инструменты и оборудования, способы соединения
Изделия из меди встречаются в разных отраслях. Из этого цветного металла изготавливаются трубы, радиодетали, трубы отопления. Чтобы починить механизм, в котором присутствуют детали из этого металла, нужно знать, как осуществляется пайка меди. Для этого применяется разные технологические процессы и инструменты.
Пайка медиКакие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Мощность оборудования подбирается в зависимости от температуры плавления расходных материалов.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды.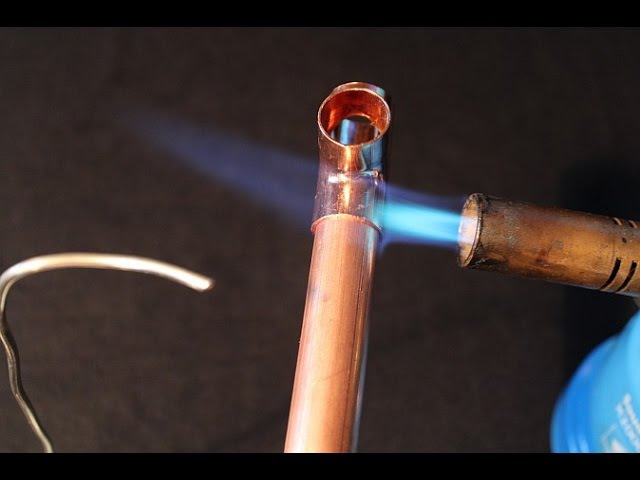 К ним относятся:
К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.
Виды пайки
Пайку меди в домашних условиях можно проводить по разным технологиям. Для каждого из способа проведения работ необходимы разные расходные материалы и инструмент. Существует несколько технологий пайки медных изделий. О каждой из них стоит поговорить подробнее.
Твердым припоем
Пайка меди твердым припоем — популярный способ соединения деталей. Чтобы осуществить процедуру, потребуется электропаяльник или газовая горелка. При проведении работ нужно учитывать определённые особенности:
- При этом виде пайки использование припоя обязательно. Даже если нужно паять медную проволоку.
- В качестве расходного материала желательно использовать олово или никель.
В первую очередь расплавляется расходный материал.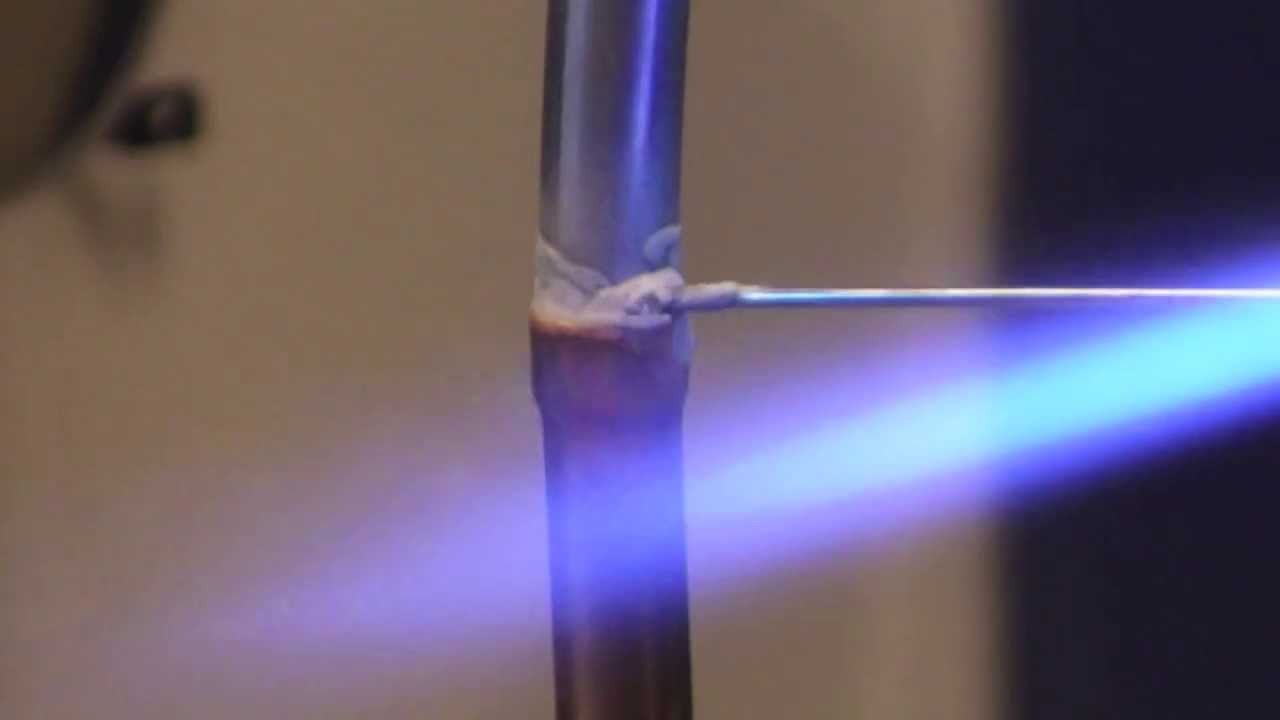 После этого он наносится на место соединения. Выжидается время до полного остывания припоя.
После этого он наносится на место соединения. Выжидается время до полного остывания припоя.
В печах
Печи используют на больших предприятиях и заводах. Они позволяют добиться равномерного разогрева соединяемых деталей. Благодаря этому сокращается количество некачественных швов. Применение припоя обязательно.
Флюсовая
При использовании флюса для соединения медных деталей образуются излишки расходного материала, от которых возникает коррозия. Из-за этого шов быстро приходит в негодность. Надёжность соединения зависит от качества припоя.
Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
Низкотемпературная
В первую очередь медленно разогревается припой. Быстро увеличивать температуру паяльника нельзя. Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.
Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.
Высокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.


Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Техника безопасности
При проведении пайки нельзя не забывать про технику безопасности:
- Надевать защитные перчатки.
- Трогать скреплённые детали можно только после их остывания.
- Помещение, в котором проводятся работы, должно хорошо проветриваться.
При работе с твердыми припоями и кислотами для травления металла нужно надевать защитные очки, респиратор. Они защитят слизистую оболочку глаз и дыхательные пути от токсичных испарений. Перед началом работы необходимо проверять работоспособность используемого оборудования. Для удерживания скрепляемых деталей используются тиски или струбцины.
Пайка меди осуществляется по разным технологиям. Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.
Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.
Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
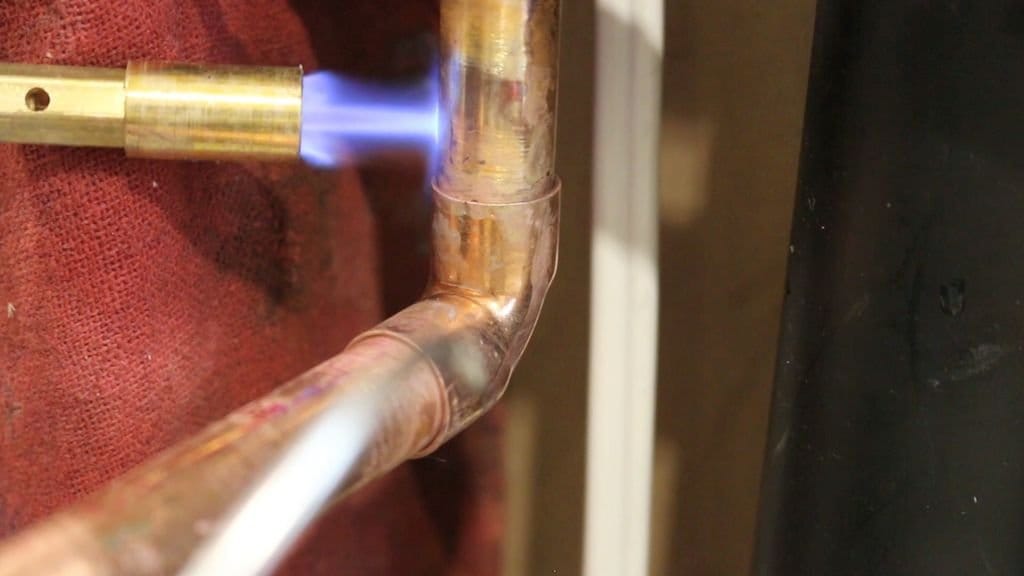
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Оцените запись
[Голосов: 39 Средняя оценка: 4.3]ПРИПОЙ ДЛЯ ПАЙКИ [алюминия, меди, стали]
[Припой для проведения пайки алюминия] используется не только в промышленности, но и в домашних условиях. Можно провести пайку мягким, твердым припоем в зависимости от вида металла.
Считается, что алюминий сложно паять. Если для пайки применять обычные припои, флюсы, которые используют для соединения нержавейки, латуни, меди, стали, то могут возникнуть сложности.
Причиной является образование оксидной пленки, которая отличается высокой стойкостью, тугоплавкостью. Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.
Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.
После того как поверхность алюминия будет зачищена изделием из нержавейки, на ней появится оксидная пленка.
Перед пайкой ее обязательно нужно удалять, так как затрудняется процесс.
Не все знают, как это сделать в домашних условиях. Есть специальные составы, которые изготавливают для соединения алюминия.
Применяя их, сложности в пайке алюминия не будет.
Чем паять алюминий и его сплавы?
Чтобы пайка алюминия осуществлялась на качественном уровне, следует применять припои, в состав которых входит кремний, алюминий, серебро, медь, цинк.
В продаже можно найти состав, в котором различное соотношение данных составляющих.
При выборе припоя следует учесть, что наибольшую стойкость к коррозии, прочность имеет то соединение, которое паяли с помощью припоя с высоким содержанием цинка.
Чем больше его в составе, тем выше показатели.
Припои на основе олова и свинца применять для пайки алюминия можно.
При этом стоит хорошо подготовить поверхность материала, качественно зачистить щеткой из нержавейки и приобрести высокоактивные флюсы.
Все же специалисты не рекомендуют применять такой припой — алюминий в нем плохо растворяется.
Видео:
Кроме этого, соединение будет подвержено коррозии, оно нуждается в покрытии лакокрасочными составами.
Припои, которые применяются для пайки алюминия, являются высокотемпературными. Подходящими для работы можно считать алюминиево-кремниевый, алюминиево-медно-кремниевый состав.
Припой из серебра
Для пайки чистое серебро не используют. Чаще всего для соединения латуни используют сплавы, в состав которых кроме серебра входит цинк, кадмий, никель, другие металлы.
Медь с серебром хорошо расплавляется, шов, который остается от плавки, отличается высокой прочностью.
Если в составе припоя серебра 10%, то его можно использовать для соединения деталей из стали.
Латунные и другие поверхности имеют после спаивания аккуратный, чистый шов.
Флюсы
Выбирая флюсы, стоит оценивать их характеристики. Не все из них проявляют активность по отношению к алюминию, особенно, если применяются припои, состав которых содержит олово и свинец, составы с серебром.
При покупке стоит приобрести флюсы, которые так и называются «Для пайки алюминия».
Видео:
Также можно купить флюс: виды 34А, Ф61А, Ф59А (высокотемпературный), а можно проконсультироваться с продавцом.
Канифоль
Что делать, если под рукой отсутствует припой, флюс, предназначенный для работы с алюминием. Можно воспользоваться припоями, куда в состав входят олово, свинец.
При этом оксидную пленку нужно будет разрушать канифолью. Таким образом, новая пленка не будет образовываться при нанесении на поверхности канифоли.
Если образуется немного пленки, то ее необходимо потереть специальным скребком из нержавейки.
 Можно добавить немного металлических опилок.
Можно добавить немного металлических опилок.Производя трение по поверхности элементами из нержавейки, пленка будет разрушаться. Канифоль защитит от воздействия алюминия с воздухом.
Вместе с этим, происходит воздействие припоем. Такой метод специалисты рекомендуют применять в крайнем случае.
Если есть возможность, лучше приобрести флюс, припой, изготовленный для работы с поверхностями из алюминия, его сплава.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали.
Газовые составы смеси для горелки должны быть сбалансированными и не иметь недостатка/переизбытка кислорода.
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Технология работы припоем алюминия, его сплавов
Детали необходимо очистить от пыли, жира, грязи и установить в то положение, в котором они будут подвергаться пайке. В место, где будет осуществляться пайка, нужно нанести флюс.
Место с флюсом нагревается. Для этого стержнем нужно прикоснуться к поверхности. Важно не перегреть место соединения, так как металл будет плавиться.
При работе с припоем без флюса стоит знать особенность: оксидную пленку на поверхности нужно разрушить, так как припой не сможет проникнуть через нее.
Разрушать ее можно с помощью нержавейки или прутком из стали, для этого нужно произвести чиркающие действия по поверхности. В результате оксидная пленка теряет целостность.
Если поверхность большая, то разрушить пленку поможет щетка из стали. Ею нужно водить по поверхности, затем соединить детали между собой.
Проблема работы алюминия — оксидная пленка образовывается мгновенно после того, как ее счистят. Она является инертной и расплавленным металлом смачивается с трудом.
Что же делать, чтобы такую пленку снять и прочно запаять деталь? Можно очищать поверхность, налив на нее слой масла. Металл в этом случае не будет контактировать с воздухом, соответственно пленка не сможет образоваться.
Видео:
Вода не должна входить в состав масла. Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Есть еще способ снять оксидную пленку. Покрыть поверхность канифолью. Она, как и масло, будет препятствовать попаданию воздуха на металл.
Опилками из стали или щеткой из нержавейки нужно проводить чиркающие движения по алюминию, пленка утратит свою прочность.
Лучший метод удалить оксидную пленку своими руками — применить механические действия элементами из стали плюс воздействие активным флюсом.
Применяя пайку, можно восстановить предметы из алюминия любой конструкции, величины, сложности. Такой метод ремонта используется не только для предметов, используемых в быту.
К автомобилям, мотоциклам, прочей технике предъявляются повышенные требования прочности. Их также ремонтируют путем пайки.
Иногда такой способ соединения деталей является предпочтительнее, чем сварочные работы. Ведь он не деформирует металл, не меняет его состав.
При помощи спаивания можно отремонтировать кондиционеры, насосы.
В домашних условиях можно отреставрировать алюминиевый желоб водостока, сайдинг, лестницу, посуду. После ремонта сплав окажется очень прочным.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно.
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Мелкие изделия можно нагреть в специальной печи, так будет удобнее контролировать температуру.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами. Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Припои для других металлов
Если изделия, трубы состоят из меди, то специалисты не рекомендуют использовать сварочные работы.
В этом случае рекомендуется пайка медных труб твердым припоем, виды которых можно купить в любом специализированном магазине.
В отличие от алюминия, в припой для пайки медных труб может входить серебро, а также медно-фосфорный состав.
Спайка изделий из этого металла может осуществляться твердым, мягким припоем. Припой для пайки меди можете увидеть на видео ниже.
Видео:
Пайка твердыми припоями с серебром требует наличия специального оборудования — газовой горелки.
Популярностью пользуются припои с содержанием серебра. В составе припоя может находиться до 55 процентов этого металла.
Среди особенностей такого припоя можно отметить низкую температуру, при которой плавится металл. Серебро в составе вещества хорошо смачивает поверхности металла.
Серебро способствует хорошему заполнению щелей, которые образовываются между соединяемыми поверхностями.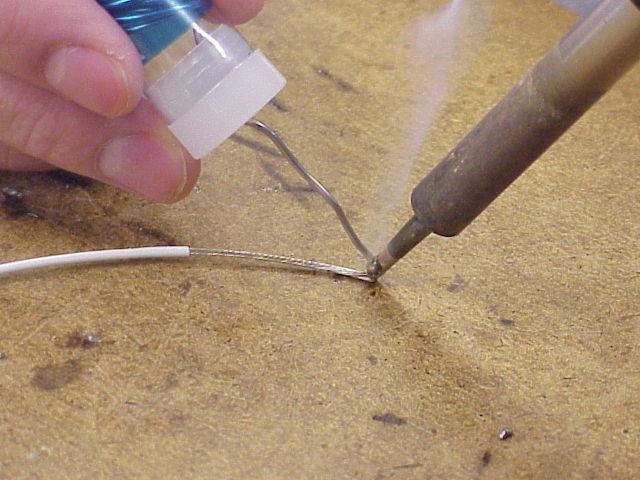 При использовании такого припоя образуются плотно-вакуумные швы.
При использовании такого припоя образуются плотно-вакуумные швы.
Пайка меди твердым припоем отличается от пайки мягким. Применяя твердый припой, необходимо создать условия, при которых пайка волной припоя происходит при температуре, которая выше 420-425 градусов.
Стоит помнить, что при этом температура не должна превышать температуру, при которой соединяемые металлы плавятся.
Пайка, где используется мягкий припой для медных труб, должна происходить при температуре, которая составляет менее 425 градусов.
Флюс с составом серебра, который при этом используется, не дает возможности оксидной пленки образовываться.
Сплав меди и цинка называется латунный сплав. При пайке латуни есть свои особенности. Когда происходит термическое воздействие на латунный элемент, сплав выделяет цинк.
Видео:
При этом образовывается пленка из оксида меди, цинка. Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Серебряный припой, флюсы применяются для латуни, в составе которых есть медь. Если латунь включает в себя больше цинка, то серебряный припой должен быть ПСр40 и выше.
Когда поверхность латуни соединяется с серебряными припоями, то латунный слой может сильно расплавиться, поэтому следует контролировать нагрев металла и время всего процесса.
Припой для пайки меди в домашних условиях, флюс и припой фосфорный или с серебром
На чтение 8 мин. Просмотров 5.8k. Опубликовано Обновлено
– знаменитая и самая сложная тройка для сварки и любых других металлических работ. Выбор способа их соединения всегда склоняется не в пользу сварки. Самое оптимальное решение – это, конечно, пайка.
Самое оптимальное решение – это, конечно, пайка.Ее надежность и качество будут зависеть от расходных материалов, которые должны соответствовать определённым требованиям.
В дополнение к этом не будем забывать, что качественные материалы не бывают дешевыми, так что будем готовиться к определённым затратам как денег, так и других ресурсов в виде усилий, времени и мастерства.
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
Если говорить о типе соединений, то в пайке медных труб чаще всего применяется нахлесточный вид шва с шириной нахлеста не меньше 5-ти мм. Это не самый эстетичный вариант металлических соединений, но зато самый прочный и долговечный.

К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Преимущества пайки
Пайка меди.Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
Классификация припоев
подразделяются ровно на две категории по следующим параметрам:- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
[box type=”fact”]Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.[/box] Внутри этого вида также есть свои подвиды исходя из химического состава:- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Это необходимо из-за риска повредить структуру детали из-за основного в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
При работе с твердыми марками обязательно применение флюсовых смесей. Вид флюса и его объем нужно подобрать правильно, исходя из технических характеристик.

Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Пара слов о флюсах
Чаще всего применяют следующие составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
 youtube.com/embed/l3eh2cWJ41A?feature=oembed”>
youtube.com/embed/l3eh2cWJ41A?feature=oembed”>
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
[box type=”fact”]Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.[/box]Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов.
 То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами:
Рекомендуем к прочтению:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
 Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
Он бывает двух видов — твёрдый и мягкий.
Рекомендуем к прочтению:
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
 При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.

Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.

Избегаем ошибок
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.

Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.

Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).

Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьиПайка алюминия с медью своими руками в домашних условиях
Пайка алюминия всегда являлась достаточно сложным технологическим процессом, так как температура его плавления считается относительно низкой, а свойства соединения находятся на не самом высоком уровне. Пайка алюминия с медью становится еще более сложным и проблематичным процессом, так как медь туго плавится, хотя и нормально поддается пайке. Несмотря на сложность процесса, в нем периодически возникает потребность в различных производственных сферах и даже в домашней обстановке. В нормальных условиях, без каких-либо дополнительных средств и со стандартными материалами, получить качественное соединение и не повредить при этом металл заготовки будет практически невозможно.
Пайка алюминия с медью своими руками
Пайка меди с алюминием требует особого подхода, так как тут даже стандартный припой для пайки алюминия окажется неэффективным. Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Пайка алюминия с медью своими руками в домашних условиях
Преимущества
- Позволяет сделать сложное соединение, которое требует технология эксплуатации;
- Существует несколько различных способов, как произвести процесс, которые заметно отличаются друг от друга;
- Дает мастеру большой опыт и возможность работы с любыми видами металла.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Пайка алюминия с медью
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.

Припой для сварки алюминия с медью
- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.

Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке. Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
- Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.
- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.

«Важно!
При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением.»
Таблица режимов
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Работа должна проводиться только в хорошо проветриваемых помещениях, так как испарения флюсов и припоев могут оказаться вредными для человека.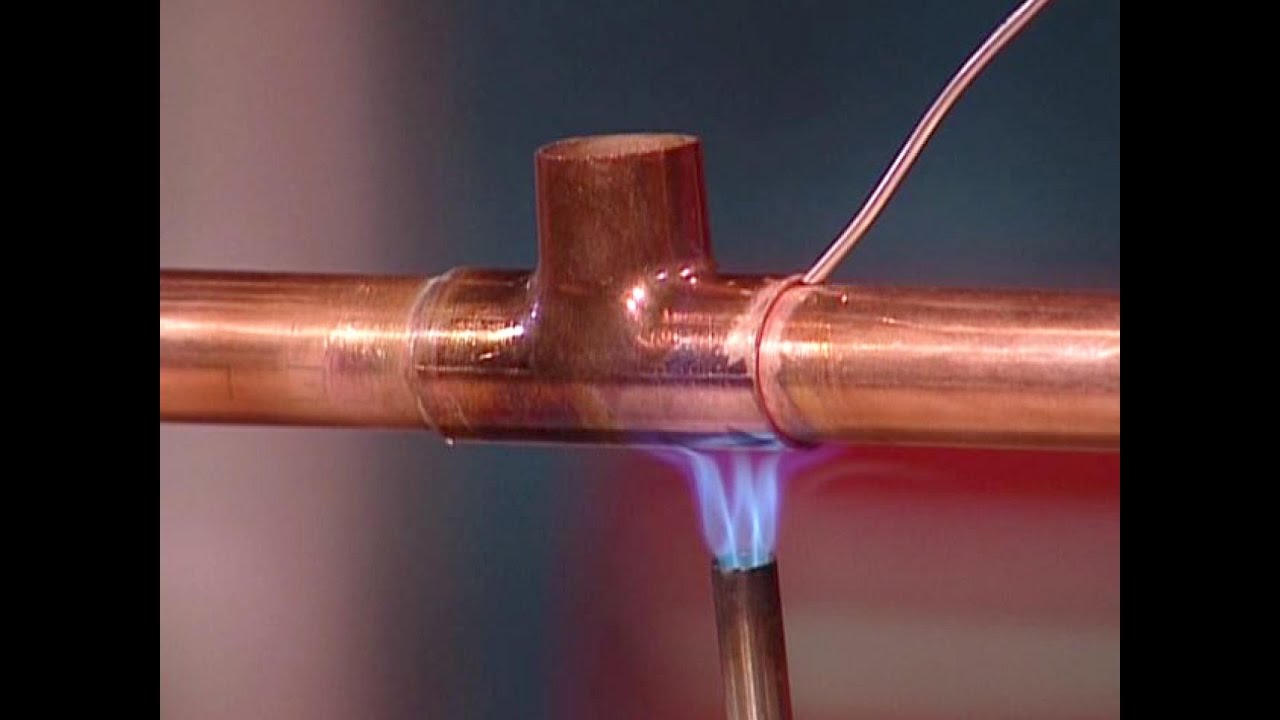 При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
Медь в вашем доме: сделай сам
Основы
Ремонт дома и проекты становятся все более популярными с каждым днем. Люди любят свои дома, проявляют к ним интерес и им нравится чувствовать, что они могут поддерживать и улучшать их. С правильными инструкциями и подготовкой ремонт дома легко сделать самостоятельно, он может стать веселым семейным занятием и сэкономить деньги на вызове профессионала.
Медная сантехника основана на процедуре, называемой пайкой, и это не так сложно, как вы думаете.Следующие ниже инструкции и методы позволяют создать герметичные паяные соединения между трубкой и фитингами из меди и медного сплава. Следуя этим простым инструкциям и не забывая работать аккуратно, вы сможете получить идеально спаянные соединения.
1. ИЗМЕРЕНИЕ
Отмерьте трубку и отметьте ее карандашом.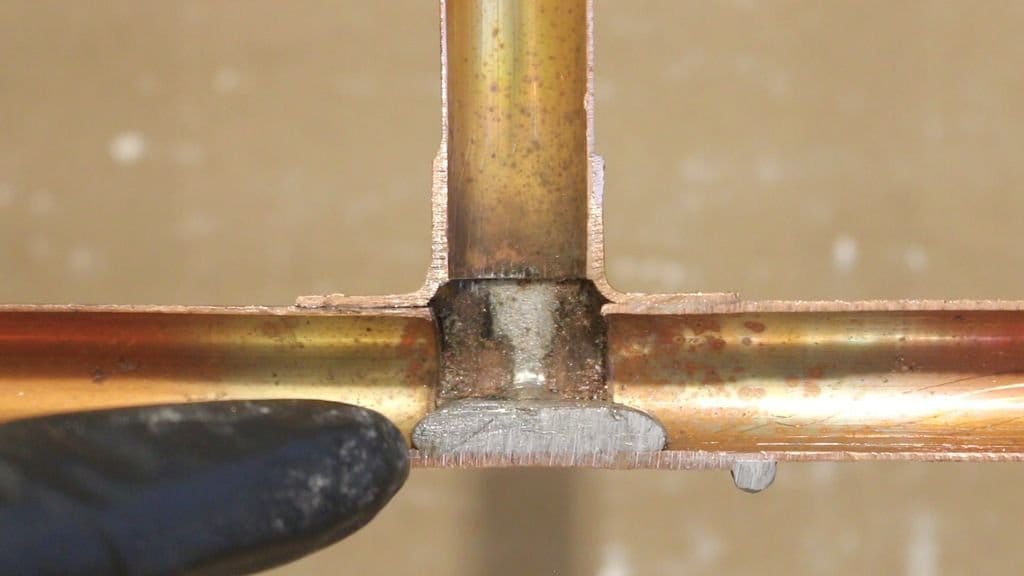
2. РЕЗКА
Отрежьте трубку до мерной длины. Резку можно выполнить несколькими способами. Трубку можно разрезать дисковым труборезом, ножовкой, абразивным кругом, а также стационарной или переносной ленточной пилой.Необходимо следить за тем, чтобы трубка не деформировалась во время резки. Независимо от метода, разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в крышке фитинга.
3. РАЗВЕРТЫВАНИЕ
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся при разрезании. Это очень важно. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и увеличения локальной скорости потока в трубе.Правильно развернутый кусок трубы обеспечивает гладкую поверхность для лучшего потока.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильный вход трубки в колпачок фитинга.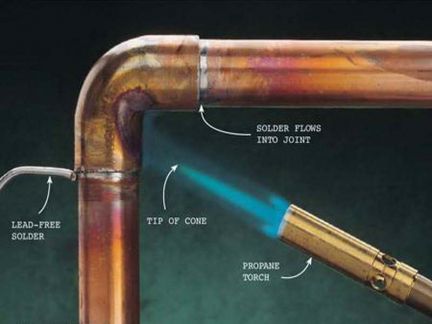
К инструментам, которые можно использовать для развёртывания концов трубок, относятся расширительное лезвие на трубореза, полукруглые или круглые напильники, карманный нож или подходящий инструмент для удаления заусенцев. При использовании мягкой трубки вы должны быть очень осторожны, чтобы не деформировать конец трубки из-за чрезмерного давления.
4. ЧИСТКА
Удаление всех оксидов и поверхностного масла с концов трубок и фитингов имеет решающее значение для правильного поступления металлического припоя в соединение. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Слегка очистите концы трубок с помощью песчаной ткани или нейлоновых абразивных подушек на расстоянии, немного превышающем глубину чашек фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера.
Капиллярное пространство между трубкой и фитингом составляет приблизительно 0,004 дюйма.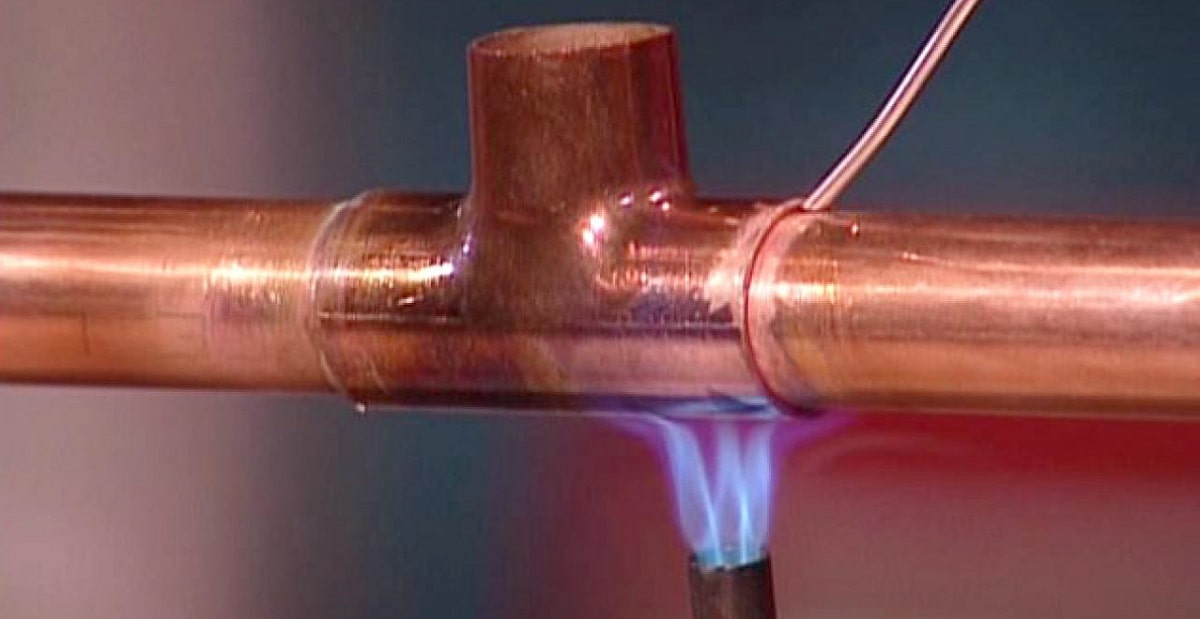 Металлический припой заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение для того, чтобы металлический припой мог попасть в зазор и образовать прочное соединение.
Металлический припой заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение для того, чтобы металлический припой мог попасть в зазор и образовать прочное соединение.
Медь – относительно мягкий металл. Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
5. НАНЕСЕНИЕ ФЛЮКСА
Используйте флюс, который растворяет и удаляет следы оксида с очищенных поверхностей от повторного окисления во время нагрева и способствует смачиванию поверхностей металлическим припоем.
ПРЕДУПРЕЖДЕНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть опасными при попадании в глаза, рот или открытые порезы. Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
6. СБОРКА И ОПОРА
Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга.Небольшое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны шва ватной тряпкой.
Поддержите трубку и фитинг в сборе, чтобы обеспечить равномерное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию припоя в условиях напряжения или вибрации.
Теперь соединение готово к пайке.Подготовленные и готовые к пайке соединения должны быть завершены в тот же день, а не оставлены незавершенными на ночь.
7. ОТОПИТЕЛЬ
Начните нагревание пламенем перпендикулярно трубке. Медная трубка проводит первоначальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести до подходящего состояния предварительного нагрева.Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Практика и опыт покажут количество тепла и необходимое время.
Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести до подходящего состояния предварительного нагрева.Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Практика и опыт покажут количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга. Переместите пламя попеременно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга. Опять же, предварительно нагрейте окружность, как описано выше, с горелкой у основания чашки фитинга. Прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не сможет правильно попасть в соединение.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.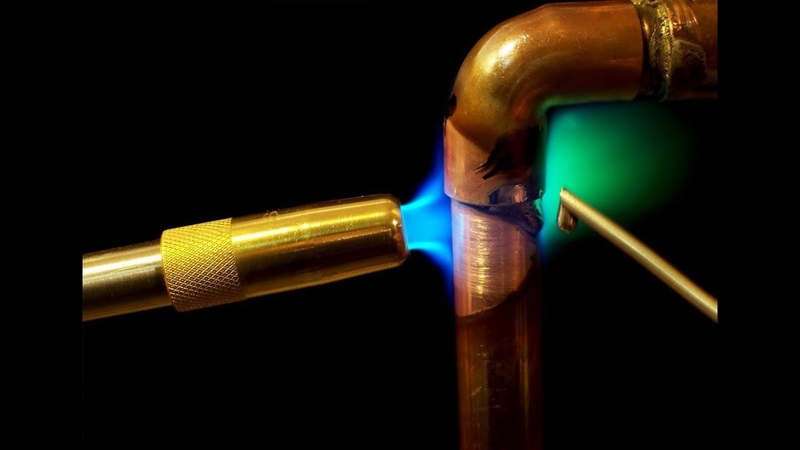
Тепло обычно подается с помощью воздушно-топливной горелки. В таких горелках используется ацетилен или сжиженный газ.Также можно использовать электроды для пайки сопротивлением. В них используются нагревательные электроды, и их следует учитывать, когда возникает опасность открытого пламени.
8. НАНЕСЕНИЕ ПАЙКИ
Для соединений в горизонтальном положении начните наносить припой немного смещенным от центра в нижней части соединения. Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя.Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху.
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения, когда сторона и верх соединения заполняются.
Вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте движение вверх по незавершенной стороне к вершине, снова, слегка перекрывая друг друга. Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что соединение до этого момента заполнено и больше не будет принимать припой.На протяжении всего этого процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что соединение до этого момента заполнено и больше не будет принимать припой.На протяжении всего этого процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
9. ОХЛАЖДЕНИЕ И ОЧИСТКА
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать нагрузку на сустав. Когда остынет, удалите остатки флюса влажной тряпкой.
Как паять медную трубу (важные советы !!)
Сжечь дом дотла…
Это первое, что приходит на ум, когда вы думаете о пайке медной трубы?
Может быть, я единственный, кто так думает, смеется.
В первый раз мне пришлось паять трубу в отсеке для балок на нашей кухне.
В нашей трубе образовалась мелкая дыра, и потолок медленно превратился в кашу.
Пайка на удивление проста, если вы изучите все основы.
Бьюсь об заклад, после прочтения или просмотра сегодняшнего руководства вы сможете паять медь за 1 час или меньше.
Эти инструменты и расходные материалы делают пайку намного проще.
Обучение пайке медных труб начинается с резки и подготовки.
Итак, приступим: D
Резка и подготовка медных труб (это веселее, чем Lego)Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента – труборез AutoCut и Ridgid № 15.
Инструменты AutoCut зажимаются на трубе, и вы просто поворачиваете их по стрелке.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развертывания.
Ridgid № 15 (который я дал в другом руководстве) режет медную трубу и имеет расширитель.
Отлично подходит для труб на открытых пространствах, а инструмент AutoCut отлично подходит для труб в узких местах.
Всегда расширяйте медную трубу изнутри, а затем очищайте ее проволочной щеткой или наждачной бумагой.
Продуйте трубу, чтобы убедиться, что все медные биты удалены.
Никогда не кладите только что очищенную трубу.
Грязь на трубе будет мешать пайке.
Нанесите тонкий слой флюса на внешнюю сторону медной трубы.
Я говорю «тонкий», потому что вы не хотите, чтобы избыток флюса попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, к утечкам через отверстия.
Проволочной щеткой очистите внутреннюю часть любого фитинга и выдуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите вместе трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы приступить к пайке.
Woohoo, пусть начнется веселье !!
Пайка медных трубок (играть с огнем всегда весело!) Огнетушители необходимы при пайке.
Как бы я ни любил играть с огнем, я все же не хочу сжечь свой дом.
Противопожарные щитки предотвращают возгорание гипсокартона или шпилек, но они могут тлеть.
Если вы видите дым, идущий из вашего отсека для шипов, опрыскайте его водой, чтобы предотвратить возгорание.
Безопасность прежде всего!
Пропановые горелки доступны по цене и подходят для любых паяльных работ своими руками.
Синий конус – самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы за фитингом. Нагрейте этот отрезок трубы примерно 10 секунд.
Затем поместите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
При этом постоянно промакивайте переход фитинга / трубы припоем.
Флюс выгореть очень легко. D
Нанесение припоя мазком гарантирует, что вы будете использовать наименьшее количество тепла, необходимое для пайки ваших труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.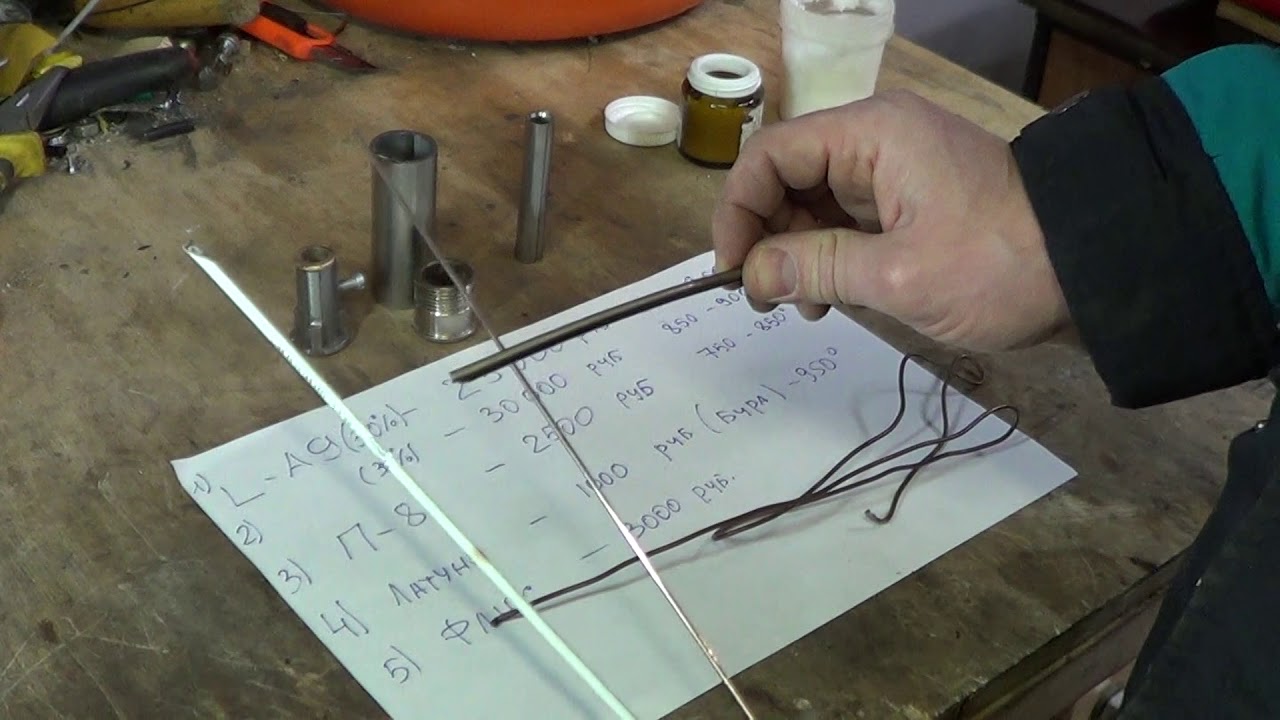
Мне очень хотелось, чтобы видео было полно замечательных советов, так что оно получилось немного длинным.
Вы будете паять примерно через 1 час 😀
Что дальше
Мой самый большой совет – практиковаться, практиковаться, практиковаться.Серьезно, сумка с 90-градусной фурнитурой стоит всего 4 доллара.
Купите 2-футовую секцию медной трубы и прикрепите 8-10 фитингов, и вам будет очень удобно паять медную трубу.
Если вы все еще не хотите паять медь, вы можете узнать, как починить трубу, используя эти советы.
Возьмите наше бесплатное руководство, если вы делаете ремонт ванной комнаты своими руками – в нем рассказывается, как отремонтировать ванную комнату за 10 дней или меньше
Отправить мне руководство
Как всегда, спасибо за чтение, просмотр и участие наше потрясающее сообщество.
Задайте свои вопросы ниже, и мы будем рады помочь.
Ура,
P.S. В нашем интернет-магазине есть отличные товары для домовладельцев, ремонтирующих ванную комнату. Вы найдете душевые системы, инструменты для укладки плитки и многое другое.
Как паять медные трубы
Хотя существует множество проектов по благоустройству или ремонту дома, которые лучше всего доверить обученным и опытным специалистам, пайка и замена медных труб в вашем доме не обязательно должны быть одним из них.Процесс пайки выглядит немного устрашающе для начинающего самостоятельного проекта, но это довольно простой процесс, если вы будете следовать нескольким основным инструкциям.
Обратите внимание, что вы обязательно должны следовать инструкциям по безопасности на протяжении всего этого руководства.
Требуются припасы
- Защита глаз
- Тяжелые перчатки
- Противопожарная ткань
- Огнетушитель
- Медная труба
- Фитинги для медных труб
- Резак для труб
- Инструмент для удаления заусенцев
- Проволочная щетка
- наждачная бумага с мелким зерном 120 стальная вата
- Пропановая горелка и регулятор со встроенным воспламенителем
- Бессвинцовая паяльная паста (также известная как «флюс») с флюсовой щеткой
- Паяльная проволока
- Тряпка
Подготовьте трубы и фитинги
Прежде чем приступить к какой-либо части этого проекта, обязательно наденьте защиту для глаз.
Отрежьте трубы до длины
- Зажмите трубу между отрезным кругом и направляющим колесом трубореза. Для более длинных трубок заправьте другой конец под колено, чтобы оно было устойчиво.
- Поверните резак, чтобы надрезать трубу по всему периметру.
- Затяните ручку резака на четверть оборота. Снова надрежьте трубу вокруг; это сделает линию подсчета очков немного глубже.
- Затяните ручку резака еще на четверть оборота и надрежьте трубу в третий раз.Продолжайте затягивать и надрезать, пока труба не отломится; это займет около восьми ходов.
Очистить и залить флюсом трубы и фитинги
- Используйте инструмент для удаления заусенцев или проволочную щетку, чтобы развернуть внутреннюю часть трубы. Заусенец – это небольшой выступ меди, который образуется, когда он вдавливается в трубу, когда вы ее режете. Если вы не удалите его, он может затруднить поток воды по трубе или вызвать утечку.
- Используйте наждачную бумагу, наждачную бумагу или стальную мочалку, чтобы очистить внешнюю поверхность трубы и ту часть фитинга, которая будет соединяться с трубой.В чистом состоянии труба должна быть блестящей. Как только это будет сделано, не прикасайтесь к трубе голыми руками, чтобы не оставлять жир для тела на поверхности. Это может помешать закреплению припоя без утечек.
- Кистью нанесите тонкий слой флюса на последний дюйм трубы.
Совет по безопасности: Не наносите флюс пальцами! Это кислота, которая может вызвать повреждение кожи, глаз и других мягких тканей. - Нанесите флюс на внутреннюю поверхность фитингов, где они будут соединяться с трубой.
- Вставьте трубу в фитинг до упора на всю глубину фитинга.
- Сотрите излишки флюса тряпкой.

Паять трубы и фитинги вместе
Перед тем, как приступить к этим действиям, наденьте толстые перчатки и убедитесь, что вы все еще пользуетесь защитными очками. На всякий случай обязательно держите поблизости огнетушитель.
На всякий случай обязательно держите поблизости огнетушитель.
- Накройте любую легковоспламеняющуюся поверхность около рабочего места противопожарной тканью.
- Отрежьте от 8 до 10 дюймов припоя; согните последние 2 дюйма под углом 90 градусов.
- Зажгите пропановую горелку с помощью встроенного запальника.
- Установите синий конус пламени примерно на 1 1/4 дюйма.
- Держите резак так, чтобы его наконечник касался фитинга. Перемещайте его вперед и назад, чтобы равномерно нагреть фитинг. Не нужно топить трубу горелкой; тепло от арматуры позаботится об этом. Вы должны услышать шипение флюса, когда металл нагревается.
- Поместите конец припоя в стык на стороне фитинга, противоположной пламени горелки. По мере того, как металл нагревается, проволока становится жидкой и течет в стык, заполняя пространство.
- Заполняйте стык, пока припой не начнет стекать; для этого потребуется от 1/2 до 3/4 дюйма припоя, в зависимости от размера трубы и фитинга.
- Дайте паяному соединению остыть от 30 до 45 секунд перед приложением любого давления. Сотрите излишки припоя.
- Установите трубу и проверьте ее на герметичность.Если он протекает, снимите его, разобрать трубу и фитинг, а затем перепаять их.
Если вы паяете уже вставленную трубу, обязательно слейте воду и тщательно просушите внутреннюю часть перед пайкой; пропановая горелка может помочь ускорить это, если применяется осторожно.
Как паять медь серебряным припоем | Руководства для дома
Хотя в новых домах используются гибкие трубы, такие как PEX, для водопроводных линий, в большинстве существующих домов сегодня все еще используются медные трубы.Медные трубки обычно бывают диаметром 3/4 дюйма и 1/2 дюйма. Трубки нарезаются резаком для труб, а стыки соединяются путем их пайки серебряным припоем. Существует множество типов соединителей, включая колена, прямые соединители и даже переходники. Правильная техника пайки имеет решающее значение, поскольку соединения могут протечь или лопнуть, что приведет к серьезным повреждениям от воды.
Очистите медные стыковые поверхности и потрите их сантехническими щетками с проволочной щетиной. Например, для типичного соединения внешняя поверхность медных трубок и внутренняя часть соединителя должны иметь потертости.
Нанесите флюс на внешнюю сторону трубки и внутреннюю часть соединителя с помощью кисти, поставляемой с флюсом. Флюс сохраняет соединение в чистоте во время пайки.
Вставьте трубку в соединитель, убедившись, что она полностью вынута.
Нагрейте разъем пропановой горелкой примерно на 10 секунд. Не нагревайте шов стыка напрямую.
Прикоснитесь серебряным припоем к стыковому шву. Если трубка достаточно горячая, припой полностью расплавится в шве и вокруг него.Если припой не плавится, приложите больше тепла к стыку в течение нескольких секунд. Не нагревайте припой непосредственно.
Осмотрите соединение, чтобы убедиться, что припой полностью втянулся в соединение и вокруг него. В шве будет видно серебряное кольцо. Оберните стык влажной тряпкой, чтобы он остыл.
Справочные материалы
Наконечники
- Перед пайкой убедитесь, что в трубке нет следов воды. Даже несколько капель помешают правильному расплавлению припоя в шве, что приведет к слабому соединению, которое позже может протечь или сломаться.
Предупреждения
- Всегда имейте при себе огнетушитель. Если вы не будете осторожны, вам, возможно, придется паять в полостях стены, где дерево, гипсокартон или изоляция могут загореться.
Писатель биографии
Эмра Орук – генеральный подрядчик, писатель-фрилансер и бывший механик гоночных автомобилей, который профессионально пишет с 2000 года. Он был опубликован в журнале «Семейный разнорабочий» и имеет опыт работы консультантом по разработке и доставке -пользовательское обучение.Орук имеет степень бакалавра политических наук и экономику в Университете Делавэра.
Наконечники припоя для медных труб
Как припаять медную трубу. Вы делаете это, когда расплавляете твердый припой и позволяете ему течь в крошечный зазор между трубкой и фитингом. Красные стрелки указывают на припой серебристого цвета. Авторские права 2018 Тим Картер
Красные стрелки указывают на припой серебристого цвета. Авторские права 2018 Тим Картер
«Самая большая ошибка новичка в пайке меди состоит в том, что они позволяют теплу горелки расплавить припой.НЕ делайте этого ».
Контрольный список для пайки медных труб
- Медные трубки и фитинги должны быть чистыми
- Размешайте флюсовую пасту
- Используйте бессвинцовый припой
- Медь должна быть нагрета, чтобы она расплавила припой, а НЕ пламя горелки
- Посмотрите следующее видео:
Как паять медную трубу – САМЫЙ ВАЖНЫЙ СОВЕТ ИЗ ВСЕХ
Самая большая ошибка новичков при пайке меди состоит в том, что они позволяют теплу горелки расплавить припой.Не делай этого. Вы должны нагреть медную трубку и фитинг в течение десяти или пятнадцати секунд, прежде чем коснуться припоя к горячей меди.
Горячая медь расплавит припой , а не горелку.
Для пайки медной трубы необходимо нагреть медную трубу и припаиваемый фитинг до достаточной температуры. Когда медь достаточно горячая, она втягивает припой в соединение за счет капиллярного притяжения. Вы не поверите, но припой действительно будет течь в гору.
Когда медь достаточно горячая, она втягивает припой в соединение за счет капиллярного притяжения. Вы не поверите, но припой действительно будет течь в гору.
Какой фонарик лучше всего использовать?
Простая пропановая горелка с навинчивающимися баллонами подойдет для пайки труб диаметром до 3/4 дюйма.
Это отличный комплект фонарика. Это газ MAP, который горит сильнее, чем пропан. К фонарю подойдет обычный баллон с пропаном. НАЖМИТЕ ЗДЕСЬ или фото, чтобы доставить его к вам домой в считанные дни. ПОСМОТРЕТЬ видео ниже.
Сантехники обычно используют ацетиленовые горелки по двум причинам. Ацетилен горит сильнее, чем пропан, что позволяет сократить время пайки.Ацетилен доступен в больших резервуарах, которые крепятся к удобным шлангам и легким горелкам. Если вам нужен ацетилен, вам просто нужно пойти в большой магазин сантехники или в место, где обслуживают сварщиков.
Какие типы припоя я могу купить?
Припой, который доступен в версиях с выводами и без свинца, прикрепляется к трубе на молекулярном уровне.
Это припой с содержанием свинца 50 процентов. Посмотрите на цифры на конце катушки. НЕ используйте этот припой для водопроводных труб для питьевой воды.НАЖМИТЕ ЭТО ФОТО, чтобы купить припой для использования в свинцовом стекле, паяльных проводах и других проектах.
Это бессвинцовый припой. Используйте ДАННУЮ ПАЙКУ для медной трубы, по которой проходит питьевая вода. НАЖМИТЕ ФОТО СЕЙЧАС, чтобы доставить его к вам домой в считанные дни.
Как работает припой?
Припой прикрепляется к медной трубе при нагревании. Это очень похоже на то, как свариваются два куска стали.
Поверхность паяного соединения фактически становится сплавом, в котором смешиваются медь и припой.
Почему нужно очищать медь?
Медная труба должна быть чистой, чтобы атомы меди могли легко связываться с атомами расплавленного припоя. Припой НЕ БУДЕТ СВЯЗАТЬСЯ, если медь окислена или загрязнена.
Для этого медь должна быть очень чистой и без окисления. Очистить медную трубу можно разными способами. Вы можете использовать грубую стальную вату, наждачную бумагу и / или проволочную щетку. Специальные круглые проволочные щетки бывают разных размеров для очистки внутренней части медных фитингов и клапанов.Просто поверните щетки или трубку, чтобы очистить их. Даже если вы приобретете новую медную трубу, ее тоже следует очистить. Вам нужно только осветлить область, на которую будет наноситься припой.
Очистить медную трубу можно разными способами. Вы можете использовать грубую стальную вату, наждачную бумагу и / или проволочную щетку. Специальные круглые проволочные щетки бывают разных размеров для очистки внутренней части медных фитингов и клапанов.Просто поверните щетки или трубку, чтобы очистить их. Даже если вы приобретете новую медную трубу, ее тоже следует очистить. Вам нужно только осветлить область, на которую будет наноситься припой.
Почему мне нужно использовать Flux?
Flux – это химическое вещество, которое помогает при пайке. Флюс предотвращает окисление меди при нагревании меди горелкой.
На самом деле он заканчивает работу по уборке, которую вы начали с наждачной бумагой и щетками. Кроме того, он предотвращает окисление трубы при нагревании.Можно паять без флюса, но это действительно сложно! Флюс наносится как на трубу, так и на фитинг с помощью удобной миниатюрной кисточки. Чтобы быть эффективным, вам не нужны огромные суммы. Кроме того, как только вы начинаете нагревать трубу, 90 процентов ее выкипает и испаряется.
Какие бывают типы припоя?
Припой обычно бывает трех типов: 50% свинца / 50% олова; 95 процентов олова-сурьмы / 5 процентов свинца; и бессвинцовый припой.
Любая водопроводная труба должна быть припаяна припоем, содержащим не более 5 процентов свинца.По возможности используйте бессвинцовый припой. Припой на 50 процентов свинца используется для медных дренажных линий. Он плавится при более низкой температуре и способен перекрывать большие зазоры при охлаждении. Это удобно при работе с медными трубами и фитингами большого диаметра (до 4 дюймов!). Вы ДОЛЖНЫ обращать внимание при покупке припоя. Роллы весом в 1 фунт выглядят очень похоже. Внимательно посмотрите на этикетку, так как вы можете купить не ту.
Как зажечь факел?
Сантехнические фонари можно зажигать спичками, зажигалками или, желательно, кремневым бойком.Некоторые горелки имеют встроенные воспламенители. Посмотрите это видео:
НАЖМИТЕ ЗДЕСЬ, чтобы приобрести фонарик, который я использую на видео выше.
Спички и зажигалки могут быть опасными, так как вы можете их не тушить. Кремневый ударник производит искры, которые воспламеняют пламя. Кроме того, одного кремня в отбойнике может хватить домовладельцу на 10 и более лет! Температура пламени важна. Вам нужно установить пламя на средний или высокий уровень, чтобы выделить достаточно тепла для расплавления припоя. Если ваше пламя отрегулировано правильно, оно будет гореть синим цветом разных оттенков.Вы заметите в центре пламени более темную синюю секцию, которая подходит к точке. Это самая горячая часть пламени. Вы применяете эту часть пламени к медной трубе.
Как нагреть медную трубу?
Не бойтесь нагревать обе стороны трубы. Поверните горелку вокруг стыка для равномерного распределения тепла. Когда я использую ацетиленовую горелку и паяю трубу диаметром 1/2 дюйма, я обычно могу нагреть трубу до нужной температуры за 10 секунд или меньше. Пропановая горелка может занять от 15 до 20 секунд.
Как предотвратить возгорание при использовании фонарика?
Вы предотвратите возгорание, используя тонкий лист металла в качестве теплозащитного экрана. Поместите экран между медной трубкой и чем-либо легковоспламеняющимся.
Поместите экран между медной трубкой и чем-либо легковоспламеняющимся.
Всегда смотрите за пределы трубы. Чрезвычайно высокие температуры выходят за пределы видимых частей пламени.
Можно легко опалить пиломатериалы или провода. Если вы выполняете пайку возле старых пиломатериалов или в местах балок возле вертикальных стен, вы легко можете поджечь свой дом.Будьте осторожны и используйте пламегасители. Это огнестойкие ткани или простые куски листового металла, которые поглощают и / или отклоняют тепло.
Всегда имейте под рукой 5-галлонное ведро воды на случай, если вы начнете пожар. Если у вас в доме еще есть вода, и рядом с вами может быть заряженный садовый шланг, это лучший вариант.
Нажмите здесь , чтобы посмотреть видео о пайке медных труб и фитингов.
Как нанести припой?
По мере нагрева трубы и фитинга вы увидите, что флюс закипает и испаряется.Как только флюс перестанет кипеть, труба станет достаточно горячей для пайки. Отодвиньте резак и коснитесь припоем трубы.
Отодвиньте резак и коснитесь припоем трубы.
Расплавление припоя может занять от 2 до 3 секунд. Если труба расположена горизонтально, нанесите припой на верхнюю часть трубы. Припой мгновенно покатится.
Если вы все выполнили правильно, капля припоя окажется внизу стыка. Расплавленный припой можно стряхнуть старой тряпкой.
Обдув стык позволит ему остыть.Будет жарко, но быстро протрите стык старой тряпкой, чтобы удалить остатки флюса. Это также полирует припой. Внимательно проверьте соединение, чтобы увидеть, нет ли вокруг всего соединения серебряной полосы. В таком случае ваше первое паяное соединение может быть идеальным. Как я бы сказал по работе “Еще одна качественная установка!”
Колонка В353
Сводка
Название статьи
Как припаять медную трубу – это действительно просто – отличное видео здесь
Описание
Вам нужно знать, как припаять медную трубу.Я мастер-сантехник и могу показать вам, как это сделать за три минуты или меньше.
Автор
Тим Картер
Имя издателя
AsktheBuilder.com
Логотип издателя
Простые способы плавления меди
Если вы хотите плавить медь в домашних условиях, вам будет приятно узнать, что для этого вам не нужна промышленная индукционная печь. Если вы плавите небольшое количество меди, вы можете сделать это с помощью паяльной лампы или на плите.Вы можете использовать его для домашних поделок или переплавить в слитки для хранения. Медь быстро проводит тепло и электричество, поэтому следует проявлять особую осторожность, если вы пытаетесь плавить медь в домашних условиях.
Свойства меди
Медь – мягкий, податливый металл с характерным ярко-красноватым цветом. Он обладает высокой теплопроводностью и электропроводностью (только серебро имеет более высокую электропроводность, чем медь), что означает, что его легко плавить. Медь имеет относительно высокую температуру плавления – 1083 градуса по Цельсию (1982 F), но если у вас есть подходящее оборудование, вы можете расплавить ее дома.
Плавление меди с помощью паяльной лампы
Подготовка медных проводов
Поместите проволоку в тигель
Зажгите паяльную лампу
Расплав и плесень
Используйте кусачки для удаления любого внешнего изоляционного покрытия, так как оно токсично при горении. Обрежьте медные провода по размеру, чтобы убедиться, что они помещаются в тигель, который представляет собой чашеобразный контейнер, сделанный из материала, способного выдерживать очень высокие температуры, например керамики.
Поместите медную проволоку на дно тигля и поместите тигель на цементную плиту.Наденьте все необходимое защитное снаряжение.
Зажгите паяльную лампу. Для этой цели паяльная лампа промышленного класса, такая как оксиацетиленовая, лучше, чем пропановая горелка, поскольку медь имеет высокую температуру плавления. Удерживая тигель клещами, направьте пламя паяльной лампы на медные провода.
Удерживая тигель клещами, направьте пламя паяльной лампы на медные провода.
Сохраняйте полную силу пламени на медных проводах, пока они полностью не расплавятся.Если вы хотите использовать медь в расплавленном состоянии, используйте щипцы, чтобы осторожно наклонить тигель и направить расплавленную медь в форму.
Плавление меди на плите
Выберите правую кастрюлю
Добавьте медь в кастрюлю
Растопите медь
Поставьте железную сковороду на плиту. Если вы используете сковороду из металла с более низкой температурой плавления, чем медь, она может расплавиться раньше, чем медь. У разных плит разные настройки температуры, поэтому не все плиты могут достичь высокой температуры, необходимой для плавления меди.
Поместите медные обрезки в кастрюлю и накройте ее крышкой, чтобы поддерживать температуру.
Включите плиту и установите максимально возможную температуру. Время от времени поднимайте крышку кастрюли, чтобы проверить, как идет процесс, и не расплавилась ли медь.
Пайка медных труб – Домостроение
Работа с зажженной горелкой и расплавленным припоем кого угодно может немного нервировать, и так должно быть.Последствия ошибки при пайке могут варьироваться от протечки трубы до домашнего пожара. Однако, как и в случае с большинством ремесленных навыков, ключом к успеху являются практика и планирование. Даже для небольших проектов составьте план, минимизирующий количество фурнитуры; не просто слепите трубы вместе волей-неволей. Предварительно соберите и припаяйте как можно больше секций на верстаке. И убедитесь, что каждый фитинг, который нужно припаять, будет легко доступен.
Во избежание ожогов всегда надевайте защитные очки и никогда не паяйте прямо над головой.Чтобы предотвратить возгорание, используйте надлежащий тепловой экран (а не просто кусок листового металла) всякий раз, когда вам нужно паять вблизи горючих материалов, и всегда держите поблизости работающий огнетушитель.
Инструменты, необходимые для этой работы, доступны в любом хозяйственном магазине:
• Нож для резки труб с прикрепленным расширителем для труб.
• Щетка для фитингов с проволочной щетиной (размер для фитингов 1/2 дюйма или 3/4 дюйма).
• Наждачная грохота для сантехников.
• Маленькая баллончик с флюсом и одноразовая щетка для кислоты.
• Резак (врезка, стр.126).
• Рулон бессвинцового припоя.
Резка и очистка имеют решающее значение
Шаг 1: Для получения наиболее прочного соединения, размер трубы должен доходить до задней части (плеча) фитинга.
Шаг 2: Отрежьте его плотно и под прямым углом. Используйте резак для труб, а не ножовку, чтобы сделать идеально квадратный надрез.
Шаг 3: Разверните конец трубы, чтобы удалить заусенцы, оставленные труборезом.
Шаг 4: Очистите трубу и фитинг. Чтобы удалить окисление (потускнение), которое может препятствовать соединению припоя и меди, отполируйте внешнюю часть трубы с помощью наждачной решетки (фото слева) и протрите внутреннюю часть фитинга щеткой (фото справа). Очистите обе поверхности, пока они не засияют, как новенький пенни.
Шаг 5: Нанесите флюс для глубокой очистки металла. Нанесите обильное покрытие флюса на обе поверхности (флюс удаляет мельчайшие следы потускнения и протравливает медь, способствуя адгезии с припоем).Чтобы предотвратить загрязнение флюса, плотно закрывайте крышку, когда она не используется, и храните щетку в пластиковом пакете.
Мощный и безопасный резак
Сегодняшний бессвинцовый припой требует более высокой температуры, чем может обеспечить пропановая горелка. Профессиональные сантехники полагаются на мощные установки для ацетилена, которые стоят сотни долларов и обладают высокой взрывоопасностью. Для нерегулярных пользователей лучшая альтернатива – газ MAPP. MAPP (комбинация ацетилена и пропана) горит достаточно горячим, чтобы припаять 3/4 дюйма.трубы, и он широко доступен в одноразовых баллонах, подобных тем, которые используются для пропана.
Для безопасности и удобства прикрепите баллон MAPP к высококачественной самовоспламеняющейся горелке, такой как SureFire T655 (www.bernzomatic.com). При нажатии кнопки пламя зажигается, и оно так же легко гаснет. Вам не нужно менять руки, чтобы достать искровую зажигалку или возиться с газом, вы можете работать быстрее и, что самое главное, безопаснее. Вся установка стоит менее 70 долларов.
Нагрейте медь как можно быстрее
Шаг 6: Синее пламя к арматуре.Направьте пламя на середину штуцера (припой притягивается к нагреву). Чтобы обеспечить равномерный нагрев, продолжайте движение пламени по небольшой дуге вокруг фитинга. Самая горячая часть пламени (внутренний синий конус) всегда должна касаться меди.
Шаг 7: Цвет и поток говорят вам, что пора. Продолжайте нагревать до тех пор, пока флюс не начнет плавиться и медь не приобретет блестящий, переливающийся вид. Затем прикоснитесь концом припоя к стыку; если он достаточно горячий, припой будет заливаться и окружать фитинг, прежде чем он начнет переливаться.При работе с 3/4 дюйма. или труб меньшего размера, нет необходимости протаскивать припой по всему стыку, чтобы заполнить его надлежащим образом.
Шаг 8: Работайте от низшего к высшему. Сначала припаяйте нижнюю часть фитинга, потому что верхняя сторона дольше будет оставаться горячей. Обязательно снимите достаточно припоя заранее, чтобы можно было легко переходить от одного соединения к другому. Если фитинг все же остывает, обмахните кончиком пламени медь, чтобы повысить температуру без перегрева.
Step 9: Не только для галочки. Даже если труба должна быть закопана под гипсокартон, всегда протирайте припой тряпкой до того, как он успеет остыть. Яркое равномерное паяное соединение между фитингом и трубой – доказательство того, что работа сделана хорошо.
Автор фотографии: Том О’Брайен
Подпишитесь на участие в голосовании сегодня и получите последние инструкции от Fine Homebuilding, а также специальные предложения.