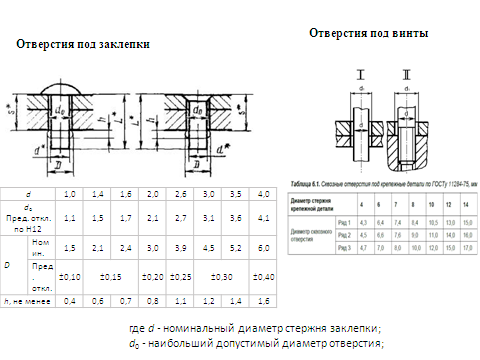 При повышении сопротивления следует извлечь его, вращая в обратную сторону, и удалить из канавок стружку. Процедуру необходимо повторять до формирования резьбы с требуемыми параметрами.
При повышении сопротивления следует извлечь его, вращая в обратную сторону, и удалить из канавок стружку. Процедуру необходимо повторять до формирования резьбы с требуемыми параметрами.
При формировании резьбы в глухом отверстии кончику метчика необходимо свободное пространство, а значит, засверливать деталь нужно глубже требуемого расстояния ввинчивания. Если конфигурация и размеры изделия не позволяют сделать отверстие более глубоким, часто проблему решают, срезая переднюю часть инструмента.
При нарезании внутренней резьбы и формировании наружной с помощью плашек используют два инструмента – один для чернового прохода, второй – для чистового. Этот прием позволяет добиться высокого качества и чистоты витков. Можно также использовать для этих целей специальный комбинированный однопроходный метчик.
Для того чтобы стружка не мешала контакту режущей кромки зубьев с материалом, за каждым полным оборотом инструмента должен следовать возврат на полуоборот.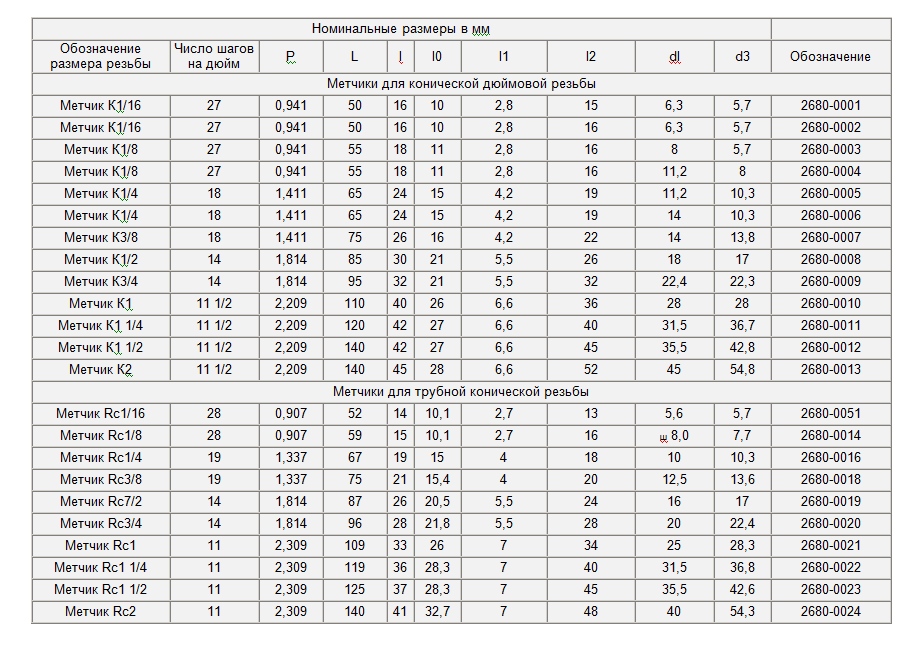
Для расчета глубины ввинчивания следует умножить номинальный диаметр в миллиметрах на коэффициент, учитывающий материал детали.
Рекомендуем статьи
- Скорость резания: на что влияет и как правильно подобрать
- Виды токарных станков: обзор наиболее популярных
- Виды резцов по металлу: базовая классификация
Для облегчения процесса формирования резьбы рабочую зону смазывают. Для смазки стальных изделий можно пользоваться олифой, алюминиевых – спиртом, скипидаром или керосином. Если под рукой не оказалось нужной технической жидкости, можно заменить ее обычным машинным маслом, которое, конечно, не так эффективно. Соблюдение всех описанных выше правил позволит получить резьбовое отверстие с требуемыми параметрами.
Читайте также
27.12.2022
Газосварка: оборудование, технологии и правила
Подробнее
22.12. 2022
2022
Благородные металлы: от добычи до применения
Подробнее
18.12.2022
Нагартовка металла: о чем стоит знать
Подробнее
18.12.2022
Резьбовое отверстие: правила создания и необходимый инструмент
Подробнее
18.12.2022
Токарная обработка металла: задачи, оборудование, инструменты
Подробнее
18.12.2022
Прокаливаемость стали: технология испытаний
Подробнее
18.12.2022
Анодирование алюминия: технология, сферы применения
Подробнее
18.12.2022
Цвета побежалости: откуда появляются и о чем говорят
Подробнее
Стойки м3 латунные в Таганроге: 318-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Таганрог
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Вода, газ и тепло
Вода, газ и тепло
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Стойки м3 латунные
Стойка латунная М3, отверстие-отверстие, L=45мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=35мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=20мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=25мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=8мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=30мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=10мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=30мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=5мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=10мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=50мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=35мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=40мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=25мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=12мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=40мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=5мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=15мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=20мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=12мм
В МАГАЗИНЕще цены и похожие товары
Стойка латунная М3, отверстие-отверстие, L=6мм
В МАГАЗИНЕще цены и похожие товары
Стойки латунные для винтов, 280 шт. /компл., М3 Материал: латунь
/компл., М3 Материал: латунь
ПОДРОБНЕЕЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=20мм Тип: винт, Материал: латунь
ПОДРОБНЕЕЕще цены и похожие товары
Стойка латунная М3, отверстие-винт, L=35мм Тип: винт, Материал: латунь
ПОДРОБНЕЕЕще цены и похожие товары
Стойка M3X16 винт-отв (латунь) Тип: винт, Производитель: Без бренда, Модель автомобиля: BMW M3
ПОДРОБНЕЕЕще цены и похожие товары
Латунная стойка для печатных плат M3-20mm 6mm Тип: плата
ПОДРОБНЕЕЕще цены и похожие товары
Латунные втулки M3 6 мм, винты с шестигранным отверстием, латунные резьбовые стойки для печатных плат, компьютерных плат, набор прокладок для плат, 50
ПОДРОБНЕЕЕще цены и похожие товары
Латунные втулки M3 6 мм, винты с шестигранным отверстием, латунные резьбовые стойки для печатных плат, компьютерных плат, набор прокладок для плат, 50
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Какое сверло для какого метчика?
спросил
Изменено 2 года, 1 месяц назад
Просмотрено 1к раз
Если я хочу просверлить отверстие для использования с M3 (или другим метрическим размером), нужна ли мне специальная справочная таблица или я просто использую сверло M3 с метчиком M3?
- винты
- дрель
- сверла
2
Если вы собираетесь нарезать отверстие, оно должно быть «специального размера сверла», и вы можете найти его в любом из миллионов источников, многие из которых доступны в Интернете.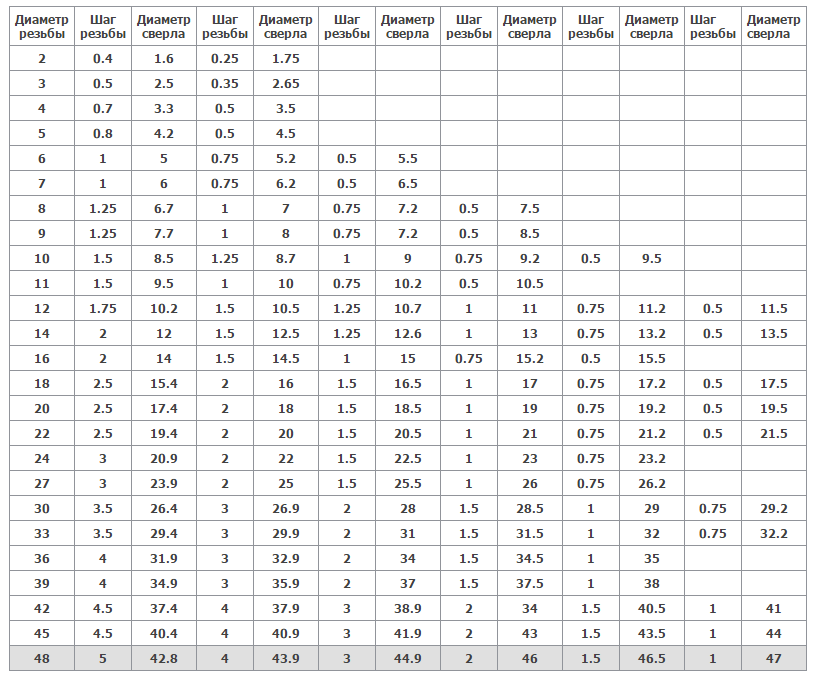
Google говорит, что 2,5 мм для M3 – я не удосужился проверить реальные диаграммы, но, вероятно, это будет правильно. Ага. Это для обычного метчика. 7/64″ для формовочного метчика.
Если вы просто хотите, чтобы шуруп проходил через отверстие, M3 (т.е. 3 мм) подойдет.
4
Приготовьте себе таблицу резьбы и сверления. Думаю, их выпускает каждый производитель кранов.
https://www.aimsindustrial.com.au/sutton-tapping-drill-wall-chart-free
Нет, по крайней мере для метрических винтов номинальным размером является «большой» диаметр резьбы. Размер отверстия под резьбу меньше.
Глядя на метрический набор ответвителей, который у меня есть здесь, и немного погуглив, кажется, что это правило.
- Берем большой диаметр
- Вычесть шаг резьбы.
- Для M8, M9 и M12 округлить до десятых долей миллиметра в большую сторону (примечание: для M12 мой набор округляет в большую сторону, но источник, который я нашел в гугле, округляет в меньшую сторону)
M3 имеет шаг резьбы 0,5 мм, а M6 и M7 имеют шаг резьбы 1 мм, поэтому математические расчеты хорошо подходят для этих размеров.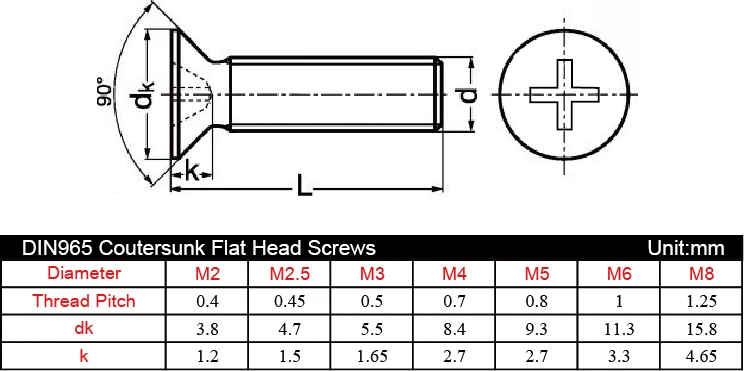 Однако для других размеров это приводит к странному размеру.
Однако для других размеров это приводит к странному размеру.
Если вы покупаете набор метчиков и у вас еще нет набора «инженерных» сверл с мелкими интервалами, я бы посоветовал приобрести набор, который поставляется с соответствующими сверлами.
Для метчика M3 вам понадобится сверло 2,5 мм.
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Бесплатный файл STL Тест-полоска с резьбовым отверстием M3・Дизайн для 3D-печати для загрузки・Cults
Окно на крыше для замка Playmobil 3268
Бесплатно
Набор пряжек Polar h20
Бесплатно
Зажим для посудомоечной машины Siemens SN66
Бесплатно
Компактный чехол для батарей 3x AA
Бесплатно
Торцевой ключ для основания смесителя 24 и 28 мм * 115 мм
Бесплатно
Модульная система кофейных капсул для Dolce Gusto
Бесплатно
Ключ для игрушечных наручников
Бесплатно
Matchbox K-111 Сменная ракета для ракетной установки
Бесплатно
Лучшие файлы для 3D-принтеров категории «Разное»
Счетный ящик
Бесплатно
3 цвета Анатомическое сердце
Бесплатно
Золоуловитель
1,88 €
Деактивировано
Шина РТО
20 евро
Ракетные установки Himars в масштабе 1/16 и 1/25
€24,33 -20%
€19,46
Beetle Sand Rail с поворотной системой (версии FDM и DLP)
14,81 €
миниатюра грузовика
8 €
Лидеры продаж категории Разное
Шарнирный Gyarados
1,99 €
Мега-упаковка Eeveelution с шарнирно-сочлененной рамой
10 €
SlingHAMMER – многозарядный арбалетный пистолет для стальных шариков 8 мм, 10 мм или 12 мм
12,50 €
ВЕЩЬ РУКА “СРЕДА” СЕМЕЙКА АДДАМС V2
2,50 €
Вещь
8 €
Подвижная маска в стиле хищника
6,20 €
РОЖДЕСТВЕНСКАЯ ЕЛКА v2
1,50 €
Набор рождественских шаров itsLitho
5,70 €
5 гномов (без поддержки)
2,49 €
РУКА СЕМЬИ АДДАМС
€5 -25%
€3,75
Человек с бензопилой — Дэнджи
€17,90 -50%
€8,95
Gengar – Flexi Articulated Pokémon (печать на месте, без опор)
2 €
Планка Gremlin 640 мм для FPV
0,94 €
Рождественский стежок
1,25 €
Gyarados – Шарнирная морская змея
1,50 €
Существо Аддамс
1,99 €
Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому очень просто поддержать нас поддерживать деятельность и создавать будущие разработки .