Пайка алюминия в домашних условиях газовой горелкой
В этой статье можно в деталях узнать об очень простом и практичном способе пайки алюминия. Используя этот способ, даже если у вас нет подобного опыта, вы можете легко починить и восстановить любое изделие, материалом производства которого служит алюминий, не беря аргоновую сварку. Также, взяв на вооружение данный способ, можно заниматься возделыванием различных конструкций, используя алюминиевый профиль.Запаивание радиатора или ремонт велосипедной рамы теперь можно сделать не в мастерской за немалую сумму, а совершенно бесплатно в домашних условиях.Если к делу подойти грамотно, качество пайки будет не хуже, чем в случае со сварным соединением. При этом надежность будет выше, в сравнении с любой холодной сваркой, которая часто применяется как альтернатива.
Для нашей технологии мы воспользуемся:
• порошковой проволока для пайки алюминия;
• газовой горелкой.
Газовую горелку не обязательно брать профессиональную. Можно взять обычную насадку-горелку к газовому баллону, или любую другую.
Можно взять обычную насадку-горелку к газовому баллону, или любую другую.
Подробнее будет описан специальный припой, который нам понадобится, он продается в магазинах. Данный вариант трубчатого порошкового припоя предназначен именно для пайки алюминия. Порошковым он называется по причине порошка в самой трубке. Припой образует пара компонентов: оболочка и порошковая основа внутри. Химический состав здесь не важен.
Припой этот продается в специализированном магазине, он применяется в ремонтных автомастерских.Пайка алюминия горелкой
Сначала нужно взять профиль и элементы, которые мы планируем сварить.Поверхность зачищается – берется щетка по металлу. Иным вариантом может послужить наждачная бумага, крупнозернистая. С большей шероховатостью поверхности для пайки соединение с припоем будет более качественное.Взяв струбцину или другое приспособление, связь зафиксируем. Включается газовая горелка и нагревается стык.Подносится трубчатый припой. Дальше происходит процесс его расплавления и растекания по шву. Температура при операции составляет порядка 450 градусов Цельсия.Припой отличается невероятной текучестью, он попадает в самую мелкую щель в металле.Когда припой распределен, соединение можно прогреть еще немного, для максимального распределения и расплывания его в местах стыков узлов.
Температура при операции составляет порядка 450 градусов Цельсия.Припой отличается невероятной текучестью, он попадает в самую мелкую щель в металле.Когда припой распределен, соединение можно прогреть еще немного, для максимального распределения и расплывания его в местах стыков узлов.Подведение итогов
После того, как я услышал о том, в какой простой и доступный способ можно паять алюминий, я хорошенько удивился. Надеюсь, этот способ также станет приятным открытием и для вас.Небольшая заметка о надежности. В этом плане, если сравнивать, метод сварки выиграет – из-за объединения и перемешивания структур, но выиграет лишь чуть-чуть. Если соединение изогнуть, будет гнуться сама деталь. Соединение пайки обладает крайней надежностью, оно рассчитано на воздействие почти любых нагрузок, как если бы в случае с литым соединением.
Единственный “минусовый” момент – не достаточно качественной пайка может получиться в случае с недостаточным прогревом грелкой. В ином случае все будет держаться намертво.
В ином случае все будет держаться намертво.
В итоге мы сможем легко реанимировать старую кухонную утварь, сооружать емкости из листового металла или стеллажи из профилей.
Простой способ пайки алюминия – Новости на сегодня
Полезные советыНа чтение 3 мин Опубликовано Обновлено
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Содержание
- Понадобится
- Пайка алюминия газовой горелкой
- Подведем итоги
- Смотрите видео
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс — ссылка на припой.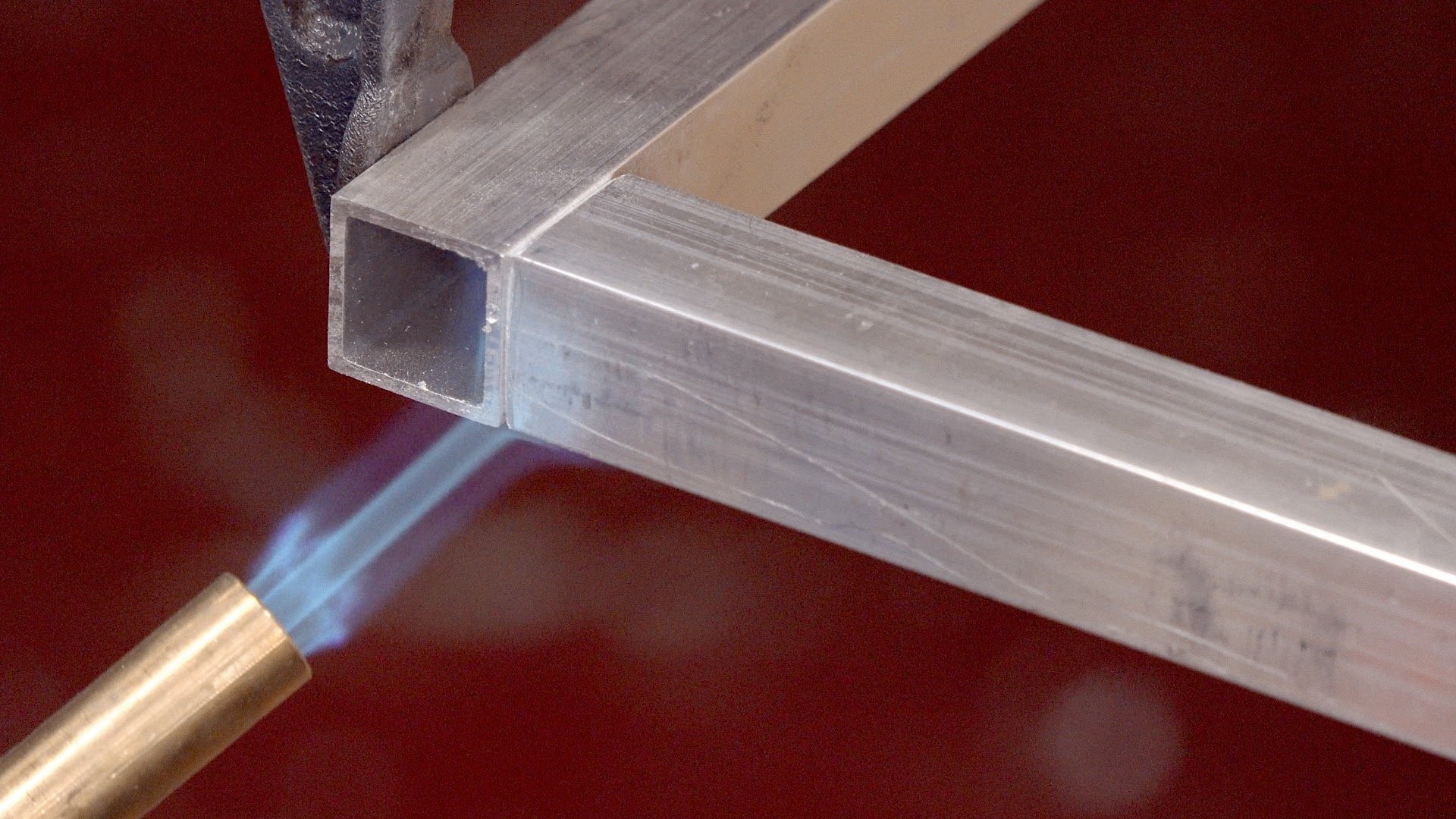
Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Оцените автора
Пайка алюминия: как пайка или пайка соединения алюминия с алюминием [ВИДЕО]
Содержание
Практическое руководство по пайке горелкой с припоями в виде проволоки или порошковых стержней.
Эта статья представляет собой общее руководство по методам пайки алюминия . Следовательно, тематика носит общий характер, без учета различных переменных, с которыми можно столкнуться при работе в конкретных приложениях.
В последние годы алюминий занял место меди и латуни, особенно в автомобильной промышленности, учитывая, что благодаря своему малому удельному весу намного легче , чем вышеупомянутые металлы, и обладает превосходными свойствами коррозионной стойкости и высокой пластичностью. .
В автомобильной промышленности продукты, как правило, изготавливаются с использованием автоматизированных процессов с использованием в основном печей для пайки и автоматических систем горелок, в то время как в секторе охлаждения и отопления, вентиляции и кондиционирования воздуха в основном используется ручная пайка горелкой, в связи с чем требуется, чтобы паяльщики также были квалифицированными при пайке алюминия.
Кроме того, довольно часто возникает необходимость ремонта паяных соединений медь-алюминий или алюминий-алюминий.
Основы
Пайка алюминия требует особых навыков и большей осторожности , поскольку, в отличие от меди, металл не меняет цвет при нагревании. Это затрудняет оператору определение момента, когда основной материал достиг нужной температуры для введения наполнителя.
Процесс, который мы рассмотрим в этой статье, решает эту проблему, поскольку на этапе нагрева, когда стержень приближается к заготовке для пайки, как только вы видите, как флюс начинает течь и смачивать заготовку, это означает что применяемый сплав имеет достиг своей рабочей температуры , и, таким образом, пришло время ввести наполнитель.
Еще одной особенностью этого типа пайки является то, что алюминий, который обычно поставляется в виде сплава, имеет диапазон плавления , который очень близок к диапазону плавления присадочных материалов , которые можно использовать, что делает пайку горелкой довольно деликатной процесс. Следовательно, контроль температуры пайки становится ключом к успешному результату пайки.
Кроме того, важно помнить, что для пайки алюминия требуется детали должны быть идеально чистыми и обезжиренными, в противном случае будет чрезвычайно трудно произвести соединение.
При пайке алюминия к алюминию при соблюдении правильных процедур вы получите качественный результат, паяное соединение окажется прочнее, чем с основными материалами.
В случае пайки алюминия с медью следует учитывать, что готовая пайка не будет такой прочной, как при пайке алюминия с алюминием.
Припои и флюсы для пайки алюминия
Когда речь идет о пайке и пайке алюминия, рынок предлагает сплавы, специально предназначенные для этой цели. Каталог Saldobrase, например, включает продукты AlSi 12 , AlZn98 и AlZn78 , которые были разработаны для облегчения работы паяльщика благодаря флюсовому сердечнику, который также действует как индикатор температуры.
Можно использовать следующие продукты:
Сплав AlSi 12 с порошковой проволокой ISO 17672: 2016 – Al 112
Диапазон плавления: 575°-585°
Сплав, состоящий из 12 % кремния и 88 % алюминия .
Поскольку температура плавления близка к температуре плавления алюминия, его трудно использовать, особенно при пайке тонких профилей. Этот сплав почти полностью состоит из алюминия, что означает отсутствие риска пористости или микропористости. Хотя сплавы с более низкими температурами плавления широко используются в автомобильной промышленности, в холодильном секторе предпочтение отдается сплавам с более низкими температурами плавления.
Сплав AlZn78 с порошковой проволокой
Диапазон плавления: 440°-470°
Сплав, состоящий из 78% цинка и 22% алюминия
Низкая температура плавления делает его идеальным для пайки алюминия, даже при работе с тонкими срезами. Этот тип сплава является лучшим выбором, чем сплав AlZn98, так как после того, как вы закончите нагревать область, он немедленно затвердевает, в отличие от сплава AlZn98, который вместо этого имеет тенденцию кипеть и оставаться жидким в течение нескольких секунд после удаления источника тепла.
 Его также можно использовать для пайки меди с алюминием.
Его также можно использовать для пайки меди с алюминием. Сплав ALZn98 с порошковой проволокой
Диапазон плавления: 380°-405°
Сплав, состоящий из 98% цинка и 2% алюминия .
Идеально подходит для пайки соединений с узкими зазорами или очень тонких срезов, а также в тех случаях, когда приоритетом является низкая температура плавления. Его низкая температура плавления делает его идеальным для пайки даже алюминиевых деталей с тонкими сечениями. Учитывая высокое процентное содержание цинка, необходимо соблюдать особую осторожность, чтобы не перегреть припой, поскольку в противном случае существует риск образования микропор и, как следствие, крошечных утечек. Его также можно использовать для пайки меди с алюминием.
Все три решения имеют внутри неагрессивный флюс: в то время как сплав Alsi 12 содержит флюс Nocolok с рабочим диапазоном от 570° до 660°, в двух других сплавах используется специальный флюс CsAlF с рабочим диапазоном от 420° до 480°.
Особое внимание следует уделять основным материалам для пайки, поскольку неагрессивные флюсы могут использоваться с алюминиевыми сплавами с содержанием магния (Mg) не более 0,9%.
Регулировка пламени
Первым шагом при регулировке пламени является использование нейтральное пламя , не слишком агрессивное по отношению к материалам.
По возможности лучше, чтобы пламя не было сильно концентрированным, а пламя было более широким: использование пропана вместо ацетилена может облегчить работу.
Кроме того, необходимо держать внутренний конус на расстоянии от заготовки и подводить горелку к стыку постепенно, без спешки, особенно при первом выполнении этого вида пайки.
Конструкция шарнира
Конструкция соединения, паяного с использованием алюминиевых сплавов, обычно требует большего зазора в соединении, чем при пайке и пайке капиллярных соединений, которые имеют очень узкие зазоры; при этом также желательно, чтобы между компонентами не было слишком большого напуска.
ВИДЕО: Техника пайки алюминия горелкой
Тщательно очистив детали, подлежащие пайке, приблизите пламя, стараясь не задерживаться слишком долго в одной точке, постоянное движение горелки . В то же время перемещайте место пайки, время от времени помещая на него стержень, чтобы проверить, не начинает ли течь содержащийся флюс , смачивая соединение.
Как только флюс начнет течь, нанесите присадочный металл, соблюдая особую осторожность, чтобы не направлять пламя прямо на припой, а плавить его за счет теплопроводности.
Когда сплав расплавится, переместите пламя вокруг стыка так, чтобы присадочный материал следует за теплом и заполняет сустав .
Использование заготовок
Процессы пайки можно автоматизировать с помощью предварительно отформованных изделий, таких как кольца/заготовки, которые проектируются и изготавливаются на основе геометрии соединения, которое должно быть изготовлено.
Заготовки можно изготавливать из порошковой проволоки или сплошной проволоки, применяя флюс перед пайкой.
Вам требуется специальное обучение пайке или продукты, подходящие для ваших задач?
Комплекты для ремонта алюминия, ремонт алюминия сваркой пропановой горелкой
Ремонтные комплекты для алюминия, ремонт алюминия с помощью сварки пропановой горелкой – AlumiweldПожалуйста, убедитесь, что Javascript включен для обеспечения доступности веб-сайтаЩелкните ссылку для получения дополнительной информации:
| |||||||||||||||||
 с 1986 г.
с 1986 г.