Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала.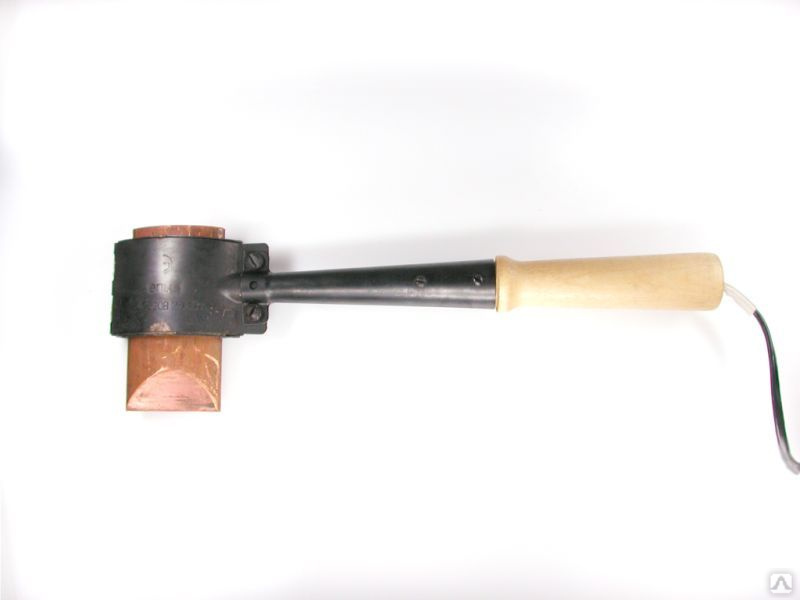
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой.
Чем можно качественно паять латунь?
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Пайка латуни имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Вернуться к оглавлению
Пайка при помощи горелки
Схема сварки латуни горелкой полуавтоматической.
Для решения проблемы спайки латуни любых марок можно воспользоваться газовой горелкой. Процесс такой пайки заключается в следующем. Пайка (разогрев металлов) производится на жаропрочном материале. Лучше всего использовать асбестовую пластину. Соединяемые детали помещаются на асбестовое основание и совмещаются между собой. Поверхность металлов в зоне соединения тщательно протирается флюсом на основе буры (собственного приготовления).
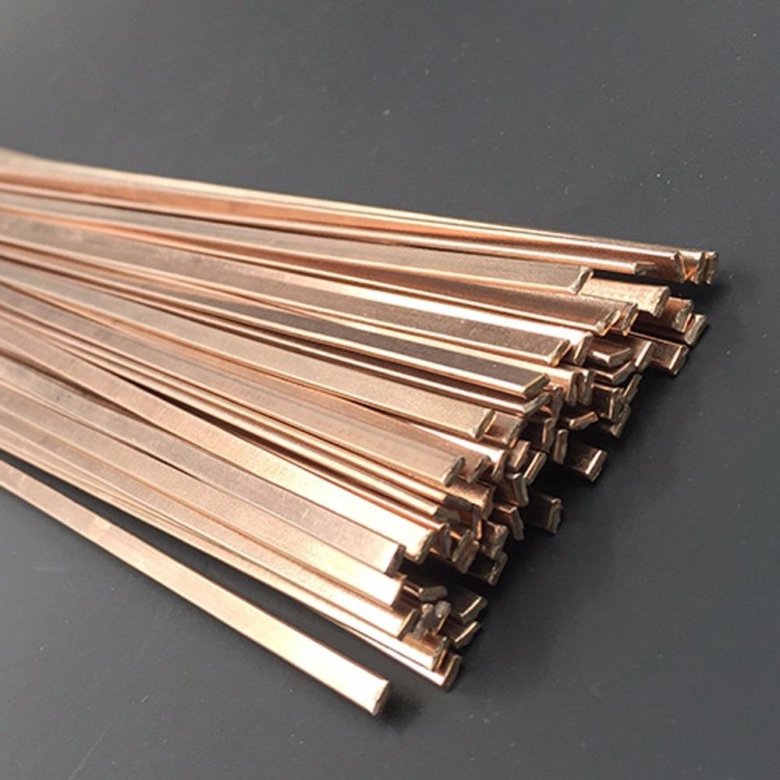
Серебряный припой нарезается в виде мелкой стружки и посыпается сверху соединяемых металлов в небольшом количестве. В зону пайки вводится отрегулированное пламя газовой горелки. Прогрев производится поэтапно.
Вначале проводится легкий прогрев участка так, чтобы припой схватился с поверхностью металлов.
Затем осуществляется основной нагрев до появления красноты на латуни. В это время припой должен заполнить зазор между деталями и равномерно растечься по поверхности. Температура в зоне пайки в этот период достигает 700-750°C. Горелка выключается. После остывания должен получиться надежный шов с цветом, мало отличающимся от латуни. Место соединения необходимо промыть для удаления остатков флюса.
В это время припой должен заполнить зазор между деталями и равномерно растечься по поверхности. Температура в зоне пайки в этот период достигает 700-750°C. Горелка выключается. После остывания должен получиться надежный шов с цветом, мало отличающимся от латуни. Место соединения необходимо промыть для удаления остатков флюса.
Вернуться к оглавлению
Необходимый инструмент
Если решено, чем паять, то следует решить и вопрос, что приготовить. При пайке латуни потребуется следующий инструмент и приспособления:
- паяльник мощностью 100 Вт и 0,5-1 кВт;
- газовая горелка в комплекте с газовым баллоном;
- тигель;
- весы;
- тиски;
- нож;
- ножницы;
- напильник;
- плоскогубцы;
- струбцина;
- шкурка наждачная;
- кисточка;
- щетка.

Латунь очень часто используется в различных бытовых устройствах, поэтому при их поломке возникает вопрос, чем спаять латунь. Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.

По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия. В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
- Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав “Бура”.
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные. Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.
- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.

МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.
Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: “как паять латунью в домашних условиях“, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Пайка латуни в домашних условиях — правила и особенности
Просмотров 10 Опубликовано Обновлено
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
 youtube.com/embed/NM9cW9IQcVY” allowfullscreen=”allowfullscreen”/>
youtube.com/embed/NM9cW9IQcVY” allowfullscreen=”allowfullscreen”/>
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
Рекомендации
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Пайка латуни – УралАвтоПрофи ремонт автомобилей в Екатеринбурге
Мы всегда придем на помощь, если Вам потребовалась пайка латуни: осуществляем пайку латунных изделий.
Особенности пайки
На латунях, имеющих в своем составе до 15 % Zn, оксиды состоят из Cu2O с присутствующими в ней частицами ZnO. В сплавах меди, где процент цинка выше, слой оксида состоит в большей части из ZnO, который удаляется более сложно, чем Cu2O.
При низкотемпературной пайке латуни оловянно-свинцовыми и другими подобными припоями, возникает ситуация, которая заключается в том, что канифольно-спиртовые флюсы не обеспечивают удаление с поверхности латуней оксидной пленки.
Применение высокоактивных флюсов
Нужно применять флюсы с более высокой активностью. Например, флюсы с добавками потной кислоты на основе хлористого цинка используют при пайке латуней марок ЛС59-1-1, Л63т. При пайке медии соединений с медью флюс не требуется, так как медно-фосфорные припои являются самофлюсующимися.
При пайке латуни рост интер-металлидных слоев происходит медленнее, так как латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев. Это улучшает механические свойства паяных соединений.
Однако прочностные характеристики соединений, полученных в результате пайки оловянно-свинцовыми припоями латуни Л63 , ниже, чем меди в тех же условиях. Для примера, предел прочности стыковых соединений латуни, паянных оловом, составляет 59 МПа, свинцом -26 МПа, а соединений из меди — соответственно 90 и 36 МПа.
Предел прочности соединений латуни снижается в связи с пористостью в швах, причиной которой является испарение цинка и попадание в жидкий припой его паров. Образование пара наблюдается после пайки латуни как высокотемпературными, так и низкотемпературными припоями. Высокотемпературная пайка латуни в печах с нейтральной или восстановительной атмосферой из-за испарения цинка применяется ограниченно. В газовых средах пайка латуней возможна только с предварительным использованием флюсования мест пайки. Например, пайка латуни, имеющей в своем составе до 3 % свинца и кремния (ЛКС80-3-2) медно-фосфористыми и серебряными припоями удовлетворительно происходит в газовых средах с обязательным использованием флюсов. Без флюса пайка в печи возможно только, если латунь покрыта слоем никеля или меди, препятствующим испарению цинка.
Образование пара наблюдается после пайки латуни как высокотемпературными, так и низкотемпературными припоями. Высокотемпературная пайка латуни в печах с нейтральной или восстановительной атмосферой из-за испарения цинка применяется ограниченно. В газовых средах пайка латуней возможна только с предварительным использованием флюсования мест пайки. Например, пайка латуни, имеющей в своем составе до 3 % свинца и кремния (ЛКС80-3-2) медно-фосфористыми и серебряными припоями удовлетворительно происходит в газовых средах с обязательным использованием флюсов. Без флюса пайка в печи возможно только, если латунь покрыта слоем никеля или меди, препятствующим испарению цинка.
Можно паять детали из латуни и в соляных ваннах, имеющих температуры 850 — 870 °С. Чтобы улучшить затекание припоя в зазор, необходимо в раствор ванн добавить 4 — 5 % флюса, имеющего в своем составе фтороборат калия или буру. Растекание припоев ухудшается и при нагреве изделий в печах и пламени газовых горелок, так как происходит испарение и окисление цинка. При пайке латуни в восстановительном пламени горелкой, испарение и окисление цинка несколько уменьшается; при этом уменьшается пористость в паяных швах.
При пайке латуни в восстановительном пламени горелкой, испарение и окисление цинка несколько уменьшается; при этом уменьшается пористость в паяных швах.
Для латуней, богатых медью, используются серебряные припои ПСр12, ПСр25, ПСр40. ПСр45, ПСр72, медно-фосфористые, а также латуни, имеющие низкую температуру плавления ( ПМЦ54. ПМЦ48, ПМЦ36). Для богатых цинком пайки латуней (Л68, Л63), необходимо применять припой ПСр40. При применении для них фосфористых припоев, получаются малопластичные паяные соединения, так как в шве образуются хрупкие фосфиды цинка. Это делает фосфористые припои в данном случае непригодными. Если соединение не несет динамические и вибрационные нагрузки, применяют припои ПМЦ48 и ПМЦ36.
При пайке медно-фосфористыми и серебряными припоями латуни интенсивно растворяются. Поэтому скорость нагрева при пайке должна быть очень высокой для того, чтобы сократить контакт твердого металла и жидкого припоя. Растворение латуни Л63 в припоях ПСр15, ПСр40, ПСр45,хотя и интенсивно, но меньше, чем в припоях ПСр50Д и ПСр37,5.
По вопросам, связанным с услугами по пайке латунных изделий в Екатеринбурге, звоните нам прямо сейчас! Телефон: (343) 268-06-44.
Пайка латуни паяльником в домашних условиях
[Пайка латуни] может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.

Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
Рекомендации
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Рекомендуем также к прочтению:
Автор: jack707, 20 октября 2016 в Пайка
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Пайка латуни с алюминием – Яхт клуб Ост-Вест
quote: Originally posted by Ножедел:
Причем желательно подпаленный на углях вместе с перьями!
quote: Originally posted by Compa:
Деталь номер раз – пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два – латунный “пятак” диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
quote: Вы сами-то хоть одного на ЭТО поймали ? ))
А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще – зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
quote: А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО
quote: “А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!”
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
quote: Originally posted by bac75:
За прошлую неделю 3 квока сделал. Один из дюральки – пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты – соединил холодной сваркой.
quote: можно использовать аспирин.
quote: Originally posted by Дрогмот:
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
quote: Originally posted by Gunsmith51:
отдельная песня, литейщики пары цинка оченно не любят
quote: Originally posted by dr-feld:
чертежи и фото квока воткните!
quote: cварщик аргонщик за латунные говорит спасибо
quote: Кстати, а серебром люминий паяется, или нет?
quote: И даже облегченный чугун -“Сейлуминь” как говорят продавци сковородок.
——————
из этой жизни живым никто не выходил
quote: Уважемый -riff –
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.
Правда ацетиленом это делать приятнее и проще. 🙂
quote: Originally posted by Дрогмот:
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Довольно часто можно услышать такую точку зрения, что сплавы алюминия и сам алюминий довольно плохо паять. Однако данное мнение будет справедливым лишь в случае, если для него использовать те же флюсы и припои, что и для меди, стали и ряда других материалов. Сегодня в продаже можно найти специальные материалы, которые были разработаны непосредственно для пайки алюминия. В итоге, паять его стало так же возможно, как и медь.
Сложность пайки алюминия при использовании стандартных припоев и флюсов заключается в целом ряде химических и физических особенностей такого материала. Прежде всего, следует отметить, что на поверхности этого металла всегда находится довольно прочная пленка оксида, которая к тому же способна хорошо сопротивляться воздействию самых разных химических соединений.
Оксидная пленка не допускает попадания припоя непосредственно на поверхность металла. Для ее преодоления прибегают к одному из 2 способов:
- Механическая обработка, за счет которой пленка удаляется с поверхности провода, после чего можно его начинать паять.
- Применение сильнодействующих флюсов, которые попросту растворяют ее и обнажают поверхность чистого металла.
Сложность при пайке алюминия заключается также и в том, что у этого металла невысокая температура плавления, которая составляет всего лишь 660 градусов. Прочность провода при нагревании до 250-300 градусов становится значительно ниже, из-за чего он становится неустойчивым.
Температура пайки должна находиться в пределах от 500 до 640 градусов. Это не слишком большой интервал, особенно, если планируется использование высокотемпературной пайки, где очень высока вероятность перегрева материала, после чего происходит расплавление провода.
В отличие практически от всех металлов, используемых в легкоплавких припоях:
- свинец;
- кадмий;
- висмут;
- сурьма и т.д., алюминий обладает такой характеристикой, как невысокая взаимная растворимость. Это приводит к тому, что прочность соединений, полученных в результате спаивания, оставляет желать лучшего.
Что использовать?
Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.
- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка.
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.
Помимо припоя и флюса, понадобится паяльник. Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Как паять?
Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.
Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Работа с латунью, Часть 3 – Пайка латуни – Советы Dug 15
В предыдущих частях этой колонки мы рассмотрели некоторые методы резки латуни и методы гибки латуни для ваших проектов автоматов. В какой-то момент вы захотите соединить некоторые из этих частей без использования винтов, болтов или другого оборудования. В этом заключительном выпуске нашей серии статей о работе с латунью мы рассмотрим некоторые инструменты и методы, позволяющие спаять латунные детали вместе.
Паяльные инструменты и материалы
Вот инструменты и материалы, которые я использовал для этой статьи:
- Припой марки Tix
- Флюс марки Tix
- Горелка для бутановой пайки
- Огненный кирпич
- Б / у инструмент
- Пинцет
- Молот
- Напильник по металлу
- Детали из латуни
- Подушечки абразивные
- Спиртовой тампон
Типы припоя и флюса
Есть много типов припоев, и я призываю вас поэкспериментировать со всеми из них.На данный момент мы будем использовать мягкий припой под торговой маркой Tix. Этим продуктом пользуются многие любители и мастера по ремонту часов. Tix – это мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Принципы успешной пайки
Есть несколько общих принципов, которые применимы почти ко всем типам пайки. Следуйте этим правилам, и ваши шансы на успех значительно увеличатся.
Детали должны хорошо прилегать друг к другу
Припой действует как клей. В одиночку он не слишком силен, но он способен довольно хорошо удерживать две части вместе. Сделайте это, две соединяемые части должны иметь как можно большую площадь поверхности. Не ожидайте, что припой окажется прочным, если он заполняет большие промежутки между деталями.
Детали должны быть чистыми.
Прочность соединения припоя будет зависеть от того, насколько чистые сопрягаемые поверхности.
Детали должны удерживаться на месте во время пайки
Во время процесса пайки детали должны оставаться неподвижными и прочно.
Нагревать должны детали, а не сам припой.
Это один из наиболее непонятых аспектов пайки. Вы не расплавляете сам припой. Вы нагреваете обе соединяемые детали, пока они не достигнут точки плавления припоя. Затем припой под действием капиллярных сил течет к нагретой области и в швы.
Пайка – это в основном подготовка
При пайке любого отдельного соединения около 98% вашего времени будет потрачено на подготовку к пайке, поэтому не торопитесь и не пренебрегайте ни одним аспектом задачи.
Пошаговая инструкция для пайки латуни
Шаг 0: Подготовьте рабочее место
Безопасное рабочее место очень важно. Удалите из зоны все горючие материалы. Работайте в хорошо проветриваемом помещении или используйте небольшой вентилятор, чтобы сдувать пары от пайки. Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки.Я часто использую два кирпича, стоящие один за другим, один сидящий ровно. Это создает барьер для пламени и может служить отражателем, отражающим тепло от факела.
Шаг 1. Сформируйте детали, которые нужно соединить.
Сформируйте детали, чтобы они соответствовали друг другу. Это потребует времени, потраченного на режущие инструменты и файлы, чтобы убедиться, что детали очень хорошо подходят друг к другу. Поднесенный к источнику света, вы не должны видеть промежутков между вашими предметами. Механическое соединение, используемое в сочетании с пайкой, всегда является хорошей идеей там, где требуется прочность.Можно ли сделать насечки на деталях, чтобы они соответствовали друг другу? Рассмотрите различные способы добавления механического соединения к вашему суставу.
Шаг 2: Очистите поверхности
Используйте файл, наждачную бумагу, наждачную бумагу, скотч-брайт подушечки или стальную мочалку для очистки поверхностей, подлежащих пайке. Щетка для царапин из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что часть латуни покрыта прозрачным лаком, чтобы она оставалась яркой. Его необходимо удалить, чтобы припой пристал. После того, как детали будут очищены, их следует очистить спиртом, чтобы удалить все мелкие частицы или масла.Когда вы закончите с этим, удалите спирт из рабочей зоны и дайте деталям полностью высохнуть.
Шаг 3. Расположите детали
Используйте зажимы или проволоку, чтобы скрепить детали. В мягкий огнеупорный кирпич можно вставить высокие Т-образные штифты, чтобы удерживать детали на месте. Тяжелые металлические предметы также можно использовать для удержания частей вместе. Имейте в виду, что эти предметы могут сильно нагреваться. Если их расположить слишком близко к стыку, они могут поглотить тепло, которое вы пытаетесь приложить к стыку.
Шаг 4: Нанесите флюс
Припой Tix имеет сопутствующий флюс, который представляет собой прозрачную жидкость. Флюс Tix поставляется во флаконе с кисточкой. Кисть имеет тенденцию распылять слишком много флюса в неправильных местах. Припой будет иметь сильную тенденцию течь везде, где был нанесен флюс. Если вам нужно аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно там, где вы хотите. Когда небольшая капля наносится на стык, капиллярное действие должно втягивать жидкость между двумя частями.Иногда проще нанести флюс, прежде чем складывать части вместе. Tix также производит антифлюс, который можно красить везде, где вы действительно не хотите, чтобы припой попал.
Шаг 5: Подготовка и нанесение припоя
По возможности, я люблю помещать кусочки припоя на детали. Количество и положение припоя легко контролировать, и во время работы ничего не трогают. Круглая проволока для припоя часто бывает слишком толстой и может скатиться с деталей. По этой причине я использую молоток, чтобы раздробить припойную проволоку.Вы удивитесь, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от приплюснутой части и с помощью пинцета поместите припой прямо на шов, который вы собираетесь склеить. Наконец, нанесите немного флюса на припой. Не наносите флюс ни на один из ваших хороших инструментов! Это едко.
Шаг 6: Нагревание
Припой будет течь навстречу теплу, создаваемому горелкой. Используйте это в своих интересах. Если возможно, нагрейте детали со стороны, противоположной тому, куда вы поместили припой.Таким образом, припой втягивается в шов между двумя частями.
Включите фонарик и уменьшите пламя до минимума. Начните нагревать кусочки.
Нагревание обеих частей для достижения одинаковой температуры одновременно может быть сложной задачей, особенно если одна из них имеет большую массу, чем другая. Время, проведенное с горелкой, направленной на каждую деталь, должно быть пропорционально массе каждой детали. Если вы припаиваете толстую сплошную деталь к тонкому листу или трубке, сплошной детали потребуется больше тепла.Продолжайте движение пламени, уделяя больше времени большему куску, ненадолго переходя к меньшему и обратно.
В тот момент, когда детали достигают критической температуры, припой мгновенно “течет”, распространяясь по шву и любым смежным областям, где может быть флюс. Текущий припой будет складываться в стык и мерцать. Немедленно уберите пламя. Дополнительный нагрев здесь не поможет.
Шаг 7: Дать остыть, промыть и очистить
Дать припою остыть в течение нескольких минут может показаться непростым делом.Я рассматриваю это как единое целое, потому что слишком много раз я перемещал детали до того, как припой затвердел. Как только он остынет, хорошо промойте деталь под проточной водой, чтобы удалить остатки флюса. Высушите деталь и удалите излишки припоя. Если бы вы были осторожны, много не должно было быть. Специально для этой цели я храню несколько старых файлов. Вы же не хотите испортить свои хорошие файлы, забивая их припоем.
Как и многие другие темы, затронутые в этой колонке, мы коснулись лишь поверхности.Подготовка и практика – ключи к хорошей пайке, так что… готовьтесь к практике!
Советы, методы и приемы Dug по автоматам
Ежеквартальная колонка создателя автоматов и энтузиаста Дага Норта
Copyright 2015 Dug North
Предупреждение: Темы, затронутые в этой колонке, включают использование инструментов и материалов, которые могут привести к повреждению имущества и / или телесным повреждениям. Ваша безопасность важна, и это ваша исключительная ответственность.Всегда читайте и соблюдайте инструкции по технике безопасности, прилагаемые к используемым инструментам и материалам. Надевайте защитные очки, используйте защитные приспособления и другое защитное оборудование, соблюдайте меры предосторожности и руководствуйтесь здравым смыслом. При необходимости обращайтесь за советом к опытным сторонним источникам.
Дополнительная литература
Простая пайка: руководство по изготовлению ювелирных изделий для новичков: Amazon UK – Amazon US
Пайка и пайка (серия семинаров): Amazon UK – Amazon US
Материалы
Латунный стержень: Amazon UK – Amazon US
Латунные трубки: Amazon UK – Amazon US
Латунный лист: Amazon UK – Amazon US
Инструменты
Паяльная горелка: Amazon UK – Amazon US
Припой Tix: Amazon US
Tix Flux: Amazon, США
Tix Anti-Flux: Amazon US
Огненных кирпичей: Amazon US
Паяльное устройство для рук помощи: Amazon Uk – Amazon US
Надфили швейцарского образца: Amazon UK – Amazon US
Как паять латунь паяльником
Латунь – это сплав меди и цинка, благодаря которому припой легко прилипает к материалам, изготовленным из этого металла.Трубки и фитинги из латуни припаяны свинцово-оловянным припоем, как и бытовая сантехника. Фитинги отформованы с помощью скользящих соединений, поэтому их можно быстро подсоединить к трубам. Вот руководство по пайке латунных фитингов:
Необходимые материалы
- Флюс
- Припой
- Пинцет
- Металлический напильник
- Детали из латуни
- Абразивная подушечка или наждачная бумага зернистостью 120
- Паяльник
Процедура
Выберите подходящий припой для проекта
Дано различные типы припоя, вам нужно выбрать подходящий для пайка латунной фурнитуры.Мягкий припой идеален, так как он имеет низкую температуру плавления. точка. Это также предпочтительно, потому что высокие температуры вызывают Чтобы материалы стали мягкими и обесцвечивались, этот процесс называется отжигом.
Подготовьте рабочее пространство
Вы необходимо иметь безопасное рабочее место для процесса. Таким образом, вам необходимо удалите с поверхности любые легковоспламеняющиеся материалы и сохраните пространство хорошо вентилируемый. Небольшой вентилятор может пригодиться, чтобы сдувать пары. Вы также можете создать барьер для пламени, используя два огненных кирпича, которые также действуют как отражатели, отражающие тепло от горелки.
Осмотрите детали и очистите их
Проверить подходят ли латунные детали друг к другу. В противном случае может потребоваться изменение формы. с помощью напильника или режущего инструмента, чтобы убедиться, что детали подходят друг к другу. Затем, поднимите их на несколько дюймов от источника света, чтобы увидеть, есть ли зазоры между кусками. Затем очистите детали абразивным диском или Наждачная бумага зернистостью 120. Правильная подготовка трубы обеспечивает припой плотно прилегает к поверхности.
Зажмите детали
Удерживать кусочки с помощью зажима, так как они станут горячими, когда вы продолжите использовать паяльник.Вы также можете использовать тяжелые металлические предметы, чтобы удерживать предметы, если вы не размещаете их слишком близко к стыку.
Нанесите флюс
Применить флюс на внешней части трубы и внутри латунного фитинга используя небольшую кисть. В качестве альтернативы можно использовать тонкую проволоку, чтобы нанести флюс в качестве кисть может растекать слишком много флюса. Затем наденьте фитинг на трубу. и поверните его в правильную ориентацию.
Пайка фитингов
Старт нагрев стыка пропановой горелкой до тех пор, пока флюс не достигнет точка кипения.Так как достичь той же температуры при в то же время вы должны убедиться, что время, потраченное на каждую деталь, является такой же, как и его масса. Например, при пайке толстого куска металла вы , вероятно, потратите больше времени, чем при нагревании тонких трубок.
Однажды детали достигают идеальной температуры, флюс выделяет дым и почернеть. Уберите источник тепла и быстро нанесите припой вокруг трубу, когда она просачивается в стык. Это потому, что только металл остается достаточно горячим, чтобы расплавить припой в течение нескольких секунд.
Тогда, припаяйте другой стык, как только первый стык затвердеет и позволит Перед тем как прикасаться к фитингу, необходимо охладиться в течение 10-20 минут. Далее промыть фитинг под проточной водой, чтобы избавиться от лишнего флюса. Высушите и очистите лишний припой.
Дополнительные советы
- Обеспечить детали подходят друг к другу: припой – это только связующее. Таким образом, вы должен обеспечить правильное соединение соединяемых частей. Они должны иметь одинаковую площадь поверхности, чтобы припой мог их соединять успешно.Припой не будет таким прочным, если детали будут иметь зазоры. между ними
- Очистите детали перед пайкой: Прочность сцепления зависит от состояния поверхностей. Грязь имеет примеси, влияющие на прочность связи. Таким образом, вам необходимо тщательно очистите детали перед пайкой
- Нагрейте частей, а не припоя: хотя процесс включает в себя использование припоя для соединения частей, это не означает пайку связующего. Вместо этого части нагревают до тех пор, пока не достигнут точки плавления припоя.В припой должен стекать к нагретому объекту и в его швы через капиллярное действие
- Крепко удерживайте детали при пайке: убедитесь, что детали надежно удерживаются при пайке, чтобы припой образовывал прочное соединение
Наконечники для пайки латуни | Наши развлечения
На самом деле процесс пайки – это не что иное, как склеивание двух металлических частей вместе, при этом припой является клеем. Поскольку латунь – это металл, который отличается красотой и долговечностью, он имеет множество применений.Латунь содержит как медь, так и цинк, и имеет высокую температуру плавления от 900 до 940 градусов по Фаренгейту. Когда вы используете простой припой, например, содержащий 60 процентов олова и 40 процентов свинца, с температурой плавления всего 365 градусов по Фаренгейту, вам не придется беспокоиться о плавлении латуни. Некоторые бессвинцовые припои имеют еще более низкие температуры плавления.
Подготовка к работе
Чтобы два куска латуни склеились, сначала необходимо тщательно очистить их.Чтобы очистить латунь, вам понадобится наждачная бумага с очень мелким зерном, чтобы отполировать обе стороны, которые будут соединяться вместе. Отшлифуйте обе детали и сотрите песок и пыль влажной мягкой тканью, чтобы детали склеились и образовали прочное соединение.
Нанесение флюса
Затем используйте флюс для пайки, который не только очищает латунные детали, но и помогает припою течь на место. Используйте небольшую кисточку для припоя или ватный тампон, чтобы нанести припой на обе соединяемые детали.Достаточно будет легкого покрытия флюса; слишком много флюса может сгореть и оставить на стыке трудно поддающиеся очистке остатки.
Нанесение припоя
Отрежьте кусок проволочного припоя и поднесите наконечник к стыку, а затем нагрейте его пропановой горелкой. Как только припой начнет плавиться, снимите источник тепла и дайте припою стечь на место. Припой будет стекать по всем участкам, покрытым флюсом. Удалите припой, как только увидите, что соединение загерметизировано.
Удаление излишков припоя
Если на латуни есть скопления или капли припоя, используйте фитиль для их поглощения.Нагрейте излишек припоя, пока он не начнет плавиться, а затем поместите на него кусок припоя, который поглотит нежелательные следы.
Завершите работу
Завершите работу по пайке, используя коричневую ювелирную румяна на мягком шлифовальном круге и отполируйте оставшийся нежелательный припой и обгоревшие участки. Отполируйте соединение во второй раз, используя белые ювелирные румяна. Области, недоступные для полировального круга, можно отполировать ювелирными румянами на мягкой ткани. Чтобы участок не потускнел, слегка сбрызните его прозрачным лаком.
Как припаять латунные пяльцы? – Дискуссионные форумы
Обратите внимание, что это заархивированная тема , поэтому она заблокирована, и на нее невозможно ответить. Однако вы можете начать новую тему и обратиться к ней со ссылкой: http://www.banjohangout.org/archive/103647
Miketurner365 – Опубликовано – 29.12.2007: 23:57:40
Я собираюсь купить кольцевой ролик и попробовать сделать свои собственные латунные обручи.Как спаять концы вместе? Что мне нужно? Следует обрезать концы под углом или нет?
Пожалуйста, дайте мне знать, как это сделать.
Спасибо, Майк
mralston – Опубликовано – 30.12.2007: 08:25:56
Майк – Банджоман прав … пайка – хороший способ. Купите себе хорошую книгу по пайке / сварке / пайке! Многие бесплатные советы в Интернете сомнительны или поддельны, поэтому вам, вероятно, лучше воспользоваться книгой с практическими рекомендациями, написанной добросовестным мастером по металлу.
Для работы вам понадобится высокотемпературное пламя (например, газ MAPP) … простой пропан недостаточно горячий. Lowe’s и другие магазины продают малогабаритные сварочные аппараты MAPP. Ацетилен тоже подойдет.
Используйте высококачественный флюс. Лучший флюс для соединения латуни с латунью с использованием газа MAPP – это флюс, который я также использую для серебряных украшений, которые я покупаю у Hoover & Strong в Вирджинии… их “FREEFLOW FLUX”. Используйте с осторожностью …. он токсичен, а пары вызывают раздражение.
Я экспериментировал с большим количеством паяльных стержней, и лучшие из них, которые я нашел для такого применения, продает Tractor Supply…. их “Пруток для припоя, 1/8” Плоский “, номер детали 770205.
Соединяемые детали должны быть ЧИСТЫМИ !!! Я формирую латунь, подгоняю ее к банджо, разрезаю по размеру, затем пропускаю небольшой плоский напильник между двумя концами, чтобы добиться плотного прилегания. Это улучшит качество соединения …. плохое соединение будет не получится, независимо от того, сколько пайки вы используете. Если вы сделаете хорошее соединение, вы можете удалить излишки припоя и отполировать его, не ослабляя соединение.Паяльный стержень Tractor Supply немного отличается по цвету от латуни 360, но а) качество соединения того стоит, б) вы обычно можете скрыть соединение (между горловиной и горшком, под кожей / головкой и т. Д. И c) , если вы все сделаете правильно, у вас не останется много припоя на поверхности латунной детали.
Я нашел качественный и недорогой гибочный станок от Grizzly Industrial Products …. их модель G7153 “Универсальный гибочный станок”. Я обнаружил, что устройство, продаваемое Grizzly, изгибается с относительно небольшим радиусом…… не сгибает латунную ложу толщиной от ~ 1/8 “до ~ 1/2” до круга от 10 до 12 дюймов, поэтому я сделал форму дуба 1/2 “, которая отлично работает. К вашему сведению, на Моя домашняя страница Banjo Hanout Я разместил несколько фотографий модифицированного гибочного станка Grizzly. Я также разместил несколько фотографий тональных колец, натяжных обручей, обручей для плоти, обуви, крючков, гаек и т. д., которые я сделал, используя подход, описанный выше. прямая ссылка на фото http://www.banjohangout.org/myhango…asp?id=24670 . (если интересно, продается банджо №1, №2 будет через месяц или так).
Я проверяю eBay на предмет выгодных покупок на латунный инвентарь. Мне повезло с Trinity Metals (имя на eBay hidesertmartin).
Удачи … если вы похожи на меня, вы потратите изрядное количество проб и ошибок, прежде чем сделаете все правильно, но результаты могут быть очень удовлетворительными! ! !
С уважением,
MRalston
Fred W – Опубликовано – 30.12.2007: 08:45:32
Совет Марка хорош, но я бы порекомендовал серебряный припой, а не пруток.Он тает при немного более низкой температуре, прекрасно впитывается в суставы и хорошо очищает. Он доступен с различными размерами проволоки, круглой или плоской, а также с соответствующим флюсом от сварочных центров. Не путать с оловянно-свинцовым припоем, при правильном флюсовании он достаточно прочный. Он используется для очень тонкой работы, в том числе для изготовления ювелирных изделий и небольших моделей железнодорожных локомотивов.
Фред В
mralston – Опубликовано – 30.12.2007: 09:12:22
Фред W прав насчет серебряного припоя…. это тоже сработает.
В итоге я использовал подход с более высокой температурой и более сильной пайкой, потому что я также использую экспериментальный синтетический материал для головы (см. Банджо № 1 на моих фотографиях), который нужно натягивать на голову, как кожу, с помощью обруча для плоти. Когда вы делаете это, вы оказываете большую нагрузку на небольшую площадь поперечного сечения в месте соединения натяжного обруча или плотного обруча… У меня были сбои в соединении при использовании “твердого” серебряного припоя. Если вы устанавливаете формованную головку (например, Remo, Fiberskyn и т. Д.), Вы, вероятно, будете в порядке с более низкотемпературным (и немного более слабым) соединением.
С уважением,
MRalston
Отредактировал – mralston 14.01.2008 07:13:32
yellowdog – Опубликовано – 30.12.2007: 11:06:46
И серебряная пайка, и пайка, вероятно, будут удерживать соединение, если все сделано правильно, но они не будут пропускать звук через соединение одинаково, поскольку их плотность различается . (Различная плотность отражает звук в латуни и на ней. Мой опыт работы с припоем, даже серебряным припоем, убедил меня, что припой прерывает звуковые волны в недопустимой степени, поэтому я не использую его в своих продуктах.Я бы выбрал пайку, потому что плотность ближе к плотности латуни в латунном кольце. И я бы поручил это опытному сварщику, который умеет паять. Он, вероятно, не возьмет много денег, и вы можете сэкономить на гонораре сварщика, записав его самостоятельно, чтобы все было сделано правильно. Просто скажите ему, чтобы он оставил избыточное количество латуни на стыке с радиусом сварного шва, явно большим, чем диаметр стержня, иначе у вас будет провал в головке банджо. (Вот почему вы захотите отпилить его и отполировать самостоятельно.)
Фрэнк Гейгер
[email protected]
www.geigeracousticdevices.biz
banjothumper5 – Опубликовано – 30.12.2007: 11:23:12
Мне кажется, я однажды видел здесь, что соединение вообще не сваривается. Похоже, если бы обруч подходил к горшку, его можно было бы не приваривать. Напряжение головы удерживало его на месте. Я думаю, что установка обруча на горшок будет иметь решающее значение. Если бы обруч был немного меньше обода, голова могла бы не стягивать концы обруча достаточно плотно, что могло бы вызвать дребезжание или гудение.Я также думаю, что концы латуни там, где они будут соединяться, чтобы образовать обруч, должны быть довольно плоскими. Я никогда не пробовал этого, но мне было очень любопытно. Вы можете попробовать это, а затем, если это не сработает, вы можете снять его и сварить позже, ничего страшного.
Шестигранник
LeeBanjos – Опубликовано – 30.12.2007: 11:54:17
Mike,
Это несколько раз обсуждалось здесь, на BHO, так что вы можете проверить архивы. Большинство натяжных обручей и колец пялец паяются серебром.Вы обнаружите, что припой с содержанием серебра 15% имеет такую же прочность на растяжение, что и лучший пруток для пайки из латуни. Я не уверен, что меня сочтут добросовестным слесарем, но у меня есть тридцатилетний опыт пайки латуни в условиях высоких нагрузок. Я бы предпочел серебряный припой почти без труда, а не латунный припой, почти во всех сферах применения. Если у кого-то возникают проблемы с тем или другим, обычно это связано с техникой, а не с припоем.
Подчеркиваю, что нижеследующее является исключительно моим личным мнением и опытом.Хотя наука говорит нам, что звуковые колебания будут проходить через разные припои по-разному, я не верю, что большинство (99,99999%) людей могут услышать разницу. Я считаю, что в приборостроении много «дыма и зеркал». Как только вы отказываетесь от хорошего мастерства, подавляющее большинство «секретов, которые приходится делать» – это маркетинг. Некоторые чувствуют, что могут слышать удивительно незначительные различия в материалах и методах нанесения. Для этих людей капитализм всегда восполнит пробел и предоставит то, что они хотят услышать.Я не пытаюсь сказать, что кто-то еще не прав, у меня просто другое мнение и точка зрения.
Моя жена говорит, что иногда она просыпается по утрам сварливой, а иногда дает мне поспать.
Chuck
Chuck Lee Banjo Company
www.chuckleebanjos.com
http://chuckleebanjos.blogspot.com
972 -617-5576
Отредактировал – LeeBanjos, 30.12.2007 12:43:25
rb4player – Опубликовано – 30.12.2007: 11:55:09
«серебряный припой» – это общее название для членов семейства припоев.Паяное соединение серебром – это очень прочное паяное соединение. При правильной обработке прочность соединения мало зависит от конкретного используемого сплава, так как соединение будет иметь толщину всего несколько 0,001 дюйма.
«серебряная пайка» – это «пайка»
Рабочие температуры «серебряных припоев» составляют ~ 600 ° C. 800C, горячее, чем у настоящих припоев. См., Например,
http://www.cupalloys.com/content.php?categoryId=22
Jim
banjothumper5 – Добавлено – 30.12.2007: 12:13:48
Другой звук (на самом деле тон) беспокоит различный металл в паяном соединении, я думаю, это немного беспокоит.После того, как соединение сваривается и очищается, остается очень небольшое количество металла «кроме латуни», если соединение было подходящим для начала, но его явно недостаточно, чтобы услышать разницу.
Шестигранник
mralston – Опубликовано – 30.12.2007: 14:02:15
Chuck –
Спасибо за комментарий по поводу припоя 15% серебра. Я экспериментировал с соединением латуни … В материале Tractor Supply, о котором я упоминал выше, не упоминается состав, за исключением того, что он содержит хром и никель.Кроме того, он в первую очередь разработан для соединения меди с медью и меди с латунью, хотя я обнаружил, что он работает для меня для соединения латуни с латунью. Я с нетерпением жду возможности опробовать припой с содержанием серебра 15%.
По поводу “дыма и зеркал” (или того, что я бы назвал “стейк” вместо “шипения”) вы упомянули ….. У меня нет вашего опыта в изготовлении инструментов, но я знаю, что я ‘ Мы слышали довольно невероятные утверждения, например, о тональных качествах различных пород дерева для накладки грифа для безладового банджо…. кажется, что там много “шипения”, так что будьте осторожны, покупатель.
С уважением,
MRalston
BellyCaster – Опубликовано – 30.12.2007: 14:07:24
«Я подчеркиваю, что следующее – это только мое личное мнение и опыт. Хотя наука говорит нам, что звуковые колебания будут проходить по разным материалам для пайки. , Я не верю, что большинство (99,99999%) людей могут услышать разницу. Я считаю, что в приборостроении много «дыма и зеркал».Как только вы отказываетесь от хорошего мастерства, подавляющее большинство «секретов, которые приходится делать» – это маркетинг. Некоторые чувствуют, что могут слышать удивительно незначительные различия в материалах и методах нанесения. Для этих людей капитализм всегда восполнит пробел и предоставит то, что они хотят услышать. Я не пытаюсь сказать, что кто-то еще не прав, у меня просто другое мнение и точка зрения.
… то, что сказал Чак … это искусство и наука НЕ магия.
Брюс
LeeBanjos – Опубликовано – 30.12.2007: 14:15:17
MRalston,
Возможно, вам придется обратиться к водопроводным, сварочным или промышленным поставщикам, чтобы определить содержание серебра 15%.В торговле сантехникой мы называем обычный продукт с низким содержанием серебра «мусорной палкой». Мы использовали его для неважных проектов.
Chuck
Chuck Lee Banjo Company
www.chuckleebanjos.com
http://chuckleebanjos.blogspot.com
972-617-5576
Отредактировал – LeeBanjos 30.12.2007 15:11:22
canerods – Опубликовано – 30.12.2007: 16:51:10
Это первое натяжное кольцо из латуни, которое я когда-либо делал. Я купил каток с планетарными кольцами в Harbour Freight, и он работал очень хорошо.Мне потребовались пяльцы размером 10-3 / 8 дюймов. Первоначально я хотел использовать серебряный припой, но в итоге получил простое соединение внахлест, скрепленное парой медных заклепок. Это суперпрочное соединение! Я построить банджо в стиле менестреля, сделанное из зернистости – так что сустав будет выглядеть нормально, я верю. Я очень доволен тем, как это получилось. Это просто еще один способ сделать это. Хотя когда-нибудь я, вероятно, захочу попробовать припой серебряный припой.
Miketurner365 – Опубликовано – 30.12.2007: 22:11:06
Вау,
Отличный совет.Похоже, мне предстоит много проб и ошибок. Вероятно, ошибок больше, чем проб.
Всем спасибо,
Майк
brawny1 – Опубликовано – 30.12.2007: 22:45:53
Кто-нибудь пробовал косынку на своих тональных кольцах? Он просто надел на меня, что это будет отличное соединение, и вы можете легко закрепить соединение с помощью небольших шурупов или дюбелей и просто подпилить концы дюбелей, чтобы зафиксировать соединение. Припой или пайка не требуется.
Брайан
trapdoor2 – Опубликовано – 03.01.2008: 16:09:40
Шарф стыковой? Нет, но любая дополнительная область в стыке добавит прочности стыку.Проблема в том, что дополнительная сила не нужна. Простого стыкового соединения вполне достаточно. Зато шарфы красивые (особенно длинные).
У моего первого Стюарта в обруч для плоти был шарф-фиксатор! Круглая железная проволока была заостренной и имела два или три надреза «ступеньки лестницы» в шарфе, которые сцеплялись, когда два конца сдвигались вместе (как будто пара кровоостанавливающих зажимов блокируется). Оригинальный стык был замотан ниткой и залит ракушкой. Я продублировал его в обычной музыкальной проволоке с треугольным напильником и поработал несколько вечеров (оригинальный железный обруч был слишком ржавым для повторного использования).Я обмотал соединение тонкой медной проволокой, и он находится в эксплуатации уже более 20 лет …
Много способов снять шкуру с этой кошки!
Расскажите подробнее о портовом грузовом катке! Я присматривался к одному в моем местном грузовом отделении гавани …
=== Marc
«Если бы для банджо требовались звуковые кольца, С.С. Стюарт сделал бы их такими».
beegee – Добавлено – 03.01.2008: 18:20:56
Обруч из плоти на моей голове 28 Granada Rogers имел плоский латунный обруч с квадратным шарфом с одной заклепкой, спаянный вместе серебром.Паял, шлифовал и полировал стык.
______________________________
В коротких рядах ….
Helix – Опубликовано – 14.01.2008: 07:55:07
Добро пожаловать на форум. Я аплодирую вашим усилиям, будут некоторые расхождения во мнениях относительно того, нужно ли подключать тональный звонок или нет, а вот с Whyte Ladyes нет, и они работают нормально.
Это зависит от того, какой обод использует человек и куда идет сигнал после защипывания струны.Мои недавние клиенты приходят с жалобами на “вес”, если это не грыжа, то не банджо. Бронза работает и дает отличный тон для веса, но это не единственный способ. Я могу использовать латунное кольцо, чтобы добиться паритета, потому что мой обод другой. Под четностью я подразумеваю @ 8 фунтов. громкость и тон конкурентоспособны с 14-фунтовыми гудками.
Я нашел замечательные латунные слитки на свалке металлолома и за 40 долларов меня хватило на изготовление 12-ти тонных колец по цене одного латунного кольца Stew-Mac. самокатящийся с легкостью.Это были 7-футовые детали, которые давали немного дополнительного материала для начала катания, ?? 34,55 дюйма правильно?
На сайте www.speedymetals.com есть то, что вы ищете, из латуни. Те же размеры, что и у Stew-Mac.
Я бы не стал использовать косынку или стык, я предлагаю коническое соединение сверху вниз, идеально подходит, оперение не требуется, большая прочность. Удачи, мы заинтересованы, держите нас в курсе.
(_) === ‘=== ::}
Geopicker – Опубликовано – 16.01.2008: 01:23:37
Спасибо за идеи,
Ну, с тех пор я купил кольцевой каток в Harbour Freight и скатал его.Мне не терпелось припаять его, поэтому я бросил его, чтобы посмотреть, как он будет звучать. Я могу просто оставить это в непаянном виде.
Во всяком случае, сейчас звучит намного лучше. Ролик работал отлично, но оставил глубокие следы от инструмента, которые мне пришлось удалить. Может быть, как только он сломается, отметки уменьшатся.
Майк
Action -Tin Tinning Compound – Припой с оловянно-свинцовым порошком
Краски для лужения
Action – Tinning Paint Action
Идеальная пайка – это просто, если вы воспользуетесь установкой Action-Tin Tinning Plant.Идеальная пайка достигается, когда две соприкасающиеся поверхности металлургически (механически и химически) соединяются вместе припоем. Вся территория покрыта, пустот нет. Action-Tin полностью смачивает каждую поверхность, которую вы видите перед пайкой.
Action-Tin представляет собой смесь припоя из олова и свинца, а также химического флюса специального состава. Он густой и кремовый, поэтому остается там, где вы его положили. Он предварительно олово обрабатывает не только медь и латунь, но и материалы, которые труднее паять, такие как сталь, железо, нержавеющая сталь, чугун, бериллиевая медь, терновая пластина, свинцовые отливы и покрытия.
Action-Tin можно разбавлять водой при использовании в бане для лужения. Разбавьте до желаемой консистенции и перемешайте ванну, чтобы металл не оседал
Не содержит соляной кислоты, но работает лучше и активнее, чем многие флюсы. Как и в случае со всеми флюсами, убедитесь, что место, в котором вы работаете, хорошо вентилируется, и соблюдайте соответствующие процедуры и меры предосторожности.
Также доступен в нашей бессвинцовой формуле – EnviroSafe Action-Tin. Безопасен для использования во всех санитарных, пищевых и других экологически чувствительных областях.
Бессвинцовая краска EnviroSafe для лужения
Содержащий только порошок припоя из бессвинцового сплава и наш специальный флюс, бессвинцовая олово EnviroSafe Action может использоваться с припоем EnviroSafe во всех санитарно-гигиенических, пищевых и других экологически чувствительных областях. (Может также использоваться с другими припоями.) Крупные медные, латунные и другие трубчатые материалы можно паять в поту с полным покрытием путем лужения поверхности сначала с помощью Action Tin, а затем флюсования, сборки и пайки.Идеальная пайка достигается, когда две соприкасающиеся поверхности металлургически скреплены вместе припоем. Вся территория покрыта, пустот нет. Action Tin полностью смачивает каждую поверхность, и это можно увидеть перед пайкой. Он предварительно олово обрабатывает не только медь и латунь, но и трудно паяемые материалы, такие как сталь, железо, нержавеющая сталь, чугун, бериллиевая медь, терновая пластина, свинцовые отливы и свинцовые покрытия. После предварительного лужения вы можете собрать любой флюс и припой.
Краска для лужения Solder-Magic Action-Tin
Краски для лужения используются для предварительного лужения любого продукта, но особенно в тех случаях, когда это трудно паять.Их наносят, как следует из названия, в качестве краски. Краски более текучие, поскольку в них отсутствует загуститель, поэтому краску необходимо перемешать перед использованием. Типичное содержание металлов составляет до 30% по весу. Краска наносится кистью или протирается на поверхность и оплавляется в духовке, горелке или утюге. Он доступен в большинстве распространенных припоев.
Высокоактивная флюсовая система на основе хлорида цинка подходит для многих типов промышленных припоев и цветных металлов. Теплая вода используется для очистки любых остатков, особенно для важных металлических поверхностей.Эти продукты не подходят для чувствительных электронных устройств.
Паяльное олово и его сплавы
Или, при необходимости, можно нанести пластырь из цинка или листового олова, покрыв пластырь и поверхность олова паяльной жидкостью и припоем и наложив пластырь до того, как припой остынет.
Или вместо припоя можно использовать оловянную фольгу для нанесения заплат или для спайки двух частей мягкого металла вместе.Отрежьте кусок оловянной фольги размером с припаянную поверхность. Нанесите паяльную жидкость пером на обе металлические поверхности и поместите их так, чтобы между ними была оловянная фольга. Нанесите на внешнюю поверхность утюг, достаточно горячий, чтобы расплавить фольгу. В холодном состоянии обнаруживается, что две поверхности спаяны вместе.
Или, чтобы нанести цинковую или свинцовую накладку на мягкие металлы, просто смочите обе поверхности паяльной жидкостью, установите пластырь на место и подержите под ним пламя керосиновой или спиртовой лампы.Это заставит поверхности цинка или свинца потекать и плавиться вместе.
Починить жестяные сковороды без припоя. Используйте мягкую шпатлевку. Протолкните его через отверстие снаружи. Разгладьте с обеих сторон ножом, как заклепку, и дайте постоять до полного затвердения. Это не только быстрый и простой способ сделать временный ремонт, но и тот, который выдержит все обычные процедуры и, возможно, никогда не потребует повторения.
Жесткий припой. Металлы, плавящиеся только при высоких температурах, такие как железо, золото, медь и серебро, а также их сплавы, латунь, бронза и другие, требуют твердого припоя.Для различных металлов рекомендуются следующие пропорции: стальной припой, серебро 19; 1 медь; 2 латунь. Или 2 медных; 1 цинк.
Золотой припой, 7 серебряных; 1 медь. Заплавить с бурой. Или 2 золота; 1 серебро; 1 медь. Или 3 золота; 3 серебра; 1 медь; цинк.
Припой серебряный, 2 серебра; 1 латунь с бурой. Или 4 серебра; 3 латунь; А – цинк с бурой.
Припой латунный, медь 3; 1 цинк с бурой.
Припой платиновый, золото с бурой. Припой для железа, прочная латунь с бурой.Припой медный, латунь 6; 1 цинк; 1 банка.
Чтобы приготовить вышеуказанное, расплавьте металлы вместе, тщательно перемешайте и разлейте в формы для охлаждения. Для нанесения сделайте поверхность идеально гладкой и гладкой. Покройте паяльной жидкостью и обрызгайте порошкообразной канифолью или бурой. Нанесите припой в расплавленном виде и разгладьте паяльником.
Олово в зернах. Расплавьте жестяную банку и перелейте ее в деревянный ящик, внутреннюю часть которого протерли мелом или белилами. Закройте крышку и сильно встряхните, пока банка не превратится в порошок.Промыть чистой водой и высушить.
Оловянные опилки. Расплавьте олово в железной посуде и быстро перемешайте, охлаждая, пока оно не превратится в порошок. Затем просейте до нужного размера.
Оксид олова. Растворите олово в смеси азотной и соляной кислот в закрытом сосуде. Осаждать оксид щелочным раствором, например, едким калием или содой. Слейте жидкость, промойте чистой водой и высушите.
Huriate of Tin. Расплавьте олово и вылейте его с высоты 5-6 футов в чистую воду.Это уменьшает олово до мелких частиц. Или возьмем опилки зерновой жести. Добавьте в каждую унцию олова 8 унций соляной кислоты. Бутылка и
плотно закупорить для использования. Используется при окрашивании в алые цвета.
Нитрат олова. Смешайте 8 унций Aquafortis с 8 унциями мягкой воды и медленно добавьте унцию саламмония и 2 драм селитры. К этому постепенно добавляйте 1 унцию расплавленного олова, залитого с высоты в холодную воду, или опилки или олово в зернах, давая каждому куску раствориться перед добавлением другого.После растворения разлить по бутылкам и плотно закрыть крышкой. Используется при окрашивании в желтый цвет.
Кристаллизовать олово. Нагрейте любую блесну на огне и протрите ее тканью, смоченной в растворе 1 ложки соляной кислоты, 1 ложки азотной кислоты и 8 ложек воды. Измеряйте старой ложкой, которая не пострадает. После покройте лаком цветным лаком.
Чтобы сделать оловянное дерево. Наполните прозрачный стеклянный сосуд водой, добавьте в него 3 драм соляной кислоты олова и 10 капель азотной кислоты.Подвесьте к верху на нитке полоску цинка неправильной формы и дайте постоять там, где она не будет раскачиваться. Олово будет нанесено на цинк в виде овощей, напоминающих стол.
Pewter.Pewter – это название, которое в некоторой степени применяется к различным сплавам олова со свинцом и другими металлами. Твердое олово может состоять из 12 олова, 1 сурьмы, меди. Лучшая марка состоит из 100 олова, 17 сурьмы. Обычная оловянная олова состоит из 7 олова, 1 свинца, меди и цинка.
Или 100 олова, 8 сурьмы, 4 меди, 1 висмута.
Другие важные сплавы олова: металлический баббит, олово 8; 4 свинца; 1 антимония. Состав этого раньше строго охранялся как коммерческая тайна.
Чтобы приготовить этот сплав, расплавьте 4 фунта меди; постепенно добавляйте 12 фунтов лучшего банка-олова, затем 8 фунтов сурьмы; наконец, добавление 12 фунтов алюминия. Это мягкий сплав, изобретенный г-ном Исааком Бэббитом из Бостона. Он используется для выравнивания ящиков для осей и поршней, чтобы уменьшить трение и истирание, особенно на пароходах и локомотивах.Мистер Бэббит, начальник, был ювелиром, который изготовил в своем родном городе первые изделия Britannia, произведенные в Соединенных Штатах. Он получил золотую медаль за изобретение бэббит-металла, а Конгресс вручил ему 20 000 долларов.
металл, олово от 75 до 94; Сурьма от 5 до 10; 2-8 висмута.
Олово, 4 банка; 1 вывод.
Королевский металл, 9 шт .; 1 отведение; 1 висмут; 1 сурьма. Или 9 жесть; 1 висмут; 2 свинца; 1 сурьма. Или 10 жесть; 8 сурьма; 1 висмут; 4 медных.
Зеркало металлическое, 1 банка; 2 медных.
Колокольчик металлический, 22 олова; 78 медь, иногда немного цинка и свинца.
Пушечный металл, 1 банка; 9 медь.
Обшивка для кораблей, 1 банка; 32 коп. Пер.
Плавкий металл, 1 банка; 1 отведение; 2 висмут. Это тает при 200,7 F.
Смесь олова и ртути используется для покрытия зеркал, а металл для тонкой работы содержит небольшое количество олова.
В дополнение к вышесказанному, 29 фунтов олова и 19 фунтов свинца делают очень плавкий и блестящий сплав.
Равные части олова и цинка делают сплав почти таким же прочным, как тонкий или латунный.
Пайка латуни и алюминия –
Ремонт алюминия: руководство для начинающих по пайке алюминия к латуни суперсплавом 1
Мы снова возвращаемся к начинающему сварщику Тони, чтобы научиться ремонтировать алюминий низкотемпературным припоем Super Alloy 1. В этом видео Тони использует пропановую горелку и сплав Super Alloy 1 для пайки латуни с алюминием при очень низкой температуре соединения.
В прошлом многие сварщики использовали тот или иной вид клея для приклеивания алюминия к латуни из-за их различного состава. К счастью, Super Alloy 1 упрощает работу по ремонту алюминия, позволяя с помощью этого мультиметаллического припоя ремонтировать не только латунь и алюминий, но и множество других металлов – по отдельности или в любой комбинации: бронзу, сталь, медь, металлический горшок, нержавеющую сталь. , белый металл или замак в любой комбинации при температуре 350 ° F.
ПродукцияMuggy Weld специально разработана для того, чтобы любой человек мог ремонтировать алюминий с помощью простой пропановой горелки.Перед ремонтом предварительно очистите детали абразивом. Это может быть достигнуто с помощью Dremel, проволочного круга, шлифовального станка, наждачной бумаги, пескоструйной обработки и т. Д. В зависимости от детали.
Тони окунул стержень во флюс, а затем капнул его в центр латунной шестигранной гайки, позволяя ему просочиться в соединение. Она добавляет тепло по кругу для широкого нагрева основного металла. Когда флюс изменился с медового на коричневый, она знала, что это свидетельство того, что основной металл достиг надлежащей рабочей температуры.Она аккуратно добавила алюминиевый припой по окружности шестигранной гайки и с помощью горелки протолкнула припой и флюс спереди назад и из стороны в сторону.
Она дала детали остыть на воздухе, затем удалила остатки флюса теплой водой и металлической щеткой. Конечный результат – безупречный ремонт алюминия при температуре всего 350 ° F (
).Это была первая попытка Тони отремонтировать алюминий, и она проделала отличную работу! Спасибо, Тони!
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
.