Пайка труб раструбными ПНД фитингами
Процесс монтажа полиэтиленовых раструбных фитингов довольно прост и принципиально не отличается от монтажа труб и фитингов из полипропилена. Весь процесс можно разделить на 3 основных этапа:
- Подготовка оборудования и инструментов.
- Подготовка трубы ПНД.
- Сварка.
Разберем эти этапы подробнее.
1. Подготовка аппарата для раструбной сварки и инструментов
Для начала необходимо приготовить комплект инструментов, которые нам понадобятся для работы. Это прежде всего:
- Резак для труб;
- Обезжиривающие салфетки;
- Маркер.
Далее:
- достаем сварочный аппарат из упаковки;
- устанавливаем на него насадки подходящего диаметра;
- включаем в сеть;
- устанавливаем температуру сварки.
Для монтажа полиэтиленовых труб рекомендуется температурный режим от 220°C до 250°C.
2. Подготовка трубы
Пока нагревается сварочный аппарат, займемся подготовкой трубы.
При помощи резака отрежьте необходимое количество трубы. Затем, ориентируясь по сварочной таблице, сделайте отметку на трубе маркером, чтобы определить участок, который необходимо подготавливать. Если сварочной таблицы под рукой нет, замер можно сделать при помощи линейки, вставив ее в фитинг, до внутреннего упора, а затем отмерить то же расстояние на трубе.
Размеченный участок необходимо зачистить, воспользовавшись фаскоснимателем. После этого обработайте отмеченный участок обезжиривающими салфетками.
Сварка
Когда сварочный аппарат нагреется, одновременно вставьте раструб свариваемого фитинга и гладкий конец трубы в соответствующие оправки нагретой насадки. Трубу и фитинг необходимо нагревать в соответствии с сварочной таблицей (от 4 до 30 секунд, в зависимости от толщины стенки) и ни в коем случае не двигать во время этого процесса.
Когда время нагрева истечет, максимально быстро и аккуратно снимите трубу и фитинг с насадок и вставьте трубу в фитинг. Дайте остыть согласно времени из сварочной таблицы (от 1 до 5 минут, в зависимости от толщины стенки трубы).
Когда время остывания истечет, можно приступать к следующему стыку.
Надежность сварки полиэтиленовых труб раструбными ПНД фитингами
Чтобы оценить качество выполненной сварки обратите внимание на:
- отклонение величины углов между осевыми линиями трубы и соединительной детали в месте стыка не должно превышать 10°;
- наружная поверхность раструбов фасонных деталей, сваренных с трубами, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей;
- у кромки раструба фасонной детали, сваренной с трубой, должен быть виден сплошной (по всему периметру) валик оплавленного материала, слегка выступающий за торцевую поверхность раструба и наружной поверхностью трубы;
- наружный валик сварного шва должен быть симметричным и равномерно распределенным по ширине и всему периметру трубы, высота валика должна быть не более 2,5 мм для труб с толщиной стенки до 10 мм, а смещение кромок сварного соединения не должно превышать 10% номинальной толщины стенки свариваемой трубы.


СВЕЖИЙ ОТЗЫВ О КОМПАНИИ ИНЖПЛАСТ
Прочитать другие отзывы или оставить свой
Услуги по стыковой сварке ПНД труб 75-315мм сварка пнд встык
Оказываем услуги по стыковой сварке полиэтиленовых ПНД труб для Водопровода, Газопровода, напорной и безнапорной канализации, сварке сегментных и литых фитингов, труб кабельной канализации, в том числе, негорющих полиэтиленовых труб ProtectorFlex Протекторфлекс (ООО “Энерготэк”) и Электропайп (Группа “Полипластик”)+ ТЗК. Работаем как в Санкт-Петербурге так и по всей России.
С 2013 года специалисты компании Самотлор СтройСервис накопили огромный положительный опыт в области стротельства наружных инженерных сетей.

К вашим услугам полный спектр работ по сварке ПНД труб стыковыми сварочными аппаратами. Мы готовы выполнить работы по стыковой сварке пнд труб диаметрами 75-90-110-125-140-160-180-200-225-250-280-315мм на собственном оборудовании, а также на оборудовании арендованном у партнеров до 630 мм в диаметре. Принцип работы САмотлор СтройСервис – это максимальный комфорт заказчика, мы подберем оптимальные варианты производителей ПНД труб, Изготовим сварные фитинги согласно проекту возводимого трубопровода, доставим, разгрузим и смонтируем комплекс инженерных сетей или отдельно взятый участок, выполним работы по ГНБ протяжке труб ПНД, осуществим ремонт трубопровода собственными силами предоставив весь пакет закрывающих документов включая КС и копии допусков и аттестатов монтажников.
Прайс-лист на услуги стыковой сварки ПНД труб в СПб и Ленинградской Области
| Сварка полиэтиленовых трубопроводов | |||||||||
| Все цены указаны с НДС 20% | |||||||||
| Стыковая сварка трубопроводов под воду, канализацию, футляры, кабель и т.д (кроме газовых трубопроводов) | |||||||||
| Ø, мм | SDR | Цена за стык | Минимальный заказ* | Количество выполняемых стыков в день | Необходимая эл. мощность и Стоимость аренды электорогенератора | ||||
| Без снятия Грата | Со снятием Грата для ЦТД (контрольный стык) | СПБ КАД | СПБ КАД+30км | Свыше 30км от Кад | |||||
| 75-90 | 26-11 (PN6-16) | 800р. | 960р. | 18 000р. | 12 000р. | 16 000р. | по договоренности | до 25 | Мощность 7 кВт 220V
4000 р./смена |
| 110 | 26-11 (PN6-16) | 800р. | 960р. | ||||||
| 125 | 26-11 (PN6-16) | 800р. | 960р. | ||||||
| 140 | 26-11 (PN6-16) | 800р. | 960р. | ||||||
| 160 | 26-11 (PN6-16) | 900р. | 1 100р. | ||||||
| 180 | 26-11 (PN6-16) | 1 200р. | 10-15 | ||||||
| 200 | 26-11 (PN6-16) | 1 100р. | 1 300р. | ||||||
| 225 | 26-11 (PN6-16) | 1 300р. | 1 500р. | ||||||
| 250 | 26-11 (PN6-16) | 1 600р. | 1 900р. | ||||||
| 280 | 26-11 (PN6-16) | 2 100р. | 2 500р. | ||||||
| 315 | 26-11 (PN6-16) | 2 500р. | 2 760р. | ||||||
| 355 | 26-11 (PN6-16) | 2 900р. | 3 500р. | 23 000р. | 18 000р. | 23 000р. | по договоренности | 5-10 | Мощность 12 кВт 380V 5000р/смена |
| 400 | 26-11 (PN6-16) | 3 300р. | 3 900р. | ||||||
| 450 | 26-11 (PN6-16) | 3 900р. | 4 600р. | ||||||
| 500 | 26-11 (PN6-16) | 5 000р. | 6 000р. | ||||||
| 560 | 26-11 (PN6-16) | 5 400р. | 6 400р. | ||||||
| 630 | 26-11 (PN6-16) | 6 000р. | 7 200р. | ||||||
| 710 | 26-11 (PN6-16) | 8 000р. | 9 000р. | 30 000р. | 27 000р. | 35 000р. | по договоренности | 4-8 | Мощность 44 кВт 10000р. |
| 800 | 26-11 (PN6-16) | 9 000р. | 10 000р. | ||||||
| 900 | 26-11 (PN6-16) | 10 000р. | 12 000р. | 42 000р. | 36 000р. | 45 000р. | по договоренности | ||
| 1000 | 26-11 (PN6-16) | 12 000р. | 14 000р. | ||||||
| 1200 | 26-17 (PN6-10) | 15 000р. | 18 000р. | 60 000р. | 60 000р. | 65 000р. | по договоренности | 2-4 | |
| 1400 | 26-17 (PN6-10) | 20 000р. | 24 000р. | ||||||
 /смена
/сменаГидравлическая машина для стыковой сварки HAYES серии TURBO – Hayes Welding Solutions Категория: Гидравлические машины для стыковой сварки
- Описание
- Дополнительная информация
- Отзывы (0)
Описание
ГИДРАВЛИЧЕСКИЕ МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИДля монтажа термопластичных труб
Hayes специализируется на поставке машин для стыковой сварки мирового класса, которые сваривают термопластичные трубы, такие как полиэтилен HDPE и полипропилен PPR. Это, в свою очередь, дает потребителям высококачественные, исключительно долговечные и коммерческие машины для стыковой сварки, которые обеспечивают превосходный сварной шов и простоту использования, что позволяет максимизировать процедуры сварки термопластичных труб при одновременном снижении затрат.
Это, в свою очередь, дает потребителям высококачественные, исключительно долговечные и коммерческие машины для стыковой сварки, которые обеспечивают превосходный сварной шов и простоту использования, что позволяет максимизировать процедуры сварки термопластичных труб при одновременном снижении затрат.
Мы предлагаем различные варианты труб для каждого размера свариваемых труб.
У нас есть специализированная команда, обладающая знаниями как в области сварки труб, так и в области обслуживания, чтобы предложить полную поддержку.
Мы проверяем все наши продукты перед отправкой, чтобы обеспечить контроль качества. Мы поддерживаем нашу линейку продуктов в соответствии с нашей гарантийной политикой производителя.
СТАНДАРТ ASTM ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ВЫСОКОГО ДАВЛЕНИЯ
Наше сварочное оборудование серии TURBO-HP разработано и изготовлено в соответствии с американским международным стандартом ASTM F2620 для сварки труб высокого давления.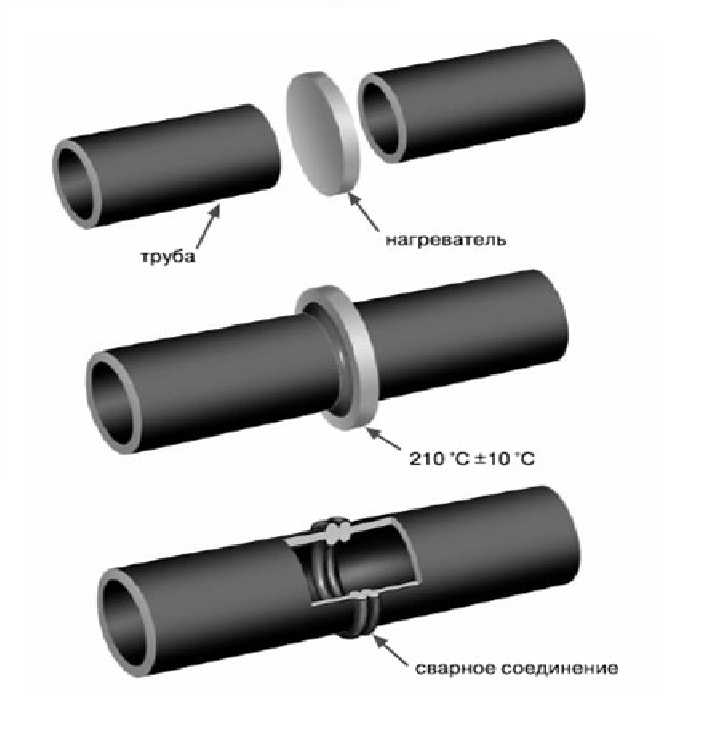
- ГИДРАВЛИЧЕСКАЯ МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ТЕХНИЧЕСКОЕ ОПИСАНИЕ ВЫСОКОЕ ДАВЛЕНИЕ (Скачать здесь)
- ГИДРАВЛИЧЕСКАЯ МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ (Скачать здесь)
- 24″-36″ ТЕХНИЧЕСКОЕ ОПИСАНИЕ (скачать здесь) ВЫСОКОЕ ДАВЛЕНИЕ Площадь поршня 24,3 дюйма² – 2320,6 фунтов на квадратный дюйм Макс. Давление
СТАНДАРТ DVS/ISO ОБОРУДОВАНИЕ ДЛЯ СВАРКИ НИЗКОГО ДАВЛЕНИЯ
Наше сварочное оборудование серии TURBO-LP разработано и изготовлено в соответствии с европейским международным стандартом DVS/ISO 2207 для сварки труб низкого давления.
- ГИДРАВЛИЧЕСКАЯ МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ТЕХНИЧЕСКОЕ ОПИСАНИЕ НИЗКОЕ ДАВЛЕНИЕ (Скачать здесь)
- ГИДРАВЛИЧЕСКАЯ МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ (Скачать здесь)
- 24″-36″ ТЕХНИЧЕСКОЕ ОПИСАНИЕ (скачать здесь) НИЗКОЕ ДАВЛЕНИЕ Площадь поршня 6,82 дюйма² – 2320,6 фунтов на квадратный дюйм Макс. Давление
 Давление
Давление
Отказ от ответственности на веб-сайте
Улучшение
Компания Hayes Industrial Solutions, Inc. оставляет за собой право вносить любые изменения или улучшения в свою продукцию без какой-либо ответственности или обязательств по обновлению или изменению ранее проданных машин и/или аксессуары.
Право собственности
Все права собственности, относящиеся к дизайну, цветам и торговой марке, принадлежат исключительно Hayes Industrial Solutions, Inc.
Отказ от ответственности
Hayes Industrial Solutions, Inc. не несет ответственности для сварных швов. Эксплуатация и техническое обслуживание изделия является обязанностью операторов. Мы рекомендуем следовать квалифицированным процедурам соединения при использовании оборудования для сварки Hayes. Hayes не дает никаких дополнительных гарантий, явных или подразумеваемых; Hayes Industrial Solutions, Inc. настоящим отказывается от всех подразумеваемых гарантий товарного состояния и пригодности для конкретной цели, выходящих за рамки вышеуказанных обязательств.0007
настоящим отказывается от всех подразумеваемых гарантий товарного состояния и пригодности для конкретной цели, выходящих за рамки вышеуказанных обязательств.0007
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Вам также может понравиться…
Труборез с трещоткой HDPE PPR PVC – 2″ IPS
29,90 $ В корзинуЦифровой поверхностный пирометр Термометр Температура Термопара
64,50 $ В корзину
Категории товаровВыберите категориюГидравлические машины для стыковой сваркиПродукты, снятые с производстваРучные машины для стыковой сваркиКомплект утюга для стыковой сваркиSocket FusionАксессуарыМашины для электромуфтовой сваркиЗапасные части для стыковой сварки
Вы просматриваете: Гидравлическая машина для стыковой сварки HAYES TURBO Series 1,00 – 9 230,00 долларов США
Выберите опции
Сварка и соединение труб из полиэтилена высокой плотности
Сварка труб из полиэтилена высокой плотности представляет собой процесс сплавления одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом. Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе: сварка встык, сварка внахлест, сварка внахлестку, электромуфта и соединения без сварки (муфты).
Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе: сварка встык, сварка внахлест, сварка внахлестку, электромуфта и соединения без сварки (муфты).
Основы сварки HDPE
При соединении любых труб из ПЭВП друг с другом или с фитингами важно помнить:
- Надлежащее обучение работе с инструментами и оборудованием, используемым для сварки труб из ПЭВП.
- Пластины нагревателя должны быть чистыми и находиться в рабочем состоянии. Они должны быть нагреты до надлежащей температуры в зависимости от типа сварки.
- Сварка встык/сварка плавлением – 400–450 °F
- Socket Fusion: 490–510 °F
- Седло/боковина Fusion: 490°F – 510°F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- Трубы не должны иметь неприемлемых порезов, выемок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное укрытие, чтобы избежать проблем с ветром и ненастной погодой.
- Сделайте S-образную кривую между витками при использовании змеевика и подождите несколько часов, пока втянутые трубы не оправятся от напряжения растяжения.

Стыковая сварка
Стыковая сварка или сварка плавлением использует нагревательную пластину на прямоугольных концах соединяемых труб из полиэтилена высокой плотности. По истечении указанного времени нагревательная пластина снимается; части соединяются и охлаждаются под давлением. Сварку встык можно использовать для соединения двух труб или трубы с фитингом.
Макс. время снятия плиты нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0,20–0,36” | 8 секунд |
| >0,3”– 0,55” | 10 секунд |
| >0,55–1,18” | 15 секунд |
| >1,18”– 2,5” | 20 секунд |
| >2,5–4,5 дюйма | 25 секунд |
Размер шариков расплава
| Толщина стенки трубы | Размер шариков расплава |
|---|---|
| ≤ 0,15 дюйма | 1/32” – 1/16” |
| 0,15–0,30 дюйма | 1/16” |
| 0,30–0,75 дюйма | 1/8” – 3/16” |
| 0,75–1,15 дюйма | 3/16” – 1/4” |
| >1,15–1,60 дюйма | 1/4” – 5/16” |
| 1,60–2,20 дюйма | 5/16” – 7/16” |
| 2,20–3,00 дюйма и больше | 7/16” – 9/16” |
Socket Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины. При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
Время нагрева/охлаждения Socket Fusion — сплавление с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2” CTS | 7-8 сек | 30 сек |
| 3/4” CTS | 5-6 сек | 30 сек |
| 1 дюйм CTS | 9-10 сек | 30 сек |
| ½” IPS | 5-6 сек | 30 сек |
| ¾” IPS | 8-10 сек | 30 сек |
| 1” IPS | 10-12 сек | 30 сек |
| 1-1/4” IPS | 12-14 сек | 45 сек |
| 1-1/2” IPS | 12-14 сек | 45 сек |
| 2” IPS | 16-20 сек | 45 сек |
| 3” IPS | 20-25 сек | 60 сек |
| 4 дюйма, IPS | 25-30 сек | 60 сек |
Socket Fusion Heating/Cooling Times – Fused to HDPE
| Pipe Size | Heating Time | Cooling Time |
|---|---|---|
| 1/2” CTS | 8-10 сек | 30 сек |
| 3/4” CTS | 10-12 сек | 30 сек |
| 1 дюйм CTS | 12-14 сек | 30 сек |
| ½” IPS | 8-10 сек | 30 сек |
| ¾” IPS | 12-14 сек | 30 сек |
| 1” IPS | 14-16 сек | 30 сек |
| 1-1/4” IPS | 18-20 сек | 60 сек |
| 1-1/2” IPS | 18-20 сек | 60 сек |
| 2” IPS | 20-26 сек | 60 сек |
| 3” IPS | 25-30 сек | 75 сек |
| 4 дюйма, IPS | 30-35 сек | 75 сек |
Saddle Fusion
Sidewall или Saddle Fusion аналогичен Socket Fusion, но используется для присоединения перпендикулярного фитинга к поверхности трубы. Затем фитинг трубы выдерживают под давлением.
Затем фитинг трубы выдерживают под давлением.
Время нагрева и охлаждения
| Размер трубы/th> | Макс. время нагрева | Мин. время охлаждения |
|---|---|---|
| 1-1/4” 5IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 5 мин + 30 мин |
| 2” IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 10 мин + 30 мин/тд > |
| 3-дюймовый IPS и выше | Рисунок расплава 1/16 дюйма у основания фитинга. | 10 мин + 30 мин |
Электромуфта
Электромуфта – соединение труб и фитингов с помощью специальных фитингов, в которые встроена резистивная проволока, и эта проволока сплавляет соединение. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и расплавляя внутреннюю часть фитинга и внешнюю стенку трубы.