Нарезание резьбы — Диаметры отверстий под резьбу
На точность нарезаемой резьбы влияют три параметра отверстия под резьбу диаметр, длина и перпендикулярность оси отверстия к базе. Диаметры отверстия под резьбу при нарезании метрической резьбы указаны в ГОСТ 19257—73, а при нарезании конической резьбы — в табл. 27. [c.35]При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия. Это обстоятельство учтено в специальных таблицах, по которым выбирают диаметр отверстия под резьбу. Диаметры сверл для обработки отверстий в стальных деталях под нарезание метрических резьб с мелкими шагами приведены в табл. 16. [c.221]
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается.

Диаметры отверстий под резьбу должны обеспечить после нарезания внутренний диаметр резьбы в пределах допусков, предусмотренных стандартом. [c.475]
Большое значение для правильного нарезания резьбы имеет размер отверстия под резьбу. У чугуна он делается равным внутреннему диаметру резьбы, а у вязких материалов он должен быть несколько больше, так как в процессе резания происходит пластическая деформация и подъем металла. В случае заниженного диаметра отверстия может произойти срыв резьбы или поломка метчика. Величина подъема металла зависит от степени его вязкости и поэтому в каждом отдельном случае надо пользоваться данными соответствующих справочников. [c.150]
Нарезание внутренней резьбы в отверстиях. До нарезания резьбы необходимо просверлить отверстие соответствующего диаметра. Правильный выбор диаметра сверла при нарезании резьбы в отверстии имеет большое значение. Если диаметр отверстия слишком велик, резьба получается недостаточно глубокой (неполной) и молдиаметр отверстия под резьбу слишком мал, то при нарезании срывается резьба или ломается метчик.
[c.200]
До нарезания резьбы необходимо просверлить отверстие соответствующего диаметра. Правильный выбор диаметра сверла при нарезании резьбы в отверстии имеет большое значение. Если диаметр отверстия слишком велик, резьба получается недостаточно глубокой (неполной) и молдиаметр отверстия под резьбу слишком мал, то при нарезании срывается резьба или ломается метчик.
[c.200]
Сверление отверстий под резьбу. Диаметр отверстия под резьбу должен быть несколько меньше наружного и больше внутреннего диаметра резьбы. Объясняется это тем”, что при нарезании резьбы металл выдавливается, отчего диаметр отверстия уменьшается. Чем более тверд и хрупок металл, тем меньше изменяется диаметр отверстия при нарезании резьбы. В отверстии, меньшем нормального, метчик испытывает большее сопротивление резанию, резьба получается с рваными нитками. Если же диаметр отверстия больше нормального, получается неполная резьба.
Правильный выбор диаметра отверстия под резьбу имеет большое значение. Если диаметр просверленного отверстия больше, чем необходимо, получается неполная резьба, если диаметр отверстия меньше требуемого, при нарезании срывается резьба или ломается метчик.
[c.501]
Если диаметр просверленного отверстия больше, чем необходимо, получается неполная резьба, если диаметр отверстия меньше требуемого, при нарезании срывается резьба или ломается метчик.
[c.501]
При нарезании резьбы метчиком увеличение диаметра отверстия под резьбу уменьшает опорную поверхность между витками метчика и гайки, повышает удельное давление на этой поверхности. Удельное давление может превзойти предел прочности обрабатываемого материала, что приводит к разбиванию резьбы по среднему диаметру. [c.130]
Диаметр отверстия под резьбу. В процессе нарезания резьбы метчиком материал гайки слегка вдавливается внутрь, т. е. в направлении к внутреннему диаметру. В результате сказанного, высота резьбы увеличивается на величину подъема. [c.45]
Формула (4), кроме своего прямого назначения, дает возможность решать обратную задачу, т. е., задаваясь конкретными значениями диаметра отверстия под резьбу, можно рассчитать потребное количество метчиков для нарезания резьбы. [c.47]
[c.47]
При нарезании резьбы метчиком увеличение диаметра отверстия под резьбу уменьшает опорную поверхность между витками метчика и гайки и повышает удельное давление на этой поверхности. Возрастание удельного давления может быть весьма значительным и превзойти предел прочности обрабатываемого материала оно приводит к разбиванию резьбы по среднему диаметру. Величина разбивания тем больше, чем больше удельная нагрузка на виток в каждый данный момент, и значительно изменяется в зависимости от твердости обрабатываемого материала.
Большое значение имеет правильный выбор диаметра отверстия под резьбу. Диаметр сверла для отверстия под нарезание резьб выбирают по специальным таблицам (см. табл. 5.5). [c.210]
Номи- нальный диаметр, мм Шаг Р, мм Диаметр отверстия под резьбу Предельное (верхнее) отклонение диаметра Диаметры сверл для получения отверстий под нарезание резьбы [c.221]
Нарезание резьбы – Диаметры отверстий под резьбу 221, 222
[c. 319]
319]
Подготовка отверстия под резьбу. При нарезании резьбы метчиками небольшие отверстия обычно нарезают сразу же посла сверления большие отверстия предварительно растачивают. Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, что необходимо для уменьшения силы резания и предотвращения поломки метчика. Металл нарезаемой гайки под действием силы резания несколько затекает во впадины резьбы (рис. 213). Чем более пластичен металл нарезаемой детали, тем сильнее он течет и, следовательно, те.м больше должен быть диаметр отверстия под резьбу. [c.184]
Учитывая возможное вспучивание резьбы в процессе ее нарезания, минимальный диаметр отверстия принимают на 0,04 — 0,1 мм больше минимального внутреннего диаметра резьбы. В титане и его сплавах минимальные диаметры отверстий под резьбу должны быть еще больше.
Диаметр отверстия под резьбу должен обеспечить высоту профиля резьбы, равную 75 от теоретической. Нарезание резьбы в отверстиях меньшего диаметра значительно увеличивает нагрузку на метчик. Установлено, что при нарезании 100%-ной высоты профиля затрачивается сила резания в 3 раза большая, чем при высоте профиля резьбы, равной 75% при этом прочность резьбы возрастает лишь на 5%. Высота профиля может на.ходиться в пределах от 50 до 83% 75% является средним значением. Чем больше шаг резьбы, тем меньше может быть высота профиля резьбы. Следует иметь в виду, что даже при 50%-ной высоте профиля резьбы прочность резьбового соединения выше прочности тела болта.
[c.541]
Нарезание резьбы в отверстиях меньшего диаметра значительно увеличивает нагрузку на метчик. Установлено, что при нарезании 100%-ной высоты профиля затрачивается сила резания в 3 раза большая, чем при высоте профиля резьбы, равной 75% при этом прочность резьбы возрастает лишь на 5%. Высота профиля может на.ходиться в пределах от 50 до 83% 75% является средним значением. Чем больше шаг резьбы, тем меньше может быть высота профиля резьбы. Следует иметь в виду, что даже при 50%-ной высоте профиля резьбы прочность резьбового соединения выше прочности тела болта.
[c.541]
Отверстия под резьбу. Диаметр отверстия под резьбу зависит от типоразмера последней и характера обрабатываемого материала. Для нарезания метрической резьбы с = (1 — Кс8, где — диаметр сверла й — номинальный диаметр резьбы Кс — коэффициент (табл. 27). Диаметры расточенных отверстий под нарезание метрических резьб приведены в табл. 28, а трубных цилиндрических — в табл. 29. [c.818]
Диаметр отверстия, подготовленного для нарезания резьбы метчиками, можно определять по правилам, относящимся к подготовке отверстия под нарезание резьбы резцом, и изложенным выше.
 Правильный выбор диаметра отверстия под резьбу в данном случае имеет особое значение, так как материал витков, деформирующийся в процессе работы метчика, увеличивается в объеме и так защемляет метчик, что вращение его становится затруднительным. В результате этого или срывается резьба, или ломается метчик.
[c.230]
Правильный выбор диаметра отверстия под резьбу в данном случае имеет особое значение, так как материал витков, деформирующийся в процессе работы метчика, увеличивается в объеме и так защемляет метчик, что вращение его становится затруднительным. В результате этого или срывается резьба, или ломается метчик.
[c.230]Если диаметр отверстия под резьбу равен внутреннему диаметру резьбы, то материал, выдавливаемый при нарезании, слишком будет давить на зубья метчика, нагревая их. В результате сильного нагрева к зубьям будут прилипать частицы металла. Резьба может получиться с рваными нитками, а в некоторых случаях возможна поломка метчика. Если отверстие под резьбу слишком большое, резьба получится неполной.
Диаметры отверстий под резьбу при нарезании ее метчиками выбираются с таким расчётом, чтобы получить внутренний диаметр резьбы после работы метчиков в пределах, предусмотренных ГОСТом. [c.67]
Диаметр отверстия под резьбу должен быть возможно большим. Чем более труднообрабатываемым является металл, в котором нарезается резьба, тем больше должны быть диаметр отверстия и длина сбега (для глухих отверстий) резьбы. По зарубежным данным при нарезании резьбы со 100-процентной высотой профиля затрачивается сила резания в три раза большая, чем при 75-процентной высоте профиля, прочность же резьбы в первом случае лишь на 5% больше, чем во втором. Чем больше шаг резьбы,
[c.324]
Чем более труднообрабатываемым является металл, в котором нарезается резьба, тем больше должны быть диаметр отверстия и длина сбега (для глухих отверстий) резьбы. По зарубежным данным при нарезании резьбы со 100-процентной высотой профиля затрачивается сила резания в три раза большая, чем при 75-процентной высоте профиля, прочность же резьбы в первом случае лишь на 5% больше, чем во втором. Чем больше шаг резьбы,
[c.324]
Расчет диаметра отверстий для нарезания резьбы с крупным шагом диаметром от 8 до 16 мм приведен в табл. 117. Там же указаны близкие к диаметру отверстия диаметры сверл под резьбу по ГОСТ 885—60. Аналогично могут быть подсчитаны диаметры отверстий под резьбу с мелким шагом. [c.325]
Сверление отверстий под резьбу должно производиться правильно заточенными острыми сверлами. Отверстия под точные резьбы иногда зенкеруют и развертывают. Отверстия для глухих резьб желательно выполнять с проточкой под сбег резьбы. Диаметр отверстия под резьбу должен быть возможно большим. Для особо трудных условий нарезания высота резьбы может быть равна 75% от теоретической.
[c.333]
Для особо трудных условий нарезания высота резьбы может быть равна 75% от теоретической.
[c.333]
Качество внутренней резьбы зависит от диаметра отверстия под резьбу (диаметр определяют по таблицам), правильного выбора и способа прн.менения смазочного материала (для смазывания применяют тот же смазочный материал, что и прн нарезании резьбы плашками), правильного подбора инструментов. Метчики подбирают комплектно на основе данных чертежа или по резьбомеру.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется, что приводит к у.меньшению диаметра отверстия. Поэтому результат, полученный по приведенной выше формуле, следует увеличить на 0,2—0,4 мм при нарезании резьбы в стали, латуни и других вязких материалах, на 0,1—0,2 мм в чугунных, бронзовых и других хрупких материалах. [c.102]
Ответ. Диаметр отверстия под нарезание резьбы МЗО должен составлять 26,15 мм. Диаметры, “отверстий под резьбу, а также диаметры стержней под резьбу даны в табл. 16 и 17.
[c.85]
Диаметры, “отверстий под резьбу, а также диаметры стержней под резьбу даны в табл. 16 и 17.
[c.85]
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой. [c.32]
Применяется только в глухих отверстиях, Оказывает меньшее стопорящее действие, чем у элементов заклинивания. Диаметр цилиндрической цапфы должен быть несколько меньше внутренней резьбы. Угол конуса на конце цилиндрической цапфы должен совпадать с углом заточки сверла для нарезания отверстия под резьбу [c.193]
Диаметры отверстий под нарезание метрической резьбы по ГОСТ 9150—81 с допусками по ГОСТ 16093—81, выполняемых в сером чугуне по ГОСТ 1412—79, [c.289]
Справочные таблицы диаметров заготовок, диаметров сверл и диаметров отверстий под нарезание резьбы разработаны с учетом изложенного выше, а также на основании практических данных машиностроительных заводов, В табл. 192 приведены диаметры стержней под нарезание метрических резьб плашками.
[c.311]
192 приведены диаметры стержней под нарезание метрических резьб плашками.
[c.311]
Диаметры отверстий под нарезание метрической резьбы [c.317]
GO. Диаметры отверстии под нарезание метрических резьб (по ГОСТ 9150-59) Размеры в мм [c.403]
При нарезании резьбы метчиками и плашками материал детали несколько выдавливается, поэтому размер заготовкй нужно брать меньший, чем при нарезании резьбы резцом. Диаметр отверстия под резьбу должен быть равен 75% от теоретического профиля резьбы. Нарезание резьбы в отверстнях меньшего диаметра сильно увеличивает нагрузку на метчик, не оказывая существенного влияния на прочность резьбы. Для большинства резьбовых соединений достаточно, если резьба в гайке соответствует 0,75 ее полной глубины, или [c.136]
Нарезание резьбы в титане и его сплавах. Рекомендуется избегать нарезания глухих или длинных резьб. Длл облегчения процесса резь-бонарезания и уменьшения поломок метчиков увеличивают диаметр отверстий под резьбу. При нарезании резьбы в сквозных отверстиях длиной /> 2d применяют метчики с подточкой зубьев под углом X = 15°.
[c.345]
При нарезании резьбы в сквозных отверстиях длиной /> 2d применяют метчики с подточкой зубьев под углом X = 15°.
[c.345]
Рекомендации по выбору расположения эубьев метчиков и диаметров отверстий под резьбу при нарезании в сквозных отверстиях [c.258]
Нартзание резьбы в титане и его сплавах. Следует избегать нарезания глухих и длинных резьб. Процесс резьбонарезания облегчается с увеличением диаметра отверстия под резьбу. Для сквозных отверстий длиной / > широко применяют метчики с подточкой зубьев под углом X. = 15 . Для (2 6 мм рекомендуются двухканавочные метчики, для (2 > 6 мм — трехканавочные с уменьшенной шириной перьев, чисто шлифованным и. затылованным профилем резьбы. [c.460]
Угол заборного конуса. На практике фактическое число зубьев, осуществляющих процесс резания, будет меньше приведенных выше. На рис. 9, а показано положение первого из двухкомплектных метчиков при нарезании резьбы М1,6.
 Диаметр отверстия под резьбу для труднообрабатываемых материалов о = 1,30 мм. Первый метчик, имеющий на заборном конусе три режущие нитки, примерно на половину проваливается в отверстие, не производя никакой работы. Таким образом резание осуществляют только оставшейся 1 —1,5 нитки заборного конуса, что дая нарезания резьбы в деталях из труднообрабатываемых материалов явно не-
[c.35]
Диаметр отверстия под резьбу для труднообрабатываемых материалов о = 1,30 мм. Первый метчик, имеющий на заборном конусе три режущие нитки, примерно на половину проваливается в отверстие, не производя никакой работы. Таким образом резание осуществляют только оставшейся 1 —1,5 нитки заборного конуса, что дая нарезания резьбы в деталях из труднообрабатываемых материалов явно не-
[c.35]Силы резания. Исследование силовых зависимостей при нарезании резьбы метчиками в заготовках из жаропрочной стали ЭЯ1Т [97] позволило установить влияние на величину крутящего момента геометрии метчика, скорости резания, диаметра метчика и степени его затупления, а также диаметра отверстия под резьбу. [c.317]
| Фиг. 148. Влияние диаметра отверстия под резьбу на величину крутящего момента при нарезании стали ЭЯ1Т метчиками М12 X 1,75. |
 3.11). ЛАетчик-протяжку предварительно вставляют в нарезаемую заготовку, как при (цютяги-вании. Длина хвостовика /х = /д + 50, где /д — длина детали. Длина режущей части 1 =Р//(2 ,), где /г – высота профиля резьбы. Длина калибрующей части / ==4Р. Диаметр хвостовика = = где 11 диаметр задней иаправляюп1ей – наименьший диаметр отверстия под резьбу. Угол профиля канавок ф = 80…90 .
[c.176]
3.11). ЛАетчик-протяжку предварительно вставляют в нарезаемую заготовку, как при (цютяги-вании. Длина хвостовика /х = /д + 50, где /д — длина детали. Длина режущей части 1 =Р//(2 ,), где /г – высота профиля резьбы. Длина калибрующей части / ==4Р. Диаметр хвостовика = = где 11 диаметр задней иаправляюп1ей – наименьший диаметр отверстия под резьбу. Угол профиля канавок ф = 80…90 .
[c.176]Для уменьшения увода отверстий сверление выполняют в два или три перехода. Вначале отверстие центруют или засверлива-ют сверлом, диаметр которого в 2-3 раза меньше требуемого. Для отверстий под резьбу диаметром более 25-30 мм помимо сверления вьшолняют зенкерование или растачивание. Диаметр отверстий под резьбу делают на 0,04…0,1 мм больше внутреннего диаметра резьбы, тем самым учитывают подьем витков, возникающий при нарезании. Рекомендуемые диаметры сверл под резьбу с различным шагом и диаметром приведены в специальных нормативных таблицах. Торцы обрабатьшают с осевой подачей зенковками или подрезными резцами.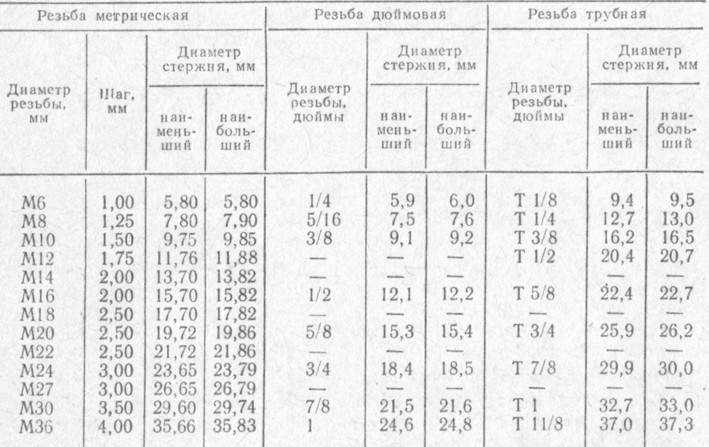 [c.785]
[c.785]
В отверстиях диаметром 56 мм и более резьбу нарезают с помошью самораскрываю-щихся резьбонарезных головок. Основные нормативные данные (режимы резания, диаметры отверстий под резьбы и т.д.) остаются такими же, как и при нарезании резьбы метчиками. Точность резьбы несколько ниже точности резьбы, полученной шлифованными метчиками, однако поле допуска Нб может быть обеспечено с достаточной стабильностью. [c.791]
Диаметры отверстий под нарезание дюймовой конической резьбы ио ГОСТу 6111—52, М6х1 конической по ГОСТу 1303—56 [c.151]
На рис. 28 показана схема наладки агрегатного станка с круглым поворотным столом для многопереходной двусторонней обработки с последовательной переустановкой двух Чугунных заготовок корпуса. Позиция / — загрузочно-разгрузочная. Заготовки устанавливают на обработанный ранее торец Б, базируют и закрепляют в правом (п) и левом (л) рабочем приспособлении. Полностью обработанную заготовку из приспособления п снимают и на ее место устанавливают снятую с приспособления л обработанную с одной стороны заготовку, повернув ее на 90°. Освободившееся место приспособления л загружают новой заготовкой. Позиция II, л — фрезерование верхнего торца горизонтальной головкой. Позиции III, л, /К, —фрезерование вертикальной плоскости вертикальной головкой. Позиция V — центрование отверстий под резьбу у обеих заготовок позиция К,л — зенкерование трехступенчатого центрального отверстия вертикальной головкой. Позиция И/, и — сверление отверстия диаметром 18 мм горизонтальной головкой позиция VI,л — развертывание трехступенчатого отверстия вертикальной головкой. Позиция VII — сверление отверстий под резьбу у обеих заготовок позиция VII, л — протачивание трех канавок в верхней части ступенчатого отверстия с помощью копирного патрона, преобразующего осевую подачу шпинделя вертикальной головки в радиальную подачу резца. Позиция VIII — нарезание резьбы в обеих заготовках горизонтальными головками позиция VIII,л — протачивание канавки и снятие фаски в нижней ступени цен-
[c.466]
Освободившееся место приспособления л загружают новой заготовкой. Позиция II, л — фрезерование верхнего торца горизонтальной головкой. Позиции III, л, /К, —фрезерование вертикальной плоскости вертикальной головкой. Позиция V — центрование отверстий под резьбу у обеих заготовок позиция К,л — зенкерование трехступенчатого центрального отверстия вертикальной головкой. Позиция И/, и — сверление отверстия диаметром 18 мм горизонтальной головкой позиция VI,л — развертывание трехступенчатого отверстия вертикальной головкой. Позиция VII — сверление отверстий под резьбу у обеих заготовок позиция VII, л — протачивание трех канавок в верхней части ступенчатого отверстия с помощью копирного патрона, преобразующего осевую подачу шпинделя вертикальной головки в радиальную подачу резца. Позиция VIII — нарезание резьбы в обеих заготовках горизонтальными головками позиция VIII,л — протачивание канавки и снятие фаски в нижней ступени цен-
[c.466]
Как нарезать резьбу вручную плашкой и метчиком
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.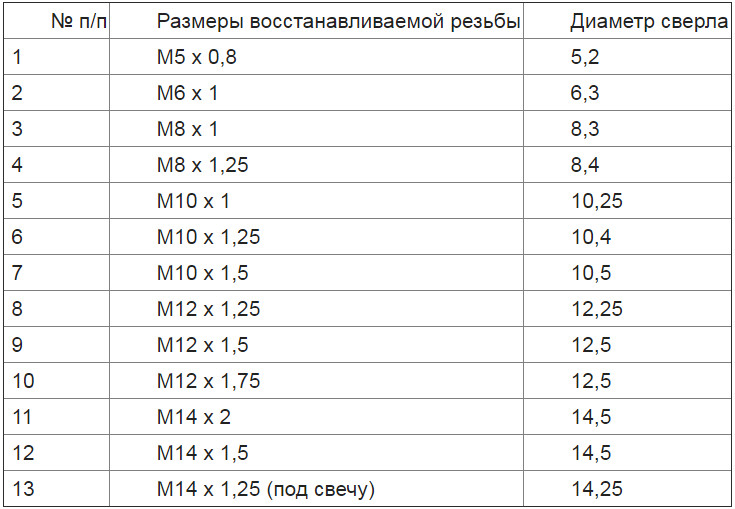
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.


Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Сверлим и нарезаем резьбу в детали из нержавейки (+) – Обработка резанием
самоделкин
Что-то непонятное. 1,5 мм в час
Должно скрипеть было
Ну я же не целы день у станка стоял, иногда надо и прямыми обязанностями заниматься.
деталь желательно закрепить,чтобы не качалась на столе.
 Сверлить на минимальных оборотах, переодически поливать хотябы маслом.На выходе сверла из детали сильно не давить.Сверло нужно переточить.
Сверлить на минимальных оборотах, переодически поливать хотябы маслом.На выходе сверла из детали сильно не давить.Сверло нужно переточить.Маслом смазывал. На выходе видно все таки передавил и сверло поломал. Закреплена нормально.
А вот с резьбой, боюсь, будет много проблем.
А шо делать….
Олеиновую кислоту надо для сверления в нержавейке, вот тогда пойдет как по маслу и нарезать резьбу тоже с ней.
А где ее достать?
И с проветривание проблемки…
либо обороты большие и палит сверло
450-600 ну если верить тому что написано на станке.
А может быть китайца покормить надо!
А поподробней? Мощи ему вроде хватает.
А зачем резьба М6 в переходнике на манометр? просто интересно.
 ..
..Ну чтобы прикрутить обьект испытаний. У велонасосов (советских) есть шланги вот с одной стороны там М6…..
Всем спасибо, завтра буду пробывать снова. Благо деталек на одну больше заказали…. :clapping:
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding MITSUBISHI | Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
1320 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N038 | ||||||||
Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента _ Быстрорежущая сталь Твёрдый сппав М1 хО. | ||||||||
См.также / See also : | ||||||||
Диаметр отверстия под резьбу / Tap drill sizes | Типы резьбы Назначение и обозначения / Thread types and applications | |||||||
Метчики Конструкция / Thread taps for metal | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
Плашки по металлу / Thread dies | Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling | |||||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Резьбонарезные патроны для метчиков / Tapping chucks | |||||||
| Справочная информация по металлообработке на станках Точение Фрезерование Сверление | ||||||||
Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр. ) ) | ||||||||
| | 1317 Справочная таблица значений предельных отклонений размеров в системе отверстия Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1318 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1319 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 1322 Международная единая система единиц СИ Справочные таблицы соотношения с другими произвольными единицами Давление Работа Энергия Мощность Напряжение | 1323 Виды износа режущего инструмента со сменными пластинами для металлообработки на станках Проблемы и пути их решения Износ Выкрашивание Адгезия | ||
| Каталоги инструмента MITSUBISHI | ||||||||
| | ||||||||
Каталог MITSUBISHI 2018 Инструмент режущий (англ.  яз / ENG) яз / ENG)(2040 страниц) | Каталог MITSUBISHI 2017 Новинки металлорежущего инструмента 17.1 (250 страниц) | Каталог MITSUBISHI 2016 Вращающийся и токарный режущий инструмент (1412 страниц) | Каталог MITSUBISHI 2016 Металлорежущий инструмент для мехобработки (англ.яз / ENG) (1636 страниц) | Каталог MITSUBISHI 2015 Токарный и вращающийся инструмент (англ.яз / ENG) (1672 страницы) | Каталог MITSUBISHI 2015 Новый режущий инструмент 15.2 (308 страниц) | |||
Каталог MITSUBISHI 2015 Сверла для обработки отверстий в металле (англ.яз / ENG) (226 страниц) | Каталог MITSUBISHI 2014 Металлорежущий инструмент (1352 страницы) | Каталог MITSUBISHI 2014 Новый металлорежущий инструмент 14.2 (164 страницы) | Каталог MITSUBISHI 2013 Металлорежущий инструмент (1232 страницы) | Каталог MITSUBISHI 2010 Режущий инструмент и системы (1348 страницы) | Каталог MITSUBISHI 2007 Металлорежущий инструмент и системы (1085 страниц) | |||
Каталог MITSUBISHI 2007 Новинки режущего инструмента 07.  2 2(англ.яз / ENG) (220 страниц) | ||||||||
| | ||||||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | ||||||||
— — | ||||||||
 25 0.75 0.75 М1.1×0.25 0.85 0.85 М1.2×0.25 0.95 0.95 М1.4×0.3 1.10 1.10 М1.6×0.35 1.25 1.30 М1.7×0.35 1.35 1.40 М1.8×0.35 1.45 1.50 М2 х0.4 1.60 1.65 М2.2х0.45 1.75 1.80 М2.3х0.4 1.90 1.95 М2.5х0.45 2.10 2.15 M2.6×0.45 2.15 2.20 М3 хо.5 2.50 2.55 М3.5х0.6 2.90 2.95 М4 х0.7 3.3 3.4 M4.5×0.75 3.8 3.9 М5 х0.8 4.2 4.3 Мб х1.0 5.0 5.1 М7 х1.0 6.0 6.1 М8 х1.25 6.8 6.9 М9 х1.25 7.8 7.9 М10 х1.5 8.5 8.7 М11 х1.5 9.5 9.7 М12 х1.75 10.3 10.5 М14 х2.0 12.0 12.2 М16 х2.0 14.0 14.2 М18 х2.5 15.5 15.7 М20 х2.5 17.5 17.7 М22 х2.5 19.5 19.7 М24 хЗ.О 21.0 М27 хЗ.О 24.0 М30 х3.5 26.5 МЗЗ х3.5 29.5 М36 х4.0 32.0 М39 х4.0 35.0 М42 х4.5 37.5 М45 х4.5 40.5 М48 х5.0 43.0 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый auiaa М1 хо.2 0.80 0.80 М1.1×0.2 0.90 0.90 М1.2×0.2 1.00 1.00 М1.4×0.2 1.20 1.20 М1.6×0.2 1.40 1.40 М1.8×0.2 1.60 1.60 М2 хО.25 1.75 1.75 М2.2х0.25 1.95 2.00 М2.5х0.35 2.20 2.20 М3 х0.35 2.70 2.70 М3.5х0.35 3.20 3.20 М4 х0.5 3.50 3.55 М4.5х0.5 4.00 4.05 М5 х0.5 4.50 4.55 М5.5х0.5 5.00 5.05 Мб хо.
25 0.75 0.75 М1.1×0.25 0.85 0.85 М1.2×0.25 0.95 0.95 М1.4×0.3 1.10 1.10 М1.6×0.35 1.25 1.30 М1.7×0.35 1.35 1.40 М1.8×0.35 1.45 1.50 М2 х0.4 1.60 1.65 М2.2х0.45 1.75 1.80 М2.3х0.4 1.90 1.95 М2.5х0.45 2.10 2.15 M2.6×0.45 2.15 2.20 М3 хо.5 2.50 2.55 М3.5х0.6 2.90 2.95 М4 х0.7 3.3 3.4 M4.5×0.75 3.8 3.9 М5 х0.8 4.2 4.3 Мб х1.0 5.0 5.1 М7 х1.0 6.0 6.1 М8 х1.25 6.8 6.9 М9 х1.25 7.8 7.9 М10 х1.5 8.5 8.7 М11 х1.5 9.5 9.7 М12 х1.75 10.3 10.5 М14 х2.0 12.0 12.2 М16 х2.0 14.0 14.2 М18 х2.5 15.5 15.7 М20 х2.5 17.5 17.7 М22 х2.5 19.5 19.7 М24 хЗ.О 21.0 М27 хЗ.О 24.0 М30 х3.5 26.5 МЗЗ х3.5 29.5 М36 х4.0 32.0 М39 х4.0 35.0 М42 х4.5 37.5 М45 х4.5 40.5 М48 х5.0 43.0 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый auiaa М1 хо.2 0.80 0.80 М1.1×0.2 0.90 0.90 М1.2×0.2 1.00 1.00 М1.4×0.2 1.20 1.20 М1.6×0.2 1.40 1.40 М1.8×0.2 1.60 1.60 М2 хО.25 1.75 1.75 М2.2х0.25 1.95 2.00 М2.5х0.35 2.20 2.20 М3 х0.35 2.70 2.70 М3.5х0.35 3.20 3.20 М4 х0.5 3.50 3.55 М4.5х0.5 4.00 4.05 М5 х0.5 4.50 4.55 М5.5х0.5 5.00 5.05 Мб хо. 75 5.30 5.35 М7 хО.75 6.30 6.35 М8 х1.0 7.00 7.10 М8 хО.75 7.30 7.35 М9 х1.0 8.00 8.10 М9 хО.75 8.30 8.35 М10х1.25 8.80 8.90 М10х1.0 9.00 9.10 М10 хО.75 9.30 9.35 М11 х1.0 10.0 10.1 М11 хО.75 10.3 10.3 М12х1.5 10.5 10.7 М12х1.25 10.8 10.9 М12 х1.0 11.0 11.1 М14х1.5 12.5 12.7 М14х1.0 13.0 13.1 М15х1.5 13.5 13.7 М15х1.0 14.0 14.1 М16х1.5 14.5 14.7 М16х1.0 15.0 15.1 М17х1.5 15.5 15.7 М17х1.0 16.0 16.1 М18х2.0 16.0 16.3 М18х1.5 16.5 16.7 М18х1.0 17.0 17.1 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый отав М20 х2.0 18.0 18.3 М20 х1.5 18.5 18.7 М20 х1.0 19.0 19.1 М22 х2.0 20.0 М22 х1.5 20.5 М22 х1.0 21.0 М24 х2.0 22.0 М24 х1.5 22.5 М24 х1.0 23.0 М25 х2.0 23.0 М25х1.5 23.5 М25х1.0 24.0 М26 х1.5 24.5 М27 х2.0 25.0 М27 х1.5 25.5 М27 х1.0 26.0 М28 х2.0 26.0 М28х1.5 26.5 М28х1.0 27.0 МЗО хЗ.О 27.0 МЗО х2.0 28.0 МЗО х1.5 28.5 МЗО х1.0 29.0 М32 х2.0 30.0 М32 х1.5 30.5 МЗЗ хЗ.О 30.0 МЗЗ х2.0 31.0 МЗЗ х1.5 31.5 М35х1.5 33.5 М36 хЗ.О 33.0 М36 х2.0 34.0 М36 х1.5 34.5 М38 х1.5 36.5 М39 хЗ.О 36.0 М39 х2.
75 5.30 5.35 М7 хО.75 6.30 6.35 М8 х1.0 7.00 7.10 М8 хО.75 7.30 7.35 М9 х1.0 8.00 8.10 М9 хО.75 8.30 8.35 М10х1.25 8.80 8.90 М10х1.0 9.00 9.10 М10 хО.75 9.30 9.35 М11 х1.0 10.0 10.1 М11 хО.75 10.3 10.3 М12х1.5 10.5 10.7 М12х1.25 10.8 10.9 М12 х1.0 11.0 11.1 М14х1.5 12.5 12.7 М14х1.0 13.0 13.1 М15х1.5 13.5 13.7 М15х1.0 14.0 14.1 М16х1.5 14.5 14.7 М16х1.0 15.0 15.1 М17х1.5 15.5 15.7 М17х1.0 16.0 16.1 М18х2.0 16.0 16.3 М18х1.5 16.5 16.7 М18х1.0 17.0 17.1 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый отав М20 х2.0 18.0 18.3 М20 х1.5 18.5 18.7 М20 х1.0 19.0 19.1 М22 х2.0 20.0 М22 х1.5 20.5 М22 х1.0 21.0 М24 х2.0 22.0 М24 х1.5 22.5 М24 х1.0 23.0 М25 х2.0 23.0 М25х1.5 23.5 М25х1.0 24.0 М26 х1.5 24.5 М27 х2.0 25.0 М27 х1.5 25.5 М27 х1.0 26.0 М28 х2.0 26.0 М28х1.5 26.5 М28х1.0 27.0 МЗО хЗ.О 27.0 МЗО х2.0 28.0 МЗО х1.5 28.5 МЗО х1.0 29.0 М32 х2.0 30.0 М32 х1.5 30.5 МЗЗ хЗ.О 30.0 МЗЗ х2.0 31.0 МЗЗ х1.5 31.5 М35х1.5 33.5 М36 хЗ.О 33.0 М36 х2.0 34.0 М36 х1.5 34.5 М38 х1.5 36.5 М39 хЗ.О 36.0 М39 х2.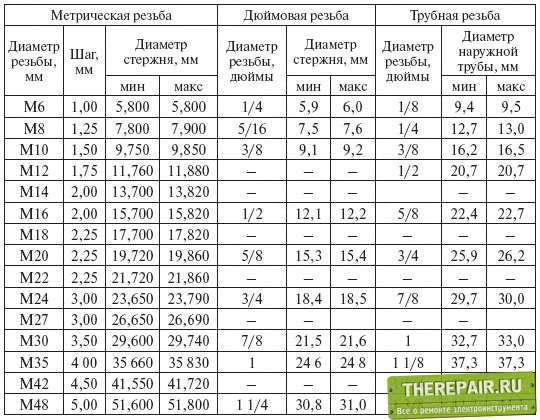 0 37.0 М39 х1.5 37.5 М40 хЗ.О 37.0 М40 х2.0 38.0 М40 х1.5 38.5 М42 х4.0 38.0 Номинал Диаметр сверла Бысгрорекущая шль Твёрдый сплав М42 хЗ.о 39.0 М42 х2.0 40.0 М42 х1.5 40.5 М45 х4.0 41.0 М45 хЗ.О 42.0 М45 х2.0 43.0 М45 х1.5 43.5 М48 х4.0 44.0 М48 хЗ.О 45.0 М48 х2.0 46.0 М48 х1.5 46.5 М50 хЗ.О 47.0 М50 х2.0 48.0 М50 х1.5 48.5 (Примечание) Размеры отверстий следует контролировать так как точность просверленных отверстий может отличаться в зависимости от условий сверления. Если диаметр отверстия под резьбу несоответствует требуемому следует подобрать сверло с соответствующим диаметром. N038 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ Диаметр сверла Номинал ДИАМЕТР СВЕРЛА ПОД РЕЗЬБОВОЕ ОТВЕРСТИЕ
0 37.0 М39 х1.5 37.5 М40 хЗ.О 37.0 М40 х2.0 38.0 М40 х1.5 38.5 М42 х4.0 38.0 Номинал Диаметр сверла Бысгрорекущая шль Твёрдый сплав М42 хЗ.о 39.0 М42 х2.0 40.0 М42 х1.5 40.5 М45 х4.0 41.0 М45 хЗ.О 42.0 М45 х2.0 43.0 М45 х1.5 43.5 М48 х4.0 44.0 М48 хЗ.О 45.0 М48 х2.0 46.0 М48 х1.5 46.5 М50 хЗ.О 47.0 М50 х2.0 48.0 М50 х1.5 48.5 (Примечание) Размеры отверстий следует контролировать так как точность просверленных отверстий может отличаться в зависимости от условий сверления. Если диаметр отверстия под резьбу несоответствует требуемому следует подобрать сверло с соответствующим диаметром. N038 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ Диаметр сверла Номинал ДИАМЕТР СВЕРЛА ПОД РЕЗЬБОВОЕ ОТВЕРСТИЕВнутренняя метрическая резьба. Расшифровка и способы нарезание резьбы.
На сегодняшний день в машиностроении часто применяется внутренняя метрическая резьба. Резьба служит для свинчивания изделий. Внутренние резьбы нарезаются на станках токарной и сверлильной группы резцами, метчиками, раскатниками (пластичным деформированием). При нарезании внутренней метрической резьбы метчиками необходимо помнить, что диаметр нарезаемой резьбы от 1 до 52мм. Метрическая резьба имеет профиль резьбы 60°, а так же внутренняя резьба делится на резьбу с мелким и крупным шагом, глухая и сквозная. Более подробно поговорим ниже.
Расшифровка внутренней резьбы
М10х1,5-7Н
- Профиль метрической резьбы равен 60°.
- М10 – означает что резьба метрическая диаметром 10мм
- 1,5 – это шаг резьбы
- 7Н – поле допуска резьбы (большая буква говорит о внутренней резьбе)
Если в обозначении имеется буква L, то резьба левая.
Нарезание внутренней метрической резьбы метчиками
Метчики бывают нескольких типов: для сквозной резьбы, резьба в упор (специальные метчики), машинные метчики и другие. Для нарезания внутренней резьбы вам потребуется предварительно просверлить отверстие под резьбу, выполнить фаску на шаг резьбы, подобрать режимы резания для резьбы, выбрать СОЖ. В качестве СОЖ применяют эмульсию, спирт, скипидар, керосин, топленое сало, олеиновая кислота, сульфофрезол и другие. Метчики держат воротками или плавающими (качающимися) оправками.
Нарезание внутренней метрической резьбы резцом
При нарезании внутренней резьбы резцом потребуется определенный навык и знание. Как и для метчика сверлим отверстие под резьбу, выполняем фаску на шаг резьбы. Дальнейшие действия требуют точности и внимания: правильная заточка резьбового резца, точная настройка станка на заданную резьбу, точная установка резца по центру. СОЖ применяется в зависимости от обрабатываемого материала.
Дальнейшие действия требуют точности и внимания: правильная заточка резьбового резца, точная настройка станка на заданную резьбу, точная установка резца по центру. СОЖ применяется в зависимости от обрабатываемого материала.
Непроходная сторона резьбового калибра допускается завинчивания максимум до 1,5 оборота. При нарезании резьбы скрытый брак не допускается. Требования к резьбе по обработке или точности могут изменяться в зависимости от предприятия, тогда основной ГОСТ будет изменен на ОСТ или ТУ данного предприятия.
Дополнительный материал
- Метрическая резьба
- Инструментальные материалы для изготовления режущей части резьбонарезного инструмента
- Таблица диаметров сверл под нарезание внутренней резьбы с допусками стандартизированные ГОСТ 16093-81
- Виды брака и способы его устранения при нарезании резьбы
Как нарезать резьбу болта и гайки
Вопрос о том как нарезать резьбу болта или гайки далеко не праздный. Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
А то и вовсе нужно нарезать новую резьбу на болту или гайке. Для профессиональных токарей или слесарей эта задача не представляет трудностей, однако тот, кто ни разу не сталкивался с подобным процессом нужно вооружиться некоторыми теоретическими знаниями, которые изложены в данной статье.
Характеристики метрической резьбыПрежде чем приступить к практическим действиям по нарезке резьбы необходимо знать основные ее параметры и виды. В строительстве и ремонте жилья в большинстве случаев применяется метрическая резьба. Что это значить? По форме зуба резьба может быть метрическая, дюймовая, прямоугольная, трапецеидальная и т. д.
Характеристики метрической резьбы
Интересующая нас резьба имеет форму треугольника, резьба трапецеидальная – форму трапеции. Кроме того, существует такое понятие, как шаг резьбы, то есть расстояние между ее вершинами: в случае с метрической резьбы – между вершинами треугольника резьбы. И, конечно, к характеристике резьбы нужно отнести ее диаметр.
И, конечно, к характеристике резьбы нужно отнести ее диаметр.
Рассмотрим вышеописанный абзац на примере резьбы М 12, где буква «М» говорит о том, что резьба метрическая, цифра «12» определяет диаметр резьбы. А где же размер шага? Дело в том, что метрические резьбы делятся на основные и мелкие, и если после цифры не стоит еще какое-нибудь цифровое значение значить резьба основная. А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно. Шаг основной резьбы М 12 равен 1,75 мм.
Рекомендуемые диаметры сверл (в мм) для нарезания метрической резьбы
Все эти значения для любых типов резьб можно найти в справочниках или на страницах соответствующих сайтов в интернете. Для внутренних резьб (гаек) существует еще одна справочная величина – диаметр отверстия под резьбу, которую можно узнать там же. Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Стоить заметить, что нечто подобное относится и к болту или как его называют в справочниках – к стержню. Опять же для резьбы М 12 диаметр стержня должен быть чуть меньше 11,7 мм, а вот для резьбы М 12 Х 1,25 – 11,9 мм. Если не соблюдать допуски размеров под резьбу как для гайки, так и для болта резьба будет некачественной, прослабленной с одной стороны, а с другой если допуск больше ее просто порвет.
Оснастка и инструмент для нарезки резьбыНе стоит пугаться слова «оснастка» потому что, по сути, это приспособление где крепится режущий инструмент: метчики и плашка (лерка). В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
Оснастка и режущий инструмент для нарезки резьбы
Метчики, как, впрочем, и плашки изготавливаются из высоко углеродистого чугуна поэтому они хрупки и боятся сильной нагрузки. Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Метчики для нарезания резьбы
В результате чего резьба получается полной и качественной, а значить будет прочно держать соединение с гайкой. Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Плашкодержатель и набор плашек
Казалось бы, удобно, однако этот тип метчика имеет большую длину и неудобен в работе. Используется для нарезки резьбы большой длины. Что касается плашек, то они имеют один номер.
Еще один вид оснастки, без которой процесс нарезки резьбы практически невозможен – это слесарные тиски среднего размера. Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Приемы нарезки резьбыСразу нужно оговориться что в стержне на конце и в отверстии под резьбу в гайке должны быть сняты фаски любым доступным способом.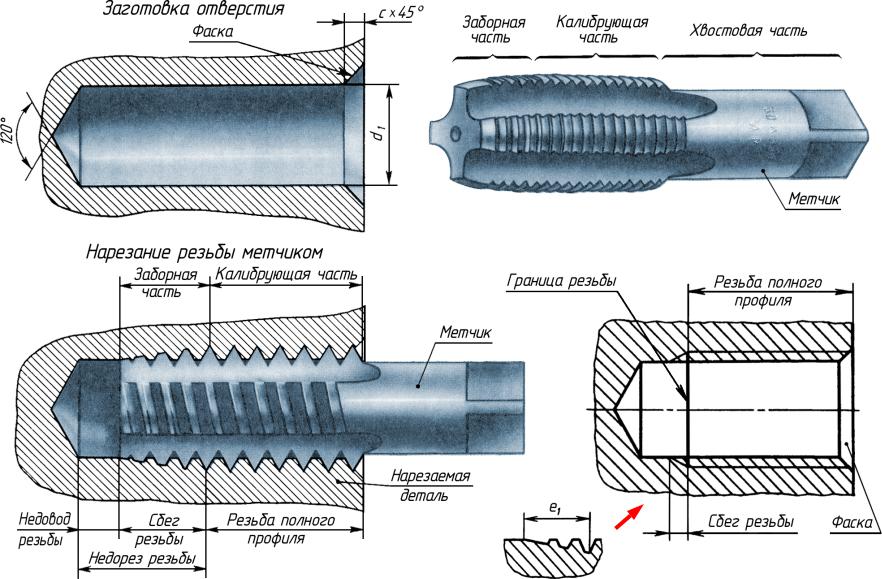 Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.
Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.
Нарезание резьбы плашкой
Делается это без применения чрезмерных усилий и обязательно со смазкой, в качестве которой идеально подходит сульфо-фрезол. Однако, если такового не имеется можно использовать эмульсию (раствор минерального масла в воде) или просто растительные масла.
Кстати, если вы решили нарезать резьбу болта из нержавейки или меди – лучшей смазки чем обыкновенное сало не существует, что проверено не раз на практике.
Нарезая резьбу нужно чувствовать метчик или плашку: если они начинают немножко подпружинивать, то есть сильно сопротивляться необходимо вывернуть их и очистить от стружки. Если этим пренебречь режущий инструмент может банально треснуть и вам придется готовить опять новый стержень или заготовку под гайку.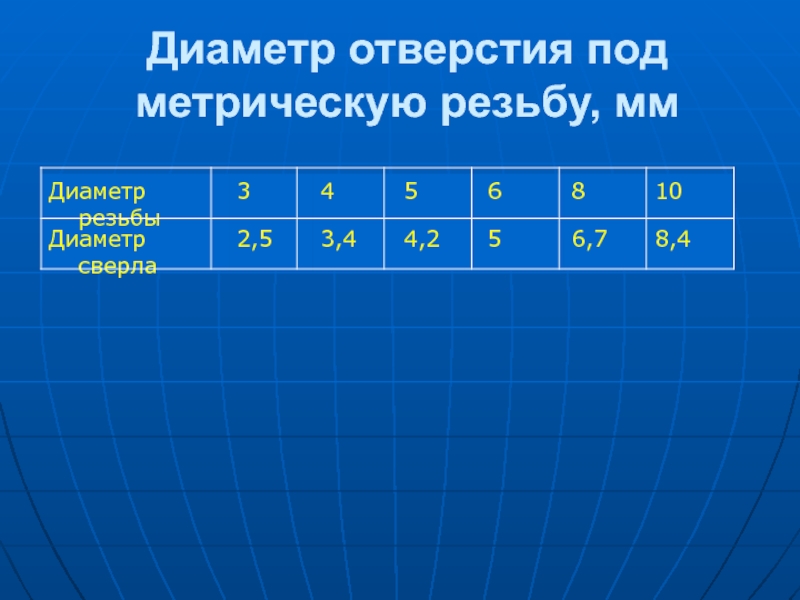
И напоследок: если у вас нет возможности заказать заготовки под болт или гайку у токаря приобретите кругляк (металлопрокат в виде круга), который бывает диаметром от пяти до 20 мм, а больше и не надо, потому что резьбу большого диаметра вручную нарезать практически невозможно.
Нарезание внутренней резьбы
Нарезание внутренней резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части.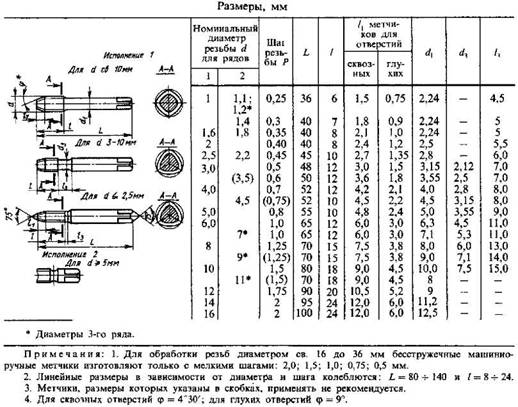
Хвостовиком метчик крепится в воротке или патроне станка.
Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—черновой, № 2 — средний и № 3 — чистовой) для резьбы диаметром больше 3 мм. Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление — вороток (рис. слева). Воротки бывают – нерегулируемые(рис. а) и регулируемые(рис. б).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием. С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Чугун | Сталь | ||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом – чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,
где D – диаметр отверстия, мм;
d – диаметр нарезаемой резьбы, мм; t – глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формуле
L=20D+100 мм,
где D – диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше — резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером. Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис. выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).
выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).
Нарезают резьбу следующим образом (рис. в). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1—2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.
Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают. Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика — если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Обязательно надо периодически смазывать нарезаемую резьбу маслом.
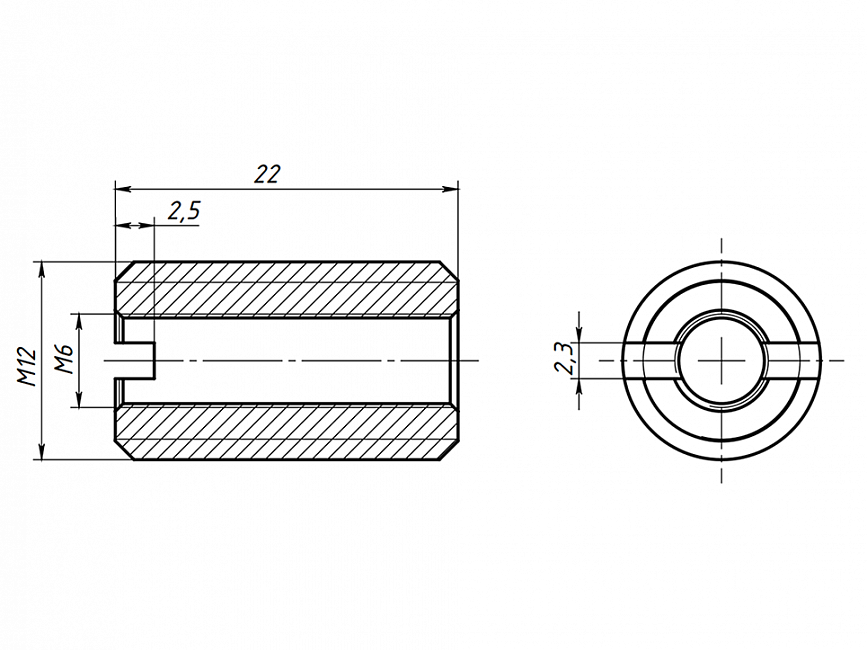
JW Winco Steel 12L14 Плоская гайка с резьбой, рифленая, сквозное резьбовое отверстие, размер резьбы M12 x 1,75 x глубина резьбы 12 мм, диаметр головки 40 мм (упаковка из 1 шт.): Ручки с внутренней накаткой: Amazon.com: Industrial & Scientific
| Цена: | 7 долларов.77 + Без залога за импорт и $ 14,47 за доставку в Российскую Федерацию Подробности |
| Тип металла | Легированная сталь |
| Материал ручки | Легированная сталь |
| Марка | JW Winco |
| Вес предмета | 0.2 фунта |
- Убедитесь, что это подходит введя номер вашей модели.
- Плоские гайки с накаткой и сквозными резьбовыми отверстиями
- Отделка черной оксидной пленкой
- Изготовлена из стали
- Диаметр головки 40 мм
- Соответствует RoHS
Характеристики данного продукта
| Фирменное наименование | JW Winco |
|---|---|
| Цвет | Чернить |
| Высота | 12 миллиметров |
| Внутренняя глубина | 12 миллиметров |
| Внутренняя высота | 2 миллиметра |
| Диаметр изделия | 22 миллиметра |
| Вес изделия | 3.20 унций |
| Материал | Стали |
| Измерительная система | Метрическая |
| Номер модели | 12NF49 |
| Тип крепления | Резьбовое сквозное отверстие |
| Кол-во позиций | 1 |
| Внешний диаметр | 40 миллиметров |
| Номер детали | 12NF49 |
| Размер резьбы | M12 x 1.75 |
| Код UNSPSC | 31160000 |
Допуск резьбы
Ранее было сказано, что основной принцип состоит в том, что фактический профиль резьбы как гайки, так и болта никогда не должен пересекать или выходить за рамки теоретического профиля.Практически, чтобы сделать резьбу, должны применяться допуски, чтобы гарантировать, что это всегда применяется существенный принцип. Допуск винтовой резьбы осложняется сложной геометрической природой винта форма резьбы. К основному профилю необходимо нанести зазоры. резьбы, чтобы можно было ввинтить резьбу болта в ореховая резьба. Для того, чтобы резьба была сделана практически, необходимо быть допусками, применяемыми к основным элементам резьбы.Обычно резьба гайки имеет допуск, применяемый к основной профиль так, что теоретически возможна резьба гайки профиль должен быть равен теоретическому профилю. Болтовая резьба обычно имеют промежуток между основным и фактическим профилями резьбы. Этот зазор называется припуском с дюймовой резьбой и принципиальное отклонение с метрической резьбой.Терпимость затем наносится на резьбу. Поскольку для резьбы с покрытием допуски действительны для резьбы от до покрытие (если не указано иное), зазор заполняется толщина покрытия. После покрытия фактический профиль резьбы не должен выходить за рамки основного профиля резьбы.
Полное обозначение метрической резьбы включает информацию не только по диаметру и шагу резьбы, но и по обозначению для класса допуска резьбы.Например, поток, обозначенный поскольку M12 x 1 – 5g6g означает, что резьба имеет номинальный диаметром 12 мм и шагом 1 мм. 5g указывает на класс допуска для делительного диаметра и 6g – допуск класс по большому диаметру.
Посадка между резьбовыми частями обозначается резьбой гайки обозначение допуска, за которым следует допуск резьбы болта обозначение через косую черту.Например: M12 x 1 – 6H / 5g6g указывает класс допуска 6H для гайки (внутренней) резьбы и класс допуска 5g для делительного диаметра с 6g класс точности по большому диаметру.
Класс допуска состоит из двух частей: класс допуска и позиция допуска.
Установлен ряд классов допуска для диаметры шага и гребня (диаметр гребня – второстепенный диаметр в случае резьбы гайки и наибольший диаметр в случае болтовой резьбы.Представлены классы допуска цифрами, чем меньше число, тем меньше допуск. Оценка 6 используется для качества средней точности и нормального качества. длина зацепления резьбы. Оценки ниже 6 предназначены для точных допусков и / или малой длины резьбы помолвка. Классы выше 6 предназначены для грубых допусков. качество и / или большая длина зацепления резьбы.
Есть:
Доступно 5 классов допуска (классы 4-8) для несовершеннолетних.
диаметр резьбы гайки.
3 класса точности (классы 4,6 и 8) по большому диаметру
резьбы болта.
5 классов точности (классы 4-8) на делительный диаметр
допуск на резьбу гайки.
7 классов допуска (классы от 3 до 9) на делительный диаметр
допуск резьбы болта.
Позиции допуска обозначаются буквами, заглавными буквами
для резьбы гаек и строчных букв для резьбы болтов.В
позиция допуска – это расстояние допуска от
базовый размер профиля резьбы.
Для резьбы гайки есть два положения допуска, H с нулевое основное отклонение (расстояние от позиции допуска от базового размера) и G с положительным фундаментальным отклонением.
Для резьбы болтов имеется четыре положения допуска, h имеет нулевое фундаментальное отклонение и отрицательное фундаментальное отклонение e, f и g отклонения.(Положительное фундаментальное отклонение указывает на то, что размер элемента резьбы будет больше основного размер. Отрицательное фундаментальное отклонение указывает на то, что размер элемента резьбы будет меньше основного размер.
Одна практическая проблема, с которой часто сталкиваются, – это то, какой поток допуск для резьбового отверстия. Стандартный допуск классы 6g для резьбы болта и 6H для резьбы гайки обычно включаются в чертеж по умолчанию.Проблема иногда случается, что при зацеплении длинной резьбы (что часто используются для резьбовых отверстий в мягких материалах) может быть натяг между резьбой гайки и винта резьбы, когда винт ввинчивается в резьбовое отверстие. Там может быть небольшое несоответствие шага резьбы между внутренняя резьба и внешняя резьба, требующие гаечного ключа повернуть застежку до низа резьбы i.е. Это не может свободно вращаться. Применяются стандартные классы допуска строго только при относительно небольшой продолжительности взаимодействия используется (например, с гайкой, которая обычно составляет 0,8d, где d – размер резьбы). Допуск диаметра деления должен быть способность компенсировать ошибки по тангажу и углу фланга, которые могут иногда только путем изменения положения допуска скажем, от H до G для внутренней резьбы (поскольку стандарт винты – 6g – желательно использовать).Неспособность изменить положение допуска может привести к заеданию резьбы и повреждению особенно если для затяжки используются высокоскоростные инструменты. процесс.
Пример такой проблемы с захватом проиллюстрирован ниже:
Метрики в машиностроении – Метрическая резьба ISO и размеры нарезания резьбы
Метрическая резьба
Метрическая резьба ISO бывает двух видов: грубая и мелкая .
Профиль и пропорции метрической резьбы ISO следующие:
Размер шага и нарезания метрической резьбы
| Размер | Шаг (мм) | Диаметр резьбы (мм) | Расстояние между отверстиями (мм) | ||||
| Грубый | мелкое | Грубый | мелкое | Закрыть | Средний | Грубый | |
| М1.6 | 0,35 | 1,25 | 1,7 | 1,8 | 2,0 | ||
| M2 | 0,4 | 1,6 | 2,2 | 2,4 | 2,6 | ||
| 2,05 | 2,7 | 2,9 | 3,1 | ||||
| M3 | 0,5 | 2,5 | 3,2 | 3,4 | 3,6 | ||
| 0 M4 | |||||||
| 0.7 | 3,3 | 4,3 | 4,5 | 4,8 | |||
| M5 | 0,8 | 4,2 | 5,3 | 5,5 | 5,8 | ||
| M6 | 6,4 | 6,6 | 7,0 | ||||
| M8 | 1,25 | 1,0 | 6,8 | 7,0 | 8,4 | 9,0 | 10,0 |
| 110 | |||||||
| 110 | |||||||
| M10.5 | 1,25 | 8,5 | 8,7 | 10,5 | 11,0 | 12,0 | |
| M12 | 1,75 | 1,25 | 10,2 | 10,8 | 13 | 2,0 | 1,5 | 14,0 | 14,5 | 17,0 | 18,0 | 19,0 |
| M20 | 2,5 | 1,5 | 17,5 | 18.5 | 21,0 | 22,0 | 24,0 |
| M24 | 3,0 | 2,0 | 21,0 | 22,0 | 25,0 | 26,0 | 28,0 |
| 2,0 | 2,0 | 28,0 | 31,0 | 33,0 | 35,0 | ||
| M36 | 4,0 | 3,0 | 32,0 | 33,0 | 37,0 | 39.0 | 42,0 |
дюймовые и метрические размеры резьбы объяснены
Размеры метрической резьбы указаны иначе, чем размеры дюймовой резьбы.Дюймовые размеры указаны с использованием номинального большого диаметра и числа витков резьбы на дюйм. Например, резьба 3 / 8-16 (крупная) имеет номинальный большой диаметр 3/8 дюйма и 16 витков на дюйм, в то время как резьба 3 / 8-24 (мелкая) имеет такой же номинальный большой диаметр и 24 витка на дюйм.
Условные обозначения для дюймовой и метрической резьбы
Метрические обозначения резьбы принципиально отличаются, поскольку шаг резьбы (расстояние между каждой резьбой в мм) указывается вместо резьбы на дюйм или на мм.Например, резьба M10x1,5 (крупная) имеет шаг 1,5 мм, а резьба M10x1,25 (мелкая) имеет шаг 1,25 мм.
Чтобы упростить обозначение метрической резьбы, международный стандарт (ISO) для метрической резьбы исключает обозначение шага на крупной резьбе. Например, резьба «M10» автоматически означает крупный шаг, в то время как любое добавленное обозначение шага, такое как M10x1,25, указывает негрубый шаг. Этот метод обозначения имеет главное преимущество в том, что рядовым гражданам не нужно запоминать высоту звука только для того, чтобы идентифицировать грубую нить.
Что означает обозначение M16x2 при использовании этого метода? Согласно стандартам ISO, обозначение шага исключается, поскольку тип резьбы крупный, поэтому M16x2 обозначается как «M16».
Эквиваленты ANSI для размеров резьбы ISO
Практически все стандарты резьбы по всему миру используют условные обозначения ISO, включая немецкие стандарты DIN и японские стандарты JIS. Все, кроме стандарта ANSI, который до сих пор требует обозначения шага для грубой резьбы, несмотря на вызываемую им путаницу.
Поскольку Carr Lane ведет бизнес по всему миру, мы следуем международному стандарту (ISO) для метрических обозначений резьбы. Указание шага метрической крупной резьбы было бы неверным и запутанным во всем мире. В следующей таблице показаны условные обозначения, эквивалентные ANSI для каждого размера резьбы ISO.
| ОБОЗНАЧЕНИЕ РЕЗЬБЫ ISO | ЭКВИВАЛЕНТ ANSI |
|---|---|
| M1.6 | M1,6×0,35 |
| м2 | M2x0.4 |
| M2.5 | M2.5×0.45 |
| M3 | M3x0,5 |
| M3.5 | M3,5×0,6 |
| M4 | M4x0,7 |
| M5 | M5x0,8 |
| M6 | M6x1 |
M8 M8x1 | M8x1.25 M8x1 |
M10 M10x1,25 | M10x1,5 M10x1,25 |
M12 M12x1,25 | M12x1,75 M12x1,25 |
M14 M14x1,5 | M14x2 M14x1,5 |
M16 M16x1.5 | M16x2 M16x1,5 |
M18 M18x1,5 | M18x2,5 M18x1,5 |
M20 M20x1,5 | M20x2,5 M20x1,5 |
M22 M22x1,5 | M22x2.5 M22x1,5 |
M24 M24x2 | M24x3 M24x2 |
M27 M27x2 | M27x3 M27x2 |
M30 M30x2 | M30x3,5 M30x2 |
M33 M33x2 | M33x3.5 M33x2 |
M36 M36x3 | M36x4 M36x3 |
| M42 | M42x4,5 |
| M48 | M48x5 |
| M56 | M56x5.5 |
| M64 | M64x6 |
| M72 | M72x6 |
| M80 | M80x6 |
| M90 | M90x6 |
| M100 | M100x6 |
Общие сведения о метрических крепежных элементах
Метрические размеры крепежных элементов определяются диаметром, шагом и длиной в миллиметрах (мм).Размер гаек будет отображаться в виде диаметра и шага. Если шаг не указан, по умолчанию предполагается, что крепежная деталь имеет крупную резьбу. Вот пример метрического размера:
M10-1.0 x 20
При внимательном рассмотрении этого описания давайте исследуем его значение:
M = Это означает, что крепеж является метрическим размером
10 = номинальный диаметр в миллиметрах
1,0 = шаг резьбы или расстояние между резьбой в миллиметрах
20 = длина крепежа в миллиметрах
Теперь давайте рассмотрим пример, показывающий, как крепеж с крупной резьбой будет иметь маркировку:
Если размер M10 x 25, это будет означать, что диаметр составляет 10 мм.Поскольку шаг резьбы не указан, предполагается, что крепежная деталь имеет крупную резьбу. 25 указывает длину 25 мм. Соответствующая гайка будет иметь маркировку M10, для которой также не требуется шаг резьбы, поскольку это крепежная деталь с курсовой резьбой.
Если вы обычно работаете с крепежными изделиями, используя британские единицы измерения (дюймы и т. Д.), Обозначение шага может сбивать с толку. Просто помните, что шаг резьбы означает расстояние между соседними резьбами, поэтому в примере в начале этой статьи 1.Шаг резьбы 0 означает, что расстояние между одной резьбой и другой составляет 1,0 миллиметр.
Крепежные деталибританских мер классифицируются по резьбе на дюйм, поэтому болт 1 / 4-20 имеет резьбу 20 на дюйм (TPI), а винт 10-24 имеет 24 резьбы на дюйм. Вы можете определить количество резьбы на дюйм метрической застежки, умножив миллиметры на 0,03937, а затем разделив 1 на это число.
Компания Mudge Fasteners готова помочь. Если у вас есть вопросы по каким-либо размерам метрических креплений или вам нужна помощь с преобразованием, просто , свяжитесь с нами .Мы также создали несколько удобных брошюр, чтобы помочь вам, в том числе нашу линейную карту метрической системы и таблицу преобразования метрической системы с руководством по выбору .
| 1.089.0799.19 | PG 7, NPT 1/4 “и M 12 x 1 | Эластомер | PG 7, NPT 1/4 “и M 12 x 1,5 | |
| 1.089.0900.19 | Эластомер | PG 9, NPT 3/8 дюйма и M 16 x 1.5 | ||
| 1.089.0901.19 | Эластомер | PG 9, NPT 3/8 дюйма и M 16 x 1,5 | ||
| 1.089.0902.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1,5 | ||
| 1.089.0903.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1.5 | ||
| 1.089.0904.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1,5 | ||
| 1.089.0905.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1,5 | ||
| 1.089.0906.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1.5 | ||
| 1.089.0907.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1,5 | ||
| 1.089.0908.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1,5 | ||
| 1.089.0999.19 | Эластомер | PG 9, 3/8 “NPT и M 16 x 1.5 | ||
| 1.089.1100.19 | Эластомер | PG 11, M16 x 1,5 | ||
| 1.089.1101.19 | Эластомер | PG 11, M16 x 1,5 | ||
| 1.089.1102.19 | Эластомер | PG 11, M16 x 1.5 | ||
| 1.089.1103.19 | Эластомер | PG 11, M16 x 1,5 | ||
| 1.089.1104.19 | Эластомер | PG 11, M16 x 1,5 | ||
| 1.089.1199.19 | Эластомер | PG 11, M16 x 1.5 | ||
| 1.089.1300.19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1301.19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1302.19 | Эластомер | PG 13/13.5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1303.19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1304.19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1305,19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1306.19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1307.19 | Эластомер | PG 13/13.5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1308.19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1399.19 | Эластомер | PG 13 / 13,5, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1600,19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1601.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1602.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1.5 | ||
| 1.089.1603.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1604.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1605.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1.5 | ||
| 1.089.1606.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1607.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1609.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1.5 | ||
| 1.089.1610.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.1699.19 | Эластомер | PG 16, 1/2 “NPT и M 20 x 1,5 | ||
| 1.089.16C-06 | Вставка для отверстия RJ45 | Эластомер | PG16, 1/2 “NPT и M20, 5.7 мм-23 дюйма | |
| 1.089.16C-07 | Вставка для отверстия RJ45 | Эластомер | PG16, 1/2 “NPT и M20, 6,9–27 дюйма | |
| 1.089.2100.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1,5 | ||
| 1.089.2101.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1,5 | ||
| 1.089.2102.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1,5 | ||
| 1.089.2103.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1.5 | ||
| 1.089.2104.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1,5 | ||
| 1.089.2105.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1,5 | ||
| 1.089.2106.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1.5 | ||
| 1.089.2107.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1,5 | ||
| 1.089.2108.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1,5 | ||
| 1.089.2199.19 | Эластомер | PG 21, 3/4 “NPT и M 25 x 1.5 | ||
| 1.089.2900.19 | Эластомер | PG 29, 1 дюйм NPT и M 32 x 1,5 | ||
| 1.089.2901.19 | Эластомер | PG 29, 1 дюйм NPT и M 32 x 1,5 | ||
| 1.089.2902.19 | Эластомер | PG 29, 1 дюйм NPT и M 32 x 1.5 | ||
| 1.089.2999.19 | Эластомер | PG 29, 1 дюйм NPT и M 32 x 1,5 | ||
| 1.089.3600.19 | Эластомер | PG 36, 1-1 / 2 “NPT и M 40 x 1,5 | ||
| 1.089.3601.19 | Эластомер | PG 36, 1-1 / 2 “NPT и M 40 x 1.5 | ||
| 1.089.3602.19 | Эластомер | PG 36, 1-1 / 2 “NPT и M 40 x 1,5 | ||
| 1.089.3603.19 | Эластомер | PG 36, 1-1 / 2 “NPT и M 40 x 1,5 | ||
| 1.089.3699.19 | Эластомер | PG 36, 1-1 / 2 “NPT и M 40 x 1.5 | ||
| 1.089.4203.19 | Эластомер | PG 42, M 50 x 1,5 | ||
| 1.089.4299.19 | Эластомер | PG 42, M 50 x 1,5 | ||
| 1.089.4800.19 | Эластомер | PG 48, M 63 x 1.5 | ||
| 1.089.4801.19 | Эластомер | PG 48, M 63 x 1,5 | ||
| 1.089.4802.19 | Эластомер | PG 48, M 63 x 1,5 | ||
| 1.089.4899.19 | Эластомер | PG 48, M 63 x 1.5 |
Метрические размеры винтов и болтов – Преобразование винтов и таблица размеров резьбы по SAE
КАК ЗАКАЗАТЬ МЕТРИЧЕСКИЕ ЧАСТИ
ASM упрощает заказ метрической фурнитуры, включая метрические винты, распорки и стойки. После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложения. Например, для резьбовой проставки требование в метрической системе может быть «Резьба M 3,5 x 0,6». Ниже вы найдете подробную информацию о преобразованиях и размерах, которые помогут вам заказать такие детали, как метрические винты и стойки.
Как заказать метрическую стойку штекер / гнездо
После того, как вы выбрали одну из наших американских стандартных деталей, вам просто нужно добавить свои метрические требования в запрос предложений. Например, «Резьба M3,0 x 0,5».
| Метрическая резьба | Мин. Глубина | |
|---|---|---|
| А | B | |
| 2,5 x 0,45 | 3,97 | 3,97 |
| 3,0 х 0,50 | 4,76 | 6.35 |
| 3,5 x 0,60 | 6,35 | 9,53 |
| 4,0 х 0,70 | 9,53 | 11,10 |
| 5,0 x 0,80 | 9,53 | 12,70 |
| 6,0 х 1,00 | 12,70 | 15,00 |
| 8,0 х 1,25 | 12,70 | 15,00 |
Если вам нужна более длинная наружная резьба, чем показано в таблице выше, вы можете добавить свое требование.Например, «B = 3,0 x 0,5 резьбы, B = 7,5 мм, длина
.ПРИМЕЧАНИЕ: Когда длина корпуса L меньше или равна глубине резьбы A, мы предоставим максимально возможное количество резьбы.
ПРЕОБРАЗОВАНИЕ (SAE в метрическую систему и метрическую систему в SAE)
Чтобы преобразовать дюймы в миллиметры, умножьте дюймы на 25,4. Чтобы преобразовать миллиметры в дюймы, умножьте миллиметры на 0,039370.
ДОПУСКИ РАСПОРКИ
Допуски при изготовлении стоек и проставок.Длина: до 100 мм, длина ± 0,13 мм. О. ± 0,152 мм
ДЛИНА РЕЗЬБЫ
Детали из латуни, алюминия и стали: Резьба M2,5 нарезана на длину 15,99 мм. Резьба M3 и больше имеет нарезку длиной 25,4 мм.
Детали из нержавеющей стали и нейлона : Резьба M2,5 нарезана до длины 9,6 мм. Резьба M3 нарезана до длины 12,7 мм. Резьба M3,5 и более имеет нарезку на длину 25,4 мм. Если длина больше, чем указано выше, см. Таблицу глубины резьбы.
РАЗМЕРЫ ВИНТА
Крепежные винты с овальной головкой
Метрические размеры винта в миллиметрах, включая винты M2,5 и M4.
| Размер резьбы «D» | M2 | M2.5 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,7 | 2,1 | 2,4 | 3,7 | 3,9 | 4,7 |
| Диаметр головки, макс. «D2» | 4.4 | 5,5 | 6,3 | 9,4 | 10,4 | 12,6 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Винты с цилиндрической головкой и шлицем
Размеры в миллиметрах
| Размер резьбы «D» | M3 | M4 | M5 | M6 |
|---|---|---|---|---|
| Высота головки, макс. «K» | 1.8 | 2,4 | 3 | 3,6 |
| Диаметр головки, макс. «D2» | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | .50 | ,70 | .80 | 1 |
Винты с полукруглой головкой и крестообразным шлицем
Метрические размеры винта в миллиметрах
| Размер резьбы «D» | M2 | M2.5 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1.6 | 2 | 2,4 | 3,1 | 3,8 | 4,6 |
| Диаметр головки, макс. «D2» | 4 | 5 | 6 | 8 | 10 | 12 |
| Размер драйвера «No.» | 1 | 1 | 1 | 2 | 2 | 3 |
Крепежные винты с плоской головкой
Метрические размеры винта в миллиметрах
| Размер резьбы «D» | M2 | м2.5 | M3 | M4 | M5 | M6 | M8 | M10 |
|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 1,2 | 1,5 | 1,65 | 2,2 | 2,5 | 3 | 4 | 5 |
| Диаметр головки, макс. «D2» | 3,8 | 4,7 | 5,6 | 7,5 | 9,2 | 11 | 14,5 | 18 |
| Шаг «П» | .40 | .45 | .50 | ,7 | ,8 | 1 | 1,25 | 1,50 |
Винты с головкой под торцевой ключ
Размеры в миллиметрах
| Размер резьбы «D» | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 |
| Диаметр головки, макс. «D2» | 5.5 | 7 | 8,5 | 10 | 13 | 16 | 10 | 21 | 24 | 30 |
| Ключ шестигранный Sz «S» | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 17 |
Винты с шестигранной головкой
Размеры в миллиметрах
| Размер резьбы «D» | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 | M24 |
|---|---|---|---|---|---|---|---|---|---|---|
| Высота головки, макс. «K» | 2.8 | 3,5 | 4 | 5,5 | 7 | 8 | 9 | 10 | 13 | 15 |
| Через квартиры, «S» | ,7 | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 30 | 36 |
| Шаг, «П» | ,7 | ,8 | 1 | 1,25 | 1,5 | 1.75 | 2 | 2 | 2,5 | 3 |
Винты с полукруглой головкой
Размеры в миллиметрах
| Диаметр головки, макс. «B» | Высота головы, макс. «R» | Размер гнезда, ном. ‘S’ |
|---|---|---|
| 5,7 | 1,65 | 2 |
| 7,6 | 2,20 | 2,5 |
| 9,5 | 2,75 | 3 |
| 10.5 | 3,30 | 4 |
| 14,0 | 4,40 | 5 |
| 17,5 | 5,50 | 6 |
| 21,0 | 6.60 | 8 |
| 28,0 | 8,80 | 10 |
Важные данные, метрическая система, крепежные винты
Размеры в миллиметрах
| Номинальная длина винта | Допуск по длине, мм |
|---|---|
| до 3 мм, вкл. | ,2 |
| более 3-10 мм | ,3 |
| более 10-16 мм | ,4 |
| более 16-50 мм | ,5 |
| более 50 мм | 1,0 |
Положение головки: Ось головки должна быть расположена в истинном положении относительно оси хвостовика винта в пределах зоны допуска, имеющей диаметр, эквивалентный 6% указанного максимального диаметра головки, или указанная максимальная ширина по плоскости шестигранных и шестигранных фланцевых головок, независимо от размера элемента.
Все допуски положительные и отрицательные.
.