| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4 Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
* метрическая – Профиль по стандарту DIN | ||||||||||||
ГОСТ 19258-73
Группа Г13
Дата введения 1974-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2663 срок введения установлен с 01.01.74
Проверен в 1983 г. Постановлением Госстандарта СССР от 04.08.83 N 3618 снято ограничение срока действия
ВЗАМЕН MH 5597-64
ПЕРЕИЗДАНИЕ. Сентябрь 1991 г.
1. Настоящий стандарт устанавливает диаметры стержней, обеспечивающих нарезание метрической резьбы по ГОСТ 9150-81* с допусками по ГОСТ 16093-81**, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 10702-78, ГОСТ 5632-72 и ГОСТ 20072-74 (кроме сплавов на никелевой основе), меди по ГОСТ 859-78****.
________________
* На территории Российской Федерации действует ГОСТ 9150-2002, здесь и далее по тексту.
** На территории Российской Федерации действует ГОСТ 16093-2004, здесь и далее по тексту.
*** На территории Российской Федерации действует ГОСТ 859-2001. – Примечание “КОДЕКС”.
2. Размеры и предельные отклонения диаметров стержней для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом – указанным в табл.2.
Таблица 1
мм
Номинальный диаметр резьбы | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,25 | 0,97 | -0,03 | 0,97 | 0,95 | – | – | -0,04 | – | – | – |
1,1 | 1,07 | 1,07 | 1,05 | ||||||||
1,2 | 1,17 | 1,17 | 1,15 | ||||||||
1,4 | 0,3 | 1,36 | 1,36 | 1,34 | |||||||
1,6 | 0,35 | 1,55 | 1,55 | 1,53 | |||||||
1,8 | 1,75 | 1,75 | 1,73 | ||||||||
2 | 0,4 | 1,95 | -0,04 | 1,95 | 1,93 | -0,05 | |||||
2,2 | 0,45 | 2,15 | 2,15 | 2,13 | -0,06 | ||||||
2,5 | 2,45 | 2,45 | 2,43 | ||||||||
3 | 0,5 | 2,94 | 2,94 | 2,92 | 2,89 | ||||||
3,5 | 0,6 | 3,44 | -0,05 | 3,44 | 3,42 | 3,39 | -0,07 | ||||
4 | 0,7 | 3,94 | -0,06 | 3,94 | 3,92 | 3,89 | -0,08 | ||||
4,5 | 0,75 | 4,44 | 4,44 | 4,42 | 4,38 | -0,09 | |||||
5 | 0,8 | 4,94 | -0,07 | 4,94 | 4,92 | 4,88 | -0,10 | 4,94 | 4,92 | -0,18 | |
6 | 1 | 5,92 | 5,92 | 5,89 | 5,86 | 5,83 | 5,92 | 5,89 | -0,20 | ||
7 | 6,92 | 6,92 | 6,89 | 6,86 | 6,83 | 6,92 | 6,89 | ||||
8 | 1,25 | 7,90 | -0,08 | 7,90 | 7,87 | 7,84 | 7,80 | -0,11 | 7,90 | 7,87 | -0,24 |
9 | 8,90 | 8,90 | 8,87 | 8,84 | 8,80 | 8,90 | 8,87 | ||||
10 | 1,5 | 9,88 | -0,09 | 9,88 | 9,85 | 9,81 | 9,78 | -0,12 | 9,88 | 9,85 | -0,26 |
11 | 10,88 | 10,88 | 10,85 | 10,81 | 10,78 | 10,88 | 10,85 | ||||
12 | 1,75 | 11,86 | -0,10 | 11,86 | 11,83 | 11,80 | 11,76 | -0,13 | 11,84 | 11,83 | -0,29 |
14 | 2 | 13,84 | 13,84 | 13,80 | 13,77 | 13,74 | 13,84 | 13,80 | |||
16 | 15,84 | 15,84 | 15,80 | 15,77 | 15,74 | 15,84 | 15,80 | ||||
18 | 2,5 | 17,84 | -0,13 | 17,84 | 17,80 | 17,76 | 17,73 | -0,18 | 17,84 | 17,80 | -0,37 |
20 | 19,84 | 19,84 | 19,80 | 19,76 | 19,73 | 19,84 | 19,80 | ||||
22 | 21,84 | 21,84 | 21,80 | 21,76 | 21,73 | 21,84 | 21,80 | ||||
24 | 3 | 23,84 | -0,16 | 23,84 | 23,79 | 23,75 | 23,73 | -0,22 | 23,84 | 23,79 | -0,44 |
27 | 26,84 | 26,84 | 26,79 | 26,75 | 26,73 | 26,84 | 26,79 | ||||
30 | 3,5 | 29,84 | -0,18 | 29,84 | 29,79 | 29,75 | 29,72 | -0,27 | 29,84 | 29,79 | -0,51 |
33 | 32,84 | 32,84 | 32,79 | 32,75 | 32,72 | 32,84 | 32,79 | ||||
36 | 4 | 35,84 | -0,22 | 35,84 | 35,78 | 35,74 | 35,71 | -0,32 | 35,84 | 35,78 | -0,59 |
39 | 38,84 | 38,84 | 38,78 | 38,74 | 38,71 | 38,84 | 38,78 | ||||
42 | 4,5 | 41,84 | -0,24 | 41,84 | 41,78 | 41,74 | 41,71 | -0,34 | 41,84 | 41,78 | -0,64 |
45 | 44,84 | 44,84 | 44,78 | 44,74 | 44,71 | 44,84 | 44,78 | ||||
48 | 5 | 47,84 | -0,26 | 47,84 | 47,77 | 47,73 | 47,71 | -0,37 | 47,84 | 47,77 | -0,69 |
52 | 51,84 | 51,84 | 51,77 | 51,73 | 51,71 | 51,84 | 51,77 | ||||
56 | 5,5 | 55,84 | -0,28 | 55,84 | 55,76 | 55,73 | 55,70 | -0,40 | 55,84 | 55,76 | -0,74 |
60 | 59,84 | 59,84 | 59,76 | 59,73 | 59,70 | 59,84 | 59,76 | ||||
64 | 6 | 63,84 | -0,30 | 63,84 | 63,76 | 63,72 | 63,69 | -0,44 | 63,84 | 63,76 | -0,79 |
68 | 67,84 | 67,84 | 67,76 | 67,72 | 67,69 | 67,84 | 67,76 | ||||
Таблица 2
мм
Номи- | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,2 | 0,98 | -0,03 | 0,98 | 0,96 | – | – | -0,04 | – | – | – |
1,1 | 1,08 | 1,08 | 1,06 | ||||||||
1,2 | 1,18 | 1,18 | 1,16 | ||||||||
1,4 | 1,38 | 1,38 | 1,36 | ||||||||
1,6 | 1,58 | 1,58 | 1,56 | ||||||||
1,8 | 1,78 | 1,78 | 1,76 | ||||||||
2 | 0,25 | 1,97 | 1,97 | 1,95 | |||||||
2,2 | 2,17 | 2,17 | 2,15 | ||||||||
2,5 | 0,35 | 2,45 | 2,45 | 2,43 | |||||||
3 | 2,95 | 2,95 | 2,93 | ||||||||
3,5 | 3,45 | 3,45 | 3,43 | ||||||||
4 | 0,5 | 3,94 | -0,04 | 3,94 | 3,92 | 3,89 | -0,06 | ||||
4,5 | 4,44 | 4,44 | 4,42 | 4,39 | |||||||
5 | 4,94 | 4,94 | 4,92 | 4,89 | |||||||
5,5 | 5,44 | 5,44 | 5,42 | 5,39 | |||||||
6 | 5,94 | 5,94 | 5,92 | 5,89 | |||||||
0,75 | -0,06 | 5,88 | -0,09 | ||||||||
7 | 0,5 | 6,94 | -0,04 | 6,94 | 6,92 | 6,89 | -0,06 | ||||
0,75 | -0,06 | 6,88 | -0,09 | ||||||||
8 | 0,5 | 7,94 | -0,04 | 7,94 | 7,92 | 7,89 | -0,06 | ||||
0,75 | -0,06 | 7,88 | -0,09 | ||||||||
1 | 7,92 | -0,07 | 7,92 | 7,89 | 7,86 | 7,83 | -0,10 | 7,92 | 7,89 | -0,20 | |
9 | 0,5 | 8,94 | -0,04 | 8,94 | 8,92 | 8,89 | – | -0,06 | – | – | – |
0,75 | -0,06 | 8,88 | -0,09 | ||||||||
1 | 8,92 | -0,07 | 8,92 | 8,89 | 8,86 | 8,83 | -0,10 | 8,92 | 8,89 | -0,20 | |
10 | 0,5 | 9,94 | -0,04 | 9,94 | 9,92 | 9,89 | – | -0,06 | – | – | – |
0,75 | -0,06 | 9,88 | -0,09 | ||||||||
1 | 9,92 | -0,07 | 9,92 | 9,89 | 9,86 | 9,83 | -0,10 | 9,92 | 9,89 | -0,20 | |
1,25 | 9,90 | -0,08 | 9,90 | 9,87 | 9,84 | 9,80 | -0,11 | 9,90 | 9,87 | -0,24 | |
11 | 0,5 | 10,94 | -0,04 | ||||||||
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru:  главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» – шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
М2 | 0,25 | 1,75–1,77 (1,81) |
0,4 | 1,60–1,62 (1,68) | |
М2,5 | 0,35 | 2,15–2,17 (2,22) |
0,45 | 2,05–2,07 (2,13) | |
М3 | 0,35 | 2,65–2,67 (2,72) |
0,5 | 2,50–2,52 (2,58) | |
М4 | 0,5 | 3,50–3,52 (3,64) |
0,7 | 3,30–3,33 (3,46) | |
М5 | 0,5 | 4,50–4,52 (4,64) |
0,8 | 4,2–4,23 (4,42) | |
М6 | 0,5 | 5,50–5,52 (5,64) |
0,75 | 5,20–5,23 (5,42) | |
1,0 | 4,95–5,00 (5,21) | |
М7 | 0,5 | 6,50–6,52 (6,64) |
0,75 | 6,20–6,23 (6,42) | |
1,0 | 5,95–6,00 (6,26) | |
М8 | 0,5 | 7,50–7,52 (7,64) |
0,75 | 7,20–7,23 (7,42) | |
1 | 6,95–7,00 (7,21) | |
1,25 | 6,70–6,75 (6,96) | |
М9 | 0,5 | 8,50–8,52 (8,64) |
0,75 | 8,20–8,23 (8,42) | |
1 | 7,95–8,00 (8,21) | |
1,25 | 7,70–7,75 (7,96) | |
М10 | 0,5 | 9,50–9,52 (9,64) |
0,75 | 9,20–9,23 (9,42) | |
1 | 8,95–9,00 (9,21) | |
1,25 | 8,70–8,75 (8,96) | |
1,5 | 8,43–8,50 (8,73) | |
М11 | 0,5 | 10,50-10–52 (10,64) |
0,75 | 10,20–10,23 (10,42) | |
1 | 9,95–10,00 (10,21) | |
1,5 | 9,43–9,50 (9,73) | |
М12 | 0,5 | 11,50–11,52 (11,64) |
0,75 | 11,20–11,23 (11,42) | |
1 | 10,95–11,00 (11,21) | |
1,25 | 10,70–10,75 (10,96) | |
1,5 | 10,43–10,50 (10,73) | |
1,75 | 10,20–10,25 (10,56) | |
М14 | 0,5 | 13,50–13,52 (13,64) |
0,75 | 13,20–13,23 (13,42) | |
1 | 12,95–13,00 (13,21) | |
1,25 | 12,70–12,75 (12,96) | |
1,5 | 12,43–12,50 (12,73) | |
2 | 11,90–11,95 (12,30) | |
М16 | 0,5 | 15,50–15,52 (15,64) |
0,75 | 15,20–15,23 (15,42) | |
1 | 14,95–15,00 (15,26) | |
1,5 | 14,43–14,50 (14,73) | |
2 | 13,90–13,95 (14,30) | |
М18 | 0,5 | 17,50–17,52 (17,64) |
0,75 | 17,20–17,23 (17,42) | |
1 | 16,95–17,00 (17,21) | |
1,5 | 16,43–16,50 (16,73) | |
2 | 15,90–15,95 (16,30) | |
2,5 | 15,35–15,40 (15,88) | |
М20 | 0,5 | 19,50–19,52 (19,64) |
0,75 | 19,20–19,23 (19,42) | |
1 | 18,95–19,00 (19,21) | |
1,5 | 18,43–18,50 (18,73) | |
2 | 17,90–17,95 (18,3) | |
2,5 | 17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.

В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Рекомендуем прочитать
ГОСТ 21348-75
Группа Г13
Дата введения 1977-01-01
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 N 3875
3. ВЗАМЕН МН 5388-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
6. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19282 и ГОСТ 5632 (кроме сплавов на никелевой основе) и меди по ГОСТ 859.
2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице.
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг Р, мм | Диаметр отверстия под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
28 | 0,907 | 8,62 | +0,10 | +0,20 | |
19 | 1,337 | 11,50 | +0,12 | +0,25 | |
15,00 | |||||
14 | 1,814 | 18,68 | +0,14 | +0,28 | |
20,64 | |||||
24,17 | |||||
27,93 | |||||
1 | 11 | 2,309 | 30,34 | +0,18 | +0,36 |
1 | 35,00 | ||||
1 | 39,00 | ||||
1 | 41,41 | ||||
1 | 44,90 | ||||
1 | 50,84 | ||||
2 | 56,70 | ||||
2 | 62,80 | +0,22 | +0,43 | ||
2 | 72,27 | ||||
2 | 78,62 | ||||
3 | 84,97 | ||||
3 | 91,07 | ||||
3 | 97,42 | ||||
3 | 103,77 | ||||
4 | 110,12 | ||||
4 | 122,82 | ||||
5 | 135,52 | ||||
5 | 148,22 | ||||
6 | 160,92 | ||||
3. Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
4. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Номинальный размер резьбы, дюймы | Шаг Р, мм | Диаметр сверла для классов точности резьбы | |
А | В | ||
0,907 | – | 8,7 | |
1,337 | 11,5 | 11,5 | |
15,0 | 15 | ||
1,814 | – | 18,75 | |
20,75 | |||
24,25 | |||
28 | |||
1 | 2,309 | 30,5 | |
1 | 35,0 | 35 | |
1 | 39,0 | 39 | |
1 | – | 41,5 | |
1 | 45 | ||
1 | 51 | ||
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
Дюймовые и специальные резьбы: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
ГОСТ 21350-75
Группа Г13
Дата введнения 1977-01-01
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 N 3877
3. ВЗАМЕН ГОСТ 5389-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
6. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19281 и ГОСТ 5632 (кроме сплавов на никелевой основе), ГОСТ 20072 и меди по ГОСТ 859.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
28 | 0,907 | 8,10 | +0,20 | 8,57 | +0,10 | 15 | |
19 | 1,337 | 10,80 | +0,24 | 11,45 | 20 | ||
14,30 | 14,95 | 24 | |||||
14 | 1,814 | 17,90 | 18,63 | 29 | |||
23,25 | +0,28 | 24,12 | 31 | ||||
1 | 11 | 2,309 | 29,35 | 30,29 | 37 | ||
1 | 37,80 | +0,34 | 38,95 | 40 | |||
1 | 43,70 | 44,85 | 42 | ||||
2 | 55,25 | +0,40 | 56,66 | 44 | |||
Примечание. Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |
Номин. | Пред. откл. | ||||
28 | 0,907 | 8,25 | +0,20 | 15 | |
19 | 1,337 | 11,05 | +0,24 | 20 | |
14,50 | 24 | ||||
14 | 1,814 | 18,10 | +0,28 | 29 | |
23,60 | 31 | ||||
1 | 11 | 2,309 | 29,65 | 37 | |
1 | 38,30 | +0,34 | 40 | ||
1 | 44,20 | 42 | |||
2 | 56,00 | +0,40 | 44 | ||
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр сверла для отверстия, мм | |
с развертыванием на конус | без развертывания на конус | |||
28 | 0,907 | 8,1 | 8,3 | |
19 | 1,337 | 10,8 | 11,1 | |
14,25 | 14,5 | |||
14 | 1,814 | – | – | |
23,25 | ||||
1 | 11 | 2,309 | – | |
1 | 38,25 | |||
1 | – | |||
2 | 56,00 | |||
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
Дюймовые и специальные резьбы: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
Замечания:
Нет розничной упаковки
1. Переход: 1 см = 10 мм = 0,39 дюйма
2. Пожалуйста, позвольте 0-3 см ошибки из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем вы предложите.
3. Из-за разницы между различными мониторами изображение может не отражать реальный цвет элемента. Спасибо!
Введение компании:
CRO Precision Tools – это семейство компаний, которые с 2009 года совместно производят высококачественные режущие инструменты для промышленности.Наши заводы расположены в городе Дунгуань, Китай. Имея богатый опыт, мы можем использовать токарные станки с ЧПУ, фрезерные станки с ЧПУ, шлифовальные станки с ЧПУ и т. Д. Для производства высококачественных режущих инструментов и инструментов для аэрокосмической промышленности, автомобилестроения, литья под давлением, промышленного, стоматологического и медицинского применения. Наши материалы варьируются от быстрорежущей стали, кобальта, карбида, нержавеющей стали и других материалов с различными покрытиями. CRO Precision Tools гордится высоким качеством работы наших квалифицированных сотрудников. Мы будем стремиться предложить вам режущие инструменты мирового класса, а также обширные знания в области процессов и применения.

Наша услуга:
Время доставки, как только вы получили ваш заказ
Гарантия: Высокое качество
Хорошие условия возврата и возврата
Упаковка и доставка:
CRONAMETAL предлагает различные способы доставки, перечисленные ниже, а также бесплатную наземную доставку для многих наших продуктов. Любые товары, которые соответствуют требованиям бесплатной доставки, будут указаны на странице с перечнем товаров.Сроки доставки основаны на рабочих днях (с понедельника по пятницу), исключая праздничные и выходные дни. В зависимости от вашего заказа, ваша покупка может быть доставлена в нескольких пакетах.
Пакет детали:
Лазерный бренд на хвостовике.
1 штука в пластиковой трубке
время выполнения: время обработки займет 3-5 рабочих дней.
ВОЗВРАТ И ЗАМЕНА ПОЛИТИКИ
В CRONAMETAL мы прилагаем все усилия, чтобы обеспечить положительный опыт покупок с нами.Если по какой-либо причине вы не полностью удовлетворены своей покупкой, вы можете вернуть свои товары в течение 60 дней, если они являются новыми, неповрежденными и неизмененными. Мы не можем гарантировать, что ваш товар будет принят для возврата или обмена, если он не соответствует этим требованиям. Запросы на возврат за пределами 60 дней требуют специального разрешения. Все возвраты, представленные для возврата, будут подлежать возврату товара и доставке.
REPLACEMENTS
По любым вопросам, связанным с вашим продуктом, обращайтесь в нашу службу технической поддержки за помощью в устранении неполадок.
Технические формулы и определения
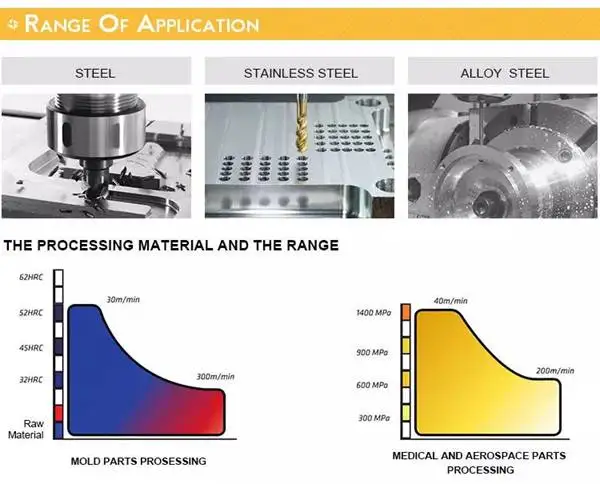
В этом разделе рассматриваются формулы и определения потоков для расчета скорости резки, скорости подачи или любых других параметров для операций обточки, фрезерования или нарезания резьбы. Вы также найдете обозначение для различных форм резьбы в соответствии с международными стандартами.
Технические формулы и определения обточки
Подача
При делении полной глубины резания на более мелкие разрезы чувствительный радиус вершины вставки не перегружается.
Пример: Выбирая 0,23–0,10 мм (0,009–0,004 дюйма) с глубиной резания за проход (радиальная подача), полной глубиной резания (ap) и глубиной профиля резьбы (0,94 мм (0,037 дюйма)), поворачивается на метрической резьбе с шагом 1,5 мм (0,06 дюйма) за 6 проходов (ворс).


Подача может быть рассчитана по формуле:
Δap = Радиальная подача, глубина резания за проход
X = Фактический проход (в серии от 1 до nap)
ap = Общая глубина резьбы + дополнительная складская
nap = Количество проходов
Y = 1-й проход = 0.3
2-й проход = 1
3-й и выше = x-1
Шаг 1,5 мм (0,06 дюйма)
pp = 0,94 мм (0,037 дюйма)
nap = 6
γ1 = 0,3
γ2 = 1
γn = х-1
| Symbol | Designation / definition | Metric | imperial | ||||
|---|---|---|---|---|---|---|---|
| ap | Infeed, полная глубина резания Скорость | mm | inch | ||||
| n | Spindle | rpm | rpm | ||||
| Vc | Скорость обрезки | м / мин | |||||
| Нап | Количество проходов |

- Root / bottom
Нижняя поверхность, соединяющая два соседних фланца резьбы - Flank / side
Боковая поверхность резьбы, соединяющая гребень и корень - Crest / top
Верхняя поверхность, соединяющая две стороны или боковые стороны.
P = Шаг, мм или ниток на дюйм (t.p.i.)
Расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
β = Угол профиля резьбы
Угол между сторонами резьбы, измеренный в осевой плоскости.
φ = Угол наклона (угол спирали) резьбы
Угол резьбы при диаметре шага с плоскостью, перпендикулярной оси.D части, (Также принимаем, чтобы сделать супер резину: выдерживать высокие температуры резины, сопротивление сильной кислоты / щелочи, и т.д.) .
Protection степень: температура
IP68
Working:
-40 ° С до 100 ℃
Features:
Different диапазона кабель для различного диаметра кабеля,
Different резьбы длина для разных соединения box
Certificates
CE, ROHS, SGS, IP68
Color
черный (RAL9005), серый (RAL7035), другие цвета доступны по запросу.
Nylon пластиковые Multiple Hole кабель Gland
Detaild Specification из метрической резьбы с несколькими отверстиями Кабельный Gland
Metric Thread Multiple Вставьте кабельные вводы
Seal Holes | Thread | Cable Range | Outer Диаметр C1 | Thread Длина C2 | Spanner Размер A & F |
mm | mm | mm | mm | ||
| 2 Holes | M12 × 1.5 | 1.2-3 | 12 | 9 | 18 / 19 |
| M16 × 1.5 | 1.6-4 | 16 | 15 | 22 / 22 | |
| M20 × 1.5 | 2-3.5 | 20 | 15 | 27 / 27 | |
| M20 × 1.5 | 2.5-6 | 20 | 15 | 27 / 27 | |
| M25 × 1.5 | 2-5 | 25 | 15 | 33 / 33 | |
| M25 × 1.5 | 4.5-8.7 | 25 | 15 | 33 / 33 | |
| M32 × 1.5 | 5-10 | 32 | 15 | 41 / +41 | |
| 3 Holes | M12 × 1 ,5 | 1.2-2.6 | 12 | 9 | 18 / 19 |
| M16 × 1.5 | 1.6-4 | 16 | 15 | 22 / 22 | |
| M20 × 1.5 | 1.5-3.5 | 20 | 15 | 27 / 27 | |
| M20 × 1.5 | 2-5 | 20 | 15 | 27 / 27 | |
| M25 × 1.5 | 2-5 | 25 | 15 | 33 / 33 | |
| M25 × 1.5 | 4-8 | 25 | 15 | 33 / 33 | |
| M32 × 1.5 | 5-10 | 32 | 15 | 41 / +41 | |
| 4 Holes | M12 × 1.5 | 1-2.3 | 12 | 9 | 18 / 19 |
| M16 × 1.5 | 1.2-3 | 16 | 15 | 22 / 22 | |
| M20 × 1.5 | 1.5-3.5 | 20 | 15 | 27 / 27 | |
| M20 × 1.5 | 2-4.5 | 20 | 15 | 27 / 27 | |
| M25 × 1.5 | 2-5 | 25 | 15 | 33 / 33 | |
| M25 × 1.5 | 3.5-7 | 25 | 15 | 33 / 33 | |
| M32 × 1.5 | 4.5-9 | 32 | 15 | 41 / +41 | |
| 5 Holes | M16 × 1. |