Сварка труб ПНД муфтовым способом
Мероприятия по электромуфтовой сварке труб проводятся при прокладке полимерных линий. С их помощью формируются неразъемные соединения, обладающие высокой прочностью и герметичностью.
Работая с тонкостенными сетями, важно корректно подобрать сварочный режим. Ошибки приведут к деформации полиэтиленовых деталей, уменьшат надежность узла.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии.
 Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.
Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.
 Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.
Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.
Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.

Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.

Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.
 При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.
При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
Компания «ЭкоМонтаж» предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.
Помощь в оформлении заказа окажут штатные менеджеры.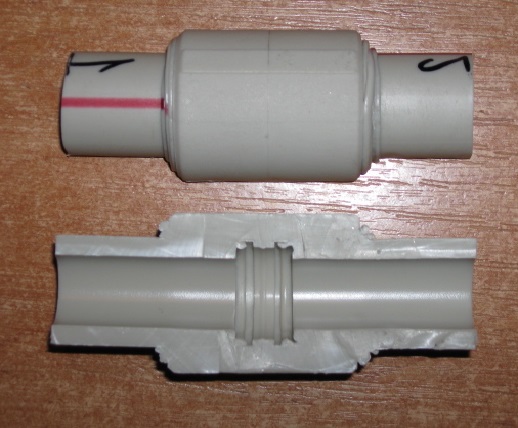 Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Ваше имя*
Ваш телефон*
Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | – | + | + | 1,5 % |
| 25 | – | + | + | 1,5 % |
| 32 | – | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | +1) | 1,5 % |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 |
+ | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
– Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
|
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство. |
|
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки) |
|
Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину.
|
|
|
Подготовка перед сваркой |
|
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. |
|
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться. Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты. |
|
| Выполнение сварочного процесса | |
|
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки. Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу. |
|
|
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта. |
|
 Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины.
Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины. 
 На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
| Минимальное время охлаждения: | ||
| d 20 | – 63 мм | – 6 мин. |
| d 75 | – 125 мм | – 10 мин. |
| d 140 | – 160 мм | – 15 мин. |
| d 160 | – 180 мм | – 20 мин. |
| d 200 | – 250 мм | – 30 мин. |
| d 280 | – 355 мм | – 45 мин. |
Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
3 основных шага для успешной электромуфтовой сварки
Эндрю Дэй
Эндрю Дэй
Caldertech AU Pipe Fusion Equipment – Аренда, продажа и изготовление инструментов на заказ для пластиковых трубопроводных систем
Опубликовано 4 мая 2016 г.
+ Подписаться
Очистить, зажать, сварить!
#1 Очистите трубу
На рынке имеется множество инструментов для снятия/соскабливания оксидного слоя с трубы из ПЭВП перед сваркой. Использование инструмента Rotary Peeling позволяет удалить однородный слой, не пропуская участки и не царапая поверхность трубы.
#2 Зажим трубы
Предотвращение смещения во время сварки и в течение всего времени охлаждения способствует получению герметичного и долговечного соединения. Ограничительные зажимы или комплекты для позиционирования должны быть достаточно прочными, чтобы удерживать трубу на месте, не изгибаясь, и быть простыми в установке.
Доступны различные размеры для прямых и угловых соединений. Там, где пространство является проблемой для монтажников, сантехников и т. д., у нас есть хомуты с тонкими стальными губками для труб меньшего диаметра.
#3 Weld it
Электромуфтовые сварочные аппараты для полиэтилена высокой плотности выполняют одну и ту же работу, подают постоянное напряжение в течение определенного периода времени, чтобы расплавить и сплавить пластиковый фитинг с трубой, но некоторые из них имеют больше возможностей, чем другие. Чтобы обеспечить успешную электромуфтовую сварку, ваш сварочный аппарат необходимо ежегодно калибровать и проводить необходимое техническое обслуживание, такое как замена наконечников, когда они изнашиваются и ослабляются на монтажных штифтах.
Чтобы обеспечить успешную электромуфтовую сварку, ваш сварочный аппарат необходимо ежегодно калибровать и проводить необходимое техническое обслуживание, такое как замена наконечников, когда они изнашиваются и ослабляются на монтажных штифтах.
Это основные элементы электромуфтовой сварки, которые уменьшат количество неудачных сварных швов в полевых условиях. Мы производим ряд инструментов для всех работ по электромуфтовой сварке, и на рынке их больше, одни дешевле, другие дороже.
«Помощь в правильном подключении»
www.caldertech.com.au
Простой и легкий водяной насос
21 июня 2016 г.
Вы хотите повторно использовать свою трубу из полиэтилена высокой плотности в другом проекте?
14 января 2016 г.
Новый, чистый и свежий www.pipefuse.com.au
24 ноября 2015 г.
Жизнь становится тяжелой, когда все не в форме!
29 октября 2015 г.
Технологические достижения для мира электромуфтовой сварки
30 сентября 2015 г.
Я не знал, что ты продал это!
29 сентября 2015 г.
Аппарат электромуфтовой сварки Proxima
10 августа 2015 г.
Инструмент для очистки Calderprep
27 июля 2015 г.


Исследуйте темы
советов по установке электромуфты, сделанные Matrix Piping Systems проще простого!
Часы работы
8:00 – 17:00 Пн – Пт
1800 634 644
Отдел продаж и обслуживания клиентов
Как и при любом другом виде сварки в Австралии, основные навыки и понимание электромуфты жизненно важны для успеха. Чтобы облегчить вашу работу, мы собрали несколько советов по установке электромуфты, которые наши клиенты сочли очень полезными, и перечислили их ниже.
Чтобы облегчить вашу работу, мы собрали несколько советов по установке электромуфты, которые наши клиенты сочли очень полезными, и перечислили их ниже.
Выравнивание
Для обеспечения успешного выполнения электромуфтовой сварки полиэтиленовая труба должна быть вставлена в раструб «прямо», т. е. труба должна быть выровнена с раструбом. На изображении ниже показан разрез электромуфтового соединения, в котором
не удалось удержать давление. После разрезания раструба сразу стало видно, что труба с одной стороны раструба была вставлена без выравнивания. Во время соединения пластик расплавился, провода в электромуфтовой розетке потекли с расплавленным пластиком к отверстию, в результате чего они сбились в кучу, в результате чего соединение оказалось неудачным. Этого можно избежать, убедившись, что труба вставлена параллельно раструбу и не имеет углового отклонения.
Температура окружающей среды
Избегайте плавления полиэтиленовых труб при температуре окружающей среды ниже 5 градусов Цельсия. Электромуфта может выполняться ниже этой температуры, однако трудно гарантировать, что фитинги не содержат влаги при этой температуре, и, следовательно, существует более высокая вероятность загрязнения влагой. Влага, присутствующая во время цикла плавления, нагревается и, в конечном итоге, превращается в пар, создавая воздушные карманы на поверхности соединения, что в конечном итоге позволяет воде просачиваться и создавать утечку.
Электромуфта может выполняться ниже этой температуры, однако трудно гарантировать, что фитинги не содержат влаги при этой температуре, и, следовательно, существует более высокая вероятность загрязнения влагой. Влага, присутствующая во время цикла плавления, нагревается и, в конечном итоге, превращается в пар, создавая воздушные карманы на поверхности соединения, что в конечном итоге позволяет воде просачиваться и создавать утечку.
Сваривать сразу после зачистки
Полиэтиленовую трубу необходимо сваривать в течение 30 минут после зачистки, так как УФ/свет быстро
повторно окисляет поверхность трубы, что требует повторной зачистки внешней поверхности. Окисленный полиэтилен не сварится. Если требуется повторная зачистка, убедитесь, что внешний диаметр трубы или фитингов находится в пределах допусков на зазоры, указанных изготовителем.
Сварочные салфетки
Используйте только утвержденные салфетки с содержанием спирта 90 % для электроплавления и дайте поверхности высохнуть до
тщательно просушить перед сваркой. Любая влага, оставшаяся между трубой и электромуфтовыми фитингами во время цикла сварки, превратится в пар и вызовет частичное или полное разъединение трубы и фитинга. Никогда не используйте спиртовую салфетку более одного раза. Повторное использование салфетки может привести к повторному попаданию загрязняющих веществ на поверхности сварки.
Любая влага, оставшаяся между трубой и электромуфтовыми фитингами во время цикла сварки, превратится в пар и вызовет частичное или полное разъединение трубы и фитинга. Никогда не используйте спиртовую салфетку более одного раза. Повторное использование салфетки может привести к повторному попаданию загрязняющих веществ на поверхности сварки.
Никогда не используйте повторно сварочные салфетки
Никогда не используйте спиртовые салфетки для сварки более одного раза, каждый раз выбрасывайте каждую салфетку после первого использования. Повторное использование салфетки может привести к повторному попаданию загрязняющих веществ на поверхности сварки. Дополнительная информация содержится в данных Руководствах по электромуфтовой сварке от PIPA.
Сохраняйте зону электросварки полностью сухой
Сохраняйте зону сварки сухой; в сырую погоду наденьте палатку и ветрозащитный экран на место сварки
, чтобы предотвратить попадание влаги в электромуфтовый шов. Наличие любой влаги во время цикла сварки очень вредно для электромуфтовой сварки. Влага является как бы преградой для успешного сплавления двух соединяемых пластиковых поверхностей. Как мы все знаем, влага при нагревании в конце концов превращается в пар или газ. Присутствие газа в сварочном цикле приводит к образованию пустот, что в конечном итоге приведет к разрушению соединения, поэтому содержание зоны сварки в сухом состоянии предотвратит это. Это как низкая цена, разовая гарантия от дорогостоящего ремонта.
Влага является как бы преградой для успешного сплавления двух соединяемых пластиковых поверхностей. Как мы все знаем, влага при нагревании в конце концов превращается в пар или газ. Присутствие газа в сварочном цикле приводит к образованию пустот, что в конечном итоге приведет к разрушению соединения, поэтому содержание зоны сварки в сухом состоянии предотвратит это. Это как низкая цена, разовая гарантия от дорогостоящего ремонта.
Калибровка вашего сварочного аппарата 12 раз в месяц
Электромуфтовый сварочный аппарат, оставленный для калибровки более чем на 12 месяцев, может привести к выходу соединения из строя из-за возможного выхода за пределы правильных параметров.
Не прикасайтесь к поверхности сварки
Никогда не прикасайтесь к подготовленной поверхности сварки или внутренней части раструба без повторной очистки. Отпечатки пальцев могут и будут вызывать разрушение сварного соединения. Мы рекомендуем оставлять фитинги в своих сумках до тех пор, пока вы не будете готовы к сварке.
Пригодность готовых фитингов Для EF
Если производитель не сообщает, что готовые фитинги подходят для электросварки, не думайте, что они подходят. Изгибы и вытянутые тройники могут в силу особенностей производственного процесса деформироваться. Мы рекомендуем вам узнать у производителя фитингов, подходят ли они для электромуфтовой сварки.
ОБУЧЕНИЕ ПО СВАРКЕ
Целесообразно, чтобы весь ваш персонал, выполняющий электромуфтовую сварку, прошел обучение в зарегистрированной учебной организации, признанной PIPA. Не делать этого рискованно. Это особенно важно, если ваш персонал выполняет сварку на трубопроводе с давлением выше 10 бар. Доступны даже курсы по сварке полимеров, которые проводятся на месте.
ИНДИКАТОРНЫЕ ШТЫРЬКИ
Как правило, если индикаторные штифты с обеих сторон разъема EF не выдвигаются во время цикла сварки, следует предположить, что соединение не удалось, и следует вырезать фитинг и начать снова. Были случаи, когда индикаторный штифт с одной стороны по какой-то причине не падал, а сварной шов успешно держался в течение многих лет, однако, как правило, если штифты не выскакивают, вынимайте его.
ЗАЖИМЫ ДЛЯ ТРУБ
Всегда используйте хомуты. Трубные хомуты предотвращают перемещение и смещение трубы в процессе сварки и тем самым помогают монтажникам более тщательно контролировать процесс.
ПЕРЕВЕРНУТЫЕ КОНЦЫ ТРУБ
Большинство концов труб изгибаются (усаживаются) в процессе производства, поэтому крайне важно, чтобы вывернутые концы были отрезаны. Как правило, отрезайте не менее 50 мм с каждого конца каждой трубы, чтобы обеспечить успешное выполнение электромуфтовой сварки.
УСТАНОВКА СЕДЛА EF
Конкретную информацию о наконечниках для установки электродов для электромуфтовой сварки можно найти, перейдя по предоставленной ссылке.
Обратите внимание: Приведенные выше советы не предназначены для замены надлежащего аккредитованного курса обучения, поэтому мы настоятельно рекомендуем записать своих сотрудников на обучение или, если они уже обучены, не забудьте записать их на курс повышения квалификации. каждые 2 года.