Технические требования при сварке и монтаже полипропиленовых труб
Работа с ППР предусматривает нормы и правила, четко расписанные СП 40-101-96 для монтажа и укладки трубопроводов. Например, температура сварки полипропиленовых труб 25 мм составляет 280-290°C. Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Технические характеристики
Технические характеристики полипропиленовой трубы дают всю информацию, необходимую монтажнику для сварки и укладки. То есть, специалист ещё при покупке учитывает потребности, необходимые для монтажа отопления, холодного и/или горячего водоснабжения.
Маркировка PPR
На каждой полипропиленовой трубе, которую вы покупаете в магазине, есть маркировка, напечатанная вдоль ППР. Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр. Но опытные сантехники, как правило, обращают внимание только на значение PN и диаметр – все остальное подтягивается по умолчанию.
Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр. Но опытные сантехники, как правило, обращают внимание только на значение PN и диаметр – все остальное подтягивается по умолчанию.
Конечно, в первую очередь, PPR подбирают по диаметру трубы: для ремонта в квартирах, как правило, достаточно Ø 20-25 мм, а вот, в частном доме обычно от 20 до 32 мм, а порой даже до 40 мм (на стояк отопления). Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды.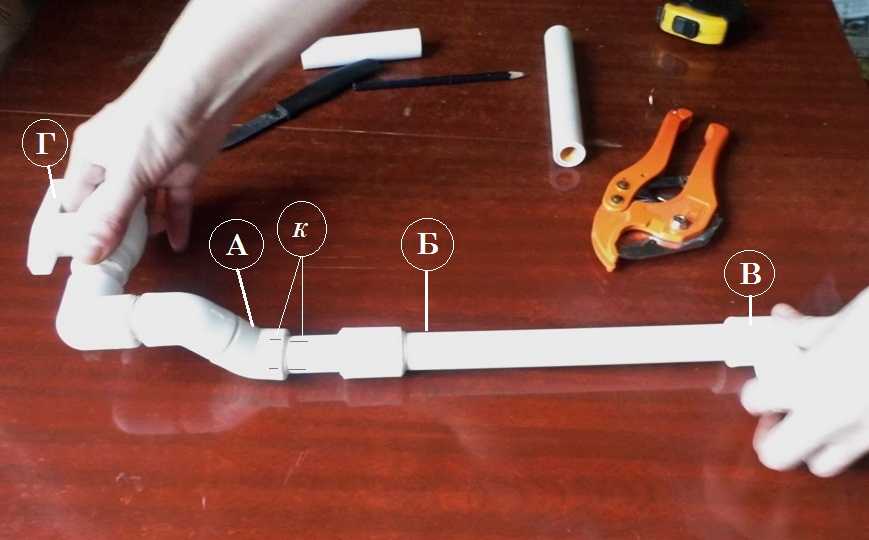
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов. Так, опрессовочное давление в девятиэтажке может достигать 16 атм., а вот гидроудары могут вызвать разовые кратковременные скачки более 20 атм. Если в PN25 присутствует аббревиатура PEX, то вместо алюминиевой фольги для армирования применяется стеклоткань, но на прочность это не влияет.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга. Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.
| D PPR, мм | Глубина сварки, мм | Время, сек | ||
| Разогрев | Удержание встык | Охлаждение | ||
| 20 | 12-14 | 5 | 4 | 3 |
| 25 | 14-16 | 7 | 4 | 3 |
| 32 | 18-20 | 9 | 4 | 4 |
| 40 | 20-22 | 12 | 6 | 4 |
| 50 | 22-23 | 18 | 6 | 5 |
| 63 | 23-25 | 24 | 6 | 6 |
| 75 | 27-29 | 30 | 8 | 8 |
| 90 | 33-35 | 40 | 8 | 10 |
| 110 | 37-39 | 50 | 10 | 10 |
Возьмём для примера самую ходовую трубу, это PPR20 PN20 или армированная полипропиленовая труба с наружным Ø 20 мм и прочностью стенок до 2 МПа или 20,4 атм.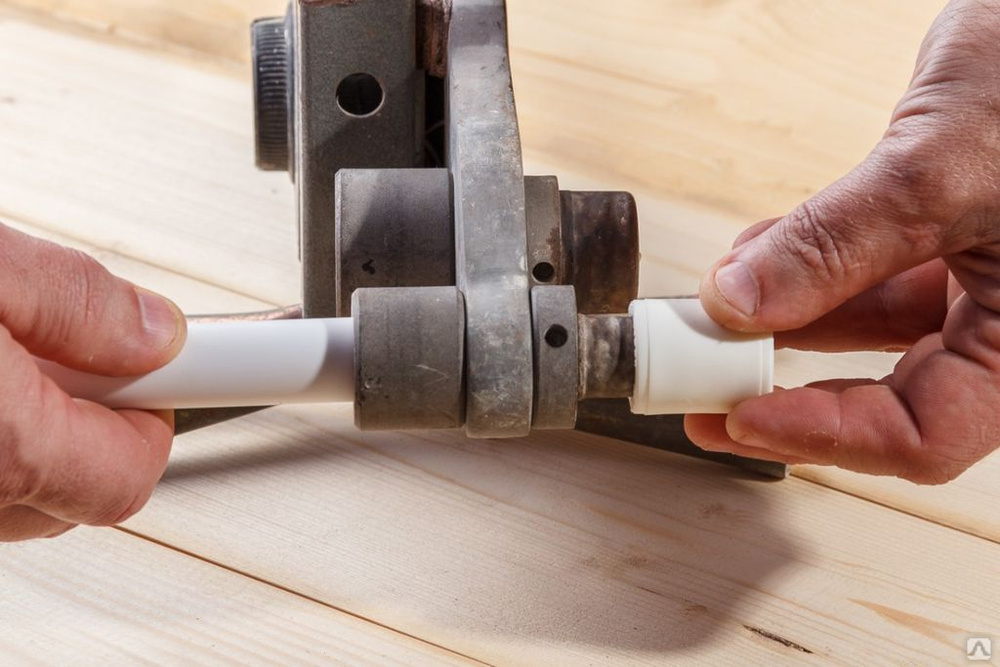
Сварим PPR20 с уголком 90°, как это показано на верхней фотографии. Сначала разогреваете паяльник, установив терморегулятор на 280°C, но когда в помещении прохладно, то на 290°C. Если вы делаете это впервые, то на трубе лучше карандашом поставить метку на 14 мм от края. В одну руку берёте уголок, а в другую трубу и надеваете их на матрицу до нужной глубины (до метки). Удерживаете в этом положении 5 секунд, затем резко снимаете с насадки (паяльник лучше фиксировать, прижав ногой опорную подставку к полу) и стыкуете стороны, придерживая в ровном положении ещё 4-5 секунд. К следующей пайке на этом узле можно приступать не ранее, чем через 3 секунды, чтобы не деформировать стык.
Ещё раз обратите внимание на верхнее изображение (правый нижний угол №4). Если сварка выполнена с учетом перечисленных выше требований, то при разрезе стыка спаянные места будут выглядеть, как монолит.
Фитинги
Теперь поговорим о фитингах, при помощи которых можно делать повороты, обводы, переходы металла на полипропилен и наоборот, а также коллекторных разводках разного типа. Чаще всего используются уголки, тройники и переходные муфты при монтаже обвязки от котла отопления или централизованного водопровода с бойлером. Для подачи холодной/горячей воды на какую-либо запорную арматуру из металла выводятся фитинги с наружной или внутренней резьбой (по необходимости). Под бойлер или любой смеситель лучше всего использовать установочную планку, где расстояние между центрами выходов составляет 150 мм, что соответствует расстоянию у смесителей.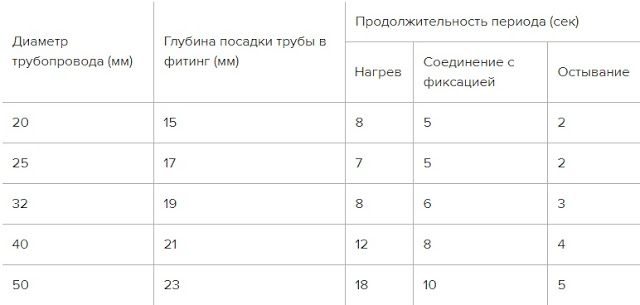
Рекомендация: если установочную планку нужно крепить на неровную стену, то лучше покупать металлическую, так как полипропиленовая погнется и углы на выходе будут со сбоем.
В 90% случаев при монтаже полипропиленовых контуров возникает потребность перехода с металлической трубы на ППР. Чаще всего для таких целей задействуют электросварку, чтобы приварить штуцер для накручивания PPR фитинга. Когда сам не сварщик, а попросить некого, то из этого может вырасти целая проблема, но выход все-таки есть. Это безрезьбовые компрессионные муфты, как на фото вверху, или такие же тройники для врезки. То есть, вместо того, чтобы приварить штуцер, трубу разрезают и фиксируют на ней тройник либо на её краю накручивают муфту с одной гайкой. Для бытового уровня, это просто находка.
Порой возникает необходимость пересечения одной или нескольких труб поперёк их направления. Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Для подключения к газовым, электрическим, твердотопливным и дизельным котлам, а также к электронагревателям (бойлерам) и водомерам в основном используется фитинг под названием «американка». На ней для перехода на металл может быть наружная или внутренняя резьба, обязательно есть накидная гайка и входное отверстие для пайки ППР. Такое устройство очень удобно для жестких узлов, где предусмотрена разборка. Главный плюс детали в том, что для её отсоединения/присоединения не придётся ничего резать или гнуть.
Запорная арматура из полипропилена делится на две категории:
- Краны – перекрываются при помощи рычага, который двигает шаровым устройством.
- Вентили – управляется при помощи барашка, закреплённого на шток с червячным механизмом, который поднимает и опускает запорный клапан.
Такие устройства надёжнее металлических, так как не поддаются коррозии. Единственный недостаток, это невзрачный внешний вид, но, так как это технический узел, то на него мало кто обращает внимание.
Материал, из которого на заводе изготавливают фитинги, имеет разный состав и их можно разделить на три категории:
- Гомопропилен – РРН, РР-1.
- Блоксополимер – РРВ, РР-С, РР-2.
- Ранбом сополимер – РР-3, PPRC, PPCR.
О каждой из трёх перечисленных модификаций можно рассказать подробно, но это уже тема отдельной статьи. Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Фиксаторы для полипропиленовых труб
Теперь немного информации о том, как крепятся полипропиленовые трубы. В большинстве случаев для этой цели применяют полимерные защёлки, как на верхней фотографии. Любой контур, сделанный из этого материала чуть ли не вдвое легче воды, которая по нему циркулирует. Поэтому, для диаметров 20,25 и 32 мм всегда есть в продаже такие приспособления.
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы – просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы – просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Заключение
На сегодняшний день полипропиленовые трубы для сантехники и отопления можно назвать самым востребованным, а также одним из самых качественных материалов. Полимеры сейчас все больше и больше оттесняют различные металлы и достойно занимают огромную нишу на рынке сантехники.
инструкция, каких ошибок лучше не допускать
Приветствую, дорогие читатели! На смену устаревшим стальным трубопроводам приходят высокотехнологичные полимерные аналоги.
Полипропилен долговечен, легок и прост в уходе, что дает возможность осуществлять сборку изделий из данного материала собственными силами достаточно быстро и с минимальными затратами. Ниже описаны основные моменты при работе с полипропиленом.
Основные особенности при сварке труб из полимерного материала
- Полифузия. Полипропилен крайне термопластичен, на этом и основывается принцип его пайки. Под воздействием температур выше +200 С, он моментально становится пластичным и мягким, а затвердевает при комнатной температуре мгновенно за пару секунд. Примечательно, что характеристики материала и торцевых частей не теряют свойств при высокотемпературной обработке. Единое и целостное соединение заготовленных кромок у труб происходит за счет полифузии, т.е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.
- «Холодная сварка». Другим способом соединения изделий из полимера являются специализированные жидкие смеси, которые вызывают похожий процесс вследствие химической реакции полипропилена с органическими растворителями в их составе. Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители.
 Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
 Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
Видимо поэтому, такая технология менее популярна в сравнении с полифузией.Осуществить сборку водопровода из полимерных материалов можно несколькими приемами:
- прямым
- муфтовым
Первым вариантом пользуются для заготовок с диаметром более 40,0 мм из-за утолщенных стенок. При этом следует придерживаться нескольких условий:
· одинаковый размер толщины и поперечного сечения;
· абсолютное совпадение кромок трубы в торцах;
· строгое и четкое расположение всех деталей на одной линии.
Следующим методом соединения труб является муфтовая сварка, применяемая для заготовок с тонкими стенками до 5 мм и диаметром до 63 мм. Данный способ актуален при планировании водопровода и отопления в частном секторе. Чтобы собрать полимерные магистрали необходимо пользоваться дополнительными соединительными тройниками и муфтами с патрубками из того же материала.
Классификация муфт делится на следующие разновидности:
· наконечники с резьбой;
· переходники одинаковых размеров;
· соединители для пайки под различными углами;
· одно и многоканальные разветвители;
· краны и запорная арматура.
Чтобы осуществить пайку полипропиленовых изделий по технологии муфтовой сварки, используют компактное специализированное оборудование. Научиться работать на нем может даже домашний мастер, как на открытых участках, так и в труднодоступных местах. Метод достаточно прост в применении и не требует привлечения профессионалов.
Инструменты, необходимые для пайки
Начинать работу необходимо с раскроя заготовок, подготовки кромок на торцах, термической обработки элементов и формирования аккуратных стыков. При реализации проекта необходимо пользоваться следующим арсеналом:
- слесарным уголком, строительными принадлежностями для разметки (карандаш, маркер) и измерительным прибором;
- роликовым резаком (труборезом) или особыми ножницами;
- ветошью со слоем обезжиривателя;
- аппаратом для сварки (пайки) полимерных изделий;
- парой уплотненных перчаток с анти-скользящим покрытием.
- Инструмент для резки должен быть надежным и удобным в использовании, а именно лезвия хорошо заточены и без дефектов, перпендикулярный срез чистый и ровный без заусенцев. Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
- Рабочие кромки необходимо подготавливать с особой аккуратность, для обеспечения герметичного и надежного соединения между заготовками из полипропилена. Следует тщательно устранить пыль, загрязнения, влагу и обезжирить поверхность, используя при этом готовые общестроительные составы или жидкости на спиртовой основе.
- При использовании в работе труб большого диаметра для реализации крупных программ пользуются механическим или электрогидравлическим сварочным оборудованием, которое состоит из торцевателя и станины с блоком управления, уплотненного держателя, динамометра и дискового нагревателя. Фиксацию, коррекцию положения и смещение в таких приборах производят мобильным центратором с ручным управлением в виде рычага или гидравлического привода.
- Для труб с меньшим диаметром и толщиной используют сварочной аппарат, включающий в себя подставку, блок регулировки, держатель, шестигранный ключ и мечевидный (узкая пластина) или цилиндрический (штырек) нагревательный компонент.
 Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
Проведение пайки у полипропиленовых заготовок
В ходе манипуляций необходимо соблюдать рекомендуемые заводом временные отрезки при разогреве и формировании узловых соединений между заготовками.
Процесс может различаться из-за размера трубопровода и используемого в работе оборудования.
Общие приемы и технологии
Стыковая сварка содержит в себе два основных момента:
· установление и фиксацию заготовок на оборудовании, с обязательной обработкой кромок торцевателем (вращающимся диском), который в последствии заменят плоским нагревательным элементом;
· прижимание заготовок друг к другу, в следствии чего и осуществляется процесс полифузии.
Необходимо внимательно следить за временем во время плавления стенок и сжатия элементов сварки. Стык формируется с помощью наружных труб и внутренних стенок детали. При термическом воздействии на участки используют дополнительные насадки на установку для пайки, разогретые до +260C. Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Работа с трубами, армированными алюминием
Сам по себе полипропилен при высоких температурах имеет свойство расширяться, поэтому чтобы этого не происходило, его армируют, используя стекловолоконный материал или алюминий. Во втором случае проблем при пайке и эксплуатации не возникает. Армирование металлом производят внутри трубы либо с внешней стороны оболочки.
Важно устранить с наружного слоя изделия алюминиевую фольгу для избегания дополнительного нагрева, исключения разности диаметров и образования непрочного соединения.
Читайте так же — ТОП — 11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
При пайке пользуются шейвером – полым дюралюминиевым цилиндром, имеющим внутри корпуса стальные лезвия. Можно не беспокоиться о параметрах толщины и глубины срезов, так как инструмент оснащен удобным ограничителем.
Можно не беспокоиться о параметрах толщины и глубины срезов, так как инструмент оснащен удобным ограничителем.
Внутреннюю поверхность заготовок очищают, чтобы не допустить контакта алюминия с водой во время использования труб и исключить активацию процессов электрохимических реакций, которые разрушают армирующую фольгу и разгерметизируют контактный узел. В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
Работа с полипропиленом при отрицательной температуре
При пониженной температуре сборка претерпевает изменения в плане ключевых временных отрезков при нагревании и стыковке заготовок, в связи с тем, что полимер на морозе очень хрупкий и сложный в раскрое. Следует обратить внимание и на транспортировку.
Работу лучше производить в помещении с отоплением и температурой окружающей среды выше 5C, чтобы не допустить процесса кристаллизации и крошения изделий.

При этом чем ниже температура воздуха, тем дольше производится процесс нагрева полипропилена. Рекомендуется прогреть материал приблизительно до +20C, а после использовать нормированный таймер. Соединять элементы стоит в укоренном темпе из-за быстрого остывания труб и получения полноценного процесса полимеризации.
Таблица времени пайки полипропиленовых труб| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Ошибки, влияющие на качество работ
- Самыми частыми ошибками при работе является пренебрежение установленными требованиями в момент подготовки труб и несоблюдение временных интервалов.
- Пропуск процесса обезжиривания, халатное отношение к состоянию кромки, недостаточная чистота и сухость материала могут привести к нарушению монолитности и разрыву соединений.
Излишний перегрев и чрезмерное сжатие приведет к сужению внутреннего диаметра, что также повлечет расстыковку и засорение канала.
Полипропиленовые трубы и дополнительные фитинги следует приобретать у одного завода -производителя, чтобы избежать разнородности материала и быстрого выхода из строя собранного водопровода. Трубы могут иметь различную норму нагревания, фиксацию и остывание. Ведь у каждого изготовителя своя собственная технология производства и индивидуальная рецептура.

Как паять полипропиленовые трубы
Полипропиленовые трубы имеют массу преимуществ перед другими видами материалов. Они не подвержены коррозии и грибку, обладают высокой износостойкостью и широким диапазоном температур жидкостей. Поэтому изделия из пластика широко используются в бытовом и промышленном строительстве и ремонтных работах.
Они не подвержены коррозии и грибку, обладают высокой износостойкостью и широким диапазоном температур жидкостей. Поэтому изделия из пластика широко используются в бытовом и промышленном строительстве и ремонтных работах.
Трубы полипропиленовые
монтируются с помощью специализированного паяльного устройства. Соединение пластиковой трубы с металлическими элементами водопровода осуществляется специальными соединительными деталями. О том, как правильно паять трубы из пластика, рассказано ниже.
Теплостойкость полипропиленовых труб
Для лучшего понимания правил работы с любым видом материалов необходимо знать общие характеристики и свойства самого материала. Первая характеристика пластиковых труб, на которую следует обратить внимание – термостойкость. Пластмассовые изделия теряют твердые свойства при температуре 140 0 С, этот показатель зависит от типа трубы. Производители указывают на своей продукции максимальный температурный режим, для которого она предназначена. В среднем этот показатель равен 95 0 C для неармированных труб.
В среднем этот показатель равен 95 0 C для неармированных труб.
Для систем отопления и водоснабжения горячего водоснабжения следует обратить особое внимание на тип приобретаемой трубы. Высокую термостойкость демонстрируют армированные трубы, сочетающие в себе качества пластиковых и металлических конструкций. Еще одним показателем, на который обращают внимание при выборе материала, является максимально допустимое давление в трубе. Все эти цифры производитель указывает непосредственно на самой трубе.
Термическое удлинение полипропиленовых труб
Термическое удлинение – показатель изменения линейных размеров при нагреве. Прямой и длинный участок трубы с подогревом покрывается волнами и спасает. Монтаж систем отопления или горячего водоснабжения не должен производиться из перекрытия в перекрытие по одной трубе. В противном случае в стояке будет напряжение, это приведет к деформации трубы и массе неприятностей. Как паять трубы отопления, чтобы не было проблем:
- Используйте трубу с армирующим покрытием для подачи воды, как указано выше. Коэффициент теплового удлинения у данного вида изделий в 5 раз ниже, чем у неармированных, к тому же выше значения допустимого давления.
- Используйте компенсаторы – изгибы сечения трубы в виде буквы “П”. В этом случае упругая пластика при удлинении останется прямой, так как ножки изгиба будут сближаться. Для монтажа системы отопления специалисты рекомендуют использовать оба описанных способа.
 Коэффициент теплового удлинения у данного вида изделий в 5 раз ниже, чем у неармированных, к тому же выше значения допустимого давления.
Коэффициент теплового удлинения у данного вида изделий в 5 раз ниже, чем у неармированных, к тому же выше значения допустимого давления.Полипропиленовые армированные трубы
Трубы армированные– это изделия с жестким каркасом из алюминия или стеклопластика. Армирующий алюминиевый слой располагается снаружи или между пластиковыми слоями. Слои соединяются специальным клеем. Толщина алюминиевого слоя 0,1-0,5 мм. Армирование стеклопластика выполняется немного по другому принципу – слой располагается только по центру, а сама труба представляет собой монолит, слои в котором надежно сварены друг с другом.
Наличие армирующего слоя влияет не только на характеристики трубы, но и на способ ее спайки. В целом процесс монтажа армированной трубы ничем не отличается от укладки неармированных конструкций. Есть только один нюанс – труба с внешним армирующим слоем алюминия перед пайкой протягивается специальным инструментом – Sheer. Укрепленное внутри изделие готовит носитель.
В целом процесс монтажа армированной трубы ничем не отличается от укладки неармированных конструкций. Есть только один нюанс – труба с внешним армирующим слоем алюминия перед пайкой протягивается специальным инструментом – Sheer. Укрепленное внутри изделие готовит носитель.
Армированные трубы более дорогие изделия без покрытия, т.к. выполнить монтаж на них холодного водоснабжения нецелесообразно. С проводом холодной воды прекрасно справляются обычные полипропиленовые трубы.
Виды труб и фитингов
Полипропиленовые трубы делятся на четыре основные категории:
- Изделие тонкостенное PN10 для систем теплого пола и холодного водоснабжения. Показатель давления – 1 МПа, максимальная температура – 45 0 С и 20 0 С.
- PN16 изделие для монтажа систем отопления с низким значением давления и систем холодного водоснабжения. Показатель давления – 2 МПа, верхний температурный показатель – 80 0 C, внутреннее усиление из алюминия.
- Изделие универсальное PN20 для прокладки горячей и холодной воды. Показатель давления – 2 МПа, верхний температурный порог – 80 0 С.
- Изделие для подачи горячей и холодной воды PN25, внутреннее армирование алюминий. Показатель давления – 2,5 МПа. Верхний температурный указатель – 95 0 С.

Для соединений полипропиленовых труб и стальных изделий используются фитинги с хромированными и латунными вставками. Основные виды фурнитуры:
- Пайка для одного и того же продукта, но разных диаметров.
- Уголки 45 и 90 градусов для одного и того же изделия разного диаметра.
- Тройник угловой изделии одного диаметра.
- Крышка.
- Пайка полипропилена.
- Переходы.
- Муфты комбинированные с различными типами резьбы – внутренней, наружной и накидной гайки.
- Сварное седло.
- Уголки 90 комбинированные.
- Тройники комбинированные, наружная и внутренняя резьба, комбинированная гайка.
- квадратов объединены для подключения различных устройств.
- Краны припойные шаровые, с американкой, прямые и угловые.

Необходимые инструменты
Для пайки труб из пластика с использованием специализированного паяльного оборудования. Продается данный станок в любом хозяйственном магазине, цены от 100 евро. Самые простые механизмы имеют мощность нагревательного элемента 800 Вт, этого достаточно для прокладки коммуникаций в квартире или частном доме. Профессиональные регуляторы температуры пайки имеют точность до 1-5оС. На качество пайки мощность не влияет, она только определяет скорость нагрева элемента до нужной температуры.
Стандартный паяльник для труб из полипропилена имеет в комплекте насадки на 20, 25 и 32 мм. Эти размеры подходят для стандартных труб, муфт и соединений. Форсунки входят в состав нагревательного элемента, имеют втулку, оплачивающую внешнюю часть трубы, и дорн для внутренних поверхностей соединяемых материалов. Хорошо, если патрубки имеют тефлоновое покрытие, оно защищает их от воздействия расплавленного пластика, облегчает удаление расплавленной трубы, повышает качество сварки.
Паяльник – основной инструмент, который необходим для прокладки полипропиленовых труб, но кроме него еще потребуются:
- Рулетка – для замеров необходимого размера трубы.
- Карандаш – для разметки труб и стен.
- Ховен по металлу – при условии отсутствия специального ножа для пластиковых труб.
- Острый нож – для снятия фаски с трубы при установке.
- Строительный уровень.
- Ширма для труб, армированных снаружи.
- Держатель для армированных внутри труб.
Особое внимание следует уделить обрезке труб перед монтажом. Оптимальный инструмент для этого – специальные ножницы из качественной стали. С их помощью труба разрезается ровно, под углом 90 градусов. Это экономит время при установке и упрощает процесс. Часто производители вводят такие ножницы в комплектацию паяльника для труб, ведь при покупке паяльника следует смотреть на содержимое коробки.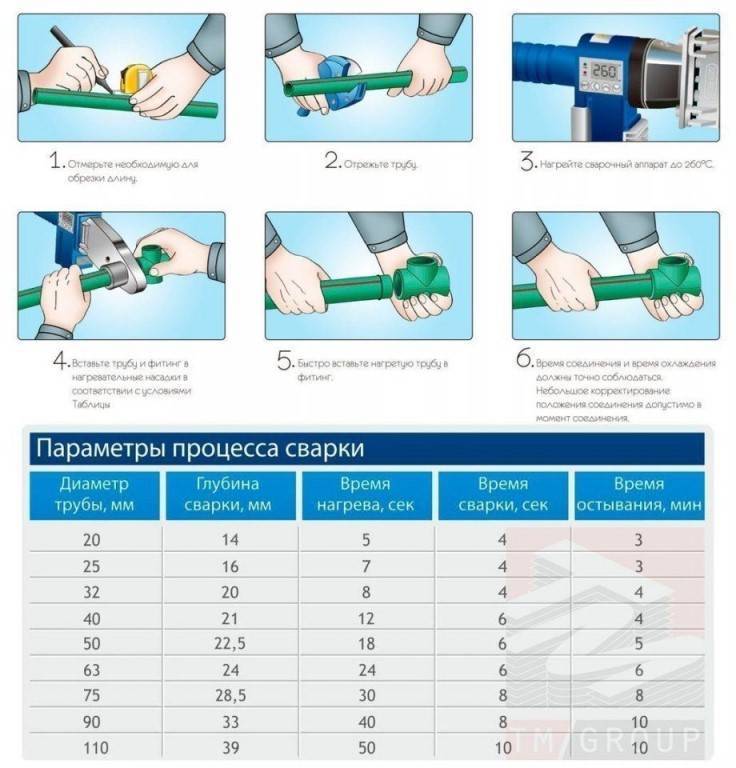
Правила эксплуатации паяльника
- Паяльник устанавливается на ровную поверхность. Специальные ключи прикручивают патрубки нужных диаметров. Насадка, которая будет необходима для пайки на стене, устанавливается с края.
- Отдельные части трубопровода собираются на установленный стационарный паяльник. При сборке цепей удобно выполнять работу на стене с помощником.
- Работы начинаются только после полного прогрева паяльника. Для разогрева до 260 градусов ему нужно около 10-15 минут. Более точно эта цифра указана в инструкции к устройству.
- Паяльник не отключается от сети на протяжении всего процесса установки.
- Одновременно нагреваются две соединенные детали.
- Остатки пластика с насадками удаляются сразу на конце шипа с помощью брезентовой ветки. Чистить охлаждаемые форсунки недопустимо.
Инструкция по пайке полипропиленовых труб
- Паяльное устройство для нагрева включено. Стандартные механизмы имеют два индикатора – термостат и питание устройства. Индикаторы не гаснут в процессе нагрева паяльника, через 10-15 минут гаснет индикатор термостата. Это говорит о том, что паяльник нагрелся и готов к работе.
- Пайка потребляет больше энергии при первом включении, сопло часто нагревается выше необходимой температуры. Поэтому целесообразно дождаться повторного включения и выключения индикатора термостата, а затем приступать к работе.
- Отмеренный отрезок трубы необходимой длины. Длина берется из запаса, учитывается глубина штуцера и штуцеров.
- Мерный кусок трубы отрезается специальными ножницами или ножовкой.
- Выбран подходящий размер фитинга – внутренний диаметр его не нагревается, так как он шире внешнего диаметра трубы.
- Вытирается пыль с раструба штуцера и наружной части трубы, обезжиривается мыльным раствором или спиртом и просушивается.
- Детали устанавливаются на жало паяльника. Труба вставляется в насадную втулку и фитинг одевается на оправку.
 Стандартные механизмы имеют два индикатора – термостат и питание устройства. Индикаторы не гаснут в процессе нагрева паяльника, через 10-15 минут гаснет индикатор термостата. Это говорит о том, что паяльник нагрелся и готов к работе.
Стандартные механизмы имеют два индикатора – термостат и питание устройства. Индикаторы не гаснут в процессе нагрева паяльника, через 10-15 минут гаснет индикатор термостата. Это говорит о том, что паяльник нагрелся и готов к работе.
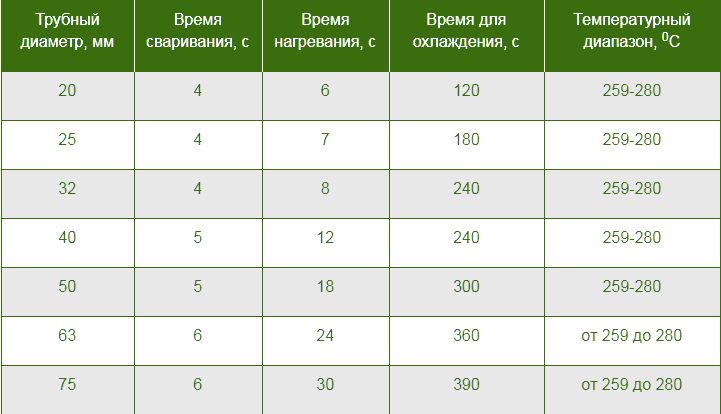
Детали на паяльнике выдерживаются по необходимому диаметру и их ширине во времени. Это значение определяется с помощью таблицы:
Диаметр трубы, мм Ширина ремня Время нагрева, сек Время соединения, секунды Время остывания спаек, мин 20 14-16 6 4 2 25 15-18 7 4 2 32 16-21 8 6 4 40 18-22 12 6 4 50 20-25 18 6 4 63 24-28 24 8 6 Время нагрева, указанное в таблице с учетом комнатной температуры – около 20 0 С. При более низких или высоких показателях время соответственно увеличивается или уменьшается.
 Проведение пайки при температуре 0 0 С запрещено.
Проведение пайки при температуре 0 0 С запрещено.- Детали снимаются с наконечника и соединяются друг с другом в осевом направлении без вращения. Делается это с легким нажимом. Труба вставляется в фитинг на всю глубину. Соединение становится легким после полного затвердевания пластика. Это значение указано в таблице выше.
- Если края раструба образовали сплошной наплыв валика по всей окружности, соединение выполнено правильно.
- Во время инкубационного периода трубку охлаждения нельзя скручивать или изгибать. Если соединение имеет угол или смещение, то его необходимо разрезать и выполнить повторную прогонку. Подробно описывает, как паять видео трубы до конца.
Несколько различных технологических штифтов, армированных труб:
- На наружной стороне трубы имеются фаски, бритва обшита арматурой.
- Если трубка армирована сверху алюминием, то ее можно просто поставить в чистку и сделать пару витков.
- При внутреннем армировании армирующий слой плотно прижимается к рубанку и кривошипу.
- Далее процесс спайки не армированных труб повторяется, который уже был описан выше.

Несколько советов
- Чтобы научиться паять трубы из полипропилена, необходимо понимать, что в этом процессе самое главное действовать быстро и уверенно и соблюдать соотношение деталей. Если пайка труб производится впервые, целесообразно выполнить несколько пробных соединений. Для контроля качества выполненной спайки контрольный образец разрезают вдоль.
- При проведении работ особое внимание уделяется уголкам, тройникам и кранам. Ручки крана должны свободно перемещаться в любое положение и не упираться в трубу. Также необходимо выполнять технику безопасности, так как работы ведутся при высоких температурах с использованием пластичного материала, который при нагреве выделяет опасные пары.
- Удаление фаски с трубы также необходимо снять с внутренней стороны фитинга. В противном случае размякший пластик во время спайки будет облезать, соединение станет менее прочным.
- Труба в штуцер вставлена до упора. Труба приваривается к фитингу по всей длине и его торцу. Этот момент особенно важен для изделий с внутренним армирующим слоем.
- Жало паяльника с тефлоновым покрытием нельзя очищать от остатков пластмассы металлическими предметами. Удалять остатки полипропилена необходимо грубой тряпкой с предварительно нагретой насадкой.
 В противном случае размякший пластик во время спайки будет облезать, соединение станет менее прочным.
В противном случае размякший пластик во время спайки будет облезать, соединение станет менее прочным.
Мужские руки паяют полипропиленовые трубы — Стоковый видеоролик © chudakov #243
8 Мужские руки паяют полипропиленовые трубы — Стоковый видеоролик © chudakov #243
8
Изображения
ВидеоРедакцииМузыка и звуковые эффекты
Инструменты
Предприятие
Цены
Все изображения
ВойтиРегистрация
Уже есть аккаунт2,
создать аккаунт? Войти
Я согласен с Пользовательским соглашением. Получать новости и специальные предложения
Получать новости и специальные предложения
Crane shot. Мужские руки паяют полипропиленовые трубы, вид сверху, крупным планом — Видео от chudakov
- Найти похожие видео
- 243
8
- Authorchudakov
- Посмотреть. Крупный план мужских рук, сваривающих полипропиленовые трубы. Кран выстрелил. На столе лежат измерительные, режущие и сварочные приборы и трубы из пвх. Вид сверху, крупный планВид сверху. Крупный план мужских рук, измеряющих и разрезающих полипропиленовую трубу. Молодой человек рисует вопросительный знак на пластиковом стекле черным маркером на пластиковом стекле за столом. Металлическая линейка, модель дома, блокнот, ремесленная веревка на деревянном столе. Вид сверху мужской рукиКрупный план, макрографикаСнимок крана, мужские руки сваривают полипропиленовый фитинг Вид сверху, крупный планКрупный план, макрографикаИнженер рисует на бумаге карандашом, портной делает выкройку для морских платьев, архитектор делает чертеж, механический чертеж инженер рисует на бумаге карандашом, портной делает выкройку для шитья платьев. Вид сверху, крупный планИнженер рисует на бумаге карандашом, портной делает выкройку для пошива платьяВид сверху на мужчину, выбирающего кожу для нового ремня или кошелька. Рабочий процесс в кожевенной мастерской. HDВид сверху. Крупный план мужских рук, измеряющих и разрезающих полипропиленовую трубу. С помощью угловой линейки. viewКрупный план мужского архитектора, рисующего линию на белом картоне линейкой и желтым карандашом. Процесс изготовления модели. Руки девушки делают лом Валентинку
См. больше
Та же серия:
См. больше
Информация об использовании
Вы можете использовать это бесплатное видео “Мужские руки паяют полипропиленовые трубы” в личных и коммерческих целях согласно Стандартной лицензии. Стандартная лицензия охватывает большинство вариантов использования, включая рекламу и дизайн пользовательского интерфейса на веб-сайтах и в приложениях.
Вы можете купить этот видеоматериал и скачать его в высоком разрешении до 3840×2160.
 Вид сверху, крупный планИнженер рисует на бумаге карандашом, портной делает выкройку для пошива платьяВид сверху на мужчину, выбирающего кожу для нового ремня или кошелька. Рабочий процесс в кожевенной мастерской. HDВид сверху. Крупный план мужских рук, измеряющих и разрезающих полипропиленовую трубу. С помощью угловой линейки. viewКрупный план мужского архитектора, рисующего линию на белом картоне линейкой и желтым карандашом. Процесс изготовления модели. Руки девушки делают лом Валентинку
Вид сверху, крупный планИнженер рисует на бумаге карандашом, портной делает выкройку для пошива платьяВид сверху на мужчину, выбирающего кожу для нового ремня или кошелька. Рабочий процесс в кожевенной мастерской. HDВид сверху. Крупный план мужских рук, измеряющих и разрезающих полипропиленовую трубу. С помощью угловой линейки. viewКрупный план мужского архитектора, рисующего линию на белом картоне линейкой и желтым карандашом. Процесс изготовления модели. Руки девушки делают лом Валентинку