Пайка алюминия газовой горелкой в домашних условиях
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.
Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.
Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство. Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества
- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.


Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
 Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
Его самого, а также соединения, следует всегда проверять на целостность перед использованием.«Важно!
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.
 Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.Пайка алюминия горелкой
«Важно!
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.
 »
»Режимы пайки горелкой
Толщина заготовки, мм | Расход припоя, г | Расход газа, мл |
| 1-2 | 0,5-1 | 3-5 |
| 2 -4 | 1-1,5 | 5,5 |
| 6 | 1,5 | 7 |
| 10 | 2 | 11 |
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
Пайка алюминия в домашних условиях газовой горелкой
В этой статье можно в деталях узнать об очень простом и практичном способе пайки алюминия. Используя этот способ, даже если у вас нет подобного опыта, вы можете легко починить и восстановить любое изделие, материалом производства которого служит алюминий, не беря аргоновую сварку. Также, взяв на вооружение данный способ, можно заниматься возделыванием различных конструкций, используя алюминиевый профиль.
Также, взяв на вооружение данный способ, можно заниматься возделыванием различных конструкций, используя алюминиевый профиль.
Запаивание радиатора или ремонт велосипедной рамы теперь можно сделать не в мастерской за немалую сумму, а совершенно бесплатно в домашних условиях.
Если к делу подойти грамотно, качество пайки будет не хуже, чем в случае со сварным соединением. При этом надежность будет выше, в сравнении с любой холодной сваркой, которая часто применяется как альтернатива.
Для нашей технологии мы воспользуемся:
• порошковой проволока для пайки алюминия;
• газовой горелкой.
Газовую горелку не обязательно брать профессиональную. Можно взять обычную насадку-горелку к газовому баллону, или любую другую.
Подробнее будет описан специальный припой, который нам понадобится, он продается в магазинах. Данный вариант трубчатого порошкового припоя предназначен именно для пайки алюминия. Порошковым он называется по причине порошка в самой трубке. Припой образует пара компонентов: оболочка и порошковая основа внутри. Химический состав здесь не важен.
Припой образует пара компонентов: оболочка и порошковая основа внутри. Химический состав здесь не важен.
Припой этот продается в специализированном магазине, он применяется в ремонтных автомастерских.
Пайка алюминия горелкой
Сначала нужно взять профиль и элементы, которые мы планируем сварить.
Поверхность зачищается – берется щетка по металлу. Иным вариантом может послужить наждачная бумага, крупнозернистая. С большей шероховатостью поверхности для пайки соединение с припоем будет более качественное.
Взяв струбцину или другое приспособление, связь зафиксируем. Включается газовая горелка и нагревается стык.
Подносится трубчатый припой. Дальше происходит процесс его расплавления и растекания по шву.
Температура при операции составляет порядка 450 градусов Цельсия.
Припой отличается невероятной текучестью, он попадает в самую мелкую щель в металле.
Когда припой распределен, соединение можно прогреть еще немного, для максимального распределения и расплывания его в местах стыков узлов.
Подведение итогов
После того, как я услышал о том, в какой простой и доступный способ можно паять алюминий, я хорошенько удивился. Надеюсь, этот способ также станет приятным открытием и для вас.
Небольшая заметка о надежности. В этом плане, если сравнивать, метод сварки выиграет – из-за объединения и перемешивания структур, но выиграет лишь чуть-чуть. Если соединение изогнуть, будет гнуться сама деталь. Соединение пайки обладает крайней надежностью, оно рассчитано на воздействие почти любых нагрузок, как если бы в случае с литым соединением.
Единственный “минусовый” момент – не достаточно качественной пайка может получиться в случае с недостаточным прогревом грелкой.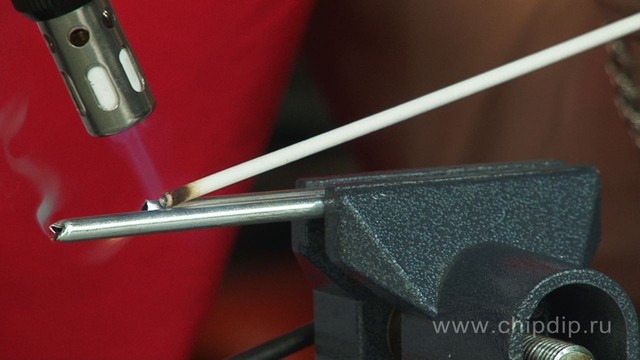 В ином случае все будет держаться намертво.
В ином случае все будет держаться намертво.
В итоге мы сможем легко реанимировать старую кухонную утварь, сооружать емкости из листового металла или стеллажи из профилей.
ALSOLDER™ 85/15 Алюминиевый припой Катушка 0,118″ x 1 фунт Коробка 4 фунта
50061H
Алюминиевый припой ALSOLDER™85/15 .118 X Катушка 1 фунт X Упаковка 4 фунта
ALSOLDER™ 500 — это сплав для промежуточных температур, пригодный для пайки алюминия с самим собой и другими металлами, но не рекомендуется для магния. Часто используется для ремонта алюминиевых испарителей и пайки алюминиевых и медных трубок. При соединении алюминия с разнородными металлами необходимо учитывать возможность электролитической коррозии. AlSolder 500 также подходит для ремонта литейных цинковых сплавов.
Характеристики
- Алюминиевый припой для горелки или утюга
- Хорошее совпадение цветов на литом алюминии и цинке
- Образует превосходные коррозионностойкие соединения на трудно поддающихся пайке алюминиевых сплавах
- Не рекомендуется для магния
- Прочность на растяжение – до 20 000 фунтов на кв. дюйм
 дюйм
дюймПредупреждение –
Рак и репродуктивный вред —
www.P65Warnings.ca.gov
Что включено
- ALSOLDER™ .118 X Катушка 1 фунт X Упаковка 4 фунта
Информация о гарантии
- 1 год
Документация
- Al-Solder 500 Алюминиевый припой
Расходные материалы
| Тип сплава | Алюминий |
| Твердость по Бринеллю | ANSI/AWS A5.9 и ASME SFA 5.9 ER 316 |
| Химический состав | Олово 85% Цинк 15% |
| Классификация | Изготовлено по техническим стандартам Harris Products Group |
| Диаметр | 1/8″” (3,18 мм) |
| Удлинение | 50% в 2 |
| Ликвидус | 482°F (250°C) |
| Материал | Алюминий |
| Соответствует NSF | № |
| Рекомендуемый флюс | Флюс Stay-Clean® для алюминия Флюс Stay-Clean® для других металлов |
| Соответствует RoHS | Да |
| Солидус | 391°F (199°C) |
| Прочность на растяжение (PSI) | До 20 000 (от меди до меди) |
Гарантия
| Гарантия | 1 год |
Сварка алюминия без сварщика: обзор
29 декабря 2022 г. 29 декабря 2022 г.
| 22:07
29 декабря 2022 г.
| 22:07
Если вам нужно сварить алюминий, но вам нужен доступ к сварщику, вы можете подумать, что единственный выход — нанять профессионала. Тем не менее, есть несколько способов сварки алюминия без использования какого-либо дорогостоящего оборудования. В этом сообщении блога будут рассмотрены некоторые из самых популярных методов сварки алюминия без использования сварочного аппарата.
Пайка алюминия с помощью горелки и припоя
Один из самых простых способов соединить два куска алюминия — использовать кислородно-ацетиленовую горелку и припой. Процесс включает в себя нагрев металла до тех пор, пока он не станет достаточно теплым, чтобы припой мог образовать связь между ними. Этот метод лучше всего работает на тонких кусках алюминия или при соединении двух плоских поверхностей вместе. Важно отметить, что пайка не создает такого прочного соединения, как сварка, поэтому ее следует использовать только в тех случаях, когда прочность не является основным фактором.
Пайка алюминия с помощью прутков для пайки
Пайка алюминия аналогична пайке, но использует более высокие температуры и другие материалы. Припой из латуни или бронзы плавится и прикладывается к соединению между двумя кусками алюминия, создавая прочную связь между ними. Как и пайка, этот метод следует использовать только тогда, когда прочность не является основным фактором, поскольку он не обеспечивает невероятно прочного соединения по сравнению со сваркой. Кроме того, для пайки требуются специальные инструменты, такие как кислородно-ацетиленовая горелка, и защитное снаряжение, такое как перчатки и защитные очки.
Использование клея для холодной сварки
Другим вариантом соединения двух алюминиевых деталей без сварки является использование клея для холодной сварки, такого как J-B Weld или Bondo Metal Reinforced Filler. Эти продукты предназначены для создания прочных связей между металлами, которые могут выдерживать экстремальные температуры и давления.