Пайка латуни – Справочник химика 21
ПОС-40 39 40 1,5—2 Осталь- ное 0,25 Для пайки латуни, меди, стали, медных проводов [c.56]ПОС-30 29—30 1,5—2 То же 0,3 Для пайки латуни, меди, стали, цинковых и оцинкованных листов, белой жести и Т. п. [c.56]
Для пайки латуни, железа и меди [c.59]
При пайке латунью используют нормальное пламя ацетиленовой горелки. Предварительно поверхность покрывают тонким слоем латуни, а затем заполняют весь щов. [c.216]
ПОС 40 39-40 1.5-2 0.1 235 Для пайки латуни, железа и меди [c.59]
ПСр 12М 12 0,3 52 1 -2.0 0,5 0,15 825 780 Для пайки латуни с содержанием медн 58% и более [c.60]
Пайка с нагревом в печах и горнах применяется для твердой пайки латунью или медью. Подготовленные н собранные детали с припоем [c.
ПМЦ 36 34—38 Ост. 800-823 Для пайки латуни, содержащей 60—68% меди, и тонкого паяния по бронзе [c.59]
Для пайки латуни, стали, модных проводов Для пайки латуни, стали, цинковых п оцинкованных листов п др. [c.308]
При пайке латуни и бронзы, а также прн пайке серебром [c.61]
Из соединений цинка большое практическое значение имеют оксид, сульфат, хлорид и сульфид цинка. Оксид цинка служит основой для изготовления цинковых белил, отличающихся хорошей кроющей способностью и химической стойкостью. Значительное его количество используют в резиновой промышленности (наполнитель каучука в производстве автомобильных шин). Оксид цинка входит также в состав некоторых сортов стекла и глазурей. Сульфат цинка применяют для пропитки дерева (как противогнилостное средство), а хлорид цинка —для изготовления минеральных красок, для очистки поверхности при пайке латуни, меди, железа.
[c.390] Флюсы для пайки нержавеющих сталей активируют добавлением кальция фтористого. Флюсы 209 и 18В (см. табл. 9), предназначенные для пайки серебряными припоями, непригодны для пайки латунями, так как они теряют активность при температурах свыше 850 С. [c.239]
Флюсы 209 и 18В (см. табл. 9), предназначенные для пайки серебряными припоями, непригодны для пайки латунями, так как они теряют активность при температурах свыше 850 С. [c.239]
ПОС 60 59—61 190 9.6 32 Пайка латуни, железа, медных проводов, радиаторов и др. [c.1092]
Пайка латунными спайками [c.202]
Хлорид цинка используют для пропитки шпал, при белении тканей, для изготовления минеральных красок, очистки поверхности при пайке латуни, меди, железа. На свойстве его растворять клетчатку основано изготовление пергамента. [c.384]
ПОС 30 29-30 243 6.7 32 Пайка латуни, меди, железа, цинковых и оцинкованных листов, белой жести, бандажной проволоки, радиаторов, гибких валиков и т. п.
Латунные припои ПМЦ-54 ПМЦ-36 Фосфористая медь МФ-3 54 2 36 2 Осталь- ное Остальное То же 7.0-8,5 0,6 0.6 1,0 870-881 740-807 710-810 Пайка меди, бронзы и стали Пайка латуни, содержащей до 68% меди Пайка меди и сплавов на медной основе. Для пайки стали непригодна [c.149]
Для пайки стали непригодна [c.149]
Алюминий способствует образованию в сплавах менее пластичных и более хрупких фаз Р и 7, и поэтому количество алюминия в латунях, обрабатываемых давлением, ограничивается 2,5%. Присадка алюминия увеличивает твердость и прочность латуней и уменьшает удлинение. Алюминий затрудняет пайку латуней. [c.322]
Пайка латуни, медных и латунных труб коллекторов и других деталей [c.419]
Припой ПМЦ-47 применяется для пайки латуни марки Л62. [c.445]
Применение серебряных припоев весьма разнообразно. Припои ПСр-10 и ПСр-12 используются для пайки латуней, содержащих 58% меди и более. Припой ПСр-25 используется при пайке тонких изделий, когда требуется особо чистая поверхность. Припой ПСр-45 применяется при пайке меди и бронзы. Припой ПСр-70 рекомендуется для пайки деталей, от которых требуется сохранение высокой электропроводности.
[c.445]Восстановление деталей из серого чугуна электродуговой и газовой сваркой с предварительным подогревом детали или свариваемого места и использованием чугунных электродов со специальными обмазками.
 (Применяют также твердую пайку латунью, что хотя и обеспечивает прочность и обрабатываемость, но приводит к неоднородности основного металла и места починки) [c.155]
(Применяют также твердую пайку латунью, что хотя и обеспечивает прочность и обрабатываемость, но приводит к неоднородности основного металла и места починки) [c.155]Бура плавленая. …… 72 При пайке латуни и бронзы, а
ПМЦ-36 36 2 Остальное Для пайки латуни с содержанием меди до 68 9 [c.89]
MR-resIn полиэфирный стеклопластик Muller s fluid жидкость Мюллера (рост вор фосфорной кислоты в спирте, используемый в качестве флюса при пайке латуни и меди) [c.646]
ФОСФИДЫ — соединения фосфора с металлами, а также с неметаллами, более электроположительными, чем фосфор (В, 81, Аз). Некоторые Ф. (Ф. галлия, индия, бора) используют как полупроводниковые материалы для датчиков э. д. с. Холла, полупроводниковых тетродов (спейсисторов), приемников ИК-излу-чения, рабочих тел квантовых генераторов. Ф. меди используют вместо серебра для пайки латуни и др. [c.264]
Цинк применяют главным образом для приготовления различных сплавов и для покрытия металлов. Значительные количества цинка содержатся в сплавах, отвечающих составам [в /о(масс.)] 60 Си и 40 Zn — латунь 65 Си, 15 Ni и 20 Zn —нейзильбер. Из соединений цинка большое практическое значение имеют оксид, сульфат, хлорид и сульфид цинка. Оксид цинка служит основой для изготовления цинковых белил, отличающихся хорошей кроющей способностью и химической стойкостью. Значительное его количество используют в резиновой промышленности (наполнитель каучука в производстве автомобильных шин). Оксид цинка входит также в состав некоторых сортов стекла и глазурей. Сульфат цинка применяют для пропитки дерева (как противогнилостное средство), а хлорид цинка — для изготовления минеральных красок, для очистки поверхности при пайке латуни, меди, железа. Сульфид цинка применяют в производстве краски литопон (ZnS -f–t- BaS04), а также при изготовлении светящихся составов. В смеси с сульфидом кадмия dS он служит для изготовления экранов, телевизионных трубок,
Значительные количества цинка содержатся в сплавах, отвечающих составам [в /о(масс.)] 60 Си и 40 Zn — латунь 65 Си, 15 Ni и 20 Zn —нейзильбер. Из соединений цинка большое практическое значение имеют оксид, сульфат, хлорид и сульфид цинка. Оксид цинка служит основой для изготовления цинковых белил, отличающихся хорошей кроющей способностью и химической стойкостью. Значительное его количество используют в резиновой промышленности (наполнитель каучука в производстве автомобильных шин). Оксид цинка входит также в состав некоторых сортов стекла и глазурей. Сульфат цинка применяют для пропитки дерева (как противогнилостное средство), а хлорид цинка — для изготовления минеральных красок, для очистки поверхности при пайке латуни, меди, железа. Сульфид цинка применяют в производстве краски литопон (ZnS -f–t- BaS04), а также при изготовлении светящихся составов. В смеси с сульфидом кадмия dS он служит для изготовления экранов, телевизионных трубок,
Припои медноцинковые (твердые) ПМЦ 36 ГОСТ 1534 42 7,7 825 Пайка латуней С содержанием меди [c.
Наибольшее значение имеет использование ряда Ф. как полупроводниковых материалов, особенно Ф. галлия, индия (их часто получают в виде монокристаллов) п их твердых р-ров, а также легированного Ф. бора — для датчиков эдс Холла, полупроводниковых тетродов (спейсисторов), приемников ИК-излучения, рабочих тел квантовых генераторов. Ф. меди используют для пайки латуни (вместо серебряного припоя), Ф. никеля п др.— для создания износостойких покрытий на деталях машин. Ф., легко разлагающиеся водой с выделением фосфинов (Ф. AI, Mg, Са), могут быть использованы для обеззараживания зернохранилищ и др. подобных целей разложение Ф. с выделением самовоспламеняющихся на воздухе фосфинов позволяет также использовать их для специальных сигнальных средств в пиротехнике. [c.239]
ПМЦ36 ПМЦ48 ПМЦ54 34—38 46—50 52—56 Остальное 800—823 860—870 865—888 Для пайки латуни, содержащей 60—68% меди, и тонкого паяния по бронзе Для пайки деталей из латуни, содержащей свыше 68% меди Для пайки деталей из меди, бронзы, стали и жести
[c. 311]
311]Чугунные детали восстанавливают также твердой пайкой латунью (газовой горелкой ацетилеповым пламенем такой процесс часто называют сваркой чугупа, хотя это неправильно). [c.201]
С учетом этих обстоятельств обычную сварку плавлением при ремонте деталей центрифуг из конструкционных сталей применяют редко. При этом сварка деталей из углеродистой стали, содержащей до 0,3% углерода, ведут электродами типа Э50А марки УОНИ 13/55. Легированные конструкционные стали и углеродистые стали с большим содержанием углерода рекомендуется сваривать аустенитными электродами типа ЭА-2. При электродуговой наплавке тел вращения необходимо накладывать валики по окружности с обязательным вращением деталей на центрах или призмах. Наиболее предпочтительна пайка латунью с применением посадочной проволоки ЛК-62-0,5, слегка окислительного пламени и плавленой буры в качестве флюса. Ремонт дефектов типа излома должен обязательно сопровождаться расчетом прочности сварного или спаянного соединения.
Моногидрохлорид гидразония Ы2Н4-НС1 лучше растворим в воде (179 г/100 г воды при 25°С),чем дигидрохлорид, температура плавления — 90°С. Может быть получен при нагревании дигидрохлорида гидразония в течение длительного времени при температуре ниже его температуры плавления. Моногидрохлорид гидразония входит в состав флюсов для пайки металлов. Эти флюсы обеспечивают высокую прочность и малое коррозионное воздействие и нашли применение для пайки латуни и бронзы в производстве теплообменников и автомобильных радиаторов. [c.96]
Сварку серого чугуна проводят при общем или местном предварительном нагреве, в зависимости от сложности формы и размера детали. В качестве присадочных прутков применяют чугунные стержни диаметром 6—12 мм с повышенным содержанием углерода и кремния, так как при сварке происходит выгорание этих элементов. Для облегчения удаления образующихся при сварке тугоплавких окислов кремния, марганца и железа сварку проводят с применением флюсов в виде молотой буры, ее смеси с содой и поташом и др. Если необходимо заварить дефекты в сложных деталях из серого чугуна, а также при устранении дефектов в отливках из модифицированного и ковкого чугуна (плохо поддающиеся сварке) хорошие результаты получаются при наплавке или пайке латунью. При пайке латунью -сначала окислительным проиано-кислородным пламенем выжигается поверхностный графит, затем дефектное место посыпается флюсом и покрывается слоем латуни. Пайку латунью проводят при общем или местном нагреве детали до 750—900° С. После пайки деталь покрывают асбестовыми матами для медленного охлаждения.
Если необходимо заварить дефекты в сложных деталях из серого чугуна, а также при устранении дефектов в отливках из модифицированного и ковкого чугуна (плохо поддающиеся сварке) хорошие результаты получаются при наплавке или пайке латунью. При пайке латунью -сначала окислительным проиано-кислородным пламенем выжигается поверхностный графит, затем дефектное место посыпается флюсом и покрывается слоем латуни. Пайку латунью проводят при общем или местном нагреве детали до 750—900° С. После пайки деталь покрывают асбестовыми матами для медленного охлаждения.
Медный припой для пайки нержавейки, меди, латуни и бронзы (ПМФ-7, ПМФ-9)
 V_d2ZpnjLDMP4HBURWxIrBaRdfekZ30WggV1ZDSja3Y” data-advtracking-product-id=”278882199″ data-tg-chain=”{"view_type": "preview"}”>
V_d2ZpnjLDMP4HBURWxIrBaRdfekZ30WggV1ZDSja3Y” data-advtracking-product-id=”278882199″ data-tg-chain=”{"view_type": "preview"}”>Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
 eyJwcm9kdWN0SWQiOjg4MjA0OTIwLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjM4Nzk0NzM2LjQzOTI1MTQsInBhZ2VJZCI6IjIzOGY1ODA2LWRlZTUtNDVlNC05Zjg2LThiODFkNDljNDliMSIsInBvdyI6InYyIn0.5dK0A-dpXQEzjHhHDuE-DT4k9y2TBOwN5aA_-ojoN3Y” data-advtracking-product-id=”88204920″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjg4MjA0OTIwLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjM4Nzk0NzM2LjQzOTI1MTQsInBhZ2VJZCI6IjIzOGY1ODA2LWRlZTUtNDVlNC05Zjg2LThiODFkNDljNDliMSIsInBvdyI6InYyIn0.5dK0A-dpXQEzjHhHDuE-DT4k9y2TBOwN5aA_-ojoN3Y” data-advtracking-product-id=”88204920″ data-tg-chain=”{"view_type": "preview"}”>Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.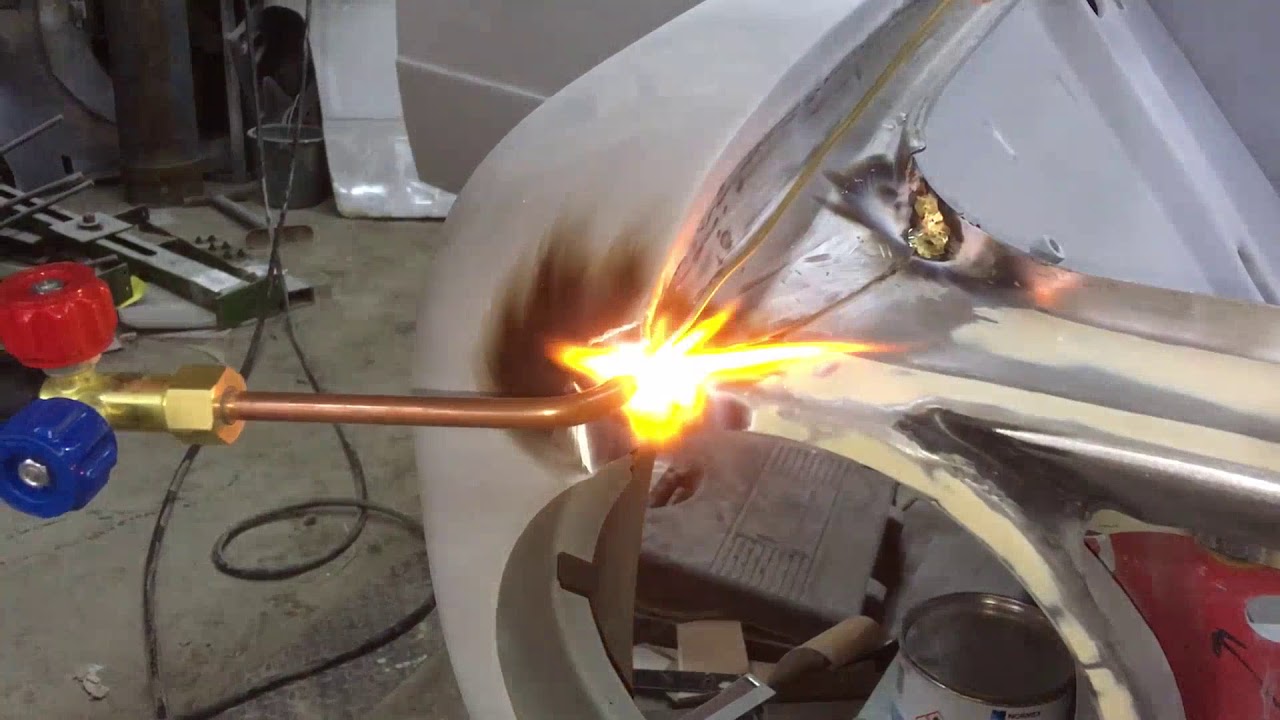
Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
Написать
Перезвоните мнеОставьте свой номер телефона и представитель компании свяжется с вами.
с серебром, латуни, алюминия, олова
Припой для пайки меди
Для алюминия, меди, латуни не получится применять сварку. Чтобы результат спаивания деталей радовал, а не огорчал, необходимо подготовить специальное оборудование. В подборе материала не стоит выбирать дешевые варианты, должно быть соотношение: цена-качество.
Кроме того, что цена должна соответствовать качеству, материал должен обладать некоторыми характеристиками, которые бы обеспечивали надежную пайку изделий.
Припой для пайки меди используется в расплавленном состоянии, заполняя промежутки между поверхностями, которые подлежат скреплению.
Чтобы обеспечить качественное припаивание изделий, необходимо обеспечить растекание припоя по всей поверхности.
Для удаления пленки оксидов и других загрязняющих элементов, необходимо применить флюс.
Цена зависит от технологических характеристик припоя, которые меняются от состава и условий паяльного процесса.
Этот процесс считается наиболее популярным среди методов скрепления деталей, это обусловлено некоторыми его положительными свойствами:
- Первоначальная форма изделия или детали остается без изменения.

- Скрепление выполняется без короблений и внутренних напряжений.
- Высокая прочность спаянных элементов, что увеличивает их производительность.
- Качество процесса не ухудшается от воздействия начальных температур.
- Можно скрепить не только металлические элементы, но даже металл с неметаллом.
- При необходимости, спайки можно распаять.

Пайка медной трубы.
Медные изделия отлично спаиваются. Так как она считается химически малоактивным материалом, то можно легко провести очистку поверхности от оксидов и загрязнений, не применяя агрессивный и сложный флюс.
Припой
Они разделяются на две категории:
- по химическому составу.
- по температуре плавления.
Комплект для пайки алюминия.
Если говорить о физических свойствах паяного соединения, то его определяющими можно считать металл и сплавы, которые входят в основу припоя. Поэтому они делятся на две категории:
- Мягкий вид или низкотемпературный.

Температура плавления данной категории равняется не больше 450 °C. Прочность шва, при выборе данного варианта, немного уступает второй категории, но благодаря тому, что используемая температура не очень высокая, физические свойства изделий не меняются, что является показателем прочности.
- Твердый вид или высокотемпературный.
Эта категория имеет более высокую температуру плавления. Прочность полученных швов значительно выше первого варианта, но при отжиге прочность спаиваемых деталей значительно меньше.
Мягкие виды
К мягким можно отнести:
Свинцовый и безсвинцовый припой.
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
В процессе спаивания, может применяться бессвинцовый флюс.
Наиболее распространенными составами являются:
- Флюс для спаивания алюминия, в основу которого входит олово. Помимо этого, в нем должны присутствовать бура, цинк, кадмий. Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.
- Паста – флюс, используется для печатных плат.
 Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.
Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.Паста для спаивания медных изделий представляет собой те же флюсы, только консистенция немного загустевшая. Паста поможет усилить адгезию соединения, и исключит образование воздушных пузырьков.
Если в рабочем процессе применить смесь, где в основе находится олово, то обрабатываемая поверхность может быть существенно сокращена, иногда достаточно покрыть половину всей поверхности. Олово обладает свойствами легкого впитывания, поэтому оно легко проникает внутрь скрепления.
Оловянно-медный тип считается наиболее распространенной категорией данного сырья. Он состоит из таких компонентов:
- олово-97%.
- медь-3%.
Одним из его преимуществ является достаточно доступная цена, что делает его использование более востребованным.
Оловянно-серебряные виды характеризуются более высокими показателями прочности, достаточно часто их используют в отопительных системах.
Таблица 2. Свойства некоторых легкоплавких припоев
Он состоит из таких компонентов:
- олово 95%,
- серебро 5%.
Наиболее популярными наименованиями считаются ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифровые обозначения указывают на % олова в сплаве. К примеру, ПОС-61, отлично подходит для меди и латуни, а ПОС-30, кроме меди или латуни, может применяться для стальных сплавов и железа.
Его преимуществом считается достаточно доступная цена, которая соответствует качеству материала.
Пайка медных труб «мой опыт»
Твердые соединения
Твердый тип используют в тех местах, где часто имеется влияние окружающих факторов. Процесс спаивания медных изделий, используя твердый тип, является альтернативным методом скрепления изделий, который обеспечит высокие показатели прочности шва. В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
К твердым сплавам относятся:
- Припой для твердого состава из меди и цинка;
- Фосфор и медь;
- Чистая медь;
- Флюсы безотмывочные.
Твердый тип может различаться:
- На тугоплавкий.
- Легкопавкий.
Медно-цинковую смесь не считают достаточно распространенной, исходя из их свойств, они с легкостью заменяются составом из бронзы, цинка или латуни.
Медно-фосфорный тип играет роль дорогого серебряного флюса. Они используются для соединения изделий из бронзы, латуни и других металлов.
К примеру, ПМЦ-36, это твердый тип, который подходит для латуни и других медных соединений.
Для соединения двух стальных деталей, можно применить чистый состав меди или латуни, марки Л-62, Л-62, Л-68.
В марке буква П обозначает слово «припой», МЦ – медно – цинковый, а цифра – процент меди.
Если говорить о медно-фосфорном типе, то у него более доступная цена, что позволяет использовать его в различных областях.
Единственным недостатком данного соединения являются низкие показатели механической прочности при эксплуатации, в условиях, когда преобладают низкие температуры.
Наиболее крепкими и надежными считаются медно-цинковые, и многокомпонентные соединения. Цена на данный материал может быть дорогой, но пайка медных изделий таким составом, позволяет добиться надежности соединения.
Необходимо учесть, что при пайке изделий, используя твердый вид, необходимо применять и флюс.
Наиболее распространенным сочетанием с серебром считается припой с такими пропорциями:
- 92% меди,
- 2% серебра.
- 6% фосфора.
При правильном подборе сплава, и используя флюс, можно получить крепкие и надежные стыки. При допущении неточности в технологии пайки результат может привести к аварийной ситуации.
Алюминий и его сплавы
Пайка алюминия
Припой для алюминия используют не только в промышленных целях, но и в домашнем хозяйстве. В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
Для качественно выполненных работ состав для алюминия должен иметь в основе медь, кремний, цинк, серебро.
Для алюминия можно успешно применяют составы из олова и свинца. Для пайки алюминия используют составы, которые считаются высокотемпературными, поэтому оптимальным решением будет использование алюминиево-кремниевой и алюминиево-медно-кремниевой смеси.
Видео: Пайка алюминия
Сервис объявлений OLX: сайт объявлений в Украине
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||

Пайка Медь и медные сплавы Пайка
Введение
Основная теория и техника пайки и пайки одинаковы для всех диаметров медных трубок.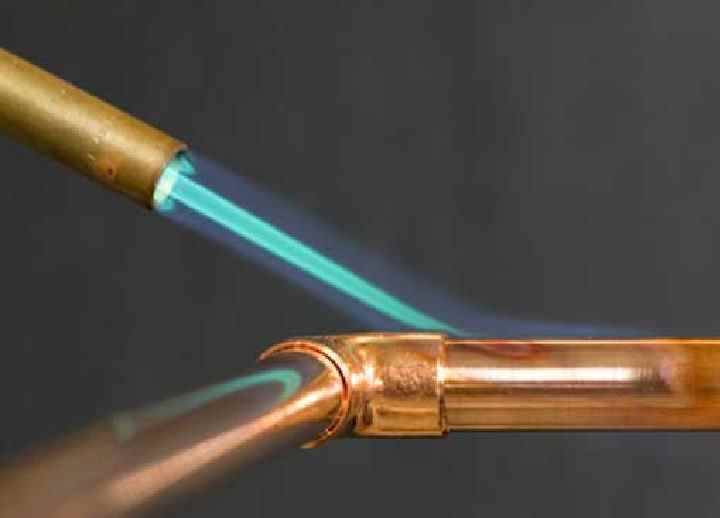 Единственными переменными являются присадочный металл, а также количество времени и тепла, необходимое для завершения данного соединения. Американское сварочное общество определяет пайку как процесс соединения, который происходит при температуре ниже 840 ° F, а пайку – как процесс, который происходит при температуре выше 840 ° F, но ниже точки плавления основных металлов. На практике для медных систем большая часть пайки выполняется при температурах от 350 ° F до 600 ° F, в то время как большая часть пайки выполняется при температурах от 1100 ° F до 1500 ° F.
Единственными переменными являются присадочный металл, а также количество времени и тепла, необходимое для завершения данного соединения. Американское сварочное общество определяет пайку как процесс соединения, который происходит при температуре ниже 840 ° F, а пайку – как процесс, который происходит при температуре выше 840 ° F, но ниже точки плавления основных металлов. На практике для медных систем большая часть пайки выполняется при температурах от 350 ° F до 600 ° F, в то время как большая часть пайки выполняется при температурах от 1100 ° F до 1500 ° F.
Выбор между пайкой или пайкой обычно зависит от условий эксплуатации системы и требований действующих строительных норм. Паяные соединения обычно используются там, где рабочая температура не превышает 250 ° F, в то время как паяные соединения могут использоваться там, где требуется большая прочность соединения или где температура системы достигает 350 ° F.
Хотя паяные соединения в целом обеспечивают более высокую прочность соединения, отжиг трубы и фитинга, который является результатом более высокого нагрева, используемого в процессе пайки, может привести к тому, что номинальное давление системы будет меньше, чем у паяного соединения. Этот факт следует учитывать при выборе того, какой процесс соединения использовать.
Этот факт следует учитывать при выборе того, какой процесс соединения использовать.
Хотя пайка и пайка являются наиболее распространенными методами соединения медных труб и фитингов, они часто наименее понятны.
Именно это непонимание может перерасти в плохую технику установки и привести к плохим или неисправным соединениям. Исследования распространенных причин повреждений суставов выявили несколько факторов, способствующих повреждению суставов, в том числе:
- • Неправильная подготовка стыка перед пайкой.
- • Отсутствие надлежащей опоры и / или подвешивания во время пайки или пайки.
- • Неправильный контроль тепла и распределение тепла на протяжении всего процесса соединения.
- • Неправильное нанесение припоя или припоя на стык.
- • Недостаточное количество присадочного металла на стыке.
- • Внезапное резкое охлаждение и / или стирание расплавленного присадочного металла после пайки или пайки твердым припоем.

- • Предварительное лужение стыков перед сборкой и пайкой.
Хотя операции пайки и пайки по своей сути просты, исключение или неправильное применение отдельной части процесса может означать разницу между хорошим соединением и отказом.
Процесс присоединения
Независимо от процесса, пайки или пайки, необходимо следовать одним и тем же основным этапам, с той лишь разницей, что используются флюсы, присадочные металлы и количество используемого тепла. Следующий процесс соединения очерчивает основные требования для последовательного выполнения высококачественного паяного или паяного соединения:
- • измерение и резка
- • нанесение присадочного металла
Измерение и резка
Отрежьте трубку до мерной длины.Чтобы получить квадратный конец, можно разрезать разными способами. Точно измерьте длину каждого сегмента трубы. Неточность может ухудшить качество соединения. Если трубка слишком короткая, она не войдет полностью в чашку фитинга, и невозможно будет выполнить надлежащее соединение. Если отрезок трубы будет слишком длинным, это может вызвать деформацию системы, которая может повлиять на срок службы.
Если трубка слишком короткая, она не войдет полностью в чашку фитинга, и невозможно будет выполнить надлежащее соединение. Если отрезок трубы будет слишком длинным, это может вызвать деформацию системы, которая может повлиять на срок службы.
Трубку можно разрезать дисковым труборезом (рис. 1), ножовкой, абразивным кругом, стационарной или переносной ленточной пилой.Необходимо следить за тем, чтобы труба не деформировалась во время резки. Независимо от метода разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в чашке фитинга.
Развертка
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся в результате резки. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и повышенной локальной скорости потока в трубе.Правильно развернутый кусок трубы обеспечивает ровную ламинарную поверхность с гладким ламинарным потоком.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильную сборку трубки в чашке фитинга.
К инструментам, используемым для развертывания концов труб, относятся расширительное лезвие на трубореза, полукруглые или круглые файлы (рис. 2), карманный нож и подходящий инструмент для удаления заусенцев (рис. 3). При использовании мягкой трубки необходимо соблюдать осторожность, чтобы не деформировать конец трубки из-за чрезмерного давления.
Мягкая дрессировочная трубка в случае деформации может быть возвращена к округлости с помощью калибровочного инструмента, состоящего из пробки и калибровочного кольца.
Очистка
Удаление всех оксидов и поверхностных загрязнений с концов труб и переходных колпачков имеет решающее значение для правильного поступления присадочного металла в стык. Если их не удалить, это может помешать капиллярному действию и может снизить прочность сустава и вызвать разрушение.
Капиллярное пространство между трубкой и фитингом приблизительно равно 0.004 дюйма. Металлический наполнитель заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение, поскольку оно определяет, будет ли надлежащий поток присадочного металла в зазор, обеспечивающий прочное соединение.
Слегка отшлифуйте (очистите) концы трубки с помощью песчаной ткани или нейлоновых абразивных подушек (Рисунок 4) на расстоянии, немного превышающем глубину чашки фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку (Рисунок 5).
Медь – относительно мягкий металл.Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
Можно использовать химическую очистку, если концы трубок и фитинги тщательно промыты после очистки в соответствии с процедурой, предоставленной производителем химикатов.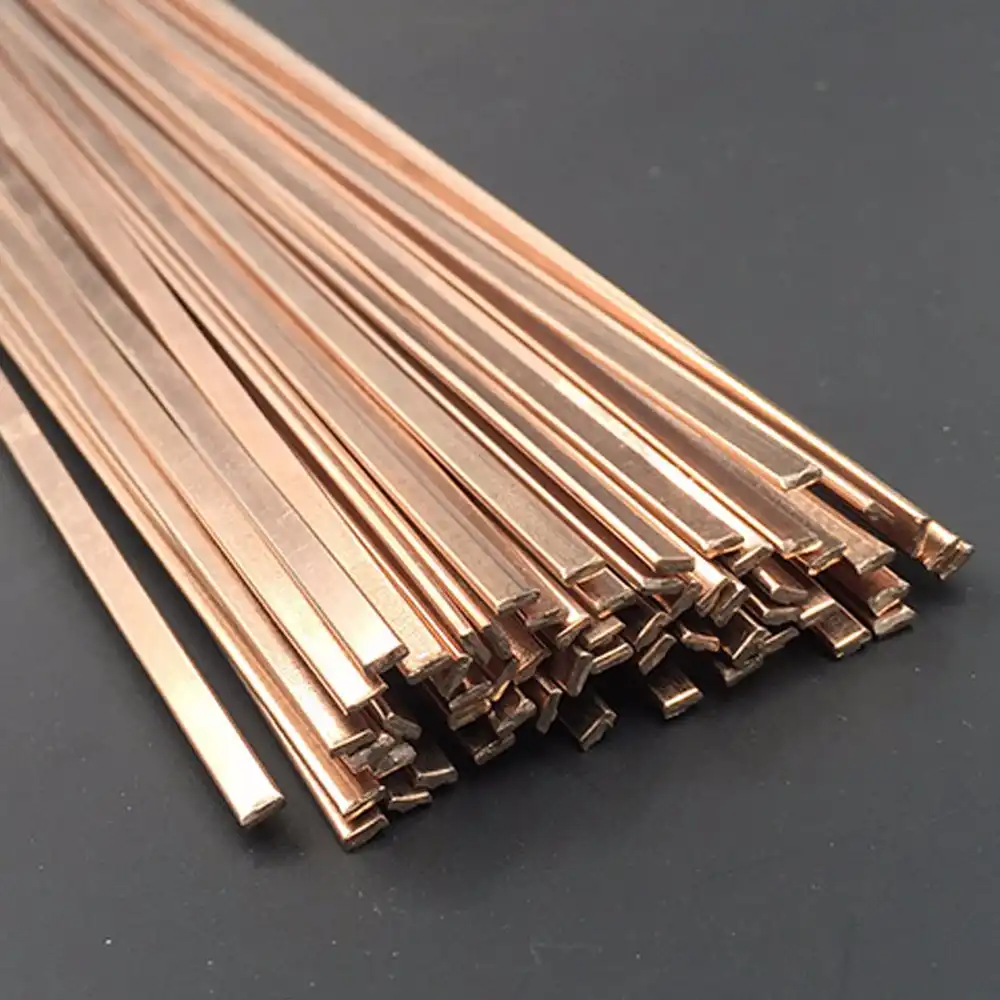 Не прикасайтесь к очищенной поверхности голыми руками или в масляных перчатках. Кожные масла, смазочные масла и жиры ухудшают адгезию наплавочного металла.
Не прикасайтесь к очищенной поверхности голыми руками или в масляных перчатках. Кожные масла, смазочные масла и жиры ухудшают адгезию наплавочного металла.
Паяные соединения – флюсование
Используйте флюс для пайки, который растворяет и удаляет следы оксида с очищенных поверхностей, подлежащих соединению, защищает очищенные поверхности от повторного окисления во время нагрева и способствует смачиванию поверхностей припоем, как рекомендовано в общих требованиях ASTM B 813.Нанесите тонкий, равномерный слой флюса кистью на трубку и фитинг как можно скорее после очистки (рисунки 6 и 7).
ВНИМАНИЕ: Не наносить пальцами. Химические вещества в составе флюса могут нанести вред, если попадут в глаза, рот или открытые порезы.
Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
Сборка
Поддержите трубку и фитинг в сборе, чтобы обеспечить достаточное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток (Рисунок 12) расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию металлического припоя в условиях напряжения или вибрации. Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом.Удалите излишки флюса с внешней стороны стыка ватной тряпкой (Рисунок 8).
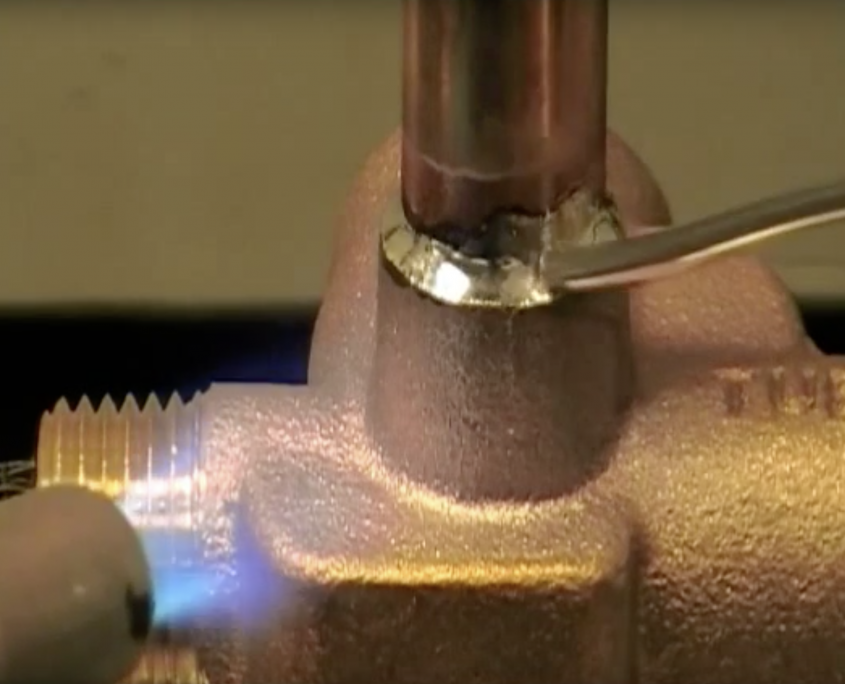
Отопление
Начните нагревание пламенем перпендикулярно трубке (Рисунок 12, позиция 1). Медная трубка передает исходное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы привести всю сборку в надлежащее состояние. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры безопасности, как описано в ANSI / AWS Z49.1.
Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы привести всю сборку в надлежащее состояние. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры безопасности, как описано в ANSI / AWS Z49.1.
состояние предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого нагрева верхней части стыка, чтобы избежать сгорания паяльного флюса. Естественная тенденция к повышению тепла обеспечит соответствующий предварительный нагрев верхней части сборки. Опыт покажет количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга (Рисунок 12, позиция 2). Поочередно пропустите пламя между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга (Рисунок 12, позиция 3).Опять же, предварительно нагревая окружность сборки, как описано выше, с горелкой у основания чашки фитинга (Рисунок 12, позиция 4), прикоснитесь к стыку припоем. Если припой не плавится, удалите его и продолжайте нагрев.
Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки (Рисунок 9). В таких горелках используется ацетилен или сжиженный газ. Также можно использовать инструменты для пайки сопротивлением (Рисунок 10). В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
Рис. 12. Схема паяного соединения
Применение припоя
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковых сторон и верхней части соединения. Для соединений в горизонтальном положении начните наносить припой немного смещенным от центра в нижней части соединения (Рисунок 12, позиция a, и Рисунок 9). Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху фитинга (Рисунок 12, позиция b).
Для соединений в горизонтальном положении начните наносить припой немного смещенным от центра в нижней части соединения (Рисунок 12, позиция a, и Рисунок 9). Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху фитинга (Рисунок 12, позиция b).
Вернитесь к начальной точке, слегка перекрывая друг друга (рис. 12, позиция c), и продолжайте движение вверх по незавершенной стороне к вершине, снова с небольшим перекрытием (рис. 12, позиция d). Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что стык заполнен до этой точки и больше не будет принимать припой. На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, втягивающего сыпучий расплавленный припой в узкий зазор между фитингом и трубкой.
Расплавленный металлический припой втягивается в соединение за счет капиллярного действия независимо от того, идет ли поток припоя вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет от 0,002 дюйма до 0,005 дюйма. Некоторая свободная посадка допустима, но слишком свободная посадка может вызвать трудности с фитингами большего размера.
Для соединения медных трубок с клапанами с припоями следуйте инструкциям производителя. Клапан должен быть в открытом положении перед подачей тепла, и тепло следует направлять в первую очередь на трубку. Имеющиеся в продаже материалы для теплоотвода также могут использоваться для защиты чувствительных к температуре компонентов во время операции соединения.
Количество припоя, израсходованного при надлежащем заполнении капиллярного пространства между трубкой и коваными или литыми фитингами, можно оценить по таблице 1.Требуемый флюс обычно составляет 2 унции на фунт припоя.
Таблица 1: Требования к припоям для фитингов под давлением, длина в дюймах (1)
номинал или Стандартный размер (дюймы) | О. Д. из Трубка (дюймы) | Глубина чашки Арматуры (дюймы) | Зазор шарнира (дюймы) | Вт в фунтах при.010 клиренс на 100 стыков | |||||||||
0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | 0,010 | ||||
| 1/4 | . 375 375 | .310 | 0,030 | .060 | .089 | .119 | . 149 | . 179 | . 208 | . 238 | ,268 | ,298 | .097 |
| 3/8 | . 500 | .380 | .049 | .097 | . 146 | .195 | . 243 | ,292 | . 341 | ,389 | . 438 | . 486 | . 159 |
| 1/2 | .625 | . 500 500 | .080 | .160 | . 240 | .320 | .400 | . 480 | . 560 | .640 | . 720 | . 800 | . 261 |
| 5/8 | . 750 | . 620 | .119 | . 238 | .357 | . 476 | . 595 | .714 | . 833 | . 952 | 1,072 | 1,191 | .389 |
| 3/4 | . 875 | . 750 | . 168 | .336 | . 504 | .672 | . 840 | 1,008 | 1,176 | 1,344 | 1,512 | 1,680 | . 548 |
| 1 | 1,125 | . 910 | . 262 | .524 | . 786 | 1,048 | 1,311 | 1,573 | 1,835 | 2,097 | 2,359 | 2,621 | . 856 |
| 1 ¼ | 1,375 | . 970 | . 341 | .683 | 1.024 | 1,366 | 1,707 | 2,049 | 2,390 | 2,732 | 3,073 | 3,415 | 1,115 |
| 1 ½ | 1.625 | 1,090 | . 454 | . 907 | 1,361 | 1,814 | 2,268 | 2,721 | 3,175 | 3,628 | 4,082 | 4,535 | 1,480 |
| 2 | 2,125 | 1,340 | . 729 | 1.458 | 2,187 | 2.916 | 3,645 | 4,374 | 5,103 | 5,833 | 6,562 | 7,291 | 2,380 |
| 2 ½ | 2,625 | 1,470 | . 988 | 1,976 | 2,964 | 3,952 | 4,940 | 5,928 | 6,916 | 7,904 | 8,892 | 9,880 | 3,225 |
| 3 | 3,125 | 1.660 | 1,328 | 2,656 | 3,985 | 5,313 | 6,641 | 7,969 | 9,297 | 10,626 | 11,954 | 13,282 | 4,335 |
| 3 ½ | 3,625 | 1,910 | 1,773 | 3,546 | 5,318 | 7.091 | 8,864 | 10,637 | 12,409 | 14,182 | 15,955 | 17,728 | 5.786 |
| 4 | 4,125 | 2,160 | 2,281 | 4,563 | 6,844 | 9,125 | 11,407 | 13,688 | 15,969 | 18,250 | 20,532 | 22,813 | 7,446 |
| 5 | 5,125 | 2,660 | 3.490 | 6,981 | 10,471 | 13,962 | 17,452 | 20,943 | 24,433 | 27,924 | 31,414 | 34,905 | 11,392 |
| 6 | 6,125 | 3,090 | 4,846 | 9,692 | 14,538 | 19,383 | 24,229 | 29.075 | 33,921 | 38,767 | 43,613 | 48,459 | 15.815 |
| 8 | 8,125 | 3,970 | 8,259 | 16,518 | 24,777 | 33,035 | 41,294 | 49,553 | 57,812 | 66.071 | 74,330 | 82,589 | 26,955 |
| 10 | 10,125 | 4.000 | 10.370 | 20,739 | 31.109 | 41,478 | 51,848 | 62,218 | 72,587 | 82,957 | 93,326 | 103,696 | 33,845 |
| 12 | 12,125 | 4.500 | 13,970 | 27,940 | 41,910 | 55,881 | 69,851 | 83,821 | 97,791 | 111.761 | 125,731 | 139.701 | 45.596 |
Среднее фактическое потребление 2 | Для оценочных целей 3 | ||||||||||||
2. Фактический расход зависит от качества изготовления
3. Включает скидку в размере 100% на покрытие потерь и потерь
Примечание. Требования к флюсу обычно составляют 2 унции на фунт припоя.
Охлаждение и очистка
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может привести к повреждению или растрескиванию сустава. Когда остынет, удалите остатки флюса влажной тряпкой (Рисунок 11). По возможности, в зависимости от конечного использования, готовые системы следует промывать для удаления излишков флюса и мусора. Используйте флюс для пайки, соответствующий требованиям ASTM B 813
.Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Паяные соединения
Таблица 2: Присадочные металлы для пайки
AWS Классификация 1 | Основные элементы (%) | Температура ° F | ||||||
Серебро (Ag) | Фосфор (P) | Цинк (Zn) | Кадмий (Cd) | Олово (Sn) | Медь (Cu) | Солидус | Ликвидус | |
| BCup-2 | – | 7.00-7,5 | – | – | – | остаток | 1310 | 1460 |
| BCup-3 | 4,8-5,2 | 5,8-6,2 | – | – | – | остаток | 1190 | 1495 |
| BCup-4 | 5,8-6,2 | 7,0-7,5 | – | – | – | остаток | 1190 | 1325 |
| BCup-5 | 14.5-15,5 | 4,8-5,2 | – | – | – | остаток | 1190 | 1475 |
| БАг-1 2 | 44-46 | – | 14-18 | 23-25 2 | – | 14–16 | 1125 | 1145 |
| БАг-2 2 | 34-36 | – | 19-23 | 17-19 2 | – | 25–27 | 1125 | 1295 |
| БАг-5 | 44-46 | – | 23–27 | – | – | 29-31 | 1225 | 1370 |
| БАг-7 | 55-57 | – | 15-19 | – | 4.5-5,5 | 21–23 | 1145 | 1205 |
2. ВНИМАНИЕ: БАГ-1 и БАг-2 содержат кадмий. Нагревание при пайке может привести к образованию высокотоксичных паров.
Избегать вдыхания паров. Используйте соответствующую вентиляцию. См. ANSI / ASC Z49 1 «Безопасность при сварке и резке».
Прочные герметичные паяные соединения для медных труб могут быть выполнены пайкой с присадочными металлами, плавящимися при температурах в диапазоне от 1100 ° F до 1500 ° F, как указано в таблице 2.Паяльные присадочные металлы иногда называют «твердыми припоями» или «серебряными припоями». Следует избегать этих сбивающих с толку терминов.
Температура, при которой присадочный металл начинает плавиться при нагревании, является температурой солидуса; температура ликвидуса – это более высокая температура, при которой присадочный металл полностью расплавляется. Температура ликвидуса – это минимальная температура, при которой будет происходить пайка.
Разница между солидусом и ликвидусом заключается в диапазоне плавления и может иметь значение при выборе присадочного металла.Он указывает рабочий диапазон для присадочного металла и скорость, с которой присадочный металл станет твердым после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Рабочие диапазоны обычных присадочных металлов для пайки показаны на Рисунке 13a.
Рис. 13. Диапазоны температур плавления
Паяльные присадочные материалы, подходящие для соединения медных труб, бывают двух классов: (1) сплавы серии BCuP, содержащие фосфор, и (2) сплавы серии BAg, содержащие высокое содержание серебра.Эти два класса различаются по своим характеристикам плавления, флюсования и текучести, и это следует учитывать при выборе присадочного металла (см. Таблицу 2). Хотя можно использовать любой из перечисленных присадочных металлов, эти
, наиболее часто используемые в сантехнических системах, системах охлаждения HVAC и пожарных спринклерных системах – это BCuP-2 (для жестких допусков), BCuP-3, 4 или 5 (где жесткие допуски не могут соблюдаться) и BAg-1, BAg-5 и BAg-7. . Присадочные материалы серии BCuP более экономичны, чем присадочные материалы серии BAg, и лучше подходят для применения в трубопроводах общего назначения.При соединении разнородных металлов следует использовать присадочные металлы серии BAg, либо требуются особые характеристики присадочных металлов серии BAg. Для соединения медных труб любой из этих присадочных металлов обеспечит необходимую прочность при использовании со стандартными фитингами под пайку или имеющимися в продаже фитингами для пайки с короткой втулкой.
Согласно Американскому сварочному обществу (AWS), прочность паяного соединения будет соответствовать или превышать прочность соединяемой трубы и фитинга, когда стык перекрывается и глубина проникновения присадочного металла как минимум в три раза превышает толщину сварного шва. более тонкий основной металл (трубка или штуцер) и хорошо развитый галтель.
Прочность паяного медного трубного соединения не сильно зависит от различных присадочных металлов, но в основном зависит от поддержания надлежащего зазора между внешней стороной трубки и чашкой фитинга. Медная трубка и фитинги под пайку точно изготовлены друг для друга, и допуски, разрешенные для каждой из них, гарантируют, что капиллярное пространство будет в пределах, необходимых для соединения с удовлетворительной прочностью.
Номинальное внутреннее рабочее давление систем паяных медных труб при рабочих температурах до 350 ° F (температура насыщенного пара при 120 фунт / кв. Дюйм) показано в таблице 3.Эти номинальные значения давления следует использовать только при сохранении правильного капиллярного пространства.
Таблица 3: Номинальные значения давления и температуры для соединений медных труб
Соединительный материал (4) | Рабочая температура, ИЗ | Тип фитинга | Максимальное рабочее избыточное давление (фунт / кв. Дюйм) для водяных труб стандартного размера (1) | ||||
Номинал типоразмера, дюймы | |||||||
с 1/8 по 1 | с 11/4 по 2 | с 21/2 по 4 | 5–8 | 10–12 | |||
Сплав Sn50 50-50 оловянно-свинцовый припой (5) | 100 | Давление (2) | 200 | 175 | 150 | 135 | 100 |
DWV (3) | – | 95 | 80 | 70 | – | ||
150 | Давление (2) | 150 | 125 | 100 | 90 | 70 | |
DWV (3) | – | 70 | 55 | 45 | – | ||
200 | Давление (2) | 100 | 90 | 75 | 70 | 50 | |
DWV (3) | – | 50 | 40 | 35 | – | ||
250 | Давление (2) | 85 | 75 | 50 | 45 | 40 | |
DWV (3) | – | – | – | – | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав Сб5 95-5 Припой олово-сурьма | 100 | Давление (2) | 1090 | 850 | 705 | 660 | 500 |
DWV (3) | – | 390 | 325 | 330 | – | ||
150 | Давление (2) | 625 | 485 | 405 | 375 | 285 | |
DWV (3) | – | 225 | 185 | 190 | – | ||
200 | Давление (2) | 505 | 395 | 325 | 305 | 230 | |
DWV (3) | – | 180 | 150 | 155 | – | ||
250 | Давление (2) | 270 | 210 | 175 | 165 | 125 | |
DWV (3) | – | 95 | 80 | 80 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав E | 100 | Давление (2) | 710 | 555 | 460 | 430 | 325 |
DWV (3) | – | 255 | 210 | 215 | – | ||
150 | Давление (2) | 475 | 370 | 305 | 285 | 215 | |
DWV (3) | – | 170 | 140 | 140 | – | ||
200 | Давление (2) | 375 | 290 | 240 | 225 | 170 | |
DWV (3) | – | 135 | 110 | 115 | – | ||
250 | Давление (2) | 320 | 250 | 205 | 195 | 145 | |
DWV (3) | – | 115 | 95 | 95 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав HB | 100 | Давление (2) | 1035 | 805 | 670 | 625 | 475 |
DWV (3) | – | 370 | 310 | 315 | – | ||
150 | Давление (2) | 710 | 555 | 460 | 430 | 325 | |
DWV (3) | – | 255 | 210 | 215 | – | ||
200 | Давление (2) | 440 | 345 | 285 | 265 | 200 | |
DWV (3) | – | 155 | 130 | 135 | – | ||
250 | Давление (2) | 430 | 335 | 275 | 260 | 195 | |
DWV (3) | – | 155 | 125 | 130 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Соединительные материалы, плавящиеся при температуре 1100º F (6) или выше | Номинальное давление-температура в соответствии с используемыми материалами и процедурами (см. Таблицу 3, Отожженные). | ||||||
Насыщенный пар | Давление | 120 | 120 | 120 | 120 | 120 | |
ПРИМЕЧАНИЕ: Для чрезвычайно низких рабочих температур в диапазоне от 0 ° F до минус 200 ° F рекомендуется использовать материал соединения, плавящийся при температуре 1100 ° F или выше (см. Примечание (6) ) .
(1) Стандартные размеры водяных трубок в соответствии с ASTM B 88.
(2) Номинальные характеристики размером до 8 дюймов указаны в ASME B16.22 Фитинги для пайки из кованой меди и медных сплавов и ASME B16.18
Литая медь и Фитинги для пайки из медного сплава. Номинальные характеристики для размеров от 10 до 12 дюймов приведены в ASME B16.18 Фитинги для пайки из литой меди и медных сплавов.
(3) Использование дренажных фитингов под пайку из кованой меди и кованых медных сплавов по ASME B16.29 – DWV и ASME B16.23 Дренажные фитинги для пайки из литого медного сплава – DWV.
(4) Обозначения сплавов соответствуют ASTM B 32.
(5) Поправка к Закону о безопасной питьевой воде 1986 года запрещает использование в системах питьевой воды любого припоя с содержанием свинца более 0,2%.
(6) Эти соединительные материалы определены Американским сварочным обществом как припои.
Флюсы
Флюсы, используемые для пайки медных соединений, по составу отличаются от флюсов для пайки.Эти два типа не могут использоваться как взаимозаменяемые.
Флюсы для пайки на водной основе; в то время как большинство флюсов для пайки имеют нефтяную основу. Подобно флюсам для пайки, флюсы для пайки растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от повторного окисления во время нагрева и способствуют смачиванию соединяемых поверхностей припоем.
Паяльные флюсы также позволяют мастеру определять температуру (рисунок 13b). Если внешняя часть фитинга и зона термического влияния трубки покрыты флюсом (в дополнение к концу трубки и чашке фитинга), окисление будет сведено к минимуму, а внешний вид соединения значительно улучшится.
Флюсы, наиболее подходящие для пайки меди и труб из медных сплавов, должны соответствовать требованиям стандарта AWS A5.31, тип FB3-A или FB3-C.
На рисунке 14 показана потребность в флюсе для пайки различных типов труб из меди и медных сплавов, фитингов и присадочных металлов при пайке.
Рис. 14. Рекомендации по припоям
Сборка
Соберите соединение, вставив трубку в гнездо до упора и, если возможно, поверните.Узел должен иметь прочную опору, чтобы он оставался выровненным во время пайки.
Применение тепла и пайки
Нагрейте соединяемые детали, желательно с помощью газокислородной горелки с нейтральным пламенем. На меньших размерах иногда используется воздушное топливо. Сначала нагрейте трубку, начиная примерно на один дюйм от края фитинга, обводя пламя вокруг трубки короткими движениями под прямым углом к оси трубки (рис. 12, позиция 1).
Очень важно, чтобы пламя оставалось в движении и не оставалось в одной точке достаточно долго, чтобы повредить трубку.Флюс можно использовать в качестве ориентира для определения того, как долго нужно нагревать трубку. Поведение флюса во время цикла пайки показано на рисунке 13b.
Подключите пламя к штуцеру у основания чашки (Рисунок 12, позиция 2). Равномерно нагрейте, попеременно перемещая пламя от фитинга к трубке, пока поток не станет спокойным. Избегайте чрезмерного нагрева литой арматуры из-за возможности растрескивания.
Когда флюс станет жидким и прозрачным, начните перемещать пламя вперед и назад вдоль оси соединения, чтобы поддерживать тепло на соединяемых деталях, особенно в направлении основания чашки фитинга (Рисунок 12, позиция 3).Пламя должно постоянно двигаться, чтобы не оплавить трубку или фитинг.
Для труб диаметром 1 дюйм и больше может быть сложно нагреть все соединение до температуры за один раз. Часто бывает желательно использовать кислородный нагревательный наконечник с несколькими отверстиями для поддержания более однородной температуры на больших площадях. Для больших размеров рекомендуется умеренный предварительный нагрев всего фитинга, а при больших диаметрах может потребоваться использование второй горелки для поддержания равномерного предварительного нагрева всего фитинга в сборе.Затем можно продолжить нагревание, как описано выше.
Нанесите припой на место, где трубка входит в гнездо фитинга. При достижении нужной температуры присадочный металл будет легко течь в пространство между трубкой и патрубком фитинга, втягиваясь естественной силой капиллярного действия.
Держите пламя подальше от самого присадочного металла, когда он подается в шов.
Температура трубы и фитинга в месте стыка должна быть достаточно высокой, чтобы наплавить присадочный металл.
Поддерживайте нагрев и фитинг, и трубку, перемещая пламя вперед и назад от одного к другому, пока присадочный металл втягивается в соединение.
Когда соединение выполнено должным образом, присадочный металл будет втягиваться в патрубок фитинга за счет капиллярного действия, и непрерывная кромка присадочного металла будет полностью видна вокруг стыка. Чтобы способствовать развитию этого галтеля во время пайки, пламя должно быть немного выше точки нанесения присадочного металла. Прекратите кормление, как только увидите готовое филе.
Горизонтальные и вертикальные швы
При пайке горизонтальных швов предпочтительно сначала нанести присадочный металл немного смещенным от центра в нижней части шва, проходя через нижнюю часть шва и продолжая вверх по стороне к верху шва. Затем вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте подниматься по незавершенной стороне к вершине, снова, слегка перекрывая. Эта процедура идентична той, что используется для пайки.
Также, как и при пайке, убедитесь, что операции совпадают.На вертикальных стыках неважно, где находится старт. Если отверстие раструба направлено вниз, следует соблюдать осторожность, чтобы избежать перегрева трубки, так как это может привести к стеканию припоя с внешней стороны трубки.
Удаление остатков
После остывания паяного соединения остатки флюса следует удалить чистой тканью, щеткой или тампоном с теплой водой. Удалите все остатки флюса, чтобы избежать риска того, что затвердевший флюс временно сохранит давление и закроет плохо спаянное соединение.Кованые фитинги охлаждают легче, чем литые, но перед смачиванием всем фитингам следует дать остыть естественным путем.
Общие советы и предложения
Если присадочный металл не течет или имеет тенденцию к образованию комков, это указывает на окисление металлических поверхностей или недостаточный нагрев соединяемых деталей. Если трубка или фитинг начинают окисляться во время нагрева, флюса слишком мало. Если присадочный металл не входит в соединение и имеет тенденцию течь по внешней стороне любого элемента соединения, это указывает на то, что один элемент перегрет, а другой – недогрет.
Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Очистка
Для некоторых установок, таких как системы медицинского газа и ACR, требуется добавление инертного газа во время процесса пайки. Продувочный газ вытесняет кислород изнутри системы, когда она подвергается воздействию высоких температур при пайке, и, таким образом, исключает возможность образования оксида на внутренней поверхности трубы.
Расходы продувочного газа и методы его применения должны быть включены в спецификации процедуры пайки для этих применений.
Для получения дополнительной информации о пайке и пайке медных труб и фитингов обращайтесь:
Copper Development Association Inc.
260 Мэдисон авеню
Нью-Йорк, Нью-Йорк 10016
Тел. 212 / 251-7200
Факс 212 / 251-7234
Составлено на основе информационных источников Copper Development Association Inc.(CDA) считает себя компетентным. Тем не менее, CDA не принимает на себя никакой ответственности или обязательств любого рода в связи с этой публикацией или ее использованием каким-либо лицом или организацией и не делает никаких заявлений или гарантий в настоящем документе.
5 Различия между прутком и латуни | от Castolin Eutectic
Пайка, а также сварка припоем – один из лучших доступных методов, если вы хотите соединить два металла вместе. В отличие от обычной сварки, при которой необходимо довести два основных металла до точки плавления, при пайке используется присадочный металл.Это делает его идеальным для соединения разнородных металлов с разными температурами плавления. Присадочный металл бывает различных форм, от стержней до порошков, и может быть чистым металлом или сплавами, состоящими из различных элементов. Для пайки нужно нагреть присадочный металл немного выше точки плавления. Жидкая форма втягивается в стык за счет капиллярного действия. Термины стержень и латунь иногда взаимозаменяемы. Однако между ними есть несколько различий. Вот краткий обзор пяти основных отличий.
1. Стержни – это категория, в которую входят чистые металлы и сплавы из латуни для пайки.
Пруток для пайки – это общий термин, обозначающий различные типы присадочных материалов, которые принимают форму прутка. Практически все типы припоев могут иметь форму стержня. Сюда входят изделия из меди и цинка (латуни). С другой стороны, паяльная латунь – это особый тип присадочного материала, сделанный из латуни, которая представляет собой сплав меди и цинка. Латунь хорошо сочетается с чугуном и в основном является универсальным наполнителем, используемым для повседневной пайки.Он относительно пластичен и имеет высокое давление пара из-за летучего цинка.
2. У латуни есть ограничения, а у стержней – широкий спектр применения.
Пайка в латуни использует сплав меди и цинка, который лучше всего подходит для соединения стали с чугуном. Кроме того, использование латунных наполнителей весьма ограничено. Медно-цинковые наполнители – это сплавы общего назначения, которые можно использовать для быстрой фиксации стыка. Однако наполнитель не обеспечивает достаточной коррозионной стойкости при соединении меди, никеля, кремнистой бронзы и нержавеющей стали.Сплавы с большим содержанием меди также легко растрескиваются под давлением аммиака. С другой стороны, прутки для пайки могут быть из ряда чистых металлов, таких как серебро, золото и палладий, или сплавов, таких как серебро-цинк, золото-серебро и медь-фосфор среди других. Стержни из чистого металла обеспечивают лучшую защиту от коррозии. Сплавы также могут использоваться в различных ситуациях, которых недостаточно для обычной пайки латуни.
3. Паяльная латунь может быть другой формы, кроме стержней
Хотя стержни бывают из разных сплавов и чистых металлов, они должны принимать форму стержня, чтобы соответствовать этому описанию.Если форма представляет собой какую-либо другую форму, кроме стержня, то он не может считаться стержнем для пайки. С другой стороны, латунь для пайки доступна во многих формах и формах. Не всякая паяльная латунь будет напоминать прут. Некоторые выпускаются в виде трехлистников, которые представляют собой ламинатную фольгу, покрытую припоем с обеих сторон. Различные виды присадочного металла работают по-разному, поэтому для некоторых применений потребуются трехлистники или стержни. Вы можете найти стержни из латуни. Напротив, вы не найдете трехлистных латунных наполнителей, которые являются стержнями.Форма просто не совпадает.
4. Разница температур пайки
Присадочные материалы для пайки, будь то стержни или латунь, должны быть расплавлены до жидкой формы перед заливкой их на стык. Присадочные материалы плавятся при более низких температурах, чем основные металлы. Тем не менее, это зависит от металлов, которые вы соединяете. Например, если вы привариваете медь к другому металлу, использование наполнителя на основе меди может потребовать температуры, очень близкой к температуре плавления вашего основного материала (меди).Различные стержни имеют разные температуры плавления в зависимости от сплава и металла, образующего его структуру. И наоборот, паяльная латунь плавится при определенной температуре, которая может незначительно меняться в зависимости от соотношения меди и цинка. Короче говоря, стержни имеют динамический диапазон температур пайки, в то время как у латуни есть предел, который зависит от количества меди и цинка.
5. Различия в использовании
Хотя и стержни, и латунь могут соединять металлы вместе, латунь подходит только для определенных металлов.Стержни бывают самых разных семейств чистых металлов и сплавов. Таким образом, они подходят для широкого спектра применений для сварки пайкой, а также для всех областей применения, где требуются латунные наполнители. Тем не менее, стержни не подходят для применений, требующих порошковых наполнителей. Паяльная латунь может быть в этих формах, включая стержни. Таким образом, ваши варианты будут зависеть от того, чего вы хотите достичь.
Заключение
Стержни – самые популярные варианты, с которыми вы столкнетесь при поиске присадочных материалов.Они идеально подходят для большинства применений при пайке, а также изготавливаются из различных сплавов для соединения широкого спектра металлов. Однако не все стержни желательны. Перед принятием решения рекомендуется просмотреть и сравнить ваши предложения. Убедитесь, что вы покупаете продукцию у надежных розничных продавцов и производителей, которые могут гарантировать оригинальное качество продукции. Вы также можете найти отзывы и мнения других клиентов. Надежные бренды и розничные торговцы привлекут на рынке хорошую репутацию. При поиске присадок для пайки выбирайте варианты, соответствующие вашим уникальным потребностям.
Паяные медные пайки в преддверии Начало производства паяных медно-латунных радиаторов с целью вытеснения алюминия
Взгляд представителей медной промышленности сосредоточен на Питтсбурге.
На заводе в западной части города мировые производители меди собрались вместе в попытке вернуть себе рынок, которым они когда-то владели: автомобильные радиаторы.
Тяжелый паяный медно-латунный радиатор уступил место алюминиевому в 1970-х годах, когда автомобильная промышленность стремилась снизить вес для снижения расхода топлива.К середине 1980-х алюминиевые радиаторы потребляли 30% -ную экономию веса по сравнению со своими старыми медно-латунными предшественниками.
Сегодня около 95% оригинальных радиаторов в легковых и легких грузовиках США сделаны с алюминиевым сердечником, сообщает Copper Development Assn. Но после нескольких лет исследований медная промышленность разработала медно-латунный радиатор, чтобы конкурировать с алюминием.
Фактически, медная промышленность пытается хитро изменить ситуацию против своего конкурента, используя тот же
печи, используемые алюминиевой промышленностью для пайки радиаторов.
Пайка – это процесс соединения двух металлов с присадочным металлом при высокой температуре, около 1100F (600C). Но паять алюминиевый радиатор сложно, потому что алюминий плавится при температуре около 1180 ° F (640 ° C). В результате материал должен нагреваться медленно, чтобы предотвратить расплавление. Температура плавления меди и латуни составляет около 1650F (900C), поэтому металлы можно быстро нагревать, что ускоряет производство.
Международная медная ассоциация. называет процесс CuproBraze, и в начале этого года он запустил технологию в производство на Universal Auto Radiator Mfg.Co. в Питтсбурге.
«Дорожные испытания, скорее всего, будут проведены к концу года для легких грузовиков», – сказал Йохан Шил, вице-президент ICA.
Может ли CuproBraze замедлить переход отрасли производства радиаторов к алюминию? «Мы бы не сделали этого, если бы не думали, что сможем переломить ситуацию. Мы думаем, что сможем вернуть некоторые утраченные позиции», – говорит он.
Г-н Шил отмечает, что медно-латунные радиаторы можно сделать на 15% меньше, чем сопоставимые алюминиевые радиаторы. Он отмечает, что сам процесс позволяет использовать более тонкие материалы для труб и ребер, дает меньше отходов, прост и чист, не требует использования флюса.
В целом стоимость производства как минимум на 10% ниже, чем у алюминия, но при этом производительность процесса на 50% выше, чем у алюминия.
Вес, однако, является большим преимуществом алюминия. Паяный медно-латунный радиатор может весить примерно столько же или немного больше, чем сопоставимый алюминиевый радиатор, но не легче.
С уменьшением количества оригинальных медно-латунных радиаторов содержание меди в типичном автомобиле упало в начале 1990-х годов, но колебалось около 46 фунтов.(101 кг) с 1996 года.
Высококачественный пруток для пайки из сплава меди / латуни с красочным флюсовым покрытием от китайского производителя, завода, завода и поставщика на ECVV.com
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Место происхождения: | Чжэцзян в Китае |
| Детали упаковки: | 1) 5 кг / коробка 2) 500 кг / коробка OEM упаковка |
Краткие сведения
- Содержание Cu (%): 1.6 мм 2,0 мм 2,5 мм 3,2 мм 4,0 мм
- Габаритные размеры: 1,6 мм 2,0 мм 2,5 мм 3,2 мм 4,0 мм
- Заявка: 9000
- Название бренда: SSTS
- Чистота: 0
- Номер модели: СТФЦБ-01
- Заявка: Судостроительный завод, завод Locomotive power Systerm и др.
- Диаметр: 1.6 мм 2,0 мм 2,5 мм 3,2 мм 4,0 мм
- Длина: 300-450 мм
- Материал: Медь / медный сплав
Технические характеристики
, прошедшая многочисленные испытания, изготовленная нами сварочная проволока без содержания меди может предложить следующие уникальные преимущества:
1.Очень стабильная дуга:
Среднее время короткого замыкания капель медной сварочной проволоки может выдержать быстрое изменение удлинения проволоки во время сварки.
2. Меньшее количество разбрызгиваемых частиц:
На переднем конце сварочной проволоки имеется небольшая капля и меньше брызг, поэтому количество разбрызгивания можно контролировать даже во время сильноточной сварки.
3. Превосходное качество подачи проволоки:
Сварочная горелка почти не вибрирует и не имеет медной окалины, поэтому она может поддерживать стабильную подачу проволоки в течение длительного времени.
4. Хороший перезапуск дуги:
Когда дуга прерывается, на переднем конце сварочной проволоки нет больших сферических капель. Зажигать дугу легко из-за небольшого диаметра капли.
5. Хорошие антикоррозийные свойства на поверхности сварочной проволоки:
Благодаря разработке нового метода обработки поверхности, сварочная проволока без меди также обладает такими же хорошими антикоррозийными свойствами, что и сварочная проволока. медная сварочная проволока.
6.Отсутствие образования медного дыма:
рабочая среда значительно улучшена. Нет дыма от меди, потому что сварочная проволока не покрыта медью.
7. Меньший износ токового контактного сопла.
Пруток для пайки меди, цинка, латуни, 1000 мм
Пруток для пайки меди, цинка, латуни, 1000 ммФотографии продукта
——————————————————————————————————
Преимущество продукта
——————————————————————————————————
- Хорошая текучесть.
- Низкая стоимость, отличное технологическое свойство.
- Не требует припоя при пайке меди.
- Широко используется в холодильниках, кондиционерах и холодильной промышленности.
Высококачественный пруток для сварки и пайки медных припоев Phos Индекс
——————————————————————————————————
Код | Соответствующий стандарт | Химический состав | Температура плавления | Основная характеристика | |||
П% | Sn% | Cu% | Солидус ℃ | Ликвидус ℃ | |||
JCuP-1 | CWA: BCu92P | 7.5-8,5 | —— | REM | 710 | 780 | Состав близок к эвтектическому, низкая температура плавления, хорошая текучесть, заполнение малого зазора пайки |
JCuP-2 | CWA: BCu93P AWS: BCuP-2 | 6.5-7,5 | —— | REM | 710 | 800 | Низкое содержание фосфора; улучшить пластичность, более высокую температуру плавления. |
JCuP-3 | 6.1-6,8 | —— | REM | 710 | 820 | Низкое содержание фосфора; хорошая пластичность, более высокая температура плавления. | |
JCuP-3Sn | CWA: BCu88PAg | 6.5-7,5 | 6,5-7,5 | REM | 640 | 680 | Хорошая укрывистость и заполняющая способность |
JCuP-5Sn | CWA: BCu86SnP | 4.8-5,8 | 7,0-8,0 | REM | 620 | 670 | Низкая температура плавления и хорошая текучесть. |
Высококачественный пруток для сварки и пайки медных припоев Phos Упаковка
——————————————————————————————————————
1.Стандартная экспортная морская упаковка: вместе с полиэтиленовой пленкой, в картонной коробке.
2. Упаковка
в соответствии с требованиями заказчика.Изображение компании
——————————————————————————————————————
Профиль
——————————————————————————————————————
Xinxiang Qixing Welding Materials Co., Ltd является членом Китайской ассоциации сварщиков, самого профессионального производителя сварочных материалов, занимающегося созданием самой превосходной марки сварочных материалов в мире.
История | Год основания 2008 Экспортировано на международный рынок в 2010 г. | Персонал | Более 120 сотрудников Научно-исследовательский персонал: 10 Помощники по контролю качества: 8 |
Вместимость | Годовой объем производства: 2000 тонн. | Размер | 5000 кв.м |
Орган | Сертифицировано ISO9001: 2008 | Честь | Член Китайской ассоциации сварщиков |
Преимущество компании
——————————————————————————————————————
1.Член Китайской ассоциации сварщиков , и полагается на кафедру сварки Университета Цинхуа с мощной технологической поддержкой.
2. Полная система менеджмента качества, утвержденная ISO9001: 2008.
3. Современное производственное оборудование, обеспечивающее качество и количество продукции.
4. Современное испытательное оборудование для проверки стабильности ингредиентов продуктов
5. Производство припоев фос-медь занимает лидирующие позиции в Китае.
Наша репутация
——————————————————————————————————————
Наш клиент
——————————————————————————————————————
Как профессиональное производство сварочных материалов, наши партнеры со всего мира. Чтобы глубже изучить историю и культуру нашей компании, большинство клиентов приходят к нам напрямую. Пообщавшись друг с другом лицом к лицу, мы установили с ними долгие хорошие отношения.
Продукция в основном экспортируется во Вьетнам, Камбоджу, Малайзию и другие страны Юго-Восточной Азии, а также в США, Великобританию, Германию, Францию, Италию, Испанию, Австралию, Новую Зеландию, Чили, Бразилию, Японию и Нигерию и другие африканские страны. и регионы.
Q1. Какие продукты являются вашими самыми продаваемыми?
A1: Наши самые продаваемые продукты:
Фос-медные припои
Припои на основе серебра
Латунь Припои
Q2.А как насчет вашего порта доставки?
A2: Обычно порт Циндао, другие требования к портам могут быть согласованы.
Q3. Можете ли вы предоставить индивидуальные продукты?
A3: Да. У нас есть профессиональный отдел исследований и разработок, если у вас есть особые потребности в продуктах, просто свяжитесь с нами для лучшего сотрудничества.
Q4. Как вы можете гарантировать качество продукции?
A4: У нас есть сертификат менеджмента качества ISO 9001: 2008 и очень строгая система контроля качества, с почти 10-летним опытом экспорта, мы не получили никаких жалоб от наших клиентов, удовлетворение запросов клиентов всегда является нашей целью.
Q5. Где находится ваш основной рынок?
A5: мы экспортировали нашу продукцию в Юго-Восточную Азию, Северную Америку, Европу и другие регионы и страны, всегда поддерживаем долгосрочные отношения сотрудничества с нашими клиентами в области международного маркетинга.
Q6.Как насчет условий оплаты?
A6: Обычно аккредитив, T / T, D / P, D / A, это определяется нашими переговорами.
Q7.Можете ли вы предоставить образцы?
A7: Да, мы можем предоставить вам образцы бесплатно.
Q8. Как насчет обслуживания продаж?
A8: У нас есть профессиональный отдел внешней торговли. Как только у вас возникнут какие-либо вопросы о наших продуктах и компании, мы будем 7 * 24 часа онлайн и быстро ответим.
Если у вас есть какие-либо требования, пожалуйста, свяжитесь с нами.
Какие металлы нельзя паять? –
Пайка, пайка, сварка, боже мой! Если вы хотите склеить два куска металла, у вас есть несколько вариантов, и пайка погружением – отличный выбор в середине пути.
Он имеет более прочную связь, чем пайка, но не такой сложный, как сварка. Если вас интересует пайка погружением, подумайте, что это такое и какие металлы вы можете использовать для этого процесса.
Что такое погружение?
Пайка погружением – это процесс нагрева двух металлических деталей до достаточно высокой температуры перед их сплавлением. Пайка погружением делает соединения двух металлических частей очень прочными, и вы можете паять металлы различной толщины.
Паяные металлы могут выдерживать большое давление, поэтому пайка – отличный вариант, если вы хотите, чтобы сплавление длилось долго.Пайка погружением также очень гибкая, что означает, что вы можете использовать ее для множества проектов и для множества целей.
В мире металлообработки вы можете задаться вопросом, что такое пайка погружением и чем она отличается от пайки?
Пайка против припоя
Как и при пайке погружением, пайка включает соединение двух металлов вместе при высокой температуре. Но разница в том, насколько высока может быть температура.
Для пайки погружением требуется нагрев до 840 градусов по Фаренгейту или выше. С другой стороны, при пайке используются температуры ниже 840 градусов.Оба метода могут достичь схожих целей, но более высокая температура означает, что паяные металлы могут быть более долговечными.
При пайке также используется присадочный металл, который помещается между двумя деталями, чтобы закрыть зазор. Однако при пайке может остаться небольшой зазор, если это не сделает профессионал.
Пайка также не требует такой толщины чашки для присадочного металла, как при пайке. В целом, эти две процедуры похожи, но при выборе подходящих металлов важно учитывать разницу в тепле.
Металлы, которые можно паять погружением
Можно паять погружением различные металлы, но вам нужно использовать металлы, которые не будут отрицательно реагировать на высокие температуры. Вы можете спросить, можно ли паять алюминий?
И да, алюминий – один из металлов, который можно паять. При пайке алюминия погружением следует использовать прутки для пайки и сварки алюминия, чтобы получить наилучшие результаты.
Также можно паять такие металлы, как нержавеющая сталь, сталь, медные сплавы, никелевые сплавы и чугун.Для этих металлов вы должны использовать прутки для пайки и сварки мельком с серебром.
Для пайки латуни, меди и бронзы используйте медно-фосфорную пайку и сварочные стержни. А если вы хотите паять ковкое железо и никель, вам следует использовать бронзовые стержни.
Металлы, которые не следует паять погружением
Если вы будете осторожны, вы можете припаять практически любой металл, какой захотите. Но есть несколько вещей, которые следует учитывать при принятии решения о том, следует ли паять тот или иной металл.
Нагревание металлов, таких как серебро или золото, до такого сильного нагрева требует большой точности.Эти металлы чаще всего паяют, а не паяют.
Золото и серебро лучше справляются с низкими температурами, и пайка все еще может дать хорошее соединение, даже если оно не такое прочное.
Как паять алюминий и другие металлы
Если вы хотите припаять два куска металла погружением, вам потребуются подходящие инструменты и техника. При первой пайке погружением делайте это медленно.
Всегда надевайте защитное снаряжение при работе с высокой температурой и убедитесь, что у вас есть стержень, который можно использовать для пайки погружением.
Рассмотрим следующие шаги для успешной пайки алюминия.
Очистите металл
Перед тем, как начать нагревать любой металл, убедитесь, что вы очистили его как можно больше. Вы должны сначала удалить масло или жир, чтобы получить чистую поверхность для более тщательной очистки.
Затем вы можете использовать кислотное травление, чтобы избавиться от ржавчины и провести общую химическую очистку.
После того, как вы начнете чистить металл, наденьте перчатки, когда вы прикасаетесь к нему, и убедитесь, что у вас есть чистая поверхность, на которую можно положить его.Затем убедитесь, что на металле нет отпечатков пальцев или другой грязи.
По этой причине старайтесь очищать металл как можно ближе к пайке, чтобы на нем не собиралась пыль.
Установить на место
После очистки металла расположите две детали для пайки. Возможно, вам понадобится инструмент, чтобы скрепить части вместе.
На этом этапе вам нужно убедиться, что все идеально. Разрыв соединения после пайки может быть затруднительным, поэтому вам нужно свести к минимуму вероятность ошибки.
Самый простой способ удержать части вместе – использовать силу тяжести. Тогда вам не нужно будет ничего использовать, чтобы удерживать металл на месте.
Припайка металла
Наконец, пора нагреть металл и залить присадочный металл в стык. Вы должны нагреть область вокруг стыка, который вы паяете, и убедиться, что вы нагревали это место равномерно.
Прежде чем заливать присадочный металл, подождите, пока температура металла не достигнет температуры не менее 840 градусов. Если вы используете ручную пайку погружением, держите стержень возле стыка во время заливки.
Вы можете заметить, что немного присадочного металла потечет через соединение, но это нормально. Он должен проходить через стык, чтобы заполнить пространство между двумя металлическими частями.
Очистите снова
После завершения пайки очистите узел пайки. Можно положить в горячую воду с температурой 120 градусов по Фаренгейту или выше.
Вода поможет растворить излишки металла и остатки. Однако вам нужно, чтобы присадочный металл стал твердым перед тем, как погрузить его в воду.
После этого вы можете использовать раствор для травления, чтобы избавиться от всего, что осталось на поверхности.
Два становятся одним целым
Пайка погружением – отличный способ соединить два металлических куска вместе. Вы можете паять алюминий, медь и другие металлы, и вы можете использовать этот процесс для разных целей.
Если вам нужно спаять две части машины или вы хотите сделать что-то еще, пайка – полезный вариант.
Вам нужна помощь с пайкой погружением? Свяжитесь с нами, чтобы узнать больше о наших услугах.
SIL-FOS 15
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или устройстве, чтобы веб-сайт работал так, как вы ожидаете. Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт работы с сайтом. Ниже описаны различные типы файлов cookie, которые мы используем, и вы можете запретить использование некоторых типов файлов cookie.Щелкните заголовок категории, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Совершенно необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции. Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе.Хотя вы можете настроить свой браузер так, чтобы он блокировал или предупреждал вас об этих файлах cookie, некоторые части веб-сайта не будут работать без них.
Модулей:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайтов, источники трафика, шаблоны кликов и аналогичные показатели. Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация агрегирована и поэтому анонимна.Если вы не разрешите использование этих файлов cookie, мы не узнаем, когда вы посетили наш веб-сайт.
Модулей:Таргетинг / реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов. Они создаются через наших рекламных партнеров, которые учитывают ваши интересы и нацеливают на вас релевантную рекламу на других веб-сайтах или платформах.Если вы не разрешите использование этих файлов cookie, вы не увидите нашу таргетированную рекламу в других местах в Интернете.
Модулей: ИксASP.NET Framework
Стек технологий, необходимый для хостинга веб-сайта
ИксАутентификация Titan CMS
Стек технологий, необходимый для хостинга веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы веб-сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайтах, позволяя нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, обеспечить лучший опыт.
Имя файла cookie:
- _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _gid
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часы - NID
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочтительный язык (например, английский), количество результатов поиска, которые вы хотите отображать на странице (например, 10 или 20), и хотите ли вы чтобы включить фильтр Безопасного поиска Google.
лет
Срок действия: 2 - _gat_UA – ######## – #
Используется для ограничения частоты запросов.Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Expiration: 1 минута - _gac_ <идентификатор-свойства>
Содержит информацию о кампании для пользователя. Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайтов AdWords будут считывать этот файл cookie, если вы не отключите их.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP.Другие возможные значения указывают на отказ, запрос в полете или ошибку при получении идентификатора клиента из службы AMP Client ID
год
Expiration: 1
Titan Consent Manager
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Однозначно идентифицирует пользователя для поддержки исторического отслеживания предпочтений согласия
лет
Истечение срока: 10 - CookieConsent_
Отражает самые последние настройки согласия для текущего сайта.
лет
Срок действия: 2
Hubspot
Эти файлы cookie используются HubSpot для анализа ваших посещений и предоставления целевой информации через сторонние электронные письма.
Имя файла cookie:
- Hstc
Основной файл cookie для отслеживания посетителей.Он содержит домен, utk (см. Ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (увеличивается для каждого последующего сеанса).
лет
Истечение срока: 2 - Hubspotutk
Этот файл cookie используется для отслеживания личности посетителя. Этот файл cookie передается в HubSpot при отправке формы и используется при дедупликации контактов
лет
Истечение срока: 10 - HSSC
Этот файл cookie отслеживает сеансы.Это используется, чтобы определить, следует ли увеличивать номер сеанса и временные метки в файле cookie __hstc. Он содержит домен, viewCount (увеличивает каждый pageView в сеансе) и временную метку начала сеанса
Expiration: 30 минут - HSSCRC
Каждый раз, когда HubSpot изменяет файл cookie сеанса, этот файл cookie также устанавливается.