| |||||||
amstool.ru
| Металлорежущий инструмент и инструментальная оснастка для станков / Cutting tools and tooling system | |||||
| Подборка сходных справочных страниц промышленных каталогов компаний производителей и поставщиков. | |||||
| 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диам | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G | 917 Threading pre-hole diameter Metric common thread Metric fine screw Thread code Рекомендуемый диаметр под резьбовые отверстия Recommended hole diameter (mm) M | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани |
| 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1.15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1.1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N | |
См.также / See also : | |||||
| Формы и типы резьб Метчик Основы Переводная таблица дюймов и миллиметров Сверление отверстий в металле | |||||
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads |
| 352 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк | 353 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 2 Трубная резьба Витворта по DIN ISO 228/1 Резьба В | 354 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по AS | 355 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 4 Трубная резьба по DIN 40 430 Pg Число ниток Наруж | 356 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелка | 357 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 2 Трубная резьба Витворта по DIN ISO 228/1 G Число н |
| 358 Диаметры отверстий под резьбу для болтов Диаметр отверстия под резьбу всегда должен быть меньше, чем наружный диаметр резьбы на плашке Пла | 359 Диаметры отверстия под резьбу для болтов Американская крупная резьба в соответствии с ASME B1 1 Американская мелкая резьба в соответствии | 360 Диаметры отверстия под резьбу для болтов Трубная резьба G в соответствии с DIN EN ISO 228 G Шаг P Предварительный диаметр d мм 0 при токар | 1320 ДИАМЕТР СВЕРЛА ПОД РЕЗЬБОВОЕ ОТВЕРСТИЕ Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента Быстрорежу | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж мм Номинальный размер резьбы d М3 M4 M5 M6 M8 M10 M12 M | 963 Таблица выбора диаметра сверла под нарезаемую резьбу Метрическая резьба с основным шагом Метрическая резьба с мелким шагом Обозначение резьбы Диаметр сверлильно |
| 279 Рекомендуемые диаметры предварительно обработанных отверстий под нарезание стандартной метрической резьбы (DIN 13) метчиком Справочные таблицы для резьбового режущег | 280 Справочная таблица значений диаметров предварительно обработанных отверстий под нарезку метчиками стандартной мелкой метрической резьбы MF DIN 13 Металлорежущий инст | 281 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF ASME B1 1 G DIN-ISO 228 Справочная таблица от шведского производителя металлорежущего инструме | 282 Рекомендуемые диаметры предварительно обработанных отверстий для нарезания метчиками американской цилиндрической и конической трубной резьбы NPT ASME B1 20 1 Cone 1 | 283 Таблица значений диаметров отверстий под бесстружечные метчики (раскатники) Метрическая стандартная резьба с основным и мелким шагом DIN 13 мм дюйм TDZ TP PHD PHD M | 284 Рекомендуемые значения диаметров просверленных отверстий под бесстружечные метчики (раскатники) Дюймовая американская унифицированная резьба с основным и мелким шаго |
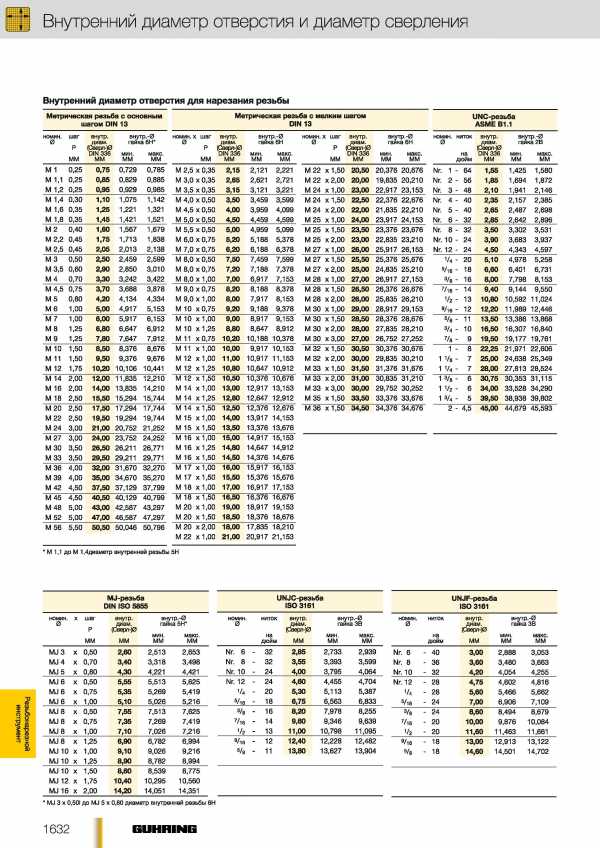 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.1 MJ-резьба UNJC-резьба UNJF-р Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.1 MJ-резьба UNJC-резьба UNJF-резьба DIN ISO 5855 ISO 3161 ISO 3161 номин. 0 внутр. диам. (Сверл-)0 DIN 336 внутр.-0 гайка 6Н номин. х шаг 0 Р внутр.-0 гайка 6Н номин. х шаг 0 Р внутр. диам. (Сверп-)0 DIN 336 внутр.-0 гайка 6Н номин. 0 внутр. диам. (Сверл З DIN 33Г внутр.-0 гайка 2В ММ мм дюйм MM М 1 025 075 0729 0785 М 25 х 035 215 2121 2221 М 22 х 150 2050 20376 20676 Nr. 1 – 64 155 1425 1580 М 11 025 085 0829 0885 М 30 х 035 265 2621 2721 М 22 х 200 2000 19835 20210 Nr. 2 – 56 185 1694 1872 М 12 025 095 0929 0985 М 35 х 035 315 3121 3221 М 24 х 100 2300 22917 23153 Nr. 3 – 48 210 1941 2146 М 14 030 110 1075 1142 М 40 х 050 350 3459 3599 М 24 х 150 2250 22376 22676 Nr. 4 – 40 235 2157 2385 М 16 035 125 1221 1321 М 45 х 050 400 3959 4099 М 24 х 200 2200 21835 22210 Nr. 5 – 40 265 2487 2698 М 18 035 145 1421 1521 М 50 х 050 450 4459 4599 М 25 х 100 2400 23917 24153 Nr. 6 – 32 285 2642 2896 М2 040 160 1567 1679 М 55 х 050 500 4959 5099 М 25 х 150 2350 23376 23676 Nr. 8 – 32 350 3302 3531 М 22 045 175 1713 1838 М 60 х 075 520 5188 5378 М 25 х 200 2300 22835 23210 Nr. 10 – 24 390 3683 3937 М 25 045 205 2013 2138 М 70 х 075 620 6188 6378 М 27 х 100 2600 25917 26153 Nr. 12 – 24 450 4343 4597 М3 050 250 2459 2599 М 80 х 050 750 7459 7599 М 27 X 150 2550 25376 25676 V4 – 20 510 4978 5258 М 35 060 290 2850 3010 М 80 х 075 720 7188 7378 М 27 X 200 2500 24835 25210 5 ie – 18 660 6401 6731 М 4 070 330 3242 3422 М 80 х 100 700 6917 7153 М 28 X 100 2700 26917 27153 – 16 800 7798 8153 М 45 075 370 3688 3878 М 90 х 075 820 8188 8378 М 28 X 150 2650 26376 26676 7 16 – 14 940 9144 9550 М 5 080 420 4134 4334 М 90 х 100 800 7917 8153 М 28 X 200 2600 25835 26210 v2 – 13 1080 10592 11024 100 500 4917 5153 М 10 х 075 920 9188 9378 МЗО X 100 2900 28917 29153 9 16 – 12 1220 11989 12446 М 7 100 600 5917 6153 М 10 х 100 900 8917 9153 МЗО х 150 2850 28376 28676 5 e – 11 1350 13386 13868 М 8 125 680 6647 6912 М 10 х 125 880 8647 8912 МЗО х200 2800 27835 28210 3 4 – 10 1650 16307 16840 М 9 125 780 7647 7912 М 11 х 075 1020 10188 10378 МЗО х300 2700 26752 27252 7 8 – 9 1950 19177 19761 М 10 150 850 8376 8676 М 11 х 100 1000 9917 10153 М 32 х 150 3050 30376 30676 1 – 8 2225 21971 22606 М 11 150 950 9376 9676 М 12 х 100 1100 10917 11153 М 32 х 200 3000 29835 30210 1 V8 – 7 2500 24638 25349 М 12 175 1020 10106 10441 М 12 х 125 1080 10647 10912 МЗЗ х 150 3150 31376 31676 1 v4 – 7 2800 27813 28524 М 14 200 1200 11835 12210 М 12 х 150 1050 10376 10676 МЗЗ х200 3100 30835 31210 1 3 8 – 6 3075 30353 31115 М 16 200 1400 13835 14210 М 14 х 100 1300 12917 13153 МЗЗ х300 3000 29752 30252 1 V2 – 6 3400 33528 34290 М 18 250 1550 15294 15744 М 14 х 125 1280 12647 12912 М 35 х 150 3350 33376 33676 1 4 – 5 3950 38938 39802 М 20 250 1750 17294 17744 М 14 х 150 1250 12376 12676 М36 х 150 3450 34376 34676 2 – 45 4500 44679 45593 М 22 250 1950 19294 19744 М 15 х 100 1400 13917 14153 М 24 300 2100 20752 21252 М 15 х 150 1350 13376 13676 М 27 300 2400 23752 24252 М 16 х 100 1500 14917 15153 МЗО 350 2650 26211 26771 М 16 х 125 1480 14647 14912 МЗЗ 350 2950 29211 29771 М 16 х 150 1450 14376 14676 М36 400 3200 31670 32270 М 17 х 100 1600 15917 16153 М 39 400 3500 34670 35270 М 17 х 150 1550 15376 15676 М 42 450 3750 37129 37799 М 18 х 100 1700 16917 17153 М 45 450 4050 40129 40799 М 18 х 150 1650 16376 16676 М 48 500 4300 42587 43297 М 20 х 100 1900 18917 19153 М 52 500 4700 46587 47297 М 20 х 150 1850 18376 18676 М 56 550 5050 50046 50796 М 20 х 200 1800 17835 18210 М 22 х 100 2100 20917 21153 М 11 до М 14диаметр внутренней резьбы 5Н MJ-резьба UNJC-резьба UNJF-резьба DIN ISO 5855 ISO 3161 ISO 3161 НОМИН. 0 X шаг P MM внутр. диам. (Сверл-)0 ММ внутр.-0 гайка 5Н мин. макс. ММ номин. 0 НИТОК на дюйм внутр. диам. (Сверл-)0 ММ внутр.-0 гайка ЗВ мин. макс. ММ номин. 0 ниток на дюйм внутр. диам. (Сверл-)0 ММ внутр.-0 гайка ЗВ мин. макс. ММ MJ 3 X 050 260 2513 2653 Nr. 6 – 32 285 2733 2939 Nr. 6 – 40 300 2888 3053 MJ 4 X 070 340 3318 3498 Nr. 8 – 32 355 3393 3599 Nr. 8 – 36 360 3480 3663 MJ 5 X 080 430 4221 4421 Nr. 10 – 24 400 3795 4064 Nr. 10 – 32 420 4054 4255 MJ 6 X 050 555 5513 5625 Nr. 12 – 24 460 4455 4704 Nr. 12 – 28 475 4602 4816 MJ 6 X 075 535 5269 5419 V4 – 20 530 5113 5387 V4 – 28 560 5466 5662 MJ 6 X 100 510 5026 5216 Vie – 18 675 6563 6833 5 i6 – 24 700 6906 7109 MJ 8 X 050 755 7513 7625 3 8 – 16 820 7978 8255 3 8 – 24 860 8494 8679 MJ 8 X 075 735 7269 7419 7 i6 – 14 960 9346 9639 7 l6 – 20 1000 9876 10084 MJ 8 X 100 710 7026 7216 V2 – 13 1100 10798 11095 v2 – 20 1160 11463 11661 MJ 8 X 125 690 6782 6994 9 ie – 12 1240 12228 12482 9 16 – 18 1300 12913 13122 MJ 10 X 100 910 9026 9216 5 8 – 11 1380 13627 13904 S 8 – 18 1460 14501 14702 MJ 10 X 125 890 8782 8994 MJ 10 X 150 860 8539 8775 MJ 12 X 175 1040 10295 10560 MJ 16 X 200 1420 14051 14351 MJ 3 x 0501 до MJ 5 x 080 диаметр внутренней резьбы 6Н 1632 GUHRING и диаметр сверления Внутренний диаметр отверстия для нарезания резьбы | |||||
| | |||||
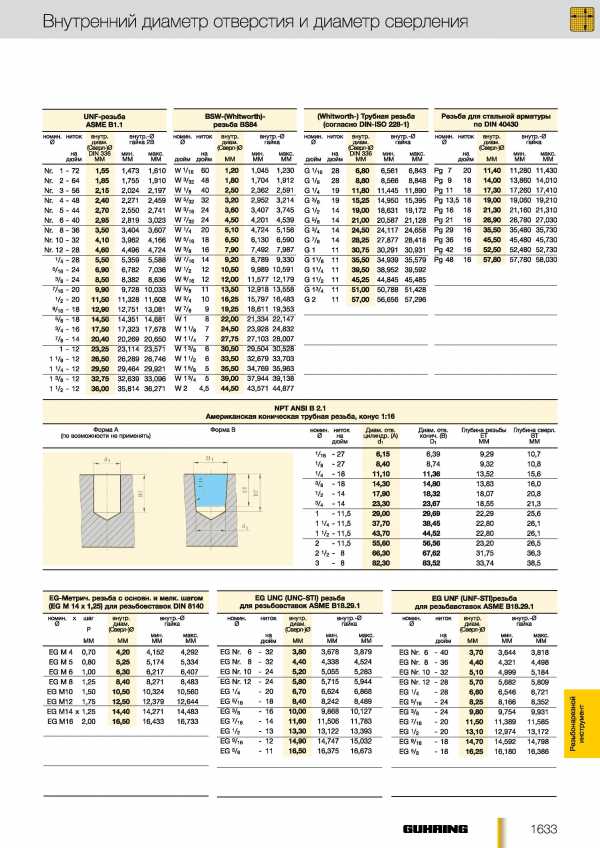 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 NPT ANSI В 2.1 Американская коническая трубная резьба конус 1:16 EG-Метрич. резьба с основн. и мелк. шагом EG UNC (UNC-STI) резьба EG UNF (UNF-STI)pe3b6a (EG М 14 х 125) для резьбовставок DIN 8140 для резьбовставок ASME В18.29.1 для резьбавставок ASME В18.29.1 номин. X 0 шаг Р ММ внутр. диам. (Сверл-)0 ММ внуф.-0 гайка мин. макс. ММ номин. 0 ниток на дюйм внутр. диам. (Сверл-)0 ММ внутр.-0 гайка мин. макс. ММ номин. ниток 0 на дюйм внутр. диам. (Сверл-)0 ММ внутр.-0 гайка мин. макс. номин. ниток 0 на дюйм внутр. диам. (Сверл-)0 IN 336 ММ внутр.-0 гайка 2В мин. макс. ММ номин. ниток 0 на дюйм дюйм внутр. диам. (Сверл-)0 ММ внутр.-0 гайка мин. макс. ММ номин. 0 дюйм ниток на дюйм внутр. диам. (Сверп-)0 DIN336 ММ внутр.-0 гайка мин. макс. ММ номин. 0 ниток на ДЮЙМ внутр. диам. (Сверл-)0 ММ внутр.-0 гайка мин. макс. ММ Nr. 1 – 72 155 1473 1610 W Vie 60 120 1045 1230 G 1 16 28 680 6561 6843 Рд 7 20 1140 11280 11430 Nr. 2 – 64 185 1755 1910 W3 32 48 180 1704 1912 G i a 28 880 8566 8848 Рд 9 18 1400 13860 14010 Nr. 3 – 56 215 2024 2197 W Va 40 250 2362 2591 GV4 19 1180 11445 11890 Рд 11 18 1730 17260 17410 Nr. 4 – 48 240 2271 2459 WV32 32 320 2952 3214 G 3 в 19 1525 14950 15395 Рд 135 18 1900 19060 19210 Nr. 5 – 44 270 2550 2741 W 3 16 24 360 3407 3745 GV 14 1900 18631 19172 Рд 16 18 2130 21160 21310 Nr. 6 – 40 295 2819 3023 WV32 24 450 4201 4539 G 5 в 14 2100 20587 21128 Рд 21 16 2690 26780 27030 Nr. 8 – 36 350 3404 3607 W 1 4 20 510 4724 5156 G 3 4 14 2450 24117 24658 Рд 29 16 3550 35480 35730 Nr. 10 – 32 410 3962 4166 WV16 18 650 6130 6590 G 7 в 14 2825 27877 28418 Рд 36 16 4550 45480 45730 Nr. 12 – 28 460 4496 4724 W 8 16 790 7492 7987 G 1 11 3075 30291 30931 Рд 42 16 5250 52480 52730 V4 – 28 550 5359 5588 WV16 14 920 8789 9330 G а 11 3550 34939 35579 Рд 48 16 5780 57780 58030 Vie – 24 690 6782 7036 W 1 2 12 1050 9989 10591 G 11 4 11 3950 38952 39592 CM 850 8382 8636 W9 16 12 1200 11577 12179 G 11 4525 44845 45485 Vie – 20 990 9728 10033 W 5 а 11 1350 12918 13558 G 4 11 5100 50788 51428 V2 – 20 1150 11328 11608 W 4 10 1625 15797 16483 G 2 11 5700 56656 57296 9 16 – 18 1290 12751 13081 WV8 9 1925 18611 19353 5 a – 18 1450 14351 14681 W1 8 2200 21334 22147 3 4 – 16 1750 17323 17678 W1V8 7 2450 23928 24832 7 a – 14 2040 20269 20650 WIV4 7 2775 27103 28007 1 – 12 2325 23114 23571 W 1 8 6 3050 29504 30528 1 Va – 12 2650 26289 26746 WIV2 6 3350 32679 33703 1 V4 – 12 2950 29464 29921 W1Va 5 3550 34769 35963 1 3 a – 12 3275 32639 33096 W 1 4 5 3900 37944 39138 1 V2 – 12 3600 35814 36271 W 2 45 4450 43571 44877 NPT ANSI В 2.1 Американская коническая трубная резьба конус 1:16 Форма А (по возможности не применять) Форма В номин. ниток Диам. отв. Диам. отв. Глубина резьбы Глубина сверл. 0 на цилиндр. (А) конич. (В) ЕТ ВТ дюйм di Di ММ 1 16 -27 615 639 929 107 1 8 -27 840 874 932 108 1 4 -18 1110 1136 1352 156 в -18 1430 1480 1383 160 1 2 -14 1790 1832 1807 208 3 4 -14 2330 2367 1855 213 1 -115 2900 2969 2229 256 1 1 4 -115 3770 3845 2280 261 1 1 2 -115 4370 4452 2280 261 2 -115 5560 5656 2320 265 2 1 2 – 8 6630 6762 3175 363 3 – 8 8230 8352 3374 385 EG-Метрич. резьба с основн. и мелк. шагом EG UNC (UNC-STI) резьба EG UNF (UNF-STI)pe3b6a (EG М 14 х 125) для резьбовставок DIN 8140 для резьбовставок ASME В18.29.1 для резьбавставок ASME В18.29.1 номин. X 0 шаг Р ММ внутр. диам. (Сверл-)0 ММ внуф.-0 гайка мин. макс. ММ номин. 0 ниток на дюйм внутр. диам. (Сверл-)0 ММ внутр.-0 гайка мин. макс. ММ номин. ниток 0 на дюйм внутр. диам. (Сверл-)0 ММ внутр.-0 гайка мин. макс. ММ EG М 4 070 420 4152 4292 EG Nr. 6 – 32 380 3678 3879 EG Nr. 6 – 40 370 3644 3818 EG М 5 080 525 5174 5334 EG Nr. 8 – 32 440 4338 4524 EG Nr. 8 – 36 440 4321 4498 EG 100 630 6217 6407 EG Nr. 10 – 24 520 5055 5283 EG Nr. 10 – 32 510 4999 5184 EG М 8 125 840 8271 8483 EG Nr. 12 – 24 580 5715 5944 EG Nr. 12 – 28 570 5682 5809 EG 150 1050 10324 10560 EG 1 4 – 20 670 6624 6868 co CM – 0 660 6546 6721 EG М12 175 1250 12379 12644 EG s ie – 18 840 8242 8489 EG Vie – 24 825 8166 8352 EG М14 х 125 1440 14271 14483 EG 3 8 – 16 1000 9868 10127 EG 3 8 – 24 980 9754 9931 EGM16 200 1650 16433 16733 EG 7 i6 – 14 1160 11506 11783 EG Vie – 20 1150 11389 11585 EG 1 2 – 13 1330 13122 13393 О CM 0 1310 12974 13172 EG Vi 6 – 12 1490 14747 15032 EG 9 ie -18 1470 14592 14798 EG s 8 – 11 1650 16375 16673 EG Va -18 1625 16180 16386 GUHRING 1633 Резьбонарезной инструмент | |||||
| | |||||
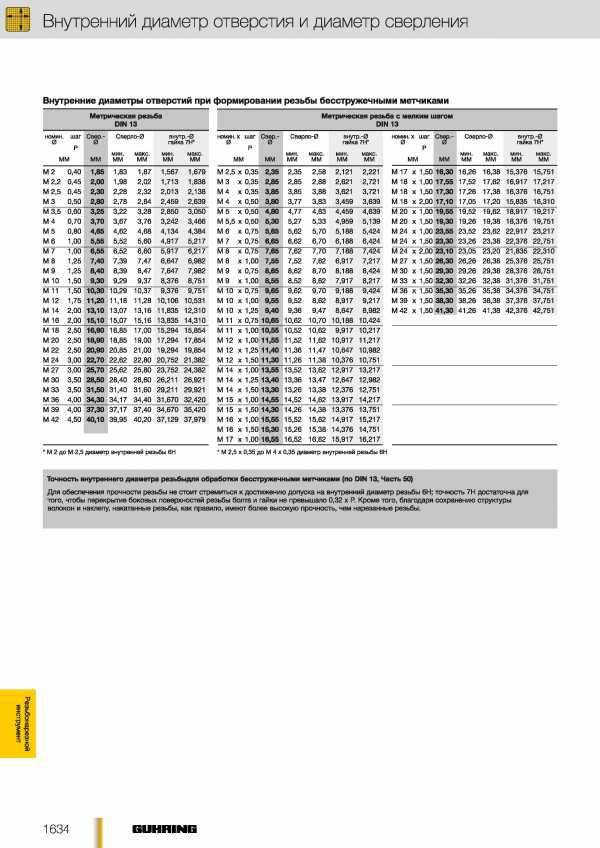 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диам Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диаметр шаг Свер- Сверло-0 внутр.-0 гайка 7Н номин. 0 X шаг Спер- Сверло-0 внутр.-0 гайка 7Н номин. 0 X шаг Свер- Сверло-0 внутр.-0 гайка 7Н мин. макс. мин. макс. мин. макс. мин. макс. мин. макс. мин. макс. мм ММ мм ММ 2 040 185 183 187 1567 1679 М 25 X 035 235 235 258 2121 2221 М 17 X 150 1630 1626 1638 15376 15751 М 22 045 200 198 202 1713 1838 М 3 X 035 285 285 288 2621 2721 М 18 X 100 1755 1752 1762 16917 17217 М 25 045 230 228 232 2013 2138 М 4 X 035 385 385 388 3621 3721 М 18 X 150 1730 1726 1738 16376 16751 М 3 050 280 278 284 2459 2639 М 4 X 050 380 377 383 3459 3639 М 18 X 200 1710 1705 1720 15835 16310 М 35 060 325 322 328 2850 3050 М 5 X 050 480 477 483 4459 4639 М 20 X 100 1955 1952 1962 18917 19217 М 4 070 370 367 376 3242 3466 М 55 X 050 530 527 533 4959 5139 М 20 X 150 1930 1926 1938 18376 19751 М 5 080 465 462 468 4134 4384 М 6 X 075 565 562 570 5188 5424 М 24 X 100 2355 2352 2362 22917 23217 М 6 100 555 552 560 4917 5217 М 7 X 075 665 662 670 6188 6424 М 24 X 150 2330 2326 2338 22376 22751 М 7 100 655 652 660 5917 6217 М 8 X 075 765 762 770 7188 7424 М 24 X 200 2310 2305 2320 21835 22310 М 8 125 740 739 747 6647 6982 М 8 X 100 755 752 762 6917 7217 М 27 X 150 2630 2626 2638 25376 25751 М 9 125 840 839 847 7647 7982 М 9 X 075 865 862 870 8188 8424 М 30 X 150 2930 2926 2938 28376 28751 М 10 150 930 929 937 8376 8751 М 9 X 100 855 852 862 7917 8217 М 33 X 150 3230 3226 3238 31376 31751 М 11 150 1030 1029 1037 9376 9751 М 10 X 075 965 962 970 9188 9424 М 36 X 150 3530 3526 3538 34376 34751 М 12 175 1120 1118 1128 10106 10531 М 10 X 100 955 952 862 8917 9217 М 39 X 150 3830 3826 3838 37376 37751 М 14 200 1310 1307 1316 11835 12310 М 10 X 125 940 936 947 8647 8982 М 42 X 150 4130 4126 4138 42376 42751 М 16 200 1510 1507 1516 13835 14310 М 11 X 075 1065 1062 1070 10188 10424 М 18 250 1690 1685 1700 15294 15854 М 11 X 100 1055 1052 1062 9917 10217 М 20 250 1890 1885 1900 17294 17854 М 12 X 100 1155 1152 1162 10917 11217 М 22 250 2090 2085 2100 19294 19854 М 12 X 125 1140 1136 1147 10647 10982 М 24 300 2270 2262 2280 20752 21382 М 12 X 150 1130 1126 1138 10376 10751 27 300 2570 2562 2580 23752 24382 М 14 X 100 1355 1352 1362 12917 13217 30 350 2850 2840 2860 26211 26921 14 X 125 1340 1336 1347 12647 12982 33 350 3150 3140 3160 29211 29921 14 X 150 1330 1326 1338 12376 12751 36 400 3430 3417 3440 31670 32420 15 X 100 1455 1452 1462 13917 14217 39 400 3730 3717 3740 34670 35420 15 X 150 1430 1426 1438 13376 13751 42 450 4010 3995 4020 37129 37979 16 X 100 1555 1552 1562 14917 15217 16 X 150 1530 1526 1538 14376 14751 17 X 100 1655 1652 1662 15917 16217 М 2 до М 25 диаметр внутренней резьбы 6Н М 25 х 035 до М 4 х 035 диаметр внутренней резьбы 6Н Точность внутреннего диаметра резьбы для обработки бесстружечными метчиками (по DIN 13 Часть 50) Для обеспечения прочности резьбы не стоит стремиться к достижению допуска на внутренний диаметр резьбы 6Н; точность 7Н достаточна для того чтобы перекрытие боковых поверхностей резьбы болта и гайки не превышало 032 х Р. Кроме того благодаря сохранению структуры волокон и наклепу накатанные резьбы как правило имеют более высокую прочность чем нарезанные резьбы. 1634 GUHRING Внутренний диаметр отверстия и диаметр сверления DIN 13 | |||||
| | |||||
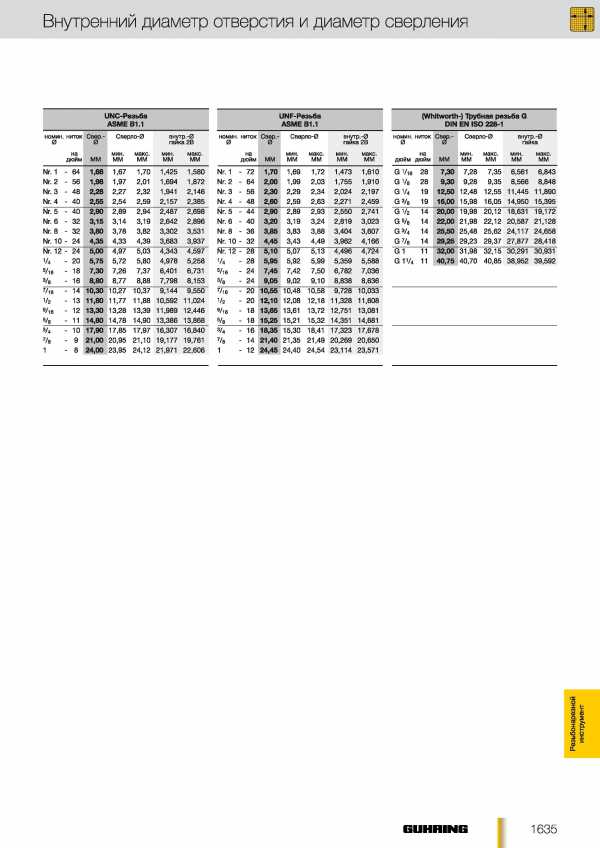 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G DIN EN ISO 228-1 номин. ноток 0 Свер- Сверло-0 внутр.-0 гайка 2В номин. 0 ниток Cnep.- Сверло-0 внутр.-0 гайка 2В номин. 0 ниток Свер- Сверло-0 внутр.-0 гайка на дюйм ММ мин. ММ макс. ММ мин. ММ макс. ММ на дюйм MM мин. ММ макс. ММ мин. ММ макс. ММ дюйм на дюйм ММ мин. ММ макс. ММ мин. ММ макс. ММ Nr. 1 – 64 168 167 170 1425 1580 Nr. 1 – 72 170 169 172 1473 1610 G 1 ie 28 730 728 735 6561 6843 Nr. 2 – 56 198 197 201 1694 1872 Nr. 2 – 64 200 199 203 1755 1910 G Vs 28 930 928 935 8566 8848 Nr. 3 – 48 228 227 232 1941 2146 Nr. 3 – 56 230 229 234 2024 2197 G 1 4 19 1250 1248 1255 11445 11890 Nr. 4 – 40 255 254 259 2157 2385 Nr. 4 – 48 260 259 263 2271 2459 G в 19 1600 1598 1605 14950 15395 Nr. 5 – 40 290 289 294 2487 2698 Nr. 5 – 44 290 289 293 2550 2741 G’ 14 2000 1998 2012 18631 19172 Nr. 6 – 32 315 314 319 2642 2896 Nr. 6 – 40 320 319 324 2819 3023 G 5 e 14 2200 2198 2212 20587 21128 Nr. 8 – 32 380 378 382 3302 3531 Nr. 8 – 36 385 383 388 3404 3607 G З 4 14 2550 2548 2562 24117 24658 Nr. 10 – 24 435 433 439 3683 3937 Nr. 10 – 32 445 343 449 3962 4166 G Ve 14 2925 2923 2937 27877 28418 Nr. 12 – 24 500 497 503 4343 4597 Nr. 12 – 28 510 507 513 4496 4724 G 1 11 3200 3198 3215 30291 30931 О C J 575 572 580 4978 5258 V4 – 28 595 592 599 5359 5588 G 1V4 11 4075 4070 4085 38952 39592 5 16 – 18 730 726 737 6401 6731 Vie – 24 745 742 750 6782 7036 3 8 – 16 880 877 888 7798 8153 3 e – 24 905 902 910 8838 8636 7 16 – 14 1030 1027 1037 9144 9550 Vie – 20 1055 1048 1058 9728 10033 V2 – 13 1180 1177 1188 10592 11024 V2 – 20 1210 1208 1218 11328 11608 9 16 – 12 1330 1328 1339 11989 12446 9 ie – 18 1365 1361 1372 12751 13081 5 8 – 11 1480 1478 1490 13386 13868 5 e – 18 1525 1521 1532 14351 14681 З 4 – 10 1790 1785 1797 16307 16840 3 4 – 16 1835 1530 1841 17323 17678 ОЭ CD 2100 2095 2110 19177 19761 7 e – 14 2140 2135 2149 20269 20650 1 – 8 2400 2395 2412 21971 22606 1 – 12 2445 2440 2454 23114 23571 GUHRING 1635 Резьбонарезной инструмент Внутренний диаметр отверстия и диаметр сверления | |||||
Металлорежущий инструмент и инструментальная оснастка для станков / Cutting tools and tooling system | |||||
lab2u.ru
выбор сверла, порядок расчета диаметра, советы специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.

Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
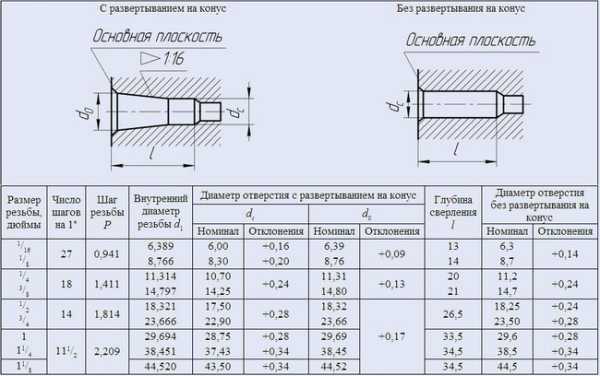
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.

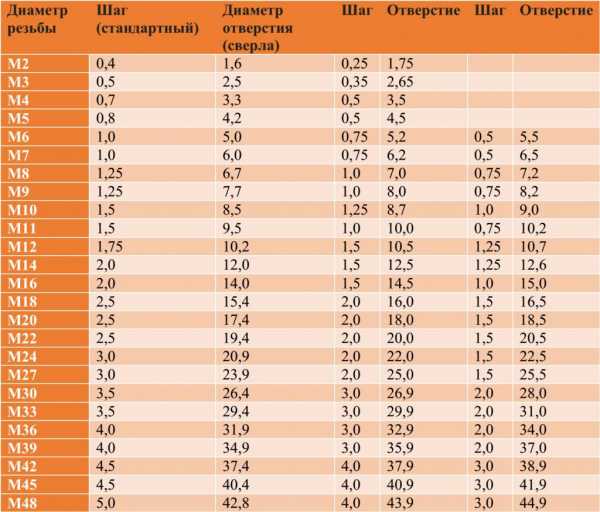
Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
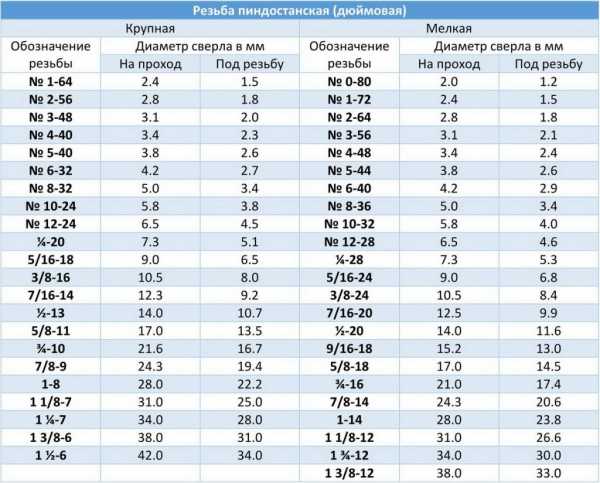
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.

Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
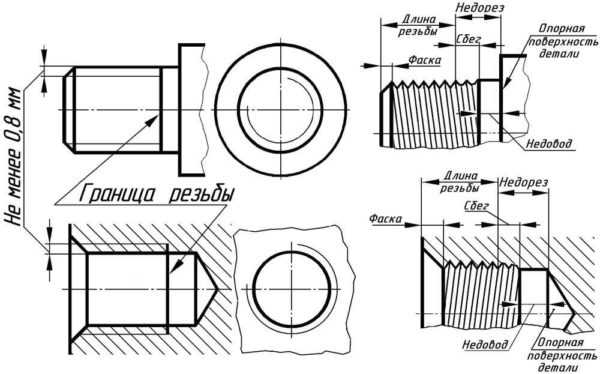
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.
Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
fb.ru