Как нарезать резьбу, что для этого нужно
Резьба бывает внутренняя, и внешняя. Для внутренней потребуется такой инструмент, как метчик, для внешней плашка (называют иногда лерка), или клупп. Так же будет необходим, плашкодержатель или метчикодержатель.
Как правило, метчики продаются комплектами из 2 шт. Сначала резьбу проходят первым номером (имеет острый заход), затем вторым (чистовым), имеющим более тупой заход. Реже продаются штучные метчики, такие больше подходят для правки сбитой резьбы, для новой лучше брать комплектный метчик. Бывают как трубные метчики (обозначение «G» на метчике) для нарезания резьбы в трубе, так метрические (наиболее часто применимые).
Например, вам нужна внутренняя резьба в металлической детали М8 (8мм) для болта. Бука М обозначает, что резьба метрическая. Чтобы начать нарезать резьбу, нужно высверлить отверстие в необходимой вам детали. Какое же сверло брать? Потребуется сверло диаметром 6,8 мм. Почему именно оно? Каждый метчик имеет свой шаг (расстояние между витками резьбы).
Таблица основных шагов резьбы:
М3 – 0,5
М4 – 0,7
М5 – 0,8
М6 – 1
М7 – 1
М8 – 1,25
М9 – 1,25
М10 – 1,5
М12 – 1,75
М14 – 2
М16 – 2
М18 – 2,5
М20 – 2,5
М22 – 2,5
М24 – 3
М30 – 3,5
После того как отверстие готово, нужно взять метчик, надежно закрепить его в метчикодержатель (есть с трещоткой и простой), и потихоньку вводить в отверстие, для лучшего нарезания можно добавить несколько капель бытового масла. Нарезку нужно производить по направлению часовой стрелки, потребуется определенное усилие.
Если вам необходима внешняя резьба, например, чтобы нарезать резьбу на трубе.
Для клуппов есть специальный держатель-трещетка, для плашек такой не подойдет. Плашкой работать немного сложнее (у нее нет специального захода), очень важно ровно начать резьбу (первые витки). Для этого на трубе делают небольшую фаску (снимают слой металла) напильником, после чего аккуратно режут, подобрав нужный размер плашки и установив ее в плашкодержатель. Если вы не знаете точного размера, измерьте диаметр детали штангенциркулем. Какого размера будет труба, такая плашка и потребуется. Для трубы 16мм — плашка М16. Если вы нарезаете на трубе под сантехнику, то и плашка нужна трубная. Есть несколько размеров труб: 1/2, 3/4, 1, 1 1/4 — это самые ходовые размеры.
Плашкодержатели бывают с функцией трещотки и простые. С трещоткой работать намного удобнее, особенно, когда деталь располагается рядом со стеной (например труба), не нужно постоянно переставлять плашкодержатель. Но стоимость такого намного выше, раза в 2,5-3. Как правило, держатели бывают сразу под несколько размеров плашек. Например: ½ дюйма ¾ и 1 дюйм.
Помимо основных шагов резьбы, есть нестандартные. Например резьба М8 может иметь шаг 1,25 (основной) так и единицу, 0,75 0,5 (очень мелкая резьба). Нестандартный шаг может быть только меньше основного, никак не больше.
Что касается качества стали, из которой метчик изготовлен. Она бывает быстрорежущая, имеет чаще всего маркировку Р6М5, реже Р18. Такой метчик очень прочный и долго служит. Также бывает углеродистая сталь, как правило, метчик, изготовленный из такого материала, никак не маркируется. Он также твердый, но хрупкий. При нарезании резьбы в твердом металле может просто обломиться внутри заготовки.
Метчики для сквозных отверстий (гаечные) заметно длиннее, примерно в 2 раза. Необходимы там, где обычной стандартной длины недостаточно. Продаются только штучно,комплектных не бывает.
Существуют и другие виды резьбы: такие как коническая (обозначение «K» латинская на плашке), трубная коническая («Rc»).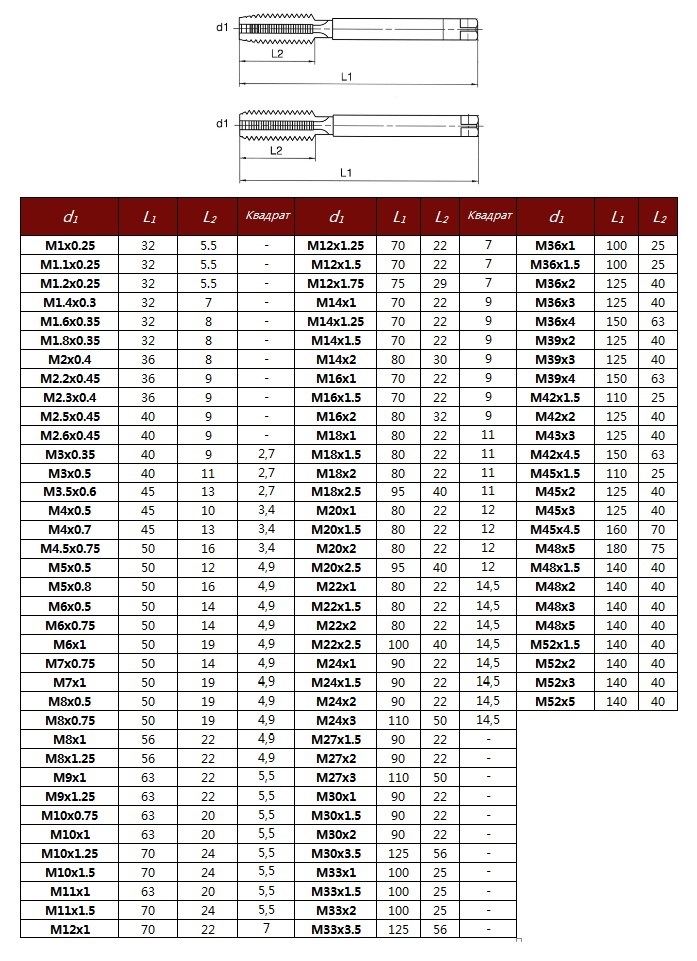 Это достаточно специфические резьбы, в быту они как правило не применяются.
Это достаточно специфические резьбы, в быту они как правило не применяются.
Приобрести резьбонарезной инструмент в наше время достаточно несложно, как в простых строительных магазинах, так и через сеть интернет.
Диаметр сверла под резьбу. Как правильно выбрать диаметр сверла.
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
М5х0. 8 8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9. 8 8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28. 25 25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 | ||
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9. 9 9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Характеристики резьбы
Резьба — это нарезанный в металле винтовой профиль в виде углубления или выступа, который образован соответственно на внутренней либо внешней поверхности детали. Чтобы образовать резьбу на внешней поверхности, используют специальный инструмент под названием плашка или лерка. Для получения внутренней резьбы используют метчики. В обоих случаях можно добиться нарезки резьбы с помощью токарного станка и специализированных резцов. Далее мы будем рассматривать вопросы нарезания внутренней резьбы в углублении металлической детали. Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики.
Если резьба образована на цилиндрической поверхности, то она называется цилиндрической. Если же поверхность отверстия имеет форму конуса, то полученная на ней резьба будет, соответственно, конического типа. Основные термины и понятия, касающиеся строения и характеристик резьб цилиндрического и конического типа, содержатся в стандарте ГОСТ 11708-82.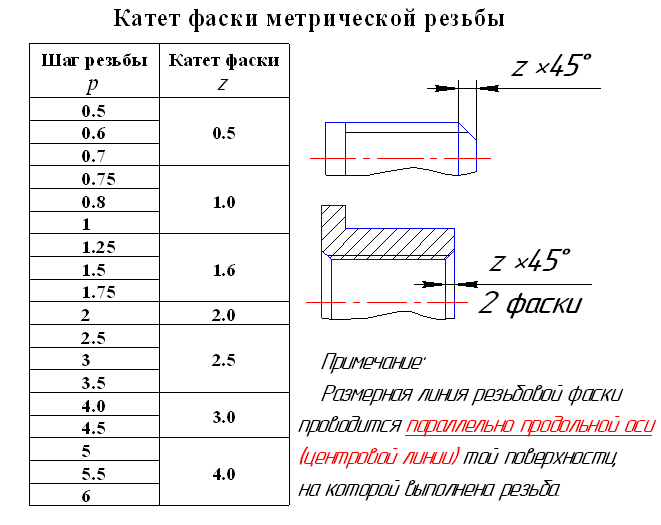
По виду профиля их разделяют на:
- треугольные;
- трапецеидальные;
- круглые;
- прямоугольные;
- специальные.
Круглые резьбы находят применение в пожарной арматуре и сантехнических деталях.
Трапецеидальные применяют в ходовых механизмах для передачи поступательного движения. Более всего распространены резьбы треугольные, о которых поговорим ниже.
Сверление под резьбу требует знания и иных ее характеристик. По движению вращения контура резьбы разделяют на правые и левые.
У правой резьбы проточка профиля образована вращением в правую сторону и продольным движением на удаление от точки захода. У левой резьбы вращение направлено в противоположную сторону. В технике более распространены правые резьбы и в их кодировке это подразумевается по умолчанию и не обозначается дополнительно. В маркировке левой резьбы появляются знаки LH. По количеству заходов резьба бывает однозаходной и многозаходной (обычно не более чем двух- и трехзаходные).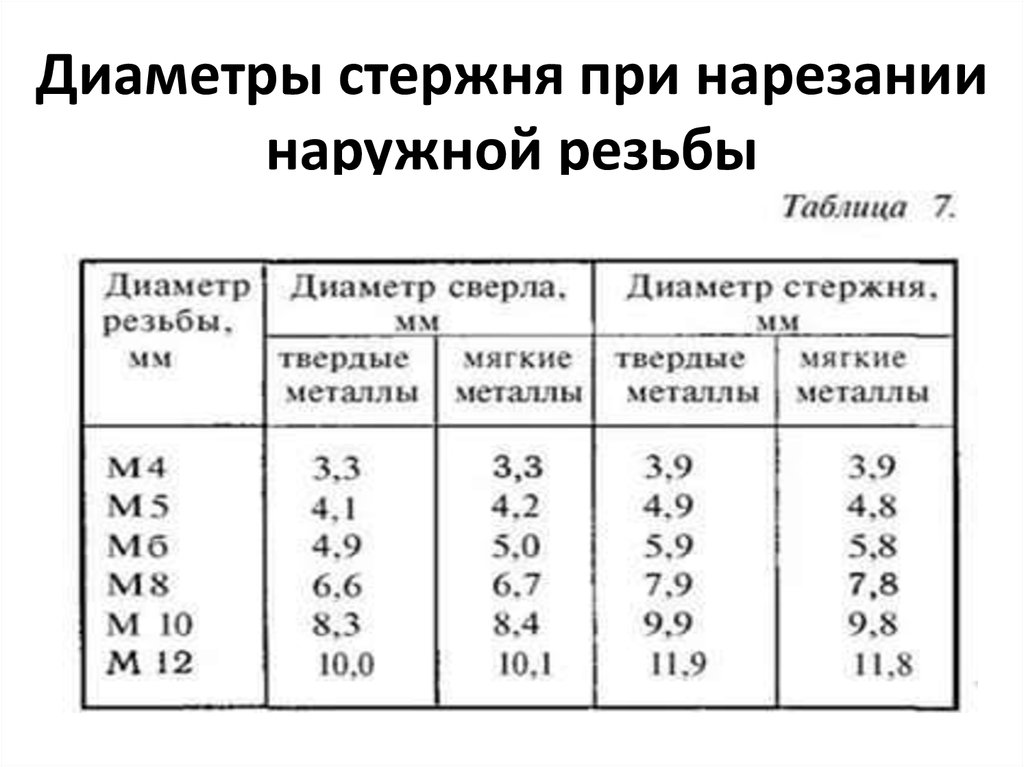 Резьбы многозаходного типа позволяют работать в условиях больших нагрузок.
Резьбы многозаходного типа позволяют работать в условиях больших нагрузок.
Важными критериями, влияющими на выбор сверла под резьбу, являются ее номинальные диаметр, а также шаг. Диаметр соответствует фактическому диаметру внешнего профиля.
Шаг резьбы — это значение дистанции между вершинами ближайших двух вершин профиля. Шаг бывает крупный или основной и мелкий (он может быть не один). Длиной резьбы является полный размер области нарезания профиля на детали.
Для подбора сверла для резьбы также нужно знать, что по совокупности параметров резьбы классифицируют на несколько основных видов:
- Метрическая. Самая часто применяемая резьба в машиностроительной промышленности и в бытовых предметах. Главные ее размеры закреплены в ГОСТ 24705-81. Обозначается буквой М с указанием номинального диаметра. Например, М6 определяет метрическую резьбу диаметром 6 миллиметров, правое вращение, крупный шаг.
- Дюймовая резьба в ходу в странах, где принята дюймовая система измерения размеров.
 Обозначают размер в дюймах – ½”.
Обозначают размер в дюймах – ½”. - Трубная цилиндрическая резьба нашла применение в сантехнике для разъемного соединения узлов, деталей и арматуры. Ее размеры определяются по ГОСТ 6357-81. В обозначении стоит буква G и размер в дюймах – G ¾, G 1.
- Дюймовая коническая резьба по ГОСТ 6111-52 используется в трубопроводах невысокого давления.
- Коническая метрическая резьба применяется в соединениях трубопроводов и определяется по ГОСТ 25229-82.
- Трапецеидальные резьбы используют в подвижных механизмах для передачи поступательного движения.
- Круглая резьба определяется по ГОСТ 13536-68 и используется в сантехнической арматуре.
 Обозначают размер в дюймах – ½”.
Обозначают размер в дюймах – ½”.Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
Приспособления для нарезания резьбы
Для образования в детали внутренней резьбы применяют специализированный инструмент – метчики. Они представляют собой цилиндрические стержни с нарезанным профилем резьбы в зеркальном отражении. Но перед применением метчика необходимо получить в заготовке отверстие с нужным диаметром. Какие должны быть диаметры сверл под резьбу мы поясним ниже, а в этом разделе опишем резьбонарезной инструмент.
Кроме винтового профиля на цилиндрической поверхности метчика имеются продольные канавки, которые по размеру выходят за рабочую часть инструмента. Эти канавки предназначены для вывода металлической стружки из рабочей зоны. Кроме того эти осевые канавки делят стержень метчика на несколько элементов — гребенок. Острые их грани являются основными рабочими элементами метчика. Хвостовая часть и квадрат инструмента предназначены для фиксации в шпинделе и патроне станка либо в воротке. Рабочая область метчика делится на нарезающую и калибровочную части. Нарезающая или заборная часть вырезает в отверстии проточку, а калибровочная приводит размеры профиля резьбы в точное соответствие требуемым.
Эти канавки предназначены для вывода металлической стружки из рабочей зоны. Кроме того эти осевые канавки делят стержень метчика на несколько элементов — гребенок. Острые их грани являются основными рабочими элементами метчика. Хвостовая часть и квадрат инструмента предназначены для фиксации в шпинделе и патроне станка либо в воротке. Рабочая область метчика делится на нарезающую и калибровочную части. Нарезающая или заборная часть вырезает в отверстии проточку, а калибровочная приводит размеры профиля резьбы в точное соответствие требуемым.
Если для нарезки применяют один универсальный метчик, то по своей длине он будет иметь несколько областей с различными характеристиками рабочего профиля. Это позволяет одновременно вырезать слой металла, убирать заусенцы и неровности, а также приводить размеры к необходимому значению. Метчики, у которых рабочий профиль имеет постоянные размеры, применяются для обновления поврежденного профиля уже имеющейся внутренней резьбы. Но чаще на практике применяют несколько метчиков, которыми работают по очереди.
Черновой метчик вырезает на внутренней цилиндрической поверхности проточку незначительной толщины, то есть такая канавка является подготовительной. Затем чистовым метчиком канавка дорезается до нужной глубины, а также зачищается и выравнивается.
Для больших диаметров и сложного профиля резьбы может применяться еще и переходной метчик. При ручной нарезке резьбы пользуются специальными держателями – воротками. В них закрепляется хвостовик резьбонарезного инструмента. Также вороток за счет рычага позволяет снизить усилие ручного воздействия на инструмент.
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.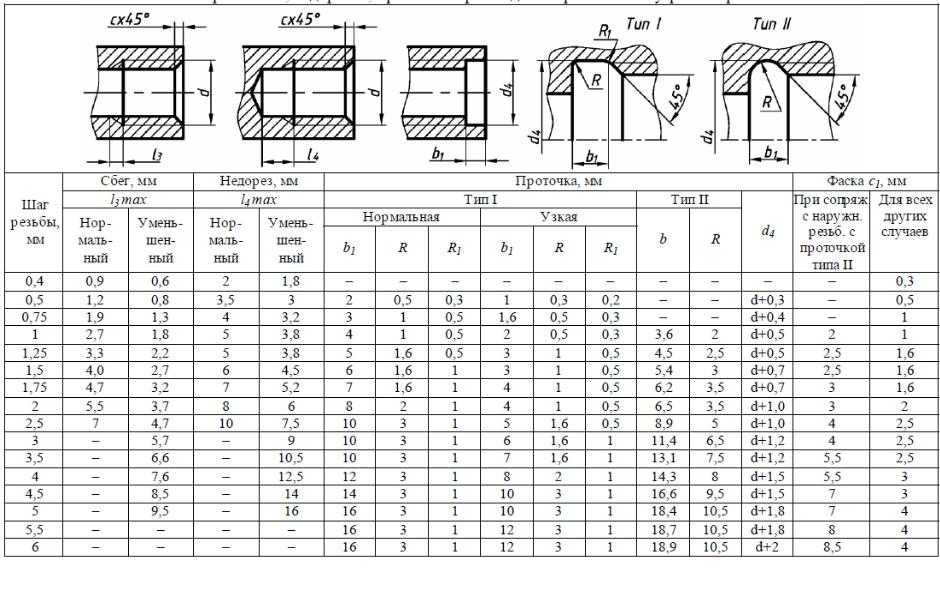
При работе с хрупким материалом, таким как чугун, глубину сверления следует дополнительно увеличить на 25 %. Для многих облегченных сплавов повышающий коэффициент увеличивают еще больше.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик. Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения. Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Следует учитывать, что нарезку резьбы можно выполнять практически во всех распространенных металлах и сплавах. Исключением являются хрупкие или жесткие металлы, например, каленое железо. Качественного профиля резьбы добиться не удастся, а поэтому на надежность этого резьбового соединения рассчитывать не стоит.

Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Выбор диаметра сверла под резьбу
Размер сверла должен строго соответствовать номинальному диаметру резьбы. Наиболее достоверные величины отверстий под метрическую резьбу даны в ГОСТ 19257-73. В данном стандарте представлены размеры отверстий для любого диаметра резьбы, учитывая шаг резьбы и применяемое поле допуска. При работе удобно иметь под рукой таблицу сверл под резьбу, в которой должны быть собраны данные по отверстиям для самых применяемых типоразмеров резьб.
Размер сверла под резьбу, когда в нужный момент нет таблицы, можно определить следующим методом. От диаметра резьбы нужно отнять значение шага. Сверло под резьбу М6 с основным шагом, будет с диаметром 5 мм. Это вычисляется вычитанием из диаметра 6 мм значения шага 1,0 мм: 6 мм – 1,0 мм = 5,0мм.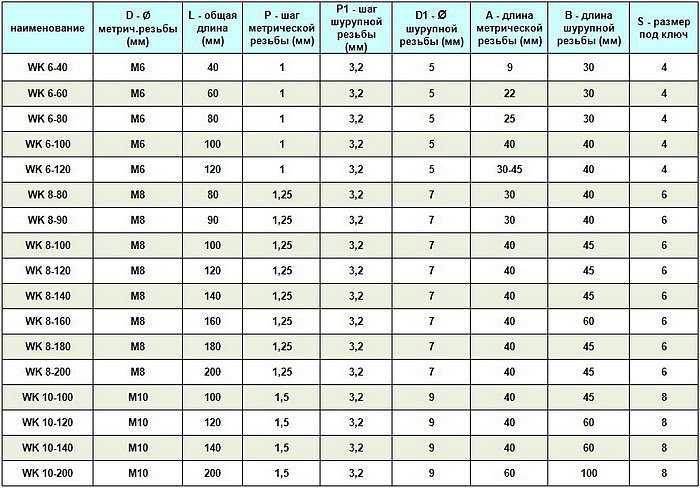 Сверло для резьбы М4 с основным шагом будет иметь диаметр 3,3 мм: 4 мм – 0,7 мм = 3,3 мм. Таким образом, можно определить диаметр сверла для резьбы любого номинального диаметра. Для проверки такого расчета лучше заглядывать в таблицу ГОСТа.
Сверло для резьбы М4 с основным шагом будет иметь диаметр 3,3 мм: 4 мм – 0,7 мм = 3,3 мм. Таким образом, можно определить диаметр сверла для резьбы любого номинального диаметра. Для проверки такого расчета лучше заглядывать в таблицу ГОСТа.
Чтобы по таблице определить какое отверстие сверлить под резьбу М10, нужно посмотреть на последнюю строку. При крупном шаге 1,5 мм нам необходимо просверлить отверстие диаметром 8,5 мм. Для определения того, какое отверстие сверлить под резьбу М8, смотрим на последний столбец соответствующей строки и видим диаметр 6,7 мм. Более подробные таблицы представлены в ГОСТ 19257-73.
Часто возникает вопрос, какие сверла под резьбу следует использовать. Тут все зависит от марки обрабатываемого материала.
Для обычной низколегированной стали используют стандартные спиральные сверла, изготовленные из быстрорежущей стали. Для работы с нержавеющей и высоколегированной сталью рекомендуется использовать сверло под резьбу, изготовленное из стали, легированной кобальтом и вольфрамом.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Как делается нарезание резьбы
Когда определено, какое сверло под резьбу необходимо, отверстие вырезано, то можно переходить к следующему этапу – непосредственной нарезке.
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов.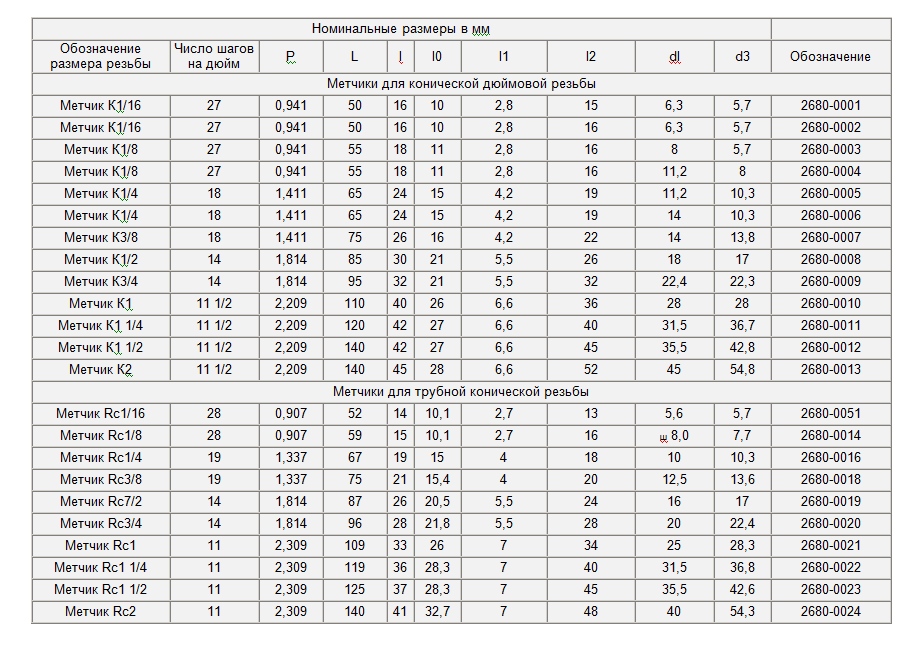 Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
Threaded Holes Guidelines for Machining
Standard Holes mm
/ Standard Holes in
Coil Inserts mm
/ Coil inserts in
Key Inserts in
* Milling Only
Наружный диаметр резьбы мм
/ Наружный диаметр резьбы в дюймах
* Только точение
Резьбовые детали за 5 простых шагов:
|
Глубина резьбы: Все наши резьбы нарезаются на станке с ЧПУ и измеряются вручную во время окончательной проверки. Фрезерование резьбы более надежно, чем ручное нарезание резьбы, но для достижения наилучших результатов глубина резьбы регулируется примерно в 2,5 раза больше диаметра резьбы (см. максимальную глубину в таблице ниже). Не волнуйтесь, если ваше отверстие длиннее или короче, вот как наше программное обеспечение спроектирует вашу резьбу: | БЫСТРЫЕ РЕЗЬБЫ: |
|
Катушки и вставки для ключей
Вставки для катушек (HELICOIL®) и вставки для ключей могут обеспечить более прочную резьбу в более мягких материалах. Мы можем машинно вставить готовые нити, их можно выбрать с помощью нашего интерактивного предложения.
Мы можем машинно вставить готовые нити, их можно выбрать с помощью нашего интерактивного предложения.
Мы также поставим и установим ряд стандартных метрических вставок HELICOIL® с длиной резьбы 1 × диаметр резьбы (D), 1,5D и 2D. Если вам требуются встроенные вставки, сообщите нам об этом, нажав кнопку специальных инструкций в вашем предложении; Пожалуйста, укажите длину вставки и информацию о местоположении.
Прочие соображения:
Иногда элементы деталей или крепления могут мешать резьбовым инструментам, если в отверстии нельзя нарезать резьбу, мы показываем это, опуская резьбу в интерактивном предложении.
Для нарезания резьбы на токарных деталях просто смоделируйте номинальный диаметр; нет необходимости моделировать потоки.
Наш стандартизированный набор инструментов обеспечивает невероятно быстрое производство станков с ЧПУ (так же быстро, как в тот же день), однако это также означает, что мы можем предоставить только перечисленные резьбы, левая резьба, диаметры или шаги, не указанные в списке, в настоящее время невозможны.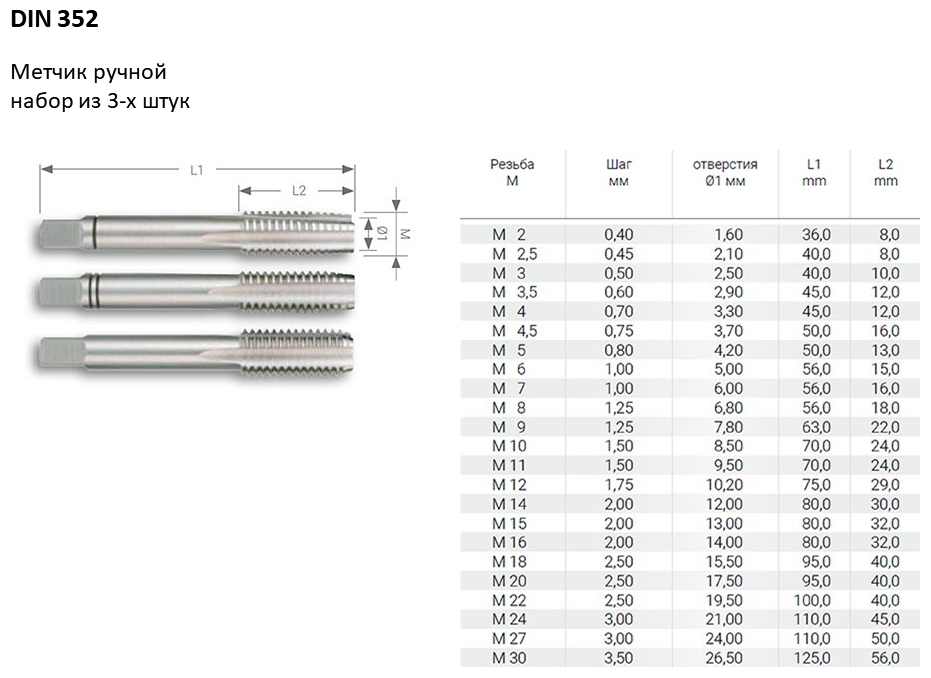
Мы можем поддерживать только смоделированные резьбы больше, чем M12 или UNC ½”-13 (½” Unified Course by 13 Thread Per Inch (TPI)) или больше — они будут фрезерованы с помощью шаровой фрезы.
Мы не можем поддерживать форматы файлов .SLT
Какова минимальная глубина потока? Наше программное обеспечение распознает резьбовые отверстия, глубина которых не менее чем в 1,5 раза больше шага резьбы.
Какова рекомендуемая минимальная глубина резьбы? Рекомендуемая минимальная глубина прочной резьбы составляет 1 x диаметр для сталей и твердых металлов, 2 x диаметр для алюминиевых сплавов и мягких металлов и максимально возможная глубина для пластиков: 2,5 x Ø (для дальнейшего увеличения рекомендуется использовать вставку Helicoil ® ). прочность и долговечность нити в мягких материалах).
Внутренняя метрическая система
- мм
Препятствие из-за других элементов вашей детали, обработки входа или требований к креплению может уменьшить максимальную глубину резьбы.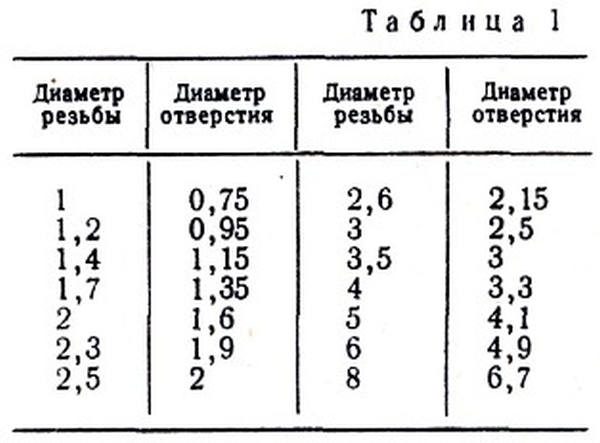
* также известен как – Сверло для пилотного отверстия Ø
Мягкий** Доступно только для мягких металлов
Металл *** – Доступно только для металлических материалов (как твердых, так и мягких)
6 T * – Обточенная
Минимальный Ø и Максимальный Ø являются ограничениями, которые использует наше программное обеспечение для распознавания отверстий, в которые можно нарезать резьбу
Максимальная глубина резьбы является пределом наших инструментов для нарезания резьбы, начиная с выбранной поверхности отверстия, исключая любые фаски зенковки. Ваше отверстие должно быть глубже, чем эта глубина, чтобы учесть стружку. Даже если вы смоделируете более глубокое отверстие, резьба будет только в первой части.
Метрическая вставка для катушек
Вставки для катушек не входят в стандартную комплектацию.
Мы можем поставить и установить спиральные катушки для всех резьб, отмеченных #, пожалуйста, запросите при цитировании, используя текстовое поле специальных инструкций.
- мм
* также известен как сверло для пилотного отверстия Ø
T* – токарная обработка
✓ = Имеются резьбы: наружный диаметр (осевой), внутренний диаметр: осевой, осевой и радиальный.
# = Резьбовые вставки Helicoil® могут быть установлены по запросу и доступны с длиной резьбы 1 × диаметр резьбы (D), 1,5D и 2D.
Наружный диаметр, метрический
- мм
*также известен как – Сверло для пилотного отверстия Ø
M* На 3- или 5-осевом фрезерном станке более крупные наружные резьбы можно нарезать сферической фрезой… см. Специальные резьбы.
Внутренний дюйм
- в дюймах
* также известен как сверло для пилотного отверстия Ø
T* — точение
* * также известен как – Сверло для пилотного отверстия Ø
Вставка под ключ, дюймовая
Вставки под ключ не входят в комплект поставки
- в
* * также известен как – Сверло для пилотного отверстия Ø
Внешний диаметр в дюймах
- в дюймах
*также известное как – Сверло для пилотного отверстия Ø
M* На 3- или 5-осевом фрезерном станке можно нарезать наружную резьбу большего размера с помощью фрезы со сферическим концом… см. Специальные резьбы.
Специальные резьбы.
Специальная резьба наружного диаметра
Внешняя резьба может быть фрезерована, обычно это подходит только для резьбы большего размера, так как она будет фрезероваться с помощью фрезы со сферическим концом (абсолютный минимум M4, но в идеале M12 и выше). Ваша резьба будет иметь радиусы в корне, поэтому может потребоваться очистка штампом. Мы можем фрезеровать большинство нестандартных резьб или спиральных форм, которые вы можете смоделировать — на токарном, 5-осевом или 3-осевом фрезерном станке. Наружная 3-осевая фрезерованная резьба производится на половинном диаметре. Затем деталь поворачивают на 180 градусов, повторно привязывают, а другую половину фрезеруют.
Для деталей, требующих наружной фрезерованной резьбы, вы должны спроектировать резьбу на своей детали. Мы изготавливаем вашу конструкцию, используя плоские и шаровые концевые фрезы. Это не предпочтительный метод для изготовления резьбы, но он может быть полезен для изготовления крепежных изделий на ¼ оборота или винтовых и кулачковых элементов.
Затем файл САПР должен быть представлен в формате 3D-файла, отличном от STL; мы принимаем большинство собственных форматов САПР или стандартные форматы файлов, такие как IGES или STEP, которые также отлично подходят.
Примечание: для стандартной резьбы моделируется только сверло или наружный диаметр, мы не можем изготовить стандартную резьбу, которая была смоделирована.
Таблица базовых метрических резьб (M1–M100)
Отдел продаж в странах Запада: 1-800-665-4825
Отдел продаж в странах Востока: 1-888-665-4825
| Диаметр | Крупный шаг | Мелкий шаг резьбы | ||
|---|---|---|---|---|
| М1 | 0,25 | 0,2 | ||
| M1.2 | 0,25 | 0,2 | ||
| М1,4 | 0,3 | 0,2 | ||
| М1,6 | 0,35 | 0,2 | ||
| М1,7 | 0,35 | |||
| М1,8 | 0,35 | 0,2 | ||
| М2 | 0,4 | 0,25 | ||
M2. | ||||