Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
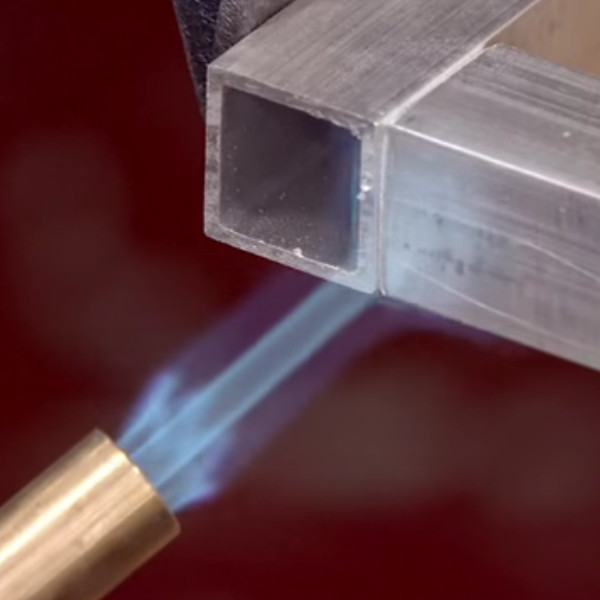
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы

Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.

Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга.
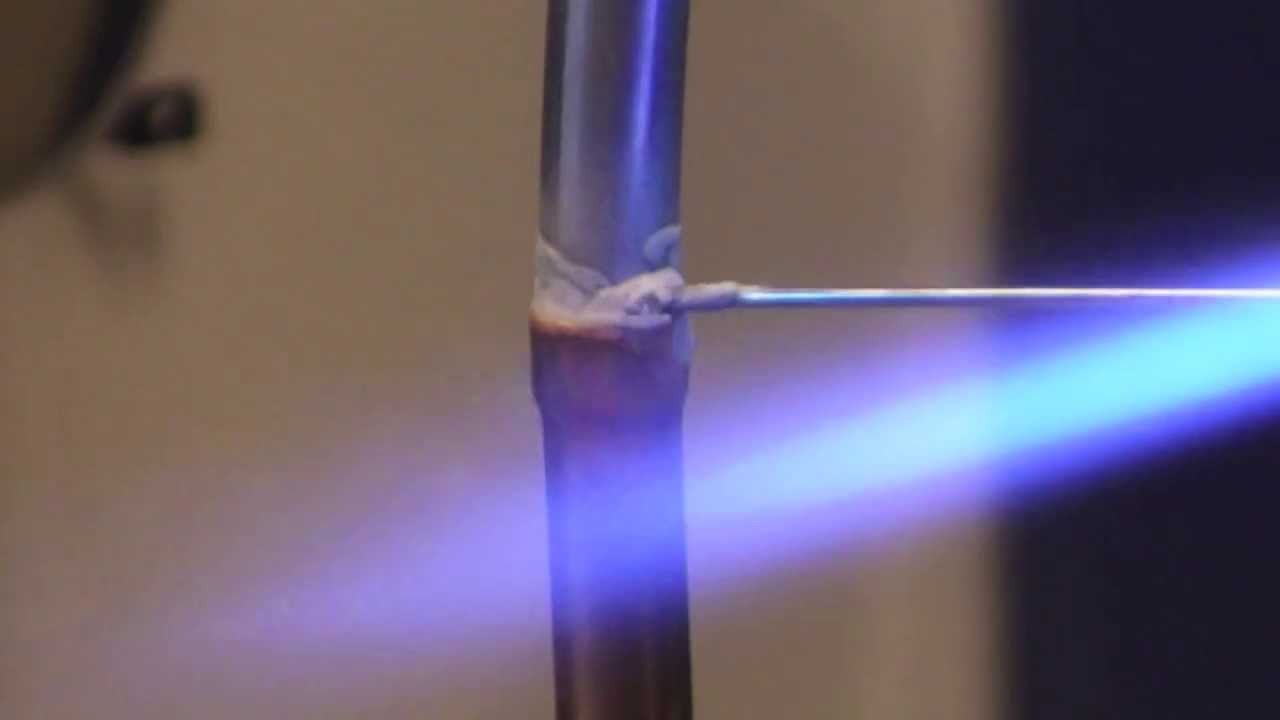
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.

Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Пайка алюминия в домашних условиях паяльником, газовой горелкой
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.
Пайка алюминия в домашних условияхПроблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.
Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей.
 Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
 Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.
Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия. Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
- Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку. С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Пайка алюминия в домашних условиях горелкой, припой
Промышленное производство алюминия, по историческим меркам, началось относительно недавно. Но за это время этот материал прочно вошел в нашу жизнь. Его основные параметры – высокая электро- и теплопроводность, малый вес, стойкость к воздействию коррозии привели к тому, что этот металл стал основным материалом, применяемым в авиационной и космической промышленности. Кроме этого, без алюминия невозможно представить улицы наших городов, из него выполняют светопрозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое другое.
При его обработке допустимо использовать практически все виды обработки – точение, штамповка, литье, сварку и пайку. Последние способы применяют для получения неразъемных соединений из алюминиевых заготовок.
Общие принципы пайки алюминия в домашних условиях
Многие искренне полагают, что пайка алюминия в домашних условиях – это довольно сложный процесс. Но на самом деле все не так и плохо. Если использовать соответствующие припои и флюсы, то особых сложностей не должно возникнуть. В том случае если домашний мастеровой будет паять алюминиевые детали с использованием материалов, предназначенных для меди или стали, то результат, скорее, будет отрицательный.
Инструменты для пайки
Особенности процесса
Сложности пайки алюминия обусловлены в первую очередь тем, что на его поверхности существует оксидная пленка, которая в отличии от основного металла имеет более высокую температуру плавления и высокой стойкостью к воздействию различных химических веществ. Именно это пленка и создает серьезные препятствия при использовании традиционных припоев и флюсов и например, если паять алюминий оловом, то гарантировать качественный результат сложно. Для устранения этой пленки применяют или механическое воздействие, или флюсы, которые содержат сильнодействующие химические вещества.
Именно это пленка и создает серьезные препятствия при использовании традиционных припоев и флюсов и например, если паять алюминий оловом, то гарантировать качественный результат сложно. Для устранения этой пленки применяют или механическое воздействие, или флюсы, которые содержат сильнодействующие химические вещества.
Сам основной металл, в данном случае алюминий обладает низкой температурой плавления, порядка 660 °C. Такая разница между температурой плавления оксидной пленки и основным металлом тоже приводит к осложнениям в пайке.
Это свойство алюминия в результате приводит к тому, разогретый алюминий становиться менее прочным. Так, алюминиевые конструкции начинают терять устойчивость уже при температуре 250-300 °C. Кроме этого в составе алюминиевых сплавов могут входить материалы, начинающие плавиться при температуре в 500-650 °C.
Схема пайки алюминия
В состав большого количества припоев входят – олово, кадмий и другие компоненты. Алюминий с трудом входит в контакт с этими материалами и это в свою очередь приводит к тому, что швы, получаемые с использованием этих припоев, отличаются низкой надежностью и прочностью. Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Использование цинка в составе припоев позволяет придавать шву высокие прочностные параметры.
Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Использование цинка в составе припоев позволяет придавать шву высокие прочностные параметры.
Использование трансформаторного масла
Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы. Один из них связан с применением трансформаторного масла.
Трансформаторное масло
Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Для пайки алюминия применяют и легкоплавкие припои.
Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка.
Припой для пайки
Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине.
Один из серийно выпускаемых припоев по алюминию — HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Как правильно паять с помощью горелки
Необходимость в пайке алюминия и его сплавов может возникнуть как в производственных, так и бытовых условиях. Это процесс может быть использован при выполнении ремонта деталей, но иногда приходится сталкиваться с более масштабными работами.
Обработка алюминия сопряжена с рядом сложностей и поэтому традиционные материалы технологии пайки не всегда гарантируют получение надлежащего результата.
Один из часто применяемых способов получения неразъемных соединений напрямую связан с использованием газовой горелки.
Работа с алюминием подразумевает то, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей.
Пайка с помощью горелки существенно отличается от работы с паяльником и по праву считается более практичным. Работая с горелкой, мастер может выполнять настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особой роль толщина материала. Иногда при работе с горелкой применяют флюсы и дополнительные средства обработки поверхности.
Пайка алюминия при помощи газовой горелки
Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов.
Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Какой флюс использовать
Флюс для пайки алюминия надо подбирать, руководствуясь набором факторов. Существует так называемый бинарный флюс основу, которого составляет ортофосфорная кислота. Флюсы этого класса не нуждаются в дополнительной промывке. С помощью этого материала можно паять и другие металлы.
Разновидности флюсов для пайки алюминия
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Недостатки
Говоря о пайке алюминиевых деталей надо всегда помнить о том, что для работы с ним необходимо использовать специальные припои и флюсы, которые в состояние обеспечить требования к качеству получаемых соединений.
Малейшее нарушение технологии или использование неподходящих материалов приведет к тому, что полученный шов не будет отвечать требованиям по качеству.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.

Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? – порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс – ссылка на припой.

Стоит недорого, советую брать сразу упаковку – в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен.
 Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка – это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
можно ли паять алюминий оловом и как это сделать в домашних условиях?
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.

Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
 Температуру огня можно отрегулировать изменением давления внутри баллона.
Температуру огня можно отрегулировать изменением давления внутри баллона.Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.

При наличии всего необходимого можно приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Пайка алюминия в домашних условиях газовой горелкой
Секреты умельцев /17-апр,2020,23;42 / 3200В этой статье можно в деталях узнать об очень простом и практичном способе пайки алюминия.
 Используя этот способ, даже если у вас нет подобного опыта, вы можете легко починить и восстановить любое изделие, материалом производства которого служит алюминий, не беря аргоновую сварку. Также, взяв на вооружение данный способ, можно заниматься возделыванием различных конструкций, используя алюминиевый профиль.
Используя этот способ, даже если у вас нет подобного опыта, вы можете легко починить и восстановить любое изделие, материалом производства которого служит алюминий, не беря аргоновую сварку. Также, взяв на вооружение данный способ, можно заниматься возделыванием различных конструкций, используя алюминиевый профиль.Запаивание радиатора или ремонт велосипедной рамы теперь можно сделать не в мастерской за немалую сумму, а совершенно бесплатно в домашних условиях.
Если к делу подойти грамотно, качество пайки будет не хуже, чем в случае со сварным соединением. При этом надежность будет выше, в сравнении с любой холодной сваркой, которая часто применяется как альтернатива.
Для нашей технологии мы воспользуемся:
• порошковой проволока для пайки алюминия;
• газовой горелкой.
Газовую горелку не обязательно брать профессиональную. Можно взять обычную насадку-горелку к газовому баллону, или любую другую.
Подробнее будет описан специальный припой, который нам понадобится, он продается в магазинах. Данный вариант трубчатого порошкового припоя предназначен именно для пайки алюминия. Порошковым он называется по причине порошка в самой трубке. Припой образует пара компонентов: оболочка и порошковая основа внутри. Химический состав здесь не важен.
Данный вариант трубчатого порошкового припоя предназначен именно для пайки алюминия. Порошковым он называется по причине порошка в самой трубке. Припой образует пара компонентов: оболочка и порошковая основа внутри. Химический состав здесь не важен.
Припой этот продается в специализированном магазине, он применяется в ремонтных автомастерских.
Пайка алюминия горелкой
Сначала нужно взять профиль и элементы, которые мы планируем сварить.
Поверхность зачищается – берется щетка по металлу. Иным вариантом может послужить наждачная бумага, крупнозернистая. С большей шероховатостью поверхности для пайки соединение с припоем будет более качественное.
Взяв струбцину или другое приспособление, связь зафиксируем. Включается газовая горелка и нагревается стык.
Подносится трубчатый припой. Дальше происходит процесс его расплавления и растекания по шву.
Температура при операции составляет порядка 450 градусов Цельсия.
Припой отличается невероятной текучестью, он попадает в самую мелкую щель в металле.

Когда припой распределен, соединение можно прогреть еще немного, для максимального распределения и расплывания его в местах стыков узлов.
Подведение итогов
После того, как я услышал о том, в какой простой и доступный способ можно паять алюминий, я хорошенько удивился. Надеюсь, этот способ также станет приятным открытием и для вас.
Небольшая заметка о надежности. В этом плане, если сравнивать, метод сварки выиграет – из-за объединения и перемешивания структур, но выиграет лишь чуть-чуть. Если соединение изогнуть, будет гнуться сама деталь. Соединение пайки обладает крайней надежностью, оно рассчитано на воздействие почти любых нагрузок, как если бы в случае с литым соединением.
Единственный “минусовый” момент – не достаточно качественной пайка может получиться в случае с недостаточным прогревом грелкой. В ином случае все будет держаться намертво.
В итоге мы сможем легко реанимировать старую кухонную утварь, сооружать емкости из листового металла или стеллажи из профилей.
Пайка алюминия в домашних условиях газовой горелкой и паяльником с использованием оловянно-свинцовых припоев
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь.
 В месте пайки можно орудовать электрическим паяльником.
В месте пайки можно орудовать электрическим паяльником.Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист – отличный навык, который можно добавить в свой набор инструментов DIY. Пайка – это процесс, при котором два или более металлических предмета сплавлены вместе путем плавления присадочного металла в стыке. Хотя пайка, как правило, проста, при работе с определенными материалами становится труднее. Одним из наиболее трудных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника.Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом. Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1. Очистите алюминиевый металлический лист
Используйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим, потому что, когда вы работаете с алюминием, его очень сложно припаять должным образом, поэтому вам нужно удалить все препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 – Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе. Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 – Нанесите флюс на область, подлежащую пайке
Следующим шагом является нанесение флюса на области, где необходимо припаять. Флюс – это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Флюс – это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 – Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно паять, с помощью горелки. Убедитесь, что припой или наполнитель мгновенно плавятся. Не прикладывайте тепло непосредственно к наполнителю припоя, чтобы предотвратить выгорание металла припоя.Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель течет по алюминию и просачивается внутрь соединения, но если он просто скатывается, вам нужно попробовать другой флюс и припой металла и повторить продолжайте до тех пор, пока не увидите просачивание металла в алюминиевый стык.
6 способов пайки алюминиевых деталей с помощью электрического паяльника – Yantai Baodi Copper & Aluminium Co. , Ltd
 , Ltd
, Ltd При обслуживании радио и бытовой техники иногда необходимо паять небольшие алюминиевые детали, потому что поверхность алюминиевого устройства легко снимается. окисленный, который новичкам сложно паять прочно.Автор ссылается на информацию о сварке алюминиевых деталей и прошла успешную проверку. В этой статье для справки представлены эти практические методы пайки алюминия. Сначала на место пайки алюминиевой детали наносится припой, а затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой утолщается, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы потереть переднюю и заднюю часть паяльной станции.Расстояние трения не должно быть слишком большим. Как правило, пленка из алюминиевого сплава на поверхности алюминиевого компонента разрезается на наконечнике паяльника от 3 до 5 мм. Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяется от сферической формы до плоской, что указывает на то, что алюминиевый элемент прочно соединен с оловом.В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно. Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Затем избыток раствора сульфата меди и раствора соляной кислоты можно сварить паяльником мощностью 45-75 Вт, который работает хорошо.В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова для плавления и затем используйте, и тогда удобно сваривать обычным методом. В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность.
Изотермическое олово изменяется от сферической формы до плоской, что указывает на то, что алюминиевый элемент прочно соединен с оловом.В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно. Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Затем избыток раствора сульфата меди и раствора соляной кислоты можно сварить паяльником мощностью 45-75 Вт, который работает хорошо.В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова для плавления и затем используйте, и тогда удобно сваривать обычным методом. В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность. Это можно надежно сварить. Но учтите: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути.5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником мощностью 75 Вт на поверхность сваривания до тех пор, пока на поверхность алюминия не будет прикреплен слой олова, а затем ткань используется. Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а эффект сварки удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, многократно протереть алюминиевую поверхность паяльником, а затем нажать обычным способом. .Гладкая сварка. Наконец, шестой метод, сначала полируйте поверхность алюминиевых частей сварки, а затем закапайте несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем используйте острый нож, чтобы поскрести вперед и назад несколько раз при сварке, а затем используйте паяльник для пайки и канифоли при сварке Трение вперед и назад, олово скоро прочно приклеится к алюминиевой детали, этот метод также прост и практичен.
Это можно надежно сварить. Но учтите: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути.5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником мощностью 75 Вт на поверхность сваривания до тех пор, пока на поверхность алюминия не будет прикреплен слой олова, а затем ткань используется. Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а эффект сварки удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, многократно протереть алюминиевую поверхность паяльником, а затем нажать обычным способом. .Гладкая сварка. Наконец, шестой метод, сначала полируйте поверхность алюминиевых частей сварки, а затем закапайте несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем используйте острый нож, чтобы поскрести вперед и назад несколько раз при сварке, а затем используйте паяльник для пайки и канифоли при сварке Трение вперед и назад, олово скоро прочно приклеится к алюминиевой детали, этот метод также прост и практичен.
Пайка алюминия: основы – Weld Guru
Алюминий и алюминиевые сплавы на его основе можно паять методами, аналогичными тем, которые используются для других металлов.
Абразивная пайка и реакционная пайка чаще используются с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если припой контактирует с уровнем нагрева, превышающим температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Очищение поверхности металлической щеткой из нержавеющей стали. Далее вставлен алюминий 1/8 ″.Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал станет достаточно горячим, паяльный стержень плавится и течет в соединение.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра ракеты моделиприпаяны к трубе
Совместное проектирование
Конструкции соединений, используемые для пайки алюминиевых сборок, аналогичны тем, которые используются с другими металлами. Наиболее часто используемые конструкции – это формы простых соединений внахлестку и Т-образного соединения.
Зазор в стыках зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса. Однако в качестве ориентировочного значения зазор в суставе составляет от 0,005 до 0.020 дюймов (0,13–0,51 мм) требуется при использовании химических флюсов. Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
Препарат
Жир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем.Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не следует использовать для обработки алюминия или алюминиевых сплавов, поскольку они могут вступать в химическую реакцию.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа использовалась для сначала нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс превосходная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужицей расплавленного припоя, а затем протирая поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком. Не рекомендуется использовать металлическую щетку или другие металлические предметы. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в соответствии с их температурами плавления:
- Низкотемпературные припои .Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припой для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои .Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее стойкие к коррозии паяные сборки.
Правила пайки алюминия
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Посадка стыков должна быть плотной, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Просмотрите инструкции производителя, чтобы определить необходимое количество тепла.
- Используйте правильный флюс.

Справочные материалы по пайке алюминия
Процессы пайки
Как паять алюминий – Weld Guru
Для профессионального ремонта алюминия не обязательно быть профессиональным сварщиком TIG.
На самом деле вы можете использовать алюминиевую пайку для ремонта трещин, отверстий, утечек, заклепок, сломанных ушек, резьб или для изготовления алюминия, литого алюминия и чугуна быстро, легко и прочнее, чем новые.
Это совсем не сложно.
Многие алюминиевые сплавы можно паять.Алюминиевые припои используются для придания полностью алюминиевой конструкции отличной коррозионной стойкости, хорошей прочности и внешнего вида.
Точка плавления припоя относительно близка к температуре плавления соединяемого материала. Однако основной металл не следует плавить; в результате необходим строгий умеренный контроль. Температура пайки, необходимая для алюминиевых сборок, определяется температурами плавления основного металла и присадочного металла.
Пайка алюминия Основы сварки
Процесс пайки относится к использованию тепла, выделяемого газом (800 градусов F), и наполнителя, не содержащего железа, такого как алюминий, для соединения с различными металлами.Сам алюминий также можно использовать для замены части другого металла, которая могла треснуть или отвалиться.
- Стоимость оборудования : Не требуется аргон, катушка с проволокой, перчатки, экран или электричество.
- Портативность : легко хранить вместе с фонариком.
- Необходимые навыки : Простые инструкции, которые может использовать практически каждый. Не требуется флюс, химикаты или специальные чистящие средства. 100% гарантия.
- Опасно : Не используется электричество высокого напряжения.
- Маслянистый алюминий : Гелиодуговая дуга закипает алюминий, и любые загрязнения под поверхностью должны быть вынесены наверх и удалены.
- Тонкий алюминий : плавится на 500 градусов раньше алюминия.
- Различные сплавы : Работает с любыми сплавами алюминия или литым алюминием.
- Время задействовано : Выполняет многие ремонты намного быстрее, чем обычные методы.
- Заполнение отверстий : мгновенно заполняет отверстия любого размера для получения резьбы, намного более прочной, чем исходная резьба.
- Универсальность : один продукт заполняет трещины или отверстия, восстанавливает ушные раковины, герметизирует утечки или навсегда склеивает плоские детали.

Источники тепла включают пропан или газ MAPP, турбо-наконечник или кислородно-ацетиленовую горелку и специальные материалы.
Преимущества пайки перед сваркой
Много новых и бывших в употреблении деталей, которые можно отремонтировать с помощью пайки алюминия и сделать их более прочными, чем исходная форма. Примеры включают:
Примеры включают:
- Алюминиевые головки
- Головки чугунные
- Линии кондиционирования
- Крышки ГРМ коллекторов
- Топливные баки
- Колеса
- Алюминиевые лодки и т. Д.
Пайка – это группа процессов сварки, в которых материалы соединяются путем нагрева до подходящей температуры и с использованием присадочного металла с температурой плавления выше 840 ° F (449 ° C), но ниже, чем у основного металла.
Наполнитель распределяется по плотно прилегающим поверхностям соединения за счет капиллярного действия. Ниже описаны различные процессы пайки.
Горелка для пайки (TB)
Пайка горелкой выполняется путем нагрева паяемых деталей газовой горелкой или горелками.
В зависимости от температуры и количества необходимого тепла топливный газ может сжигаться с воздухом, сжатым воздухом или кислородом.
Припой может быть предварительно нанесен на стык или подаваться из ручной присадочной массы.
Иногда необходимы очистка и флюсование.
Паяльная алюминиевая скульптураАлюминиевый припой, присадочные материалы
Промышленные припои для алюминиевых сплавов имеют основу из алюминия. Эти присадочные материалы доступны в виде проволоки или регулировочной прокладки.
Удобный метод предварительной замены присадочного металла – использование листа припоя (основного металла из алюминиевого сплава, покрытого с одной или обеих сторон).
Также используются термически обрабатываемые или стержневые сплавы, состоящие в основном из марганца или магния.
Третий метод нанесения припоя – это использование пасты из порошка флюса и присадочного металла. Обычные алюминиевые припои содержат кремний в качестве депрессора точки плавления с добавками цинка, меди и магния или без них.
Флюс для пайки алюминия
Флюс для пайки алюминия требуется во всех операциях пайки алюминия.
Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка.
Для пайки в горелке и печи флюс смешивают с водой для получения пасты. Эту пасту наносят кистью, распыляют, окунают или растекают по всей площади стыка и пайки присадочного металла.
Флюсы для пайки в горелках и печах довольно активны, могут сильно повредить тонкий алюминий и должны использоваться с осторожностью.
При пайке погружением ванна состоит из расплавленного флюса. В этом случае можно использовать менее активные флюсы, а тонкие компоненты можно безопасно паять.
Практика техники пайки металлов
Необходимые материалы:
Инструкции по пайке алюминия:
- Для начала убедитесь, что у вас есть безопасные условия для пайки алюминия. Это включает в себя надлежащую вентиляцию и сварочный шлем.
- Затем купите небольшой кусок трубы из углеродистой стали.
- Поместите трубу между двумя огнеупорными кирпичами на расстоянии примерно 3/4 дюйма друг от друга.
- Возьмите кислородно-ацетиленовую горелку и установите нейтраль
- Начните с той стороны стальной трубы, которая наиболее удобна для вас (например, правши начинают с правой стороны). Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание: после размещения начального количества расплавленного стержня на конце стальной трубы, используйте сам расплавленный металл, чтобы расплавить еще часть стержня. Не используйте пламя горелки.Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что у вас плохой сварной шов.
 Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание: после размещения начального количества расплавленного стержня на конце стальной трубы, используйте сам расплавленный металл, чтобы расплавить еще часть стержня. Не используйте пламя горелки.Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что у вас плохой сварной шов.
Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание: после размещения начального количества расплавленного стержня на конце стальной трубы, используйте сам расплавленный металл, чтобы расплавить еще часть стержня. Не используйте пламя горелки.Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что у вас плохой сварной шов.Если вы хотите охладить трубу и попробовать еще раз, возьмите инструмент и поместите в воду процесс, называемый закалкой сварного шва (вода ослабит сварной шов, но для практики это нормально).
Вот короткое 3-минутное видео:
Конструкция паяного соединения
Паяные соединения должны быть внахлестку, фланец, замковый шов или тройник. Узнайте больше об этих суставах здесь.
Узнайте больше об этих суставах здесь.
Стыковые или косые соединения обычно не рекомендуются.
Тройники обеспечивают превосходный капиллярный поток и образование усиливающих галтелей на обеих сторонах соединения.
Для максимальной эффективности соединения внахлестку должны иметь перекрытие как минимум в два раза больше толщины самого тонкого соединительного элемента. Нахлест более 1/4 дюйма (6,4 мм) может привести к образованию пустот или включений флюса. В этом случае полезно использовать прямые канавки или накатки в направлении потока припоя.
Закрытые узлы должны обеспечивать легкий выход газов, а при пайке погружением легкий ввод, а также отвод флюса.
Хорошая конструкция для длинных перехлестов требует, чтобы припой припой тек только в одном направлении для максимальной прочности соединения. Конструкция соединения также должна позволять полное удаление флюса после пайки.
Приспособления для пайки
По возможности, детали должны быть сконструированы таким образом, чтобы их можно было закрепить. При использовании приспособлений между сборкой и приспособлением может произойти дифференциальное расширение, что приведет к деформации деталей.
Пружины из нержавеющей стали или инконеля часто используются с приспособлениями для компенсации различий в расширении. Материал крепления может быть низкоуглеродистой или нержавеющей. Однако для повторяющихся операций пайки в печи и пайки погружением, чтобы избежать загрязнения ванны флюса, предпочтительны приспособления из никеля, инконеля или стали с алюминиевым покрытием.
Предварительная очистка
Предварительная очистка необходима для получения прочных, герметичных паяных соединений. Для нетермообрабатываемых сплавов обычно достаточно очистки паром или растворителем.Однако для термически обрабатываемых сплавов необходима химическая очистка или ручная очистка проволочной щеткой или наждачной бумагой для удаления более толстой оксидной пленки.
Печь для пайки
Пайка в печи выполняется в печах с газовым, масляным или электрическим нагревом. Регулировка температуры в пределах 5ºF (2,8ºC) необходима для получения стабильных результатов.
Регулировка температуры в пределах 5ºF (2,8ºC) необходима для получения стабильных результатов.
Желательна непрерывная циркуляция атмосферы печи, поскольку она сокращает время пайки и приводит к более равномерному нагреву. Продукты сгорания в печи могут отрицательно сказаться на пайке и окончательной исправности паяных узлов в термообрабатываемых сплавах.
Горелка для пайки алюминия
Пайка горелкой отличается от пайки в печи тем, что тепло локализовано.
Деталь нагревают до тех пор, пока флюс и припой не расплавятся и не смачивают поверхности основного металла.
Процесс похож на газовую сварку, за исключением того, что припой более жидкий и течет за счет капиллярного действия.
Пайка горелкой часто используется для прикрепления фитингов к ранее сваренным или паяным в печи узлам, соединения обратных колен и подобных приложений.
Пайка погружением
При пайке алюминия погружением большое количество расплавленного флюса удерживается в керамической ванне при температуре пайки погружением.
Чашки для пайки погружением нагреваются изнутри путем прямого нагрева сопротивлением.
Низковольтные и сильноточные трансформаторы подают переменный ток на электроды из чистого никеля, никелевого сплава или угольные электроды, погруженные в ванну. Такие горшки обычно облицовывают огнеупорным кирпичом с высоким содержанием глинозема и огнеупорным раствором.
ПРЕДУПРЕЖДЕНИЕ
Растворы кислот, используемые для удаления флюсов для сварки и пайки алюминия после сварки или пайки, токсичны и вызывают сильную коррозию.При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхать пары. При попадании на тело или одежду немедленно промыть большим количеством холодной воды. Обратитесь за медицинской помощью.
Никогда не наливайте воду в кислоту при приготовлении растворов: вместо этого налейте кислоту в воду. Всегда медленно смешивайте кислоту и воду. Эти операции следует выполнять только в хорошо проветриваемых помещениях.
Очистка после пайки
Всегда необходимо чистить паяные узлы, так как припой на деталях ускоряет коррозию.
Наиболее удовлетворительный способ удаления большей части флюса – это погрузить горячие детали в кипящую воду как можно скорее после затвердевания припоя.
Образующийся пар удаляет большую часть остаточного флюса. Если деформация из-за закалки является проблемой, детали следует дать остыть на воздухе перед тем, как погрузить их в кипящую воду.
Оставшийся флюс можно удалить погружением в концентрированную азотную кислоту на 5-15 минут. Кислоту удаляют промыванием водой, желательно в кипящей воде, чтобы ускорить высыхание.
Альтернативный метод очистки заключается в погружении деталей на 5–10 минут в 10-процентный раствор азотной кислоты и 0,25-процентного раствора фтористоводородной кислоты при комнатной температуре. За этой процедурой также следует ополаскивание горячей водой.
Для паяных узлов, состоящих из секций тоньше 0,010 дюйма (0,254 мм), а также деталей, для которых важна максимальная устойчивость к коррозии. Обычное лечение – это погружение в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного бихромата натрия на 5-10 минут.Затем следует ополаскивание горячей водой. Когда детали выходят из ополаскивателя горячей водой, они сразу же сушатся горячим воздухом, чтобы предотвратить образование пятен.
Обычное лечение – это погружение в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного бихромата натрия на 5-10 минут.Затем следует ополаскивание горячей водой. Когда детали выходят из ополаскивателя горячей водой, они сразу же сушатся горячим воздухом, чтобы предотвратить образование пятен.
Другие алюминиевые направляющие
Пайка алюминия
Газовая сварка алюминия
Алюминий для сварки TIG
nec – Припаивание медных пигтейлов к алюминиевой проволоке
Подобного паяного соединения внахлестку достаточно для низковольтной слаботочной электроники с низким уровнем риска. Но он никогда не был одобрен для The Big Stuff, и на самом деле это беспрецедентных .
Там было эталон для пайки “в старину”; и это грубо напоминает сращивание Western Union. Если разобрать любую старую запаянную ручку Knob-n-Tube, это будет выглядеть так. Также обратите внимание на то, что сращивания имели довольно сложную изоляцию: сначала слой (я имею в виду 3-6 слоев) тканево-битумной «фрикционной ленты» с привязанным концом, чтобы предотвратить распутывание . .. затем, когда это стало доступно, слой обычного пластикового скотча.
.. затем, когда это стало доступно, слой обычного пластикового скотча.
Однако соединение Western Union никогда не могло быть задумано для соединения медь-алюминий из разнородных металлов.
Замечу, что ваша пайка выглядит довольно хорошо на медной стороне, но алюминиевая сторона не выглядит слишком удачной. Так что я не думаю, что это сработает и в качестве соединения Western Union.
Ваше мнение о том, что «то, что я делаю, ничем не отличается от соединения Copalum», может быть оспорено производителем. Это, конечно, другое. Это похоже на изощренную попытку применить навыки электроники уровня Adafruit к очень серьезной проблеме, которой 30 лет уделялось внимание армии докторов наук.Если бы это был что-то вроде этого простого , он был бы разработан в решение и добавлен в Code.
То, что у вас там, с припоем к алюминию, похоже на соединение холодной пайки. Вы окутали алюминий, но это все. Вы не привязываетесь к нему. Далее наступит коррозия.
Ваша основная проблема, потребность в соединении, уже решается устройствами с подключениями с рейтингом CO-ALR. Присмотритесь как-нибудь к одному из них.
Присмотритесь как-нибудь к одному из них.
Наука о медных или алюминиевых наконечниках vs.медные или алюминиевые провода, это хорошо понятно. Алюминиевые проушины – универсальный донор, и подойдут все. Медные наконечники принимают только медь. Вот где усилия 1970-х годов не увенчались успехом; они поспешно промаркировали наконечники только из меди для алюминия без надлежащих испытаний.
Вот почему большинство проушин панели сделаны из алюминия, нейтральные стержни – из алюминия, разъемы Polaris имеют алюминиевый корпус, а MAC Block и Alumiconns – это, по сути, миниатюрные алюминиевые разъемы Polaris.
Что касается надежности соединений проушин, это было рассмотрено в Кодексе, требуя использования динамометрических отверток.Играя с припоем, когда у вас даже нет динамометрической отвертки, вы расставляете приоритеты в неправильном направлении!
Некоторые нормативные вопросы
Во-первых, все, что вы делаете в доме, должно быть разрешено и одобрено местным инспектором (AHJ). Обычно инспектор отказывается от таких простых вещей, как розетки и выключатели; однако это предполагает, что то, что вы делаете, – это , обычные вещи . Вам нужно спросить у инспектора, нужно ли вам тянуть разрешение.Я совершенно уверен, что если вы честно говорите о том, что делаете, инспектор НЕ откажется от проверки. Теперь вы поспорите с инспектором по поводу того, следует ли это допускать. Как вы думаете, что все будет дальше? Не очень хорошо, держу пари, вы знаете. Итак, на самом деле, все это зависит от того, что инспектор не узнает. Думаю, это ответ на ваш вопрос о том, что происходит во время распродажи.
Обычно инспектор отказывается от таких простых вещей, как розетки и выключатели; однако это предполагает, что то, что вы делаете, – это , обычные вещи . Вам нужно спросить у инспектора, нужно ли вам тянуть разрешение.Я совершенно уверен, что если вы честно говорите о том, что делаете, инспектор НЕ откажется от проверки. Теперь вы поспорите с инспектором по поводу того, следует ли это допускать. Как вы думаете, что все будет дальше? Не очень хорошо, держу пари, вы знаете. Итак, на самом деле, все это зависит от того, что инспектор не узнает. Думаю, это ответ на ваш вопрос о том, что происходит во время распродажи.
Имейте в виду, что инспектор по электротехнике, у которого вы получаете разрешения и проводите проверки во время работы, который имеет регулирующие полномочия и может отозвать разрешение на занятие дома, вынуждает вас потребовать разрешения, чтобы удалить все несанкционированные работы и еще один, чтобы переделать его должным образом. … это совершенно другой человек, чем «домашний инспектор», который является мастером на все руки, который просто консультирует покупателя жилья.
… это совершенно другой человек, чем «домашний инспектор», который является мастером на все руки, который просто консультирует покупателя жилья.
Домашний инспектор может быть домкратом, но он знает этот город и другие дома в этих застройках, знает, что строители тогда любили использовать, и мгновенно узнает алюминиевую проводку, несмотря на ваше представление. Не признает новую технику пигтейла как какой-либо законный или одобренный предмет и укажет это в отчете инспектора. Покупатель отзовет свое предложение или уменьшит свое предложение, потребовав полной замены алюминиевой проводки.
Наконец, вам не разрешается проводить электромонтажные работы в чужих домах. Вы должны быть лицензированным электриком или владельцем дома. Невозможно «проверить» лицензию электрика; это требует очень длительного ученичества.
Далее у вас этот тупик:
110.14 Проводники разнородных металлы не должны смешиваться в терминале или соединении разъем, в котором происходит физический контакт между разнородными проводники (такие как медь и алюминий, медь и алюминий, плакированный медью, или алюминий, плакированный медью), если устройство не идентифицировано для цели и Условия использования.

Однако
110,14 (B) Паяный стыки сначала должны быть сращены или соединены таким образом, чтобы они были механически и электрически безопасно без припоя, а затем быть припаял.
Как сделать их электрически защищенными без пайки, без физического контакта? Вы можете попросить их связаться с промежуточным устройством (например, Alumiconn), но этот элемент должен быть идентифицирован (и утвержден 110.2) для использования.
Использование алюминиевой пайки для ремонта двигателей – Журнал газовых двигателей
Автор: Брэд Э.Смит | 1 декабря 1996 г.
1/9
Фото 1. Возьмите шило и проткните дно банки.
Возьмите шило и проткните дно банки.
2/9
Фото 4 – Сторона картера газового двигателя, через которую был пробит шатун.
3/9
Фото 2. «Лужа» тонким слоем поперек дыры.
4/9
Фото 3. Возьмите две алюминиевые банки и спаяйте их вместе.
5/9
Фото 5 – Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает.
6/9
Фото 7. На новой металлической накладке нет пористости, поэтому винт теперь можно балансировать и красить.
7/9
Фото 6 – Обратите внимание, что часть коллектора также была припаяна к коллектору.
8/9
Дисплей ремонта алюминия.
9/9
Облицовка фары от антикварного авто, отремонтированная алюминиевым припоем.
На нескольких выставках старинных тракторов и двигателей в этом районе есть мужчина в небольшом трейлере, который демонстрирует использование алюминиевого паяльного стержня, который он продает.По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВУЕТ и может быть очень ценным в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с помощью алюминиевого припоя, а затем обсудим методы.Картер картера небольшого бензинового двигателя, у которого была сломана сторона из-за того, что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была удалена. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была удалена. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Это улучшенная версия алюминиевого припоя. Более ранний припой работал так же хорошо, но требовал более тщательной подготовки поверхности, а именно очистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Новый припой не требует такой подготовки, хотя старая литература все еще отправляется вместе с новым припоем.
Процесс довольно простой. Сначала очистите поверхность паяемого металла. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные полотна содержат масло, которое может загрязнить поверхность.Вам нужно будет «зарезать» трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры выше 732 градусов плавления припоя. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите.
Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные полотна содержат масло, которое может загрязнить поверхность.Вам нужно будет «зарезать» трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры выше 732 градусов плавления припоя. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Вот и все.
Единственный способ научиться использовать алюминиевый припой – это попробовать и попрактиковаться. Хорошее место для начала – алюминиевая банка газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию покрывать пленку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. У тебя не получится. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую был прорван шатун, существует другой метод. (ФОТО 4) Помните, что припой не прилипает к окисленному алюминию.Сначала зачистите область разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одного края, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одного края, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает. (ФОТО 5)
Для ремонта резьбы, которая была снята с коллектора, где установлен карбюратор, был использован действительно новый метод. Сначала просверлите отверстие большего диаметра, чем основной диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Сначала просверлите отверстие большего диаметра, чем основной диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Ремонт деталей, отлитых под давлением, может производиться таким же образом, так как припой прилипает к отливкам под давлением, а также к «металлической ванне». Был произведен ремонт игрушечного колеса со спицами «металлический горшок», у которого отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия. Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
Металл также можно расплавить и отлить в форму.
В алюминиевом гребном винте лодки был выломан кусок. Сломанный край обработали щеткой из нержавеющей стали, чтобы удалить краску и оксид.К плоскому краю гребного винта приставили кусок окисленной меди. Алюминиевый припой был использован для формирования нового участка от скошенной кромки винта. Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. На новой металлической накладке нет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
А как это соотносится с нашим хобби? Алюминиевые детали, которые пришлось бы выбросить, можно сэкономить, если нет замены.Изношенные поверхности можно наращивать и повторно обрабатывать. Отливки с дефектами можно отремонтировать. Вы можете изготовить практически любую форму, спаяв секции вместе. Используйте свое воображение, и вы сможете найти еще больше применений для этого продукта. Когда паяльный стержень становится слишком коротким, не выбрасывайте его, а приварите к новому стержню.
СТАТЬИ ПО ТЕМЕ
Узнайте о высоковольтной системе зажигания и о том, почему существует конденсатор, чтобы вернуть искру в двигатель Клинтона 1952 года.
Следуйте за Рональдом Макклелланом через создание карбюратора и замену воздухозаборника для восстановления его газового двигателя Франклина.
Повторная сборка начинается со сложной фазы восстановления и заканчивается магнето, топливной системой и стартером, часть 3 из 3.
Пайка алюминия |
Медь имеет более высокую охлаждающую способность, чем алюминий, и является предпочтительным материалом для теплоотвода для телекоммуникаций и электроники большой мощности.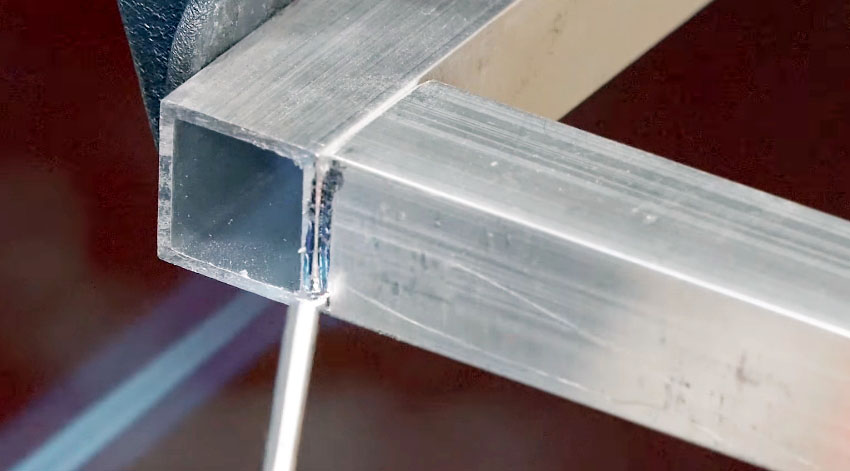 Однако вес и стоимость меди ограничивают размер радиаторов. Поэтому для больших корпусов для электроники гибридная конструкция с использованием меди для локализованного радиатора, соединенного с алюминиевой рамой с хорошим тепловым контактом, может значительно улучшить охлаждающую способность корпуса радиатора.
Однако вес и стоимость меди ограничивают размер радиаторов. Поэтому для больших корпусов для электроники гибридная конструкция с использованием меди для локализованного радиатора, соединенного с алюминиевой рамой с хорошим тепловым контактом, может значительно улучшить охлаждающую способность корпуса радиатора.
Соединение меди с алюминием создает проблемы. Сваривать Cu и Al нелегко из-за интерметаллидов, которые образуются при сплавлении Cu с Al в сварочной ванне. В качестве альтернативы пайка не может быть выполнена, поскольку температура плавления алюминия ниже типичных присадочных металлов Cu-Ag для пайки (серебряные припои), используемых для пайки меди. Эти проблемы оставляют «пайку» в качестве предпочтительного процесса соединения металлических наполнителей. Но одна только пайка Cu с Al вызывает проблемы. Припои, обычно на основе Sn-Ag, не могут легко смачиваться и прилипать к алюминию без предварительного покрытия алюминия никелем или использования очень агрессивных химических флюсов, которые сами по себе несовместимы с пайкой с медью.