Как правильно подобрать сверло под резьбу для метчиков − таблицы диаметров и рекомендации
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
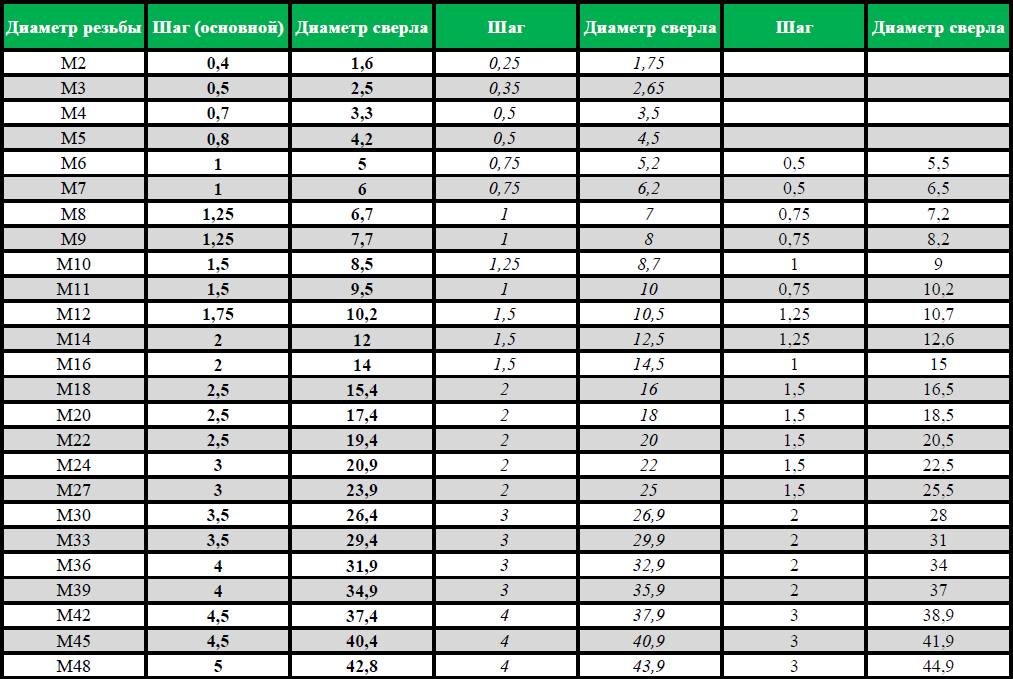
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.
 д.
д. - Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
- Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.
 д.
д.
РЕЗЬБА МЕТРИЧЕСКАЯ
ГОСТ 24705-81 (СТ СЭВ 182-75)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности ИСПОЛНИТЕЛИ М.А. Палей, Г.С. Кудинова ВНЕСЕН Министерством станкостроительной и инструментальной промышленности Зам. министра А.Е. Прокопович УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23 апреля 1981 г. № 2084
| Основные нормы взаимозаменяемости РЕЗЬБА МЕТРИЧЕСКАЯОсновные размеры |
Basic norms of interchangeability. Metric thread.
Взамен ГОСТ 9150-59 (в части основных размеров) и ГОСТ 9000-73 (в части основных размеров)
Постановлением Государственного комитета СССР по стандартам от 23 апреля 1981 г. №2084 срок действия установлен
№2084 срок действия установлен
Срок действия с 01.01.82
1. Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150-81, диаметрами и шагами по ГОСТ 8724-81. Стандарт полностью соответствует CT СЭВ 182-75. 2. Номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным на чертеже и в таблице.
Класс резьбы, пределы H
Классы резьбы
Существует (3) установленных класса резьбы, обозначенных в унифицированной серии добавлением: «А» для винтов и «В» для гаек (или других внутренних резьб), чтобы показать определенные пределы и допуски.
Резьба класса 1B
В то время как винт 1A может легко вкручиваться для быстрой и легкой сборки. Отверстие классифицируется как 1B. Посадка – резьба 1В, (очень редко используется в современной металлообработке)
Отверстие классифицируется как 1B. Посадка – резьба 1В, (очень редко используется в современной металлообработке)
Резьба класса 2B
Состоит из винта 2А в отверстии 2В. Резьба 2В имеет широкое применение. Он используется для покрытия, отделки и покрытия в ограниченной степени и, следовательно, имеет достаточные допуски.
Резьба класса 3B
3A ввинчивается в гайку 3B или отверстие с внутренней резьбой, используется там, где пределы допуска близки.
Номера GH перечислены ниже. «G» обозначает заземляющую резьбу. «H» означает, что диаметр шага выше основного. За этими двумя буквами (GH) следует цифра, указывающая допустимый размер превышения диаметра шага.
| h2 | = | от Базового до Плюс .0005 | ||
| h3 | = | Базовый Плюс . 0005 до Плюс .0010 0005 до Плюс .0010 | ||
| h4 | = | Базовый Плюс .0010 до Плюс .0015 | ||
| h5 | = | Базовый Плюс .0015 до Плюс .0020 | ||
| H5 | = | Базовый Плюс .0020 до Плюс .0025 | ||
| H6 | = | Базовый Плюс .0025 до Плюс .0030 | H=выше базового | |
| H7 | = | Базовый Плюс .0030 до Плюс .0035 | L=ниже базового |
Отношение делительного диаметра метчика к основному делительному диаметру
Американские производители метчиков используют ряд предельных значений диаметра шага метчика. Эти пределы имеют допуск 0,0005 для метчиков размером от 0 до 1 дюйма и допуск 0,001 дюйма или более для размеров метчиков от 1 дюйма до 1 1/2 дюйма в диаметре.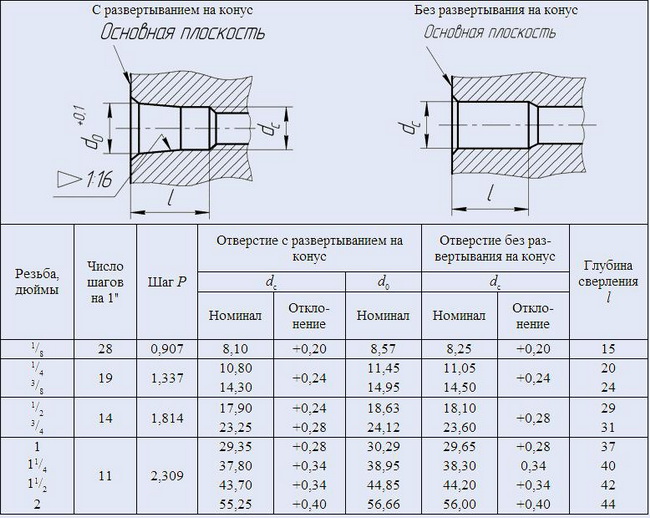
Пример: 1/4-20. Взаимосвязь между ограничениями среднего диаметра метчика и базовым номинальным диаметром шага.
| Базовый | —-.2200 | ||||||
| —-.2190 | |||||||
| —-.2185 | |||||||
| —-.2180 | |||||||
| —-.2175 | |||||||
| —-.2170 | |||||||
Примечания:
- Метчик не может производить резьбу определенного класса, он может производить резьбовое отверстие в определенных пределах изделия.
- Поскольку метчик используется только для нарезания резьбы в отверстии или для нарезания внутренней резьбы, метчик не влияет на посадочные свойства сопрягаемой внешней резьбы.
- Для производства того, что обычно называют классом резьбы, как наружная, так и внутренняя резьба должны быть в соответствующих пределах продукта. Только когда оба элемента резьбового узла попадают в желаемые пределы класса, можно гарантировать правильную посадку.
- Приемлемость резьбового отверстия любого класса определяется только точным резьбовым калибром-пробкой “G0” или “HI” соответствующего класса. Приемлемость охватываемой части с внешней резьбой также определяется соответствующим калибром-кольцом с резьбой “GO” или “LO”.
- Ограничения метчиков относятся к различным размерам производимых метчиков. Следует выбрать метчик, который будет производить внутреннюю резьбу в пределах желаемого предела продукта. Пределы касания обозначаются как L1, h2, h3, h4 и т. д.
- Хотя шлифованные метчики изготавливаются с прецизионными допусками в рамках строго контролируемых производственных процессов и гарантируется точность отдельных элементов, всегда существует возможность присутствия неизвестных факторов, которые могут отрицательно сказаться на хороших характеристиках метчика.

snss-m12-p1_Винты с шестигранной головкой — мелкая резьба|NBK
Габаритный чертеж
Спецификации/CAD
Select
- M (мелкий)
Номинал резьбы - Все
- М12
Единица измерения: мм
| SNSS-M12-P1-20 | М12 | 1 | 20 | 18 | 12 | 10 | 32 | CAD | Запрос предложений |
| SNSS-M12-P1-25 | М12 | 1 | 25 | 18 | 12 | 10 | 36 | CAD | Запрос предложений |
| SNSS-M12-P1-30 | М12 | 1 | 30 | 18 | 12 | 10 | 39 | CAD | Запрос предложений |
| SNSS-M12-P1-35 | М12 | 1 | 35 | 18 | 12 | 10 | 43 | CAD | Запрос предложений |
| SNSS-M12-P1-40 | М12 | 1 | 40 | 18 | 12 | 10 | 47 | CAD | Запрос предложений |
| СНСС-М12-П1-45 | М12 | 1 | 45 | 18 | 12 | 10 | 50 | CAD | Запрос предложений |
| SNSS-M12-P1-50 | М12 | 1 | 50 | 18 | 12 | 10 | 55 | CAD | Запрос предложений |
Ни один продукт не соответствует указанным выше условиям.

С сожалением сообщаем, что ни один продукт не соответствует введенным вами условиям.
Nabeya Bi-tech Kaisha предлагает индивидуальные продукты в соответствии с вашими потребностями.
Пожалуйста, не стесняйтесь обращаться к нам через форму запроса.
Сопутствующая услуга
- Услуги по мойке и упаковке чистых помещений (винт)
- Услуга по регулировке длины винта
- Служба виброустойчивой обработки
- Кэптивная служба обработки
Материал/отделка
| SNSS | |
|---|---|
| Основной корпус | SUSXM7 (эквивалент SUS304) |
| Класс прочности | А2-50(М4-М6) А2-70(М8-М12) |
Заявка
Предотвращение ослабления / Крепление тонких пластин и т.