Пайка с серебряным припоем | ЮВЕЛИРЦЕНТР
Обычный серебряный припой представляет собой паяные соединения, особенностью которых считаются пайки высокой прочности. В их составе не только серебро и медь, но и ряд добавок. Это могут быть олово, цинк, сурьма, свинец, а также марганец, никель, кадмий. Этот метод можно применять для пайки различных по составу сплавов, в том числе цветных, черных металлов.
Серебряные припои требуется плавить при более низкой температуре (по сравнению со сплавляемыми элементами). Использование серебряного состава позволяет хорошо увлажнять металлическую поверхность, обеспечиваются качественная пайка и герметизация швов. При этом методика позволяет создавать швы, отличающиеся высокой прочностью и устойчивостью к воздействию коррозии, гарантирует серебряные паяные швы отличного качества.
В зоне пайки любым серебряным припоем образуются соединения, которые существенно отличаются от других групп припоев. Так, они демонстрируют прекрасное сопротивление ударам, противостоят вибрации, существенным изгибающим деформациям. Чаще всего в промышленности задействованы сплавы, составленные из меди, цинка и содержащие непосредственно серебро.
Чаще всего в промышленности задействованы сплавы, составленные из меди, цинка и содержащие непосредственно серебро.
Они называются трехкомпонентными. Для серебряных припоев характерны такие свойства, как ковкость и хорошая вязкость. Образующиеся в результате спайки соединительные швы получаются не менее прочными, чем непосредственно спаиваемые металлы.Сколько серебра содержится в припоях
Содержание чистого серебра всегда различно. Можно встретить различные варианты, в том числе используемые в домашних условиях. Причем назначение состава из серебра обусловлено его маркой. Каждая такая марка имеет отличие в виде удельного электрического сопротивления, характеризуется определенной плотностью и индивидуальным химическим составом.
Легирующие металлы, такие, как кадмий, олово, добавляют в припой, чтобы понизить его температуру или, наоборот, сделать ее выше, поэтому пайка будет идеальной. Благодаря добавкам не только увеличивается прочность, но и сокращаются расходы на серебро, которое является сравнительно дорогим. В данном случае экономия тоже является существенным фактором. Химический состав припоя является определяющим при выборе области его применения.
В данном случае экономия тоже является существенным фактором. Химический состав припоя является определяющим при выборе области его применения.
Серебряные припои, которые легко плавятся, имеют незначительное содержание серебра, применимы для изделий, не допускающих перегрева. Серебряные недорогие припои, в которых до 45% чистого металла, позволяют получить высокое качество пайки, поэтому они востребованы в машиностроении, как в отечественном, так и в зарубежном. Следует отметить, что применяющиеся за границей припои не имеют от отечественных серьезных отличий, нет значительных преимуществ.
Имеются серебряные припои, поставляющиеся в виде листов. Заготовки режут на длинные полосы требуемого размера, далее такие полоски прокатываются в вальцах. С учетом примененного способа пайки они могут иметь толщину лишь 2 мм (или тоньше).Если требуется пайка незначительной мелкой детали, используется небольшое количество состава, здесь правильнее применять полоски, ширина которых составляет 1-5 мм.
 Если требуется пайка незначительной мелкой детали, используется небольшое количество состава, здесь правильнее применять полоски, ширина которых составляет 1-5 мм.
Если требуется пайка незначительной мелкой детали, используется небольшое количество состава, здесь правильнее применять полоски, ширина которых составляет 1-5 мм.Пайка серебряными припоями
Техническое руководство по технологии.
А. И. Родин «Пайка серебряными припоями в пламени газовой горелки» Оборонгиз, 1954 год, 55 стр. (1,15 мб. djvu)
В книге рассказывается о том как ведется пайка серебряными припоями. Описан процесс пайки с использованием газовой горелки и специально приготовленных флюсов. Показаны приемы выполнения паяльных работ с применением промежуточных припоев и специальных приспособлений. Применение серебряных припоев позволяет избежать коррозии при хорошей механической прочности соединения, а расход припоя незначителен при правильном соблюдении технологии. Книга рассчитана на специалистов работающих в области использования паяльных технологий.
Оглавление.
Введение 3
Припои и флюсы 4
Стандартные серебряные припои 4
Промежуточные припои для специальных работ 5
Приготовление флюсов 6
Подготовка к пайке 9
Применение приспособлений и оправок 10
Общие требования к конструкции паяных деталей 10
Пайка пламенем газовой горелки 15
Практические примеры пайки 16
Рихтовка 50
Зазоры при пайке 51
Расход припоя для пайки 51
Контроль качества пайки 82
 djvu
djvuПохожая литература
201
https://www.htbook.ru/mashinostroenie/pajka_svarka/pajka-serebryanymi-pripoyamiПайка серебряными припоямиhttps://www.htbook.ru/wp-content/uploads/2017/01/Pajka-i-svarka-serebrjannimi-pripojami.jpghttps://www.htbook.ru/wp-content/uploads/2017/01/Pajka-i-svarka-serebrjannimi-pripojami.jpgПайка, сваркамашиностроение,пайка,сваркаТехническое руководство по технологии. А. И. Родин ‘Пайка серебряными припоями в пламени газовой горелки’ Оборонгиз, 1954 год, 55 стр. (1,15 мб. djvu) В книге рассказывается о том как ведется пайка серебряными припоями. Описан процесс пайки с использованием газовой горелки и специально приготовленных флюсов. Показаны приемы выполнения паяльных работ с применением промежуточных…YakovLukich [email protected]Техническая литератураТехнология пайки нержавеющих сталей (часть 2)
При пайке нержавеющих сталей оловянно-свинцовыми припоями наиболее активен флюс, состоящий из 38-40%-ного водного раствора хлористого цинка (2 объема) и насыщенного раствора соляной кислоты (1 объем).
Пайку нержавеющей стали можно осуществить после предварительной обработки в соляной кислоте и последующего использования водного раствора хлористого цинка.
Однако указанные флюсы можно успешно применять только при пайке паяльником или горелкой, когда за процессом можно наблюдать визуально и флюс в процессе пайки можно добавлять по мере необходимости.
При печной пайке введение в водный раствор хлористого цинка добавок кислот не способствует повышению его активности по отношению к нержавеющей стали при температуре пайки.
Активизирующее действие добавок проявляется только до температур кристаллизации флюсов, т. е. до расплавления припоя, причем активное действие флюсов повышается с ростом температуры растворов, а при температуре их кристаллизации активность флюсов не зависит от их состава.
Для печной пайки нержавеющей стали оловянно-свинцовыми припоями хороших флюсов не разработано. Флюсы на основе хлористого цинка с добавками кислот практически непригодны, поскольку при пайке в печи флюс не восполняется, а флюса, нанесенного перед пайкой, оказывается недостаточно.
Кроме того, температурный интервал активного действия флюсов на основе хлористого цинка ограничен для нержавеющей стали только областью существования флюсов в виде раствора. В расплавленном состоянии флюсы практически не активируют поверхность нержавеющей стали и не защищают от кислорода воздуха.
Паяемость нержавеющих сталей облегчается за счет нанесения на сталь технологических покрытий, которые без затруднения паяются легкоплавкими припоями. В качестве таких покрытий используют медь, никель, серебро и другие металлы.
Растекание оловянно-свинцовых и других легкоплавких припоев по стали может быть значительно улучшено за счет предварительного лужения паяемой поверхности этими же припоями.
Лужение производят с использованием активных флюсов путем последовательного погружения деталей во флюс и расплавленный припой. Припой можно наносить вручную на место пайки и лудить с помощью паяльника или горелки.
Оловянно-свинцовые припои на нержавеющие стали можно наносить и гальваническим методом, после чего деталь флюсуют и нагревают в печи до температуры пайки.
После лужения остатки коррозионно-активных флюсов удаляют с поверхности путем кипячения или в проточной воде. Пайку луженых деталей можно производить с использованием канифольно-спиртовых флюсов, обеспечивающих высокую коррозионную стойкость паяных соединений.
Высокотемпературную пайку нержавеющей стали производят серебряными, медными, никелевыми и другими припоями. Из серебряных припоев широкое распространение получили припои системы Ag-Си (ПCp72),Ag-Си-Cd – Zn(ПCp 40, ПСр 45, ПСр 25).
Нержавеющие стали, содержащие ~18% хрома и легированные титаном, алюминием, кремнием, плохо смачиваются серебряными припоями (ПСр 72 и ПСр 72МЛН) в вакууме и аргоне. Некоторое улучшение растекания обнаруживается при легировании припоя ПСр 72МЛН титаном (0,12%) или цирконием (1%).
Пайку нержавеющей стали припоем ПСр 72 производят в вакууме 10-3 мм рт. ст. по предварительно нанесенному барьерному слою меди или гальванического никеля. По непокрытой стали припой ПСр 72 плохо растекается и не затекает в зазор.
При повышении температуры пайки до 1000° С и вакуума до 10-5 мм рт. ст. растекаемость не улучшается, а припой интенсивно испаряется, Покрытие химическим никелем в качестве барьерного слоя при пайке в вакууме припоем ПСр 72 не допускается, так как на границе раздела покрытие – основной металл образуются хрупкие интерметаллические фазы, что ослабляет паяные соединения.
Особенно это проявляется при работе изделия в условиях низких температур или при динамических нагрузках, швы разрушаются хрупко.
При пайке газовой горелкой припой ПСр 72 плохо растекается по стали 12Х18Н10Т как с использованием флюса № 209, так и 200. Для улучшения смачивания и растекания припой ПСр 72 легируют литием (ПСр 72ЛМН).
Растекаемость серебряных припоев по нержавеющей стали можно улучшить введением в них никеля. Оптимальными свойствами обладают припои, легированные 3-5% никеля. Рекомендуется следующий состав припоя: 65% Си, 30% Ag, 5% Ni. Температура плавления припоя 830-900°С.
Кроме того, соединения нержавеющей стали, паянные серебряными припоями, не содержащими никеля, склонны к щелевой коррозии во влажной атмосфере. Щелевая коррозия не возникает при пайке серебряными припоями, содержащими 2-3% никеля.
Щелевая коррозия не возникает при пайке серебряными припоями, содержащими 2-3% никеля.
Прочность соединений паяных припоями паяных припоями серебряными
Пайка сталей и сплавов жаропрочных — Защитные атмосферы 240 — Прочность соединений жаропрочных сплавов, паянных серебряными припоями 242 — Припои 240—244 —Способы 242, 244 — Флюсы 240, 241, 243 [c.392]Ограничение роста сплошных широких интерметаллидных прослоек при пайке серебряными припоями может быть достигнуто при достаточно кратковременном контакте жидкого припоя с паяемым металлом, например при индукционном нагреве, нагреве кварцевыми лампами, методом электросопротивления и т. п. Известно, например, что прочность соединений из титана, паянных методом электросопротивления, выше прочности соеди- [c.345]
Величина зазора в стыке деталей в значительной мере определяет прочность соединения.
 Уменьшение зазора до некоторого предела увеличивает прочность. Это связано, во-первых, с тем, что при малых зазорах проявляется эффект капиллярного течения, способствующий заполнению зазора расплавленным припоем (см. курс физики), во-вторых, диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщу паяного шва (диффузионный слой и слой раствора прочнее самого припоя). Чрезмерно малые зазоры препятствуют течению припоя. Величина оптимального зазора зависит от типа припоя и материала деталей. Для пайки стальных деталей твердыми припоями (серебряными или медными) приближенно рекомендуют зазор 0,03 0,15 мм, при мягких припоях (оловянистых) — 0,05 0,2 мм.
Уменьшение зазора до некоторого предела увеличивает прочность. Это связано, во-первых, с тем, что при малых зазорах проявляется эффект капиллярного течения, способствующий заполнению зазора расплавленным припоем (см. курс физики), во-вторых, диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщу паяного шва (диффузионный слой и слой раствора прочнее самого припоя). Чрезмерно малые зазоры препятствуют течению припоя. Величина оптимального зазора зависит от типа припоя и материала деталей. Для пайки стальных деталей твердыми припоями (серебряными или медными) приближенно рекомендуют зазор 0,03 0,15 мм, при мягких припоях (оловянистых) — 0,05 0,2 мм.
При пайке бериллия серебряными припоями получают предел прочности паяного шва = 100 МПа. При пайке бериллия с другими металлами, например с никелем, монель-металлом или с титаном, при применении серебряных припоев прочность соединений а в = 100- 150 МПа.
[c. 263]
263]
Предел прочности при срезе соединений, паянных серебряными припоями [c.295]
Аналогично этому попадание в паяные швы, выполненные серебряным припоем, серы, например при пайке автоматных сталей, содержащих до 0,3% S, приводит к снижению прочности и сопротивления срезу паяных соединений вследствие образования хрупких прослоек по границе шов—основной металл. В серебряных припоях, содержащих более 25% Ag, допускается содержание не более 0,05% А1 количество примесей (железа, марганца, кремния, алюминия, фосфора и др.) не должно превышать 0,5%. [c.114]
Припои подразделяются на твердые (тугоплавкие и высокопрочные) и мягкие (легкоплавкие, обладающие меньшей прочностью). К мягким припоям относятся оловянно-свинцовые и висмутные сплавы. Оловянносвинцовые припои в основном применяются для создания герметичности паяного соединения и надежности электропроводности. Температура их плавления ниже 400° С. К твердым припоям (температура плавления 400—1200° С) относятся медно-цинковые и серебряные сплавы. Предел прочности мягких припоев не превышает 10 кгс/см , твердых — 50 кгс/см и выше. Основное требование к паяному соединению — расплавленный припой должен хорошо смачивать соединяемые металлы и затекать в зазоры между деталями. Поэтому особое
[c.305]
Предел прочности мягких припоев не превышает 10 кгс/см , твердых — 50 кгс/см и выше. Основное требование к паяному соединению — расплавленный припой должен хорошо смачивать соединяемые металлы и затекать в зазоры между деталями. Поэтому особое
[c.305]
Предел прочности при срезе Тср соединений, паяных серебряными припоями, МПа
Изменение прочности соединений из низкоуглеродистой стали, паянных тройным и четверным серебряными припоями, при повышении температуры [283], [c.213]
Аналогично этому попадание в паяные швы, выполненные серебряным припоем, серы, например, при пайке автоматных сталей, содержащих до 0,3% 5, приводит к снижению прочности и сопротивления срезу паяных соединений вследствие образования хрупких прослоек по границе шов — основной металл. В серебряных припоях, содержащих более 25% Ад, допускается содержание не более 0,05% А1 количество всех примесей (Ре, Мп, 51, А1, Р и др.
 ) не должно превышать 0,5%, в том числе до 0,3% Р. По американским стандартам в серебряных припоях допускается до 0,15, а в английских до 0,5% Р.
[c.217]
) не должно превышать 0,5%, в том числе до 0,3% Р. По американским стандартам в серебряных припоях допускается до 0,15, а в английских до 0,5% Р.
[c.217]Прочность соединений из сплава 0Т4, паянных серебром и серебряными припоями (обычная капиллярная пайка в печи) в проточном аргоне [c.345]
Технология пайки. Чем лучше и тщательнее подгонка деталей и чем больше площадь спая, тем выше прочность паяного соединения. Примеры конструктивного выполнения паяных соединений показаны на рис. 21.1. Преимущественно применяют соединения внахлестку. Зазор должен быть минимальным для серебряных припоев — 0,05… 0,03 мм, на трубчатых элементах — 0,2… 0,25 мм. Зазор особенно влияет на прочность пайки металлов с высоким временным сопротивлением. При пайке меди зазор оказывает меньшее влияние на прочность соединения. [c.426]
Кроме правильного выбора основного металла, припоя и способа пайки, одно из основных условий конструирования паяных изделий — обеспечение в соединении капиллярного зазора и создание условий для течения в нем припоя. Поэтому по сравнению со сваркой перед пайкой необходима более точная механическая обработка и сборка. Зазор под пайку зависит от физико-химических свойств основного металла и припоя, а также характера взаимодействия между ними в процессе пайки. Чем лучше припой в расплавленном состоянии смачивает поверхность паяемого металла, тем меньшим назначается зазор. Если в процессе пайки происходит активное растворение основного металла расплавленным припоем, то зазоры должны быть большими, так как припои в этих случаях повышают температуру плавления и растекаются хуже. Например, при пайке алюминиевых сплавов припоем на алюминиевой основе растворение основного металла в расплавленном припое протекает энергично, поэтому требуется выдерживать большие зазоры, чтобы обеспечить заполнение шва. Наоборот, серебряные и медные припои незначительно растворяют стали в процессе пайки, и для обеспечения условий капиллярного течения и получения высокой прочности паяного соединения в этом случае необходимо иметь малые зазоры.
Поэтому по сравнению со сваркой перед пайкой необходима более точная механическая обработка и сборка. Зазор под пайку зависит от физико-химических свойств основного металла и припоя, а также характера взаимодействия между ними в процессе пайки. Чем лучше припой в расплавленном состоянии смачивает поверхность паяемого металла, тем меньшим назначается зазор. Если в процессе пайки происходит активное растворение основного металла расплавленным припоем, то зазоры должны быть большими, так как припои в этих случаях повышают температуру плавления и растекаются хуже. Например, при пайке алюминиевых сплавов припоем на алюминиевой основе растворение основного металла в расплавленном припое протекает энергично, поэтому требуется выдерживать большие зазоры, чтобы обеспечить заполнение шва. Наоборот, серебряные и медные припои незначительно растворяют стали в процессе пайки, и для обеспечения условий капиллярного течения и получения высокой прочности паяного соединения в этом случае необходимо иметь малые зазоры. [c.148]
[c.148]
На рис. 84 показана зависимость прочности от величины зазора телескопических соединений, паянных серебряным припоем. Как следует из кривых, максимальная прочность при пайке стали 45 имеется при зазорах 0,05—0,15 мм, что объясняется хорошим заполнением такого зазора и оптимальными условиями взаимодействия припоя с основным металлом. Для стали марки Ст.З максимальная прочность наблюдается при более широком зазоре. Прочность паяных соединений при всех зазорах превышает прочность припоя ПСр 45, что связано с легированием его в процессе пайки компонентами основного металла. [c.154]
Твердые припои обеспечивают не только плотность, но и прочность паяных соединений. К ним относятся двойные сплавы меди с цинком или тройные сплавы серебра, меди и цинка. Медноцинковые припои маркируют буквами ПМЦ, что означает припой медноцинковый . За буквами следует цифра, указывающая содержание меди в припое ПМЦ 36 медноцинковый припой, содержащий 36 % меди остальное цинк. Медь дороже и дефицитнее цинка. Припои, содержащие серебро, маркируют буквами ПСр (припой серебряный).
[c.238]
Медь дороже и дефицитнее цинка. Припои, содержащие серебро, маркируют буквами ПСр (припой серебряный).
[c.238]
Использование паяных бандажей при высоких температурах в газовых турбинах встречает существенные трудности в связи с относительно низкой жаропрочностью применяемых припоев и трудностями использования при пайке рабочих лопаток специальных жаропрочных припоев. На фиг. 102 приведен график изменения прочности паяных соединений в зависимости от типа припоев. Соединения, выполненные серебряным припоем марки ПРС-45, уже начиная с температуры 200°, существенно снижают свою прочность. Использование медно-цинкового припоя типа ЛОК-59-0,3 позволяет повысить область температур его возможного применения до 300—350°. Лишь введение специальных жаропрочных припоев на никелевой основе дает возможность использовать паяные соединения до 700—750°. [c.152]
В табл. 1—4 приведены пределы прочности паяных соединений из разных металлов и сплавов, паянных серебряными и другими припоями, работающих на срез при разных температурах испытаний.
 [c.294]
[c.294]Эксперименты при пайке коррозионно-стойкой стали серебряным, кадмиевым и цинковым припоями показали, что предел прочности при разрыве увеличивается по мере уменьшения толщины паяного шва. Снижение предела прочности паяного соединения с очень малым зазором объясняется дефектами в шве. [c.294]
Свойства серебряного припоя высокие прочность и деформируемость паяных соединений хорошие тепло- и электропроводность для достижения всех этих свойств припоя требуются добавки Си, Zn H. d. [c.59]
С увеличением предела прочности паяемой стали при прочих равных условиях (припой й зазор) предел прочности паяного соединения, а следовательно, и предельная прочность шва также увеличивались. В частности, при пайке сталей различной прочности серебряным припоем, содержащим 50% Ag, с увеличением предела прочности стали от 40 до ПО кгс/мм предел прочности стыкового соединения изменялся от 40 кгс/мм , равного пределу прочности припоя, до 90 кгс/мм . [c.58]
[c.58]
Припои с повышенным содержанием титана обычно изготовляют прессованием нз смеси порошков составляющих металлов. Пайку керамики [а = (7- -5,5) 10″ 1/°С] с металлами, имеющими существенно больший коэффициент линейного расширения, выполняют серебряными припоями, содержащими титан или цирконий в количествах не менее 30%, температура плавления припоя при этом достигает 1260—1280 С. Это позволяет избежать образования трещин в керамике и в паяном шве. Однако при содержании в припое титана или циркония более 70% соединения имеют низкую прочность. Оптимальный по составу припой имеет состав 45% Zr— 0,5Li — Ag. Пайку таким припоем ведут в сухом аргоне. Титан и цирконий в припой лучше вводить в виде гидридов, которые необходимо смешивать с порошком серебра с литием, точно выдерживая состав припоя. [c.116]
Общих рекомендаций по допускаемым напряжениям для паяных соединений не выработано. Частный пример, характеризующий прочность соединений, паянных серебряным припоем ПСр45 [19], следующий
[c. 71]
71]
На рис. 5.54 показаны основные типы паяных соединений внахлестку (а), встык (б), вскос (в), втавр (г), в угол (г)), соприкасающиеся (е). Зазор между соединяемыми кромками должен быть малым для того, чтобы улучшить затекание припоя под действием капиллярных сил и увеличить прочность соединения. Так, для серебряных припоев устанавливают зазор до [c.284]
Соединения из сталей, выполненные медью, медно-цинковыми и медно-серебряными припоями (в том числе легированными кадмием и цинком — ПСр40, ПСр45 и др.), обладают более высокой прочностью (исключая соединения, паянные припоями, содержащими значительное количество фосфора). Швы соединений, выполненных медью, техническим серебром, латунью, более прочны, чем исходные припои. Так, например, предел прочности литой меди 19—20 кгс/мм, предел прочности стального соединения, паянного медью в защитной среде, 35 кгс/мм, а в отдельных случаях 40 кгс/мм . Предел прочности стального соединения, паянного техническим серебром, 34 кгс/мм, прочность серебра 16 кгс/мм. Предел прочности соединения из стали с 0,6% С, паянного в газовом пламени латунью (52% Си 48% Zn), изменяется в пределах от 26,6 до 49 кгс/мм при изменении зазора от 2 до 0,2 мм [501.
[c.282]
Предел прочности соединения из стали с 0,6% С, паянного в газовом пламени латунью (52% Си 48% Zn), изменяется в пределах от 26,6 до 49 кгс/мм при изменении зазора от 2 до 0,2 мм [501.
[c.282]
Прочность соединений, паянных серебряным припоем ПСр45 [19) [c.87]
При повышении температуры эксплуатации паяных изделий прочность соединений, паянных серебряными припоями, заметно снижается, поэтому если изделие работает при нагреве выше 300—400°С, то можно применять только припои, легированные марганцем и никелем, например ПСр37,5. Значения предела прочности на срез при повышенных температурах, полученные при испытании соединений внахлестку, приведены в табл. 39, а соединений, паянных жаропрочными припоями на основе меди при различных температурах испытания,— в табл. 40 [37]. [c.157]
Кадмиевые припои системы d—Ag, состоящие из металлов, не образующих твердых растворов с железом, плохо растекаются при пайке сталей и не дают прочных соеди 1еннй. Кадмиево-серебряные припои, легированные цинком, который активно взаимодействует с железом, обеспечивают более прочные соединения, чем припои системы РЬ—Sn или РЬ—Ag. Например, прочность соединений стали 10, паянных припоем состава 82 % d, 16% Zn и 2 % Ag, составляет 160 МПа.
[c.234]
Кадмиево-серебряные припои, легированные цинком, который активно взаимодействует с железом, обеспечивают более прочные соединения, чем припои системы РЬ—Sn или РЬ—Ag. Например, прочность соединений стали 10, паянных припоем состава 82 % d, 16% Zn и 2 % Ag, составляет 160 МПа.
[c.234]
Из указанных припоев практическое применение нашли серебряные припои, которые позволяют получить при пайке в печи при 950—1000 °С высокопрочные паяные соединения. Например, при пайке титана ВТ1-1 чистым серебром в атмосфере аргона предел прочности паяных соединений 180-f-200 МПа, а при пайке серебром, легированным марганцем (10—15 %) достигает 280 МПа. При этом соединения, паянные чистым серебром, неустойчивы против коррозии и в течение года (в городской атмосфере) снил эют свою прочность на 25—30 %. [c.256]
Таблица 7. Предел прочности на сре соединений из стали 12Х18Н10Т, паянных некоторыми серебряным припоями при комнатной и криогенных температурах (В. И. Соколов, Н. Ф> Лашко) И. Соколов, Н. Ф> Лашко)
|
Изменение прочности соединений из иизкоуглеродистой стали, паянных тройным и четвертым серебряными припоями, при повышенных температурных испытаниях В.
 Дж. Смелли
[c.110]
Дж. Смелли
[c.110]Припои Ag — 5% А1 и Ag — 5% Ti при пайке титана обладают хорошей растекаемостью и образуют плавные галтели. Температура плавления припоев 913 С. Однако соединения из титана, паянные этими припоями, имеют пониженную прочность и корро-вионную стойкость. Снижение температуры плавления серебряных припоев достигается при легировании их легкоплавкими элементами, например оловом, но при этом вследствие образования в шве химического соединения титана с оловом и повышения диффузионной пористости происходит снижение пластичности паяного соединения. Легирование припоев особолегкоплавким элементом — галлием позволяет сохранить высокие механические свойства паяного шва и снизить температуру пайки на С. [c.117]
Авторами совместно с О. И. Грицевец и Т. Н. Волковой показано, что высокотемпературная диффузионная пайка меди оловом взамен серебряных припоев с образованием достаточно прочного паяного соединения (Тср до 15—18 кгс/мм ) возможна при температуре 800—820° С с выдержкой 15—120 мин, а при быстром (за 1—2 мин) нагреве — при 700° С 120 мин. Медь, латуни и бронзы паяют также припоями на основе серебра. Для этого могут быть использованы различные способы нагрева, в том числе электросопротивлением, нагрев кварцевыми лампами и др. При этом способе обеспечивается предел прочности соединений (Хв > 20 кгс/мм.
[c.278]
Медь, латуни и бронзы паяют также припоями на основе серебра. Для этого могут быть использованы различные способы нагрева, в том числе электросопротивлением, нагрев кварцевыми лампами и др. При этом способе обеспечивается предел прочности соединений (Хв > 20 кгс/мм.
[c.278]
Твердое паяние осуществляется медно-цинковыми припоями ПМЦ и серебряными П СР. Используют также прутки латуни Л68 и Л62, а для паяния чугуна в печах и горнах — чистую медь. Паяние твердыми припоями в большинстве случаев более надежно и обеспечивает высокопрочные соединения, приближающиеся по прочности к сварным, при этом ппочность соединения — 25—40 кгс/.мм . [c.50]
Г. Р. Брукер и Е. В. Битсон [20], исследуя прочность стыковых швов в соединениях из мягкой стали, паянных серебряными припоями, а также Р. Джеуел [218] при пайке нержавеющих сталей не обнаружили заметного изменения прочности в зависимости от толщины шва. Они утверждают, что прочность паяного стыкового соединения должна быть равна прочности литого припоя (рис. 63, а). Подобный характер зависимости в общем виде не был подтвержден другими исследованиями. Для остальных трех схем (рис. 63, б, е и г) характерно уменьшение прочности соединений при увеличении зазора в определенном интервале его значений [172, 233, 255]. Минимальная прочность соединения соответствует прочности литого изолированного припоя, если, конечно, в процессе пайки не произошло измене-112
[c.112]
63, а). Подобный характер зависимости в общем виде не был подтвержден другими исследованиями. Для остальных трех схем (рис. 63, б, е и г) характерно уменьшение прочности соединений при увеличении зазора в определенном интервале его значений [172, 233, 255]. Минимальная прочность соединения соответствует прочности литого изолированного припоя, если, конечно, в процессе пайки не произошло измене-112
[c.112]
ПСр Ф15-5 может заменять серебряные припои ПСр 45 и ПСр 25 при пайке меди и латуни. Предел прочности соединений из латуни Л62, паянных припоем ПСр Ф15-5, равен 245— 294 Мя1м – (25—30 кГ мм ), а на срез 392—421 Мн1м (40— 43 кГ ммР-). Электросопротивление припоя ПСр Ф15-5 0,220 ом X X ммУм, припоя ПСр 25Ф 0,180 ом -мм м. [c.221]
Для свинцовых припоев весьма характерно отсутствие влияния перегрева на прочность соединения. Малочувствительны к перегреву олово и ПОС 61, однако ПОС 40 и ПОС 30 перегревать не рекомендуется, так как прочность соединений может снизиться на 15—20%. Вероятно, одной из основных причин этого является более широкий интервал кристаллизации ПОС 40 и ПОС 30, что наряду со значительным изменением растворимости газов в жидком олове приводит к повышенной пористости паяного шва. Оловянно-свинцовые припои также имеют повышенную их склонность к образованию пористости паяных швов при зазоре 0,35 мм (флюс— -водный раствор 2пС1г). В паяных швах, выполненных свинцово-серебряными припоями ПСр2,5, ПСрЗ или кадмиевыми припоями, пористость и непропаи наблюдаются в значительно меньшей степени и лишь при зазоре менее 0,10 мм, что, вероятно, связано с незначительным изменением растворимости газов в кадмии и свинце с понижением температуры при затвердевании шва.
[c.315]
Вероятно, одной из основных причин этого является более широкий интервал кристаллизации ПОС 40 и ПОС 30, что наряду со значительным изменением растворимости газов в жидком олове приводит к повышенной пористости паяного шва. Оловянно-свинцовые припои также имеют повышенную их склонность к образованию пористости паяных швов при зазоре 0,35 мм (флюс— -водный раствор 2пС1г). В паяных швах, выполненных свинцово-серебряными припоями ПСр2,5, ПСрЗ или кадмиевыми припоями, пористость и непропаи наблюдаются в значительно меньшей степени и лишь при зазоре менее 0,10 мм, что, вероятно, связано с незначительным изменением растворимости газов в кадмии и свинце с понижением температуры при затвердевании шва.
[c.315]
| Рис. 132. Изменение прочности соединений из листов сплава 0Т4, паянных серебряными припоями, в зависимости от температуры пайки (А. Я- Ши-няев и В. В. Бондарев) |
 76, а) — наиболее распространен ное в паяных конструкциях за счет перекрытия деталей достигается равнопрочность паяного соединения. Величина нахлестки устанавливается расчетным путем в зависимости от прочности основного материала и припоя. Практически она колеблется в пределах от двух до пяти толщин более тонкой из соединяемых деталей. При пайке серебряными, латунными, медными, никелевыми и другими высокопрочными припоями нахлестка обычно не превышает двухтрех толщин. При пайке оловянносвинцовыми и другими припоями, обладающими сравнительно низкой прочностью, величина нахлестки достигает пяти толщин наиболее тонкой из соединяемых деталей. При этом следует иметь в виду, что очень большую величину нахлестки делать нецелесообразно, так как усилие среза воспринимается главным образом внешними периферийными участками паяного шва, а его средняя часть остается малонагруженной и может полноценно включиться в работу при большой нахлестке лишь после начала разрушения периферийных участков паяного шва.
76, а) — наиболее распространен ное в паяных конструкциях за счет перекрытия деталей достигается равнопрочность паяного соединения. Величина нахлестки устанавливается расчетным путем в зависимости от прочности основного материала и припоя. Практически она колеблется в пределах от двух до пяти толщин более тонкой из соединяемых деталей. При пайке серебряными, латунными, медными, никелевыми и другими высокопрочными припоями нахлестка обычно не превышает двухтрех толщин. При пайке оловянносвинцовыми и другими припоями, обладающими сравнительно низкой прочностью, величина нахлестки достигает пяти толщин наиболее тонкой из соединяемых деталей. При этом следует иметь в виду, что очень большую величину нахлестки делать нецелесообразно, так как усилие среза воспринимается главным образом внешними периферийными участками паяного шва, а его средняя часть остается малонагруженной и может полноценно включиться в работу при большой нахлестке лишь после начала разрушения периферийных участков паяного шва.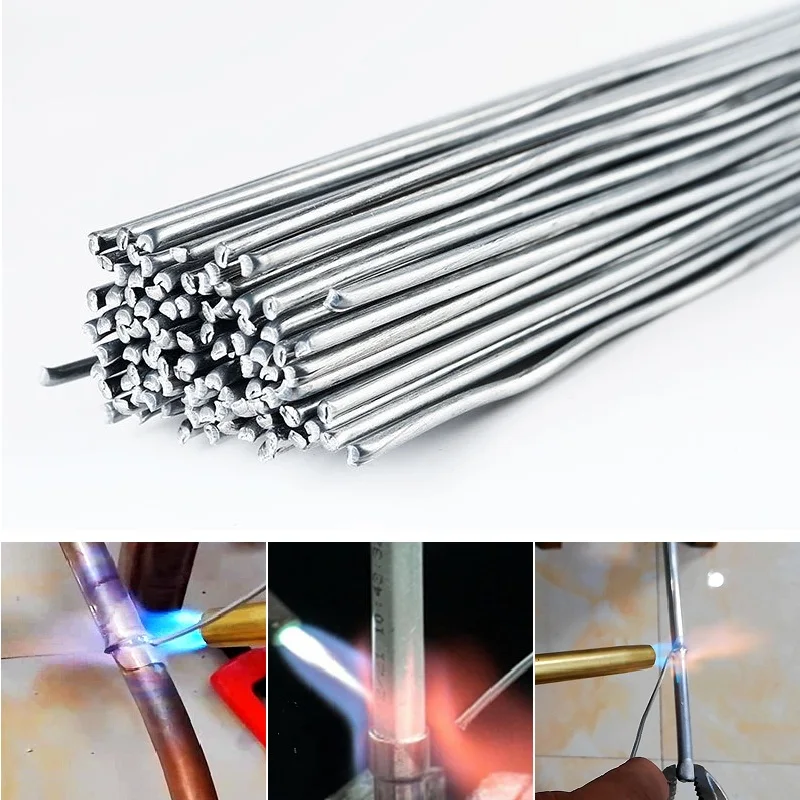 [c.143]
[c.143]На практике наибольшее распространение получили серебряные припои, которые (при пайке в печи при температуре 950—1000° С) обеспечивают высокую прочность паяных соединений. Так, например, при пайке титана ВТ1Д чистым серебром в атмосфере аргона предел прочности паяных соединений составляет 18—20 кПмм , а при пайке серебром, легированным марганцем (10—15%), предел прочности паяных соединений достигает 28 кГ/мм . При этом соединения, паян- [c.204]
В диффузионной зоне рядом со швом могут образоваться твердые растворы, которые при охлаждении становятся пересыщенными (особенно при полиморфном превращении основного материала, когда растворимость депрессанта прнпоя в высокотемпературной модификации Мк выше, чем в низкотемпературной его модификации). Распад таких твердых растворов и образование включений новой коагулирующей фа.-)ы понижают прочность и пластичность материала в зоне шва и диффузионной зоне соединения [6] (табл. 61). Такой характер процессов имеет место для титановых сплавов при диффузионной пайке серебром или серебряными припоями, эвтектиками титана с медью, никелем, кобальтом или готовыми припоями, легированными этими же компонентами, образующими широкие области твердых растворов с р-титаном, химические соединения которых с паяемым материалом разлагаются или плавятся при температуре вблизи а-Т1->-р-Т1-преврашеиия. В этом случае неообходимо уменьшить ширину паяного шва и вести процесс диффузионной пайкн по ступенчатому режиму сначала выше температуры вторичной рекристаллизации с максимально возможной, ие исключающей заметный рост зерна основного металла выдерж-
[c.178]
В этом случае неообходимо уменьшить ширину паяного шва и вести процесс диффузионной пайкн по ступенчатому режиму сначала выше температуры вторичной рекристаллизации с максимально возможной, ие исключающей заметный рост зерна основного металла выдерж-
[c.178]
Паяемые поверхности нержавеющей стали Х18Н9Т, стабилизированной титаном, открытые потоку аргона, плохо смачиваются серебряными самофлюсующими припоями (напр., ПСр72ЛМН). Активирование припоя ПСр72ЛМИ добавками Ti (—0,12%) или Zr ( 1%) обеспечивает в этих же условиях хорошее смачивание, плавные галтели и повышение прочности паяного соединения (при темп-ре пайки 960-1050°). [c.59]
Примеси сотых долей процента фосфора в серебряных припоях существенно ухудшают пластичность и прочность паяных соединений из сталей. Подобное действие фосфора обусловлено образованием по границам шва и паяемого металла прослойки химического соединения FegP. [c.114]
Пайка металлов » Виды серебряных припоев
Стандартные твердые серебряные припои соответствуют ГОСТ 8190.
Припой ПСр 72 является эвтектикой серебро-медь и имеет высокую электропроводность; используется для пайки меди, латуни, серебра. Этот припой особенно широко применяется в тех случаях, когда от паяного соединения требуется сохранение высокой электропроводности.
Припой ПСр 50 также не содержит других компонентов, кроме серебра и меди; используется для пайки стали, меди и медных сплавов.
Припой ПСр 70 имеет химический состав, близкий к эвтектическому. Как и припой ПСр 72, он также рекомендуется для пайки соединений, от которых требуется высокая электропроводность.
Припой ПСр 65 служит для пайки стальных изделий. Применяется для пайки ленточных пил и различных мелких изделий. Прочность его несколько уступает прочности припоя ПСр 70.
Припои ПСр 45 и ПСр 25 являются основными припоями, применяемыми для пайки меди, медных сплавов и стали (включая и нержавеющую) в тех случаях, когда требуется от соединения повышенная прочность (при ударах, вибрации), стойкость против коррозии и высокая чистота места спая. Припой ПСр 45 плавится при более низкой температуре, чем припой ПСр 25, что уменьшает опасность перегрева паяемого изделия. Кроме того, припой ПСр 45 обеспечивает более высокие механические свойства паяных соединений. Основной металл – латунь Л62.
Припой ПСр 45 плавится при более низкой температуре, чем припой ПСр 25, что уменьшает опасность перегрева паяемого изделия. Кроме того, припой ПСр 45 обеспечивает более высокие механические свойства паяных соединений. Основной металл – латунь Л62.
Кроме припоев ПСр 45 и ПСр 25, для пайки стали и меди используется припой ПСр 12М. Он же может быть использован для медных сплавов с температурой пайки выше 870-880гр. Припой обеспечивает предел прочности паяного соединения на растяжение и на срез до 25 кГ/мм*2.
Припои ПСр 71, ПСр 25Ф и ПСр 15 содержат от 1 до 5% фосфора; они применяются только для пайки меди и медных сплавов и совершенно не годятся для черных металлов, так как фосфор с железом образуют очень хрупкое соединение.
Вследствие отсутствия легкоиспаряемых компонентов, как цинк, припои ПСр 71, ПСр 25Ф и ПСр 15 имеют хорошие технологические свойства. Фосфор в припоях служит одновременно и флюсом, поэтому припои ПСр 25Ф и ПСр 15 могут применяться без флюсов. Припой ПСр 71, содержащий 1% фосфора, целесообразно применять для электроконтактной пайки без флюса.
Два припоя с небольшой концентрацией серебра (ПСр Ф2-5 и ПСр Ф5-5) не являются стандартными. Однако вследствие небольшой стоимости эти припои находят широкое применение в промышленности.
Припой ПСр 44 и ПСр 37,5 имеют довольно сложный химический состав, причем в отличие от предыдущих серебряных припоев, состоящих из серебра, меди и цинка, первый из них легируется кадмием, марганцем и никелем, а второй – кадмием и марганцем.
Кадмий понижает температуру плавления припоев, марганец и никель повышают их механические свойства и придают некоторую жаропрочность припоям.
Припои ПСр 44 и ПСр 37,5 могут быть использованы для пайки легированных сталей, меди, а также медных и жаропрочных сплавов.
Припой ПСр 50 Кд является одним из наиболее легкоплавких среди тугоплавких припоев и имеет температуру плавления 650гр. Такой припой может быть использован для пайки стали, меди, медных сплавов. Главным достоинством припоя ПСр 50Кд является возможность применения его для пайки закаленных сталей.
Как известно, закаленные стали резко снижают свою прочность при пайке, особенно если температура пайки превышает примерно 700гр. Поскольку припой ПСр 50Кд плавится при температуре 650гр., то пайка им может быть осуществлена при температурах 660-670гр. без существенного снижения свойств основного металла.
Наиболее легкоплавким твердым припоем, применяемым в настоящее время для твердой пайки закаленных легированных сталей, является припой ПСр 40, который плавится при температуре 595-605гр. Пайка этим припоем производится при температуре 620гр., т. е. ниже температуры высокого отпуска сталей. Этот припой может быть использован также для пайки меди, медных сплавов и нержавеющих сталей.
Припой ПСр 40 в литом состоянии имеет следующие механические свойства: предел прочности при растяжении 38-44 кг/мм*2, предел текучести 21-23 кг/мм*2, относительное удлинение 18- 37% и относительное сужение 22-44% (как видно, прочность припоя ПСр 40 значительно выше прочности припоя ПСр 45).
Вследствие высокой прочности и низкой температуры пайки припой ПСр 40, кроме пайки закаленных сталей, может быть использован взамен ПСр 45 во всех случаях.
Припой ПСр 62 является трехкомпонентным, довольно легкоплавким сплавом. Однако для пайки закаленных сталей без отжига их этот припой не годится. Достоинством припоя ПСр 62 является отсутствие в нем легкоиспаряемых компонентов. Он может быть использован главным образом для пайки меди и медных сплавов. Припой имеет пониженные механические свойства.
Пайка серебряными припоями, указанными выше, производится с использованием твердых флюсов. Однако часть из них может быть использована для пайки в газовых средах. Как отмечалось выше, припои, пригодные для пайки в газовых средах, не должны содержать легкоиспаряемых компонентов или содержать такие составляющие, которые не испаряются в газовых средах. К припоям, удовлетворяющим этому требованию, относятся: ПСр 72, ПСр 50, ПСр 70, ПСр 50Кд, ПСр 40, ПСр 62.
Припои ПСр 72 и ПСр 50 содержат только серебро и медь, припой ПСр 70 содержит только 4% цинка (остальное серебро и медь), поэтому при пайке его состав почти не изменяется. Эти припои могут быть использованы для пайки сталей в восстановительной атмосфере и меди в атмосфере азота.
Эти припои могут быть использованы для пайки сталей в восстановительной атмосфере и меди в атмосфере азота.
Припои ПСр 50Кд и ПСр 40, хотя и содержат значительное количество легкоиспаримых компонентов, могут быть использованы для пайки в газовой среде благодаря низкой температуре плавления, при которой не происходит изменения химического состава припоев.
Припой ПСр 62 не содержит ни цинка, ни кадмия, а олово, входящее в состав припоя, хотя и является легкоплавким металлом, но не является легкоиспаряемым компонентом. Поэтому при пайке в газовых средах химический состав припоя ПСр 62 также не изменяется.
Кроме стандартных серебряных припоев, указанных выше, для пайки закаленных сталей, как с применением твердых флюсов, так и в газовых средах, применяется припой ПСр 48КН с температурой плавления 610-625гр. Пайка производится при температуре 650-660гр. Припой содержит 48% серебра, 13% меди, 12% цинка, 26% кадмия, 1% никеля и 0,1% кремния. Стандартные серебряные припои выпускаются промышленностью.
Серебряные припои
• Обновлено
Серебряный припой – один из самых прочных припоев, создает надежное и долговечное соединение при пайке. В состав серебряного припоя также входит медь. Фосфор, кадмий, олово, никель, марганец входят как добавки.
Серебряные припои пригодны для пайки всех черных и цветных металлов и сплавов, лишь бы температура плавления их была несколько выше температуры плавления припоя. Припои этой группы хорошо смачивают металлические поверхности, прекрасно заполняют зазоры швов, дают прочные и коррозионно устойчивые паяные соединения.
Соединения, паянные серебряными припоями, в отличие от всех других припоев, хорошо сопротивляются ударным и вибрационным нагрузкам, а также выдерживают значительные изгибающие деформации. Наиболее широкое применение в промышленности имеют тройные серебряные припои, содержащие медь и цинк.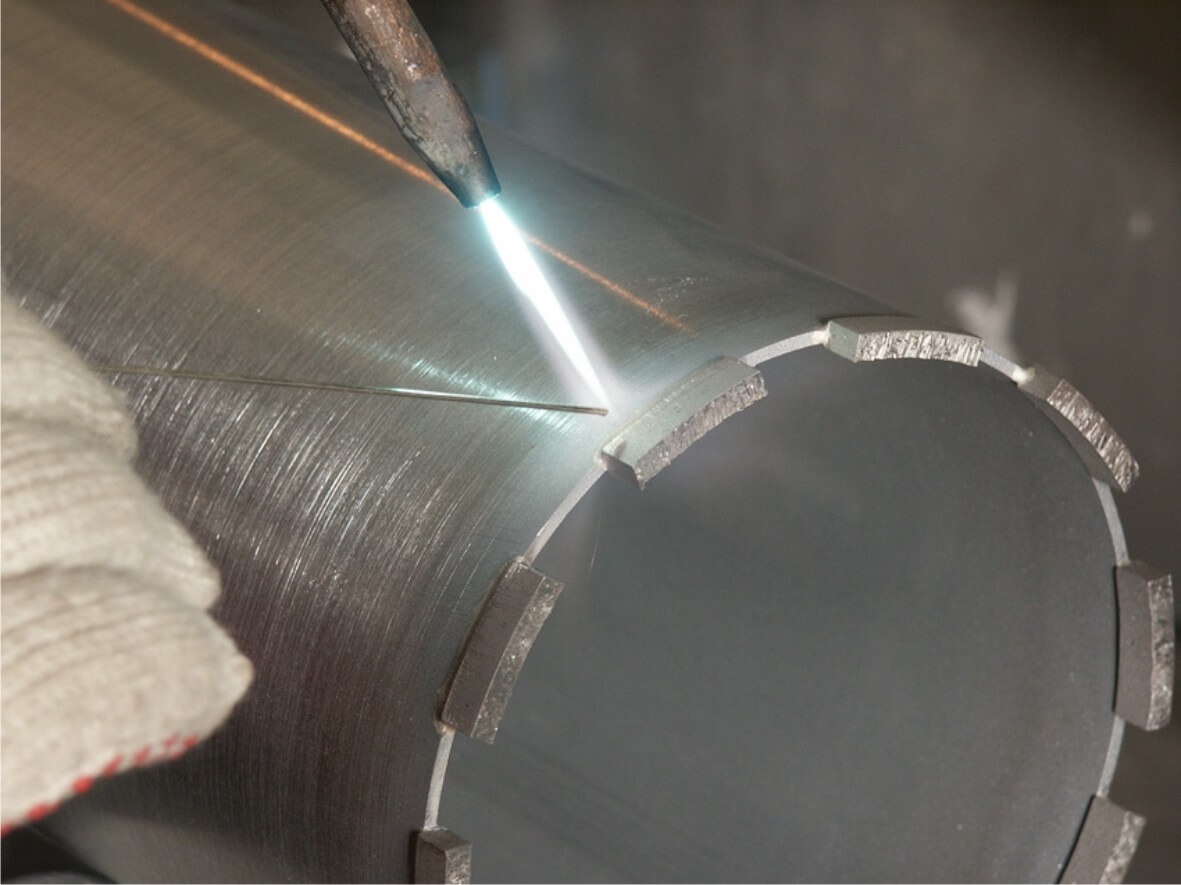
Для того чтобы изменить в нужную сторону физико-механические или технологические свойства тройных серебряных припоев, например, чтобы увеличить прочность припоя, повысить или понизить температуру плавления его, а иногда чтобы сократить расход сравнительно дорогого серебра, в них добавляют другие металлы: никель, марганец, кадмий, олово и т. д.
Состав тугоплавких серебряных припоев, применяемых в отечественной промышленности, регламентирован ГОСТ. В зависимости от химического состава припоев меняются их свойства, а следовательно, и область применения. Двойные серебромедные припои ПСр-72 и ПСр-50 обладают низким удельным электро сопротивлением, поэтому особенно пригодны для паяния токопроводяших соединений, от которых требуется высокая электропроводность.
Для этих же целей рекомендуется применять припои с высоким содержанием серебра ПСр-70 и ПСр-71. Для паяния узких капиллярных швов хорошо применять припои, обладающие высокой жидкотекучестью, например, эвтектический припой ПСр-72 или кристаллизующиеся в узком интервале температур припои ПСр-50Кд и ПСр-40. Для паяния изделий, не допускающих перегревов, следует рекомендовать наиболее легкоплавкие припои, например, ПСр-40, ПСр-62, ПСр-45 и т. п.
Для паяния изделий, не допускающих перегревов, следует рекомендовать наиболее легкоплавкие припои, например, ПСр-40, ПСр-62, ПСр-45 и т. п.
В машиностроительной промышленности наиболее широкое применение имеют более дешевые припои с содержанием от 10 до 45% Ag; они обеспечивают достаточно высокое качество паяных соединений. В зарубежной промышленности известно применение большого количества серебряных припоев, кроме тех, которые входят в наши отечественные стандарты. Большинство из этих припоев не обладают какими-либо серьезными преимуществами перед употребляемыми в нашей промышленности.
Марка припоя | Диаметр | Состояние поставки | Свойства | Нормативный документ | |
|---|---|---|---|---|---|
Плотность, г/см3 | Температура плавления (интервал), С | ||||
ПСр 72 | 0,15-6,00 | твердая | 10,00 | ГОСТ 19746-74 | |
ПСрвчМ 72-28 | 0,15-6,00 | 10,00 | * | СТО 00195200-048-2009 | |
0,15-6,00 | твердая | 9,80 | 918-1068 | ||
ПСр 70 | 0,15-6,00 | твердая | 988-1043 | ГОСТ 19746-74 | |
ПСрМО 68-27-5 | 0,15-6,00 | 9,90 | 928-1038 | ГОСТ 19746-74 | |
ПСр 65 | твердая | 9,45 | 968-995 | ||
ПСр 62 | 0,15-6,00 | твердая | 9,60 | ГОСТ 19746-74 | |
ПСр 50 | 0,15-6,00 | 9,30 | 1052-1133 | ГОСТ 19746-74 | |
ПСр 50Кд | твердая | 9,25 | 898-913 | ||
ПСрКдМ 50-34-16 | 0,15-6,00 | твердая | 9,60 | ГОСТ 19746-74 | |
ПСр 45 | 0,15-6,00 | 9,10 | 938-1003 | ГОСТ 19746-74 | |
ПСрМЦКд 45-15-16-24 | твердая | 9,40 | 888 | ||
ПСр 40 | 0,15-6,00 | твердая | 9,25 | ГОСТ 19746-74 | |
ПСр 37,5 | 0,15-6,00 | 8,90 | 998-1083 | ГОСТ 19746-74 | |
ПСр 25 | твердая | 8,70 | 1013-1048 | ||
ПСр 25Ф | 0,15-6,00 | твердая | 918-998 | ГОСТ 19746-74 | |
ПСр 15 | 0,15-6,00 | 8,50 | 913-1083 | ГОСТ 19746-74 | |
ПСр 12М | твердая | 8,30 | 1066-1103 | ||
ПСр 10 | 0,15-6,00 | твердая | 1095-1123 | ГОСТ 19746-74 | |
ПСрО 10-90 | 0,15-6,00 | 7,60 | 494-553 | ГОСТ 19746-74 | |
ПСрОСу 8 (ВПр-6) | твердая | 7,40 | 508-523 | ||
ПСрМО 5 (ВПр-9) | 0,15-6,00 | твердая | 7,40 | ГОСТ 19746-74 | |
ПСрОС 3,5-95 | 0,15-6,00 | 7,40 | 493-497 | ГОСТ 19746-74 | |
ПСр3 | твердая | 11,40 | 577-588 | ГОСТ 19746-74 | |
ПСрО 3-97 | 0,15-6,00 | твердая | 7,40 | 494-498 | ГОСТ 19746-74 |
ПСрОС 3-58 | 0,15-6,00 | твердая | 8,60 | 453-463 | ГОСТ 19746-74 |
ПСр 3Кд | 0,15-6,00 | твердая | 8,70 | 587-615 | ГОСТ 19746-74 |
 4pt; height: 19.5pt;” valign=”bottom”>
4pt; height: 19.5pt;” valign=”bottom”> 4pt; height: 18.75pt;” valign=”bottom”>
4pt; height: 18.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 16.5pt;” valign=”bottom”>
4pt; height: 16.5pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”> 75pt;” valign=”bottom”>
75pt;” valign=”bottom”> 4pt; height: 12.75pt;” valign=”bottom”>
4pt; height: 12.75pt;” valign=”bottom”>Обновлено:
Серебряные припои с флюсом для пайки серебра в домашних условиях паяльником
Что такое серебряный припой?
Серебряный припой – дело особое и требующее специального внимания. Дело в том, что он великолепно подходит для так называемой ступенчатой пайки, которая относится к современным технологиям работы с металлами.
Некоторые серебряные сплавы выдерживают очень высокую температуру – вплоть до 600°С. Именно это свойство и объясняет высокое качество пайки с такими сплавами.
Припой из чистого серебра встречается редко. Прежде всего, это дорого. Намного дешевле и эффективнее использование его сплавов с другими металлами, это называется припой на основе серебра. В их состав чаще всего входят кадмий, никель, медь и цинк – отличные компаньоны.
Чистые серебряные припои, конечно используются, но только в ювелирном деле, что вполне понятно.
Сертификат на мягкие припои.
Свойства сплавов зависят, прежде всего, от доли серебра. Если, например, его содержание выше 50%, сплав становится пластичным и устойчивым к значительным нагрузкам. Все возможные варианты серебряных сплавов изложены в специальном стандарте – это ГОСТ 19738-74 «Припои серебряные».
Отличный вариант для экономии средств – домашнее производство серебряного сплава для пайки своими руками, которое мы также разберем.
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
В этом составе есть кадмий, а это означает довольно высокую хрупкость сплава. Такой серебряный припой используется в пайке изделий, которые не будут подвергаться каким-либо колебаниям.
Если вы повысите долю серебра для пайки свыше 50%, вы получите смесь металлов с высокой текучестью и отличной устойчивостью изделия к нагрузкам в дальнейшем.
Какие применяют припои
Для запаивания предметов из серебра применяются, в том числе в промышленности, серебряные припои. Они представляют собой сплав серебра с прочими металлами, характеризуются надёжностью, прочностью и, что самое главное, невосприимчивостью сварных швов к коррозии.
Наиболее востребованными считаются ПСР-10, ПСР-15, ПСР-25 (число на конце отражает содержание драгметалла в процентах). А для усиления антикоррозийной защиты при пайке может применяться, допустим, ПСР-70.
Марки отличаются друг от друга не только составом, но также плотностью, температурой плавления, сопротивлением к электричеству.
Читать также: Сталь 40хн2ма характеристики механические свойства
Припои могут продаваться в виде уже готового порошка или нарезанных кусочков по 2-3 миллиметра. Также можно встретить припои в форме проволоки или цельных листов – в этом случае нарезать кусочки нужных размеров придётся самостоятельно (это легко сделать обыкновенными кусачками).
Как выбрать правильный припой?
Не так уж это и просто – выбрать самый подходящий вариант из огромного числа самых разных сплавов. Понятно, что, если для вас важнее всего устойчивость к вибрационным нагрузкам и высокое сопротивление к ударам, вам следует остановить свой выбор на опциях с высоким содержанием серебра.
Такой же выбор относится и к работе с холодильной и климатической аппаратурой.
Партнерские металлы ведут себя по-разному. Если, к примеру, свинец ни в коем случае нельзя добавлять в сплав при работе с изделиями, устойчивыми к высокой температуре, то медь при таких условиях ведет себя отлично и является прекрасным партнером основным компонентам.
Если в сплаве имеется кадмий, то имеет место повышенная хрупкость – именно поэтому он редкий элемент в припоях на основе серебра.
А вот фосфор – популярнейшая добавка благодаря своему свойству снижать температуру плавления, что полезно при работе с нержавеющей сталью, алюминием и другими сложными металлами.
Как правильно паять латунь?
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла. Выход один – нужно проводить пайку при низкой температуре, используя припой из олова и свинца. Но необходимо применять флюс, наиболее распространенным является из канифоли и спирта.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру. Причем поры образуются при любом способе пайки, как под высокой температурой, так и под низкой. Нередко применяется пайка латуни в газовой среде (при условии, что перед началом работ было проведено флюсование). Допускается не использовать флюс, если на поверхности латуни имеется слой никеля или меди.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное – в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
Латунь, богатая медью, спаивается следующими припоями:
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Использовать медно фосфорный припой нельзя, так как соединение оказывается малопластичным из-за образования при пайке фосфидов цинка на поверхности шва.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
Серебряный припой своими руками
Слово «приготовить» – вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.
Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
С латунью нужно предварительно поработать – зачистить ее от оксидной пленки. Серебро с пробой №999 плавим в ложке, добавляем латунь и хорошо перемешиваем прямо в ложке. После полного расплавления добавляем цинк.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Читать также: Станок для литья чугуна
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру. Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие.
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Сортировка шихты проводится на специальных ювелирных весах, проверяется и взвешивается серебряный лом разных проб: 916 и 875, чистое серебро, металл, бура. Шихта делится на равные кучки примерно по двадцать грамм, ее чистят с помощью магнита от примесей железа и стали.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Теперь сама операция
В качестве припоя есть несколько интересных вариантов, первый это ПОИН-52, с температурой плавления 120 °C. Альтернатива этому — сплав Розе с температурой плавления 94 °C
В итоге для начала я остановился на втором варианте, однако применять его для производительных ЦП совершенно не стоит, так как ваш новый термоинтерфейс вполне может расплавиться в процессе эксплуатации.
Я использовал паяльную станцию Магистр Ц20-М с возможностью регулирования температуры жала, а также термостолик Магистр Ц20-Т-1.0, также с возможностью регулирования температуры.
Оборудование для эксперимента
Сначала я занялся термораспределительной крышкой, которая представляет собой никелированную медную пластину с выпуклостью в месте контакта с кристаллом. Облуживание проводилось при температуре жала паяльника 135 °C.
В итоге у меня получилось
Облудить теплораспределительную крышку у меня сразу не получилось. Адгезии припоя к ней совершенно нет. Тогда я использовал наиболее доступный флюс (самодельный), который представлял собой сосновую канифоль, растворённую в медицинском спирте. После применения флюса я смог облудить площадку.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Среднеплавкие сплавы
Серебряный припой обладает уникальным качествами:
- высочайшая прочность;
- устойчивость к коррозии и в агрессивных средах;
- низкая температура плавления;
- высокая теплопроводность.
В дополнение он прекрасно заполняет все зазоры между спаиваемыми поверхностями и отлично ложится на любую металлическую поверхность.
Приготовление серебряного припоя – дело несложное, творческое и весьма увлекательное. А если учесть при этом значительную экономию средств, то пайка серебра – метод, которому стоит научиться.
Припой марки ПСрМц 37
Проволока припоя серебряного (ПСрМц 37 и ПСр-25) применяется для соединения поверхностей, выполненных из латуни. Формой для его изготовления является сплошной лист. Его нарезают на полосы толщиной 1,5-2 мм. Зазоры между соединяемыми поверхностями заполняют серебряным припоем, способным выдерживать механические деформации и вибрации.
Серебряный припой обладает уникальными качествами. С его помощью можно спаивать самые разнообразные металлы и сплавы. В зависимости от содержания серебра и других ингредиентов свойства припоя можно подобрать под требуемую задачу. Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.
Серебряный припой
Соединение металлов: пайка против пайки
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или устройстве, чтобы веб-сайт работал так, как вы ожидаете. Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт работы с сайтом. Ниже описаны различные типы файлов cookie, которые мы используем, и вы можете запретить использование некоторых типов файлов cookie.Щелкните заголовок категории, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Совершенно необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции. Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе.Хотя вы можете настроить свой браузер так, чтобы он блокировал или предупреждал вас об этих файлах cookie, некоторые части веб-сайта не будут работать без них.
Модулей:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, шаблоны кликов и аналогичные показатели. Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация агрегирована и поэтому анонимна.Если вы не разрешите использование этих файлов cookie, мы не узнаем, когда вы посетили наш веб-сайт.
Модулей:Таргетинг / реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов. Они создаются через наших рекламных партнеров, которые учитывают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах.Если вы не разрешите использование этих файлов cookie, вы не увидите нашу таргетированную рекламу в других местах в Интернете.
Модулей: ИксASP.NET Framework
Технологический стек, необходимый для хостинга веб-сайта
ИксАутентификация Titan CMS
Технологический стек, необходимый для хостинга веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайтах, позволяя нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, обеспечить лучший опыт.
Имя файла cookie:
- _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _gid
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часы - NID
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочтительный язык (например, английский), количество результатов поиска, которые вы хотите отображать на странице (например, 10 или 20), и хотите ли вы чтобы включить фильтр Безопасного поиска Google.
лет
Срок действия: 2 - _gat_UA – ######## – #
Используется для ограничения скорости запросов.Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Expiration: 1 минута - _gac_ <идентификатор-свойства>
Содержит информацию о кампании для пользователя. Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не отключите их.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP.Другие возможные значения указывают на отказ, запрос в полете или ошибку при получении идентификатора клиента из службы идентификатора клиента AMP
год
Срок действия: 1
Titan Consent Manager
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Однозначно идентифицирует пользователя для поддержки исторического отслеживания предпочтений согласия
лет
Истечение срока: 10 - CookieConsent_
Отражает самые последние настройки согласия для текущего сайта.
лет
Срок действия: 2
Точка доступа
Эти файлы cookie используются HubSpot для анализа ваших посещений и предоставления целевой информации через сторонние электронные письма.
Имя файла cookie:
- Hstc
Основной файл cookie для отслеживания посетителей.Он содержит домен, utk (см. Ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (увеличивается для каждого последующего сеанса).
лет
Истечение срока: 2 - Hubspotutk
Этот файл cookie используется для отслеживания личности посетителя. Этот файл cookie передается в HubSpot при отправке формы и используется при дедупликации контактов
лет
Expiration: 10 - HSSC
Этот файл cookie отслеживает сеансы.Это используется, чтобы определить, следует ли увеличивать номер сеанса и временные метки в файле cookie __hstc. Он содержит домен, viewCount (увеличивает каждый pageView в сеансе) и временную метку начала сеанса
Expiration: 30 минут - HSSCRC
Каждый раз, когда HubSpot изменяет файл cookie сеанса, этот файл cookie также устанавливается. Мы устанавливаем его в 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс
Истечение срока: Сессия
Пайка серебром: процессы и методы
Серебряная пайка, часто называемая «твердой пайкой» или «серебряной пайкой», представляет собой процесс низкотемпературной пайки прутков с температурами плавления в диапазоне от 1145 до 1650 ° F (от 618 до 899 ° C).
Это значительно ниже, чем у припоев из медных сплавов.
Прочность соединения, выполненного этим способом, зависит от тонкой пленки припоя из серебра.
Пайка против пайкиСеребряный припой обычно используется в ювелирных изделиях, меди и латуни. Он слабее серебряной пайки.
Пайка аналогична пайке, за исключением того, что пайка происходит при более высоких температурах.
Основы
- Происходит при 1200 градусах по Фаренгейту
- 5-50% металла – серебро, остальное – обычно медь и цинк
- Дорого от 50 долларов за раз
- Капиллярное притяжение в мелких трещинах
Серебряные припои состоят из серебра с различным процентным содержанием меди, никеля, олова и цинка.
Они используются для соединения всех черных и цветных металлов, кроме алюминия, магния и других металлов со слишком низкой температурой плавления.
ПРЕДУПРЕЖДЕНИЕ
Пары оксида кадмия, образующиеся при нагревании и плавлении серебряных припоев, очень токсичны. Во избежание травм персонала необходимо надевать средства индивидуальной защиты и обеспечивать соответствующую вентиляцию.
Важно, чтобы на стыках не было оксидов, окалины, жира, грязи или других посторонних веществ.Поверхности, не покрытые кадмием, можно легко очистить механически с помощью металлической щетки или абразивной ткани; химически травлением кислотой или другими способами.
Следует проявлять особую осторожность при шлифовании всех поверхностей кадмия до основных металлов, поскольку пары оксида кадмия, образующиеся при нагревании и плавлении серебряных припоев, очень токсичны.
Серебряная пайка
Серебряная пайка на раме велосипеда. Покрытие дополняется перетеканием серебра через стык и береговую линию.Флюс
Обычно требуется флюс.Температура плавления флюса должна быть ниже, чем температура плавления припоя из серебра. Это сохранит основной металл в чистоте и обеспечит должное флюсование расплавленного металла. Достаточный флюс следует нанести с помощью кисти на соединяемые детали, а также на металлический стержень для серебряной пайки.
При пайке серебра методом оксиацетилена желательно иметь сильно восстанавливающее пламя. На работу следует наносить внешнюю оболочку пламени, а не внутренний конус. Конус пламени слишком горячий для этой цели.Для лучшего распределения присадочного металла зазоры в стыках должны составлять от 0,002 до 0,005 дюйма (от 0,051 до 0,127 мм). Тонкая пленка присадочного металла в стыке прочнее и эффективнее, а скругление вокруг стыка увеличивает его прочность.
Основной металл следует нагревать до тех пор, пока флюс не начнет плавиться по линии стыка. Присадочный металл не подвергается воздействию пламени, а наносится на нагретую область основного металла ровно настолько долго, чтобы присадочный металл полностью вливался в соединение.Если одна из соединяемых частей тяжелее другой, более тяжелая часть должна получить больше тепла. Также детали с высокой теплопроводностью должны получать больше тепла.
В качестве альтернативы вы можете попробовать более новую технологию, в которой используется пруток для безфлюсовой пайки , например прутки для пайки HTS 2000.
Серебряные прутки для пайки
Прутки для пайки серебра Bossweld, используемые для пайки меди и латуни с низким содержанием цинка. Используется с Silver Flux.Процесс
Серебряная пайка использует те же основные методы, что и другие методы пайки, включая подгонку для надлежащего капиллярного действия, очистку основных металлов, использование флюса, нагревание и очистку после пайки.
При нагревании сборки нагревайте равномерно, с большим нагревом на более толстом металлическом участке. Если один металл имеет лучшую теплопроводность, чем другой, приложите больше тепла к лучшему проводнику тепла.
Обратите внимание, что присадочный металл течет к более высокому источнику тепла.
Как паять медь серебряным припоем | Home Guides
Хотя в новых домах используются гибкие трубы, такие как PEX, для водопроводных линий, в большинстве существующих домов сегодня все еще используются медные трубы.Медные трубки обычно бывают диаметром 3/4 дюйма и 1/2 дюйма. Трубки нарезаются резаком для труб, а стыки соединяются путем их пайки серебряным припоем. Есть много типов соединителей, в том числе колена, прямые соединители и даже переходники. Правильная техника пайки имеет решающее значение, поскольку соединения могут протечь или лопнуть, что приведет к серьезным повреждениям от воды.
Очистите медные стыковые поверхности и потрите их сантехническими щетками с проволочной щетиной. Например, для типичного соединения внешняя сторона медной трубки и внутренняя часть соединителя должны иметь потертости.
Нанесите флюс на внешнюю сторону трубки и внутреннюю часть соединителя с помощью кисти, поставляемой с флюсом. Флюс сохраняет соединение в чистоте во время пайки.
Вставьте трубку в соединитель, убедившись, что она полностью выходит на дно.
Нагрейте разъем пропановой горелкой примерно на 10 секунд. Не нагревайте шов стыка напрямую.
Прикоснитесь серебряным припоем к стыковому шву. Если трубка достаточно горячая, припой полностью расплавится в шве и вокруг него.Если припой не плавится, приложите больше тепла к стыку в течение нескольких секунд. Не нагревайте припой напрямую.
Осмотрите соединение, чтобы убедиться, что припой полностью втянулся в соединение и вокруг него. В шве будет видно серебряное кольцо. Оберните стык влажной тряпкой, чтобы он остыл.
Ссылки
Наконечники
- Перед пайкой убедитесь, что в трубке нет следов воды. Даже несколько капель помешают правильному расплавлению припоя в шве, что приведет к слабому соединению, которое позже может протечь или сломаться.
Предупреждения
- Всегда имейте при себе огнетушитель. Если вы не будете осторожны, вам, возможно, придется производить пайку в полостях стены, где дерево, гипсокартон или изоляция могут загореться.
Писатель Биография
Эмра Орук – генеральный подрядчик, писатель-фрилансер и бывший механик по гоночным автомобилям, который профессионально пишет с 2000 года. Публикуется в журнале «Семейный разнорабочий» и имеет опыт работы консультантом по разработке и доставке. -пользовательское обучение.Орук имеет степень бакалавра политических наук и экономику в Университете Делавэра.
Советы и хитрости пайки – Сообщество производителей ювелирных изделий Ganoksin
Медицинские кровоостанавливающие зажимы и щипцы являются хорошими зажимами для припоя проволоки. Зажимы для пайки могут быть изготовлены из шплинтов, проволоки для плечиков, рояльной проволоки, стальной ленты или старых пружин часов. Их можно использовать для скрепления частей.
Грузики для пайки – хороший инструмент.Несколько штук разного веса действительно полезно иметь под рукой и очень быстро использовать. Они удерживают предметы во время пайки и могут иметь фиксирующие концы с зазубринами, просверленными отверстиями или канавками. Традиционно они изготавливаются из прямоугольных блоков из прочной стали, к которым прикреплен прижимной стержень. Однако их бывает трудно найти. Можно использовать уголок.
Подойдет даже банка для сардины, наполненная металлическим или свинцовым наполнителем. Их можно сделать из прямоугольных толстых стальных листов со стальными стержнями 1/8 дюйма или 3 мм, припаянными (думаю, твердо припаянными) к блоку, используя флюс с белой пастой, серебро, серебряный припой, латунь или медь, чтобы зафиксировать его на месте.
Конец, который опирается на изделие, чтобы удерживать его на месте, может иметь разную форму для разных целей. Для стержня хорошо подходят старые надфили. Они намного быстрее в использовании, чем любой третий рычаг, поскольку у каждого есть паяльный вес разного размера, и они быстро устанавливаются на изделие, чтобы удерживать его на месте. Их часто используют в сочетании с гнездом. Если использовать лист стали, а не твердый прямоугольный блок, получается относительно легкий груз для пайки, но он позволяет легко складывать кирпичи или другие объекты на плоскую поверхность груза, чтобы быстро иметь переменный вес.
Есть много видов преломляющих поверхностей, которые можно использовать для пайки, от кусков пемзы до Kitty Litter® (остерегайтесь последнего – он имеет тенденцию лопаться при первом нагревании, используйте защитные очки, наденьте фартук и наденьте его. t носить сандалии). Кому-то нравятся керамические блоки различных типов, графит подойдет, проверенный временем (и приятная восстановительная атмосфера) угольный блок всегда хорош, хотя и несколько дорого.
Я предпочитаю использовать легкий (не плотный и тяжелый) огнеупорный кирпич из тех, из которых керамисты строят печи.Его можно легко придать форму, распилить или разрезать с помощью пилы по дереву, вставить в него провода и штыри, очистить его, царапая другой огнеупорный кирпич – в общем, это полезная поверхность для пайки.
У меня есть пульверизатор с водой, как растительный мистер, возле паяльного стола. Он используется для тушения угольного блока сразу после его использования. Это сохраняет блок намного дольше, чем просто позволяет ему гореть после использования. Спрей также используется для закалки, если я не возражаю против небольшого распыления и хочу, чтобы вода не попала во внутренние пространства конструкции или сложенный кусок металла во время складывания.
Раньше с угольным блоком я брал металлическую банку со стенками немного ниже и больше, чем блок, и заливал в нее литье или паяльную паковку, а затем устанавливал блок на место. Это предотвращает раскол блока, поскольку они имеют тенденцию к этому, и поскольку он установлен в металлическом поддоне, он становится более чистым и более легким в обращении, чем просто незакрепленный блок. Некоторые люди оборачивают блок проволокой по бокам, чтобы удерживать его вместе, хотя, на мой взгляд, это все равно позволяет отваливаться грязным битам и не учитывает большие трещины.
Джон Когсуэлл придумал отличный способ делать гранулы или маленькие шарики, используя угольный блок. Он использовал их для гранулирования, но есть множество применений для маленьких сфер. Для блока делают металлический каркас, как показано на схеме. Блок наклоняют на подставку или что-то в этом роде, а рядом ставят небольшую кастрюлю с водой. Когда нагревают маленькие металлические куски, как только они становятся круглыми, они скатываются по поверхности блока, сохраняя свою форму, а затем приземляются в воду.Рама направляет их от блока к сковороде. Я нарисовал прыжковые кольца, а не металлическую стружку, потому что прыжковые кольца – единственный способ легко и точно гарантировать одинаковый объем металла при изготовлении маленьких мячей.
Это быстрый метод для небольшого количества сфер. Большие количества обычно получают путем наслоения металлических деталей в порошке древесного угля и нагревания в печи в течение некоторого времени, а затем смывания золы.
Гнездо для пайки – это свободно намотанный пучок довольно тонкой железной вязальной проволоки.Слегка раздвиньте пальцы, чтобы намотать проволоку (0,016 или тоньше), чтобы не защемить их слишком туго. Полезны гнезда нескольких размеров, но, как правило, три пальца дают гнездо хорошего размера для большинства работ. Один из них наматывается под разными углами, образуя неплотно переплетенную подушечку толщиной около 4 мм (3/16 ″). Это заставляет работу нагреваться от огнеупорного кирпича, позволяя теплу, отраженному от кирпича, воздействовать на него. Поскольку железо плохо проводит тепло, оно удерживает тепло после того, как пламя убирается в другом месте, и действует как электрическая горелка под частями детали, которую не нагревают горелкой, потому что она светится, пока пламя перемещается в другом месте детали.Это наиболее полезно с более широкими типами пламенных горелок; профессионалы, работающие только с мини-фонариком, не сочтут это полезным.
Такое гнездо имитирует действие пайки на угольном блоке и обеспечивает большее количество тепла, хотя и не предлагает условий восстановительной атмосферы угольного блока. Однако тонкая железная проволока намного дешевле, чем угольный блок, и служит годами. Если вы используете для этого слишком толстый провод, то его воздействие на теплоотвод при контакте с изделием может помешать пайке.
Гнездо для пайки железной вязальной проволоки.
Паковочный камень Kerr® Quickset # 2 – отличный помощник для скрепления деталей во время пайки. Дуг Заруба использует половину мяча для сквоша как небольшую миску для смешивания, делает глиняную смесь, помещает ее вокруг частей, которые нужно скрепить, моет руки, и затем она готова к пайке. Для получения очень густой смеси посыпьте оставленные сломанные части пильного полотна или волокнистый материал, такой как Fiberfax® или стекловолокно (зудящий и неприятный).Его можно заказать у местного поставщика, у которого есть каталог Kerr®. Однако он не указан вместе с инвестициями, а вместо этого находится в разделе «специализированные продукты» и находится в конце каталога. Более долговечные приспособления для пайки могут быть изготовлены из смеси одной трети паковочной массы, одной трети портландцемента и одной трети стекловолокна. Такое приспособление может выдержать около 50 пайки.
Радиаторы обычно являются проблемой при пайке, но их можно использовать творчески, чтобы предотвратить раскрытие ранее паяных соединений во время последующих операций пайки.Примеры включают куски стали, шайбы, гайки и старые медные монеты – при этом следует быть осторожным, чтобы они не были сделаны с алюминиевым сердечником с низкой температурой плавления, как многие новые монеты. Отличительной чертой опытного ювелира является использование радиаторов вместо замедлителей течения припоя. Контроль нагрева – это контроль пайки.
Тонкая (калибр 30) железная вязальная проволока очень хороша для скрепления деталей. Важно использовать кабель, так как он с меньшей вероятностью выгорит во время пайки и может немного расширяться и сжиматься, чтобы не было вдавления связанного объекта, что может произойти очень легко, если слишком толстый провод используется для связывания во время пайки.Основное правило – никогда не использовать проволоку толщиной, равной или толще связываемого листового металла. Обычно достаточно двухжильного кабеля.
Скрученный трос затем наматывают петлей через каждые 1-2 см, а затем скручивают и скручивают в ряды натяжных петель. Важно всегда крутить их в одном направлении, чтобы случайно не ослабить их позже в неподходящий момент. Они могут быть затянуты и позволяют распределять нагрузку по системе связывания, чтобы проволока не деформировалась внезапно, как только ее затягивают достаточно сильно.Они также допускают более сложные ситуации с подключением.
Важно никогда не прокладывать проволоку через открытое пространство, так как металл размягчается, прогибается внутрь и разрушается. Вместо этого используются крючки и наличие петель натяжения, чтобы иметь возможность перенаправить давление на самые прочные структуры паяемого объекта. Поскольку при нагревании все становится мягким и податливым, мы используем конструктивную прочность, чтобы заменить прочность материала при температурах, необходимых для паяной конструкции.
Можно соединить проволокой очень сложные для точной фиксации формы, например, сферу.Обратите внимание на то, как наличие натяжных петель позволяет протягивать через них крючки и провода, что делает возможным подсоединение почти любого объекта.
Некоторые ювелиры предпочитают вязальную проволоку из нержавеющей стали, потому что ее можно поместить в травление, не вызывая реакции покрытия. Мне не нравится отсутствие растяжения при затягивании, но, как и все, к этому можно привыкнуть и приспособиться.
При перекрытии шва вязальной проволокой возьмите более толстую проволоку (калибр 16 и выше) и сделайте перемычку, чтобы снять вязальную проволоку со шва.Это предотвращает его припаивание к шву. Обратите внимание на то, как проволока перемычки изгибается вверх и от шва, чтобы избежать контакта с ним, а также как концы перемычки из толстой проволоки также загибаются вверх от соединяемой металлической поверхности, так что, как салазки на салазках, они не царапаются. поверхность, на которой они находятся.
Лучше потратить час на подключение сложной работы, а затем потратить меньше пяти минут на беспроблемную пайку, чем возвращаться и ремонтировать или устранять проблемы.С опытом нужно реже подключать провода, но правильная установка проводки или пайки обычно экономит значительное время в долгосрочной перспективе. Старая цитата Аристотеля: «Хорошее начало – половина дела», хотя и вызывает раздражение, – точна.
Когда нужно паять хвостовик кольца, не подвергая опасности камень, его обычно упаковывают в охлаждающий материал, такой как паковочный камень Kerr® # 2 (Quickset # 2), Kool Jool®, влажное матовое бумажное полотенце и т. Д., Чтобы защитить его. По моему опыту лучше всего подходит влажное бумажное полотенце, потому что лучше контролировать степень его влажности и, следовательно, безопасность камня.Однако я предпочитаю держать головку кольца под водой в тигле и удерживать кольцо при помощи паяльной массы. Можно также сделать тонкий кусок обжигового кирпича, который заправляют внутри кольца над уровнем воды, чтобы дополнительно отражать тепло вверх и замедлять испарение воды.
Этот подход особенно хорош для серебряных колец, поскольку серебро проводит тепло лучше, чем любой из металлов, и поэтому для такой пайки требуется интенсивное горячее нагревание. Во всех случаях необходимо следить за уровнем воды, чтобы случайно не упасть слишком низко и тем самым не поставить под угрозу камень.Другой используемый материал – это бумажная глина, продукт, который продается во многих ремесленных мастерских и происходит из Японии.
Метод защиты драгоценных камней от тепла был разработан в магазине Роберта и Барбары Кейлор в Бойсе, штат Айдахо. Они используют тигель со свинцовой дробью в нем, чтобы надежно удерживать кольцо при пайке. Таким образом, можно следить за уровнем воды, чтобы убедиться, что он не опустится слишком низко, как будто на кольце есть неприятный свинцовый беспорядок, не говоря уже о потенциальном повреждении камнями (для удаления свинца используют соляную кислоту; смесь соляная и вода в различных пропорциях).Альтернативой будет дробь из нержавеющей стали.
Еще один трюк с пайкой от Кейлора заключается в использовании здоровенного круглого или кольцевого магнита от стереодинамика в качестве удерживающего инструмента для задней части одного или нескольких стальных самоблокирующихся пинцетов; такой же недорогой вид используется для пайки зажимов для сережек. Они легко маневрируют, быстро устанавливают, снимают и удерживают предметы толщиной с магнит (около 1 см или чуть меньше полдюйма) над поверхностью пайки. Магниты также могут быть установлены различными способами на их сторонах и так далее, чтобы обеспечить другие удерживающие положения для самоблокирующегося пинцета.
Отметим, что система Benchmate® поставляется с лучшими третьими плечами, которые я когда-либо видел, и имеет различные паяльные платформы, зажимы и радиаторы для кольцевой пайки, которые входят в стандартную комплектацию системы.
Замедлители текучести припоя лучше всего использовать, когда радиаторы не работают. Обычно эффективнее и быстрее работать с терморегулятором и радиаторами. У кого-то может возникнуть ложное чувство безопасности с замедлителями текучести припоя и попытаться использовать методы нагрева, которые могут угрожать повреждению детали.Иногда, однако, требуется замедлитель текучести припоя, чтобы предотвратить замерзание детали при пайке, например, при пайке некоторых цепей и пайке спускового крючка для фиксации на месте в защелке (я бы все равно использовал радиатор и скорость с этим методом).
Некоторые люди используют желтую охру с водой. Я обнаружил, что он имеет тенденцию «просачиваться» во флюс, что затрудняет пайку. Его несколько лучше смешать с небольшим количеством масла, а не с водой, но мне трудно удалить его с куска и я не использую его.
Некоторые люди используют немного румян из пыли полировальной машины, смешанной с небольшим количеством масла, что хорошо работает.
Можно взять небольшой кусок резины (кусок вулканизированной формы, отрезать кусок старого шланга горелки и т. Д.) И, удерживая его пинцетом, потереть им металлическую часть, которую необходимо защитить, пока она горячая. Резина плавится с поистине неприятным запахом (используйте вентиляцию) и оставляет на металле коричневый слизистый слой. Это тоже хорошо работает.
Мне больше всего нравится корректирующая жидкость Papermate ©.Существуют версии на основе растворителей и без растворителей на водной основе. По моему опыту, версия на водной основе не так легко отрывается от металла после пайки, как версия на основе растворителя, которую я поэтому предпочитаю. Я слышал, что он содержит токсичные химические вещества, которые выделяются при нагревании, и написал в компанию Papermate список всех металлов, химикатов и температур, с которыми их продукт может контактировать при стандартном использовании металлургов. В ответном письме не упоминалось о химическом взаимодействии с белым пигментом, и они считали, что основная опасность заключается в используемом растворителе: 1.1.1. трихлорэтилен, который, как я понимаю, является мутагеном и канцерогеном.
Это наводит меня на мысль, что белый материал – это что-то инертное, например оксид олова или карбонат кальция (мел). 1.1.1. трихлорэтилен распадается при нагревании с образованием газообразного хлора, хлористого водорода и газообразного фосгена, которые очень токсичны. Их лаборатория провела испытания скорости испарения и обнаружила, что из-за того, что кожа покрывает растворитель, не испаряется так быстро, как они думали. Кажется, что примерно через двадцать минут после нанесения растворитель полностью испарится.Однако здесь возникает проблема безопасности, и рекомендуется использовать альтернативные материалы на основе растворителей. Хотя мы не обсуждаем воздействие больших количеств растворителей, кто-то в какой-то момент будет использовать их в больших количествах сразу или в течение всего дня, что может привести к травмам. Гончарная «мойка в печи» тоже может подойти.
У меня есть подозрение, что Papermate® и аналогичные продукты в основном состоят из карбоната кальция, который производители печати называют «белилой», а все остальные – «мелом». Самым дешевым источником мела в растворе, вероятно, является Maalox®, хотя я еще не пробовал использовать его в качестве замедлителя текучести припоя.
Kaylor использует China White, стандартный материал для художников-графиков, состоящий в основном из мела, в качестве эффективного замедлителя течения припоя. Он поставляется в виде жидкости в тюбике или в виде сухого пирога, который можно использовать как акварельный пирог с кистью и небольшим количеством воды.
Келли Клеммер из Калгари использует Papermate® в качестве резиста для ретикуляции на латуни. Он рисует его по узору, дает ему более чем достаточно времени для проветривания, а затем создает сетку поверхности. Где резист остается более или менее гладким, обеспечивая гладкие образные (в его случае) области среди ретикуляции.
Некоторые ювелиры используют одноразовые зажигалки для зажигания фонарей. С одной стороны, это здорово, потому что команды инженеров потратили годы на выяснение самого лучшего и простого способа зажигать искру вручную и придумали эту форму, но если они содержат газ, они могут взорваться, если их ударить искрой или случайно коснуться пламя факела. Ходят слухи, что зажигалка имеет такую же взрывную силу, что и граната, и может оторвать ногу. Затем я предлагаю использовать пустой и осторожно отпилить самое дно, чтобы не оставалось никакого топлива вокруг него.Если на дне есть отверстие, то можно, как я, забить гвоздь рядом с местом пайки, и зажигалка будет аккуратно на нем сидеть.
Старомодная выдувная трубка, которую все еще можно купить у большинства поставщиков инструментов, стоит около двух долларов, использует пламя спиртовой или масляной лампы и позволяет получить горячую точку различных размеров, температура которой составляет около 1700oF. Маленький – это как мини-фонарик за 500 долларов менее чем за 5 долларов. Отверстия разного размера в разных наконечниках дают очаги разного размера. Один мягко дует в трубу и через пламя на работу.Давление воздуха требуется не очень большое. Единственный трюк – научиться удерживать воздух в одной щеке, как трубач, который продолжает идти через трубу, пока вы дышите через нос, чтобы поддерживать постоянное давление воздуха. Причина, по которой у ювелирных спиртовых ламп плоские стороны, заключается в том, что их можно слегка наклонить, чтобы пламя паяльной трубки могло легче проходить через них при такой пайке. В качестве источника воздуха можно использовать регулируемый бесшумный насос для аквариума. Я видел это один или два раза с газовыми / воздушными горелками в качестве источника воздуха.Большая часть мира до сих пор использует этот инструмент.
Некоторые ювелиры используют очистители для труб в качестве флюсовых щеток. Мне нравятся безыгольные шприцы для введения водянистых растворов флюса в пробирки и другие труднодоступные места.
Самоблокирующийся пинцет можно купить и при необходимости изменить его форму. Хорошая форма – это изгиб на полдюйма под прямым углом на конце. Его можно запилить так, чтобы отдельные провода или штыри можно было удерживать во время пайки. Джон Когсуэлл использует их версии как чрезвычайно полезные приспособления для пайки и теплоотводы для изготовления выводов из проволоки.Показан пример, в котором на кончиках пинцета расположены две поперечные распорки с перемычками и вертикальный зубец, которые зажимаются вместе для пайки с помощью точечной горячей мини-горелки прямо в пинцете. Установка собирается по одному вертикальному выступу за раз.
Пара более дешевых самоблокирующихся пинцетов из хромированной стали с треугольной выемкой на каждом из концов, автоматически захватывает и защелкивает стойки серьги под прямым углом для быстрой пайки штырей серьги.Чтобы использовать их, достаточно просто бросить стойки сережек на стол, и они легко и быстро удерживаются под углом 90o, независимо от того, под каким углом они захватываются. Обратите внимание на то, что концы были опилены так, что при использовании они плавно захватывают и направляют стойку серьги в ее паз. Опять же, другие пазы, щели и отверстия могут быть установлены для удержания различных типов узлов вместе во время пайки. Если они сделаны из титана или если титановые концы прикреплены к самоблокирующемуся пинцету, они не могут паяться вместе или с собираемыми металлами и поэтому становятся превосходным паяльным приспособлением.
Самоблокирующийся пинцет может быть изготовлен из толстой железной проволоки. В основном это своего рода клещи с пружинностью и встроенным зажимом. В европейских каталогах инструментов есть примеры, которые можно быстро изготовить, посмотрев на фотографии.
Для такого зажима также можно использовать шплинт и тяжелую гайку. Она изгибается вверх после того, как на нее надвинута гайка, а при повороте гайка в некоторой степени входит в шплинт, так что он фиксируется, когда гайка навинчивается на изогнутые ножки шплинта.Подобные зажимные приспособления можно легко сконструировать, подумав.
Самоблокирующиеся пинцеты и зажимы могут быть изготовлены различными способами. Например, можно надеть кольцо или овальную петлю на обычный пинцет и сдвинуть его вверх, чтобы затянуть их на месте. Существуют буквально десятки самодельных зажимных приспособлений для пинцета для пайки. Определите проблему пайки; определите «что должно быть» для настройки пайки, и будет доступно какое-то приспособление для пайки.
Некоторые версии могут быть сделаны для удержания кольцевых лент вместе во время пайки или для удержания головки. Самоблокирующийся пинцет также может быть изменен на различные полезные формы, такие как зажимы для удержания головок на месте в хвостовике во время паяной конструкции. Некоторые специальные пинцеты можно купить у поставщиков инструментов.
Пинцет для удерживания головки на кольце во время пайки
Паяльники необходимы: они могут быть сделаны из проволоки для плечиков. Один конец свернут в спираль, чтобы предотвратить захват горячим концом, а другой конец заземлен до точки.Последние 2 см или 3/4 дюйма согнуты под прямым углом. Это позволяет подбирать предметы с помощью кирки, а также видеть, что показанная кирка делает во время использования, что нелегко сделать с прямой киркой. Причина такой формы задней части кирки заключается в том, чтобы ее было на чем ее повесить, а также чтобы иметь ручку, с помощью которой ею можно было бы управлять. Лучший материал – титан, к которому припой не прилипнет. Можно даже намотать припой прямо на метку, а затем соскользнуть на деталь с метки.Я могу разделить расплавленный шарик припоя резцом, чтобы разделить его пополам. Источником титановой проволоки 16 г является Reactive Metals ([email protected]). Еще один источник титановой проволоки для изготовления паяльных инструментов – это местный магазин высокотехнологичных велосипедов – они часто используют титановые спицы и могут бесплатно получить изогнутые спицы.
Ди Фонтанс обнаружил, что использование стального паяльного инструмента, на который было намеренно расплавлено некоторое количество припоя, было полезно в качестве метода доставки контролируемого небольшого количества припоя на тонкие проволочные паяные соединения, такие как филигранные.Излишки расплавленного припоя можно «слить» в тонкий скрученный кабель из проволоки, который на конце залит флюсом и изнашивается.
Некоторые люди используют карандаш в качестве паяльника. Дерево постепенно выгорает от использования, оставляя графитовый стержень в несколько обугленной деревянной ручке. Такой инструмент можно использовать и для перемешивания расплавленного металла.
Artists графитовые палочки иногда могут быть достаточно длинными, чтобы работать как палочки для перемешивания расплавов. Кварцевые стержни также используются для перемешивания расплавов, но следите за теплом, передаваемым вверх и наружу через конец стержня – можно получить ожоги.
Паяльники для закрепления проволоки припоя для пайки больших предметов очень полезны, чтобы не обжечь руку от теплового излучения. Они сделаны из сварочного прутка и имеют длину около 14-18 дюймов. Они похожи на миниатюрные кузнечные щипцы с очень длинными ручками, одна из которых изогнута так, что фиксируется на другой. Это обеспечивает натяжение спереди. Некоторые из них загружены проволокой или ленточным припоем, готовым к использованию. Также подойдут длинные кровоостанавливающие средства.
Пайка проволокой чрезвычайно полезна для производства (автоматический карандаш можно использовать как ручку и подающее устройство).В Германии используется «Lötblitz», разновидность паяльной ручки с автоматической подачей проволоки, у нее есть храповик для большого пальца, который направляет припой вперед, когда вы ее используете, и вы стоите с катушкой на руке, очень быстро подавая и паяя. Пайка проводов, как правило, беспорядочная, но опытный специалист по пайке проводов может паять так же чисто, как и аккуратно размещенные микросхемы.
Недавно я начал использовать гемостаты с цветовой кодировкой (используются для зажима кровеносных сосудов во время операций – их можно найти на барахолках и в магазинах электроники типа Radio Shack) в качестве зажимов для различных припоев для проводов, твердый припой одного цвета, средний – другого.Ручки окрашены аэрозольной краской, и они подвешены, загружены и готовы к использованию в зоне пайки. Перед началом работы у меня есть по три штуки каждого цвета / типа припоя.
Т-образные булавки, которые используются художниками по тканям и швеями, можно согнуть и вставить в огнеупорный кирпич, чтобы удерживать предметы на месте, аналогично тому, как кузнецы зажимают предметы на наковальне с помощью «прижимного инструмента», вставленного в него. отверстие в верхней части наковальни.
Несколько слов об отжиге.Поскольку в некоторых книгах говорится, что металл при отжиге становится докрасна, многие люди так поступают. Фактически, это серьезно повреждает кристаллическую структуру металла, если происходит дальнейшая продолжительная деформация; волочение, прокатка, погоня, подъем, ковка и т. д. будут происходить с ним. Перегрев вызывает увеличение зерна, что в конечном итоге может привести к растрескиванию металла.
Это не имеет особого значения, если работа используется только для строительства или находится в конце пластической обработки. Описание светящегося красного цвета относится к тем временам, когда не было электрического света, а зона пайки находилась в самой темной части цеха и представляла собой кузницу.Фактический цвет – красный, который вы видите у винограда Конкорд, почти совсем не красный. Если сегодня вы видите какой-либо видимый красный свет, исходящий от куска металла при нормальных комнатных условиях, он уже перегрет. Поэтому нам нужны другие индикаторы отжига металла.
Храмовые палочки и мелки – восковые материалы, используемые сварщиками. Если храмовая палочка плавится, значит, вы достигли определенной температуры. Грязь, которую нужно счистить.
Флюс из буры становится стекловидным, но затем его необходимо счистить.
Синий мел плотников становится белым.
Мыло цвета слоновой кости становится черным.
Бамбуковая шпажка или кусок дерева оставляет след, похожий на вытянутый уголь (Дэвид ЛаПланц).
Перманентный маркер исчезнет.
Мой любимый метод – наблюдать за цветом пламени. Он станет отчетливо желтовато-оранжевым в тот момент, когда металлическая поверхность достигнет примерно 800 градусов по Фаренгейту. Это температура, при которой частицы углерода накаляются, и это означает, что несгоревшие частицы углерода в пламени ударяются о поверхность с такой температурой независимо от того, какой материал это поверхность сделана из.Однако это ниже 900 градусов по Фаренгейту, что называется «теплом черного тела», то есть температура, при которой материалы начинают излучать видимый свет. На практике к тому времени, когда вы распознаете желтое пламя и отреагируете на него, температура несколько повысится, и вы будете иметь примерно подходящую температуру для всех металлов, которые нас интересуют. (Да, я знаю, что все они имеют разные температуры отжига, но, учитывая потребность в средней точности и скорости работы, это хороший подход).
У Кейлора есть хороший трюк для отжига катушки с проволокой, которая в зависимости от источника тепла может иногда подвергаться риску перегрева или даже расплавления. Он скручивает его в жестяную банку, а затем нагревает банку. Он работает как небольшая временная печь и защищает проволоку от прямого пламени, предотвращая ее расплавление. Я слышал об отжиге на горячей плите по той же причине.
Руководство для начинающих по пайке серебра
Первое, что нужно сказать, это то, что способов пайки серебра, вероятно, столько же, сколько и ювелиров! Однако все мы должны с чего-то начинать, и здесь мы предлагаем основу для разработки ваших собственных методов.Помните, вы должны изучить правила, прежде чем сможете их успешно нарушать …
Необходимые инструменты:
• Припой
• Флюс
• Тонкая кисть (для нанесения флюса)
• Банка с водой
• Паяльный блок
• Пинцет
• Раствор для рассола
• Горелка
Что такое припой?
Будь то лента, паста, проволока или пруток, припой представляет собой сплав соединяемого металла (в данном случае серебра) и других металлов, обычно меди и цинка.Назначение дополнительного металла – снизить температуру плавления припоя, без него детали, которые вы пытаетесь соединить, просто расплавились бы.
Типы припоя
Существует множество припоев, но в этой статье мы сосредоточимся только на серебре. К тому времени, как вы приступите к работе с золотом, вы все равно должны понимать основы!
Первое, что нужно сказать, это то, что если вы планируете продать свою работу и / или получить на нее клеймо, вы должны убедиться, что используемый вами серебряный припой имеет клейкое качество.Большинство серебряных изделий, производимых в Великобритании, изготовлены из «стерлингового серебра», то есть содержание серебра составляет 92,5%. Для поддержания общего качества продукта количество используемого припоя должно быть минимальным и содержать минимум 67% серебра.
Для обработки серебра используются четыре основных сорта припоя: твердый; Середина; Легко и очень просто. Не дайте себя обмануть, эти описания не имеют абсолютно ничего общего с простотой использования; скорее, они указывают температуры плавления, которые следующие:
Припой | Температура плавления ° C | Серебро в процентах |
Экстра Лёгкий | 681 | 50 |
Легко | 711 | 60 |
Средний | 747 | 70 |
Жесткий | 773 | 76 |
Эти разные сорта припоя становятся очень важными при пайке детали с несколькими соединениями.Если бы у вас был только один сорт припоя, каждый раз, когда вы паяли новое соединение, вы рисковали бы распаять свою предыдущую работу. По этой причине, когда вы паяете сложную деталь, вы начинаете с твердого припоя и продвигаетесь вниз по ступеням для каждого последующего соединения.
Если вы используете один и тот же припой для последовательных стыков, тогда перед созданием новых стыков лучше покрасить более ранние стыки флюсом (см. Ниже). Это поможет существующему припою снова течь, а не выгорает.Выгорание происходит при многократном нагреве до высоких температур и приводит к образованию комковатых, почерневших линий припоя.
Что такое флюс?
Припой не течет сам по себе, ему нужно чем-то помочь; что-то есть поток. Флюс доступен в виде жидкости, порошка и конусов, а сухие разновидности смешиваются с жидкостью до образования пасты. Жидкий флюс наносится непосредственно на соединяемые детали. Флюс также помогает предотвратить образование оксидов на поверхности нагретых металлов.
Самый простой из флюсов – бура. Бура имеет форму конуса, который хранится в неглубокой посуде. Посуда из буры пористая, поэтому новую посуду следует замочить в воде на ночь, чтобы избежать этого.
Для использования флюса из буры: налейте немного воды в посуду и вылейте ее; остаточной воды будет достаточно, чтобы образовалась паста. Круговыми движениями потрите конусом дно блюда, чтобы получилась паста.
Borax также можно смешивать с метилированным спиртом, который поможет удалить загрязнения и жир с недостаточно очищенных поверхностей (о чистых поверхностях пайки мы поговорим позже).
Все порошки припоя смешиваются так же, как и бура, и, как уже отмечалось, жидкие флюсы наносятся непосредственно на металл.
Блоки для пайки
И снова перед вами выбор материалов! Различные типы блоков имеют разные характеристики, и правда в том, что подойдет практически любая термостойкая поверхность, но одни будут работать лучше, чем другие. То, что вы никогда не должны использовать (и некоторые из них могут еще лежать), так это асбест.Риск для вашего здоровья при использовании асбеста огромен.
Угольные блоки превосходны, поскольку они поглощают кислород из воздуха, уменьшая количество оксидов, осаждаемых на вашем серебре. (Это называется восстановительной атмосферой). Древесный уголь также достаточно мягкий, чтобы создавать небольшие углубления, которые помогут вам сбалансировать изогнутые части или сделать серебряные шарики одинакового размера. Однако блоки из древесного угля недешевы, и со временем они портятся – и довольно быстро, если позволить им продолжать тлеть после пайки.Держите под рукой распылитель с водой, чтобы избежать этого.
Долговечность угольного блока можно увеличить, обернув его полосой металла, а затем лентой или двумя связующей проволокой. Это будет удерживать его вместе как блок, хотя в противном случае он мог бы рассыпаться на несколько более мелких блоков.
Также доступны блоки из граната, керамики, магнезии и других материалов, каждый из которых имеет свои особенности. Некоторые из них твердые, прочные и очень термостойкие.Этого хватит на годы. Другие мягкие, так что вы можете вдавливать в них кусочки или булавить их. Они, как правило, более расходные. Некоторые блоки считаются теплоотражающими, а другие – теплоотражающими, что также может повлиять на ваше решение, какой блок использовать. Как и почти все в мире ювелирных украшений, вам нужно поэкспериментировать с разными материалами, чтобы выбрать тот, который вам больше нравится.
Что такое рассол?
Это не тот рассол, который вы кладете в бутерброд! В ювелирном отношении рассол – это кислотный раствор, используемый для очистки металлических деталей при пайке.Рассол бывает жидким или порошкообразным и обычно разбавляется водой. Когда вы понимаете, что обычно используемые соленые огурцы содержат серную кислоту, азотную кислоту или бисульфат натрия, становится очевидным, что их нужно использовать с большим уважением.
Если у вас есть маленькие дети или домашние животные, вы можете предпочесть квасцы или лимонную кислоту, которые являются эффективными заменителями более смертоносных рецептов.
Контейнеры для солений
Рассол – это, как мы только что сказали, кислота.Он также лучше работает в тепле, поэтому вам нужен контейнер, который может выдерживать как тепло, так и кислоту. Некоторые предложения:
• Небольшая мультиварка (рассчитанная на одного человека) – хороший контейнер для хранения маринованных огурцов. Его можно оставить на слабом огне и не снимать крышку, чтобы уменьшить испарение. Поступали сообщения о том, что со временем кислота разъедает глазурь на мультиварке, чтобы избежать этого, используйте установку на водяной бане. Налейте в мультиварку обычную воду, а раствор для маринада – в стеклянную посуду, которую затем поставьте в теплой воде.
• Небольшую форму для запекания из пирекса с крышкой можно использовать и держать горячей на подносе или конфорке.
• Стеклянная банка для консервирования – полезный контейнер, поскольку она достаточно мала, чтобы стоять на подогревателе для чашек
• Многие ювелиры также используют детские подогреватели бутылочек с большим успехом.
В следующей части мы расскажем вам, как именно использовать эти эзотерические ингредиенты …
Предоставлено Ди Сандланд
www.mooncottagejewellery.co.uk
Серебряный припой 5% против 15% (пруток)
Во-первых, давайте кое-что прямо скажем: ПРАЙКА – это когда вы используете присадочный стержень, который не из того же материала, что и основной металл, но плавится ПРИ ВЫШЕ 840 ° F.Пайка такая же, но при температуре НИЖЕ 840 ° F.
Из-за того, что стержни HVAC плавятся при температуре около 1200 ° F, меня сбивает с толку, почему мы обычно называем это «серебряным припоем», но также часто называем его паяльным стержнем. Лучше всего это назвать «припой». Я пытаюсь его вспомнить, но часто ловлю себя на том, что называю это серебряным припоем.
Наиболее распространенные стержни, используемые для типичной пайки HVAC, – это 0%, 5% и 15%, с добавлением нескольких других уровней.
Процент – это процентное содержание серебра в стержне.Единственная реальная причина использовать более низкие уровни серебра – это его стоимость, и из-за этой разницы многие специалисты и владельцы могут задаться вопросом, в чем разница.
Итак, большой вопрос:
Стоит ли больше серебра своей цены?
Во-первых, давайте установим, что здесь мы говорим о применении меди с медью, потому что это наиболее распространенное использование этих стержней. При переходе от меди к меди ни один из этих стержней из фосфора / серебра / меди не требует флюса и даже не извлекает из него пользу.Фосфор позволяет стержню самотекаться по меди. При чрезмерном использовании флюс может попасть в систему и причинить больше вреда, чем пользы. Флюс требуется при соединении латуни с медью с использованием 15%; только убедитесь, что не используете слишком много флюса. Все, что вам нужно, – это тонкий слой только на охватываемой стороне трубки.
Серебро увеличивает «пластичность» наполнителя и позволяет ему течь при немного более низкой температуре. Это приводит к лучшему поступлению припоя в соединение и снижению вероятности растрескивания из-за теплового расширения, сжатия или вибрации.Повышенное содержание серебра также позволяет припою оставаться прочным при заполнении немного больших зазоров из-за плохо подогнанной меди.
Вы когда-нибудь видели утечку в фитинге нагнетательной линии, которая, как вы КНИГАЕТ, не протекала при установке компрессора? Это может быть связано с плохой практикой пайки (невозможность втягивания припоя в соединение), и вы часто обнаруживаете, что использовался стержень 0% или 5%.
Причина, по которой мы перешли на все 15% стержни, связана с расходами на обратные вызовы и хладагентом. Поскольку цены на рабочую силу и цены на хладагенты растут, а навыки технических специалистов по пайке снижаются, мы хотим дать специалистам наилучший шанс установить соединение, которое выдержит перепады температуры и вибрацию, особенно когда мы выполняем установку или дорогостоящий ремонт. .
Если вы собираетесь использовать менее дорогой стержень, убедитесь, что он не находится в месте с сильной вибрацией, что вы получаете ДЕЙСТВИТЕЛЬНО плотную посадку между трубкой и фитингом, и что больше тепла используется для «Втяните» припой в соединение.
Самая большая ошибка, которую допускают новички, – это просто «закрывать» край, а не втягивать припой в соединение для прочного соединения.
—Bryan
PS – Мы большие поклонники продукции Solderweld, включая круглые стержни из 15% Sil-Sol.Вы можете узнать больше на productsbypros.com,
СвязанныеPolly Model Engineering: Технические примечания
Базовая серебряная пайка
РЕЗЮМЕ
Примечание. С конца 2011 года Easyflo 2 и аналогичные продукты на основе кадмия, такие как AG303, больше не будут доступны, и пользователям следует рассмотреть возможность использования SF55 в качестве альтернативы. SF55 – это сплав с более высокой температурой плавления, поэтому при строительстве соединений следует соблюдать осторожность, чтобы обеспечить полное проплавление.
Изготовить, очистить, обработать флюсом, нагреть и припаять, охладить, очистить и осмотреть Это.
Выполнить успешные паяные соединения серебром легко, если соблюдать несколько основных правил. выполняются, а материалы и инструменты тщательно выбираются.
- Конструкция шарнира: – лучший стык тот, в котором есть перекрытие компонентов в виде нахлеста или гильзы. Это оставляет небольшой зазор между соединяемыми деталями, в результате чего серебряный припой может поступают за счет капиллярного действия.Обычно в 4 раза больше толщины самого тонкого компонент лучше всего перекрывается.
- Зазор между компонентами: – в зависимости от конструкции конструкции и стадии строительства, которая, в свою очередь, определяет тип использованного серебряного припоя. В конце приводится список с подробностями о припоях. и флюсы и рекомендуемые зазоры.
- Выбор серебряного припоя: – обычно серебряный припой иметь высокую или низкую температуру, сыпучий или пластичный и может производить мелкие стыки или стыки со скругленными углами.Это сплав, содержащий серебро. с добавками меди, кадмия, олова и цинка. Некоторые конструкции требуют ступенчатая пайка, типичный пример – котел локомотива, где топка и задняя трубка припаиваются первыми с высокой температурой плавления припаять, а затем установить в корпус котла с помощью припоя с более низкой температурой плавления чтобы первая часть не распаялась.
- Чистота: – абсолютно необходимо, все части должны быть чистым от жира и предпочтительно механически очищенным средним классом наждачная бумага или аналогичный материал.Для цветных металлов и сплавов, т. Е. Меди и латунь, протрите горячей водой с моющим средством и скребками Scotchbright и хорошо промыть горячей водой непосредственно перед флюсованием и сборкой, окислы на них металлы можно удалить травлением в растворе лимонной кислоты. См. ВЫБОР.
- Флюс: – Флюс – это материал, очищающий поверхность.
соединяемых металлов и покрывает их во время работы, чтобы предотвратить дальнейшее
окисление, обычно поставляемое в виде порошка или пасты.Выбор
флюса наиболее важен, чтобы соответствовать свойствам выбранного серебряного припоя
и размер работы. Флюс должен расплавиться и быть активным к моменту
серебряный припой плавится, поэтому для припоя Easy Flo2 использование флюса Easy Flo
требуется. Флюс должен быть способен удалять оксиды из металлов, чтобы
быть соединенными и специальные флюсы доступны для определенных сталей и вольфрама
инструменты с твердосплавными наконечниками. Флюсы, как и большинство вещей, имеют ограниченный срок жизни и могут стать
истощены, в зависимости от того, насколько они горячие и как долго они нагреваются.Если
остатки флюса становятся черными и стекловидными, тогда флюс с более высоким рейтингом должен
использоваться. Если это происходит в процессе выполнения работы, добавление большего количества потока
часто позволяет закончить работу. Вообще говоря, два потока
больше всего подходит модельным инженерам Easy Flo и Tenacity 4a. Easy Flo 2 для нижних
температуры и стойкость для более высоких температур и более длительного времени нагрева.
Флюс EASY-FLO: – обычный флюс общего назначения для всего низкотемпературного серебра.
припои не превышающие 800 градусов С.Он успешно флюсирует большинство материалов.
используется в нашем хобби, включая нержавеющую сталь, и остатки могут быть удалены
выключить, замочив в горячей воде.
TENACITY 4a FLUX: – Флюс для более высоких температур с более длительный срок службы подходит для более крупных котлов, также работает с большинством материалов используется при моделировании, и его остатки можно удалить травлением в мягком кислота. Доступны и другие флюсы, но их удаление после пайки затруднительно.
ФЛЮС ПРИМЕНЕНИЕ: – Флюс лучше всего смешивать с водой и каплей. моющего средства до кремообразной консистенции и наносить кистью на суставы во время сборка перед пайкой.Слишком много флюса редко повредит, но слишком мало может испортить работу. Неадекватное флюсование предотвращает капиллярное действие припаять в стык. Дополнительный флюс может быть добавлен во время пайки окунанием. горячий конец припоя в сухой порошок флюса, а затем перенос это к работе.
- Нагрев и пайка. (См. Также очаг): – Работа должна
быстро повышайте его температуру, чтобы флюс не истощился.Для небольших работ, таких как установка оливок на медные трубы диаметром до 3/8 дюйма.
или небольшие тройники и фитинги для бойлеров, типичные домашние паяльные лампы типа «сделай сам»
с использованием одноразовых газовых баллончиков, таких как TAYMAR, с соплом диаметром 7/8 дюйма
адекватный. Малые котлы диаметром до 2 дюймов X 5 дюймов длиной прибл. может быть
припаял с помощью двух из них. Для более крупной работы лучше всего инвестировать в крупную
баллон с пропаном от Calor gas или Shell вместе с горловиной Зиверта
горелка.Они состоят из ручки, к которой могут быть прикреплены горелки разных размеров.
установлено, преимущество в том, что горелка с горловиной
воздух вдали от пламени, позволяя горелке работать в ограниченном пространстве
например топка. Обычно они поставляются с длинным гибким шлангом.
для подключения в комплекте с предохранителем от разрывов шланга / пламегасителем для
подключение к газовому баллону.
Очень сложно определить размер горелки, необходимой для конкретная работа, поскольку условия значительно различаются i.е. внутри или снаружи с дует шторм. Кратко для котлов диаметром до 5 дюймов и высотой 10 дюймов. горелки 1,25 дюйма достаточно, для локомотивных котлов калибра 5 дюймов используйте горелку 2,5 дюйма а для действительно больших котлов – две из 2,5-дюймовых горелок. следует избегать, если только кто-то действительно не опытен в его использовании, даже тогда только мягкое белое пламя используется, чтобы избежать возгорания основных металлов. Латунные фитинги имеют тенденцию мгновенно таять при использовании этого типа источника тепла.Главный недостатком оксиацетилена является высокая концентрация тепла, чем больше пламя пропана дает лучшее распространение тепла.
В качестве ориентира для определения температуры состояние флюса или цвет металла. может быть использовано. По мере повышения температуры флюс становится прозрачным, жидким и проходит по области стыка, затем можно наложить припой, и он должен растопить и наткнуться на стык. Если он не работает, продолжайте нагрев и после несколько минут попробуйте еще раз, продолжите нагревание и нанесите припой вдоль стыка пока не пропаял все четко.Цвет металла также обеспечивает ориентируйтесь на его температуру, но важно всегда работать при одном и том же условия освещения. Я нахожу приглушенное освещение внутри или в тени снаружи лучше всего. Если солнце светит даже на раскаленный металл, он будет казаться черным. и вызвать недоумение. Металл должен светиться тусклым вишнево-красным цветом для Easy Flo. 2 припоя и до ярко-красного, почти оранжевого, для высокотемпературного серебра Flo 24.
При использовании припоя с более высокой вязкостью следуйте за стержнем припоя вместе с припоем. пламя, как оно применяется.Как только стык будет завершен, нагрев должен прекратить и дать работе остыть естественным путем до комнатной температуры после чего он может быть перенесен в ванну для рассола. Закалка от горячего состояние не является необходимым и может быть опасным, так как пар образуется в полых частях работы и может быть выброшен с большой скоростью, если используется кислота. хуже, поскольку также часто выделяются пары. Закалка также производит термическое удар, вызывающий неравномерное напряжение и, в конечном итоге, может повредить работу.
- Пода: – пода паяльная может быть изготовлена из изоляционных материалов. строительные блоки, они доступны по разумной цене у строителей-продавцов. под торговыми марками Celcon или Thermalite. См. Прилагаемый эскиз. Они делают не портиться и не ломаться при нагревании, легко разрезать или вырезать, чтобы держать детали при пайке и обычно намного дешевле огнеупорных кирпичей. Делать не используйте кирпичи от старых радиаторов хранения, поскольку они предназначены для поглощения тепла, и вы можете потратить много времени на их нагрев вместо работы.Изоляционные блоки быстро нагреваются на поверхности и светятся красным, тем самым добавляя к тепловыделению в работе. Стоящие запасные блоки вокруг работы будут улучшить время нагрева. Также оставьте место для парковки паяльной лампы, пока она не остынет. вниз.
- Травление или очистка от остатков: – после пайки
процесс необходимо тщательно очистить работу, это лучше всего достигается
полностью погрузив работу на ночь либо в холодную воду, либо в
мягкая кислота для флюса Tenacity.Я использую лимонную кислоту (лимонный сок), которая есть в наличии.
в виде порошка для смешивания с водой от химика Boots по цене около 1 фунта стерлингов
за 3.50z, хватит на несколько галлонов рассола. После маринования обильно промыть
с помощью чистой холодной проточной воды легко удаляются небольшие остатки флюса
скотчбрайтом или острым деревом, чтобы попасть в уголки. Проверять
с обеих сторон, где возможно, чтобы все стыки были правильно спаяны, если
нет, как правило, можно перенаправить работу и повторить процесс после
уборка.
Некоторые люди рекомендуют серную кислоту для маринования, но на самом деле в этом нет необходимости. хотя может немного ускорить процесс. Травление лучше всего проводить в пластике контейнеры, такие как полиэтиленовые ланч-боксы для очень небольших работ или большие полиэтиленовые урны или небольшие поилки для крупного рогатого скота для больших котлов.
Пригоревшие и почерневшие остатки лучше всего удалять кислотным травлением, но при работе требуется быстро вода до 60 ° C можно использовать для удаления флюса Easy Flo в течение 15-20 минут.
- Здоровье и безопасность: – Здесь здравый смысл – лучшее, никогда не вдыхайте пары из любого источника, особенно при использовании кадмия, содержащего сплавов, используйте хорошую вентиляцию и не стойте в стороне от работы над ней. Поток может вызвать раздражение кожи, поэтому следует избегать длительного контакта. Тепло от пайка большого котла может быть непосильной и утомительной, так что имейте в виду и будь осторожен. Некоторые люди носят так называемое одеяло выживания в качестве фартука, когда рабочий или даже лист алюминиевой фольги для отражения тепла.Не испытывать искушение прикоснуться к чему-либо даже в перчатках, если вы не уверены, что это действительно холодно, всегда кладите припой горячим концом от себя на очаге.
| Припой | Температура | Щель шва | |
|---|---|---|---|
| Easy Flo | 608-617 | .001 ” | Универсальный припой общего назначения с высокой текучестью содержит кадмий.Самая низкая температура. Очень маленькие филе. |
| Серебряный Flo 55 | 630-660 | .001 ” | Припой без кадмия, ближайший к EF2, сыпучий, образует небольшие галтели идеально подходит для изготовления. |
| Серебряный Flo 24 | 740-800 | .001-.002 | Высокая температура используется в качестве первого шага на этапе пайки. Филе большего размера для меди, меди и стали |
| Серебряный Flo 40 | 650-710 | .001-.010 | Скругление среднего размера как SF55 |
Серебряные припои обычно поставляются в виде стержня 1,5 мм (1/16 дюйма). диаметр на 600 мм в длину. Мы также поставляем Easy flo2 в виде проволоки 0,5 мм для малых фитинги и т. д. Для некоторых применений все три вышеперечисленных припоя доступны в готовом виде. смешанный с флюсом в 30-граммовом шприце, чтобы части могли быть собраны, а затем просто греется.
| Флюс | Очистка | ||
|---|---|---|---|
| Easy Flo | 550-800 | холодная или горячая вода | универсальный флюс общего назначения для большинства M.E. приложения |
| Упорство 4A | 600-850 | слабокислый рассол ополаскивание горячей водой | для высоких температур и увеличения срока службы |
Флюс обычно поставляется в виде порошка в банках по 250 грамм.
РЕЗЮМЕ
Сделайте это, очистите, обработайте флюсом, примените тепло и припой, охладите, очистите и осмотрите
Это.