Отверстия сквозные под крепёжные детали
Источник: ГОСТ 11284-75
Отверстия сквозные под крепёжные детали, мм
|
Диаметры стержней крепёжных деталей d
|
Диаметры сквозных отверстий d1 |
Диаметры стержней крепёжных деталей d
|
Диаметры сквозных отверстий d1 |
||||
|
1-й ряд |
2-й ряд |
З-й ряд |
1-й ряд |
2-й ряд |
З-й ряд |
||
|
1,0 |
1,2 |
1,3 |
– |
42,0 |
43,0 |
45,0 |
48,0 |
|
1,2 |
1,4 |
1,6 |
– |
45,0 |
46,0 |
48,0 |
52,0 |
|
1,4 |
1,6 |
|
– |
48,0 |
50,0 |
52,0 |
56,0 |
|
1,6 |
1,7 |
1,8 |
2,0 |
52,0 |
54,0 |
56,0 |
62,0 |
|
2,0 |
2,2 |
2,4 |
2,6 |
56,0 |
58,0 |
62,0 |
66,0 |
|
2,5 |
2,7 |
2,9 |
3,1 |
60,0 |
|
66,0 |
70,0 |
|
3,0 |
3,2 |
3,4 |
3,6 |
64,0 |
66,0 |
70,0 |
74,0 |
|
4,0 |
4,3 |
4,5 |
4,8 |
68,0 |
70,0 |
74,0 |
78,0 |
|
5,0 |
5,3 |
5,5 |
5,8 |
72,0 |
74,0 |
78,0 |
82,0 |
|
|
6,4 |
6,6 |
7,0 |
76,0 |
78,0 |
82,0 |
86,0 |
|
7,0 |
7,4 |
7,6 |
8,0 |
80,0 |
82,0 |
86,0 |
91,0 |
|
8,0 |
8,4 |
9,0 |
10,0 |
85,0 |
87,0 |
91,0 |
96,0 |
|
10,0 |
10,5 |
11,0 |
|
90,0 |
93,0 |
96,0 |
101,0 |
|
12,0 |
13,0 |
14,0 |
15,0 |
95,0 |
98,0 |
101,0 |
107,0 |
|
14,0 |
15,0 |
16,0 |
17,0 |
100,0 |
104,0 |
107,0 |
112,0 |
|
16,0 |
17,0 |
18,0 |
19,0 |
105,0 |
109,0 |
112,0 |
117,0 |
|
18,0 |
19,0 |
20,0 |
21,0 |
110,0 |
114,0 |
117,0 |
122,0 |
|
20,0 |
21,0 |
22,0 |
24,0 |
115,0 |
119,0 |
122,0 |
127,0 |
|
22,0 |
23,0 |
24,0 |
26,0 |
120,0 |
124,0 |
127,0 |
132,0 |
|
24,0 |
25,0 |
26,0 |
28,0 |
125,0 |
129,0 |
132,0 |
137,0 |
|
27,0 |
28,0 |
30,0 |
32,0 |
130,0 |
134,0 |
137,0 |
144,0 |
|
30,0 |
31,0 |
33,0 |
35,0 |
140,0 |
144,0 |
147,0 |
155,0 |
|
33,0 |
34,0 |
36,0 |
38,0 |
150,0 |
155,0 |
158,0 |
165,0 |
|
36,0 |
37,0 |
39,0 |
42,0 |
160,0 |
165,0 |
168,0 |
175,0 |
|
39,0 |
40,0 |
42,0 |
45,0 |
|
|
|
|
1. 3-й ряд отверстий не допускается применять для заклёпочных соединений.
3-й ряд отверстий не допускается применять для заклёпочных соединений.
2. Предельные отклонения диаметров отверстий:
а) для 1-го ряда – по Н12;
б) для 2-го и 3-го рядов – по Н14.
Тип соединения
|
Количество и расположение отверстий |
Способ образования отверстий |
Тип соединения |
Рекомендуемый ряд сквозных отверстий |
|
Любое количество отверстий и любое их расположение |
Обработка отверстий по кондукторам |
I и II |
1-й ряд |
|
а – отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости
|
Пробивка отверстий штампами повышенной точности, литьё под давлением и литьё по выплавляемым моделям повышенной точности |
I |
|
|
II |
2-й ряд |
||
|
б – отверстия (с числом до четырёх) расположены в два ряда и координированы относительно их осей
|
Обработка отверстий по разметке, пробивка штампами обычной точности, литьё нормальной точности |
I |
2-й ряд |
|
II |
3-й ряд |
||
|
а – отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей
б – отверстия расположены по окружности
|
Пробивка отверстий штампами повышенной точности, литьё под давлением и литьё по выплавляемым моделям повышенной точности |
I и II
I
|
2-й ряд
3-й ряд |
|
Обработка отверстий по разметке, пробивка штампами обычной точности, литьё нормальной точности |
К оглавлению
Сквозные отверстия под крепеж
Для того чтобы соединить между собой детали с помощью заклёпок, штифтов, болтов шпилек и винтов как правило требуется наличие отверстий. Для сквозных отверстий под крепёж существует стандарт, который рекомендует использовать номинальные значения размеров.
Для сквозных отверстий под крепёж существует стандарт, который рекомендует использовать номинальные значения размеров.
ГОСТ 11284 − 75
Соединения деталей
Все соединения различных деталей, которые применяются в машиностроении и приборостроении, подразделяются на подвижные и неподвижные. При этом подвижными считаются те, которые обеспечивают перемещение деталей друг относительно друга, а неподвижными – те, которые предполагают жесткое крепление между ними.
Возможность многократной сборки и разборки узлов и агрегатов машин и оборудования обеспечивается за счет разъемных соединений. К ним относят резьбовые, шлицевые, шпоночные, профильные, штифтовые и клеммовые.
В отличие от разъемных, неразъемные соединения невозможно разобрать, не повредив детали. К ним относятся сварные, клеевые, паяные, заклепочные соединения, а также соединения с гарантированным натягом. В технике соединения играют исключительно важную роль, причем многие неполадки в работе машин и оборудования, а также аварии, часто случаются потому, что их детали были плохо соединены между собой.
Методы обработки отверстий
Отверстия различаются между собой не только диаметром, но и способом обработки, и подразделяются на несколько видов.
1) Крепежные отверстия. Они чаще всего изготавливаются на сверлильных станках и по точности обработки соответствуют одиннадцатому, двенадцатому квалитетам.
2) Гладкие и ступенчатые отверстия деталей, имеющих форму тел вращения. Они в большинстве случаев изготавливаются на токарных станках методом сверления, развертывания, зенкерования или растачивания.
3) Ответственные отверстия корпусных деталей. Они изготавливаются как на универсальном, так и на специализированном оборудовании и соответствуют седьмому квалитету и выше.
4) Глубокие отверстия, имеющие более чем пятикратное отношение длины к диаметру. Они изготавливаются на специализированном оборудовании.
5) Фасонные и конические отверстия. Они изготавливаются с использованием инструмента, имеющего криволинейные или конические режущие кромки, а также методами копирования и растачивания.
6) Профильные отверстия (имеющие сечение, отличное от круглого). Они изготавливаются методами долбления, прошивания или протягивания.
Сверление
При необходимости образовать отверстие в сплошном металле чаще всего используется такой технологический способ, как сверление. С его помощью получают как глухие, так и сквозные отверстия. При этом применяются стандартные сверла, оснащенные двумя режущими кромками.
Зенкерование
Зенкерование представляет собой технологию, используемую для обработки предварительно образованных отверстий. Оно осуществляется зенкерами, а их точность находится в пределах от десятого до одиннадцатого квалитета.
Развертывание
Развертывание представляет собой технологию финишной обработки предварительно проделанных и зенкерованных отверстий. Точность развертывания соответствует шестому, девятому квалитетам с малой шероховатостью.
Создание монтажных отверстий на печатной плате | Создайте свою собственную печатную плату | Видеоуроки
Создайте свою собственную печатную плату / Создание монтажных отверстий на печатной плате Завершенный Войдите в систему, чтобы сохранить свой прогресс
Нажмите, если вы считаете этот контент полезным
Создайте свою собственную печатную плату
Наша печатная плата должна каким-то образом собраться в окончательную сборку дрона. Это достигается путем крепления нашей платы к разъему материнской платы и специальными монтажными стойками, что требует точного позиционирования двух монтажных отверстий на плате. Мы можем создать монтажные отверстия в Altium Designer двумя способами.
Это достигается путем крепления нашей платы к разъему материнской платы и специальными монтажными стойками, что требует точного позиционирования двух монтажных отверстий на плате. Мы можем создать монтажные отверстия в Altium Designer двумя способами.
- Создайте монтажное отверстие как обычный объект, используя Place > Pad из главного меню. После создания контактной площадки нам необходимо настроить ее тип (сквозной), точный размер отверстия, площадь металлизации и вручную назначить на нее сетку.
- Создать и использовать монтажное отверстие как компонент, который уже имеет заданные параметры монтажного отверстия. Этот подход требует, чтобы монтажные отверстия были размещены на листе схемы, как это сделано в 2_mb_conn.SchDoc, как показано ниже. Мы будем использовать этот подход в этом руководстве .
Разместим их.
Найдите отверстия PTh2 и PTh3 среди компонентов платы, добавленных во время синхронизации.
Щелкните PTh2 , чтобы выбрать его. Нам нужно разместить его точно по координатам X/Y. В области Location панели Properties введите 3,1 мм как X и 28,1 мм как Y . Монтажное отверстие теперь находится в верхнем левом углу нашей печатной платы. Чтобы предотвратить его случайное перемещение, заблокируйте координаты, нажав значок замка справа от Местоположение регион. После блокировки координаты X/Y на панели Properties будут выделены серым цветом.
Рис. 3 – Размещено монтажное отверстие PTh2 Рис. 4 — Настройки для PTh2 Поместите монтажное отверстие PTh3 по координатам (X/Y) 28,1 мм/3,1 мм , затем зафиксируйте его. Он должен быть размещен, как показано ниже. Работа с монтажными отверстиями завершена, теперь можно двигаться дальше.
Работа с монтажными отверстиями завершена, теперь можно двигаться дальше.
Хорошая работа! Статья завершена!
Прочитать снова
статья Предыдущий
статья Следующая
– Нет -Взаимодействие с проектамиСхематические сетки и настройкиПоиск деталей производителяИспользование портов питанияИспользование меток цепейСхематическая аннотацияРазмещение портов на схемеПоиск ошибокУстранение ошибок схемыДобавление нового документа платы в проектСинхронизация со схемойИспользование параметров привязки выбора фильтра в платеСоздание классов цепейСоздание монтажных отверстий платыРабота с блокировкой платыPerform Boarding Clean Up DRCCСоздание файла OutJob Вывод документации схемыВывод файлов изготовленияРазмещение компонентов схемыСвязывание схемыИспользование ActiveBOMBoard Импорт формы с помощью чертежа DXF/DWGОпределение стека слоевНастройка основных правилГенерация и сохранение выходных данныхРазмещение компонентов печатной платыПервые шаги с интерактивной трассировкойНастройка расширенных правил проектированияЭффективное управление трассировкойРазмещение дифференциальных пар Пользовательское 3D-тело в 3D-видеПоиск ошибокВывод данных сборки Подключение к Altium 365Работа с проектамиПриглашение пользователей к совместной работеПредоставление проектов в сетиКак управлять доступом к своим проектам и делиться имиКомментарии в вашем проектеРабота в автономном режимеАвтоматическое создание символов в Altium 365Локальная библиотека и создание символовРучное создание посадочных мест в Altium 365Локальная библиотека печатных плат и создание посадочных местСоздание чертежа производителя в DraftsmanСоздание чертежа сборки в DraftsmanИстория проектаВведение в Altium MCAD CoDesignerЧто такое Altium 365 Workspace?Draftsman в Altium 365 Web Viewer
Была ли эта статья полезной?
Да
№
Спасибо.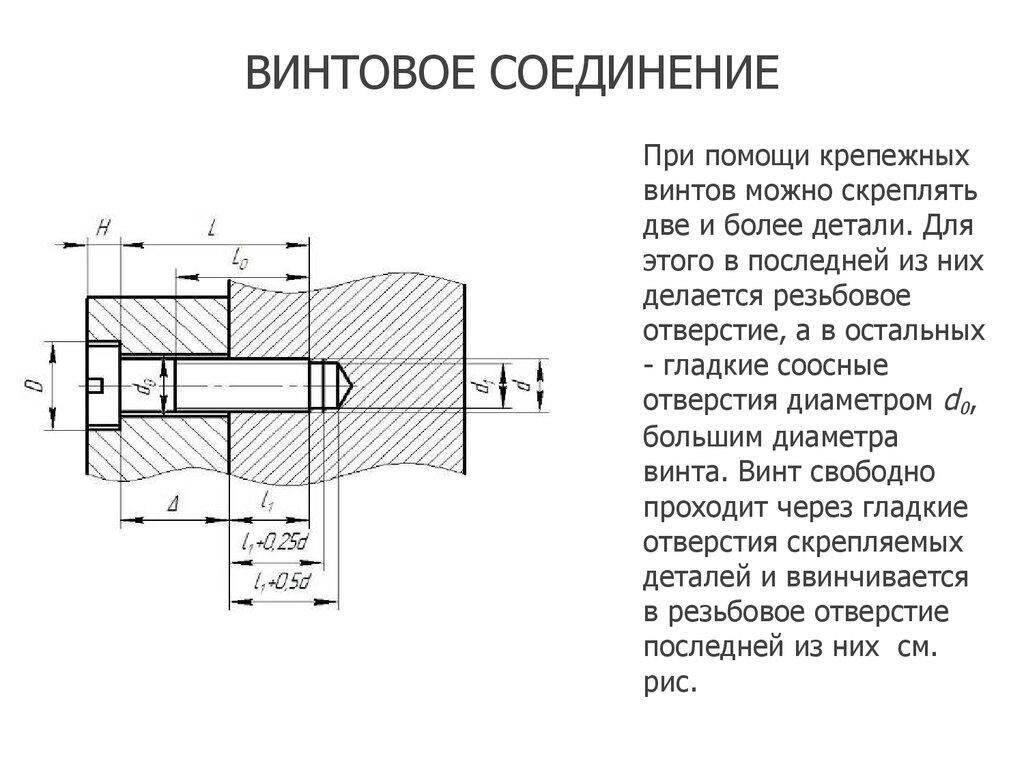 Рад это слышать
Рад это слышать
pcb – Должны ли монтажные отверстия покрываться металлом?
спросил
Изменено 20 дней назад
Просмотрено 17 тысяч раз
\$\начало группы\$
При размещении монтажных отверстий для винтов на печатной плате отверстия должны быть с покрытием или без покрытия?
Я читал, что покрытие отверстий обеспечивает лучшую поддержку винта и помогает предотвратить повреждение печатной платы, но, глядя на некоторые печатные платы, которые у меня есть (включая чрезвычайно популярную Arduino UNO), большинство из них, похоже, не монтажные отверстия с покрытием.
- печатная плата
- конструкция печатной платы
- монтажные отверстия
\$\конечная группа\$
1
\$\начало группы\$
Если винт используется для заземления платы (например, материнских плат ПК), то лучше использовать гальваническое покрытие.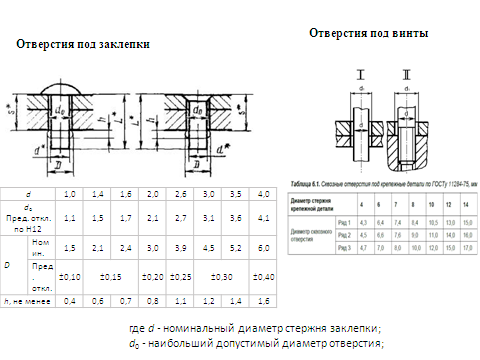 В этом случае верхняя, нижняя и внутренняя пластины заземления соединены вместе множеством небольших переходных отверстий, расположенных радиально вокруг отверстия. На переходных отверстиях нет теплового рельефа. Переходные отверстия гарантируют, что даже если покрытие отверстия повреждено резьбой, верхняя и нижняя контактные площадки прочно соединены с заземляющей пластиной.
В этом случае верхняя, нижняя и внутренняя пластины заземления соединены вместе множеством небольших переходных отверстий, расположенных радиально вокруг отверстия. На переходных отверстиях нет теплового рельефа. Переходные отверстия гарантируют, что даже если покрытие отверстия повреждено резьбой, верхняя и нижняя контактные площадки прочно соединены с заземляющей пластиной.
В остальном это не имеет большого значения, хотя, как говорит Скотт Сейдман, если у вас нет других неметаллизированных отверстий в плате, это может увеличить стоимость платы. Наличие контактной площадки или ее отсутствие (а также отделка контактной площадки после сборки) может повлиять на то, какую стопорную шайбу или винт вы выберете для использования на печатной плате, поскольку припой имеет тенденцию к текучести на холоде.
Если плата многослойная, то между несоединенными внутренними плоскостями и (особенно) неметаллизированным отверстием должен быть большой зазор, т.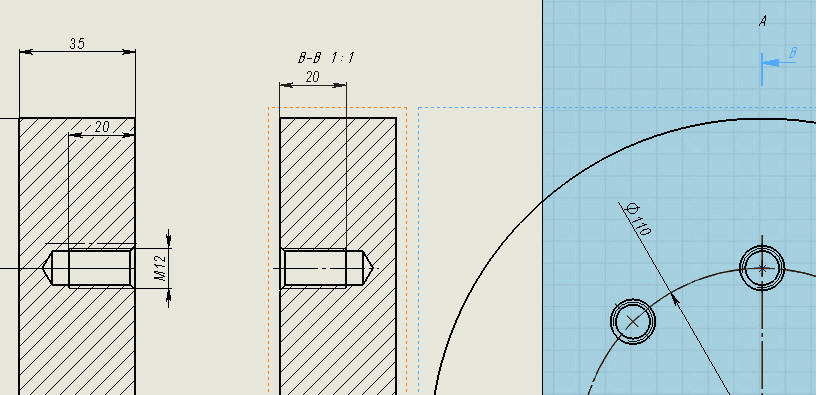 к. вполне соответствуют сопрягаемой поверхности), и вы не хотите, чтобы винт замыкал (скажем) внутреннюю силовую плоскость.
к. вполне соответствуют сопрягаемой поверхности), и вы не хотите, чтобы винт замыкал (скажем) внутреннюю силовую плоскость.
\$\конечная группа\$
2
\$\начало группы\$
Я не понимаю, почему металлизированное отверстие должно обеспечивать лучшую поддержку или защиту. Крепежное отверстие должно быть немного больше, чем винт, в который оно подходит, материал покрытия внутренних частей отверстия не имеет значения.
Как говорит Скотт, неметаллизированные отверстия могут добавить дополнительный шаг: подумайте об этом, вы протравливаете свою печатную плату, просверливаете все отверстия, наносите на них покрытие, и все готово. Если вы хотите иметь неметаллизированные отверстия, вам нужно сделать еще один проход сверла после металлизации, а это может быть довольно затратным по времени и деньгам.
Итак, вот мое предположение: некоторые производители печатных плат используют разные сверлильные станки для разных размеров отверстий: крошечные сквозные отверстия сверлятся на одном станке, а более крупные, от пяти до десяти миллиметров, сверлятся на другом.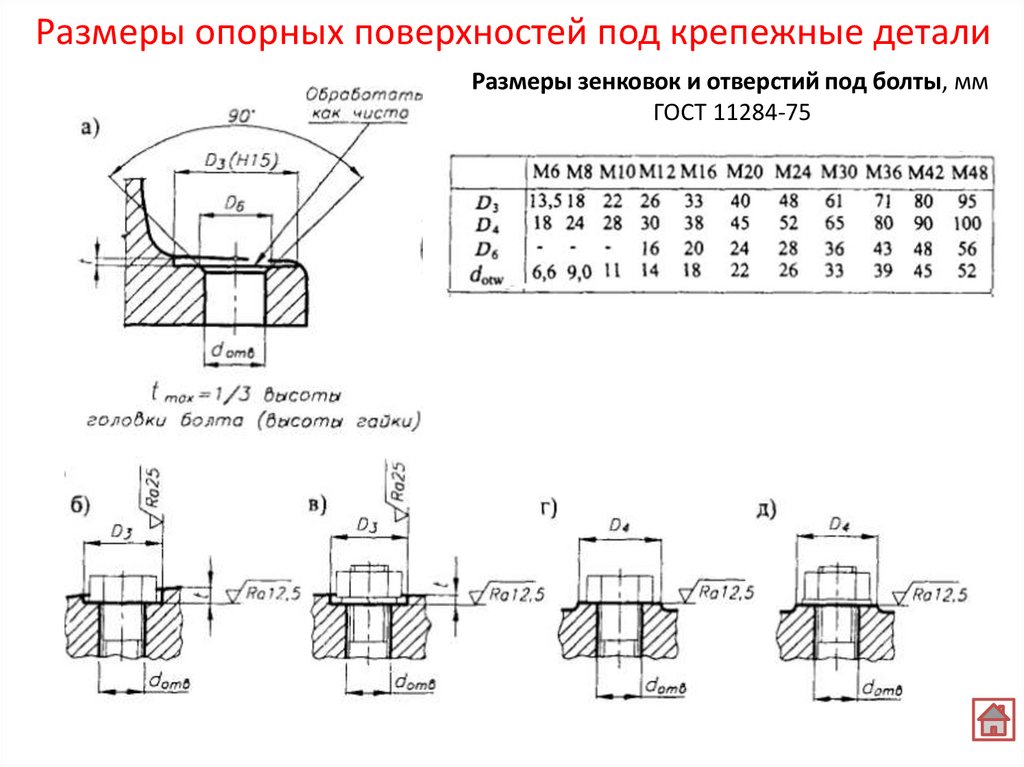 Если вы просверлите большие отверстия после покрытия, вы вообще не добавите шаг и сэкономите материал покрытия, что хорошо. Вот почему у вашего arduino монтажные отверстия без покрытия.
Если вы просверлите большие отверстия после покрытия, вы вообще не добавите шаг и сэкономите материал покрытия, что хорошо. Вот почему у вашего arduino монтажные отверстия без покрытия.
Все сказанное применимо только в том случае, если под гальваническим покрытием вы имеете в виду гальваническое покрытие. Если мы говорим о прокладки вокруг монтажного отверстия вот это уже совсем другая история.
\$\конечная группа\$
2
\$\начало группы\$
Несколько моментов, которые следует учитывать:
- Толщина покрытия не является чем-то, что производитель печатных плат может контролировать с очень жесткими допусками, но 0,001 дюйма — это хорошее эмпирическое правило. Вы не получите никакой дополнительной поддержки в этом случае.
- Вы должны указать размеры готовых отверстий в своем проекте.
 Поскольку толщина покрытия варьируется, вы можете получить более узкие монтажные отверстия, чем указано в спецификации. Планируйте соответственно.
Поскольку толщина покрытия варьируется, вы можете получить более узкие монтажные отверстия, чем указано в спецификации. Планируйте соответственно. - Если вы полагаетесь на обшивку для соединения с внутренней заземляющей пластиной, а сборщик перетягивает винт, вы рискуете повредить обшивку и нарушить соединение этой плоскости. Это проблема только в том случае, если допуски тщательно не учитываются.
- Кстати, некоторые щитовые дома не любят обшивать отверстия, к которым не ведут следы. У нас было несколько плат с разъемами Tag Connect, а направляющие отверстия были покрыты металлическими пластинами. Пока след не был исправлен, нам каждый раз звонили по этому поводу.
 Поскольку толщина покрытия варьируется, вы можете получить более узкие монтажные отверстия, чем указано в спецификации. Планируйте соответственно.
Поскольку толщина покрытия варьируется, вы можете получить более узкие монтажные отверстия, чем указано в спецификации. Планируйте соответственно.\$\конечная группа\$
\$\начало группы\$
Из-за небольшой вероятности того, что сборщик печатных плат по ошибке не покроет все отверстия (город бедствий), я бы сделал все отверстия металлизированными. Плюс то, что @scottseidman сказал в качестве комментария – это дополнительный процесс.
Плюс то, что @scottseidman сказал в качестве комментария – это дополнительный процесс.
Я бы еще добавил – “должны ли все монтажные отверстия быть подключены к локальной печатной плате 0V?” – кому-то это пойдет на пользу, а кому-то, конечно, нет. Я прикрепляю их и кладу маленькие контактные площадки 0603, чтобы связать их с заземляющей пластиной, тогда это покрывает все возможные случаи. Это в основном относится к цепям внутри металлических коробок, но также при стендовых испытаниях это дает хорошую медную область для соединения проводов 0 В от входов и т. Д.
\$\конечная группа\$
\$\начало группы\$
Я прочитал много преимуществ/причин на разных форумах об этих монтажных отверстиях с переходными отверстиями, но я не видел причины, по которой я их использую.
С металлизированными монтажными отверстиями, если в процессе сборки плата проходит через установку для пайки волной припоя, все эти отверстия необходимо замаскировать куском каптоновой ленты, чтобы припой не попал в эти отверстия.
Использование монтажного отверстия без покрытия с переходными отверстиями устраняет этап размещения/удаления каптоновой ленты, при условии, что нижняя площадка этих монтажных отверстий без покрытия покрыта паяльной маской.
Много лет назад мне это предложил подрядчик по сборке плат. С тех пор именно так я делаю свои монтажные отверстия.
\$\конечная группа\$
\$\начало группы\$
Если плата предназначена для использования конечным пользователем, например, материнской платой ПК или периферийным устройством/модулем, рассмотрите возможность повреждения покрытия отверстий резьбой. Оторванные обрезки покрытия могут загрязнить плату и привести к поломке. Итак, если он входит в корпус один раз , тогда на монтажных отверстиях можно оставить обшивку. Если плата сама по себе является продуктом — голым или в сборе — то монтажные отверстия без покрытия являются более безопасным выбором.
, включая чрезвычайно популярный Arduino UNO
.
Это хорошее решение для модуля, который, вероятно, будет повторно использоваться и обращаться с ним грубо. Предшественником UNO была односторонняя плата без покрытия, которую вы могли сделать сами, поэтому я не уверен, было ли решение не покрывать монтажные отверстия сознательным или нет. Но тем не менее это было хорошее решение.
Сквозные отверстия без покрытия могут добавить дополнительный этап в изготовление печатных плат.
Это правда, но это в основном имеет значение при больших объемах специализированного производства. FAB, которые выполняют пакетные заказы для нескольких клиентов, пытаются выполнять много заказов с одним и тем же процессом, поэтому отверстия без покрытия могут быть вариантом, который немного повышает цену, если они запускают платы без этого шага. В противном случае это стоит одинаково независимо от того, есть у вас отверстия без покрытия или нет.