Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.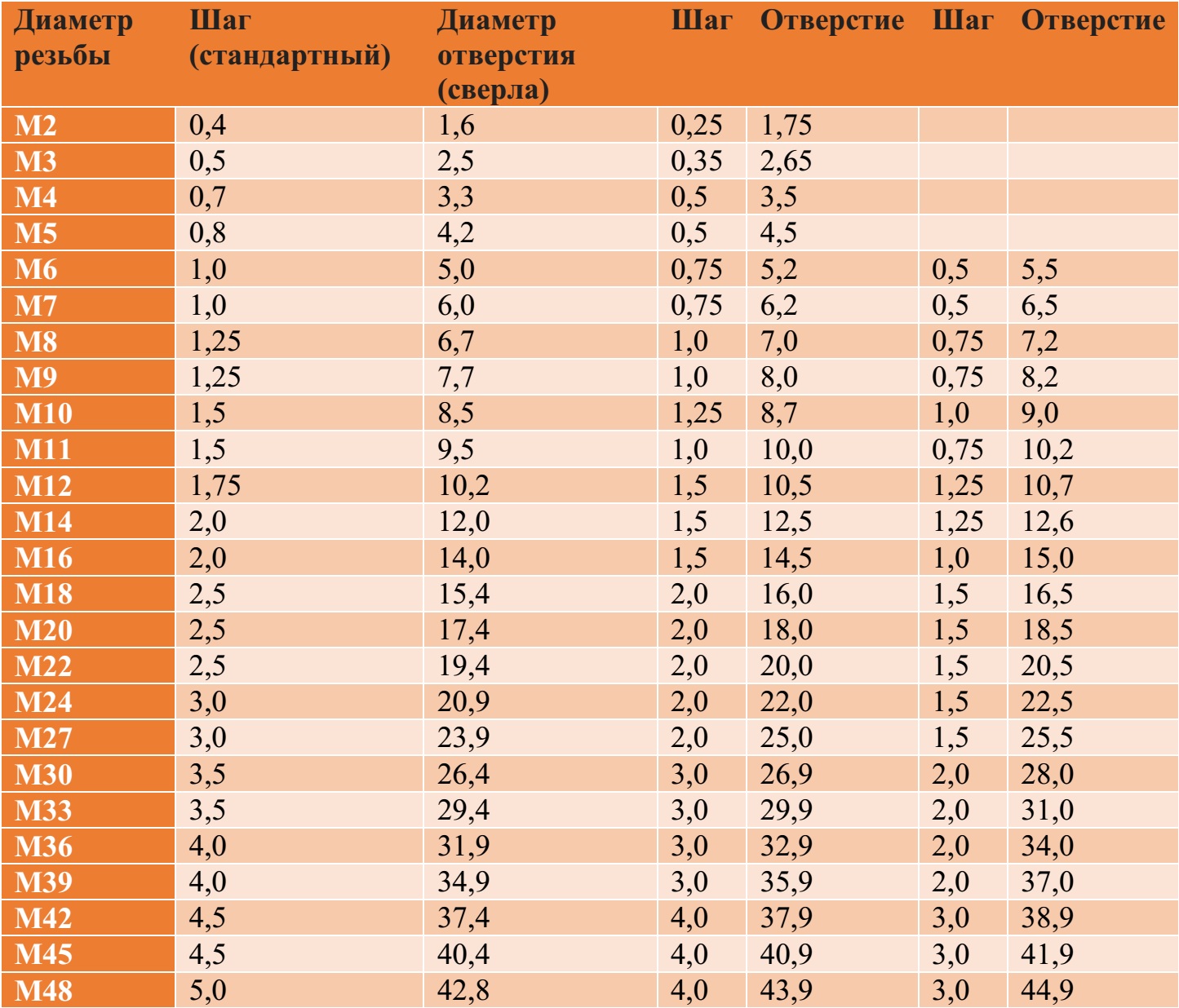
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 806 Размеры отверстий под метрическую резьбу с крупным и мелким шагом (M, MF) для нарезания метчиками общего применения Справочная таблица | 807 Диаметр отверстия под накатку метрической резьбы с крупным и мелким шагом (M, MF) Размер сверла под унифицированную дюймовую резьбу (UNC, UNF) | 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.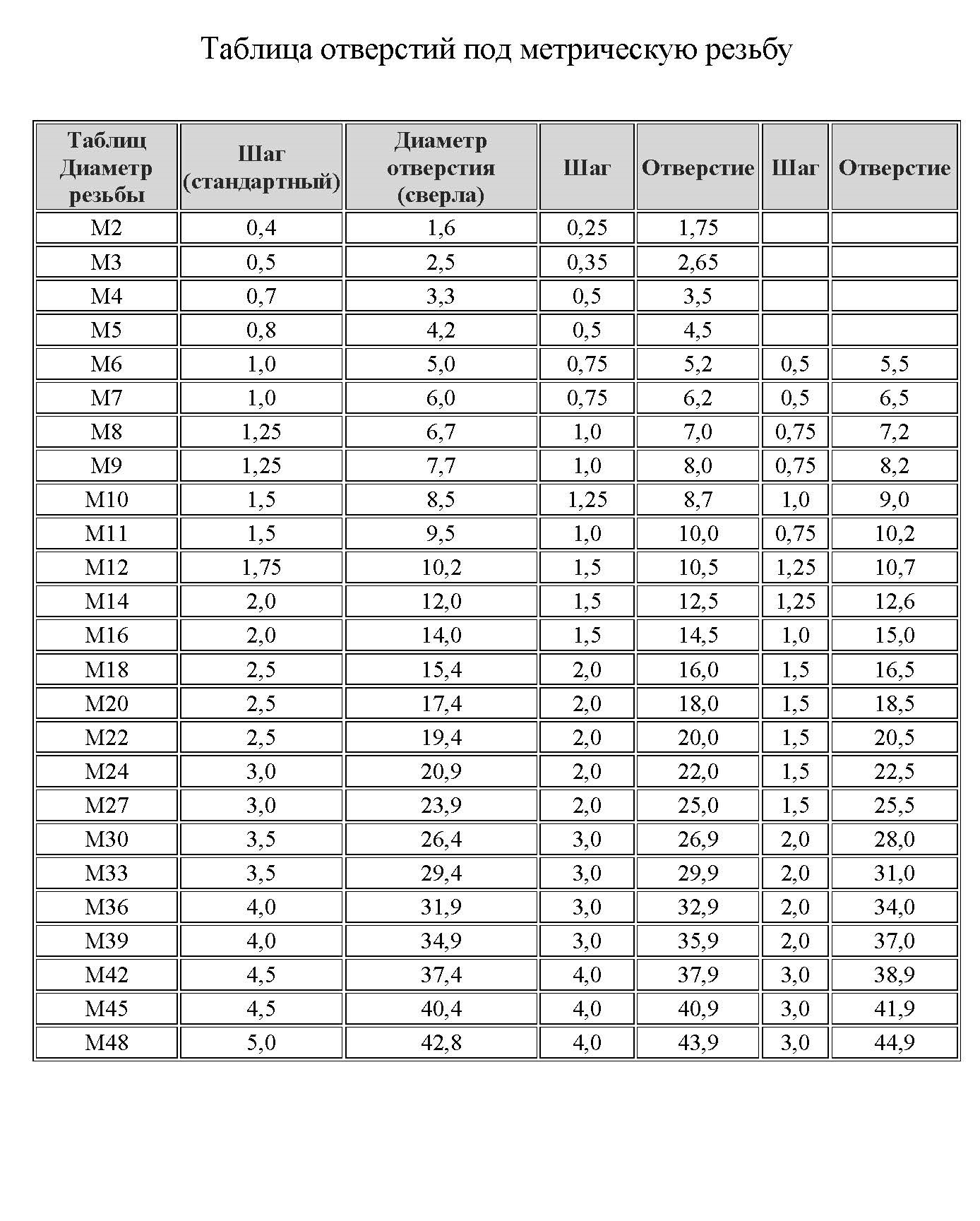 1 MJ-резьба UNJC-резьба UNJF-р 1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диам | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G |
| 76 Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента | 77 Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица | 78 Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) | 79 Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров | 785 Диаметр отверстия под резьбу Особенности при применении сверл CoroDrill Delta-C Более точные по сравнению со свёрлами из быстрорежущей стали (HSS) | 786 Диаметр отверстия под дюймовые и метрические резьбы ISO Сверла CoroDrill Delta-C Нарезание и накатывание резьбы метчиком Резьбофрезерование |
См. | |||||
Устройство метчика / Thread taps for metal | Нарезание резьбы метчиками / Tapping | ||||
Резьбонарезные патроны для метчиков / Tapping chucks | Метчик для накатки резьбы / Cold forming roll taps | ||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьб / Thread types and applications | ||||
Технология сверления металла / Drill a hole in metal | Сверла Конструкция / Parts of a drill | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
76 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1. | |||||
| | |||||
| | |||||
77 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.77 | |||||
Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица _ Сверло Внутренний Диам. | |||||
| | |||||
| | |||||
78 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.78 | |||||
Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) _ Цилиндрическая американская трубная резьба “DRYSEAL” Коническая трубная резьба Whitworth МЕТЧИК Min Макс. | |||||
| | |||||
| | |||||
79 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров _ с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. M mm Дюйм 2 1.679 1.8 2.5 2.138 2.3 3 2.599 2.8 35 3.5 3.010 3.2 30 4 3.422 3.7 5 4.334 4.6 14 6 5.153 5.5 7/32 8 6.912 7.4 10 8.676 9.3 12 10.441 11.2 7/16 14 12.210 13.0 16 14.210 15.0 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) 65 в формуле стоит для желаемой высоты резьбы в % Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Внутренний Диам. Диам. MF mm 4×0.50 3.599 3.8 5×0.50 4.599 4.8 6×0.75 5.378 5.7 8×0.75 7.378 7.7 8×1.00 7.158 7.5 10×1.00 9.153 9.5 10×1.25 8.912 9.4 12×1.00 11.153 11. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads | 1076 Размер сверла под метрическую резьбу с основным и мелким шагом Справочная таблица Стандартное обозначение резьбы Диаметр сверлильного инструмента | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани | ||
| 767 Размер сверла для отверстий под унифицированную американскую резьбу UNC и UNF нарезаемую метчиками Метрическая и дюймовая системы | 768 Основные диаметры отверстий под метрическую резьбу с крупным и мелким шагом для нарезки метчиками Размеры в метрической и дюймовой системах измерения | 769 Таблица размеров сверл для отверстий под резьбу Резьбонарезание метчиком Крупный и мелкий шаг стандартной метрической резьбы 65 70 75 процентов | 770 Таблица диаметров отверстий под накатку метчиками раскатниками дюймовой унифицированной резьбы (UNC UNF) с основным и мелким шагом | 771 Таблица диаметров под накатку бесстружечными метчиками стандартной метрической резьбы (M MF) с основным и мелким шагом | 772 Таблица размеров сверл для отверстий под трубную резьбу NPT NPTF NPSM NPSC NPSF Предварительное отверстие обработано без развертки и с разверткой |
| 352 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк | 353 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 2 Трубная резьба Витворта по DIN ISO 228/1 Резьба В | 354 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по AS | 355 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 4 Трубная резьба по DIN 40 430 Pg Число ниток Наруж | 356 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелка | 357 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 2 Трубная резьба Витворта по DIN ISO 228/1 G Число н |
| 1352 Диаметр отверстия под нарезание резьбы метчиком Справочные таблицы Метрическая резьба ISO M Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 D Di 0 P мм | 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1.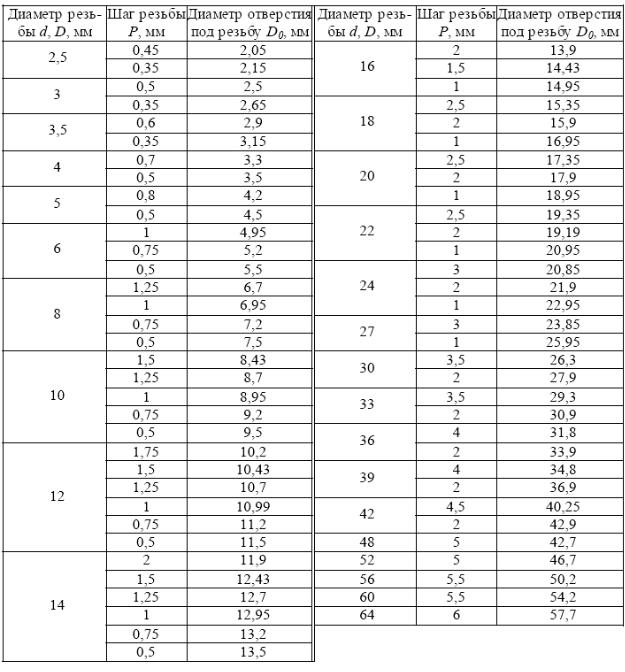 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1.1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N |
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | ||
| 358 Диаметры отверстий под резьбу для болтов Диаметр отверстия под резьбу всегда должен быть меньше, чем наружный диаметр резьбы на плашке Пла | 359 Диаметры отверстия под резьбу для болтов Американская крупная резьба в соответствии с ASME B1 1 Американская мелкая резьба в соответствии | 360 Диаметры отверстия под резьбу для болтов Трубная резьба G в соответствии с DIN EN ISO 228 G Шаг P Предварительный диаметр d мм 0 при токар | 1320 Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 963 Таблица выбора диаметра сверла под нарезаемую резьбу Метрическая резьба с основным шагом Метрическая резьба с мелким шагом Обозначение резьбы Диаметр сверлильно |
| 279 Рекомендуемые диаметры предварительно обработанных отверстий под нарезание стандартной метрической резьбы (DIN 13) метчиком Справочные таблицы для резьбового режущег | 280 Справочная таблица значений диаметров предварительно обработанных отверстий под нарезку метчиками стандартной мелкой метрической резьбы MF DIN 13 Металлорежущий инст | 281 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF ASME B1 1 G DIN-ISO 228 Справочная таблица от шведского производителя металлорежущего инструме | 282 Рекомендуемые диаметры предварительно обработанных отверстий для нарезания метчиками американской цилиндрической и конической трубной резьбы NPT ASME B1 20 1 Cone 1 | 283 Таблица значений диаметров отверстий под бесстружечные метчики (раскатники) Метрическая стандартная резьба с основным и мелким шагом DIN 13 мм дюйм TDZ TP PHD PHD M | 284 Рекомендуемые значения диаметров просверленных отверстий под бесстружечные метчики (раскатники) Дюймовая американская унифицированная резьба с основным и мелким шаго |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
926 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка Walter | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 также / See also :
также / See also :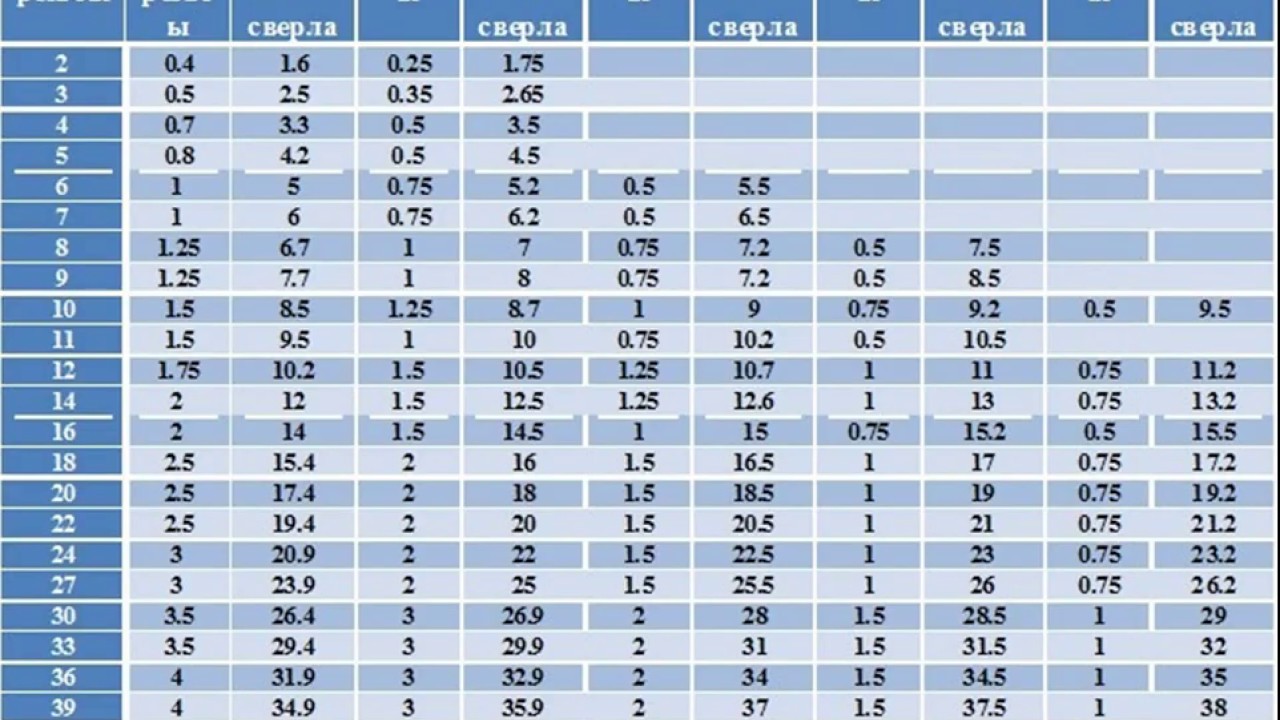 76
76 5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.
5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.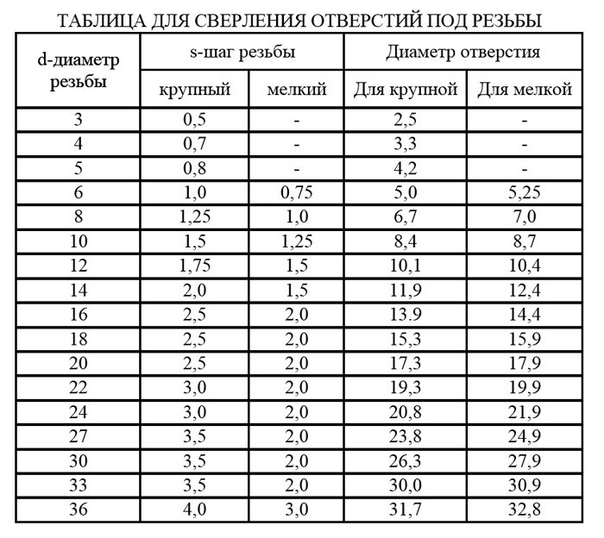 3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.
3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.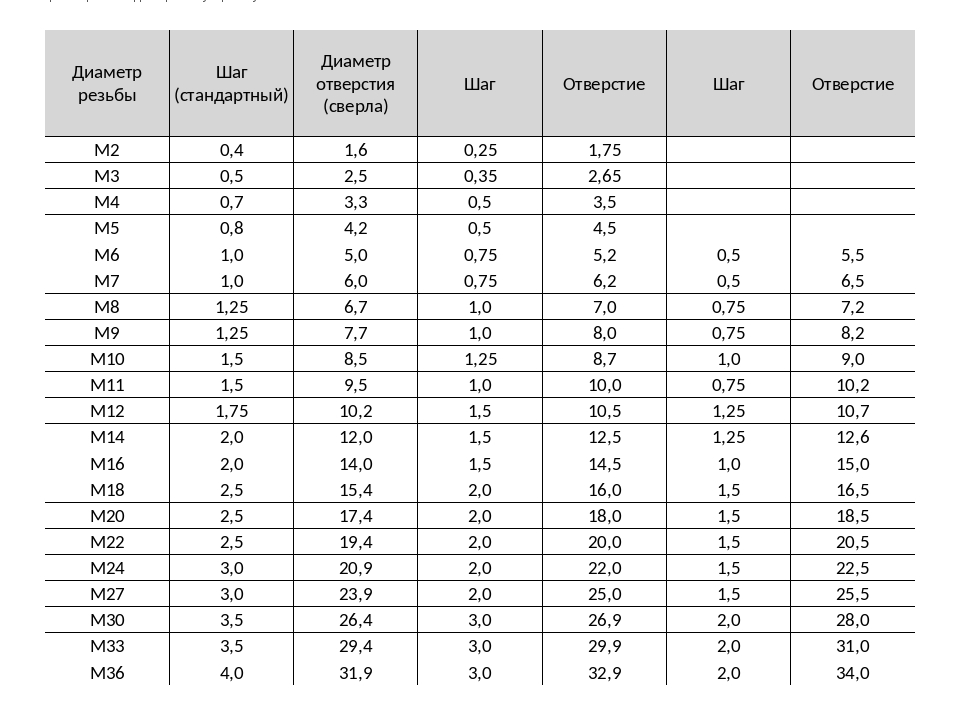 5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D – P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК
5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D – P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14.
Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14. 671 14.5 37/64 3/4-16 17.689 17.5 11/16 7/8-14 20.663 20.4 13/16 1-12 23.569 23.25 59/64 1.1/8-12 26.744 26.5 1.3/64 1.1/4-12 29.919 29.5 1.11/64 1.3/8-12 33.094 32.75 1.19/64 1.1/2-12 36.269 36 1.27/64 Резьба Whitworth с крупным шагом МЕТЧИК BSW Number of t.p.i. Макс. Внутренний Диам. mm Сверло Диам. mm 3/32 48 1.910 1.85 1/8 40 2.590 2.55 5/32 32 3.211 3.2 3/16 24 3.744 3.7 7/32 24 4.538 4.5 1/4 20 5.224 5.1 5/16 18 6.661 6.5 3/8 16 8.052 7.9 7/16 14 9.379 9.2 1/2 12 10.610 10.5 9/16 12 12.176 12 5/8 11 13.598 13.5 3/4 10 16.538 16.5 7/8 9 19.411 19.25 1 8 22.185 22 1.1/8 7 24.879 24.75 1.1/4 7 28.054 28 1.3/8 6 30.555 30.5 1.1/2 6 33.730 33.5 1.5/8 5 35.921 35.5 1.3/4 5 39.098 39 1.7/8 4.1/2 41.648 41.5 2 4.1/2 44.823 44.5 Цилиндрическая трубная резьба Whitworth МЕТЧИК Number Макс. Внутренний Сверл of Диам. Диам. G t.p.i. mm 1/8 28 8.848 8.8 1/4 19 11.890 11.8 3/8 19 15.395 15.25 1/2 14 19.172 19 5/8 14 21.128 21 3/4 14 24.658 24.5 7/8 14 28.418 28.25 1 11 30.931 30.75 1.1/4 11 39.592 39.
671 14.5 37/64 3/4-16 17.689 17.5 11/16 7/8-14 20.663 20.4 13/16 1-12 23.569 23.25 59/64 1.1/8-12 26.744 26.5 1.3/64 1.1/4-12 29.919 29.5 1.11/64 1.3/8-12 33.094 32.75 1.19/64 1.1/2-12 36.269 36 1.27/64 Резьба Whitworth с крупным шагом МЕТЧИК BSW Number of t.p.i. Макс. Внутренний Диам. mm Сверло Диам. mm 3/32 48 1.910 1.85 1/8 40 2.590 2.55 5/32 32 3.211 3.2 3/16 24 3.744 3.7 7/32 24 4.538 4.5 1/4 20 5.224 5.1 5/16 18 6.661 6.5 3/8 16 8.052 7.9 7/16 14 9.379 9.2 1/2 12 10.610 10.5 9/16 12 12.176 12 5/8 11 13.598 13.5 3/4 10 16.538 16.5 7/8 9 19.411 19.25 1 8 22.185 22 1.1/8 7 24.879 24.75 1.1/4 7 28.054 28 1.3/8 6 30.555 30.5 1.1/2 6 33.730 33.5 1.5/8 5 35.921 35.5 1.3/4 5 39.098 39 1.7/8 4.1/2 41.648 41.5 2 4.1/2 44.823 44.5 Цилиндрическая трубная резьба Whitworth МЕТЧИК Number Макс. Внутренний Сверл of Диам. Диам. G t.p.i. mm 1/8 28 8.848 8.8 1/4 19 11.890 11.8 3/8 19 15.395 15.25 1/2 14 19.172 19 5/8 14 21.128 21 3/4 14 24.658 24.5 7/8 14 28.418 28.25 1 11 30.931 30.75 1.1/4 11 39.592 39. 5 1.1/2 11 45.485 45 1.3/4 11 51.428 51 2 11 57.296 57 2.1/4 11 63.342 63 2.1/2 11 72.866 72.5 2.3/4 11 79.216 79 3 11 85.566 85.5 Метрическая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG M mm 2.5 2.6 3 3.2 3.5 3.7 4 4.2 5 5.2 6 6.3 8 8.4 10 10.5 12 12.5 14 14.5 16 16.5 18 18.75 20 20.75 22 22.75 24 24.75 Дюймовая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG UNC mm nr 2-56 2.3 nr 3-48 2.7 nr 4-40 3 nr 5-40 3.4 nr 6-32 3.7 nr 8-32 4.4 nr 10-24 5.1 nr 12-24 5.8 1/4-20 6.7 5/16-18 8.4 3/8-16 10 7/16-14 11.7 1/2-13 13.3 77 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Сверло Whitworth
5 1.1/2 11 45.485 45 1.3/4 11 51.428 51 2 11 57.296 57 2.1/4 11 63.342 63 2.1/2 11 72.866 72.5 2.3/4 11 79.216 79 3 11 85.566 85.5 Метрическая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG M mm 2.5 2.6 3 3.2 3.5 3.7 4 4.2 5 5.2 6 6.3 8 8.4 10 10.5 12 12.5 14 14.5 16 16.5 18 18.75 20 20.75 22 22.75 24 24.75 Дюймовая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG UNC mm nr 2-56 2.3 nr 3-48 2.7 nr 4-40 3 nr 5-40 3.4 nr 6-32 3.7 nr 8-32 4.4 nr 10-24 5.1 nr 12-24 5.8 1/4-20 6.7 5/16-18 8.4 3/8-16 10 7/16-14 11.7 1/2-13 13.3 77 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Сверло Whitworth Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам.
Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам.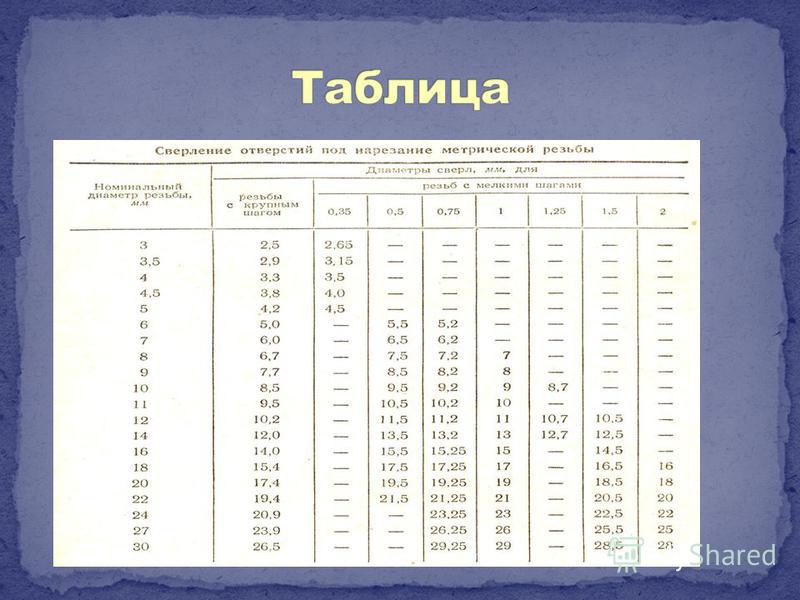 NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT)
NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT)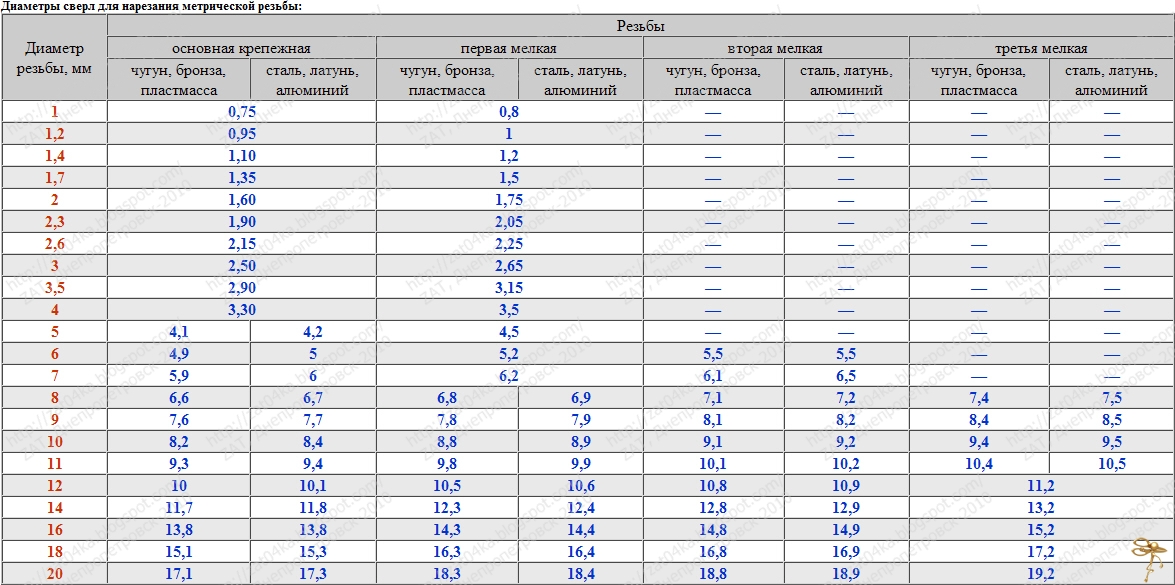 79
79 5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D – 0,0068 P 65
5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D – 0,0068 P 65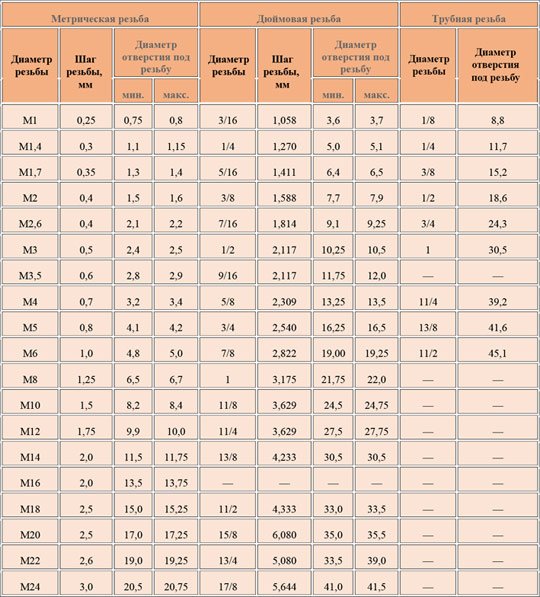
Таблица сверл для метрической резьбы
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0. 25 25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0. 07 07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1. 25 25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.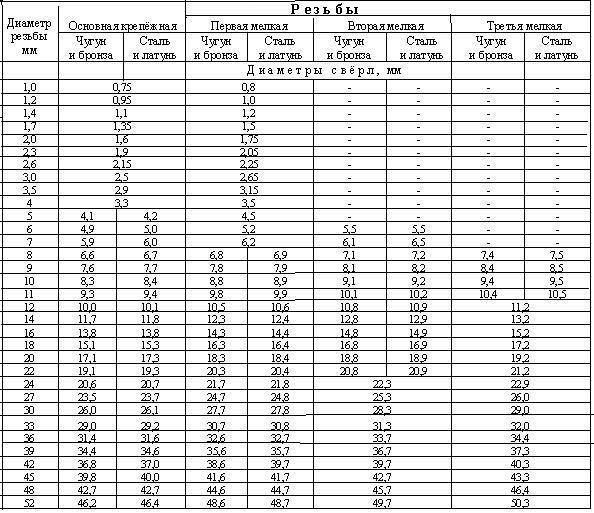 4 4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0. 73 73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.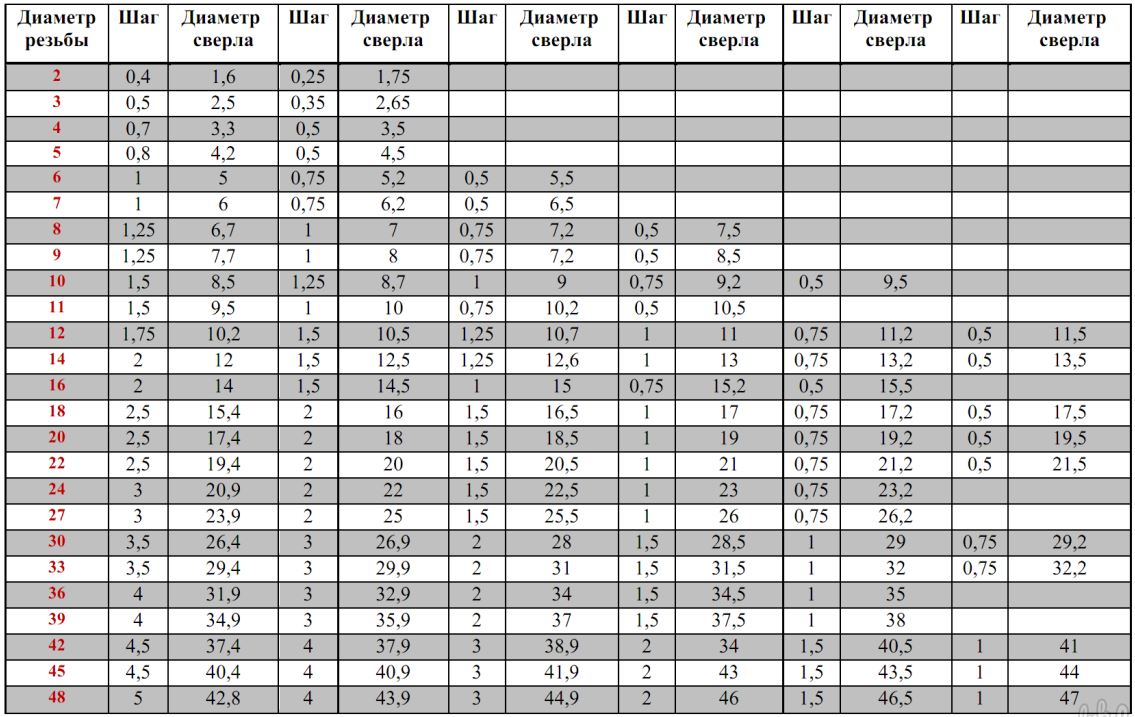
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Полезная таблица — диаметр резьбы и шаг
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался.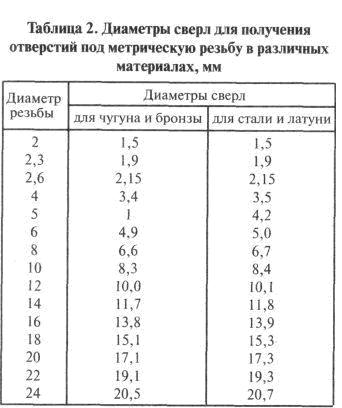 Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
Диаметры сверл под метрическую (M) резьбу
А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6. 75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм.
75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм.
Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10. 2-10.3 2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу.
Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Таблицы размеров сверла и отверстий под резьбу: метрические, дюймовые
Диаметр отверстия (сверла) под резьбу
Для резьбовых соединений чаще всего применяют метрическую резьбу. Кроме метрической резьбы существует еще довольно много различных видов резьба, на них мы останавливаться не будем.
Кроме метрической резьбы существует еще довольно много различных видов резьба, на них мы останавливаться не будем.
Внутреннюю резьбу нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные и станочные метчики. При нарезании глубокой резьбы обычно применяют комплект из двух или трех метчиков: первый метчик – предварительный нарезает черновую резьбу, второй нарезает полноценную резьбу и в случае наличия третьего мечика происходит калибровка резьбы.
Большое значение имеет правильный подбор диаметров отверстия под резьбу. Если диаметр отверстия больше, чем следует, то внутренняя резьба не будет иметь полного профиля – соединение будет непрочное. При диаметре меньше необходимого вход метчика в него затруднителен, это приводит к срыву первых витков резьбы или в худшем случае к заклиниванию и поломке метчика.
В первом столбце нижеследующей таблицы представлены метрические резьбы от М2 до М48.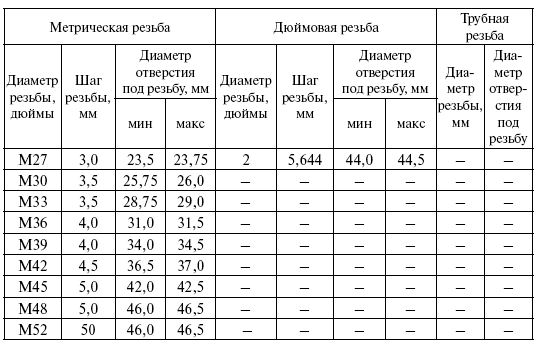 Во втором столбце представлен крупный шаг, применяемый для каждой метрической резьбы. При нарезании резьбы по возможности следует придерживаться именно этих значений шага. В третьей колонке указаны диаметры отверстия (сверла) под метрическую резьбу с крупным шагом. В некоторых исключительных случаях необходимо применение более мелкого шага диаметры отверстий под мелкий шаг представлены в последующих столбцах таблицы.
Во втором столбце представлен крупный шаг, применяемый для каждой метрической резьбы. При нарезании резьбы по возможности следует придерживаться именно этих значений шага. В третьей колонке указаны диаметры отверстия (сверла) под метрическую резьбу с крупным шагом. В некоторых исключительных случаях необходимо применение более мелкого шага диаметры отверстий под мелкий шаг представлены в последующих столбцах таблицы.
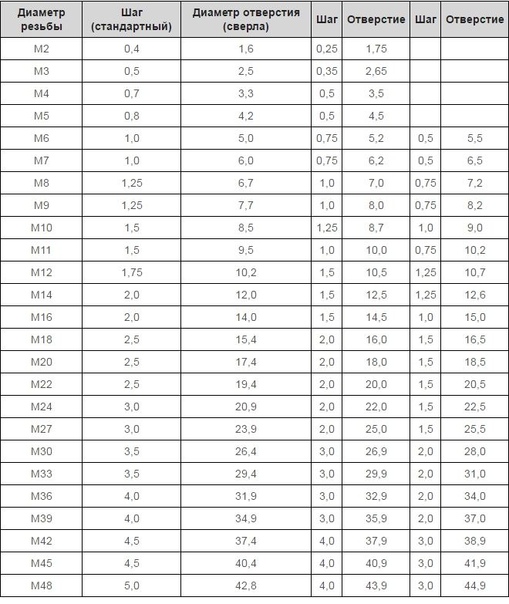
Таблица отверстий под метрическую резьбу
| Диаметр резьбы | Шаг (стандартный) | Диаметр отверстия (сверла) | Шаг | Отверстие | Шаг | Отверстие |
| М2 | 0,4 | 1,6 | 0,25 | 1,75 | ||
| М3 | 0,5 | 2,5 | 0,35 | 2,65 | ||
| М4 | 0,7 | 3,3 | 0,5 | 3,5 | ||
| М5 | 0,8 | 4,2 | 0,5 | 4,5 | ||
| М6 | 1,0 | 5,0 | 0,75 | 5,2 | 0,5 | 5,5 |
| М7 | 1,0 | 6,0 | 0,75 | 6,2 | 0,5 | 6,5 |
| М8 | 1,25 | 6,7 | 1,0 | 7,0 | 0,75 | 7,2 |
| М9 | 1,25 | 7,7 | 1,0 | 8,0 | 0,75 | 8,2 |
| М10 | 1,5 | 8,5 | 1,25 | 8,7 | 1,0 | 9,0 |
| М11 | 1,5 | 9,5 | 1,0 | 10,0 | 0,75 | 10,2 |
| М12 | 1,75 | 10,2 | 1,5 | 10,5 | 1,25 | 10,7 |
| М14 | 2,0 | 12,0 | 1,5 | 12,5 | 1,25 | 12,6 |
| М16 | 2,0 | 14,0 | 1,5 | 14,5 | 1,0 | 15,0 |
| М18 | 2,5 | 15,4 | 2,0 | 16,0 | 1,5 | 16,5 |
| М20 | 2,5 | 17,4 | 2,0 | 18,0 | 1,5 | 18,5 |
| М22 | 2,5 | 19,4 | 2,0 | 20,0 | 1,5 | 20,5 |
| М24 | 3,0 | 20,9 | 2,0 | 22,0 | 1,5 | 22,5 |
| М27 | 3,0 | 23,9 | 2,0 | 25,0 | 1,5 | 25,5 |
| М30 | 3,5 | 26,4 | 3,0 | 26,9 | 2,0 | 28,0 |
| М33 | 3,5 | 29,4 | 3,0 | 29,9 | 2,0 | 31,0 |
| М36 | 4,0 | 31,9 | 3,0 | 32,9 | 2,0 | 34,0 |
| М39 | 4,0 | 34,9 | 3,0 | 35,9 | 2,0 | 37,0 |
| М42 | 4,5 | 37,4 | 4,0 | 37,9 | 3,0 | 38,9 |
| М45 | 4,5 | 40,4 | 4,0 | 40,9 | 3,0 | 41,9 |
| М48 | 5,0 | 42,8 | 4,0 | 43,9 | 3,0 | 44,9 |
ГОСТ 19257-73 — Отверстия под нарезание метрической резьбы.
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.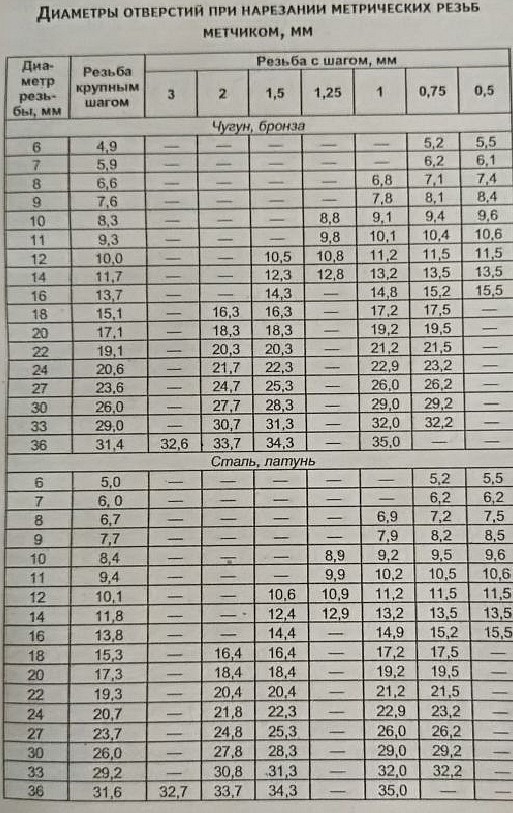 5 5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1. 5 5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1. 5 5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1. 5 5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Размеры отверстий под метрическую резьбу таблица
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп.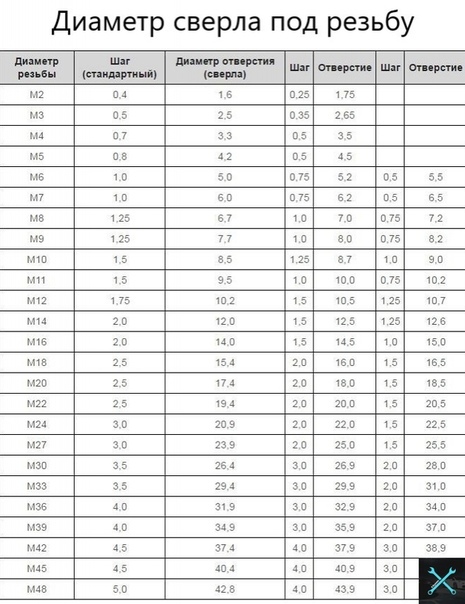 по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.
по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.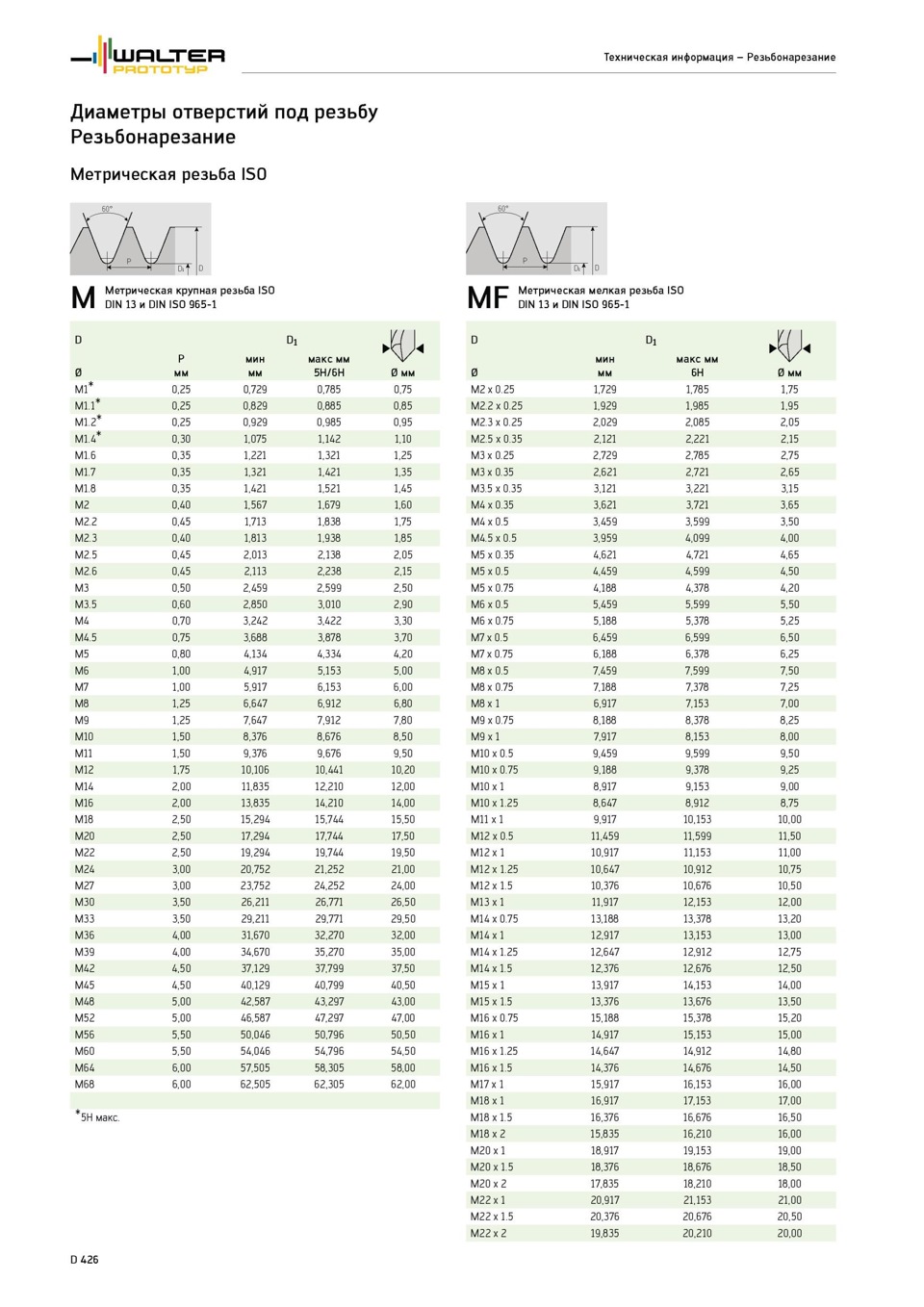 по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
4.60/5 (92.00%) проголосовало 5
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии.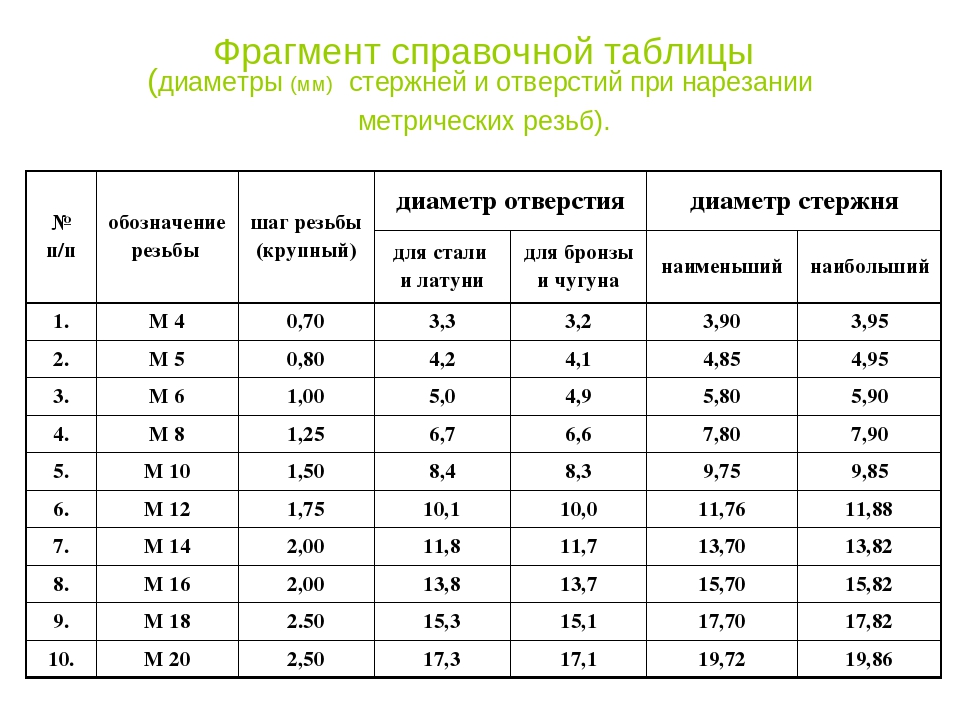 Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах.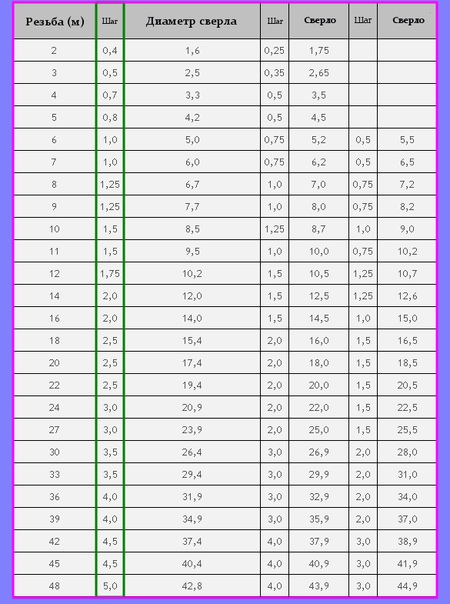 Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.![]()
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы. Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак. Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73).
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Основные виды и различия метчиковПо назначению:
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.

- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.

Виды метчиков для разных отверстий:
С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.
С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент.
С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.
По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм 2 .
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм 2 .
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.
Правила нарезания резьбы метчиком
Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:
Таблицей диаметров сверл для нарезания метрической резьбы
Таблица отверстий под дюймовые резьбы
Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 075 | М 10 | 8. 5 5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | МЗО | 26.4 |
| М 4 | 3.3 | МЗЗ | 29.4 |
| М 4.5 | 3.8 | М36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| Мб | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42.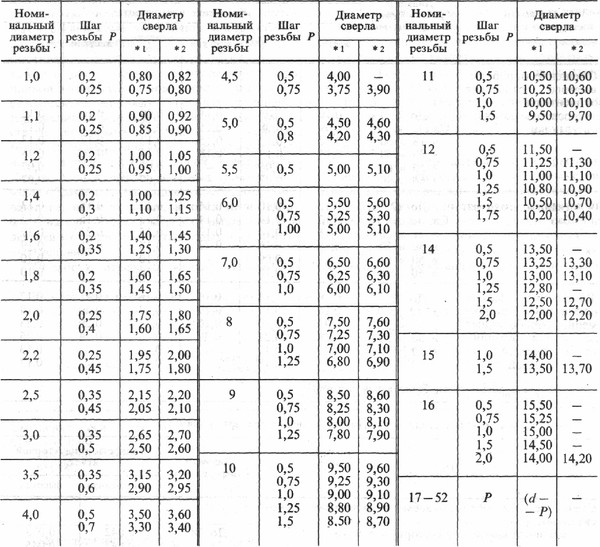 8 8 |
| М 9 | 7.7 | М 52 | 46.8 |
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
| Материал | Величина подъема витка резьбы для шага резьбы, мм | ||||||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
| Алюминиевые сплавы | 0,080 | 0,016 | 0,020 | 0,024 | 0,028 | 0,032 | 0,036 | 0,040 | 0,048 | 0,056 | 0,060 | 0,064 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,320 | 0,360 | 0,400 |
| Магниевые сплавы | 0,115 | 0,023 | 0,029 | 0,034 | 0,040 | 0,046 | 0,052 | 0,057 | 0,069 | 0,080 | 0,086 | 0,092 | 0,115 | 0,144 | 0,172 | 0,201 | 0,230 | 0,288 | 0,345 | 0,402 | 0,460 | 0,518 | 0,575 |
| Латунь | 0,073 | 0,014 | 0,018 | 0,022 | 0,025 | 0,029 | 0,033 | 0,036 | 0,044 | 0,051 | 0,055 | 0,058 | 0,073 | 0,090 | 0,110 | 0,127 | 0,146 | 0,182 | 0,219 | 0,256 | 0,292 | 0,328 | 0,365 |
| Титановые сплавы | 0,130 | 0,026 | 0,032 | 0,039 | 0,045 | 0,052 | 0,058 | 0,065 | 0,078 | 0,091 | 0,097 | 0,104 | 0,130 | 0,162 | 0,195 | 0,227 | 0,260 | 0,325 | 0,390 | 0,455 | 0,520 | 0,585 | 0,650 |
| Жаропрочные стали и сплавы | 0,150 | 0,030 | 0,037 | 0,045 | 0,052 | 0,060 | 0,067 | 0,075 | 0,090 | 0,105 | 0,112 | 0,120 | 0,150 | 0,187 | 0,225 | 0,262 | 0,300 | 0,375 | 0,450 | 0,525 | 0,600 | 0,675 | 0,750 |
| Коррозионностойкие, жаростойкие стали на никелевой основе | 0,170 | 0,034 | 0,042 | 0,051 | 0,059 | 0,068 | 0,076 | 0,085 | 0,092 | 0,119 | 0,127 | 0,136 | 0,170 | 0,212 | 0,255 | 0,295 | 0,340 | 0,425 | 0,510 | 0,595 | 0,680 | 0,765 | 0,85 |
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.
В процессе нарезания используют СОЖ.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
СОЖ для разных металлов
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
- 30% керосина, 70% льняного масла;
- 5% скипидара и 95% сульфофрезола;
- 5% сала, 10% скипдара, 15% керосина, 70% льняного масла;
- 5% жидкого мыла, 95% сульфофрезола;
- 2-3% серы, 97-98% сульфофрезола.
При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
Диаметр отверстий под метрическую резьбу
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см).
|
Диаметр резьбы |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
|
2 |
0. |
1.6 |
0.25 |
1.75 |
|
|
|
|
|
|
|
|
|
3 |
0.5 |
2.5 |
0.35 |
2. |
|
|
|
|
|
|
|
|
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
|
|
|
|
|
|
|
|
|
5 |
0. |
4.2 |
0.5 |
4.5 |
|
|
|
|
|
|
|
|
|
6 |
1 |
5 |
0.75 |
5.2 |
0. |
5.5 |
|
|
|
|
|
|
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 |
|
|
|
|
|
|
|
8 |
1. |
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 |
|
|
|
|
|
9 |
1.25 |
7.7 |
1 |
8 |
0. |
7.2 |
0.5 |
8.5 |
|
|
|
|
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9. |
0.5 |
9.5 |
|
|
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
|
|
|
|
|
12 |
1. |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1.5 |
12. |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14.5 |
1 |
15 |
0. |
15.2 |
0.5 |
15.5 |
|
|
|
18 |
2.5 |
15.4 |
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17. |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2. |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1. |
22.5 |
1 |
23 |
0.75 |
23.2 |
|
|
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0. |
26.2 |
|
|
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29. |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31. |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
|
|
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1. |
37.5 |
1 |
38 |
|
|
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1.5 |
40. |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42. |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |
 4
4 65
65 5
5 25
25 75
75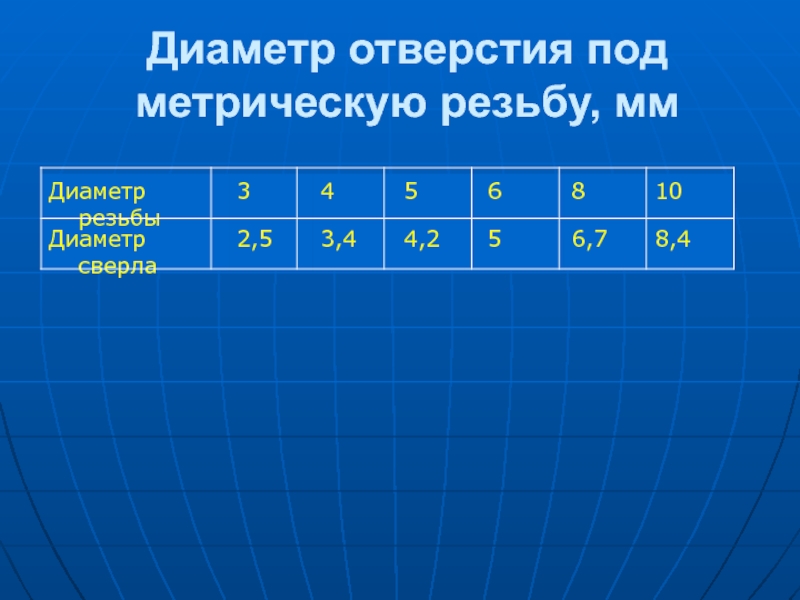 2
2 75
75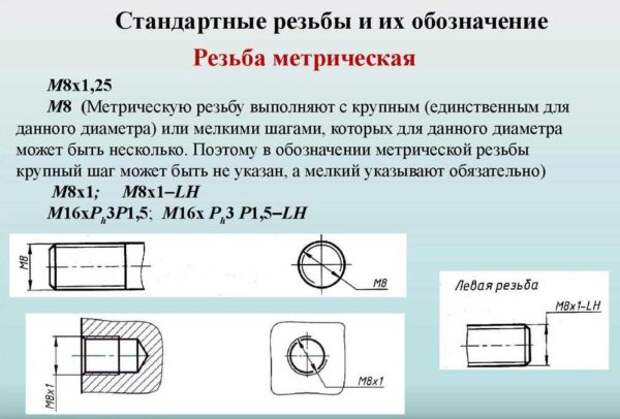 5
5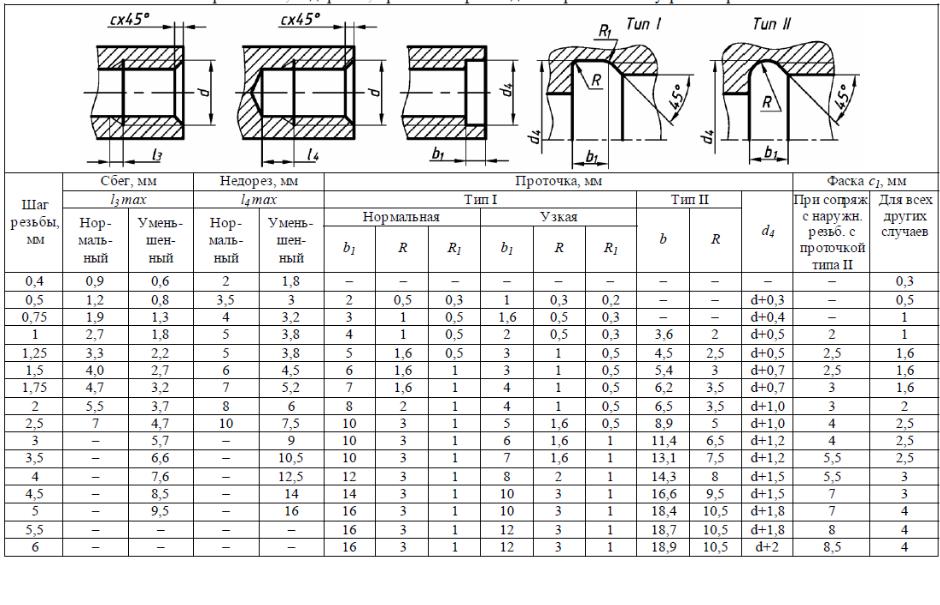 75
75 2
2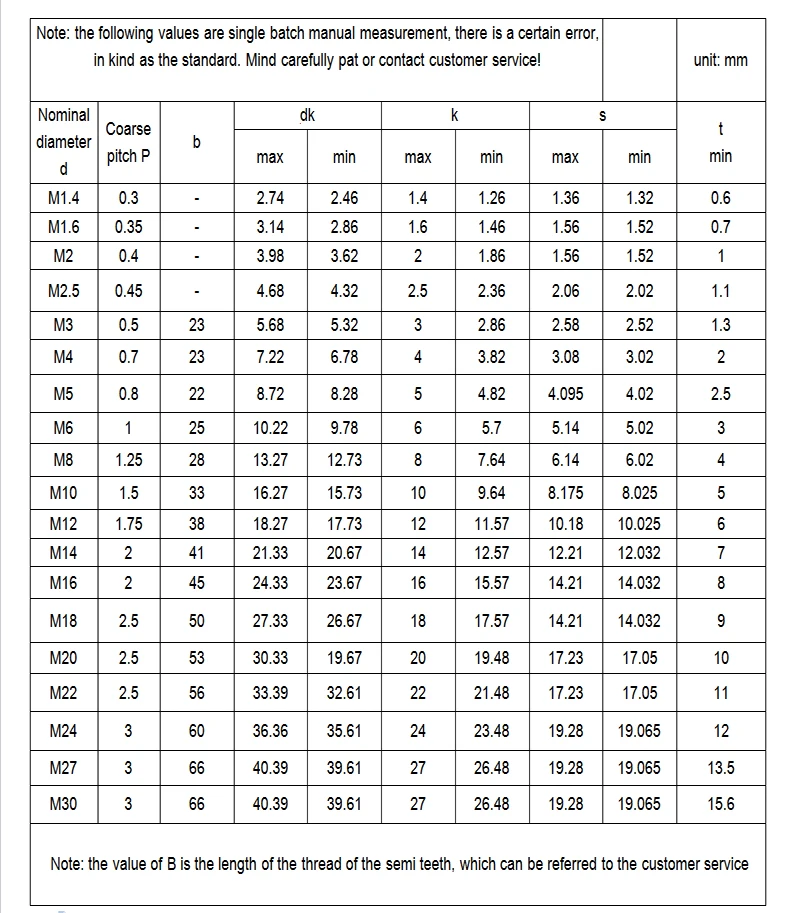 5
5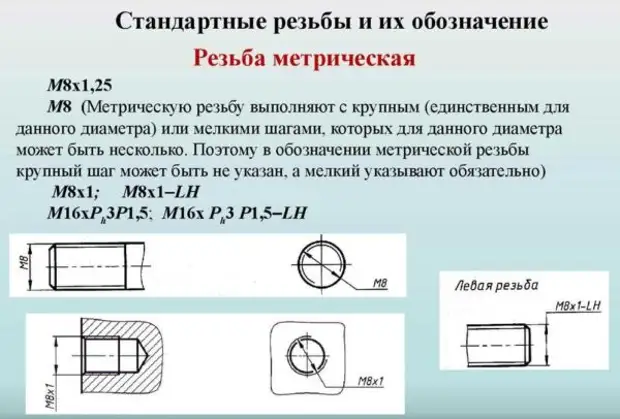 5
5 75
75 2
2 9
9 5
5 5
5 8
8!!! Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Нарезание внутренней резьбы.
Винты широко используются для крепежных деталей. Число различных типов и размеров крепежных винтов, гаек и болтов не возможно описать в данной статье, и следующая информация поможет вам разобраться.
Типы резьбы
Почти все резьбы имеют треугольную форму. С другой стороны, квадратные формы и трапециевидные резьбы используются в движущихся механизмах в которых нужна высокая точность, например, станок фрезерный с ЧПУ. В соответствии стандартам, есть метрической резьбы (M), цилиндрической резьбой для трубопроводов (PF), конической резьбой для трубопроводов (PT). Следующая информация относится к метрической резьбе, так как является наиболее широко используемой в России и во многих странах по всему миру. Термины, используемые для резьб
На рисунке 1 показано изображение резьбы.Одним из наиболее важных терминов, является диаметр резьбы. В случае метрической резьбой, название болта связано с его внешним диаметром, например, болт с 5 мм наружный диаметр известен как болт M5. “Шаг” резьбы является еще одной важной особенностью резбы. Шаг определяется как интервал (расстояние) между соседними нитями. , например, гаек и болтов должны иметь одинаковую высоту, а также диаметр, если они будут использоваться совместно. Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Рис.1 Условия Винт
Сквозные отверстия
Винты обычно используются для крепления сопряженных деталей. Когда две части соединены вместе с помощью винтов, одна часть выполнена с резьбой, а другая часть выполнена со сквозными отверстиями, которые имеют больший диаметр, чем у винтов. Если диаметр отверстия слишком мал, части не могет быть собраны, так как винт не будет проходить через отверстие. Кроме того, если диаметр отверстия слишком велик, часть будет болтаться. Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве “Правила”, диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве “Правила”, диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Наружние резьбы
Когда мы делаем наружную резьбу, обычно мы используем плашки. Когда мы делаем внутреннюю резьбу, мы используем метчики. Если у нас нет подходящих инструментов, мы можем также сделать резьбу при помощи токарного станка, как описано в главе 3.
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
ВниманиеКогда мы делаем резьбу с помощью плашки, следует проявлять осторожность в следующих моментах:
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
(3) всегда используйте масло для режущего инструмента.
Нарезание резьбы с использованием ручного метчика<
Отверстия Диаметр под резьбу – Энциклопедия по машиностроению XXL
Диаметр сверленого отверстия (гнезда) под резьбу брать или из ГОСТ 19257—73 (для поля допуска 7Н), или принять условно равным приблизительно 0,85 d глубину гнезда определить как сумму длины резьбы посадочного конца шпильки, величины недореза (сбега, равного двум шагам, недовода, равного двум шагам, плюс два шага полного профиля резьбы). [c.62]Следует избегать нарезания глухих или длинных резьб в титане и его сплавах. Для облегчения процесса резьбонарезания и уменьшения поломок метчиков рекомендуется увеличивать диаметр отверстий по сравнению с обычно принятыми диаметрами под резьбу в стали. При нарезании резьбы в сквозных отверстиях длиной (> 2d применяют метчики с подточкой зубьев под углом Х= 15°.
[c.543]
При нарезании резьбы в сквозных отверстиях длиной (> 2d применяют метчики с подточкой зубьев под углом Х= 15°.
[c.543]
Сверление четырех отверстий А под резьбу М12 (8-я операция) на боковых сторонах детали производится на поворотно-делительном приспособлении с горизонтальной осью вращения (фиг. 129, 7 и 2). В компоновке использованы поворотная головка УСП-600, делительный диск УСП-625, фиксатор УСП-626. круглая базовая плита УСП-160 диаметром 240 мм и целый ряд корпусных деталей. Основанием приспособления служат три удлиненные планки У СП-255, соединенные с поворотной головкой. Для упрощения компоновки вместо двух нормализованных установочных планок УСП-283 включена одна специальная планка с быстросменными кондукторными втулками УСП-321 (фиг. 127,2). Планки закреплены двумя пазовыми болтами на блоке из прямоугольных опор УСП-217 и УСП-215, который установлен непосредственно на боковой плоскости корпуса поворотной головки.
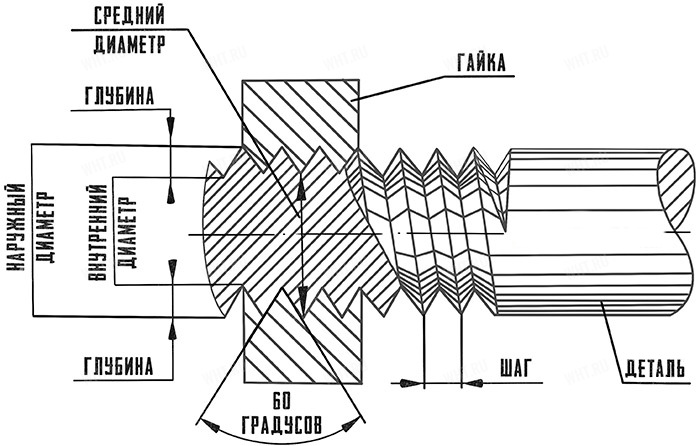 Квадратная проставка УСП-274 с пальцем (55 мм) имеет возможность перемещаться между двумя опорами УСП-206, установленными на плоскости плиты. Винтовой поджим проставки обеспечивает правильную установку обрабаты-15 227
[c.227]
Квадратная проставка УСП-274 с пальцем (55 мм) имеет возможность перемещаться между двумя опорами УСП-206, установленными на плоскости плиты. Винтовой поджим проставки обеспечивает правильную установку обрабаты-15 227
[c.227]I — монтажная схема УСП для 8-й операции 2 — технологическая схема 8-й операции— сверление четырех отверстий А под резьбу М12 3 — монтажная схема УСП для 9-й операции 4 – схема 9-й операции — сверление четырех отверстий А диаметром, [c.229]
В процессе нарезания резьбы в отверстии материал заготовки несколько вдавливается (под действием усилия подачи и вращения метчика) и внутренний диаметр резьбы получается больше диаметра просверленного отверстия. Поэтому при подготовке сверлением отверстия под нарезание резьбы сверла надо подбирать согласно ГОСТ 19257—73, Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик сильно возрастет, резьба получится рваной, может заклиниться и поломаться метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, получится резьба неполного профиля (витки неполной высоты).
[c.200]
Если диаметр просверленного отверстия окажется больше рекомендуемого, получится резьба неполного профиля (витки неполной высоты).
[c.200]
Увеличенный размер заготовки под резьбу Большая скорость резания Вибрация резца или гребенки Уменьшить диаметр под резьбу (для наружной резьбы) или увеличить отверстие (для внутренней резьбы) Уменьшить число оборотов шпинделя Устранить вибрацию уменьшением вылета резца, выборкой люфтов в каретке [c.57]
Качество работы и диаметр отверстия контролируют под резьбу гладким калибром и резьбовыми калибрами-пробками ПР и НЕ. Диаметр отверстий под резьбу берут по ГОСТ 19257—73, прил. 2 для материалов повышенной вязкости. [c.59]
По обозначениям крепеж-пых изделий на чертежах сборочных единиц можно узнать их диаметр. В табл. 24 приведены диаметры сквозных отверстий и сверление под резьбу при выполнении соединений.
 [c.264]
[c.264]По номеру позиций крепежных изделий (на чертеже сборочной единицы) и по обозначению в спецификации можно узнать их диаметр. В приложении 8 приведены диаметры сквозных отверстий и сверление под резьбы при вьтолнении соединений. [c.229]
При сверлении отверстий под резьбу диаметр О сверла принимается больше внутреннего диаметра резьбы 4 на величину а = 0,3-т-0,4 глубины резьбы (рис. 73). [c.207]
Диаметры гладких отверстий, предусмотренных под крепежные стандартные изделия, должны быть выполнены несколько больше наружных диаметров резьб этих деталей (ГОСТ 19257—73). На чертежах такие отверстия вычерчиваются диаметром примерно , 3. [c.87]
На рис. 21.6 представлено резьбовое соединение. Когда в отверстие ввертывают стержень с резьбой, считают, что он не должен доходить до дна отверстия на 0,5 диаметра. Границу резьбы на чертеже при этом не показывают. Стержень в разрезе ограничен своими контурными линиями и не заштриховывается.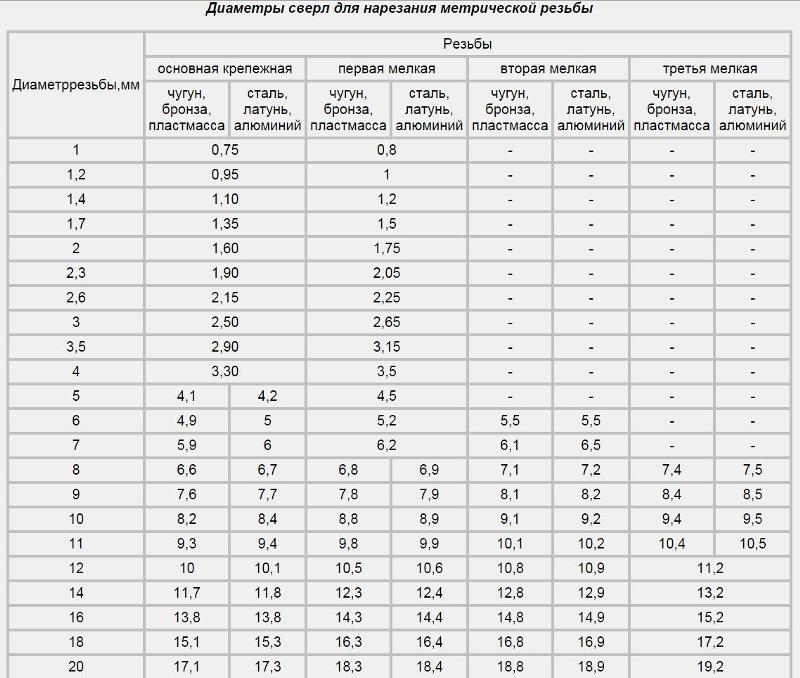 Контурные линии отверстия под стержнем находятся внутри штриховку доводят до этих линий.
[c.412]
Контурные линии отверстия под стержнем находятся внутри штриховку доводят до этих линий.
[c.412]
Примеры винтовых соединений деталей одинаковой толщины приведены на рисунке 13.30. Оба винта с цилиндрической головкой (в) и с конической (потайной) головкой (г) имеют одинаковую резьбу диаметром 16 мм. Слева от винтовых соединений на рисунке 13.30, б показаны операционные технологические эскизы на сверление отверстия под резьбу и на обработку резьбы. [c.217]
Эксплуатационные. Они указывают расчетную и конструктивную характеристику изделия, например размеры резьбы, диаметры проходных отверстий, размеры под ключ , число зубьев и модули, и т.п. [c.42]
Применяется только в глухих отверстиях, Оказывает меньшее стопорящее действие, чем у элементов заклинивания. Диаметр цилиндрической цапфы должен быть несколько меньше внутренней резьбы. Угол конуса на конце цилиндрической цапфы должен совпадать с углом заточки сверла для нарезания отверстия под резьбу
[c. 193]
193]
Диаметр резьбы й Шаг резьбы Р Диаметр отверстий под резьбу с полем допуска [c.301]
Имея в виду важнейшее. значение нормализации и унификации режу-ш его инструмента, конструктивные элементы обрабатываемых деталей, а именно диаметры отверстий на проход и под резьбу, ширину шпоночных [c.621]
Отверстия под резьбу. Диаметр отверстия под резьбу зависит от типоразмера последней, характера обрабатываемого материала и способа получения резьбы. [c.88]
Вследствие малого расстояния между отверстиями MI6 X 1,5 невозможно разместить все 12 шпинделей на одной позиции поэтому обработка этой группы отверстий осуществляется в два перехода по шесть отверстий. Для обеспечения точности расположения отверстий под резьбу кондукторные плиты базируются по отверстию диаметром 135 g g мм в обрабатываемой детали, [c.31]
На точность нарезаемой резьбы влияют три параметра отверстия под резьбу диаметр, длина и перпендикулярность оси отверстия к базе. Диаметры отверстия под резьбу при нарезании метрической резьбы указаны в ГОСТ 19257—73, а при нарезании конической резьбы — в табл. 27.
[c.35]
Диаметры отверстия под резьбу при нарезании метрической резьбы указаны в ГОСТ 19257—73, а при нарезании конической резьбы — в табл. 27.
[c.35]
Деталь закрепляется в спутнике с помощью кольцевого зажима патрона по диаметру 245,.о з. Затем начинается обработка на участке // линии. Здесь производится зенкование двух отверстий диаметром 12 мм, нарезание резьбы М8, предварительное и окончательное растачивание отверстия диаметром 75 мм, подрезание торца, точение кольцевых пазов на торце барабана, чистовое растачивание барабана до диаметра 229,6 o i мм, развертывание пяти отверстий и снятие фасок. По окончании рабочего цикла освободившиеся от деталей спутники поднимаются и подаются в обратном направлении по конвейеру возврата, а детали поступают в накопитель. Далее обработка детали выполняется вне линии. [c.400]
Диаметр отверстия под резьбу зависит от типоразмера последней, обрабатываемого материала и способа резьбообразования.
[c.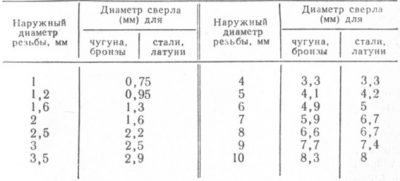 562]
562]
Сжатый воздух подается (фиг. 143, в) по каналу А к четырем соплам Б, расположенным попарно на диаметрально-противоположных сторонах калибра. Сопла расположены на линии среднего диаметра резьбы. Наличие четырех сопел обеспечивает независимость результатов измерения от сдвигов в полости отверстия с контролируемой резьбой. Давление воздуха будет изменяться в зависимости от величины зазора между калибром и резьбой. [c.171]
Сверление отверстий и нарезание резьб диаметром меньше 5 мм у крупных деталей в тяжёлом машиностроении обычно на станках не производится, а выполняется в сборочном цехе. Сверление по месту и последующее развёртывание отверстий под контрольные штифты выполняют на сборке при выверке и фиксировании положения деталей или узлов. Развёртывание в линию производится в целях получения соосного расположения отверстий в нескольких деталях после их сборки. Сверление отверстий диаметром до 10— 12 мм производится ручными дрелями. От-
[c. 237]
237]
Предельные размеры отверстий (гаек) и стержней (болтов) под резьбы приняты в зависимости от допуска на неточность изготовления наружного диаметра резьбы болта и внутреннего диаметра резьбы гайки. [c.28]
При отверстиях под резьбу г/ обозначает наибольший диаметр резьбы. Определение [c.78]
При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия. Это обстоятельство учтено в специальных таблицах, по которым выбирают диаметр отверстия под резьбу. Диаметры сверл для обработки отверстий в стальных деталях под нарезание метрических резьб с мелкими шагами приведены в табл. 16. [c.221]
Для облегчения условий попадания метчиком в заготовленное под резьбу отверстие или стержнем в заборную часть плашки диаметр заборной части на переднем торце метчиков делается меньше внутреннего диаметра резьбы, а у плашек — больше наружного дна-метра резьбы, а именно
[c. 355]
355]
Поры размером более 3 мм ремонтируют установкой танталовой пломбы. Чистый тантал устойчив к многим химическим соединениям (кроме 40%-ной плавиковой кислоты при 20—100°С, концентрированной дымящей серной кислоты при 20—100°С, едких щелочей концентрацией 30— 40% при 100°С). Танталовая пломба представляет собой винт из тантала, вворачиваемый в основной металл. Под головку винта устанавливают шайбу из фторопласта. В месте дефекта, подлежащего ремонту, вышлифовывают эмаль на площади, превышающей на 2—4 мм диаметр отверстия под винт. Затем сверлят отверстие и нарезают резьбу. Отверстие под винт и место зашлифовки очищают от стружки и промывают спиртом. Винт и шайбу перед установкой покрывают кислотоупорной замазкой на основе эпоксидной смолы. [c.396]
Наиболее благоприятные условия для нарезания резьбы метчиком создаются при подготовке отверстия сверлением или зенке-рованием. При нарезании резьбы материал детали частично выдавливается метчиком и внутренний диаметр резьбы получается больше диаметра отверстия, полученного при сверлении. При подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
[c.241]
При подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
[c.241]
На последней, 11-й операции сверлятся четыре отверстия Е под резьбу М12 X 1,75 (фиг. 130,5 и 4). Обрабатываемая деталь крепится и фиксируется так же, как и в приспособлении для 9-й операции. Сверление отверстий производится на поворотноделительном приспособлеции с вертикальной осью вращения. Основание его смонтировано из поворотной головки УСП-600, делительного диска УСП-625, фиксатора УСП-626 и круглой базовой ПЛИТЫ УСП-160 диаметром 240 мм. На этой плите установлены устройства для фиксации и крепления обрабатываемой детали. Специальная кондукторная планка, примененная на 8-й операции вследствие малого межосевого расстояния обраба-230
[c. 230]
230]
Срыв рёзьбы Диаметр просверлеи-иого отверстия под резьбу меньше требуемого Затупившийся метчик Стружка забивается в канавках метчика Правильное сверление отверстия по диаметру под резьбу Применять правильно заточенный метчик с острыми режущими кромками Чаще вынимать метчик для удаления стружки [c.241]
Венец червячного колеса скреплен с колесным центром тремя чистыми болтами с резьбой М14, поставленными в отверстия из-под развертки (рис. 16.1). Центры болтов расположены на окружности диаметра = 430 мм, диаметр отверстия = 15 мм. Определить напряжения среза в болтах. Зубья червячного колеса рассчитаны на контактную прочность при допускаемом напряжении [а] = 220 УИн/ж число зубьев колеса = 52 модуль зацепления rtis = 10 мм червяк двухзаходный с отношением диаметра делительного цилиндра к модулю q = 8. Коэффициент нагрузки принят равным единице. [c.259]
Сжатый воздух подается а изме1ш-тельную камеру пневматического прибора и далее поступает по каналу а к радиальным отверстиям d и Ь калибра 1. Наружная часть отверстий делается конической. В этих конических отверстиях расположены шарики 4, диаметр которых берется равным или близким к наиаыгоднен-шему диаметру проволочек для измерения среднего диаметра резьбы данного шага. Диаметр цилиндрической части отверстия должен быть меньше диаметра шариков во избежание их падения в канал а. Для удержания шариков при нерабочем положении калибра предусмотрена втулка 2, надвигаемая на калибр / пружиной 3. При измерении калибр ввинчивается в отверстие измеряемой детали, а втулка прижимается к ее торцу. Шарики 4 под действием давления сжатого воздуха прижимаются к проверяемой резьбе. Зазор, образуемый между шариками н поверхностью конических отверстий, зависит от величины среднего диаметра проверяемой резьбы и влияет на расход воздуха, регистрируемый пневматическим измерительным прибором.
[c.334]
Наружная часть отверстий делается конической. В этих конических отверстиях расположены шарики 4, диаметр которых берется равным или близким к наиаыгоднен-шему диаметру проволочек для измерения среднего диаметра резьбы данного шага. Диаметр цилиндрической части отверстия должен быть меньше диаметра шариков во избежание их падения в канал а. Для удержания шариков при нерабочем положении калибра предусмотрена втулка 2, надвигаемая на калибр / пружиной 3. При измерении калибр ввинчивается в отверстие измеряемой детали, а втулка прижимается к ее торцу. Шарики 4 под действием давления сжатого воздуха прижимаются к проверяемой резьбе. Зазор, образуемый между шариками н поверхностью конических отверстий, зависит от величины среднего диаметра проверяемой резьбы и влияет на расход воздуха, регистрируемый пневматическим измерительным прибором.
[c.334]
Диаметры отверстий после сверления изменяются в широких пределах, поэтому для получения точных резьб отверстия под резьбу нужно дополнительно зенкеровать при этом получаются меньшие отклонения от перпендикулярности осей резьбовых от-верстий. [c.35]
[c.35]
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
* метрическая – Профиль по стандарту DIN |
||||||||||||
 Макс.
Макс. диаметр резьбы под гайку
диаметр резьбы под гайку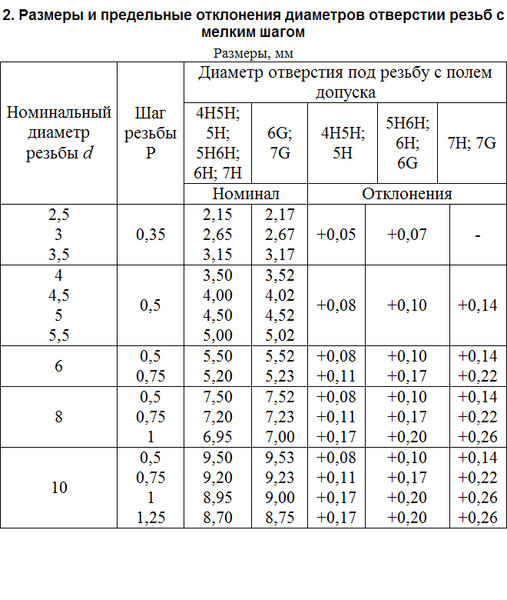 диаметр резьбы под гайку
диаметр резьбы под гайку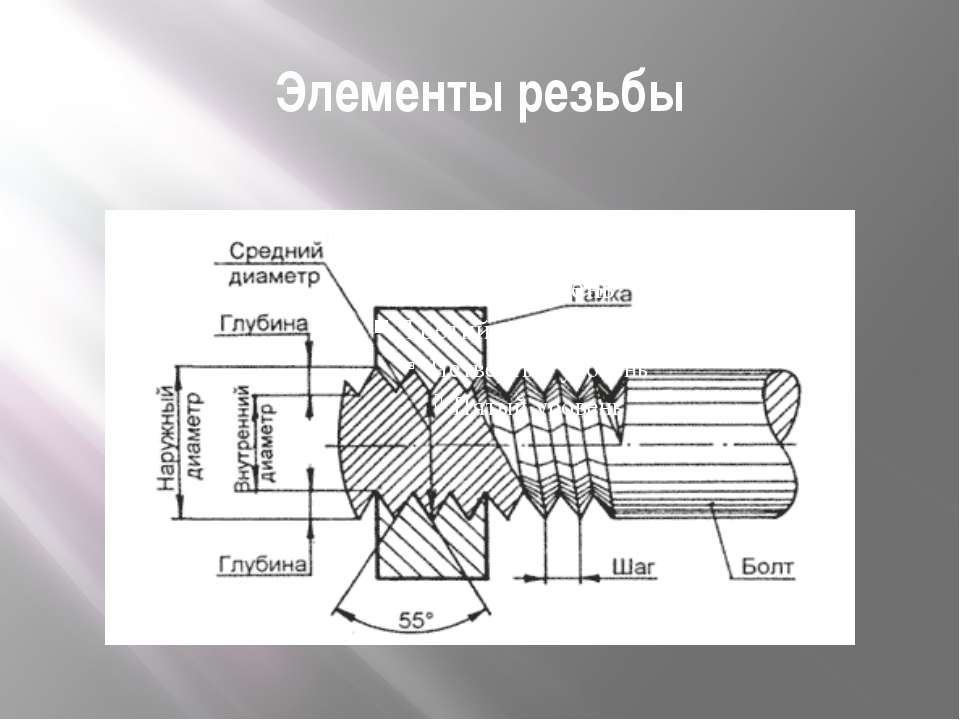 диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
|
| |||||
 76
76 2
2 25
25 8
8 2
2 11
11 42
42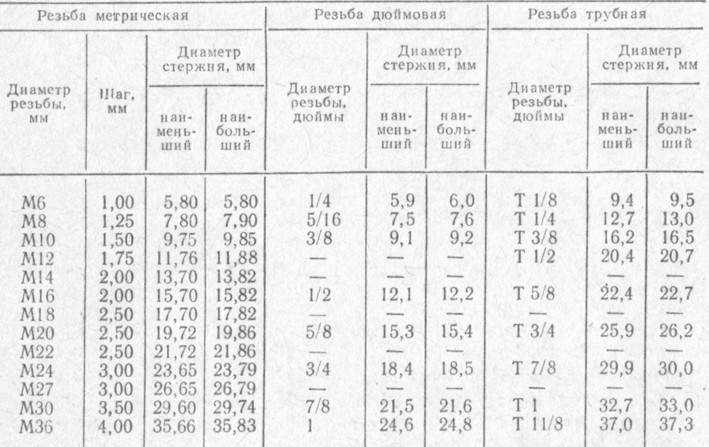 27
27 688 ~
688 ~  334
334 099
099 51
51 65
65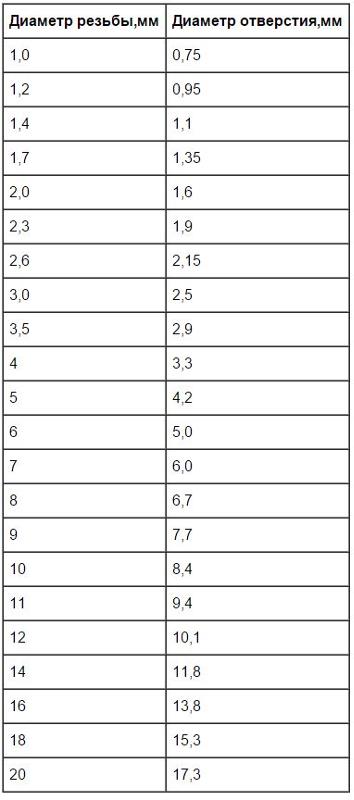 65
65 92
92 92
92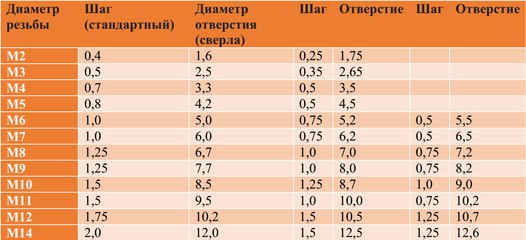 5
5 83
83 5
5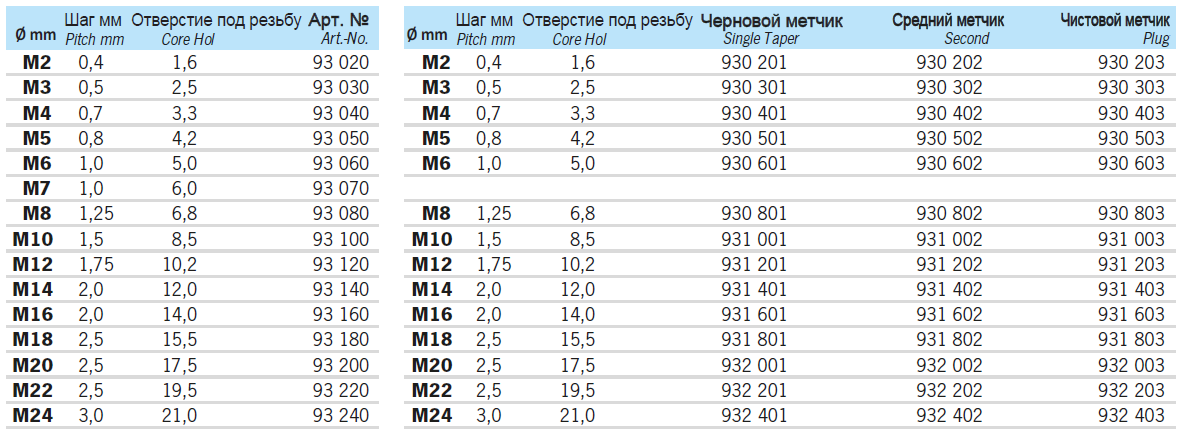 83
83 38
38 92
92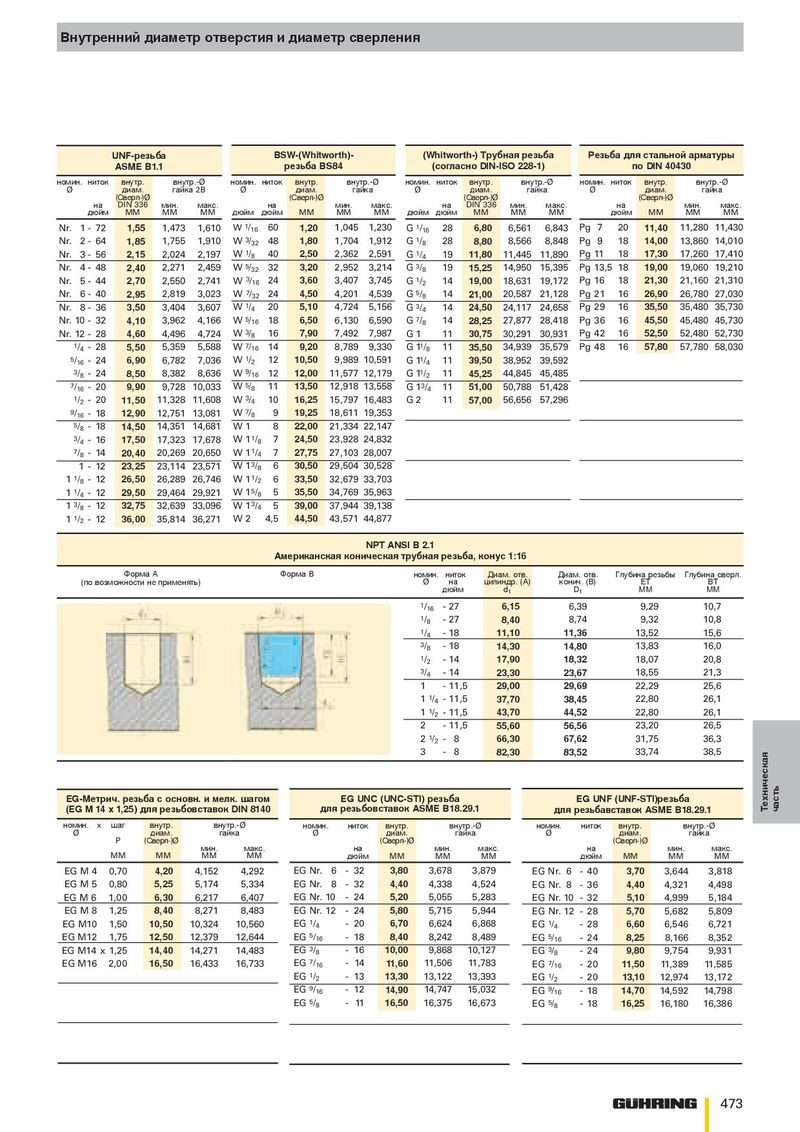 75
75 38
38 38
38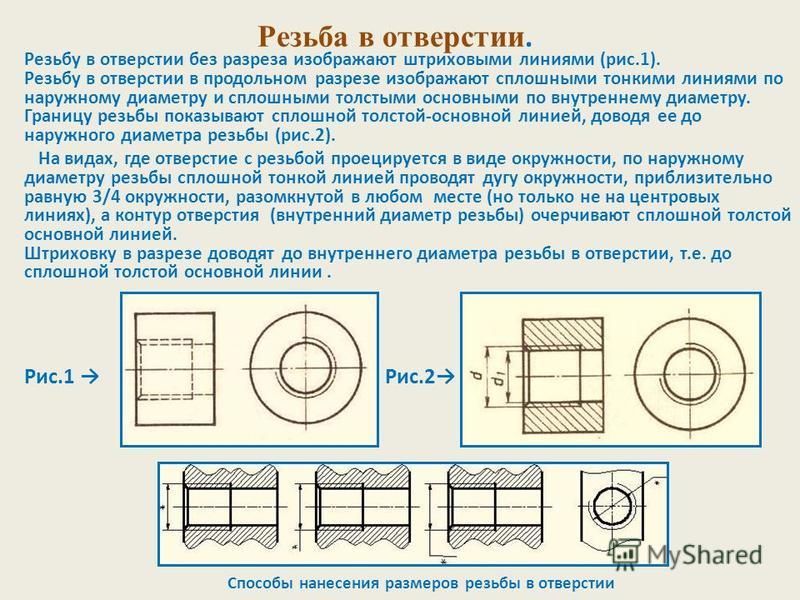 75
75 75
75 75
75 38
38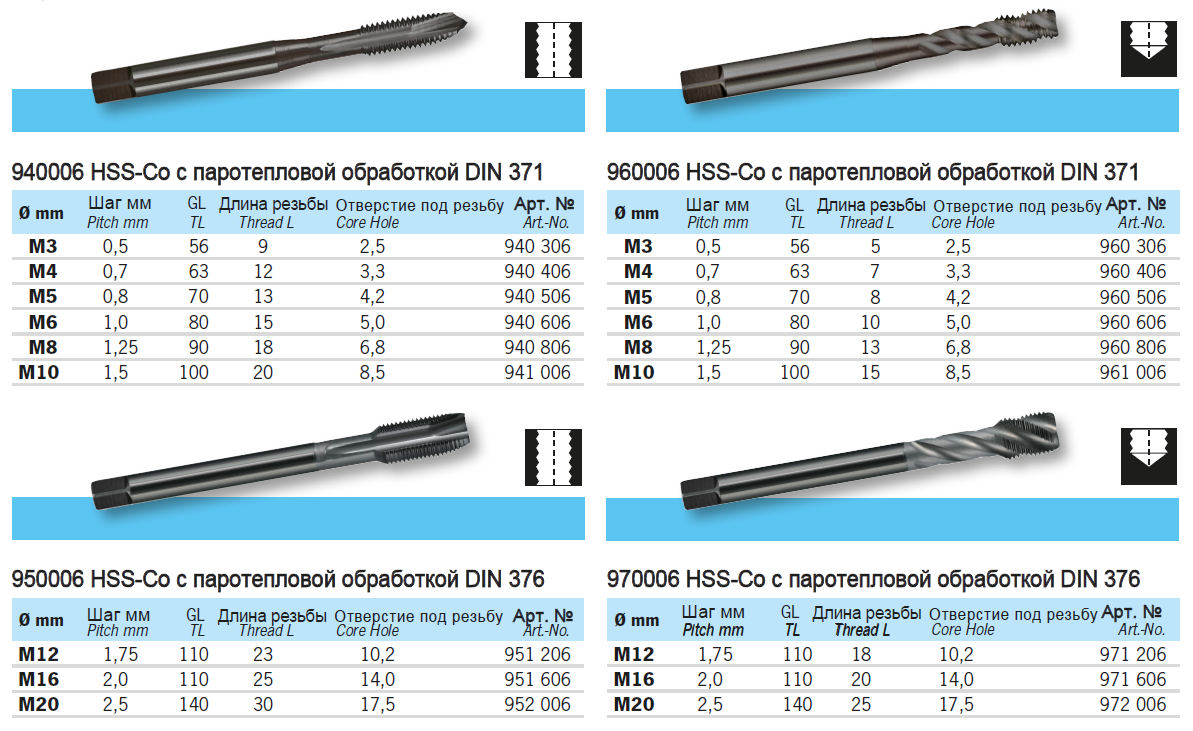 38
38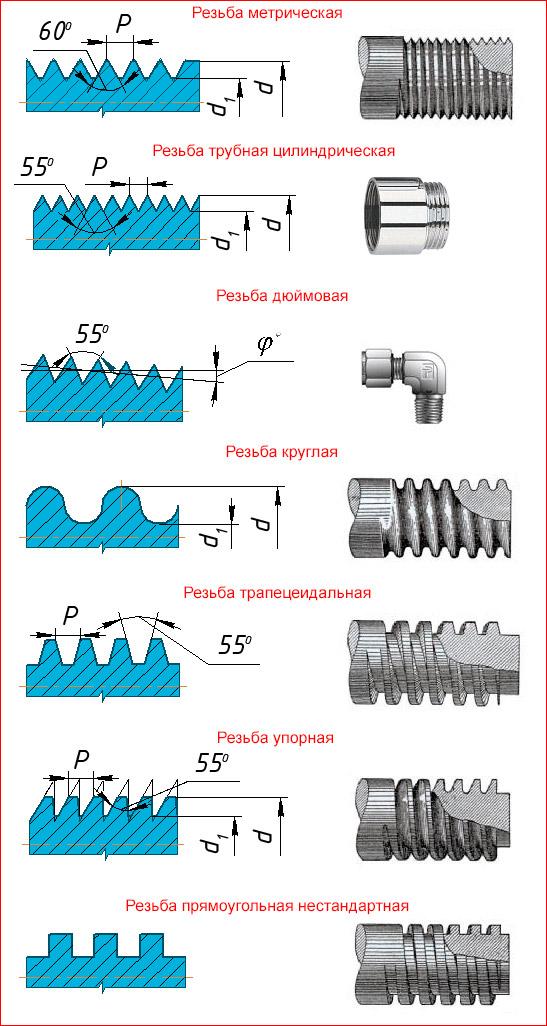 38
38 38
38Как определить, что подходит для этих отверстий – WESTport Corp.
Сколько раз вы встречали просверленное отверстие в металле или дереве, и эти отверстия имели резьбу, как винты? На самом деле это довольно распространено, особенно когда эти отверстия просверливаются под болты и / или винты соответствующего размера.Тем не менее, если у вас есть просверленное отверстие, но нет болта или винта, как вы можете определить, что подходит для этого отверстия? Если это отверстие в дереве, как сделать что-нибудь, что ему подходит? Ответы на эти вопросы приведены ниже.
Используйте калибр для гайки
Калибр резьбы гайки используется для определения размера, ширины и типа резьбы внутри шестигранной гайки или другой навинчиваемой гайки. Он входит в отверстие гайки и измеряет резьбу изнутри. В этом случае, когда вы пытаетесь измерить резьбу внутри предварительно просверленного деревянного или металлического отверстия.Вам придется использовать как метрические, так и стандартные / эмпирические калибры, чтобы найти приблизительную посадку для просверленного отверстия, если вы не знаете, сверло какого размера сделало отверстие для начала.
A Отверстие под дерево с резьбой
Во многих игрушках ручной работы и деревянной мебели используются отверстия с резьбой для более надежной сборки. Отверстия просверлены, что упрощает определение того, какого размера сверло сделало отверстия. Использование калибра для резьбы гаек поможет вам определить размер резьбы и размер используемого сверла.Как только вы выясните, какой был правильный размер резьбы и калибр сверла, вы можете приступить к замене деревянного болта. Для изготовления деревянных болтов потребуется дополнительный набор инструментов, но вы можете наслаждаться процессом и знать, что деревянные болты можно приклеивать с помощью столярного клея, когда они вкручиваются на место. В противном случае можно использовать болт или винт подходящего размера / калибра для вставки и закручивания в деревянные отверстия.
Металлические отверстия могут потребовать небольшой шлифовки
Особенность сверления в металле заключается в том, что на резьбе внутри отверстий на резьбе могут оставаться небольшие стружки и неровности.![]() Можно промыть отверстия и очистить их с помощью инструментов с металлической проволочной щеткой, но вы должны быть очень осторожны, чтобы не шлифовать слишком сильно. Если вы заточите слишком много, калибр резьбы гайки, используемый для определения размера резьбы отверстия, будет неточным. Помните, если вы чистите его, а не просверлили.
Можно промыть отверстия и очистить их с помощью инструментов с металлической проволочной щеткой, но вы должны быть очень осторожны, чтобы не шлифовать слишком сильно. Если вы заточите слишком много, калибр резьбы гайки, используемый для определения размера резьбы отверстия, будет неточным. Помните, если вы чистите его, а не просверлили.
Размеры сверл для метчика – Curious Inventor
Некоторые пояснения:
Какой метчик мне нужен? Как объясняется в руководстве для винтов, грубая резьба встречается гораздо чаще, она прочнее, с меньшей вероятностью заедает при установке (перекрестная резьба) и быстрее устанавливается.Итак, если вы выбираете между крупной и мелкой резьбой для нестандартного отверстия, используйте грубую резьбу, если вы не собираетесь работать с листовым металлом. Если вы пытаетесь проделать отверстие для неизвестного винта, скорее всего, это грубая резьба. Метрическая крупная резьба находится между английской крупной и тонкой резьбой. Метрическая тонкая резьба тоньше английской тонкой резьбы и используется редко.
Метрическая тонкая резьба тоньше английской тонкой резьбы и используется редко.
50% и 75% размеры сверл для метчика: 100% зацепление наружной и внутренней резьбы означает, что обе резьбы полностью сформированы и полностью зацеплены.50% означает, что задействована только половина высоты резьбы, и это то, что у вас получится, если вы сошлифуете верхнюю половину полностью сформированной резьбы. Согласно справочнику по оборудованию, испытания показали, что зацепление резьбы более 60% не дает значительного увеличения прочности. Для резьбовых соединений глубиной более 1,5 диаметра обычно достаточно 50%. Большинство сверл для метчиков имеют размер, позволяющий просверлить отверстие чуть большего размера, чем можно было бы нарезать 100% резьбой, обычно 75% или 50%. Чаще всего в качестве запаса прочности используются отверстия, которые создают 75% резьбу при нарезании резьбы, и это то, что мы продаем.Обратной стороной сверления отверстия, в которое можно было бы нарезать 100% резьбу, является то, что его гораздо труднее нарезать (более глубокие врезы в металле), и, следовательно, гораздо больше шансов сломать метчик. Мы рекомендуем 75% сверла для нарезания резьбы, если не делается глубоких отверстий в стали.
Мы рекомендуем 75% сверла для нарезания резьбы, если не делается глубоких отверстий в стали.
Отверстия с зазором: Отверстие с зазором достаточно велико, чтобы винт мог пройти сквозь него, не поворачиваясь. На многих таблицах для нарезания резьбы есть два типа сверл с зазором: плотно и свободно. Мы перечисляем сверла с малым зазором и рекомендуем выбирать любую удобную коронку большего диаметра для больших зазоров – просто убедитесь, что головка винта или шайба больше.Учтите, что при выполнении нескольких отверстий узкие зазоры не оставляют много места для отверстий смещения.
Крупная резьба – английский
| размер метчика (основной диаметр – резьба / дюйм) | винт основной диам. | размер сверла для метчика для диаметра 75% | размер сверла для метчика для диаметра 50% | сверло с зазором |
|---|---|---|---|---|
| # 0-80 | 0,060 | 3/64 (0,0469) | 55 ( 0,0520) | 50 (.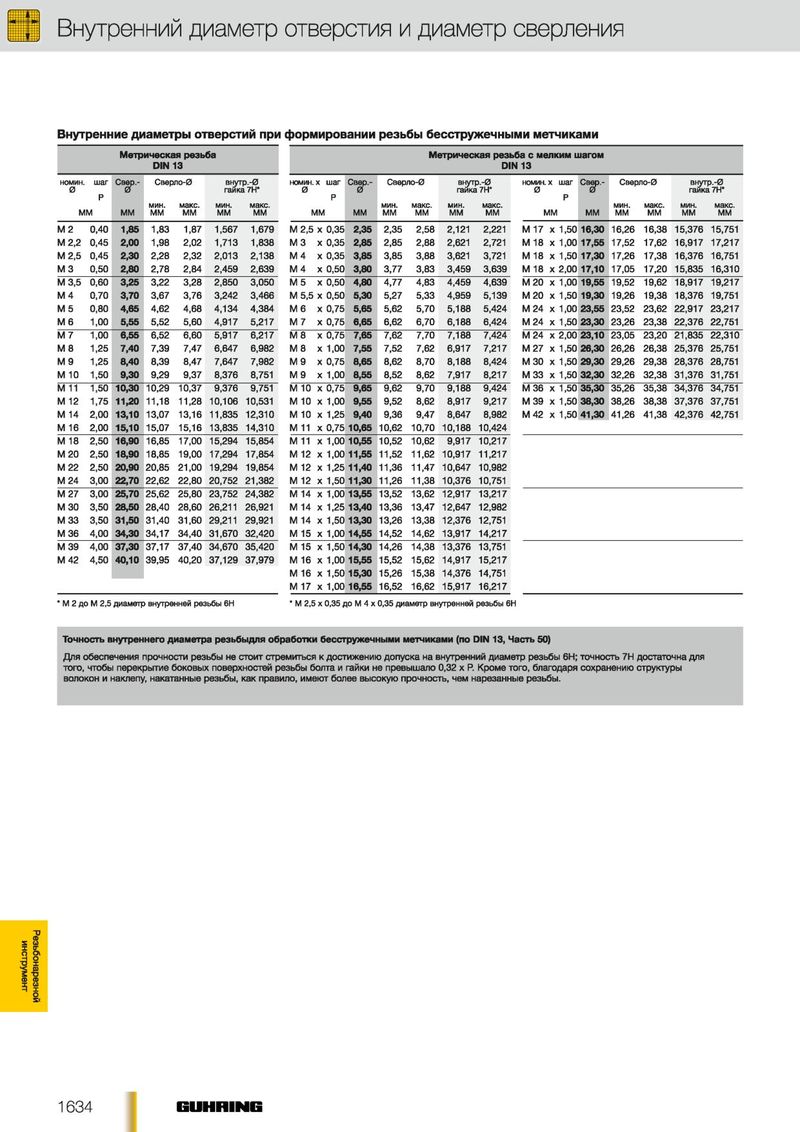 0700) 0700) |
| # 1-64 | 0,073 | 53 (.0595) | 1/16 (.0625) | 46 (.0810) |
| # 2-56 | 0,086 | 50 (.0700) | 49 (.0730) | 41 (.0960) |
| # 3-48 | 0,099 | 47 (.0785) | 44 (.0860) | 35 (.1100) |
| # 4-40 | 0.112 | 43 (.0890) | 41 (.0960) | 30 (.1285) |
| # 5-40 | 0.125 | 38 (.1015) | 7/64 (.1094) | 29 (.1360) |
| # 6-32 | 0,138 | 36 (.1065) | 32 (.1160) | 25 (.1495) |
| # 8-32 | 0,164 | 29 (.1360) | 27 (.1440) | 16 (.1770) |
| # 10-24 | 0,190 | 25 (.1495) | 20 (.1610) | 7 (.2010) |
| # 12-24 | 0,216 | 16 (.1770) | 12 (.1890) | 1 (. 2280) 2280) |
| 1 / 4-20 | .2500 | 7 (.2010) | 7/32 (.2188) | H (. 2660) |
| 5 / 16-18 | .3125 | F (.2570) | J (.2770) | Q (.3320) |
| 3 / 8-16 | .3750 | 5/16 (.3125) | Q (.3320) | X (.3970) |
| 7 / 16-14 | .4375 | U (.3680) | 25/64 (.3906) | 15/32 (.4687) |
| 1 / 2-13 | .5000 | 27/64 (.4219) | 29/64 (.4531) | 17/32 (.5312 ) |
| 9 / 16-12 | .5625 | 31/64 (.4844) | 33/64 (.5156) | 19/32 (.5938) |
| 5 / 8-11 | .6250 | 17/32 (.5312) | 9/16 (.5625) | 21/32 (.6562) |
| 3 / 4-10 | .7500 | 21/32 ( .6562) | 11/16 (0,6875) | 25/32 (.7812) |
| 7 / 8-9 | . 8750 8750 | 49/64 (0,7656) | 51/64 (0,7969 ) | 29/32 (.9062) |
| 1 ″ -8 | 1.000 | 7/8 (.8750) | 59/64 (.9219) | 1-1 / 32 (1.0313) |
| 1 1 / 8-7 | 1.1250 | 63/64 (.9844) | 1-1 / 32 (1.0313) | 1-5 / 32 (1.1562) |
Тонкая резьба – Метрическая система
| размер смесителя | диам. мм (дюйм) | сверло для метчика (мм) | сверло для метчика (дюйм) | зазор (мм) | зазор, дюйм (дес.) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| M1,6 × 0,35 | 1,6 (0,0630) | 1.25 | # 55 | 1.8 | # 49 | |||||
| M2x0.4 | 2.0 (.0787) | 1.60 | # 52 | 2.4 | # 41 | |||||
| 2,5 (0,0984) | 2,05 | # 46 | 2.9 | # 32 | ||||||
M3x.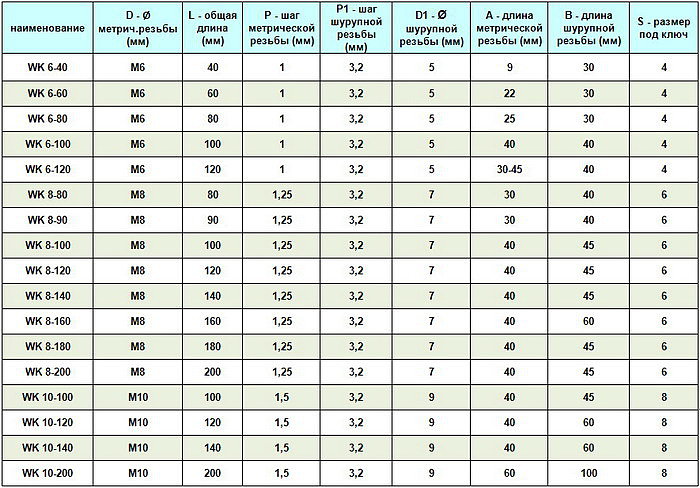 05 05 | 3,0 (0,181) | 2,50 | # 39 | 3,4 | # 29 | |||||
| M3,5 × 0,6 | 3,57 (0,1378) | 3,57 (0,1378) 9 | 2,90 | # 32 | 3,9 | # 23 | ||||
| M4x0,7 | 4,0 (0,1575) | 3,30 | # 30 | 4,5 | # 16 | 6 9007 | ||||
| 4.20 | # 19 | 5.5 | 7/32 | |||||||
| M6x1 | 6,0 (.2362) | 5,0 | # 8 | 6,6 | G | |||||
| M8x1 | 8,0 (3 7000 | 8,0 (0) 9000 | 8,0 (0) | 9,0 | T | |||||
| M10x1,25 | 10,0 (0,3937) | 8,8 | 11/32 | 12,0 | 31/64 | |||||
| M12x1,2586 | .10,8 | 27/64 | 14.0 | 35/64 | ||||||
| M14x1,5 | 14,0 (. 5512) 5512) | 12,5 | 1/2 | 16,0 | 5/8 | |||||
| M16x1,5 | 86 16,0 (.14,5 | 37/64 | 18,0 | 45/64 | ||||||
| M18x1,5 | 18,0 (.7087) | 16,5 | 21/32 | 20,0 | 23/32 M20x1,5 | 20,0 (0,7874) | 18,5 | 47/64 | 22.0 | 7/8 |
| M22x1,5 | 22,0 (0,8661) | 20,5 | 13/16 | 25,0 | 1 | |||||
| M24x2 | 386 24,0 (.7/8 | 27.0 | 1-5 / 64 | |||||||
| M27x2 | 27.0 (1.0630) | 25.0 | 1 | 30.0 | 1-3 / 16 |
| размер крана (диам.- резьбы / дюйм) | винт диам. | размер сверла для метчика для диаметра 75% | размер сверла для метчика для диаметра 50% | сверло с зазором |
|---|---|---|---|---|
| # 1-72 | 0,073 | 53 (0,0595) | 52 (0,0635) ) | 46 (. 0810) 0810) |
| # 2-64 | 0,086 | 50 (.0700) | 48 (.0760) | 41 (.0960) |
| # 3-56 | 0,099 | 45 (.0820) | 43 (.0890) | 35 (.1100) |
| # 4-48 | 0.112 | 42 (.0935) | 40 (.0980) | 30 (.1285) |
| # 5-44 | 0,125 | 37 (.1040) | 35 (.1100) | 29 (.1360) |
| # 6-40 | 0,138 | 33 (.1130) | 31 (.1200) | 25 (.1495) |
| # 8-36 | 0,164 | 29 (.1360) | 26 (.1470) | 16 (.1770) |
| # 10-32 | 0,190 | 21 (.1590) | 18 (.1695) | 7 (.2010) |
| # 12-28 | 0,216 | 14 (. 1820) | 10 (.1935) | 1 (.2280) |
| 1 / 4-28 | .2500 | 3 (.2130) | 1 (.2280) | H (. 2660) 2660) |
| 5 / 16-24 | .3125 | I (.2720) | 9/32 (.2812) | Q (.3320) |
| 3 / 8-24 | .3750 | Q (.3320) | S (.3480) | X (.3970) |
| 7 / 16-20 | .4375 | 25/64 (.3906) | 13/32 ( .4062) | 15/32 (.4687) |
| 1 / 2-20 | .5000 | 29/64 (.4531) | 15/32 (.4688) | 17/32 (. 5312) |
| 9 / 16-18 | .5625 | 33/64 (.5156) | 17/32 (.5312) | 19/32 (.5938) |
| 5 / 8- 18 | .6250 | 37/64 (.5781) | 19/32 (.5938) | 21/32 (.6562) |
| 3 / 4-16 | .7500 | 11/16 (0,6875) | 45/64 (.7031) | 25/32 (.7812) |
| 7 / 8-14 | .8750 | 13/16 (.8125) | 53/64 (0,8281) | 29/32 (0,9062) |
| 1 ″ -12 | 1. 000 000 | 15/16 (0,9375) | 61/64 (0,9531) | 1-1 / 32 (1,0313) |
| 1 1 / 8-12 | 1.1250 | 1-3 / 64 (1.0469) | 1-5 / 64 (1.0781) | 1-5 / 32 (1.1562) |
Крупная резьба – метрическая
| Размер метчика | основной диам. мм (дюйм) | сверло для метчика (мм) | сверло для метчика (дюйм) | зазор (мм) | зазор (дюйм) | |
|---|---|---|---|---|---|---|
| M8x1,25 | 8,0 (0,3150) | 6,8 | H | 9,0 | T | |
| M10x1.5 | 10,0 (0,3937) | 8,5 | R | 12,0 | 31/64 | |
| M12x1,75 | 12,0 (0,4724) | 10,2 | 13/3286 | 3500713/3286 | / 64||
| M14x2 | 14,0 (.5512) | 12,0 | 15/32 | 16,0 | 5/8 | |
| M16x2 | 16,0 (0,629986 | 16,0 (0,629986) | 18,0 | 45/64 | ||
M18x2.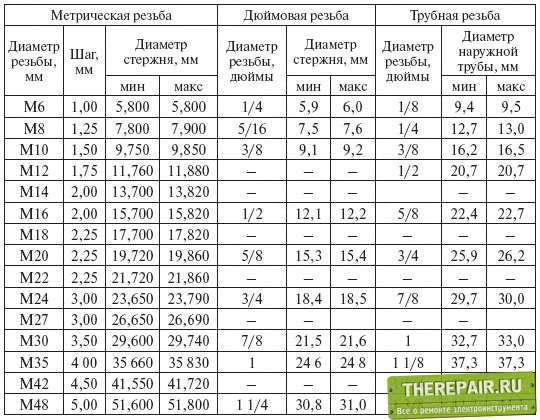 5 5 | 18,0 (0,7087) | 15,5 | 39/64 | 20,0 | 51/64 | |
| M20x2,5 | 20,0 (0,7874) | 17,5 | 00 | 11/16 | 7/8 | |
| M22x2,5 | 22,0 (0,8661) | 19,5 | 49/64 | 25,0 | 1 | |
| M24x3 | 24,086 | 9 21,086 | 21,086 | 9 / 64 | 27,0 | 1-5 / 64 |
| M27x3 | 27.0 (1.0630) | 24.0 | 1 | 15/16 | 1-3 / 16 |
Размеры отверстий для колонн – Таблицы – Руководство для резьбонарезных инструментов
Таблицы размеров отверстий для колоннОтверстие под сердечник – это отверстие, в котором нарезается внутренняя резьба. Колонковое отверстие предварительно просверливается спиральным сверлом.
Различают метрическую и дюймовую резьбу. Для метрической резьбы размеры указаны в миллиметрах. Шаг рассчитывается путем измерения расстояния между первым и вторым зубом. Однако для дюймовой резьбы размеры указаны в дюймах. 1 дюйм соответствует 25,4 мм. Здесь шаг определяется путем подсчета количества витков резьбы на один дюйм.
Шаг рассчитывается путем измерения расстояния между первым и вторым зубом. Однако для дюймовой резьбы размеры указаны в дюймах. 1 дюйм соответствует 25,4 мм. Здесь шаг определяется путем подсчета количества витков резьбы на один дюйм.
Корончатые отверстия имеют определенный размер, соответствующий нарезаемой резьбе. Это означает, что размер отверстия спирального сверла определяется диаметром резьбы.
Подробнее о бурении колонковых отверстий читайте в статье нашего блога:
Важно!
Для глухих отверстий необходимо предварительно просверлить отверстие под стержень глубже, чем желаемая резьба, на длину фаски.
Рекомендуем опустить отверстие под сердечник до диаметра резьбы.
Далее вы найдете таблицы размеров колонковых отверстий для колонкового бурения для:
- Метрическая резьба DIN 13
- Метрическая мелкая резьба
- BSP
- UNC
- UNF
- BSW
- BSF
- NPT
- НПТФ
- Тр
Размеры отверстий под метрическую резьбу DIN 13
Правильные размеры отверстий для корончатых сверл, таблиц сверления и таблиц резьбы для метрической стандартной резьбы ISO:
| Размеры отверстий под метрическую резьбу DIN 13 | ||
Метрическая резьба ISO или стандартная резьба измеряется в миллиметрах и является наиболее часто используемой в Европе. | ||
| Номинальный размер мм | Шаг мм | Глубинное отверстие мм |
| М 1 | 0,25 | 0,75 |
| М 1,1 | 0,25 | 0,85 |
| М 1,2 | 0,25 | 0,95 |
| М 1,4 | 0,3 | 1,1 |
| М 1,6 | 0,35 | 1,25 |
| М 1,7 | 0,35 | 1,3 |
| М 1,8 | 0,35 | 1,45 |
| М 2 | 0,4 | 1,6 |
| М 2,2 | 0,45 | 1,75 |
| М 2,3 | 0,4 | 1,9 |
| М 2,5 | 0,45 | 2,05 |
| М 2,6 | 0,45 | 2,1 |
| М 3 | 0,5 | 2,5 |
| М 3,5 | 0,6 | 2,9 |
| М 4 | 0,7 | 3,3 |
| М 4,5 | 0,75 | 3,7 |
| М 5 | 0,8 | 4,2 |
| М 6 | 1 | 5 |
| М 7 | 1 | 6 |
| М 8 | 1,25 | 6,8 |
| М 9 | 1,25 | 7,8 |
| М 10 | 1,5 | 8,5 |
| М 11 | 1,5 | 9,5 |
| М 12 | 1,75 | 10,2 |
| М 14 | 2 | 12 |
| М 16 | 2 | 14 |
| М 18 | 2,5 | 15,5 |
| М 20 | 2,5 | 17,5 |
| П 22 | 2,5 | 19,5 |
| П 24 | 3 | 21 |
| М 27 | 3 | 24 |
| П 30 | 3,5 | 26,5 |
| П 33 | 3,5 | 29,5 |
| М 36 | 4 | 32 |
| М 39 | 4 | 35 |
| М 42 | 4,5 | 37,5 |
| М 45 | 4,5 | 40,5 |
| М 48 | 5 | 43 |
| М 52 | 5 | 47 |
| М 56 | 5,5 | 51,5 |
| М 60 | 5,5 | 54,5 |
| М 64 | 6 | 58 |
Размеры отверстий под метрическую мелкую резьбу
Правильные размеры отверстий для корончатых сверл, таблиц сверления, а также таблиц резьбы для метрической мелкой резьбы ISO:
| Размеры отверстий под метрическую мелкую резьбу | ||
| По сравнению со стандартной резьбой, мелкая резьба имеет меньший уклон .  | ||
| Номинальный размер, мм | Шаг мм | Глубинное отверстие мм |
| MF 2,5 x 0,35 | 0,35 | 2,15 |
| MF 2,6 x 0,35 | 0,35 | 2,15 |
| MF 3 x 0,35 | 0,35 | 2,65 |
| MF 3,5 x 0,35 | 0,35 | 3,15 |
| MF 4 x 0,35 | 0,35 | 3,65 |
| MF 4 x 0,5 | 0,5 | 3,5 |
| MF 4,5 x 0,35 | 0,35 | 4,15 |
| MF 4,5 x 0,5 | 0,5 | 4 |
| MF 5 x 0,5 | 0,5 | 4,5 |
| MF 5 x 0,75 | 0,75 | 4,25 |
| MF 5,5 x 0,5 | 0,5 | 5 |
| MF 5,5 x 0,75 | 0,75 | 4,75 |
| MF 6 x 0,5 | 0,5 | 5,5 |
| MF 6 x 0,75 | 0,75 | 5,25 |
| MF 7 x 0,5 | 0,5 | 6,5 |
| MF 7 x 0,75 | 0,75 | 6,25 |
| MF 8 x 0,5 | 0,5 | 7,5 |
| MF 8 x 0,75 | 0,75 | 7,25 |
| MF 8 x 1 | 1 | 7 |
| MF 8 x 1,5 | 1,5 | 6,5 |
| MF 9 x 0,5 | 0,5 | 8,5 |
| MF 9 x 0,75 | 0,75 | 8,2 |
| MF 9 x 1 | 1 | 8 |
| MF 10 x 0,5 | 0,5 | 9,5 |
| MF 10 x 0,75 | 0,75 | 9,25 |
| MF 10 x 1 | 1 | 9 |
| MF 10 x 1,25 | 1,25 | 8,8 |
| MF 11 x 0,5 | 0,5 | 10,5 |
| MF 11 x 0,75 | 0,75 | 10,25 |
| MF 11 x 1 | 1 | 10 |
| MF 11 x 1,25 | 1,25 | 9,75 |
| MF 12 x 0,5 | 0,5 | 11,5 |
| MF 12 x 0,75 | 0,75 | 11,25 |
| MF 12 x 1 | 1 | 11 |
| MF 12 x 1,25 | 1,25 | 10,8 |
| MF 12 x 1,5 | 1,5 | 10,5 |
| MF 13 x 0,5 | 0,5 | 12,5 |
| MF 13 x 0,75 | 0,75 | 12,25 |
| MF 13 x 1 | 1 | 12 |
| MF 13 x 1,25 | 1,25 | 11,75 |
| MF 13 x 1,5 | 1,5 | 11,5 |
| MF 14 x 0,5 | 0,5 | 13,5 |
| MF 14 x 0,75 | 0,75 | 13,25 |
| MF 14 x 1 | 1 | 13 |
| MF 14 x 1,25 | 1,25 | 12,8 |
| MF 14 x 1,5 | 1,5 | 12,5 |
| MF 15 x 0,5 | 0,5 | 14,5 |
| MF 15 x 0,75 | 0,75 | 14,25 |
| MF 15 x 1 | 1 | 14 |
| MF 15 x 1,25 | 1,25 | 13,8 |
| MF 15 x 1,5 | 1,5 | 13,5 |
| MF 16 x 0,5 | 0,5 | 15,5 |
| MF 16 x 0,75 | 0,75 | 15,25 |
| MF 16 x 1 | 1 | 15 |
| MF 16 x 1,25 | 1,25 | 14,75 |
| MF 16 x 1,5 | 1,5 | 14,5 |
| MF 17 x 0,75 | 0,75 | 16,25 |
| MF 17 x 1 | 1 | 16 |
| MF 17 x 1,5 | 1,5 | 15,5 |
| MF 18 x 0,5 | 0,5 | 17,5 |
| MF 18 x 0,75 | 0,75 | 17,25 |
| MF 18 x 1 | 1 | 17 |
| MF 18 x 1,25 | 1,25 | 16,75 |
| MF 18 x 1,5 | 1,5 | 16,5 |
| MF 18 x 2 | 2 | 16 |
| MF 19 x 1 | 1 | 18 |
| MF 19 x 1,5 | 1,5 | 17,5 |
| MF 20 x 0,5 | 0,5 | 19,5 |
| MF 20 x 0,75 | 0,75 | 19,25 |
| MF 20 x 1 | 1 | 19 |
| MF 20 x 1,25 | 1,25 | 18,75 |
| MF 20 x 1,5 | 1,5 | 18,5 |
| MF 20 x 2 | 2 | 18 |
| MF 21 x 1 | 1 | 20 |
| MF 21 x 1,5 | 1,5 | 19,5 |
| MF 22 x 0,5 | 0,5 | 21,5 |
| MF 22 x 0,75 | 0,75 | 21,25 |
| MF 22 x 1 | 1 | 21 |
| MF 22 x 1,25 | 1,25 | 20,75 |
| MF 22 x 1,5 | 1,5 | 20,5 |
| MF 22 x 2 | 2 | 20 |
| MF 23 x 1 | 1 | 22 |
| MF 23 x 1,5 | 1,5 | 21,5 |
| MF 24 x 0,5 | 0,5 | 23,5 |
| MF 24 x 0,75 | 0,75 | 23,25 |
| MF 24 x 1 | 1 | 23 |
| MF 24 x 1,25 | 1,25 | 22,75 |
| MF 24 x 1,5 | 1,5 | 22,5 |
| MF 24 x 2 | 2 | 22 |
| MF 25 x 1 | 1 | 24 |
| MF 25 x 1,5 | 1,5 | 23,5 |
| MF 25 x 2 | 2 | 23 |
| MF 26 x 1 | 1 | 25 |
| MF 26 x 1,25 | 1,25 | 24,75 |
| MF 26 x 1,5 | 1,5 | 24,5 |
| MF 26 x 2 | 2 | 24 |
| MF 27 x 1 | 1 | 26 |
| MF 27 x 1,5 | 1,5 | 25,5 |
| MF 27 x 2 | 2 | 25 |
| MF 28 x 1 | 1 | 27 |
| MF 28 x 1,5 | 1,5 | 26,5 |
| MF 28 x 2 | 2 | 26 |
| MF 30 x 1 | 1 | 29 |
| MF 30 x 1,5 | 1,5 | 28,5 |
| MF 30 x 2 | 2 | 28 |
| MF 30 x 3 | 3 | 27 |
| MF 32 x 1 | 1 | 31 |
| MF 32 x 1,5 | 1,5 | 30,5 |
| MF 32 x 2 | 2 | 30 |
| MF 32 x 3 | 3 | 29 |
| MF 33 x 1 | 1 | 32 |
| MF 33 x 1,5 | 1,5 | 31,5 |
| MF 33 x 2 | 2 | 31 |
| MF 33 x 3 | 3 | 30 |
| MF 34 x 1 | 1 | 33 |
| MF 34 x 1,5 | 1,5 | 32,5 |
| MF 34 x 2 | 2 | 32 |
| MF 34 x 3 | 3 | 31 |
| MF 35 x 1 | 1 | 34 |
| MF 35 x 1,5 | 1,5 | 33,5 |
| MF 35 x 2 | 2 | 33 |
| MF 35 x 3 | 3 | 32 |
| MF 36 x 1 | 1 | 35 |
| MF 36 x 1,5 | 1,5 | 34,5 |
| MF 36 x 2 | 2 | 34 |
| MF 36 x 3 | 3 | 33 |
| MF 38 x 1 | 1 | 37 |
| MF 38 x 1,5 | 1,5 | 36,5 |
| MF 38 x 2 | 2 | 36 |
| MF 38 x 3 | 3 | 35 |
| MF 39 x 1,5 | 1,5 | 37,5 |
| MF 39 x 2 | 2 | 37 |
| MF 39 x 3 | 3 | 36 |
| MF 40 x 1 | 1 | 39 |
| MF 40 x 1,5 | 1,5 | 38,5 |
| MF 40 x 2 | 2 | 38 |
| MF 40 x 3 | 3 | 37 |
| MF 42 x 1,5 | 1,5 | 40,5 |
| MF 42 x 2 | 2 | 40 |
| MF 42 x 3 | 3 | 39 |
| MF 42 x 4 | 4 | 38 |
| MF 45 x 1 | 1 | 44 |
| MF 45 x 1,5 | 1,5 | 43,5 |
| MF 45 x 2 | 2 | 43 |
| MF 45 x 3 | 3 | 42 |
| MF 45 x 4 | 4 | 41 |
| MF 48 x 1 | 1 | 47 |
| MF 48 x 1,5 | 1,5 | 46,5 |
| MF 48 x 2 | 2 | 46 |
| MF 48 x 3 | 3 | 45 |
| MF 48 x 4 | 4 | 44 |
| MF 50 x 1 | 1 | 49 |
| MF 50 x 1,5 | 1,5 | 48,5 |
| MF 50 x 2 | 2 | 48 |
| MF 50 x 3 | 3 | 47 |
| MF 50 x 4 | 4 | 46 |
| MF 52 x 1 | 1 | 51 |
| MF 52 x 1,5 | 1,5 | 50,5 |
| MF 52 x 2 | 2 | 50 |
| MF 52 x 3 | 3 | 49 |
| MF 52 x 4 | 4 | 48 |
| MF 54 x 1,5 | 1,5 | 52,5 |
| MF 54 x 2 | 2 | 52 |
| MF 54 x 3 | 3 | 51 |
| MF 54 x 4 | 4 | 50 |
| MF 55 x 1,5 | 1,5 | 53,5 |
| MF 55 x 2 | 2 | 53 |
| MF 55 x 3 | 3 | 52 |
| MF 55 x 4 | 4 | 51 |
| MF 56 x 1,5 | 1,5 | 54,5 |
| MF 56 x 2 | 2 | 54 |
| MF 56 x 3 | 3 | 53 |
| MF 56 x 4 | 4 | 52 |
| MF 58 x 1,5 | 1,5 | 56,5 |
| MF 58 x 2 | 2 | 56 |
| MF 58 x 3 | 3 | 55 |
| MF 58 x 4 | 4 | 54 |
| MF 60 x 1,5 | 1,5 | 58,5 |
| MF 60 x 2 | 2 | 58 |
| MF 60 x 3 | 3 | 57 |
| MF 60 x 4 | 4 | 56 |
| MF 62 x 1,5 | 1,5 | 60,5 |
| MF 62 x 2 | 2 | 60 |
| MF 62 x 3 | 3 | 59 |
| MF 62 x 4 | 4 | 58 |
| MF 64 x 1,5 | 1,5 | 62,5 |
| MF 64 x 2 | 2 | 62 |
| MF 64 x 3 | 3 | 61 |
| MF 64 x 4 | 4 | 60 |
Размеры колонкового отверстия для BSP
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблиц резьбы для трубной резьбы Витворта:
| Размеры отверстий под сердечник для резьбы BSP | ||
Труба Британского стандарта (BSP / G) представляет собой трубную резьбу Уитворта и указывается в дюймах.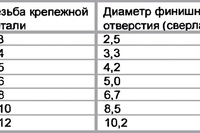 | ||
| Номинальный размер мм | Число шестерен на дюйм | Глубинное отверстие мм |
| G 1/8 | 28 | 8,8 |
| G 1/4 | 19 | 11,8 |
| G 3/8 | 19 | 15,3 |
| G 1/2 | 14 | 19 |
| G 5/8 | 14 | 21 |
| G 3/4 | 14 | 24,5 |
| G 7/8 | 14 | 28,3 |
| Г 1 | 11 | 30,5 |
Г 1.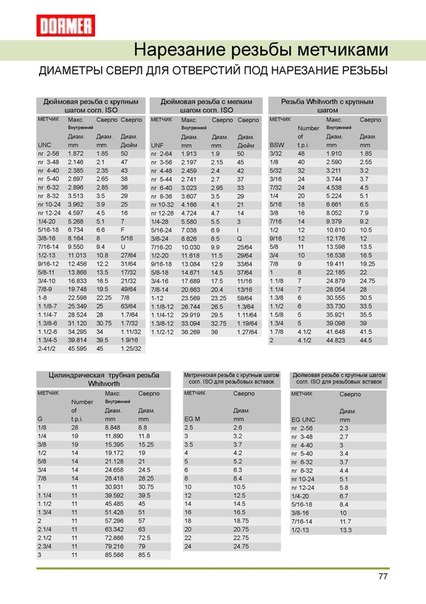 1/8 1/8 | 11 | 35,5 |
| G 1.1 / 4 | 11 | 39,5 |
| G 1,3 / 8 | 11 | 42 |
| G 1.1 / 2 | 11 | 45 |
| G 1,5 / 8 | 11 | 49,6 |
| G 1,3 / 4 | 11 | 51 |
| Г 2 | 11 | 57 |
| G 2.1 / 4 | 11 | 63,3 |
| Г 2.1/2 | 11 | 72,8 |
| G 2.3 / 4 | 11 | 79 |
| Г 3 | 11 | 85,5 |
| G 3.1 / 4 | 11 | 91,6 |
G 3. 1 / 2 1 / 2 | 11 | 98 |
| G 3.3 / 4 | 11 | 104 |
| г 4 | 11 | 110,7 |
Размеры отверстий под сердечник для UNC
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблиц резьбы для стандартной американской резьбы:
| Размеры отверстий под резьбу UNC | ||
| Унифицированная национальная грубая резьба (UNC) – это американский эквивалент стандартной резьбы.Только единицы измерения даны в дюймах. | ||
| Номинальный размер мм | Число передач на дюйм | Глубинное отверстие мм |
| № 1 | 64 | 1,5 |
| № 2 | 56 | 1,8 |
| № 3 | 48 | 2,1 |
| №4 | 40 | 2,3 |
| № 5 | 40 | 2,6 |
| № 6 | 32 | 2,9 |
| № 8 | 32 | 3,5 |
| № 10 | 24 | 3,9 |
| № 12 | 24 | 4,5 |
| 1/4 | 20 | 5,2 |
| 5/16 | 18 | 6,6 |
| 3/8 | 16 | 8 |
| 7/16 | 14 | 9,4 |
| 1/2 | 13 | 10,8 |
| 9/16 | 12 | 12,3 |
| 5/8 | 11 | 13,5 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 | 8 | 22,3 |
1. 1/8 1/8 | 7 | 25 |
| 1. 1/4 | 7 | 28,3 |
| 1. 3/8 | 6 | 30,8 |
| 1. 1/2 | 6 | 34 |
| 1. 5/8 | 5 | 37,1 |
| 1. 3/4 | 5 | 39,5 |
| 1. 7/8 | 4,5 | 42 |
| 2 | 4,5 | 45 |
Размеры отверстия под резьбу UNF
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблицы резьбы для американской мелкой резьбы:
| Размеры отверстий под резьбу UNF | ||
Унифицированная национальная тонкая резьба (UNF) – это американский эквивалент метрической мелкой резьбы ISO. Единица измерения – дюймы. Единица измерения – дюймы. | ||
| Номинальный размер мм | Число передач на дюйм | Глубинное отверстие мм |
| № 0 | 80 | 1,25 |
| № 1 | 72 | 1,55 |
| № 2 | 64 | 1,85 |
| № 3 | 56 | 2,1 |
| №4 | 48 | 2,4 |
| № 5 | 44 | 2,7 |
| № 6 | 40 | 3 |
| № 8 | 36 | 3,5 |
| № 10 | 32 | 4,1 |
| № 12 | 28 | 4,65 |
| 1/4 | 28 | 5,5 |
| 5/16 | 24 | 6,9 |
| 3/8 | 24 | 8,5 |
| 7/16 | 20 | 9,9 |
| 1/2 | 20 | 11,5 |
| 9/16 | 18 | 13 |
| 5/8 | 18 | 14,5 |
| 3/4 | 16 | 17,5 |
| 7/8 | 14 | 20,5 |
| 1 (14) ” | 14 | 23,3 |
| 1 (12) ” | 12 | 23,3 |
| 1.1/8 | 12 | 26,5 |
| 1. 1/4 | 12 | 29,5 |
| 1. 3/8 | 12 | 32,5 |
| 1. 1/2 | 12 | 36 |
Размеры отверстий под резьбу BSW
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблицы резьбы для британской резьбы BSW:
| Размеры отверстий под сердечник для резьбы BSW | ||
| Британский стандарт Whitworth (BSW / WW) – это винтовая резьба.Он дан в дюймах. | ||
| Номинальный размер мм | Gänge pro Zoll | Кернлох мм |
| 1/16 | 60 | 1,2 |
| 3/32 | 48 | 1,9 |
| 1/8 | 40 | 2,6 |
| 5/32 | 32 | 3,2 |
| 3/16 | 24 | 3,8 |
| 7/32 | 24 | 4,6 |
| 1/4 | 20 | 5,1 |
| 5/16 | 18 | 6,5 |
| 3/8 | 16 | 7,9 |
| 7/16 | 14 | 9,3 |
| 1/2 | 12 | 10,5 |
| 9/16 | 12 | 12 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 ″ | 8 | 22 |
| 1.1/8 | 7 | 25 |
| 1. 1/4 | 7 | 28 |
| 1. 3/8 | 6 | 30,5 |
| 1. 1/2 | 6 | 33,5 |
| 1. 5/8 | 5 | 35,5 |
| 1. 7/8 | 4,5 | 41,5 |
| 2. 1/4 | 4 | 50,8 |
| 2. 1/2 | 4 | 57,15 |
| 2.3/4 | 3,5 | 62,6 |
| 3 ″ | 3,5 | 68,95 |
Kernlochmaße für BSF
Die richtigen Kernlochmaße für Kernlochbohrer, Bohrtabellen, Gänge pro Inch sowie Gewindetabellen für das britische Feingewinde.
| Kernlochmaße für BSF Gewinde | ||
| Das British Standard Fine (BSF) ist die englische Variante des Feingewindes.Es wird в Zoll angegeben. | ||
| Nennmaß мм | Число передач на дюйм | Глубинное отверстие мм |
| 3/16 | 32 | 4 |
| 1/4 | 26 | 5,3 |
| 5/16 | 22 | 6,8 |
| 3/8 | 20 | 8,3 |
| 7/16 | 18 | 9,7 |
| 1/2 | 16 | 11,1 |
| 9/16 | 16 | 12,7 |
| 5/8 | 14 | 14 |
| 11/16 | 14 | 15,7 |
| 3/4 | 12 | 16,8 |
| 13/16 | 12 | 18,5 |
| 7/8 | 11 | 19,8 |
| 15/16 | 11 | 21,5 |
| 1 | 10 | 22,8 |
| 1.1/8 | 9 | 25,5 |
| 1. 1/4 | 9 | 28,6 |
| 1. 3/8 | 8 | 31,5 |
| 1. 1/2 | 8 | 34,6 |
| 1. 5/8 | 8 | 38,1 |
| 1. 3/4 | 7 | 40,8 |
| 2 | 7 | 47,2 |
Размеры основного отверстия для NPT
| NPT- National Pipe Taper – трубная резьба американского происхождения. | ||||
| Номинальный размер резьбы | Градиент в шестернях на дюйм / дюйм | Шаг (мм) | Внешний диаметр (мм) | Отверстие под сердечник (мм) |
| 1/16 ″ – 27 NPT | 27 | 0,941 | 7 895 | 6 |
| 1/8 ″ – 27 NPT | 27 | 0,941 | 10 242 | 8,25 |
| 1/4 ″ – 18 NPT | 18 | 1,411 | 13 616 | 10,7 |
| 3/8 ″ – 18 NPT | 18 | 1,411 | 17,055 | 14,1 |
| 1/2 ″ – 14 NPT | 14 | 1,814 | 21 223 | 17,4 |
| 3/4 ″ – 14 NPT | 14 | 1,814 | 26,568 | 22,6 |
| 1 ″ – 11 1/2 NPT | 11,5 | 2,209 | 33,228 | 28,5 |
| 1 1/4 ″ – 11 1/2 NPT | 11,5 | 2,209 | 41 985 | 37 |
| 1 1/2 ″ – 11 1/2 NPT | 11,5 | 2,209 | 48 054 | 43,5 |
| 2 ″ – 11 1/2 NPT | 11,5 | 2,209 | 60 092 | 55 |
| 2 1/2 ″ – 8 NPT | 8 | 3,175 | 72 699 | 65,5 |
| 3 ″ – 8 NPT | 8 | 3,175 | 88 608 | 81,5 |
| 3 1/2 ″ – 8 NPT | 8 | 3,175 | 101 316 | 94,3 |
| 4 ″ – 8 NPT | 8 | 3,175 | 113,973 | 107 |
| 5 ″ – 8 NPT | 8 | 3,175 | 141,3 | 134 384 |
| 6 ″ – 8 NPT | 8 | 3,175 | 168 275 | 161,191 |
| 8 ″ – 8 NPT | 8 | 3,175 | 219 075 | 211 673 |
| 10 ″ – 8 NPT | 8 | 3,175 | 273,05 | 265 311 |
| 12 ″ – 8 NPT | 8 | 3,175 | 323,85 | 315 793 |
Размеры отверстий под NPTF
| NPTF – National Pipe Taper Fuel – американо-американская трубная резьба. | ||||
| Номинальный размер резьбы | Градиент в шестернях на дюйм | Шаг (мм) | Наружный диаметр (мм) | Отверстие под сердечник (мм) |
| 1/16 ″ – 27 NPTF | 27 | 0,94 | 7,87 | 6 |
| 1/8 ″ – 27 NPTF | 27 | 0,94 | 10 217 | 8,25 |
| 1/4 ″ – 18 NPTF | 18 | 1,411 | 13 577 | 10,7 |
| 3/8 ″ – 18 NPTF | 18 | 1,411 | 17,016 | 14,1 |
| 1/2 ″ – 14 NPTF | 14 | 1,814 | 21 211 | 17,4 |
| 3/4 ″ – 14 NPTF | 14 | 1,814 | 26,566 | 22,6 |
| 1 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 33,195 | 28,5 |
| 1 1/4 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 41,952 | 37 |
| 1 1/2 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 48 021 | 43,5 |
| 2 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 60,06 | 55 |
| 2 1/2 ″ – 8 NPTF | 8 | 3,175 | 72 642 | 65,5 |
| 4 ″ – 8 NPTF | 8 | 3,175 | 113 913 | 107 |
Размеры колонкового отверстия для Tr
| Tr – Трапецеидальная резьба имеет форму равнобедренной трапеции. | |||
| Номинальный размер резьбы | Шаг (мм) | Диаметр до обработки (мм) | Диаметр сердечника (мм) |
| Tr 9 x 2 | 2 | 6,5 | 7 |
| Tr 10 x 2 | 2 | 7,5 | 8 |
| Tr 11 x 3 | 3 | 7,5 | 8 |
| Tr 12 x 3 | 3 | 8,5 | 9 |
| Tr 14 x 3 | 3 | 10,5 | 11 |
| Tr 16 x 4 | 4 | 11,5 | 12 |
| Tr 18 x 4 | 4 | 13,5 | 14 |
| Tr 20 x 4 | 4 | 15,5 | 16 |
| Tr 22 x 5 | 5 | 16,5 | 17 |
| Tr 24 x 5 | 5 | 17,5 | 19 |
| Tr 26 x 5 | 5 | 20,5 | 21 |
| Tr 28 x 5 | 5 | 22,5 | 23 |
| Tr 30 x 6 | 6 | 23 | 24 |
| Tr 32 x 6 | 6 | 25 | 26 |
| Tr 34 x 6 | 6 | 27 | 28 |
| Tr 36 x 6 | 6 | 29 | 30 |
| Tr 38 x 7 | 7 | 30 | 31 |
| Tr 40 x 7 | 7 | 32 | 33 |
| Tr 42 x 7 | 7 | 34 | 35 |
| Tr 44 x 7 | 7 | 36 | 37 |
| Tr 46 x 8 | 8 | 37 | 38 |
| Tr 48 x 8 | 8 | 39 | 40 |
| Tr 50 x 8 | 8 | 41 | 42 |
| Tr 52 x 8 | 8 | 43 | 44 |
| Tr 55 x 9 | 9 | 45 | 46 |
| Tr 60 x 9 | 9 | 50 | 51 |
| Tr 65 x 10 | 10 | 54 | 55 |
| Tr 70 x 10 | 10 | 59 | 60 |
| Tr 75 x 10 | 10 | 64 | 65 |
| Tr 80 x 10 | 10 | 69 | 70 |
| Tr 85 x 12 | 12 | 72 | 73 |
| Tr 90 x 12 | 12 | 77 | 78 |
| Tr 95 x 12 | 12 | 82 | 83 |
| Tr 100 x 12 | 12 | 87 | 88 |
| Tr 105 x 12 | 12 | 92 | 93 |
| Tr 110 x 12 | 12 | 97 | 98 |
| Tr 115 x 14 | 14 | 99 | 101 |
| Tr 120 x 14 | 14 | 104 | 106 |
| Tr 125 x 14 | 14 | 109 | 111 |
| Tr 130 x 14 | 14 | 114 | 116 |
| Tr 135 x 14 | 14 | 119 | 121 |
| Tr 140 x 14 | 14 | 124 | 126 |
| Tr 145 x 14 | 14 | 129 | 131 |
| Tr 150 x 16 | 16 | 132 | 134 |
| Tr 155 x 16 | 16 | 137 | 139 |
| Tr 160 x 16 | 16 | 142 | 144 |
| Tr 165 x 16 | 16 | 147 | 149 |
| Tr 170 x 16 | 16 | 152 | 154 |
| Tr 175 x 16 | 16 | 157 | 159 |
| Tr 180 x 18 | 18 | 160 | 162 |
| Tr 185 x 18 | 18 | 165 | 167 |
| Tr 190 x 18 | 18 | 170 | 172 |
| Tr 195 x 18 | 18 | 175 | 177 |
| Tr 200 x 18 | 18 | 180 | 182 |
| Tr 210 x 20 | 20 | 188 | 190 |
| Tr 220 x 20 | 20 | 198 | 200 |
| Tr 230 x 20 | 20 | 208 | 210 |
| Tr 240 x 22 | 22 | 216 | 218 |
| Tr 250 x 22 | 22 | 226 | 228 |
| Tr 260 x 22 | 22 | 236 | 238 |
| Tr 270 x 24 | 24 | 244 | 246 |
| Tr 280 x 24 | 24 | 254 | 256 |
| Tr 290 x 24 | 24 | 264 | 266 |
| Tr 300 x 24 | 24 | 274 | 276 |
Создайте новый стандарт в мастере отверстий SOLIDWORKS и Toolbox
Эти инструкции предназначены для создания нового стандарта в мастере отверстий SolidWorks и Toolbox для дополнительных резьбовых отверстий.Следующие инструкции показывают шаги по добавлению метрического стандарта для отверстий с мелкой резьбой. Эти метрические тонкие резьбы можно найти, например, на датчиках Festo.
Отверстие с резьбой M5x,5
ШАГ 1В строке меню (Стандартная панель инструментов) выберите Options → System Options → Hole Wizard / Toolbox → Configure… , после чего появится окно настройки Toolbox. Этот метод показан ниже (второй метод – из меню SolidWorks, выберите Инструменты → Параметры → Параметры системы → Отверстие под крепеж / Toolbox → Настроить… , после чего появится окно настройки Toolbox).
Строка меню (Стандартная панель инструментов) Метод
ШАГ 2Выберите “1. Выберите ваше оборудование » из списка настройки Toolbox.
Окно настройки Toolbox
Появится окно стандартов Toolbox.
Окно стандартов Toolbox
ШАГ 3Если вы настраиваете Hole Wizard / Toolbox впервые. Это момент, когда вы можете снять отметку / отключить стандарты Toolbox, которые не будет использовать .Причина снятия отметки / отключения этих стандартов заключается в том, что раскрывающееся меню мастера отверстий будет содержать только те элементы, которые вы используете.
Снимите отметку / Отключите Toolbox Стандарты Не используются
ШАГ 4Выберите стандарт, который вы хотите скопировать, для этого примера мы скопируем американский стандарт «ANSI Metric» . После выбора отобразится содержимое метрического стандарта ANSI. Также показаны значки стандартов резервного копирования и копирования.
Метрический стандарт ANSI – американский
Выберите значок «Стандарты копирования» .
Копировать стандартный значок
ШАГ 5Появится окно «Введите новое стандартное имя». Введите новое имя, которое вы хотите назвать этим новым стандартом, мы будем использовать название «Метрическая тонкая резьба». Вы заметите, что SolidWorks создает новый стандарт после выбора зеленой галочки.
Введите новое стандартное имя в поле
ШАГ 6Как только новый стандарт будет создан, вы увидите его на главном экране вместе с остальными вашими стандартами.Вы увидите папку с красным крестом; это для удаления стандарта. Если вы хотите удалить стандарт в будущем, вы можете удалить стандарт именно здесь. Выберите метрическую тонкую резьбу , расположенную на левой панели.
Создана новая стандартная метрическая мелкая резьба
ШАГ 7Появится содержимое метрической тонкой резьбы. Снимите флажок / Отключите все, что Не хотите показывать. Вы всегда можете вернуться и проверить / включить элементы, которые вы хотите показать в будущем.В этой инструкции мы снимем отметку / выключим все, кроме папки Hole Wizard Holes. Затем выберите папку Hole Wizard.
Снимите отметку / Отключите элементы, которые не требуются
ШАГ 8
Содержимое отобразится на экране в папках “Прямые отверстия” и “Отверстия с резьбой”. Снимите флажок / выключите папку с прямыми отверстиями, поскольку мы будем создавать резьбовые отверстия. Выберите папку с резьбовыми отверстиями.
Снимите флажок / Отключите папку с прямыми отверстиями
ШАГ 9
В результате на экране появятся 3 папки: значки «Отверстия с резьбой», «Отверстия с резьбой для прямой трубы» и «Отверстия с резьбой».Здесь мы снимем отметку / выключим значки отверстий с резьбой с дном и отверстий с резьбой для прямой трубы, потому что мы создаем отверстия с резьбой.
Снимите отметку / Отключите значки с резьбовыми отверстиями с нижней резьбой и отверстиями для прямой трубы
ШАГ 10
Теперь выберите вариант № 2 на верхней панели инструментов на экране, расположенный справа от пункта «Выбрать оборудование».
Откроется окно «Настройка оборудования».
Выберите вариант № 2 в верхней части панели инструментов
ШАГ 11
Выберите недавно созданную стандартную метрическую тонкую резьбу.Появится окно мастера отверстий.
Выберите недавно созданную стандартную метрическую тонкую резьбу
ШАГ 12
Выберите папку отверстий под крепеж. Теперь появится папка с резьбовым отверстием. Выберите значок с резьбовым отверстием.
Выберите папку мастера отверстия
ШАГ 13
Выберите значок с резьбовым отверстием, появится окно размеров. Теперь снимите отметку / выключите все грубые потоки в столбце « включен».
Активный столбец – размеры
ШАГ 14
Выберите значок «Добавить новую строку» , расположенный слева от столбца «Включено».Теперь появится окно «Добавить новую строку».
Добавить новый столбец строки – размеры
Введите требуемую информацию, мы добавляем Размер M5x,5, Шаг 0,5 и Диаметр 5 для нашего резьбового отверстия M5x,5. Затем нажмите кнопку OK , расположенную в нижнем левом углу.
Заполнена новая информация о строке – кнопка ОК
Появится окно дополнительной информации Toolbox, просто выберите Ok .
Toolbox Требуется дополнительная информация Окно – кнопка OK
Вы заметите M5x.5 ряд добавлен внизу экрана.
Добавлен новый размер – M5x.5
ШАГ 15Выберите « Данные резьбы» на левой боковой панели.
Окно данных резьбы
Выберите значок «Добавить новую строку» , расположенный рядом с включенным.
Добавить новый столбец строки – данные потока
Теперь появится окно «Добавить новую строку».
Окно добавления новой строки – данные потока
ШАГ 16
Введите запрошенную информацию для новой темы; мы будем добавлять информацию для M5x.5 ниток.
Некоторые информационные имена неясны, поэтому ниже приводится объяснение их значения. В скобках указана информация, используемая для нашей темы. Информацию, используемую в этой инструкции, можно найти в Руководстве по оборудованию.
- Продвижение: Шаг резьбы (0,5)
- Малая резьба: Малый диаметр внешней резьбы (4,272)
- Малая внутренняя резьба: Малый диаметр внутренней резьбы (4.599)
- Полноразмерный: Отображение обозначения отверстий (M5x,5)
После ввода всей информации нажмите кнопку OK .
Заполнены данные о новых потоках
Новые данные потока добавляются и отображаются в нижней строке.
Добавлены данные новой темы
ШАГ 17
На этом процесс завершен. Выберите «X» (Закрыть), расположенный в правом верхнем углу экрана. Будет «Панель инструментов – Сохранить изменения?» Окно появляется после выбора.Выберите «Да» , и окно «Отверстие» / Toolbox закроется.
Toolbox – Сохранить изменения? Окно
ШАГ 18
Теперь мы хотим убедиться, что новое резьбовое отверстие M5x.5 было правильно добавлено в мастер создания отверстий. Мы создадим новую простую модель SolidWorks, чтобы протестировать резьбовое отверстие с помощью мастера создания нового отверстия.
Тестовая модель SolidWorks – Отверстие под крепеж
Затем выберите Мастер отверстий и выберите Стандартная → Метрическая мелкая резьба , Тип → Отверстия с резьбой и Размер → M5x.5 . Выберите Зеленую кнопку проверки .
Отверстие Wizard выбрана информация о резьбовом отверстии
Вот оно, отверстие с резьбой M5x,5!
Отверстие с резьбой M5x,5
Теперь создайте чертеж, чтобы проверить правильность обозначения резьбового отверстия.
Обозначение резьбового отверстия M5x,5 – чертеж
Поздравляем, вы создали новый крепеж для отверстий / стандарт Toolbox.
Метрики в машиностроении – Метрическая резьба ISO и размеры нарезания резьбы
Метрическая резьба
Метрическая резьба ISO бывает двух видов: грубая и мелкая .
Профиль и пропорции метрической резьбы ISO следующие:
Шаг и размер метрической резьбы
| Размер | Шаг (мм) | Диаметр резьбы (мм) | Расстояние между отверстиями (мм) | |||||||||||
| Грубый | штраф | Грубый | штраф | Закрыть | Среднее | Грубый | ||||||||
| М1.6 | 0,35 | 1,25 | 1,7 | 1,8 | 2,0 | |||||||||
| M2 | 0,4 | 1,6 | 2,2 | 2,6000 | 2,60004 | 2,40002 | 2,05 | 2,7 | 2,9 | 3,1 | ||||
| M3 | 0,5 | 2,5 | 3,2 | 3,4 | 3,650007 | 7 | 3,3 | 4,3 | 4,5 | 4,8 | ||||
| M5 | 0,8 | 4,2 | 5,3 | 5,5 | 5,8 | 5,8 | 9000 9000 | 6,4 | 6,6 | 7,0 | ||||
| M8 | 1,25 | 1,0 | 6,8 | 7,0 | 8,4 | 9,0 | 10,01086 | 1,25 | 8,5 | 8,7 | 10,5 | 11,0 | 12,0 | |
| M12 | 1,75 | 1,25 | 10,2 | 0005 | 2,0 | 1,5 | 14,0 | 14,5 | 17,0 | 18,0 | 19,0 | |||
| M20 | 2,5 | 1,5 | 17,5 | 18.5 | 21.0 | 22.0 | 24.0 | |||||||
| M24 | 3.0 | 2.0 | 21.0 | 22.0 | 25.0 | 26.0 | 230007 | 23 | 230007 | 28,0 | 31,0 | 33,0 | 35,0 | |
| M36 | 4,0 | 3,0 | 32,0 | 33,0 | 37,0 | 39.0 | 42,0 | |||||||
Расчет размеров сверл.
Общая информация
Как правило, для метрической резьбы нарезное сверло можно рассчитать путем вычитания шага из диаметра резьбы. например, для резьбы M5x0,75 диаметр сверла 5-0,75 мм = 4,25 мм.
Для дюймовой (дюймовой) резьбы размер резьбового сверла рассчитывается таким же образом, диаметр минус шаг. например, для 3 / 4,10 UNC шаг = 0,1, диаметр = 0,75, нарезное сверло = 0,65 = 16,5 мм.
Крупная и мелкая метрическая резьба
Чтобы рассчитать размер резьбового сверла для метрической резьбы, вычтите шаг из основного диаметра. Выберите следующий больший стандартный размер сверла.
РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
M1x0,25 | 0,75 | M9x0,75 | 8.3 | M18x2 | 16 |
M1,2×0,25 | 0,95 | M9x1 | 8 | M18x2,5 | 15,5 |
M1,4×0,3 | 1.1 | M9x1,25 | 7,8 | M20x1 | 19 |
M1,6×0,35 | 1,25 | M10x0,5 | 9,5 | M20x1,5 | 18.5 |
M1,8×0,35 | 1,45 | M10x0,75 | 9,3 | M20x2 | 18 |
M2x0,4 | 1,6 | M10x1 | 9 | M20x2.5 | 17,5 |
M2,2×0,45 | 1,75 | M10x1,25 | 8,8 | M22x1 | 21 |
M2,5×0,45 | 2,05 | M10x1.5 | 8,5 | M22x1,5 | 20,5 |
M2,6×0,45 | 2,15 | M11x1 | 10 | M22x2 | 20 |
M3x0.35 | 2,65 | M11x1,25 | 9,8 | M22x2,5 | 19,5 |
M3x0,5 | 2,5 | M11x1,5 | 9,5 | M24x1 | 23 |
M3.5×0,35 | 3,15 | M12x0,5 | 11,5 | M24x1,5 | 22,5 |
M3,5×0,6 | 2,9 | M12x0,75 | 11,3 | M24x2 | 22 |
M4x0.5 | 3,5 | M12x1 | 11 | M24x3 | 21 |
M4x0,7 | 3,3 | M12x1,25 | 10,3 | M25x1.5 | 23,5 |
M4,5×0,5 | 4 | M12x1,5 | 10,5 | M25x2 | 23 |
M4,5×0,75 | 3,75 | M12x1.75 | 10,3 | M27x3 | 24 |
M5x0,5 | 4,5 | M13x1 | 12 | M30x3,5 | 26,5 |
M5x0.75 | 4,25 | M14x1 | 13 | M33x3,5 | 29,5 |
M5x0,8 | 4,2 | M14x1,25 | 12,8 | M36x4 | 32 |
M6x0.5 | 5,5 | M14x1,5 | 12,5 | M39x4 | 35 |
M6x0,75 | 5,25 | M14x2 | 12 | M42x4.5 | 37,5 |
M6x1 | 5 | M15x1 | 14 | M45x4,5 | 40,5 |
M7x0,5 | 6,5 | M15x1.5 | 13,5 | M48x5 | 43 |
M7x0,75 | 6,25 | M16x1 | 15 | M52x5 | 47 |
M7x1 | 6 | M16x1.25 | 14,8 | M56x5,5 | 50,5 |
M8x0,5 | 7,5 | M16x1,5 | 14,5 | M60x5,5 | 54,5 |
M8x0.75 | 7,25 | M16x2 | 14 | M64x6 | 58 |
M8x1 | 7 | M18x1 | 17 | M68x6 | 62 |
M8x1.25 | 6,8 | M18x1,5 | 16,5 | M72x6 | 66 |
Резьба UNC и UNF
UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|
1.64 | 1,55 | 0,8 | 1,25 |
2,56 | 1,8 | 1,72 | 1,55 |
3,48 | 2,1 | 2.64 | 1,85 |
4,4 | 2,3 | 3,56 | 2,1 |
5,4 | 2,6 | 4,48 | 2,4 |
6.32 | 2,8 | 5,44 | 2,7 |
8,32 | 3,4 | 6,4 | 2,9 |
10,24 | 3,9 | 8.36 | 3,5 |
12,24 | 4,5 | 10,32 | 4,1 |
1 / 4,20 | 5,1 | 12,28 | 4,6 |
5/16.18 | 6,6 | 1 / 4,28 | 5,5 |
3 / 8,16 | 8 | 5 / 16,24 | 6,9 |
7 / 16,14 | 9,4 | 3/8.24 | 8,5 |
1 / 2,13 | 10,8 | 7 / 16,20 | 9,9 |
9 / 16,12 | 12,2 | 1 / 2,20 | 11,5 |
5/8.11 | 13,6 | 9 / 16,18 | 12,9 |
3 / 4,10 | 16,5 | 5 / 8,18 | 14,5 |
7 / 8,9 | 19,5 | 3/4.16 | 17,5 |
1 дюйм 8 | 22,2 | 7 / 8,14 | 20,5 |
1,1 / 8,7 | 25 | 1 дюйм 12 | 23,2 |
1.1 / 4,7 | 28,2 | 1,1 / 8,12 | 26,5 |
1,3 / 8,6 | 30,8 | 1,1 / 4,12 | 29,5 |
1,1 / 2,6 | 34 | 1.3 / 8,12 | 32,8 |
1,3 / 4,5 | 39,5 | 1,1 / 2,12 | 36 |
2 дюйма 4,1 / 2 | 45,3 |
Резьба BSW и BSF
BSW | СВЕРЛО (ММ) | BSF | СВЕРЛО (ММ) |
|---|---|---|---|
1/8.40 | 2,54 | 3 / 16,32 | 3,97 |
3 / 16,24 | 3,7 | 1 / 4,26 | 5,37 |
1 / 4,20 | 5,08 | 5/16.22 | 6,8 |
5 / 16,18 | 6,5 | 3 / 8,20 | 8,3 |
3 / 8,16 | 7,9 | 7 / 16,18 | 9,7 |
16.07.14 | 9,3 | 1 / 2,16 | 11,1 |
1 / 2,12 | 10,6 | 9 / 16,16 | 12,7 |
9 / 16,12 | 12,2 | 5/8.14 | 14,1 |
5 / 8,11 | 13,6 | 16,14 11,14 | 15,6 |
3 / 4,10 | 16,5 | 3 / 4,12 | 16,9 |
13/16.10 | 18,1 | 13 / 16,12 | 18,5 |
7 / 8,9 | 19,4 | 7 / 8,11 | 19,9 |
15 / 16,9 | 21 | 1 “10 | 22.9 |
1 дюйм 8 | 22,2 | 1,1 / 8,9 | 25,8 |
1,1 / 8,7 | 24,9 | 1,1 / 4,9 | 28,9 |
1,1 / 4.7 | 28,1 | 1,3 / 8,8 | 31,8 |
1,3 / 8,6 | 30,7 | 1,1 / 2,8 | 34,9 |
1,1 / 2,6 | 33,9 | 1.5 / 8,8 | 38,1 |
1,5 / 8,5 | 36,2 | 1,3 / 4,7 | 40,8 |
1,3 / 4,5 | 39,4 | 1,7 / 8,7 | 44 |
1.7 / 8.4.1 / 2 | 42 | 2 ”7 | 47,2 |
2 дюйма 4,1 / 2 | 45,2 |
Трубная резьба BSP и BSPT
BSP | СВЕРЛО (ММ) | BSPT | СВЕРЛО (ММ) |
|---|---|---|---|
1/16.28 | 6,8 | 1 / 16,28 | 6,2 |
1 / 8,28 | 8,8 | 1 / 8,28 | 8,2 |
1 / 4,19 | 11.8 | 1 / 4,19 | 10,9 |
3 / 8,19 | 15,3 | 3 / 8,19 | 14,5 |
1 / 2,14 | 19,1 | 1 / 2,14 | 18 |
5/8.14 | 21,1 | 3 / 4,14 | 23 |
3 / 4,14 | 24,6 | 1 дюйм 11 | 29 |
7 / 8,14 | 28,4 | 1.1/4 дюйма 11 | 38 |
1 дюйм 11 | 30,9 | 1,1 / 2 ”11 | 44 |
1,1 / 8,11 | 35,6 | 2 ”11 | 55 |
1.1 / 4,11 | 39,6 | 2,1 / 2 ”11 | 71 |
1,3 / 8,11 | 42 | 3 дюйма 11 | 83 |
1,1 / 2,11 | 45,5 | ||
1.3 / 4,11 | 51,4 | ||
2 ”11 | 57,3 | ||
2,1 / 4 дюйма 11 | 63,4 | ||
2.1/2 ”11 | 72,9 | ||
2.3 / 4 ”11 | 79,2 | ||
3 дюйма 11 | 85,6 |
Сверла для метчиков без канавки
МЕТРИЧЕСКИЙ | СВЕРЛО (ММ) | UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
1.6×0,35 | 1,45 | 1,64 | 1,67 | 0,8 | 1,38 |
2×0,4 | 1,8 | 2,56 | 1,98 | 1.72 | 1,69 |
2,5×0,45 | 2,3 | 3,48 | 2,27 | 2,64 | 2 |
3×0,5 | 2,8 | 4.4 | 2,56 | 3,56 | 2,31 |
3,5×0,6 | 3,2 | 5,4 | 2,89 | 4,48 | 2,6 |
4×0.7 | 3,7 | 6,32 | 3,14 | 5,44 | 2,91 |
4,5×0,75 | 4,2 | 8,32 | 3,8 | 6.4 | 3,22 |
5×0,8 | 4,6 | 10,24 | 4,34 | 8,36 | 3,84 |
6×1 | 5,6 | 12.24 | 5,01 | 10,32 | 4,47 |
8×1,25 | 7,4 | 1 / 4,20 | 5,77 | 1 / 4,28 | 5,94 |
10×1.5 | 9,3 | 5 / 16,18 | 7,3 | 5 / 16,24 | 7,5 |
12×1,75 | 11,2 | 3 / 8,16 | 8,8 | 3/8.24 | 9 |
14×2 | 13,1 | 7 / 16,14 | 10,3 | 7 / 16,20 | 10,5 |
16×2 | 15,1 | 1/2.13 | 11,8 | 1 / 2,20 | 12,1 |
Резьба BA
РЕЗЬБА | СВЕРЛО (ММ) |
|---|---|
0 | 5 |
1 | 4.4 |
2 | 3,9 |
3 | 3,4 |
4 | 2,95 |
5 | 2,6 |
6 | 2.25 |
7 | 2 |
8 | 1,75 |
9 | 1,5 |
10 | 1,35 |