всё про ремонт и обустройство жилья
Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Особенности метрической резьбыДиаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Таблица метрической резьбыДля метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).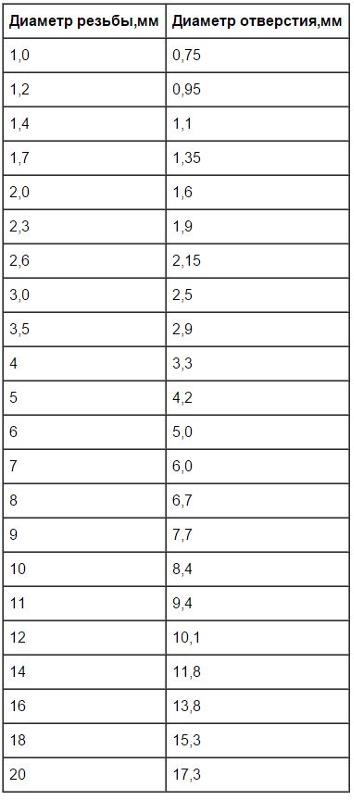
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
Резьбомер служит для определения системы резьбы, шага метрической резьбы или числа ниток на 1 дюймовой резьбы. Резьбомер является одномерным инструментом для измерения наружных и внутренних резьб. Резьбовая пробка служит для комплексной проверки основных элементов внутренней резьбы. Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]
Взяв в руки резьбомер и болт, последовательно накладывают пластинки резьбомера для метрической или дюймовой резьбы на проверяемую резьбу так, чтобы шаблон ( гребенка) был размещен вдоль оси болта, г зубья шаблона вошли в резьбовые нитки болта. После того как профиль резбы шаблона точно совпадает с резьбой болта, по надписи на шаблоне устанавливают шаг метрической резьбы или число ниток на дюйм для дюймовой резьбы. [33]
При отсутствии резьбомера шаг резьбы измеряют масштабной линейкой или штангенциркулем. Для этого на резьбу вдоль ее оси накладывают линейку так, чтобы ее нулевое деление совпало с вершиной одного из витков, и отсчитывают число уложившихся на длине 1 ( 25 4 мм) витков резьбы.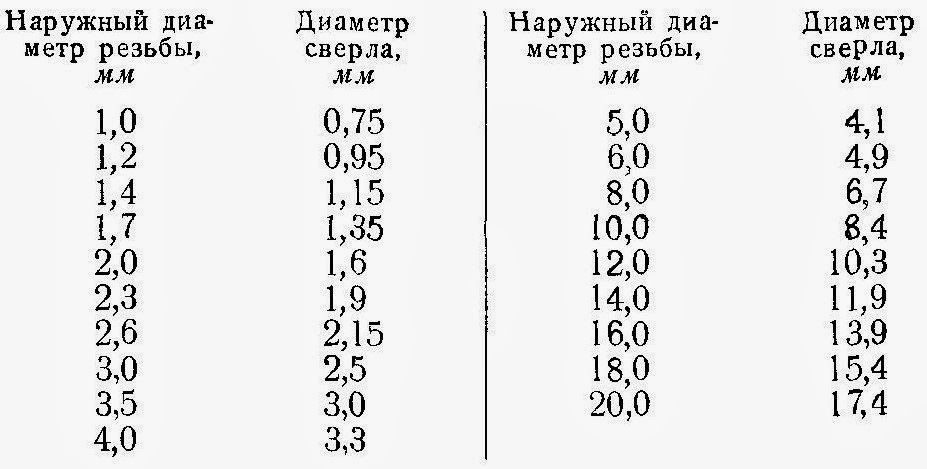
Метрическая резьба с большим диаметром может быть многозаходная. Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36]
Резьбовыми шаблонами определяют шаг и профиль резьбы. Комплекты шаблонов ( рис. 9) имеются для метрической ( метка 60) и дюймовой ( метка 55) резьбы. Для определения резьбы в ней последовательно устанавливают шаблоны, пока резьба и шаблон точно не совпадут. На шаблоне указан шаг метрической резьбы или количество ниток на дюйм. [38]
Какое изделие называется деталью. Какое изделие называется сборочной единицей. Каким требованиям должен удовлетворять чертеж детали. Каким требованиям должен удовлетворять чертеж сборочной единицы. Как подразделяется конструкторская документация ( КД) в зависимости от стадии проектирования.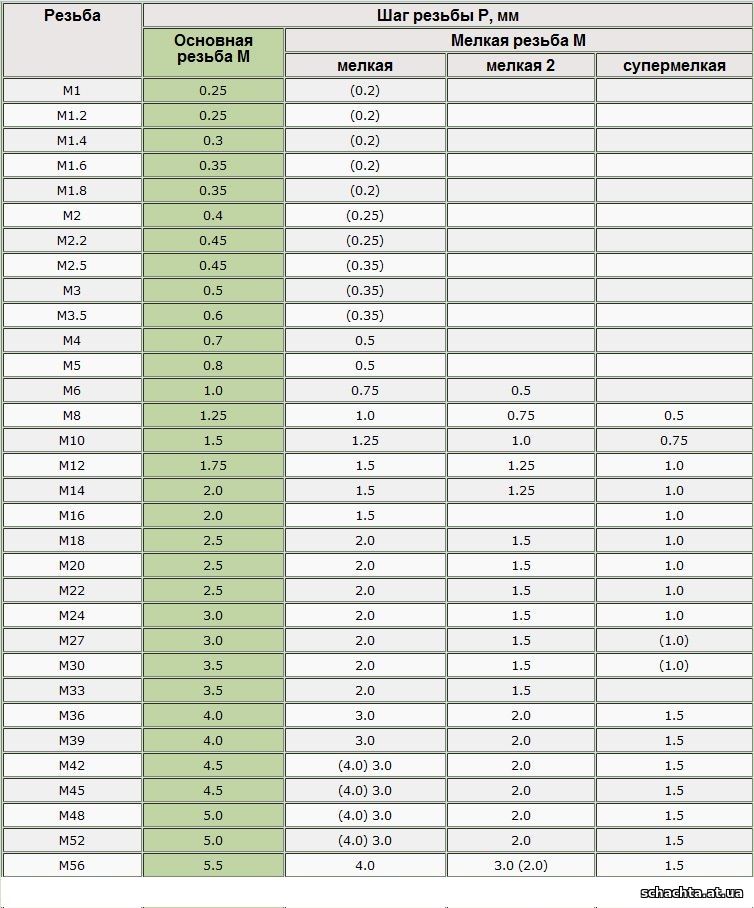
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм , нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм .
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60° . Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р , где Н это высота, а Р шаг резьбы.
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
- M16 , М42 , М64 – с крупным шагом
- М16×0,5 ; М42×2 ; М64×3 – с мелким шагом
- М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм , шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
- M14LH , M40×2LH , M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH
Современное машиностроение нельзя себе представить без резьб.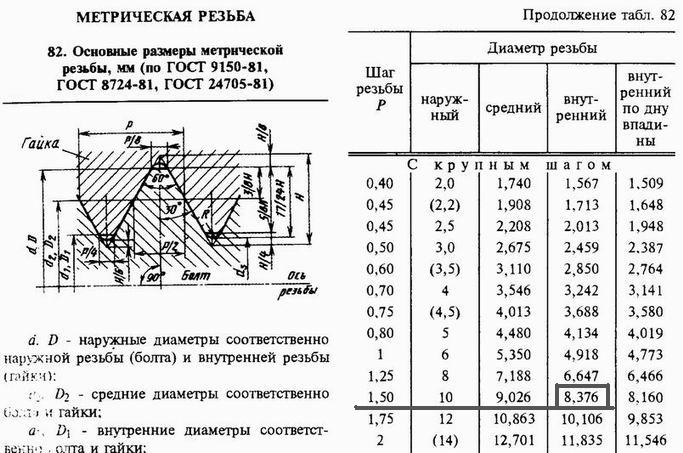 Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т.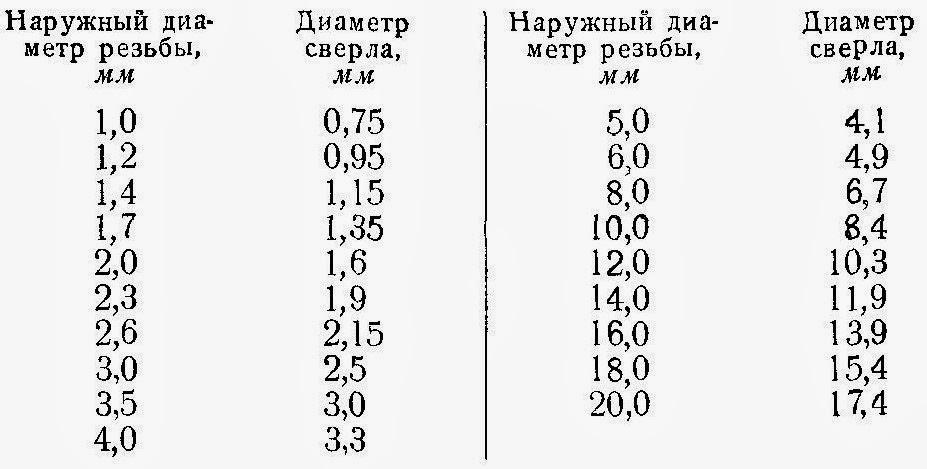 п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.

- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.

В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.
- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
Стандартные (основные) шаги метрической резьбы − Таблица
Ниже представлена таблица с основными шагами и диаметрами метрической резьбы:
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D. Номинальный наружный диаметр внутренней резьбы (гайка)
d. Номинальный наружный диаметр наружной резьбы (болт)
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P
D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
0 — нулевая отметка (h/H) — Номинальный диаметр
+/- — положительные/отрицательные зоны расположения допусков
e/g/G — положение допуска относительно 0 (h/H)
6/7/8 — степень точности допуска
* — стандартный размер допуска болта/гайки
Es/ei — максимальный размер границы поля допуска
Ei/es — минимальный размер границы поля допуска
↨ — допуск зазора для антикоррозийного покрытия
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
М10-резьба: как это?
Одним из достижений, которое сыграло немаловажную роль в ускорении научно-технического прогресса, отличающего последние 500 лет истории человечества, является изобретение резьбового соединения. Давайте подробнее рассмотрим его особенности.
Заклепки и клинья
В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Метрическая резьба
В большинстве стран мира принята метрическая система измерения, в основе которой лежит условность, что в одном метре находится тысяча миллиметров. Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) – здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Однако это еще не все параметры, которыми характеризуется резьбовое соединение. В данном случае в характеристике “резьба М10”, диаметр обозначен числом 10, оно указывает на внешний диаметр на болте. Кроме диаметра резьбы, есть еще такой показатель, как шаг резьбы.
В зависимости от необходимости прочности соединения, шаг резьбы может быть разным. Так, стандартная резьба М10 может иметь следующие значения шага:
- 0,5 мм;
- 0,75 мм;
- 1 мм;
- 1,25 мм.
Для самой крупной стандартной резьбы шаг в ее обозначении может не указываться, поскольку он принят за основной. Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.
Внутренняя метрическая резьба
Естественно, для того чтобы резьбовое соединение было применено, должны сочетаться две резьбы, нарезанные в соответствующих местах соединяемых деталей:
- внешняя – на болте или шпильке;
- внутренняя – в гайке или теле детали.
В детали, в которой будет применяться внутренняя резьба М10, отверстие должно быть высверлено с учетом длинны и шага. Этот диаметр зачастую легко вычислить, имея элементарные знания в математике и даже не имея под рукой таблиц со стандартными значениями, поскольку принятый в метрической системе стандарт для резьбы имеет угол вершины профиля 60 градусов.
Правила равнобедренного треугольника и теорема Пифагора позволят с легкостью определить, что высота резьбы с шагом 1 миллиметр будет равна 0,866 миллиметра. Таким образом, отверстие, в котором будет создаваться М10-резьба, должно составлять не менее 8,268 мм:
10 – 0,866 – 0,866 = 0,8268
Поскольку резьба находится с двух сторон от оси сверления, высоту резьбы отнимаем от внешнего диаметра два раза.
Почему существует разный шаг
Как уже говорилось ранее, в зависимости от требуемой прочности соединения применяется разный шаг резьбы. Наиболее распространенный среди используемых в машиностроении и других областях – это крупный шаг. Однако для повышенной прочности соединения применяется и малый шаг резьбы.
Его, помимо этого, используют также и там, где требуется большая точность. Например, в измерительном инструменте более высокой точности, нежели штангенциркуль, используется метрическая резьба с малым или очень малым шагом резьбы. В таком случае поступательное движение, размер которого нужно измерить, распределяется на длину окружности резьбы, что дает возможность измерять не только десятые, но и сотые доли миллиметра.
Естественно, что крупный шаг резьбы помешает точному измерению. Ведь М10-резьба с крупным шагом в 1,25 миллиметра будет иметь измерительную точность в два с половиной раза меньшую, нежели с очень мелким шагом в 0,5 миллиметра.
Стоит отметить, что из-за более сложного (с точки зрения технологии) получения резьбы с очень малым шагом, она практически не применяется в машиностроении. Основная область ее применения – это измерительный инструмент.
Хотя большинство резьбовых соединений имеет правую резьбу (чтобы закрутить болт, его нужно вращать по часовой стрелке), при необходимости может применяться и левая. Например, комплект педалей для велосипеда имеет левую и правую крепежную резьбу.
Разница между мелкой и стандартной резьбой
В чем разница между метрической резьбой ISO и метрической мелкой резьбой ISO?
Во-первых, давайте посмотрим, что у них общего. Оба типа резьбы являются метрическими и определены в DIN 13 . И стандартная резьба , и мелкая резьба имеют угол по бокам 60 градусов . Но если вы сейчас присмотритесь, то заметите решающие отличия.
Зачем вообще нужна метрическая мелкая резьба? И для чего он используется? Каковы преимущества и недостатки тонкой резьбы? Это то, что мы хотим выяснить вместе в этом сообщении в блоге. Приятного чтения!
Зачем использовать тонкую резьбу?
Существует так много типов потоков из-за различных функций типов потоков. Взглянув на мелкую метрическую резьбу , это станет особенно ясно. Чем отличается мелкая резьба (MF) и более грубая стандартная резьба (M) ?
В случае мелкой резьбы номинальный размер может иметь разный шаг. В связи с этим необходимо и предписано расширить обозначение на шаг резьбы.
Пример:
Обозначение стандартной резьбы M 10. Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
- M10 x 0,5
- М10 х 0,75
- M10 x 1
- M10 x 1,25
М10 с шагом 1,5 мм для стандартной резьбы
Метчик с мелким шагом резьбы М10 с шагом 1,5 и соответствующим калибром
М10 с шагом 1,00 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 1,00 и соответствующим калибром
М10 шаг 1,25 мм для резьбы с мелким шагом
Шаг резьбы Метчик с мелким шагом M10 с шагом 1,25 и соответствующим калибром
М10 с шагом 0,75 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 0,75 и соответствующим калибром
Чем меньше шаг, тем тоньше резьба. Однако из указания шага в обозначении нельзя сделать вывод, что это всегда мелкая резьба. Некоторые производители за рубежом иногда также указывают шаг в стандартной резьбе. Это может привести к большой путанице.
При более узком профиле резьбы диаметр стержня меньше, а глубина резьбы меньше. Таким образом, наборы метчиков с метрической точностью состоят из предварительной и чистовой фрезы. Центральный метчик не нужен, потому что снимается меньше материала.
Преимущества мелкой резьбы
Так в чем преимущества? Благодаря более узкому профилю резьбы возможна более точная подача, например, с помощью измерительных инструментов, потому что вы покрываете очень небольшое расстояние за один оборот. У вас также более высокое контактное давление при том же крутящем моменте. Еще одним преимуществом является меньшая глубина резьбы. Если место для резьбы небольшое, например, в случае тонкостенных труб или коротких отрезков, то правильным выбором будет метрическая резьба. Резьба также имеет более высокий эффект самоблокировки. Это может сыграть роль, если резьбовые соединения подвергаются вибрациям. По этой причине метрическая мелкая резьба в основном используется для винтовых соединений с высокими нагрузками, которые также подвержены движениям.
Недостатки мелкой резьбы
Каковы недостатки? Этот тип резьбы очень чувствителен к загрязнениям и повреждениям. Из-за меньшей глубины резьбы их легче вырвать, в зависимости от типа нагрузки.
Краткий обзор различий
Ниже вы найдете краткий обзор всех основных различий между крупной и мелкой резьбой. Мы также еще раз суммировали преимущества и недостатки для вас здесь:
- Обозначение резьбы показано с шагом. За номинальным размером следует шаг. (МФ 10 х 0,75 )
- Номинальный размер может иметь различный шаг (MF 10 x 0,2 / MF 10 x 0,25 / MF 10 x 0,35 / MF 10 x 0,5 и т. д.)
- Более узкий профиль резьбы
- Больший диаметр сердечника
- Меньшая глубина резьбы
Преимущества мелкой резьбы:
- Более точная подача (например, с помощью измерительных инструментов)
- Более высокое контактное давление при том же крутящем моменте
- Требуется меньше места (например, тонкостенные трубки, глушители, оптические устройства)
- Менее чувствителен к вибрациям, повышенный эффект самоблокировки
Недостатки мелкой резьбы:
- Легкое загрязнение
- Легкий захват
- Чувствителен к повреждениям
- Легче вытащить
Стандартная резьба и мелкая резьба для дюймовой резьбы
Мелкая резьба встречается не только в метрической резьбе ISO. Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .
Кстати, в нашем магазине www.gewindewerkzeuge.com вы найдете большой выбор метчиков
Щелкните здесь, чтобы перейти к нашему новому цифровому каталогу!
В каталог
Последние статьи
ISO метрическая мелкая резьба DIN 13-4
ISO метрическая мелкая резьба DIN 13-4| Спецификации международных стандартов на резьбу | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
По сравнению со стандартной резьбой мелкая резьба имеет меньший шаг, что повышает упругость. Реклама:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||