характеристики, сфера применения, аналоги, преимущества и недостаки
Электроды ОЗЛ-6 — наиболее известная марка среди профессиональных сварщиков. Они универсальны и просты в работе. Эти преимущества делают их незаменимыми как на больших предприятиях, так и при самостоятельной сварке стали.
В статье пойдет речь о тех характеристиках стержней ОЗЛ-6, которые сделали их удобными для разнообразных сварочных работ. Мы расскажем, почему профессионалы выбирают эту марку, в каких областях она используется.
Кроме того Вы сможете узнать, какие аналоги ОЗЛ-6 есть в наших магазинах.
Содержание статьиПоказать
ОБЩИЕ СВЕДЕНИЯ
ОЗЛ-6 — это электроды, в которых сочетается высокое качество полученных изделий и сравнительно небольшая цена самих электродов. Благодаря этому они получили широкое распространение в разных областях производства.
Они позволяют добиться прочных швов высокого качества. Их основное покрытие защищает место сварочного шва (ванны) при работе с постоянным током.
Полярность должна быть обратной. Сварку можно проводить в разных положениях, что обеспечивается особым составом проволоки, из которой сделан электрод.
Большое разнообразие диаметров марки ОЗЛ-6 позволяет использовать нужный стержень для деталей разного размера. Используют их как опытные сварщики, так и начинающие.
ОЗЛ-6 удобнее всего использовать с жаростойкими сталями. Неопытный работник может столкнуться с тем, что металл будет плавиться раньше, чем стержень электрода.
Происходит это из-за того, что электрод имеет очень высокую температуру плавления и с другими сталями его использовать бывает непросто.
Необходимо соблюдать особые правила применения и хранения изделий, ведь на качество сварки и прочность швов большое влияние оказывает влажность электрода.
ОБЛАСТЬ ПРИМЕНЕНИЯ
ОЗЛ-6 используется при работе как со сталью с большим процентом хрома в составе, так и жаростойкими (окалиностойкими) сталями.
Методы проката и литья позволяют получить швы, стойкие даже при агрессивном воздействии окружающей среды.
Они не теряют своей структуры даже при очень высокой температуре (до 1000 градусов).
ОСОБЕННОСТИ И АНАЛОГИ

У электродов этой марки есть ряд особенностей, которые не стоит считать недостатками, но учитывать все же необходимо.
Во-первых, их количество, нужное для сварки, по сравнению с другими марками, больше (почти на 60%). Во-вторых, необходимо очень точно выбирать силу тока, в зависимости от диаметра стержня.
В случае ошибки может произойти вскипание, что приведет к залипанию или сильному разбрызгиванию.
Аналогами ОЗЛ-6 могут служить марки ОК 67.15, ОК 67.60 и ОК 67.75 производителя ESAB, которые можно использовать для подобных сварочных работ, хотя они и имеют другой состав.
Марки UTP 68 24 и KOBELCO NC39 тоже заслуживают внимание. Качество швов при их использовании очень высокое, но и цена на порядок выше остальных.
ВМЕСТО ЗАКЛЮЧЕНИЯ

Таким образом, параметры ОЗЛ-6 позволяют работать со сталями разных типов. Они могут использоваться для сварки очень точных соединений.
Единственный их недостаток — большой расход — легко перекрывается их универсальностью и простотой.
prosvarku.info
Электроды ОЗЛ-6 обеспечивают шву высокую жаростойкость
Раздел: ОЗЛ
Тип: Э-10Х25Н13Г2 Покрытие: Основное (Б)
Назначение: Для сварки высоколегированных сталей, Для сварки жаропрочных сталей, Для сварки углеродистых и низколегированных сталей
Сварочный ток: Постоянный, обратная полярность (+)
Пространственное положение при сварке: Все, кроме вертикального сверху вниз (2)
Применение: постоянного тока, Электроды для нержавейки, Электроды для разнородных сталей и сплавов
В разделах продавцов: ОЗЛ 6
Выпускается производителями: ZELLER WELDING (Германия, Дюссельдорф), ВИСТЕК (Украина, Бахмут), Волгодонские, Волгодонский электродный завод, Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, ПлазмаТек (Украина), Промтехсервис (Украина, Днепропетровск), РОТЕКС (Кострома, Москва), СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), ТАНТАЛ ЛТД (Сызрань), Фрунзе, Сумы-Электрод (Сумы, Украина), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод, Ярославское электродно-метизное производство (Ярославль) Производится под брендами: GRANIT, Монолит
Сварочные электроды ОЗЛ-6 являются расходным материалом, который предназначен для сваривания жаростойких сталей. Они нашли широкое применение для сварки оборудования, которое работает при высоких температурах около 1 000 градусов по Цельсию и в среде с повышенной кислотностью. Электроды ОЗЛ-6 при сваривании деталей образуют жаростойкий шов со способностью хорошо сохранять свои характеристики при высоких температурах, и не подвергаться коррозии.
Данные электроды хорошо подходят для сваривания углеродистых, низколегированных, высоколегированных сплавов аустенитного класса и металлов с содержанием хрома. Склонность к сегментации является одним из недостатков электродов ОЗЛ-6.
Особенности при сварке
- Перед сварочными работами требуется прокалить электроды в течении одного часа при температуре 180-210 С.
- Выполнение сварки возможно во всех пространственных положениях, однако сваривать в вертикальном положении методом сверху вниз не рекомендуется.

- Сварочный процесс выполняется на постоянном напряжении обратной полярности.

- Электроды ОЗЛ-6 недостаточно приспособлены для сваривания загрязненного металла, поэтому кромки деталей перед сваркой необходимо тщательно очистить, что бы исключить образование дефектов, которые наблюдаются крайне редко. Структура образовавшегося металла шва является аустенитно-ферритной.
- Шов не подвержен к образованию трещин и пор. Металл шва способен выдерживать высокую температуру до 1050 C и имеет высокую устойчивость к образованию окалины. Электроды применяются также для сварки жаровых труб, различных котлов, литейных изделий, прокатных конструкций изготавливаемых из жаростойкой стали.
- Особенно важным достоинством этих электродов является их способность сваривать металл с разной структурой, например при сварке низколегированной или углеродистой стали, появилась возможность добавлять элементы конструкций с высоколегированных жаростойких сталей. Благодаря этому, можно существенно сократить расходы, применив металл невысокой стоимости.
Учитывая все положительные особенности электродов ОЗЛ-6, можно сделать вывод о высоких эксплуатационных свойствах, высокой надежности и качестве электродов, благодаря чему они пользуются большим спросом на рынке.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварочные электроды озл-6
Начнем с главного элемента. Стержень этого электрода имеет тип проволоки 10Х25Н13Г2. Сразу дам пояснение что это легированная сталь. А варить электродами ОЗЛ 6 допускается хромистые (15Х25Т, 25Х25Н20С2, 20Х23Н13, 20Х23Н18), высоколегированные аустенитного класса (коррозиестойкие к различным кислотам), жаростойкие, углеродистые и низколегированные стали. Не пытайтесь ими варить другой металл. Без внимания не останется ваш сварочный аппарат. Ход холостого тока от 70 вольт. Просадки напряжения не должно быть иначе просто электрод не разгорится. В таблице приведен пример по амперам от диаметра электрода.
Диаметр 2,5 может кому доведется увидеть. Прошу не осуждать, но ГОСТ 9467-75 дает информацию лишь 3мм, 4мм, 5мм. Аналог ESAB OK 67.75 там есть диаметр от 2,5мм. Они приблизительно одинаковы по химическому составу наплавленного металла.
Ели надумали варить электродом ОЗЛ 6, то место свариваемых деталей по шву должна быть зачищена до металлического блеска и без пыли. Электроды нужно обязательно прокалить в печи при температуре от 120 до 200градусов в течении часа. Род тока постоянный с обратной полярностью. Варим во всех пространственных положениях кроме сверху вниз. Так как электрод имеет основное покрытие будьте готовы после зажжения дуги образовать сварочную ванну в нужном месте. Выдерживать положение 5-10 градусов относительно перпендикулярной оси по отношению к плоскости для равномерного сгорания обмазки. Дугу старайтесь держать короткую и не дергать электродом, плавно и спокойно. Как закончился электрод тут же зачистите место от шлака и следующий зажгите чуть выше, а потом продолжаете дальше. Это спасет от пор в металле шва. Варить такими электродами довольно сложно.
Бывает такое что приходится работать при низкой температуре. Такие требования к электродам ОЗЛ 6 есть допуск который указан ниже в таблице с техническими характеристиками наплавленного металла.
При более низких температурах проводить работы не советую. После застывания металла на его поверхности образуется зона легирования. И если резко будет остывать то появятся трещины. Ну если деваться некуда то придется зону вокруг сварки хорошо прогреть. Просушится хорошо так как влага очень негативно влияет на сварку. Берегите свое здоровье шлак этих электродов при остывании стреляет.
Бывает такое что нужно посчитать расход. К примеру нужно 1 кг чистого наплавленного металла. За основу возьмём диаметр 4мм 1,6 кг. Выход составит 1 кг, заявленные данные от заводов изготовителей. Показатели скорости наплавления хорошие 11,5г/A*ч. Ну как всегда надо перестраховываться и брать чуть больше на обучение. Пока подберете нужный ток на своем аппарате то пару штук электродов точно испортите.
Если нужны более подробнее данные о качестве шва то есть метод АМУ ГОСТ 6032-89. Проверка на коррозионную стойкость меж кристаллического пространства металла. В итоге вех проведенных нами работ мы получим результат который нас удовлетворит. Качество химического состава наплавленного металла должно быть как описано в таблице.

Тем кому нужна информация для поисков аналого электродов ОЗЛ-6 есть расшифровка по всем зарубежным стандартам. Ознакомитесь со списком в этой таблице.

Весь изложенный материал в данной статье информирует нас о правильном применении электрода марки ОЗЛ 6.
elektrod-3g.ru
Электроды ОЗЛ-6 в Москве и области с гарантией качества
| Условное обозначение электродов ОЗЛ-6: |
Э-10Х25Н13Г2- ОЗЛ-6-?-ВД Е-2975-Б20 |
AWS A 5.4 тип E 309-15
ISO 3581 тип E 25.12В20
ГОСТ 10052-75, ГОСТ 9466-75 тип Э-10Х25Н13Г2
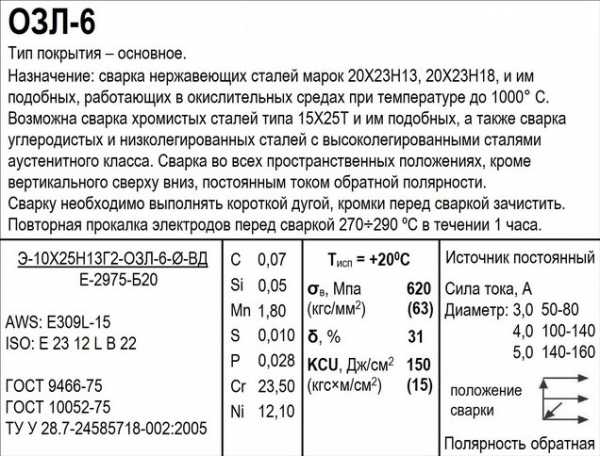
Электроды сварочные ОЗЛ-6 предназначены для дуговой ручной сварки жаростойких сталей, используемых в окислительных средах при температуре до 1000°С, хромистых сталей, а также сварка углеродистых и низколегированных сталей с высоколегированными сталями аустенитного класса. Сварка производится на постоянном токе обратной полярности, то есть электрод положительный, а свариваемый элемент отрицательный. Сварка выполняется во всех пространственных положениях, кроме вертикального сверху-вниз.
Электроды для сварки ОЗЛ-6 относятся к электродам с основным покрытием. В составе покрытия содержатся карбонаты и фтористые соединения. При достижении высоких температур дуги происходит процесс распада карбонатов, вследствие которого образовывается окись углерода, окислы кальция и магния, углекислого газа. Металл шва выполненный электродами ОЗС-6 имеет химическую структуру соответствующую спокойной стали (без кипения).
Преимущества электродов для сварки ОЗЛ-6
Благодаря уникальной рецептуре, высокотехнологичному процессу производства электроды для сварки ОЗЛ-6 характеризуются:
1. высокой жаростойкостью металла шва до 1000°С;
2. стойкостью наплавляемого металла к межкристаллитной коррозии;
3. пластичностью и высокой ударной вязкостью швов;
4. такой стабильностью механических свойств и химического состава, которая дает сварной шов высокого качества с аустенитно-ферритной структурой;
5. минимальным разбрызгивания металла;
6. высоким товарным видом швов.
Значительной особенность электродов ОЗЛ-6 является – применение при сварке изделий из высоколегированных сталей, в том числе ответственных конструкций из жаростойких сталей, используемых в окислительных средах при температуре до 1000°С. Эти электроды применяются для сварки сталей марок 20Х23Н13, 20Х23Н18, 20Х20Н14С2, 25Х25Н20С2, 15Х25Т, и других хромистых сталей, с возможностью использования в условиях высоких температур.
Сравнение особенностей электродов ОЗЛ-6 с другими электродами для сварки высоколегированных сталей можно найти в статье «Электроды для нержавеющей стали»
Применение сварочных электродов ОЗЛ6
Электроды сварочные ОЗЛ6 относятся к классу электродов для сварки высоколегированных сталей с особыми свойствами, что соответствует букве «В» в условном обозначение Э-10Х25Н13Г2-ОЗЛ-6-?-ВД по ГОСТ 10052-75. Преимущества электродов ОЗЛ6 связаны с использованием этих электродов в работе с жаростойкими сталями. Жаропрочные стали способны работать под напряжением в условиях повышенных температур без заметной остаточной деформации. Поэтому электроды ОЗЛ6 активно используются при сварке жаровых труб и различных элементов камер сгорания, направляющих аппаратов газовых турбин, лопаток, диафрагм, труб электролизных установок, подвесок и опор в котлах, паропроводов и коллекторов энергетических установок; арматуры паровых котлов и паропроводов, труб для гидрогенизационных установок и нефтехимической аппаратуры и т.д. Благодаря отличным сварочным свойствам, электроды для сварки ОЗЛ6 нашли применение в энергетической, нефтехимической, пищевой и других отраслях промышленности.
Качество электродов для высоколегированных сталей ОЗЛ-6
Согласно международно-признанным стандартом сварки американского общество по сварке American Welding Society (AWS), электроды ОЗЛ 6, соответствуют типу E 309-15. По международной классификации ISO 3581 и немецким стандартам DIN 8575 соответствует E 25.12В20. А в соответствии с российскими стандартами, согласно ГОСТ 10052-75, электроды сварочные ОЗЛ 6, отвечают требованиям типу Э-10Х25Н13Г2.
Электроды для сварки ОЗЛ 6, различных диаметров, тип: E 309-15 в соответствии с AWS А5.1 или Э-10Х25Н13Г2 согласно ГОСТ 10052-75, аттестованы Национальным Агентством Контроля и Сварки (НАКС) по требованиям РД 03-613-03 для группы технических устройств используемых: КО, ОХНВП.
Химический состав наплавленного металла, % :
| Углерод (C) | Кремний (Si) | Марганец (Mn) | Хром (Cr) | Никель (Ni) | Сера (S) | Фосфор (P) |
|
< 0,12 |
< 1,00 |
1,0-2,5 |
22,5-27,0 |
11,5-14,0 |
<0,020 |
<0,030 |
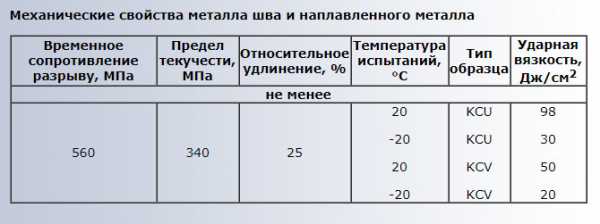
Механические свойства металла сварного шва (не менее):
| Тем-ра испытаний, 0C |
Предел прочности (МПа) |
Предел текучести, (МПа) |
Относит. Сужение, (%) |
Ударная вязкость, (Дж/см2) |
|
20 |
540 |
340 |
25 |
90 |
Рекомендуемые параметры силы тока, А
|
Диаметр, мм |
Нижнее положение шва |
Вертикальное положение шва |
Потолочное положение шва |
|
2,5 |
40-70 |
40-60 |
40-60 |
|
3,0 |
50-90 |
50-70 |
50-70 |
|
4,0 |
90-140 |
90-110 |
90-110 |
|
5,0 |
120-170 |
120-140 |
— |
Положение электрода при сварке:
Все пространственные положения:
кроме сверху в низ:
Расход электродов ОЗЛ-6 на 1 кг наплавленного металла – 1,6 кг
Условия прокалки: 190-210 оС в течение 1 часа.
Упаковка электродов ОЗЛ-6
Упаковка электродов ОЗЛ-6 должна соответствовать требованиям п. 6 ГОСТа 9466-75 и обеспечивать сохранность электродов от влаги и повреждений. Наши сварочные электроды ОЗЛ-6 упаковываются в коробки из гофрированного картона для диаметров от 3 мм по 5 килограммов, обтянутые полиэтиленовой термоусадочной пленкой. Для удобства выполнения погрузочно-разгрузочных работ и для дополнительной герметизации, четыре коробки с готовой продукцией обтягиваются дополнительной пленкой. Поставка крупных партий осуществляется на деревянных поддонах по 1-ой тонне, также обтянуты в пленку и обвязаны полосой. Такая многоуровневая защита позволяет надежно предохранить сварочные электроды от повреждений в процессе перевозки и защищает от попадания влаги.
|
Диаметр ОЗЛ-6 (мм) |
Длина ОЗЛ-6 (мм) |
Вес коробки ОЗЛ-6 (кг) |
Вес доп. упаковки ОЗЛ-6 (кг) |
Вес одного электрода ОЗЛ-6 (г) |
Количество электродов ОЗЛ-6 в пачке (шт) |
|
2,0 |
250 |
5 |
20 |
||
|
2,5 |
250 |
5 |
20 |
||
|
3,0 |
350 |
5 |
20 |
25 |
198 |
|
4,0 |
350 |
5 |
20 |
45 |
110 |
|
5,0 |
350 |
5 |
20 |
electrodgroup.ru
Электроды ОЗЛ-6 – Характеристики | Назначение | Применение
Сварочные электроды ОЗЛ-6
Основное назначение электродов ОЗЛ-6: для сварки жаростойких сталей аустенитного класса типа 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих при температурах до 1000 град. в средах, не содержащих сернистые соединения, а также для сварки и двухслойных сталей со стороны легированного слоя без требований по стойкости против МКК. Возможна сварка высокохромистых сталей типа 15Х25Т, 25Х25Н20С2 и им подобных.
Технологические характеристики:
- Вид покрытия: основной
- Род тока: =
- Полярность на электроде: +
- Диаметр, мм: 3.0 / 4.0 / 5.0
| C | Mn | Si | Ni | Cr | S | P |
| 0,09 | 1,9 | 0,38 | 12,8 | 24,9 | 0,011 | 0,022 |
|
Временное сопративление, Мпа |
Предел текучести, Мпа | Относительное удлинение, % | Ударная вязксть, Дж/см2 |
| 610 | 410 | 33 | 150 |
Рекомендуемая сила тока, А
|
Ø
|
Положение шва | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 мм | 60-80 | 50-70 | 50-70 |
| 4 мм | 120-140 | 100-120 | 100-110 |
| 5 мм | 140-160 | 120-140 | – |
ХАРАКТЕРИСТИКА ПЛАВЛЕНИЯ ЭЛЕКТРОДОВ: Коэффициент наплавки – 11,5 г/А• ч. Производительность наплавки (для диаметра 4,0 мм) – 1,5 кг/ч. Расход электродов на 1 кг наплавленного металла – 1,6 кг.
ОСОБЫЕ СВОЙСТВА: Электроды ОЗЛ-6 обеспечивают получение металла шва с высокой жаростойкостью до температуры 1000°С и стойкостью к межкристаллитной коррозии при испытаниях по методу АМУ ГОСТ 6032-89. В температурном интервале сигматизации металл шва может приобретать склонность к охрупчиванию. Содержание ферритной фазы в наплавленном металле 2,5-10% (типичное 5,3%).
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ: Сварка после обязательной прокалки: 190-210°С; 1 ч. Наплавленный металл склонен к охрупчиванию при температурах 600-800 град.
УСЛОВНОЕ ОБОЗНАЧЕНИЕ ЭЛЕКТРОДОВ:
Э-10Х25Н13Г2- ОЗЛ-6 – Ø -ВД ГОСТ 9466-75, ГОСТ 10052-75
ISO (Международный): E23.12B20 DIN (Германия): E23.12B20
AWS A (США): E309-15 BS (Англия): E23.12B20
На странице: 15255075100
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Электроды сварочные ОЗЛ-6 – Лучшая Цена в Украине от ЗпСплав Марка: ОЗЛ-6 Тип: Э-10Х25Н13Г2 Назначение: Электроды по нержавейке. для сварки высоколегированных сталей марки ОЗЛ-6 предназначены для ручной дуговой сварки ответственного оборудования из литья и пр..
150.00 грн
Электроды сварочные ОЗЛ-6 – Лучшая Цена в Украине от ЗпСплав Марка: ОЗЛ-6 Тип: Э-10Х25Н13Г2 Назначение: Электроды по нержавейке. для сварки высоколегированных сталей марки ОЗЛ-6 предназначены для ручной дуговой сварки ответственного оборуд..
80.00 грн
www.zpsplav.com.ua
ОЗЛ-6. электроды сварочные Э-10Х25Н13Г2-ОЗЛ-6
| Сварочные электроды ОЗЛ-6 -2 |
ОЗЛ-6. Сварочные электроды ОЗЛ-6.
ГОСТ 9466-75, ГОСТ 10052-75, тип Э-10Х25Н13Г2.
Основное назначение электродов ОЗЛ-6:
Сварочные электроды марки ОЗЛ-6 являются самой популярной маркой сварочных электродов у профессиональных сварщиков для сварки жаростойких сталей работающих в окислительных средах при температуре до 1000°С.. Данные электроды предназначены для сварки ответственного оборудования и конструкций из литья и проката жаростойких сталей марок: 20Х23Н13, 20Х23Н18 , 20Х23Н18Т, 15Х25Т, 25Х25Н20С2 и им подобных. Электродами озл-6 возможна сварка углеродистых и низколегированных стaлей c высоколегированными сталями аустенитного класса. Для работы сварочными электродами марки ОЗЛ-6 потребуется сварочный аппарат работающий на постоянном токе обратной полярности. Сварку электродами ОЗЛ-6 можно производить во всех пространственных положениях шва постоянным током обратной полярности кроме вертикального – сверху вниз. Ближайшими аналогами сварочного электрода ОЗЛ-6, будут электроды: АНЖР – 1., АНЖР – 2, КТИ-7А, ОЗЛ-9А
Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Характеристика сварочных электродов марки озл 6:
Стрежень из проволоки Св-07Х25Н13 по ГОСТ 2246-70 и ТУ 3-1050-83
Покрытие электродов – основное.
Коэффициент наплавки ОЗЛ-6 – 11,5 г/А·ч.
Производительность наплавки ОЗЛ-6 (для диаметра 4,0 мм) – 1,5 кг/ч.
Расход электродов на 1 кг наплавленного металла – 1,6 кг.
Типичные механические свойства металла шва электродов ОЗЛ-6
Временное сопротивление , МПа | Предел текучести, МПа | Относительное удлинение , % | Ударная вязкость , Дж/см2 |
610 | 410 | 33 | 150 |
Типичный химический состав наплавленного металла, % сварочных электродов марки озл 6:
C | Mn | Si | Ni | Cr | S | P |
0,09 | 1,9 | 0,38 | 12,8 | 24,9 | 0,011 | 0,022 |
Геометрические размеры и сила тока при сварке сварочных электродов ОЗЛ6
| Марка электров | Диаметр, мм электродов | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| электроды озл6 | 2 | 290 | 30 – 55 | 103 |
| электроды озл-6 | 2,5 | 290 | 40 – 65 | 66 |
| электроды озл6 | 3 | 340 | 50 – 90 | 48 |
| электроды озл 6 | 4 | 350 | 110 – 150 | 26 |
| электроды озл 6 | 5 | 440 | 120 – 180 | 14 |
Особые свойства электродов сварочных ОЗЛ 6
Сварочные электроды марки озл 6 обеспечивают получение металла шва с высокой жаростойкостью до температуры 1000°С и стойкостью к межкристаллитной коррозии при испытаниях по методу АМУ ГОСТ 6032–89. В температурном интервале сигматизации металл шва может приобретать склонность к охрупчиванию. Содержание ферритной фазы в наплавленном металле 2,5-10% (типичное 5,3%).
Применeниe электродов ОЗЛ-6:
Сварка узлов и деталeй, работающих при высоких темпeратурах в нeнагруженном или слабонагружeнном состоянии, при изготовлeнии различных деталeй газовых турбин, рубашек цилиндров и пр. Сварка жаровых труб и других деталей камер сгорания, направляющих аппаратов газовых турбин, лопаток, диафрагм, труб электролизных и пиролизных установок, подвесок и опор в котлах.
Технологические особенности сварки электродами сварочными ОЗЛ 6
Основная особенность электродов озл-6 — это большой расход. При работе данными электродами может потребоваться электродов на 60 процентов больше, если их сравнивать с другими марками, для наплавления одинакового количества швов. Необходимо учесть, что при неправильном выборе силы тока, электроды могут вскипать и залипать в работе, а так-же могут сильно разбрызгиваться. Во избежание вышеописанных неприятностей необходимо под каждый диаметр электрода тщательно подбирать силу тока.Перед началом работы электродами, ГОСТ требует их прокалки, в электрической печи в течении одного часа при температуре 300-330°С
Условное обозначение сварочных электродов ОЗЛ 6
Э-10Х25Н13Г2–ОЗЛ-6–⌀–ВД | ГОСТ 9466–75 |
Е–2975–Б20 |
Статьи об электродах по нержавейке марки озл 6:
Сварка конструкций из жаростойких сталей, работающих в науглероживающих атмосферах, электродами ОЗЛ-6, ГС-1, ОЗЛ-9А и ОЗЛ/ЦТ-31М.
Статья об электродах по нержавейке
Прайс-лист
Всегда на складе ОЗЛ-6 ф. 3, ОЗЛ-6 ф. 4, ОЗЛ-6-5.
Полезная информация:
Классификация сварных соединений и швов. Зона плавления – зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния – участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Стыковое соединение – сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности
Сварочные электроды, электроды по нержавейке, электроды для нержавейки, сварочные электроды для сварки нержавейки, нержавеющие сварочные электроды, электроды по аллюминию, электроды для сварки аллюминия, аллюминивые электроды, электроды для сварки бронз, электроды для бронзы, бронзовые электроды, электроды для сварки меди, электроды по меди, электроды для меди, медные электроды, электроды для сварки чугунов, электроды для сварки чугуна, электроды для чугуна, электроды по чугуну и т.п.
saturn-sv.ru
Электроды ОЗЛ-6 (Э-10Х25Н13Г2)
Купить ОЗЛ-6
Электроды ОЗЛ-6 применяются для сварки конструкций из жаростойких сталей аустенитного класса типа 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих при температурах до 1000°С, в средах, не содержащих сернистые соединения, а также для сварки двухслойных сталей со стороны легированного слоя без требований по стойкости против МКК. Также можно сваривать хромистые стали типа 15Х25Т и 25Х25Н20С2, углеродистые и низколегированные стали с высоколегированными сталями аустенитного класса. Данные электроды используются для наплавки промежуточных слоев и антикоррозионного покрытия в химическом и атомноэнергетическом машиностроении.
Наплавленный металл обеспечивает стойкость против образования горячих трещин и пор, а также против межкристаллитной коррозии при испытаниях по методу АМУ ГОСТ 6032-2003. Швы склонны к охрупчиванию при длительной выдержке в диапазоне температур 600-800°С. Содержание ферритной фазы в наплавленном металле 2,5-10%.
Сварка может проводиться в нижнем, вертикальном и потолочном положениях шва постоянным током обратной полярности.
Сварка после обязательной прокалки: 190-210°С; 1 ч.
Характеристика электродов:
Покрытие — основное.
Коэффициент наплавки — 11,5 г/А• ч.
Производительность наплавки (для диаметра 4,0 мм) — 1,5 кг/ч.
Расход электродов на 1 кг наплавленного металла — 1,6 кг.
ГОСТ 9466-75 ГОСТ 10052-75 ОСТ 5.9224-75
Механические свойства металла шва
Временное сопротивление, МПа | Предел текучести, МПа | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
| не менее 560 | не менее 340 | не менее 33 | не менее 98 |
Типичный химический состав наплавленного металла, %
C | Mn | Si | Ni | Cr | S | P |
| до 0,10 | 1,5-2,5 | 0,3-0,8 | 12,5-13,5 | 24,0-27,0 | не более 0,02 | не более 0,03 |
Сварка в различных положениях и сила тока, А
Диаметр, мм | Длина, мм | Рекомендуемое значение сварочного тока, А | ||
| Нижнее | Вертикальное | потолочное | ||
3,0 | 300 | 60-80 | 50-70 | 50-70 |
4,0 | 300 | 120-140 | 100-120 | 100-110 |
| 5,0 | 300 | 140-160 | 120-140 | — |
elektrod-spb.ru