Пайка волной припоя: ограничения использования технологии
Групповая пайка волной припоя, используемая при монтаже печатных плат – технология, хорошо зарекомендовавшая себя на протяжении многих лет. При помощи компрессоров в ванне с расплавленным припоем создаётся непрерывный поток — волна припоя, через который движется печатная плата с установленными на неё компонентами. При соприкосновении нижней части печатной платы с волной припоя происходит формирование паянных соединений.
Основное предназначение данной технологии — эффективная автоматизированная пайка разнотипных как SMD, так и ТНТ (выводных) компонентов. Для минимизации риска появления дефектов пайки волной — коротких замыканий и отсутствие паек — следует учитывать ряд факторов ещё на этапе разработки плат. Три принципа, на которых базируется данная технология: правильный выбор номенклатуры элементной базы, грамотная компоновка (дизайн) печатного узла и выбор правильной геометрии контактных площадок для компонентов на нижней стороне ПП.
Элементная база
Ограничения на использование тех или иных типов компонентов на нижней стороне ПП в случае использования пайки волной накладывает сам принцип данной технологии – формирование паяных соединений путём «омывания» компонентов и (или) их выводов расплавленным припоем.
| Тип компонента, который нельзя располагать на нижней стороне ПП | Причина |
|---|---|
| Компоненты со штыревыми выводами (ТНТ) | Не могут быть запаяны (либо могут быть разрушены) при погружении в расплавленный припой |
| SMD компоненты с высотой корпуса более 3,5 мм | Низкая эффективность пайки из-за эффекта «затенения», высокая вероятность зацепления за элементы конструкции ванны припоя |
| SMD компоненты с малым шагом выводов (менее 0,8 мм) | Высокая вероятность возникновения коротких замыканий между смежными выводами |
| Компоненты, не рассчитанные на применение технологии пайки волной |
Компоновка печатного узла
Сама конструкция ТНТ компонентов подразумевает соприкосновение с припоем в процессе пайки только выводов, через отверстия. Предпочтительное расположение ТНТ компонентов с несколькими рядами выводов — например DIP-микросхемы или разъёмы (особенно с количеством рядов 3 и более) – длинной стороной перпендикулярно фронту волны (параллельно направлению движения платы по конвейеру).
Предпочтительное расположение ТНТ компонентов с несколькими рядами выводов — например DIP-микросхемы или разъёмы (особенно с количеством рядов 3 и более) – длинной стороной перпендикулярно фронту волны (параллельно направлению движения платы по конвейеру).
Это объясняется тем, что при выходе ряда близкорасположенных выводов из расплавленного припоя велика вероятность коротких замыканий из-за удержания припоя между выводами, благодаря действию силы поверхностного натяжения. В случае расположения рядов выводов вдоль направления движения платы происходит последовательный отрыв выводов от припоя, обеспечивается достаточный его дренаж и минимизация вероятности появления КЗ.
Основные принципы расположения SMD компонентов относительно фронта волны припоя — расположение микросхем с параллельными рядами выводов — длинной стороной вдоль направления движения платы (аналогично ТНТ микросхемам и разъёмам), квадратных корпусов (такие как QFP) — под углом 45 градусов, для обеспечения последовательного отрыва выводов от припоя и исключения эффекта затенения, компонентов с двумя выводами (например, Chip-резисторы или диоды в корпусе SOD) — длинной стороной параллельно фронту волны, для исключения эффекта затенения.
Нежелательно близкое расположение SMD компонентов друг к другу, особенно если они имеют разную высоту – это приводит к затенению контактных площадок корпусами соседних компонентов и, следовательно, препятствует пайке. Рекомендуется располагать пассивные компоненты на расстоянии 1-2 максимальной ширины корпуса смежных компонентов. Так же следует избегать близкого расположения выводов SMD, TНТ компонентов и открытых переходных отверстий – очень велика вероятность возникновения КЗ.
Геометрия контактных площадок
Пайка волной – это комбинация действия сил притяжения расплавленного припоя к смачиваемым поверхностям (открытые проводники, контактные площадки, выводы компонентов) и его отталкивания от несмачиваемых поверхностей, таких как паяльная маска или корпуса SMD компонентов. Если контактные площадки будут очень маленькими, либо расположены в «труднодоступных» областях ПП, то это затруднит доступ к ним припоя.
Благодаря действию сил отталкивания расплавленного припоя от поверхности ПП и корпуса компонента, мениск припоя, при его движении, не достаёт до контактной площадки, происходит, так называемый, эффект «затенения» контактной площадки и вывода SMD компонента собственным корпусом – пайки в этом случае не происходит.
При этом смачивемая поверхность КП как бы выносится из затенённой области и «втягивает» припой к выводу. Увеличенные размеры контактных площадок SMD компонентов являются фундаментальным фактором в надёжной и качественной пайке на волне. При выборе геометрии контактных площадок для SMD компонентов, в случае их пайки на волне, рекомендуется руководствоваться требованиями стандарта IPC-7351 Generic Requirements for Surface Mount Design and Land Pattern Standard, используя данные для уровня плотности A (Most Land Protrusion).
Еще статьи о монтаже печатных плат и пайке волной:
- Дефекты пайки волной припоя
- Ремонт переходных отверстий
- Многоуровневые трафареты
Пайка SMD компонентов своими руками. Инструкция
Самоделкитому назад 202 просмотра
В этой статье будет рассмотрена небольшая инструкция по пайки smd компонентов. Вы научитесь паять многоногие микросхемы, а так же познакомитесь с основными моментами и возможными трудностями, которые могут возникнуть в процессе пайки и узнаете как их избежать. В статье наглядно показано как паять SMD компоненты своими руками, а так же рассказывается о необходимом оборудовании и припоях, надеюсь надеюсь будет полезно!
Вы научитесь паять многоногие микросхемы, а так же познакомитесь с основными моментами и возможными трудностями, которые могут возникнуть в процессе пайки и узнаете как их избежать. В статье наглядно показано как паять SMD компоненты своими руками, а так же рассказывается о необходимом оборудовании и припоях, надеюсь надеюсь будет полезно!
С каждым днем все чаще радиолюбители используют в своем творчестве SMD детали и компоненты. Не смотря на размеры, работать с ними проще: не нужно сверить отверстия в плате, откусывать длинные вывода и т.д. Осваивать пайку SMD компонентов нужно обязательно, так как она точно пригодится.
Данный мастер-класс рассчитан не на новичков в пайке, а скорее на любителей, которые хорошо паяют но испытывают небольшие затруднения с пайкой многоногих микросхем или контроллеров.
Содержание статьи
Что понадобится для пайки SMD компонентов
- Паяльник с регулятором температуры и толщиной жала Купить паяльник
- Губка для очистки жала Купить губку
- Оплётка для выпайки Купить оплётку
- Пинцет радиомонтажный Купить пинцет
- Припой трубчатый или другой Купить припой
- Флюс паста Купить флюс пасту
- Флюс жидкий Купить жидкий флюс
А лучше всего купить готовый набор для пайки SMD компанентов, где есть все необходимые инструменты и принадлежности.
Купить набор для пайки SMD
Это минимальный набор, без дорогих паяльных станций, фенов и оловоотсосов.
Паяем SMD компоненты своими руками
Итак, начнем с самого сложного — пайка контроллера в корпусе QFP100. С чип резисторами и конденсаторами, думаю, и так все понятно. Главное правило тут: много флюса не бывает или флюсом пайку не испортишь. Избыточное нанесение флюса не дает олову обильно растекаться по контактом и замыкать их. Ещё есть второе второстепенное правило: даже мало припоя бывает много. В общем, дозировать и наносить его на жало нужно очень осторожно, чтобы не переборщить, иначе зальет все сразу.
Лужение площадки
Опытные радиолюбители не всегда выполняют подобный шаг, но на первых парах я рекомендую его сделать.
Нужно залудить плату, а именно место куда будет припаян контроллер. Конечно, площадка скорей всего залужена, особенно если плата сделана на производстве. Но со временем на контактах появляется оксидная пленка, которая может вам помешать. Нагреваем паяльник до рабочей температуры. Площадку обильно смазываем флюсом. На жало наносим немного припоя и лудим дорожки.
Нагреваем паяльник до рабочей температуры. Площадку обильно смазываем флюсом. На жало наносим немного припоя и лудим дорожки.
Лишний припой удаляем с помощью ПЩ провода. Он отлично впитывает припой благодаря эффекту капиллярности.
Устанавливаем и выравниваем контроллер
Когда площадка подготовлена, пришло время установить контроллер. Тут есть хитрость, большинство паяльщиков устанавливают микросхему и пинцетом выравнивают ее контакты по дорожкам. Но делать это очень сложно, так как даже небольшое подергивание рукой откидывает контроллер на значительное расстояние. Делать это будет гораздо проще, если смазать по диагонали уголки флюсом-пастой.
Теперь устанавливаем контроллер и корректируем пинцетом.
Как только микросхема встала — припаиваем контакты по диагонали.
Проверяем, все ли контакты попали на свои места.
Пайка SMD контактов микросхемы
Тут уже можно использовать как жидкий, так и тягучий флюс. Очень обильно наносим его на контакты.
Очень обильно наносим его на контакты.
Смачиваем каплей припоя жало, лишнее очищаем губкой.
И, аккуратно проводим по смазанным контактам.
Торопиться в этом деле не нужно.
Удаление лишнего флюса и припоя
Посте пропайки всех контактов, пришло время удалять лишний припой. Наверняка несколько контактов, да слиплись.
Очень обильно смачиваем контакты жидким флюсом. Жало паяльника полностью очищаем губкой от припоя и проходимся по слипшимся контактам. Лишний припой должен втянуться на жало. Чтобы удалить лишний флюс используйте СБС — спирто-бензиновую смесь, смешанную 1:1.
Обильно мочим.
И тщательно всё протираем!
Смотрите видео с мастер-классом:
Обязательно посмотрите видео, где наглядно видно движение паяльника и все манипуляции.
СЛУЧАЙНЫЕ СТАТЬИ
Для самостоятельного монтажа проводки нужно иметь представление о сложности процесса, а также о том, что готовая электросеть должна отвечать всем…
тому назад 206 просмотра
Дома каркасно-панельного типа успешно строятся на территории Канады, США и Латинской Америки уже на протяжении 40 лет. В связи с…
В связи с…
тому назад 186 просмотра
Компания Антэл-М производит и поставляет оборудование для водоснабжения, в том числе указатели уровня Каскад. Это необходимое устройство для баков, котловых…
тому назад 303 просмотра
Откосы рельефа на участке затрудняют землепользование, кроме того, сезонные сползания грунта и проблемы с водоотводом вредят постройкам и коммуникациям. При…
тому назад 203 просмотра
Поддержание влажности в воздухе для детской комнаты – обязательное требование педиатров. Новинка на рынке – декоративный фонтан для квартиры позволяет…
тому назад 225 просмотра
Строить подоконники можно практически из любого материала, будь то доска, пластик, металл или камень. Все зависит от личного предпочтения владельца…
Все зависит от личного предпочтения владельца…
тому назад 260 просмотра
Q.O.K. Учусь паять SMD Boost Edition
Главная / Наборы / Q.O.K. Я изучаю пайку SMD Boost Edition
Улучшите свои навыки с помощью набора «Я изучаю пайку SMD»! Вы получите больше компонентов, гораздо больше паяных соединений и схему, которой вы сможете восхищаться! Спаяйте себе белый светодиодный фонарик в виде монетки.
6,94 €
Немедленная доставка
В наличии осталось только 2 шт. (можно заказать дозаказ)
| Количество | Цена |
|---|---|
| 1 – 9 | 6,94 € |
| 10 – 49 | 6,61 € |
| 50+ | 5,94 € |
 94 ” data-tiered-price-exclude-taxes=”
5.831933 ” data-tiered-price-include-taxes=”
6.94″>
94 ” data-tiered-price-exclude-taxes=”
5.831933 ” data-tiered-price-include-taxes=”
6.94″> Q.O.K. Учусь паять количество SMD Boost Edition
Категория:НаборыТеги:Известно на Kickstarter, сделано в Энгене, DIY Kit Артикул: HHTK00003
- Описание
- Дополнительная информация
Описание
Улучшите свои навыки с помощью набора «Я учусь паять SMD»! Вы получите больше компонентов, гораздо больше паяных соединений и схему, которой вы сможете восхищаться! Спаяйте себе белый светодиодный фонарик в виде монетки.
С точки зрения пайки вы получаете большее разнообразие деталей и посадочных мест, а также несколько меньших или более «экзотических» (белые светодиоды, вид сбоку, пассивные элементы SOT23-6, SOT23-3, 0805 и 0603). Хотя по абсолютным меркам это несложно (в наши дни это все еще «большие» детали, и в них много места для вашего паяльника), это будет проблемой, если вы еще не выполняли обширную работу с SMD.
Сама схема (она напечатана на печатной плате, чтобы вы могли ее показать :P) построена на основе очень распространенной конструкции силового преобразователя, обычно называемого «повышающим» или «повышающим» преобразователем. Это связано с тем, что этот тип схемы способен «повышать» напряжение источника питания (здесь батарея типа «таблетка» 3 В) до более высокого (в данном случае достаточно, чтобы зажечь два белых светодиода последовательно, что занимает около 6 В). ).
Что в комплекте?
одна печатная плата и все необходимые детали наклеены на карту с соответствующей маркировкой для каждой!
В комплект входит один запасной белый светодиод, так как его сложно паять новичкам!
Для кого это?
По нашему мнению, это может сделать любой, но если у вас мало опыта в пайке SMD-деталей, это может потребовать полного ведра терпения. Однако для понимания того, как на самом деле работает схема, потребуются некоторые знания в области электроники (например, отношение напряжения к току, знание того, что такое транзистор/диод/конденсатор…).
Однако для понимания того, как на самом деле работает схема, потребуются некоторые знания в области электроники (например, отношение напряжения к току, знание того, что такое транзистор/диод/конденсатор…).
Какие инструменты мне нужны?
- паяльник (не большие жала облегчат вам жизнь)
- припой
- пинцет (!) / paste
Наш комплект полностью открыт. Аппаратное обеспечение: сертификация OSHWA DE000019. Все данные ECAD (требуется бесплатный RS Designspark) и документация находятся в репозитории Github.
Совершенно новичок в пайке? Ознакомьтесь с нашими советами по пайке 101 поверхностного монтажа
Дополнительная информация
| Масса | 0,01 кг |
|---|---|
| Размеры | 15 × 9 × 1 см |
пред. продукт Q.O.K. Учусь паять следующий продукт Q.O.K. I.CAN.SOLDER Challenge
Пайка для поверхностного монтажа с помощью тостера
Это факт жизни, что технология поверхностного монтажа — это то, как в наши дни делается большинство вещей, и даже на уровне любителя становится все более важным уметь работать с ним. В Freetronics мы используем SMT практически для всего, и мы используем различные методы в зависимости от того, что нужно сделать. Детали настолько чертовски крошечные, что нужно очень постараться, чтобы все было правильно.
В Freetronics мы используем SMT практически для всего, и мы используем различные методы в зависимости от того, что нужно сделать. Детали настолько чертовски крошечные, что нужно очень постараться, чтобы все было правильно.
Если у вас есть паяльник с ультратонким жалом, увеличительная гарнитура или микроскоп и очень устойчивые руки, то вполне можно пропаять каждый стык вручную. Именно так Марк предпочитает работать.
Вы также можете использовать вариант инфракрасной печи для бедняков, обычно используемый профессиональными сборщиками, в результате чего получаются очень аккуратные соединения и детали, которые должны быть правильно выровнены. Это не особенно сложно, но вам нужно следовать определенной последовательности, поэтому я объясню шаги, которые я (Джон) обычно использую при сборке деталей SMT.
Когда я занимаюсь SMT-сборкой, моя рабочая зона (кухонный стол!) выглядит так:
Необходимые инструменты
Пять необходимых предметов:
Тостер. Вы никогда не должны использовать его для еды после того, как вы собрали с его помощью печатные платы, так что вы не можете просто временно одолжить одну из своей кухни. Я пошел в свой местный магазин Good Guys и купил самый дешевый, который смог найти, который, я думаю, стоил около 60 долларов. Я сделал круг тостов с ветчиной и сыром для всей семьи, а затем взял большой маркер и написал предупреждающее сообщение поверх него.
Вы никогда не должны использовать его для еды после того, как вы собрали с его помощью печатные платы, так что вы не можете просто временно одолжить одну из своей кухни. Я пошел в свой местный магазин Good Guys и купил самый дешевый, который смог найти, который, я думаю, стоил около 60 долларов. Я сделал круг тостов с ветчиной и сыром для всей семьи, а затем взял большой маркер и написал предупреждающее сообщение поверх него.
Датчик температуры. Я купил мультиметр с адаптером для термопары типа K от Jaycar (номер по каталогу QM1323, около 40 долларов США), но прилагаемая термопара не выдерживала особо высоких температур и имела незащищенный кабель. Поэтому я также купил термопару 1200C со стальной сенсорной трубкой: номер детали QM1282, около 15 долларов. Я просверлил отверстие в задней части духовки и вставил через него датчик термопары так, чтобы область датчика находилась в центре духовки чуть ниже проволочного лотка.
Паяльная паста в шприце-дозаторе. Он поставляется либо в тюбике, либо в шприце, и вам нужен шприц. Ванны используются для загрузки дозаторов паяльной пасты, но если вы не работаете на производственной линии, вам они не понадобятся. 30-граммовый шприц с паяльной пастой стоит около 30 долларов от Jaycar (номер по каталогу NS3038), и его должно хватить на долгие годы, поскольку вы используете лишь небольшое количество для каждого соединения. Что вам нужно, так это паста с пометкой «без очистки» (или «NC»), которая не оставляет коррозионных следов на плате, поэтому вам не нужно ее чистить. Паяльная паста состоит из крошечных шариков припоя размером с пыль в жидкой суспензии и должна храниться в холодильнике. Предположительно, это длится всего несколько месяцев после открытия, но должно быть хорошо в течение года или двух.
Он поставляется либо в тюбике, либо в шприце, и вам нужен шприц. Ванны используются для загрузки дозаторов паяльной пасты, но если вы не работаете на производственной линии, вам они не понадобятся. 30-граммовый шприц с паяльной пастой стоит около 30 долларов от Jaycar (номер по каталогу NS3038), и его должно хватить на долгие годы, поскольку вы используете лишь небольшое количество для каждого соединения. Что вам нужно, так это паста с пометкой «без очистки» (или «NC»), которая не оставляет коррозионных следов на плате, поэтому вам не нужно ее чистить. Паяльная паста состоит из крошечных шариков припоя размером с пыль в жидкой суспензии и должна храниться в холодильнике. Предположительно, это длится всего несколько месяцев после открытия, но должно быть хорошо в течение года или двух.
Очень тонкий немагнитный пинцет. Вам нужно будет поместить детали, которые достаточно малы, чтобы их можно было потерять на ладони, и если пинцет даже слегка намагничится, части прилипнут к ним, и вы медленно сойдете с ума. Я купил несколько сверхтонких немагнитных пинцетов, как вы уже догадались, у Jaycar. Номер детали Th2754, около 5 долларов.
Я купил несколько сверхтонких немагнитных пинцетов, как вы уже догадались, у Jaycar. Номер детали Th2754, около 5 долларов.
Лупа. Это может быть большая увеличительная линза с подсветкой на подставке, увеличительная гарнитура или (мой любимый) стереомикроскоп с увеличением. Я купил свою подержанную примерно за 260 долларов, и это была лучшая вещь, которую я покупал за очень долгое время. Он выполняет непрерывное увеличение от 8x до 40x, но я обнаружил, что почти все время оставляю его с 8-кратным увеличением. На этом уровне я все еще могу видеть только небольшую часть печатной платы, и на самом деле было бы идеально иметь что-то, что увеличивает масштаб примерно от 4x до 20x. Между прочим, стерео очень важно: это означает, что при его использовании у вас будет ощущение глубины, что очень важно, когда вы пытаетесь нанести паяльную пасту на контактную площадку площадью около 1 мм, не создавая большого беспорядка. Ах да, и вам нужно убедиться, что у вас много освещения. Подойдет настольная лампа высокой интенсивности с головкой, направленной вниз прямо на рабочую зону.
Подойдет настольная лампа высокой интенсивности с головкой, направленной вниз прямо на рабочую зону.
Нанесение паяльной пасты
Достаньте паяльную пасту из холодильника, поместите плату под микроскоп, и приступим.
Я всегда держу квадрат бумажного полотенца рядом с микроскопом и начинаю с того, что выдавливаю небольшое количество паяльной пасты на бумагу, чтобы она плавно растеклась. Убедитесь, что вы держите наконечник дозатора в чистоте, вытирая его бумажным полотенцем всякий раз, когда он начинает загрязняться.
Выдавите небольшое количество паяльной пасты на каждую контактную площадку на печатной плате. Когда вы впервые попробуете это, вы почувствуете себя немного странно, но через минуту практики вы почувствуете это. Я обнаружил, что как только паста потечет, она будет медленно двигаться под действием силы тяжести, поэтому, если вы не нанесете достаточное количество на подушечку с быстрым нажатием, вы можете просто подержать дозатор на месте в течение нескольких секунд и позволить пасте вытекать само собой.
Паяльная паста выглядит совсем не так, как вы ожидаете: она выходит в виде серой слизи, и трудно представить, что она превращается в припой.
Интересным аспектом работы с паяльной пастой является то, что вам не нужно наносить ее на каждую контактную площадку отдельно. Когда он расплавится, он будет притягиваться к каждой подушке индивидуально за счет поверхностного натяжения, и, как вы вскоре увидите, он в любом случае имеет тенденцию слипаться в серую массу во время фазы «линейного» нагрева. Для простых деталей с двумя выводами, таких как резисторы и конденсаторы, вы можете просто провести одну бусину прямо вдоль того места, где будет проходить деталь, и она волшебным образом отделится от контактных площадок, когда припой расплавится. В любом случае, я всегда наношу его на каждую прокладку отдельно, просто потому, что это помогает мне оценить, сколько я наношу.
Аналогичным образом, для многих интегральных схем для поверхностного монтажа вы можете просто нанести каплю пасты вдоль каждого ряда выводов, даже не пытаясь отделить каждый вывод. Затем просто поместите микросхему на место в серую слизь и с изумлением наблюдайте, как она внезапно встает в правильное положение, а припой вокруг каждого контакта разделяется на отдельные соединения, когда паяльная паста плавится.
Затем просто поместите микросхему на место в серую слизь и с изумлением наблюдайте, как она внезапно встает в правильное положение, а припой вокруг каждого контакта разделяется на отдельные соединения, когда паяльная паста плавится.
После того, как вы нанесли паяльную пасту на все контактные площадки, закройте шприц крышкой и поместите его обратно в холодильник для следующего раза.
Размещение деталей
После того, как плата будет склеена, вам нужно разместить каждую из частей. Вы не должны оставлять доску на неопределенный срок, иначе паста высохнет, и, как правило, рекомендуется заполнить доску и отправить в духовку в течение примерно 30 минут после начала нанесения пасты.
Чтобы все детали были под рукой во время размещения, я использую дно, вырезанное из одноразовых пластиковых кофейных стаканчиков, каждое из которых помечено маркером, показывающим, что в него входит. Затем я выкладываю соответствующее количество частей в каждую основу чашки.
Мой друг Бдейл Гарби использует почти ту же технику, но вместо этого он использует мини-лоток для кексов. Поднос для кексов более устойчив и с меньшей вероятностью случайно опрокинется, но я считаю, что иметь отдельные чашки для каждого типа деталей удобно, потому что я могу осторожно подбросить его в воздух, чтобы перевернуть любые части, которые перевернуты. немного похоже на переворачивание блина, но в микроскопическом масштабе! Используя поднос для кексов, вам нужно вращать детали, поднимая их один раз пинцетом, кладя их правильно, а затем снова поднимая.
Поднос для кексов более устойчив и с меньшей вероятностью случайно опрокинется, но я считаю, что иметь отдельные чашки для каждого типа деталей удобно, потому что я могу осторожно подбросить его в воздух, чтобы перевернуть любые части, которые перевернуты. немного похоже на переворачивание блина, но в микроскопическом масштабе! Используя поднос для кексов, вам нужно вращать детали, поднимая их один раз пинцетом, кладя их правильно, а затем снова поднимая.
Существует множество методов обращения с деталями, и на самом деле нужно просто найти метод, который подходит именно вам.
Как бы вы это ни делали, возьмите каждую деталь с помощью немагнитного пинцета и поместите их в паяльную пасту на печатной плате. Постарайтесь, чтобы каждый конец детали «смочился» пастой, чтобы она прилипла к ней, в противном случае могут возникнуть проблемы с «надгробием» деталей, когда паста плавится, а поверхностное натяжение оказывается больше на одном конце детали, чем на конце. Другой. Надгробие — это когда часть щелкает на одном конце и стоит вертикально, а другой конец отсоединен от доски, и это действительно раздражает.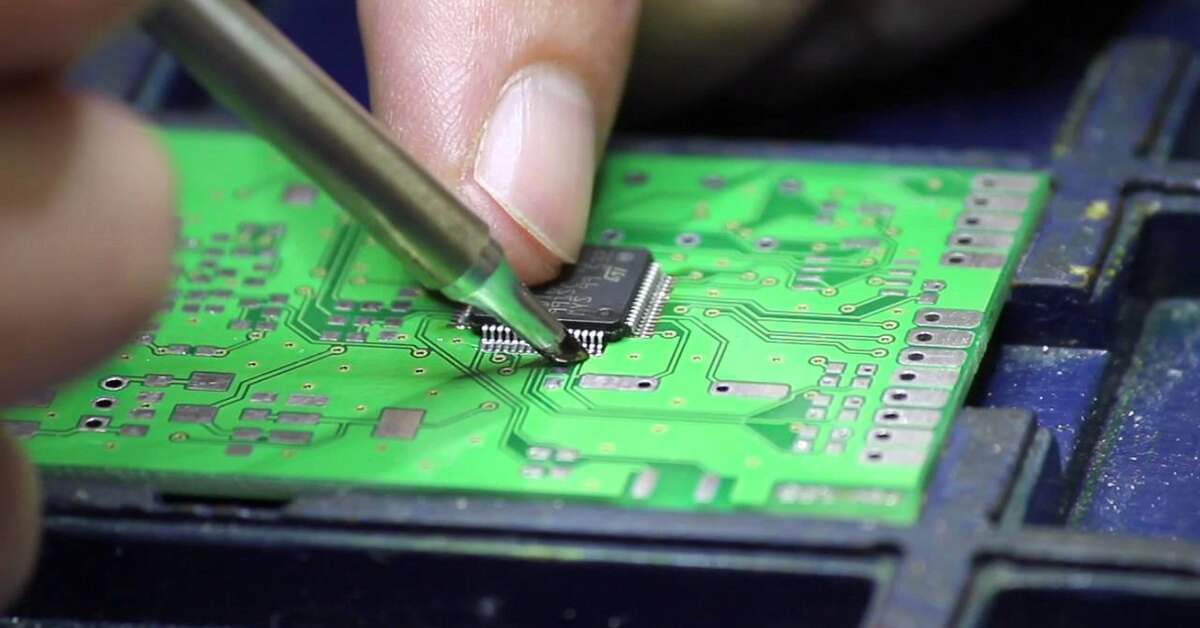
Заметили, что детали немного кривые? Это не имеет значения. Как упоминалось выше, поверхностное натяжение выровняет все детали, когда паяльная паста расплавится.
Выпечка доски
А теперь самое интересное. Включите датчик температуры и поместите печатную плату на проволочный лоток где-то в центре духовки. В идеале плата должна нагреваться равномерно, поэтому размещение ее примерно на равном расстоянии от нагревательных элементов является хорошей идеей. Обычно я делаю две или три доски за раз, но не переусердствуйте. Моя духовка, кажется, нагревается сильнее справа и по центру, а левая сторона отстает, поэтому я стараюсь размещать свои доски немного правее. Откуда я это знаю? Читайте дальше и все откроется.
На фотографии ниже показан экран для прототипирования Freetronics в печи, готовый к работе, и вы можете видеть металлический щуп высокотемпературной термопары, торчащий через отверстие в задней части печи.
Паяльная паста не предназначена для быстрого нагрева и немедленного охлаждения. Вы должны выпекать его, используя то, что известно в торговле как «профиль печи оплавления», который представляет собой температурную кривую, предназначенную для минимизации нежелательных эффектов, таких как разбрызгивание. Распыление – это когда паяльная паста нагревается неравномерно и из нее с “хлопком” выкипают небольшие карманы флюса и жидкости-носителя, разбрызгивая микроскопические точки припоя вокруг стыка.
Вы должны выпекать его, используя то, что известно в торговле как «профиль печи оплавления», который представляет собой температурную кривую, предназначенную для минимизации нежелательных эффектов, таких как разбрызгивание. Распыление – это когда паяльная паста нагревается неравномерно и из нее с “хлопком” выкипают небольшие карманы флюса и жидкости-носителя, разбрызгивая микроскопические точки припоя вокруг стыка.
Обычный профиль называется профилем «нарастание, выдержка, всплеск» и выглядит примерно так, как показано на этой диаграмме, взятой из технического описания паяльной пасты, продаваемой Jaycar: Это позволяет быстро нагреть печь до температуры примерно на 20 градусов ниже точки плавления паяльной пасты. Стадия «замачивания» представляет собой плоскую секцию посередине, где температура поддерживается постоянной до 2 минут при этой температуре, что дает печатной плате и всем ее частям возможность стабилизироваться при постоянной температуре чуть ниже точки плавления припоя и позволяя жидкому носителю паяльной пасты испариться.
Это может показаться сложным, но не волнуйтесь, это не так. Просто следуйте этим шагам, и все будет хорошо. Возможно, вам придется отрегулировать температуру, при которой вы выполняете работу, в зависимости от производительности вашей печи, паяльной пасты и термопары, но этот процесс хорошо сработал для меня.
1. Сначала я включаю духовку на полную мощность, наблюдая за температурой, пока она не достигнет 85°C. Затем я выключаю духовку, и из-за тепловой задержки и тепла в нагревательных элементах температура продолжает расти. Это этап «рампы».
2. Как только температура достигает 100°C, я считаю, что он вступил в стадию «замачивания» и запускаю таймер (ну, вообще-то я считаю «один миссисипи, два миссисипи, три… очень высокотехнологично») и отсчитываю между 90 секундами и двумя минутами, в зависимости от того, насколько я нетерпелив. Температура будет продолжать расти на этом этапе, и для моей духовки она достигает максимума около 115 ° C и остается там некоторое время. Прошло несколько минут, я снова включаю печь на полную мощность, начиная стадию “всплеска”. Здесь все становится по-настоящему интересным. Следите за паяльной пастой и следите за ней очень внимательно, потому что в любой момент произойдет волшебное событие, и стыки внезапно вспыхнет от тускло-серого до яркого серебристого. Как только это произойдет, я снова выключаю печь, но снова тепловая инерция будет поддерживать рост температуры на некоторое время. Наблюдайте, пока все соединения не станут серебристыми, а детали поверхностного монтажа не будут вытягивается прямо за счет поверхностного натяжения, затем дайте ему еще несколько секунд на всякий случай, затем…
Температура будет продолжать расти на этом этапе, и для моей духовки она достигает максимума около 115 ° C и остается там некоторое время. Прошло несколько минут, я снова включаю печь на полную мощность, начиная стадию “всплеска”. Здесь все становится по-настоящему интересным. Следите за паяльной пастой и следите за ней очень внимательно, потому что в любой момент произойдет волшебное событие, и стыки внезапно вспыхнет от тускло-серого до яркого серебристого. Как только это произойдет, я снова выключаю печь, но снова тепловая инерция будет поддерживать рост температуры на некоторое время. Наблюдайте, пока все соединения не станут серебристыми, а детали поверхностного монтажа не будут вытягивается прямо за счет поверхностного натяжения, затем дайте ему еще несколько секунд на всякий случай, затем…
4. Откройте дверцу духовки, чтобы начать этап охлаждения. Температура в духовке должна начать падать очень быстро, но что бы вы ни делали, ничего не трогайте (и даже не стучите по духовке), пока температура не упадет ниже 130°С.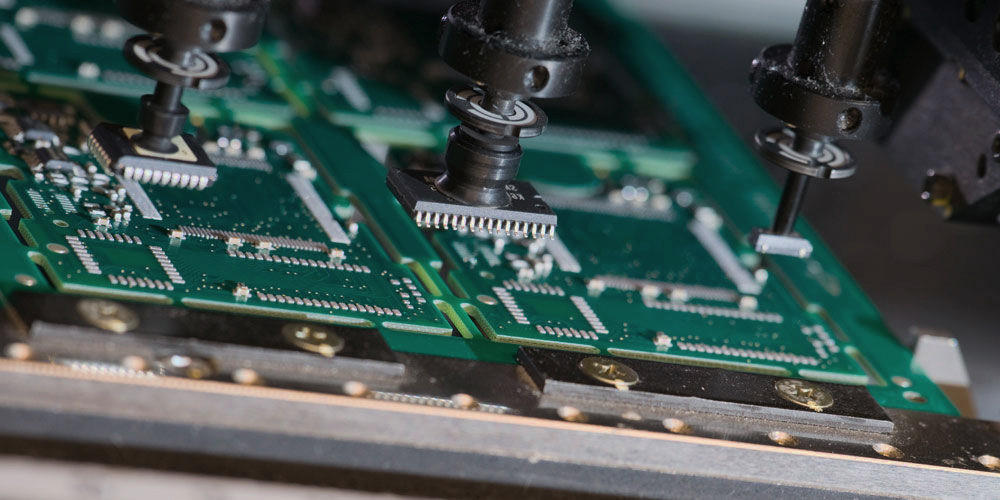 Припой все еще будет расплавленным, и если вы что-нибудь заденете, вы можете серьезно обжечься или (что еще хуже) сбить детали на плате.
Припой все еще будет расплавленным, и если вы что-нибудь заденете, вы можете серьезно обжечься или (что еще хуже) сбить детали на плате.
Когда указанная температура падает ниже 130°C, я использую пару плоскогубцев, чтобы захватить проволочный лоток и аккуратно выдвинуть его наполовину, давая возможность циркуляции воздуха охладить печатную плату еще быстрее.
Вот оно! Оставьте его там на несколько минут, чтобы не обжечься, затем осторожно поднимите его и положите на бумажное полотенце или что-то подобное, чтобы он продолжал остывать до комнатной температуры. Затем поместите ее обратно под микроскоп, чтобы осмотреть соединения, и вы обнаружите, что все они аккуратно спаяны, и ваша плата готова к работе.
Одна вещь, которую нужно проверить, это то, что проволочный противень вашей духовки установлен ровно. Вы увидите на фотографии выше, что капли припоя ближе к передней части печатной платы больше, чем к задней части. Это связано с тем, что противень в моей духовке наклонен вперед, поэтому, когда паяльная паста вокруг каждой контактной площадки плавится и разделяется на отдельные контактные площадки, она будет иметь тенденцию течь немного больше к передним контактным площадкам, чем к задним.