Сварка ПНД труб своими руками разными методами
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.


Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
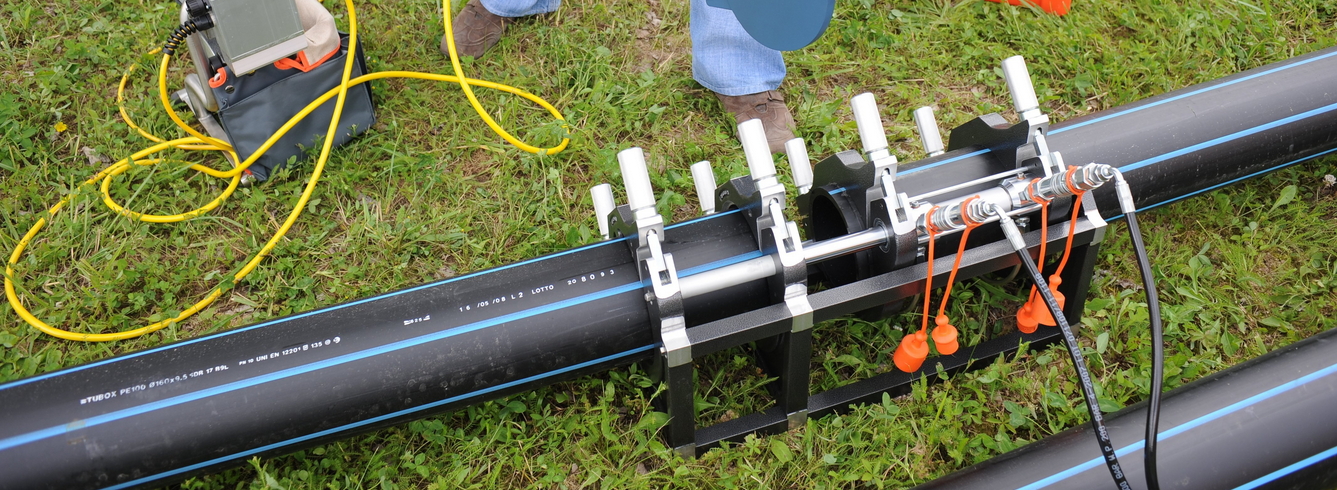
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитингиМуфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.

Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;
Фото — стыковка
- Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Фото — соединение
- Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
- Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
 Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото — фланец пндСварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
- Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
Фото — установка фитинга
- Самым сложным в этом процессе является момент, когда нужно зацентрировать фитинг и трубу в насадке. Профессиональный станок содержит в своей комплектации специальный центрирующий механизм, если его нет, то просто постарайтесь все сделать очень точно;
- После соединения задвигаются до отметки (не до стыка) и выдерживаются определенное время;
- По окончании работы аппарат выключается, а место сварки труб фиксируется для охлаждения.
Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
 Инструкция (анимация)” src=”https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Инструкция (анимация)” src=”https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не подходит, то сейчас многими компаниями предоставляется аренда оборудования. Рассмотрим стоимость модели V-Weld R063:
| Город | Цена, у. е. |
| Воронеж | 28 |
| Екатеринбург | 28 |
| Казань | 30 |
| Краснодар | 28 |
| Москва | 33 |
| 30 | |
| СПб | 33 |
Читайте также:
Муфты для соединения полиэтиленовых, пластиковых и стальных труб
Нормы ручной и автоматической сварки трубопроводов
Фитинги для труб ПНД — компрессионные, латунные: способы соединений
Сварка и монтаж труб ПНД своими руками (инструкция и видео) 2021
Трубы, изготовленные из полиэтилена ПНД, используются практически во всех современных коммуникационных системах, начиная с подачи воды и заканчивая газопроводами и каналами для протяжки кабеля. Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Виды трубопроводных систем из ПНД
Из полиэтилена низкого давления изготавливают трубы разного назначения, которые идут на монтаж следующих систем:
- Водопроводных,
- Газовых,
- Канализационных,
- Дренажных,
- Обсадных для устройства водяных скважин,
- Изоляционных для силового либо связного кабеля.
ВАЖНО! Труба ПНД может использоваться как для внутренних коммуникаций, так и для устройства внешних магистралей на открытых местах и под землей.
Установка трубы в систему
Трубы ПНД выпускаются мерными отрезками стандартной длины – по 6 и по 12 метров, а также в бухтах либо катушках большой длины – по 100-500 метров. В процессе их установки в систему в конкретном помещении обязательно потребуется выполнение следующих операций:
- Распил (разрез) полиэтиленовых труб под пайку либо фитинговое соединение. Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью:
- Ручного либо электрического трубореза, которые справляются с трубами диаметром от 15-ти до 30-ти мм,
- Кругового резака для бытовых труб диаметрами от 15-ти до 160-ти мм,
- Так называемой «трубной гильотины», используемой для создания качественного разреза трубы от 63-х до 350-ти мм диаметром,
- Ленточной пилы, являющейся наиболее дорогим профессиональным инструментом и способной создавать чистые и ровные срезы труб диаметром до 1600 мм.
- Распрямление колец бухты в прямые отрезки потребуется при покупке большого метража трубы. Сложность состоит в том, что при выпрямлении трубы можно нечаянно повредить ее. Здесь нужно вспомнить, что материал трубы – ПНД, который является термопластичным полимером. Поэтому для небольшого изменения формы достаточно недолго подержать изделия в теплом месте (в отапливаемом помещении, на солнце) либо обдать их горячей водой. После этого они будут легко гнуться.
- Образование угла посредством сгибания прямых отрезков. В этом случае потребуется больший прогрев определенного участка, чем при распрямлении дуги. Для этого используют нагрев той же горячей водой, строительным феном либо простой газовой горелкой.
 Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью:
Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью: После этого они будут легко гнуться.
После этого они будут легко гнуться.ВНИМАНИЕ! Для сгиба трубы ПНД нагревать ее следует очень осторожно, так как при малом прогреве она может сломаться на сгибе, а слишком высокая температура может повредить ее.
Способы соединений
Способы соединения полиэтиленовых труб можно разделить на две основные группы: монтаж с помощью дополнительных деталей (муфт и фитингов) и прямая сварка стыков.
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
 В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т. п.
п.
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов:
- на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
Услуги по сварке ПНД труб.
 Стыковая и электромуфтовая сварка полиэтиленовых труб.
Стыковая и электромуфтовая сварка полиэтиленовых труб.Наша компания выполняет весь комплекс работ по сварке ПНД труб, отводов, тройников, крестовин, переходов, муфт, заглушек и других фитингов диаметром от 20 до 1600 мм. Возможен выезд бригады специалистов на строительный объект заказчика, а также составление сметы и снабжение необходимым материалом. Сварочные работы выполняются электромуфтовым или стыковым методом с использованием высококачественного оборудования. Это позволяет выполнить монтаж или ремонт трубопровода максимально быстро и качественно.
Сварка ПНД трубСтыковая сварка | Электромуфтовая сварка | ||||||
Диаметр | Цена за 1 стык | Мин. | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
25 | 200 | 12000 | до 20 | ||||
32 | |||||||
40 | 200 | 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 140 | 600 | ||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 | 1000 | до 10 | ||
200 | 1200 | 200 | |||||
225 | 1300 | 225 | |||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 5000 | 6-10 | 560 | 5500 | 18000 | 3-5 | |
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость смены входит количество стыков в зависимости от диаметра трубы, выезд специалистов на объект с необходимым оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием.В зависимости от объёма выполняемых работ и для постоянных клиентов в нашей компании предусмотрены дополнительные скидки. | |||||||
 сумма заказа
сумма заказаСварка труб ПНД
1. Выезд бригады специалистов на объект.
2. Высококачественное сварочное оборудование.
3. Квалифицированные сварщики.
4. Использование механических и гидравлических стыковых и электрофузионных сварочных аппаратов, что позволяет выполнять пайку муфтовую и встык.
5. На большой объем работ предоставляется дополнительная скидка.
6. Выполняем монтаж водостока, ремонт трубопроводов, сварку фитингов и фасонных изделий (крестовин, тройников, отводов и втулок под фланец).
7. Укомплектуем объект необходимым оборудованием и материалами. Выполним весь спектр работ.
8. Предоставляем в аренду генератор при выполнении сварочных работ в полевых условиях.
Также наша компания производит сварку труб из полиэтилена, пластика, полипропилена, ПП, ПЭ, ПНД, ПВХ, ПВД, которые используются для водоснабжения, газоснабжения, при прокладке канализационных систем и кабельных коммуникаций.
ПОДЕЛИТЕСЬ СТРАНИЦЕЙ
Монтаж ПНД труб своими руками: сварка полиэтиленового водопровода, видео
Полиэтилен низкого давления как материал для изготовления труб сегодня составляет конкуренцию привычным материалам, в том числе металлу. В числе преимуществ такого трубопровода — малый вес и высокая прочность. Кроме того, монтаж ПНД труб своими руками незатруднителен.
Основные характеристики и виды
ПНД-трубы часто используются при создании водопроводных и канализационных систем, для газоснабжения и даже для прокладки электрокабеля.
Важно: В таких изделиях могут транспортироваться среды температурой до 40°С, если создается напор до 10 атм и до +65°С, если речь идет о безнапорных сетях.
Чтобы выбрать полиэтиленовые трубы для водопровода и монтаж своими руками провести правильно, нужно ориентироваться в существующих классификациях изделий. Так, по назначению разделяют технические и пищевые трубы, которые могут применяться для канализации и водопровода соответственно, а по уровню допустимого давления — напорные и безнапорные.
Также классифицируют и напорные трубы по уровню предельного давления:
- легкие — до 2,5 атм;
- средне-легкие — до 4 атм;
- средние — 6 атм;
- тяжелые — 10 атм.
Что касается габаритов, то трубы ПНД выпускаются диаметром 16-1600 мм и с толщиной стенок 2-72 мм. Выбирать геометрические параметры следует исходя из назначения трубы и области ее использования. Для водопровода частного дома будет достаточно изделий 20-30 мм, а для канализационных сетей — 90-160 мм.
Монтаж трубы ПНД для водопровода и других сетей предусматривает создание надежных стыковых соединений, устойчивых даже в районах с сейсмической активностью.
Технологии проведения монтажа
Монтаж ПНД труб своими руками может быть выполнен 2 способами:
Компрессионные фитинги для монтажа труб ПНД для водоснабжения- Создание разъемного соединения — раструбного с использованием эластичных уплотнителей или же фланцевого. Лучше всего подходит для создания безнапорных сетей. Тип стыка подбирается в зависимости от прочности, сложности конструкции и так далее.
- Выполнение неразъемного стыка путем использования сварки. Этот способ подходит для трубопроводов, работающих с транспортируемой под высоким давлением средой. Сварка требует специфического оборудования и соединительных муфт, может выполняться встык, в раструб или электромуфтовым способом. Сварные соединения прочны, устойчивы к внешним воздействиям и герметичны.
Особенности создания разъемных соединений
Для монтажа полиэтиленовых труб своими руками для водопроводных и канализационных систем в квартирах диаметром до 110 мм, можно использовать соединения с помощью фитингов.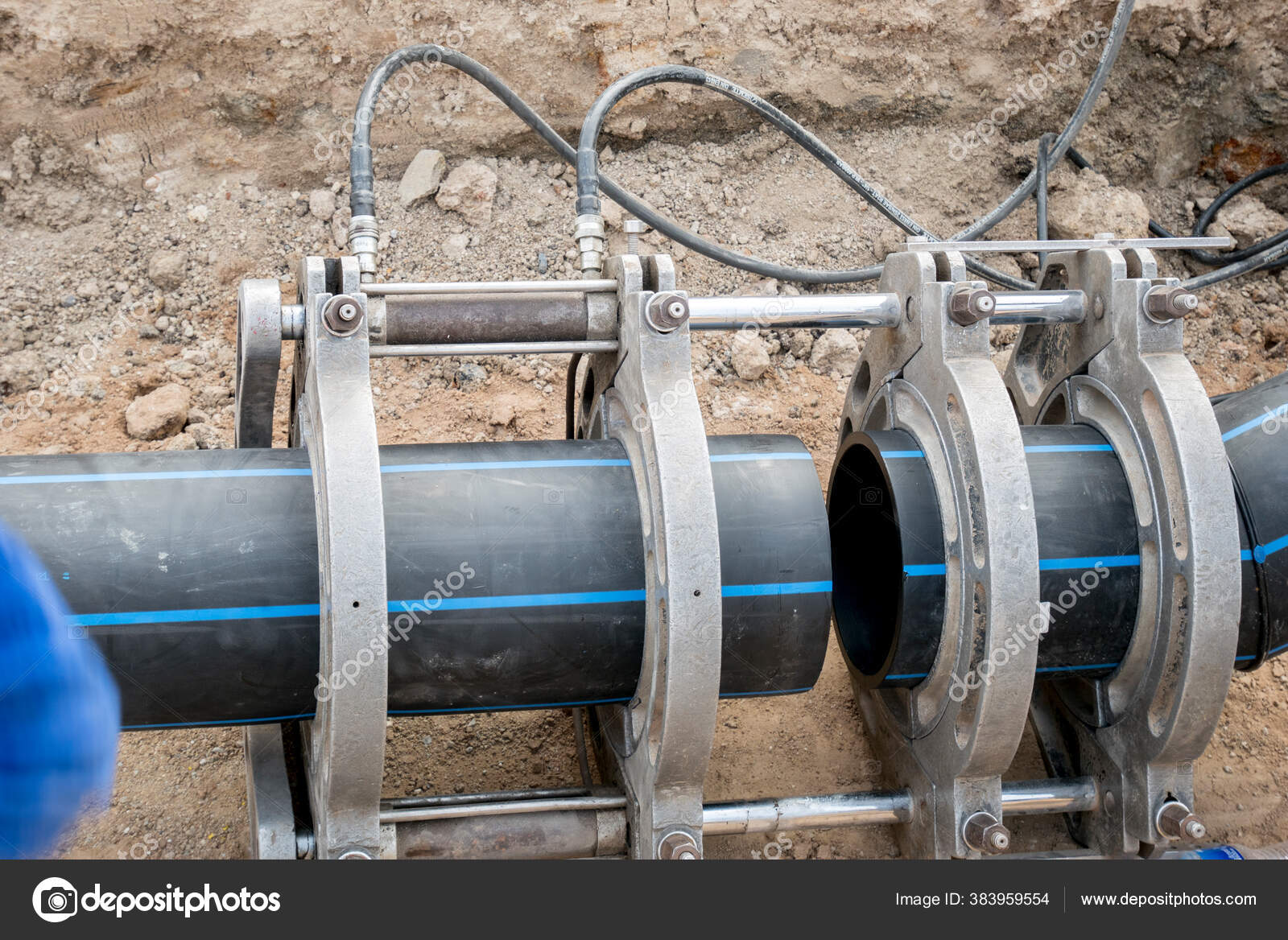 Это могут быть как компрессионные фитинги из латуни или пластика, так и раструбные заглушки с гибким уплотнителем.
Это могут быть как компрессионные фитинги из латуни или пластика, так и раструбные заглушки с гибким уплотнителем.
Сборка трубопровода производится по следующему алгоритму:
- Трубы обрезаются до нужной длины и так, чтобы торцы выполнялись перпендикулярно корпусу.
- Накидная гайка фитинга проворачивается на несколько оборотов и в него до конца вставляется труба — так, чтобы ощущалось усилие при входе в резиновый уплотнитель.
- Надевается цанга и эластичное кольцо, после чего гайка затягивается.
Совет: Небольшие соединительные элементы прикручиваются вручную, но лучше все-таки воспользоваться гаечным ключом. И не забудьте проверить герметичность соединений после выполнения работ.
Сварка ПНД-труб
Сварка труб ПНД своими руками — это один из наиболее распространенных способов соединения. Таким образом можно соединять отрезки труб с фасонными элементами или просто 2 части водопровода.
Сварочные соединения позволяют получить прочный стык — почти такой же, как и цельная труба. Кроме того, они очень быстро выполняются и не влияют на общую гибкость трубопровода.
Кроме того, они очень быстро выполняются и не влияют на общую гибкость трубопровода.
Различают три сварочные технологии для труб ПНД:
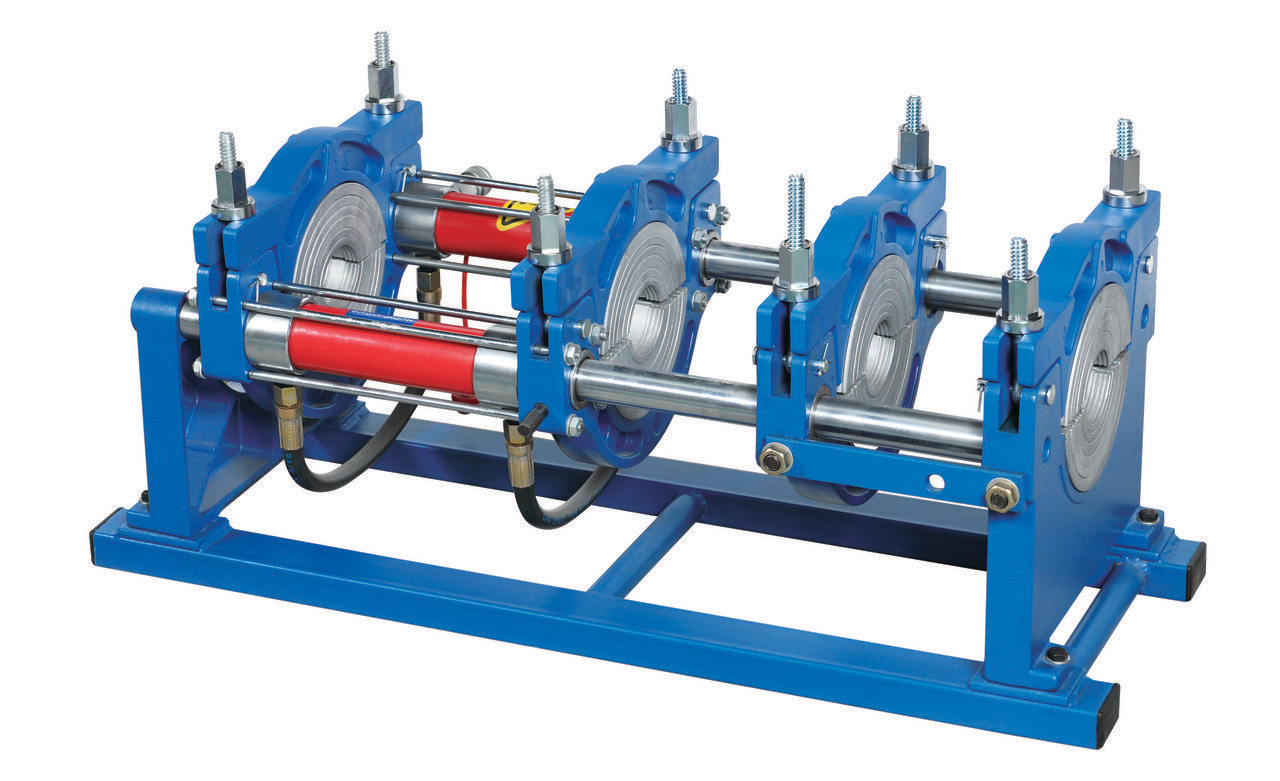
Станок для сварки ПНД труб- Стыковая сварка труб ПНД. На свариваемых деталях оплавляются торцы с помощью электрического тока, после чего они соединяются между собой. Использование этого метода оправдано в случае, если толщина стенок трубы превышает 5 мм. Для проведения работ по пайке полиэтиленовых труб подготовленные части трубопровода закрепляются в центраторе сварочной машины, концы деталей торцуют. Между подготовленными торцами помещают нагреватель, а далее расплавленные торцы соединяют. Их важно выдерживать под давлением до тех пор, пока материал не остынет.
- Сварка в раструб используется при монтаже трубопроводов диаметром до 63 мм. Для этого одна деталь помещается в расширение, выполненное на торце другой. Для работ потребуется аппарат для сварки труб ПНД, укомплектованный насадками с тефлоновым покрытием. Детали, подготовленные к соединению, надевают на насадки одновременно и выдерживают определенное время, необходимое для разогрева. После этого части трубопровода снимают и соединяют, следя, чтобы сдвигов/перекосов не происходило. Соединение следует удерживать до 30 сек, пока не произойдет остывание материала.
- Электромуфтовая сварка труб ПНД. Для этого метода соединения используют специальные фитинги для труб — такие соединительные полиэтиленовые элементы, в которых присутствуют участки с нагревательной спиралью. Это могут быть разноразмерные крестовины, тройники, отводы. При подключении электричества спирали в фитингах разогреваются и расплавляют полиэтилен — благодаря этому фасонная детали приваривается к трубной стенке.Электромуфтовая сваркаСама последовательность монтажа трубы ПНД для водоснабжения здесь очень простая. Вначале следует механически зачистить поверхности, чтобы на них не оставалось загрязнений и оксидных пленок. Также следует выровнять и зафиксировать 2 отрезка, для чего пригодится позиционер. На очищенные трубы надевается соответствующий фитинг, и к его электродам подается ток. Температура нагрева и время выдержки соединения указывается на маркировке деталей. Выполненному соединению нужно дать остыть. Электромуфтовая сварка полиэтиленовых труб оптимальна в случае соединения трубных отрезков диаметром менее 160 мм. Также она используется в случае, когда доступ к месту стыка затруднен.
 Детали, подготовленные к соединению, надевают на насадки одновременно и выдерживают определенное время, необходимое для разогрева. После этого части трубопровода снимают и соединяют, следя, чтобы сдвигов/перекосов не происходило. Соединение следует удерживать до 30 сек, пока не произойдет остывание материала.
Детали, подготовленные к соединению, надевают на насадки одновременно и выдерживают определенное время, необходимое для разогрева. После этого части трубопровода снимают и соединяют, следя, чтобы сдвигов/перекосов не происходило. Соединение следует удерживать до 30 сек, пока не произойдет остывание материала. На очищенные трубы надевается соответствующий фитинг, и к его электродам подается ток. Температура нагрева и время выдержки соединения указывается на маркировке деталей. Выполненному соединению нужно дать остыть. Электромуфтовая сварка полиэтиленовых труб оптимальна в случае соединения трубных отрезков диаметром менее 160 мм. Также она используется в случае, когда доступ к месту стыка затруднен.
На очищенные трубы надевается соответствующий фитинг, и к его электродам подается ток. Температура нагрева и время выдержки соединения указывается на маркировке деталей. Выполненному соединению нужно дать остыть. Электромуфтовая сварка полиэтиленовых труб оптимальна в случае соединения трубных отрезков диаметром менее 160 мм. Также она используется в случае, когда доступ к месту стыка затруднен.На заметку: Пайка труб ПНД своими руками не допускает сваривание 2 изделий от разных производителей — в этом случае может оказаться, что характеристики трубопроводов существенно разнятся, и полученный шов не будет герметичным и не выдержит давления.
Когда нужны держатели
Созданный трубопровод из изделий ПНД крепится к стене с помощью хомутов. Их желательно устанавливать под каждым стыком — так обеспечивается максимальная надежность. На участках, где нет стыков, расстояние между хомутами должно быть равно 10 диаметрам трубы, а отступ от стен составит 2-4 мм.
Наиболее востребованы жесткие хомуты с резиновым уплотнением — они обеспечивают наибольший коэффициент шумопоглощения. Однако некоторые специалисты рекомендуют не использовать прокладку, а оставлять трубопровод лежать в крепеже свободно. Благодаря этому он сохранит подвижность и долговечность.
Читайте нашу отдельную статью о соединении труб ПНД фитингами. Данный вид монтажа имеет широкое распространение при использовании труб небеольшого диаметра.
А здесь есть информация про использование полиэтиленовых труб в качестве обсадных для скважин.
Про организацию отмостки вокруг дома мы рассказали тут. Зачем она нужна и каких видов бывает.
Монтаж полиэтиленовых труб своими руками видео
На видео представлена подробная пошаговая инструкция по монтажу полиэтиленовых труб для водоснабжения электромуфтовым методом.
Сварка труб пнд D 32-1200, объявление ID 273203 в Екатеринбурге
Сварка полиэтиленовых, полипропиленовых и ПВДФ труб с 32 по 1200 диаметр. Монтаж трубопровода воды, газа, кислоты, щелочи,
Монтаж трубопровода воды, газа, кислоты, щелочи, и др., химических веществ.
Выезжаем в день обращения.
Сварка осуществляется встык, а так же электро-муфтой (пайка) на профессиональном немецком оборудовании Widоs.
Наличный и безналичный расчет.
Изготавливаем: отводы с 40 по 500 диаметр;
сегментные фитинги с 40 по 500 диаметр;
тройники, неподвижные опоры и др.
Собственное технологическое производство, оборудование, цех.
Наши довольные клиенты:
Водоканал г. Екатеринбург., Строительная компания СВК., Фреш Климат., Русская медная компания., а также инженерные сети Челябинской области, Пермского края.
Аттестация НАКС.
Протокол сварки предоставляем.
Звоните в любое время!
сварка пнд труб, аппарат +для сварки пнд труб, сварка пнд труб цена, стыковая сварка пнд труб, сварка пнд труб купить, сварка пнд труб аренда, сварка пнд трубы цена +за стык, электромуфтовая сварка труб пнд, аппарат +для сварки труб пнд купить, аппарат стыковой сварки пнд труб, сварка пнд труб +своими руками, аренда аппарата +для сварки пнд труб, сварочный аппарат +для сварки пнд труб, аппарат +для сварки пнд труб цена, аппарат +для электромуфтовой сварки пнд труб, сварка труб пнд встык, оборудование +для сварки пнд труб, таблица сварки трубы пнд, станок +для сварки пнд труб, аппарат +для сварки пнд труб цена купить, температура сварки пнд труб, сварка пнд труб электромуфтами, сварка пнд труб видео, сварка труб пнд технология, стоимость сварки пнд труб, сварка пнд труб +в стык, сварка пнд труб муфтами, муфтовая сварка пнд труб, сварочный аппарат +для стыковой сварки пнд труб, сварка полиэтиленовых труб пнд, гидравлическая сварка пнд труб, параметры сварки пнд труб, сварка пнд труб комментариев +нет, сварка пнд трубы москва, работа сварка пнд труб, сварка труб пнд встык аппарат, аппарат +для пнд сварки пластиковых труб, протокол сварки пнд труб, сварка пнд труб , время сварки труб пнд, сварка трубы пнд 110, фитинги +для сварки пнд труб, сварка трубы пнд 800 мм, сварка пнд труб инструкция, аппарат +для муфтовой сварки пнд труб, аренда стыкового аппарата +для сварки пнд труб, инструмент +для сварки пнд труб, аппарат +для сварки пнд труб бу, сварка труб пнд екатеринбург, услуги +по сварке труб пнд, сварка пнд труб спб, трубы пнд под сварку, трасса +для сварки пнд труб, электромуфтовая сварка труб пнд цена, сварка пнд труб большого диаметра, монтаж сварка пнд труб, обучение сварки труб пнд, температура сварки пнд труб таблица, раструбная сварка пнд труб, сварка труб пнд встык
Как паять медь – Главный сварочный центр
Вы хотите научиться паять медь? Если да, то эта статья для вас! В следующих параграфах мы рассмотрим процесс пайки меди с помощью горелки. Мы также обсудим, как это делается с флюсом и паяльной пастой. При желании вы можете использовать любой метод пайки – они оба работают нормально. Давайте начнем!
Мы также обсудим, как это делается с флюсом и паяльной пастой. При желании вы можете использовать любой метод пайки – они оба работают нормально. Давайте начнем!
Что такое пайка?
Пайка – это процесс термочувствительного склеивания, при котором для соединения двух металлов можно использовать присадочный металл.
Часто это делается как сварка, но при этом используется только тепло пламени без использования жидкости, газа или электричества. Чтобы это работало успешно, пайка должна происходить в вакуумной камере (мы рассмотрим, как вы можете ее настроить), потому что остаточные молекулы воздуха будут мешать процессу, ослабляя прочность связи между металлами, соединяемыми пайкой. Присадочный металл расплавляется и наносится щеткой на одну поверхность, а затем расплавляется на другой до тех пор, пока на обеих поверхностях не образуется покрытие из сплава, и они становятся похожими материалами, связанными вместе.
Зачем паять медь?
Пайка меди – это способ соединения медных труб, обычно для водопровода. Однако, чтобы использовать этот метод, вам потребуется иметь лицензию сантехника, а возможность припаять трубу обычно не появляется.
Однако, чтобы использовать этот метод, вам потребуется иметь лицензию сантехника, а возможность припаять трубу обычно не появляется.
Хотя это не часто используемый метод, пайка меди – это способ соединения двух частей медной трубы. Если вам представилась такая возможность и у вас есть лицензия на выполнение сантехнических работ, не стесняйтесь использовать свои новые знания, паяя трубы вместе! Следует отметить, что при наличии остаточных молекул воздуха процесс пайки будет менее успешным.
Вам нужен флюс для пайки меди?
Для пайки меди вам понадобится флюс, чтобы припой мог свободно течь и нагревался горелкой. Затем стержень вставляется на место без усилия, что приведет к перемешиванию термостата и созданию ненадежного соединения между двумя кусками меди.
Самый простой способ пайки меди – это использовать кисть для флюса на одной поверхности, а затем нанести на нее расплавленный металл – это также будет включать водорастворимую пасту. Две металлические части должны иметь отшлифованную поверхность, чтобы этот процесс работал эффективно, потому что в противном случае между ними не будет образовываться выгодная связь. Этой техникой часто делают стыки сантехнических труб, потому что никто не хочет, чтобы токсичные испарения падали внутри дома.
Этой техникой часто делают стыки сантехнических труб, потому что никто не хочет, чтобы токсичные испарения падали внутри дома.
Как паять медь
Пайка выполняется путем нагревания меди с последующим нанесением на нее слоя константана (типа металла с высокой теплопроводностью и низким удельным сопротивлением). Если вы правильно выровняете две детали, они плавятся при нагревании до 250 ° C. Флюс гарантирует, что любые маленькие пузырьки воздуха не попадут туда и не испортят все – они будут пузыриться на поверхности при нагревании, и их можно проткнуть паяльной иглой до начала нагрева.
После того, как они нагреются, нанесите немного паяльной пасты – она расплавится при повторном нагревании для завершения соединения! Если константан не обеспечивает достаточной теплопроводности или вы хотите убедиться, что обе детали имеют примерно одинаковую температуру перед первым применением тепла, вы также можете использовать пруток для припоя с флюсовым покрытием.
Что именно происходит при плавлении присадочного металла?
При плавлении присадочный металл обычно образует ярко-оранжевый шарик. Таким образом можно узнать, что вы достигли нужной температуры, чтобы приступить к процессу пайки.Вы должны нанести флюс и водорастворимую пасту, затем нагреть стержень и медную трубу в течение примерно пяти минут, прежде чем нанести паяльную пасту на стержень.
Таким образом можно узнать, что вы достигли нужной температуры, чтобы приступить к процессу пайки.Вы должны нанести флюс и водорастворимую пасту, затем нагреть стержень и медную трубу в течение примерно пяти минут, прежде чем нанести паяльную пасту на стержень.
Если вам интересно, как это можно сделать в строительстве, обычно это способ подключения водопроводных труб. Для водопроводных труб обычно используются два метода: пайка меди и пайка меди.
Флюс способствует свободному течению припоя, и его следует наносить на обе поверхности для успешного процесса пайки.Затем стержень вставляется на место без усилия, что приведет к перемешиванию термостата и созданию ненадежного соединения между двумя кусками меди.
Как это делается с флюсом и паяльной пастой
Если константан не обеспечивает достаточной теплопроводности, вы можете использовать пруток для припоя с флюсом, чтобы соединить медь вместе. Нанесение пасты гарантирует, что стыки будут прочными и долговечными. Если вы решите использовать флюс и паяльную пасту, процесс будет следующим:
Если вы решите использовать флюс и паяльную пасту, процесс будет следующим:
- Нанесите слой паяльной пасты на медные детали.
- Соедините обе стороны вместе.
- Нагрейте кислородно-ацетиленовой горелкой до плавления стыков – это займет около двух минут на дюйм или около того. Если он недостаточно горячий для пайки, он просто впитает припой во флюс, и вам придется начинать заново.
- Применить к пайке с помощью ацетиленовой горелки.
- При достаточном нагреве нанести паяльную пасту до полного соединения!
Можно ли паять медь пропановой горелкой?
Ага. Горелка нагревает края меди и охлаждает их в воде.Перед началом сварки вся лишняя вода сдувается легкой струей воздуха из горелки.
«Сварка» означает соединение двух металлических частей путем плавления и смешивания их поверхностей для образования прочного соединения, которое не будет легко разрушаться при температурах до 800 градусов F (426 градусов C). Когда вы начнете пайку, сначала нагрейте один конец в течение 1-2 минут. Пайка имеет несколько преимуществ по сравнению с другими методами: начать работу с ней относительно легко и недорого. Он не требует большого количества электричества или газа, как некоторые другие методы пайки.Техники легко усваиваются на практике без формального обучения. Паяные соединения имеют низкую прочность до охлаждения, но они прочнее, чем паяные соединения.
Пайка имеет несколько преимуществ по сравнению с другими методами: начать работу с ней относительно легко и недорого. Он не требует большого количества электричества или газа, как некоторые другие методы пайки.Техники легко усваиваются на практике без формального обучения. Паяные соединения имеют низкую прочность до охлаждения, но они прочнее, чем паяные соединения.
Горелка нагревает края меди и охлаждает их в воде. Перед началом сварки вся лишняя вода сдувается из горелки легкой струей воздуха ».
Пайка имеет несколько преимуществ по сравнению с другими методами: с ней относительно легко и недорого приступить к работе. Он не требует большого количества электричества или газа, как некоторые другие методы пайки.Техники легко усваиваются на практике без формального обучения. Паяные соединения имеют низкую прочность до охлаждения, но они прочнее, чем паяные соединения.
А как насчет пайки медных или медных трубок?
Медные трубки – отличный металл для водопроводных труб, поскольку они устойчивы к коррозии и ржавчине. Во время пайки вы можете обратить внимание на некоторые вещи, которые помогут сделать процесс пайки более плавным.
Во время пайки вы можете обратить внимание на некоторые вещи, которые помогут сделать процесс пайки более плавным.
- Перед нанесением флюса убедитесь, что труба чистая и на ней нет мусора.Если на медной трубе есть грязь или жир, если есть риск, сколько припоя впитается в соединение. Перед запуском очистите трубу водой с мылом или металлической щеткой.
- Нанесите флюс на обе стороны медной трубки (флюс всегда должен контактировать с металлическими поверхностями) и нагрейте один конец в течение 2-3 минут. После нагрева нанесите паяльную пасту на нагретую поверхность и снова приложите тепло. Дайте ему остыть в течение нескольких минут, прежде чем нанести еще паяльную пасту на обе стороны соединения, повторно нагревая, пока обе части не станут достаточно горячими, чтобы при прикосновении к ним пальцем они не чувствовали себя холодными или покалывающими; если нет, то повторите нагрев.
- Дайте припоям остыть, прежде чем пропустить через него воду.
- Трубку, которая уже была паяна и которая используется, необходимо промывать нетоксичным чистящим раствором раз в год или два для удаления любых минеральных отложений, которые могут вызвать утечки, коррозию и накопление бактерий.

Однако, как бы вы это ни делали, процесс соединения медных труб с помощью припоя или пайки один и тот же:
- Нанесите флюс на обе части меди.
- Нагрейте одну сторону, пока она не станет горячей, в течение примерно двух минут и нанесите паяльную пасту, при необходимости повторно нагревая с помощью кислородно-ацетиленовой горелки.
- Дайте припоям остыть, прежде чем пропустить через него воду.
Как очистить после пайки
После завершения процесса пайки вам нужно будет удалить грязный флюс с вашего проекта. Для этого промойте его небольшим количеством мыльной воды, а затем промойте чистой водой второй раз. Обязательно вытрите всю лишнюю воду перед тем, как приступить к следующему шагу.
Как избежать возможных проблем при пайке
Стоит поискать любые признаки утечки – крошечные шарики расплавленного металла и дым.Если вы их видите, быстро накройте отверстие влажной тряпкой или пищевой содой, чтобы искры не воспламенили газ; затем добавьте еще немного флюса (если это предусмотрено в процессе пайки каната) и продолжите пайку.
Можно ли сваривать медь и нержавеющую сталь?
Да, медь и нержавеющая сталь можно сваривать. Этот тип сварки известен как пайка, и именно так медный сантехник соединяет трубы в водопроводной системе. При пайке используется присадочный металл, который плавится при гораздо более низкой температуре (около 700 градусов F / 356 градусов C), чем при обычной сварке (от 2000 до 2700 градусов по Фаренгейту).
Нагрев должен быть достаточно высоким, чтобы расплавить металл на обеих частях, где они соединяются. Затем паяльник выдавливает флюс на ту или иную часть – в зависимости от того, на какой поверхности уже нет припоя – перед тем, как нагреть ее кислородно-ацетиленовой горелкой до тех пор, пока лужи расплава не заполнят все маленькие зазоры между двумя поверхностями.
В чем разница между флюсом с покрытием и без покрытия?
Медный пруток для пайки с покрытием из флюса – это просто торговое название оцинкованных прутков, погруженных во флюс.Если вы думаете о том, как припаять медь и как долго мне следует использовать стержень, это покрытие прослужит столько времени, прежде чем его придется наносить повторно. Лично я считаю, что стержни без покрытия из флюса легче очищать – без зазоров – в то время как с покрытием, иногда весь измельченный припойный шлак застревает на поверхности, и для его удаления требуется больше консистентной смазки.
Лично я считаю, что стержни без покрытия из флюса легче очищать – без зазоров – в то время как с покрытием, иногда весь измельченный припойный шлак застревает на поверхности, и для его удаления требуется больше консистентной смазки.
Подобные сообщения:
HVACR Пайка труб Пайка Качество Охлаждение 101
Очень высокая температура – пайка
Пайка в HVAC выполняется с помощью кислородно-ацетиленовых горелок, которые нагревают трубу до температур, приближающихся к 6000 ° F.Хотя большинство припоев плавится намного ниже этой температуры, важно соблюдать осторожность при пайке. Важно отметить, что при пайке труб HVAC необходимо соблюдать все меры безопасности, включая защитные очки и оборудование для пожаротушения. Безопасность всегда на первом месте при выполнении любой работы в HVAC, особенно при работе с кислородно-ацетиленовым оборудованием и пайкой.
Согласно определению Американского сварочного общества, пайка считается пайкой, если температура плавления припоя (присадочного металла) превышает 842 ° F, и считается пайкой, если она плавится ниже этой температуры.
Очистка и флюс с любым типом пайки
Существует множество типов припоев, доступных как для пайки, так и для пайки твердым припоем, и каждый тип имеет свою скорость течения или температуру плавления. Для каждого типа припоя может потребоваться флюс, а для некоторых может не потребоваться флюс. Всегда начинайте с чистой трубы. Перед пайкой или пайкой защитите трубу, чтобы в нее ничего не попало. Чистота – это абсолютная необходимость, особенно при охлаждении.
Никогда не оставляйте конец трубы незащищенным.Закройте концы лентой или заглушкой, чтобы в трубу не попал мусор, мусор или влага. На улице любой ценой избегайте пайки трубопроводов холодильного оборудования во время дождя. Влага – враг современных холодильных систем. Рекомендуется всегда использовать флюс, поскольку он предотвращает окисление.
Окисление | Пайка труб HVACR Пайка
Окисление будет оставлять остатки внутри трубы, если при соединении труб не соблюдаются надлежащие методы пайки и пайки. Как отмечено ниже, поток азота также снизит возможность окисления и уменьшит вероятность того, что остатки останутся внутри трубы.
Как отмечено ниже, поток азота также снизит возможность окисления и уменьшит вероятность того, что остатки останутся внутри трубы.
В холодильных трубопроводах, а также в других типах трубопроводов, обслуживающих механическое оборудование, очень важно правильно разрезать трубопровод. Никогда не используйте пилу, например, ножовку. Используйте ножницы для труб, чтобы сделать гладкий ровный обрезанный конец трубы. В некоторых случаях вам также потребуется развернуть трубу, чтобы избавиться от шероховатостей. Всегда тщательно очищайте трубу изнутри и снаружи.Маленькие кусочки меди могут повредить механическое оборудование и вызвать сбои.
Еще раз повторю: убедитесь, что труба тщательно очищена и не содержит грязи, мусора, влаги или металлических частиц внутри трубы. Чистый трубопровод имеет решающее значение для правильной установки, включая процесс сборки и пайки трубопровода.
Трубка слева чистая, так как при пайке использовался поток азота. Трубка справа имеет внутри черные хлопья, потому что азот не использовался.
Перед пайкой или пайкой любой трубы важно установить трубу и очистить ее.Такая установка пайки гарантирует, что работа будет выполнена правильно. Отрежьте трубу до нужной длины с помощью ножниц и убедитесь, что она хорошо прилегает. После проверки посадки и правильной длины очистите место пайки трубы.
Флюс | Пайка труб HVACR Пайка
После очистки нанесите флюс на внутренние и внешние соединения. Использование баллона с азотом с очень слабым потоком азота позволяет азоту затопить трубу, вымывая весь кислород из трубы. Поддерживайте небольшой поток азота в открытом холодильном контуре до тех пор, пока вы не будете готовы выполнить тройное охлаждение.Азот предотвращает окисление внутри холодильного трубопровода.
Важно равномерно распределить тепло по стыку и нагреть трубу перед нанесением припоя. После того, как труба нагреется, нанесите припой на стык и дайте ему раствориться в стыке. Не используйте горелку для нагрева припоя, а используйте тепло на трубе, чтобы равномерно расплавить припой. Если все сделано правильно, то кажется, что припой втянется в соединение. Это называется капиллярным притяжением и является целью или желаемой целью пайки или пайки твердым припоем.
Если все сделано правильно, то кажется, что припой втянется в соединение. Это называется капиллярным притяжением и является целью или желаемой целью пайки или пайки твердым припоем.
Не используйте слишком много припоя, потому что припой может перемещаться внутри трубы и вызывать закупорку трубы, или маленькие шарики припоя могут образовываться внутри трубы, и эти маленькие шарики припоя будут мигрировать через систему охлаждения и экраны заглушек, измеряя устройств и, возможно, повредить компрессор. Не используйте слишком много тепла, так как вы можете расплавить основной металл – медную трубу, которую вы пытаетесь соединить.
Испытание под давлением азота – пайка труб HVACR Пайка
После того, как труба будет припаяна и завершена, нанесите влажную тряпку или воду на стык и тщательно осмотрите стык на предмет равномерности припоя вокруг и внутри стыка.Используйте зеркало для незаметных суставов. После того, как осмотр будет завершен и вы убедитесь, что все паяные соединения полностью герметичны, выполните испытание под давлением азотом для проверки на утечки. Используйте мыльные пузыри, когда труба находится под давлением, и ищите пузыри вокруг недавно спаянного соединения. Также следите за манометром на предмет падения давления. Падение давления после подачи азота обязательно означает, что в системе есть утечка, которую необходимо найти и устранить.
Используйте мыльные пузыри, когда труба находится под давлением, и ищите пузыри вокруг недавно спаянного соединения. Также следите за манометром на предмет падения давления. Падение давления после подачи азота обязательно означает, что в системе есть утечка, которую необходимо найти и устранить.
ЗАЯВЛЕНИЕ О МЕТОДЕ ПИНИИ И СОЕДИНЕНИЯ МЕДНЫХ ТРУБ – Портал документации QHSE в лучшем редактируемом строительстве
Ниже приводится краткое описание метода монтажа и пайки медных труб для любого проекта.Ниже приведен список обязательных инструментов и оборудования, которые могут быть полезны для этой деятельности.
- Ящик для механических / ручных инструментов
- Инструмент для нивелирования
- Серебряные прутки для пайки
- Паяльная или нагревательная горелка
- Термометр (индикатор нагревателя, если есть)
- Шлифовальный станок, сверлильный станок и отрезной станок
- Баллон с кислородом и ацетиленом и приспособление для резки
- Измерительное оборудование
- Применимые средства индивидуальной защиты и защитное оборудование сварщиков.

ПРОЦЕДУРА ПРЕДУСТАНОВКИ
Все рабочие должны пройти инструктаж по технике безопасности, проводимый генеральным подрядчиком и прошедший специальную подготовку по методам безопасной установки.
Рабочее освещение должно быть обеспечено перед началом пайки медных труб , включая стояки.
Контрольные списки для стояков, которые необходимо заполнить и обновлять до завершения пайки стояков.
Медные трубы Пайка пайкой и стыковочные работы, как указано на утвержденном заводском чертеже и в соответствии с требованиями площадки.
Инженер участка, супервайзер участка даст необходимые инструкции сертифицированным сварщикам и торговцам при условии необходимых утвержденных строительных / производственных чертежей последней редакции вместе с согласованными схемами.
Инженер и супервайзер также разъясняют сертифицированным сварщикам и торговым работникам правила техники безопасности, которые необходимо соблюдать.
ИНСТРУКЦИЯ ПО ОСМОТРУ ПЛОСКИХ РАБОТ
Инженер / супервайзер заполнит контрольный список проверок и будет следовать плану проверки и испытаний, подробно описанному в этой процедуре.Цель этой процедуры – обеспечить высокий уровень уверенности в том, что конечный продукт соответствует требованиям спецификации и удовлетворенности консультантов. Инспекторы QA? QC должны проверять соблюдение утвержденных процедур пайки, а также заполнение отчетов о проверках и испытаниях.
ПРОЦЕДУРА СОЕДИНЕНИЯ И ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТ
МЕДНАЯ ТРУБА ПОДГОТОВКА ЖИВОТНЫХ СОЕДИНЕНИЙ:
Перед выравниванием труб для пайки каждая длина трубы должна быть тщательно проверена, чтобы убедиться в отсутствии видимых дефектов.Проверьте материалы в соответствии со стандартом и спецификацией и получите одобрение консультанта / представителя работодателя.
КРАЙНЫЕ концы каждой трубы и прилегающая к ней зона (не менее 1 дюйма от края внутри и снаружи) должны быть тщательно очищены от ржавчины, окалины лакокрасочного масла или других посторонних материалов, которые вредны для сварки и припоя. качество нагрева.
качество нагрева.
Каждая длина трубы должна быть тщательно очищена продувкой воздухом с обоих концов трубы.Защитите и закройте отверстия труб подходящей крышкой или полиэтиленовым листом, чтобы избежать попадания посторонних материалов.
Убедитесь, что оба конца трубы чистые, без грязи или масляных отложений, прежде чем вставлять в розетку, которая представляет собой фитинги Endex, с усилием надавливая, чтобы достать кончик стопора изнутри муфты, и начните выравнивание до его фиксации, следуя процедуре ниже.
Для правильного выравнивания необходимо использовать внешние зажимы для труб или зажимные приспособления и (прихваточную сварку) или начальное нанесение припоя для удержания выравнивания.Если это невозможно, для выравнивания следует использовать сварку прихваточным швом.
Убедитесь, что все прутки из припоя подходят для использования, в частности, для толщины стенки медной трубы и ее диаметра медной трубы, чтобы гарантировать правильное использование в соответствии с данными и рекомендациями производителя.
Температура предварительного нагрева должна составлять от 700 до 750 ° C (МЕДНЫЕ ТРУБЫ). Нагрейте собранные соединения между трубой и фитингами Endex равномерно со всех сторон, в то время как направление нагрева по окружности слева направо зависит от сварщика.
Нанесите припой или пруток из сплава для пайки на выходное отверстие фитингов, когда при достижении правильной температуры припой будет свободно течь в соединения. Снова ненадолго наденьте паяльную лампу и сотрите излишки флюса (припоя).
Дайте стыку остыть без проблем (не промывать водой или охлаждающей жидкостью). И очистите стык мелкой наждачной бумагой, чтобы удалить излишки флюса.
Сварка / пайка трубопровода должна выполняться в соответствии с утвержденными WPS на основе проектных спецификаций и применимых норм для стандартов BS; следовательно, в упомянутом проекте нет спецификации процедуры сварки или пайки.Возможности и опыт подрядчиков будут включены в это заявление о методе, основанном на стандартах сварочных норм и в соответствии с рекомендациями производителя.
Кислородно-ацетиленовая сварка по BS 26340, класс 11 с присадочными стержнями по BS 1453 и BS EN 12536 в зависимости от ситуации. Дуговая сварка по BS 4515 и BS 2971, класс 11.
Бронзовая сварка медных трубок и труб в кислородно-ацетиленом и инертном газе должна выполняться в соответствии с BS 1724.
Фланцевое соединение должно соответствовать стандарту ANSI.В противном случае утверждает утверждающий консультант.
сертификатов будут предоставлены по требованию представителя клиента.
Сварка не допускается при плохих погодных условиях, а именно. дождь, сильный ветер или любые другие климатические условия, которые могут ухудшить качество сварки. Во время сварки сварщики должны быть обеспечены надлежащими ветрозащитными кожухами.
Все оборудование, используемое для сварки и пайки, должно быть в хорошем состоянии.
Вызовите инспекцию (WIR) консультанту, все изготовление должно быть визуально проверено, а критерии приемки должны соответствовать ITP.
Все сварные швы и паяные соединения будут на 100% проверены визуально. Соответствие чертежу должно быть выполнено для всех линий, проверка того, что все опоры компонентов, кронштейны и т. Д. Установлены в соответствии с утвержденными материалами и деталями заводского чертежа и спецификацией проекта.
СвязанныеСоединения для медных труб
Прежде всего, я хотел бы поздравить всех с Новым годом! Сейчас у нас действует новый код в Калифорнии, но я еще не углубляюсь в изменения.Я надеюсь вернуться к этой теме в следующем месяце. Наш код основан на UPC 2015 года, который был изменен и стал ценой за клик 2016 года, который вступает в силу 1 января 2017 года. Я не слышал о каких-либо серьезных изменениях, но я буду исследовать. В Лос-Анджелесе у нас есть новое постановление об охране водных ресурсов, что имеет большое значение – безусловно, гораздо более драматично, чем что-либо новое в кодексе.
Как бы то ни было, на днях мы в компании говорили о пайке по сравнению с пайкой. На встрече руководителей проекта было упомянуто, что наши полевые работники предпочитают паять, а не паять трубы большого диаметра; очевидно, их легче паять.Я указал, что пайка снижает номинальное давление медных соединений, поэтому вам нужно быть осторожным при пайке в высотных зданиях. Но какой эффект это имеет на самом деле?
На встрече руководителей проекта было упомянуто, что наши полевые работники предпочитают паять, а не паять трубы большого диаметра; очевидно, их легче паять.Я указал, что пайка снижает номинальное давление медных соединений, поэтому вам нужно быть осторожным при пайке в высотных зданиях. Но какой эффект это имеет на самом деле?
Медные трубы делятся на две основные категории: отожженные (мягкие) и вытянутые (твердые). Внутри этих двух категорий существует три различных толщины стенок: типы K, L и M. Тип K имеет самую толстую стенку, а тип M – самую тонкую. Большинство из нас выбирают тянутую медь типа L. Чем толще толщина стенки, тем тверже труба и тем выше номинальное давление.Чем меньше диаметр трубы, тем выше номинальное давление. В качестве двух крайних примеров, вытяжная трубка типа K диаметром ¾ дюйма имеет номинальное значение 1278 фунтов на кв. Дюйм. Напротив, отожженная четырехдюймовая трубка типа M имеет номинальное давление 251 фунт / кв. Дюйм. Это большая разница.
Многие инженеры и сантехники не понимают, что, когда вы паяете медь, а не паяете медные соединения, вы снижаете номинальное давление до уровня отожженной трубы. Паяное четырехдюймовое соединение типа L имеет номинальное давление 440 фунтов на квадратный дюйм.Если водопроводчик на месте решит паять это соединение, а не паять его, рейтинг будет снижен до 293 фунтов на квадратный дюйм – рейтинг после отжига. Если это соединение находится в основании 50-этажной башни, номинальные характеристики будут снижены, поскольку рабочее давление, вероятно, составит 300 фунтов на квадратный дюйм или более. Тепло процесса пайки фактически отжигает (размягчает) жесткую трубку, снижая ее номинальное давление.
Только сегодня я узнал еще один интересный факт о припое. Я долгое время использовал термины «припой 95-5» и «бессвинцовый припой» как взаимозаменяемые.Термин 95-5, конечно, относится к 95 процентам олова и пяти процентам сурьмы. Это довольно твердый сплав, и мне сказали, что с ним труднее работать, чем с бессвинцовым серебряным припоем. Серебряный припой – это сплав, усиленный серебром / оловом / медью. Он мягче и легче плавится, чем 95-5, поэтому с ним легче работать. Это дороже, чем 95-5, но, как мне сказали, экономия на рабочей силе окупает премию в несколько раз.
Стоит отметить, что при пайке соединения необходимо использовать продувку азотом, чтобы предотвратить образование черного окисления на внутренней стороне трубы.
Конечно, существуют альтернативы соединению медных трубок, выходящие за рамки простой пайки и пайки. Существуют механические соединения, такие как Victaulic, ProPress и SharkBite, и это лишь некоторые из них, а также T-DRILL, паяное соединение с механическим прессованием. Давайте посмотрим на номинальное давление для каждого из них.
Медные механические муфты, такие как Victaulic, имеют номинальное давление 300 фунтов на квадратный дюйм для всех размеров от двух до восьми дюймов для трубок K и L. Это означает, что номинальное давление определяется муфтой, а не материалом.Для трубки типа M она начинается с 250 фунтов на квадратный дюйм для двухдюймовой трубки и уменьшается по мере увеличения размеров до 200 фунтов на квадратный дюйм для больших размеров. Это означает, что механическим муфтам труднее удерживать трубу вместе для материала с более тонкими стенками, чем для материала с более толстыми стенками.
ProPress, один из нескольких производителей механических пресс-фитингов, рассчитан на давление 200 фунтов на квадратный дюйм по всем направлениям с размерами до четырех дюймов в диаметре. Эти соединения, для тех, кто не знаком, имеют резиновую прокладку, которая прижимается к соединенной трубе, образуя прочное уплотнение под давлением.Однако это уплотнение, хотя и прочное, не такое прочное, как у припоя или пайки. Но это эффективное средство сборки труб и фитингов для давлений в пределах своего номинала. Этот продукт не может служить правильным выбором для нагнетательной линии насоса 300 фунтов на квадратный дюйм в высотном здании, но для зон давления менее 200 фунтов на квадратный дюйм это средство сборки трубы, эффективное по времени.
Подобно механическому прессовому соединению, нажимное соединение с зазубринами изготовлено SharkBite и другими. Эти соединения удобны по понятным причинам – для их соединения не требуется никаких инструментов (кроме резки самой трубы).Мне было трудно найти их рейтинг давления. Я предполагаю, что это по крайней мере максимум кода 80 фунтов на квадратный дюйм, и я подозреваю, что они рассчитаны как минимум на 125 фунтов на квадратный дюйм. Эти фитинги доступны только в небольших размерах до одного дюйма, с «большими фитингами» для прямых участков длиной 1–1 / 4 дюйма. Я думаю, можно с уверенностью сказать, что это скорее продукт для дома.
Мне удалось найти дополнительную информацию о штуцере Nibco. Его вставной фитинг доступен размером до двух дюймов и рассчитан на давление 200 фунтов на квадратный дюйм, что делает его довольно универсальным для коммерческого применения.У меня не было личного опыта работы с этим продуктом, но я думаю, что это требует дальнейшего изучения.
В ходе исследования продуктов и методов установки вместе с профсоюзами моей компании стало совершенно ясно, что пайка трубок становится чем-то вроде утраченного искусства для молодых специалистов в этой области. Между проблемами, создаваемыми бессвинцовым припоем в сочетании с доступностью множества различных вариантов механических соединений, упор на пайку уменьшился, а практика в данной области техники уменьшилась.Кажется, что если в полевых условиях требуется паяное соединение размером четыре или шесть дюймов, иногда приходится привлекать старожилов, чтобы выполнить эту работу.
Еще один момент, о котором стоит упомянуть, заключается в том, что здесь, в моей компании, когда мы переходим к трубам большего диаметра (более четырех дюймов), мы часто переходим на нержавеющую сталь в целях экономии. Номинальное давление не является проблемой. Если используются муфты Victaulic (или аналогичные), номинальное значение для сортамента 10 составляет 600 фунтов на кв. Дюйм для четырехдюймовой трубы или выше, в зависимости от выбранного типа муфты.Если мы свариваем трубу, номинальное давление еще выше. Мне было трудно найти точное номинальное давление для нержавеющей стали сортамента 10. Единственная информация, доступная в таблице 10, касалась аустенитных труб, что было бы полным излишеством для сантехнического оборудования. Стандартная труба сортамента 40 рассчитана на 1531 фунт / кв.дюйм, поэтому труба сортамента 10 наверняка рассчитана на что-то среднее между этим значением и номиналом муфты 600 фунтов на квадратный дюйм.
Эта статья пошла немного дальше по фурнитуре и материалам, чем предполагалось изначально.Настоящая цель этой статьи заключалась в том, чтобы подчеркнуть тот факт, что медная труба имеет более низкое номинальное давление, когда она паяется, а не паяется. Итак, если вы проектируете высокое здание, обязательно учтите это в характеристиках материала. При необходимости проконсультируйтесь с литературой Ассоциации производителей меди.
Пайка VS Пайка медных газовых труб
Я установил газовую плиту, и мне пришлось проложить трубу на кухню.
Я вставил в существующую медную трубу медную трубку T.Провел медь к
Черная труба, которая выходит из пола на кухне для подключения газовой плиты
.
Медные фитинги, которые я вставил, припаивались стандартным сантехническим припоем
.
Утечек не было, и вот уже пару месяцев
, но я где-то читал, что пайка предназначена только для воды, а не для газа
.
Какие проблемы с пайкой газовых труб? Опасна ли эта установка
?
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Я паял, паял и делал легкую сварку – но я никогда не работал над
бытовые газовые магистрали, кроме работающих с трубой с резьбой.
Если бы я был в вашей ситуации, я бы начал с того, что позвонил бы местным специалистам по зонированию и
спрашивать их о требованиях кода и правилах зонирования. Эти люди могут быть
чрезвычайно полезно при поиске совета. Совсем недавно я поговорил с ними и получил
Хороший совет перед покупкой гвоздя для обрамления, в котором используются гвозди с остриженной головкой.
(зонирование зависит от приема стриженных гвоздей).
Очевидно, что пайка прочнее и не намного сложнее.
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Медь * – * разрешена в некоторых частях страны для газопроводов.А вот паяные (или паяные) соединения недопустимы. Только под раструб Следует использовать соединения и только мягкие медные трубки. Рассуждение состоит в том, что паяные соединения трудно сделать герметичными (и не показывать, как с водой), и сустав может сломаться, если труба подвергается изгибу / вибрации и т. д.
Джим
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
В большинстве областей даже нет медных или спаянных линий для газа.Газ заставляет медь отслаиваться внутри, и это закупоривает элементы управления. Также пламя и газ тоже не очень хорошая комбинация. БуббаСообщать мне об ответах на мое сообщение Опубликовать ответ
Бубба написал в новости: snipped-for-privacy @ 4ax.com:Показать цитируемый текст
Потом возникают проблемы с негерметичными стыками; плохие новости для газа, воды нет. такая опасность.Сообщать мне об ответах на мое сообщение Опубликовать ответ
НИКОГДА не позволяли быть мягким солдатом.Есть положение, позволяющее
пайка, но вы должны использовать специальный стержень, который мне никогда не удавалось найти
более 20 лет.
Допускаются ТОЛЬКО конусные гайки с медью, сжатие также не допускается.
Вы сидите на бомбе и ждете взрыва. Нападения на ископаемый топливный газ
медь и вызывает отслаивание, что может привести к открытию газового клапана. Также,
поскольку он отслаивается, он атакует саму медь, что означает, что он атакует
медь, которая была продана, что означает, что соединение постоянно ослабевает из-за
второй, пока стык не выйдет из строя.При засветке меньше шансов иметь такой
большая утечка, так как это механическое соединение, не зависящее от такого соединения, как
будучи «склеенными» вместе.
Замените, используйте нержавеющую сталь. А еще лучше, поскольку вы не знаете
коды я бы придерживался покраски и позвонил сантехнику, чтобы он правильно поставил
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Будем следить за вами в новостях.Установите камеру снаружи, чтобы мы могли смотреть большой взрыв. ЭрикСообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Вы жили в месте, где нужно было оформить разрешение и пройти осмотр?Если это так, а вы этого не сделали, имейте в виду, что ваша страховка недействительна, если вы получите утечка газа.
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Ваш местный житель может разрешить или запретить использование медных труб; это смотря какие добавки
они поставили газ.Шахта допускает толстостенную медь.
Нет места для пайки. Некоторые местные жители разрешают только засветку, некоторые разрешают засветку.
или сжатие. Я не знаю почему; если припой достаточно для высоких
вода под давлением, он должен работать для газа низкого давления, но, возможно, припой просто
не стабильно с газом.
Уточните в своем городе; у них нет требований к коду для развлечения.
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Никогда не слышал ни о каких компрессионных фитингах для газа.Показать цитируемый текст
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Что по-настоящему? Около 6 лет назад у меня был большой подземный бензобак установлен местной газовой компанией, и они использовали медь повсюду.Из Конечно, парень с лужайки тут же вбежал в кормушку дома и никогда не сказал меня. Узнав об этом, я пошел обратно и почувствовал запах газа … установка была случайностью, ожидающей своего часа …Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Пропан и медь………..Да Природный газ и медь …… №Сообщать мне об ответах на мое сообщение Опубликовать ответ
Я видел, как медь используют для пропана. Но на системах NG печи у меня
работали над алюминиевыми трубками от газового клапана до пилота.
Если говорить о себе, я предпочитаю черное железо. Если у вас есть черное железо и медь
в погребе очень легко определить, какая вода, а какая
НГ.
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Привет, Это законно? Я боюсь, не.ТониСообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Бинго! Это была установка для сжиженного нефтяного газа.Сообщать мне об ответах на мое сообщение Опубликовать ответ
В чем смысл? Если из пола выходит черная труба, все вы нужна газовая гибкая труба за 10 долларов, сделанная для газа.Вы наверное потратили половину столько только на медную трубу и всю пайку и т. д. Теперь вы живете в опасности, потому что вы были слишком дешевы, чтобы тратить 5 долларов больше делать это правильно.
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Во многих местах здесь, в Грузии, для природного газа используется медь, используются фитинги с двойным конусом.В основном черная труба к точке, затем, в зависимости от устройства, гибкость к печи / воде обогреватель, медь для каминов, решетки и др.Я скоро перенесу наружный гриль, проверю, что внутри меди выглядит так, как будто мне любопытны проблемы с отслаиванием. слыша про медь и НГ.
Нет ни у кого ссылок на сайты, на которых можно прояснить все эти вопросы?
Спасибо,
Показать текст с цитатой
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Я думаю, причина того, что низкотемпературный припой не допускается, заключается в том, что нагрев от «незначительного» пожара могла открыться газовая труба суставы, и вы сразу же получите большой пожар.счет
Показать цитируемый текст
Сообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Некоторое время я работал с техником, который занимался HVAC в Юго-Восточной Миннесоте.Он рассказывал мне, что в некоторых городах, в которых он работал, разрешалось использовать медь в качестве природного газа. До такой степени, что было обычной практикой работать с твердой медью и арматура в стене! Мне это показалось довольно сумасшедшим, но он заверил меня, что в этой области код прошел! ГрегСообщать мне об ответах на мое сообщение Опубликовать ответ
Показать цитируемый текст
Я видел много этого.Еще мне нравится та задвижка, на которую они установили их для отключения. Как только вы его поворачиваете, шток перемещается, и он начинает течь. Думаю, тогда они не знали ничего лучшего. БуббаСообщать мне об ответах на мое сообщение Опубликовать ответ
Темы на временной шкале сайта
ОТ.Медленная доставка почты
- Получил сегодня по электронной почте. Цитата: Изменения в сроках доставки почты США первым классом …
- последнее обновление в
Вольт
- Похоже, что напряжение окончательно пропало.Немного пошло все …
- сайт новейшие в
Что такое пайка? – Определение из Trenchlesspedia
Что означает пайка?
Пайка – это метод термического плавления для соединения труб для бестраншейного строительства и восстановительных работ с использованием расплавленного присадочного металла, температура плавления которого выше 450 ° C или 840 ° F, но ниже температуры плавления соединяемых частей.
По мере того, как присадочный металл разжижается, он распределяется за счет капиллярного действия между плотно прилегающими поверхностями стыка.
Процесс пайки отличается от сварки, при которой для плавления основных металлов используются высокие температуры. Пайку можно проводить в атмосфере с воздухом, сгоревшим топливным газом, аммиаком, азотом, водородом, благородными газами, неорганическими парами и в вакууме.
Источником нагрева может быть горелка, печь или индукционная катушка. Хорошее паяное соединение достигается, когда наполнитель и основной материал металлургически совместимы.
Для пайки стыки труб должны быть спроектированы таким образом, чтобы иметь зазор, в который будет распределяться присадочный материал за счет капиллярного действия. Наполнитель, используемый для герметизации соединения между двумя трубами, часто состоит в основном из олова. Однако, поскольку олово – более слабый металл, его сочетают с медью, висмутом, серебром или никелем, чтобы укрепить его и помочь сохранить структурную целостность. Паяные соединения хорошо подходят для труб, по которым транспортируется материал с умеренными температурами.
Пайка также может использоваться для соединения разнородных металлов и как для критических, так и для некритических применений благодаря полученным соединениям с высокой степенью целостности.
Пайка – надежный метод, однако, чтобы подготовить соединение хорошего качества, необходимо позаботиться о том, чтобы соединяемые детали были должным образом очищены и соблюдались надлежащие процедуры пайки.
Trenchlesspedia объясняет пайку
Сплавы для пайки изготавливаются из смеси меди и фосфора или серебра с другими элементами. Процесс пайки особенно полезен для трубопроводной арматуры, подверженной высоким нагрузкам.
Эффективная пайка
Необходимо соблюдать надлежащие процедуры пайки, чтобы конечный результат был долговечным и без проблем. Ниже приведены некоторые важные шаги для успешной пайки, как указано производителем:
- Хорошая посадка и правильный зазор
Для эффективного капиллярного действия между основными металлами должен быть надлежащий зазор, чтобы расплавленный наполнитель хорошо распределялся . Типичный зазор колеблется от 0.001–0,005 дюйма (0,025–0,13 мм), но оптимальный зазор стыка для большинства присадочных металлов составляет 0,0015 дюйма (0,04 мм). При соединении разнородных металлов необходимо учитывать их коэффициент теплового расширения.
Для новых деталей труб очистка может не потребоваться, но при ремонте часто металлы покрываются грязью, коррозией, маслом или смазкой. Это сформирует барьер, который помешает правильной процедуре пайки, что приведет к неправильному соединению. Химические вещества, используемые для очистки, должны быть совместимы с неблагородными металлами, а остаточные химические вещества должны быть полностью удалены.
Химическое соединение, называемое флюсом, наносится на соединения перед пайкой, поскольку образование оксида ускоряется при нагревании металла. Оксиды препятствуют надлежащему сцеплению присадочного металла с основными металлами. Флюс также помогает растворять и абсорбировать оксиды, которые остаются после очистки или могут образоваться в процессе пайки.
Соединяющиеся части следует удерживать в правильном положении, чтобы капиллярное действие эффективно работало во время циклов нагрева и охлаждения. Во время пайки оба металла в узле должны быть равномерно нагреты, чтобы обеспечить одновременное достижение температуры пайки.Затем на стыки наносится припой, часть которого расплавляется нагретым узлом и протягивается капиллярным действием через всю площадь стыка.
Поскольку флюсы для пайки вызывают коррозию, очень важно очистить узел, удалив остатки флюса и оксидные окалины, образующиеся во время пайки.
Сварные и паяные соединения
Сварные и паяные соединения являются наиболее часто используемыми методами соединения компонентов трубопроводов , поскольку эти соединения прочнее и герметичнее, чем резьбовые и фланцевые соединения.Кроме того, они не увеличивают вес трубопроводной системы, как фланцы, и не требуют увеличения толщины стенки трубы для компенсации нарезания резьбы, как это делают резьбовые соединения.
Подготовка и проектирование сварных соединений трубы
Стыковые швы . Наиболее распространенным типом соединения, применяемым при изготовлении систем сварных труб, является кольцевое стыковое соединение. Это наиболее удовлетворительный стык с точки зрения распределения напряжений. Его общая область применения – соединение трубы с трубой, трубы с фланцем, трубы с арматурой и трубы с фитингами.Стыковые соединения могут использоваться для всех размеров, но угловые сварные соединения часто можно использовать для труб размером NPS 2 (DN 50) и меньше.
Профиль подготовки кромок сварного шва для стыковых швов может иметь любую конфигурацию, которую сварочная организация сочтет подходящей для выполнения приемлемого сварного шва. Однако для стандартизации подготовки кромок сварных швов на компонентах промышленных трубопроводов, приваренных встык, в стандарте ASME B16.25 были установлены стандартные профили подготовки кромок под сварку. Эти требования к подготовке кромок сварного шва также включены в стандарты, регулирующие конкретные компоненты (например,g., B16.9, B16.5, B16.34). На рисунках A2.22, A2.23 и A2.24
показаны различные стандартные профили кромок сварного шва для различной толщины стенки.
На трубопроводах подготовка концов обычно выполняется механической обработкой или шлифованием. Обработка труб с более толстыми стенками обычно выполняется на опорных фрезах. На углеродистых и низколегированных сталях также используются кислородная резка и снятие фаски, особенно на трубах с толщиной стенки менее ⁄₂ дюйма (12 мм). Однако перед сваркой шлак следует удалить шлифованием.
Из-за довольно широких допусков на эксцентриситет и размеры труб и фитингов, на внутренней стороне трубопровода могут возникнуть значительные несоответствия. Ограничения допусков на монтаж включены в несколько кодов трубопроводов. Для тяжелых условий эксплуатации может потребоваться внутренняя обработка для обеспечения надлежащей подгонки. При обработке внутреннего диаметра необходимо следить за тем, чтобы не нарушались минимальные требования к стенкам. В Таблице A2.21 перечислены типичные размеры цековки.
При сварке компонентов трубопровода с неодинаковой толщиной стенки следует позаботиться о том, чтобы обеспечить плавное сужение к краю более толстого элемента. Желательная длина конуса обычно в 3 раза превышает смещение между компонентами, как указано в разделах I и III Кодекса ASME по котлам и сосудам высокого давления и ASME B31.1, Кодекс для силовых трубопроводов. Два рекомендуемых метода выравнивания показаны на рисунке A2.25.
Толщина стенок литых стальных фитингов и корпусов клапанов обычно больше, чем у трубы, к которой они присоединяются.Чтобы обеспечить постепенный переход между трубопроводами и компонентами, Кодекс ASME по котлам и сосудам высокого давления и Кодекс ASME для трубопроводов высокого давления разрешают механическую обработку цилиндрических концов фитингов и корпусов клапанов до номинальной толщины стенки прилегающей трубы. Однако ни в коем случае не допускается, чтобы толщина клапана была меньше 0,77tmin на расстоянии 1,33tmin от сварного конца, где tmin – минимальная толщина клапана, требуемая ASME B16.34. Обработанные концы могут быть выдвинуты назад любым способом при условии, что продольный разрез находится в пределах линии максимального наклона, показанной на фиг.A2.25. Переход от трубы к фитингу или концу клапана на стыке должен быть таким, чтобы не допускать резких входных углов и резких изменений наклона.
Подготовка концов для сварки корневым проходом вольфрамовой дуги в среде инертного газа . Подготовка конца трубы к фаске, показанная на рис. А2.24, считается подходящей для дуговой сварки в защитных слоях металла, но она создает некоторые проблемы при дуговой сварке вольфрамовым электродом в инертном газе. Когда используется этот процесс, более подходящими считаются подготовка продольного U-образного скоса или плоской фаски, поскольку расширенная фаска уменьшает теплоотвод, тем самым обеспечивая лучшее проплавление сварного шва.Подготовка концов применяется при сварке вольфрамовым электродом в среде инертного газа труб из углеродистой и низколегированной стали, труб из нержавеющей стали и большинства материалов труб из цветных металлов. На алюминиевых трубах некоторые производители предпочитают подготовку под фаску с плоским концом.
Опорные кольца . Опорные кольца используются в некоторых системах трубопроводов, особенно в тех случаях, когда стыки труб свариваются в основном методом дуговой сварки в среде защитного металла с покрытыми электродами. Например, значительное количество сварных швов труб для паровых электростанций и некоторых других применений выполняется с использованием подкладных колец.С другой стороны, во многих применениях опорные кольца не используются, так как они могут ограничивать поток, создавать щели для захвата коррозионных веществ, повышать склонность к коррозионному растрескиванию под напряжением или вносить другие нежелательные особенности. Таким образом, в большинстве трубопроводов нефтеперерабатывающих заводов, в трубопроводах для обслуживания радиоактивных отходов или в трубопроводах химических процессов используются ограничительные кольца, если они вообще используются.
Использование опорных колец в основном ограничивается трубами из углеродистой и низколегированной стали и алюминия.Опорные кольца из углеродистой стали обычно изготавливаются из мягкой углеродистой стали с максимальным содержанием углерода 0,20 процента и максимальным содержанием серы 0,05 процента. Последнее требование особенно важно, поскольку высокое содержание серы в наплавленном металле сварного шва (которое может быть создано из-за чрезмерного содержания серы в таких кольцах) может вызвать трещины сварного шва. Разъемные кольцевые прокладки подходят для систем сервисных трубопроводов. Для более ответственных применений, связанных с трубопроводами из углеродистой и низколегированной стали, предпочтительны сплошные плоские или обработанные конусом опорные кольца в соответствии с рекомендациями, приведенными в стандарте ES1 Института изготовления труб и показанными на рис.A2.24 и таблица A2.21.
Если требуется механически обработанное опорное кольцо, общая рекомендация заключается в том, чтобы концы под сварку обрабатывались по внутреннему диаметру в соответствии со стандартом Института по изготовлению труб для наиболее ответственных работ – и только тогда, когда прошитая бесшовная труба соответствует применимым требованиям. используются спецификации Американского общества испытаний и материалов. К таким критически важным услугам относятся паропроводы высокого давления между котлом и турбинами, а также трубопроводы подачи питания котлов высокого давления, которые встречаются на современных паровых электростанциях.Также рекомендуется, чтобы материал опорного кольца был совместим с химическим составом трубы, клапана, фитинга или фланца, с которыми оно будет использоваться. Когда соединяются материалы разного состава, состав опорного кольца может быть составом из более низкого сплава.
Для труб токарно-расточных и сварных плавлением конструкция опорного кольца и внутренняя обработка, если таковая имеется, должны быть предметом соглашения между заказчиком и изготовителем. Независимо от типа используемых опорных колец рекомендуется, чтобы общий контур сварочной фаски, показанный на рис.A2.24.
При обработке труб для опорных колец результирующая толщина стенки должна быть не меньше, чем требуется для рабочего давления. Везде, где требуется внутренняя обработка для механически обработанных опорных колец на трубах и сварных фитингах меньших размеров и с меньшими номерами графиков, чем те, которые перечислены в Таблице A2.21, металл сварного шва может быть нанесен на внутреннюю часть трубы в обрабатываемой области. Это необходимо для обеспечения удовлетворительного контакта между обработанной поверхностью на внутренней стороне трубы и обработанным опорным кольцом.В таких случаях размер обработки должен согласовываться между изготовителем и покупателем.
Если трубы и сварочные фитинги с размерами и номерами деталей, указанными в Таблице A2.21, имеют положительный допуск на внешний диаметр, также может потребоваться наплавка металла сварного шва на внутренней части трубы или сварного фитинга на участке, который будет обработанный. В таких случаях необходимо наплавить достаточно металла шва, чтобы получить внутренний диаметр, не превышающий номинальный внутренний диаметр, указанный в таблице А2.21 для конкретного размера трубы и толщины стенки.
Опыт показывает, что обработка до размера C для размера трубы и номера спецификации, перечисленных в таблице A2.21, обычно приводит к удовлетворительному контакту седла минимум 7/32 дюйма (5,5 мм) (примерно 75% минимальной длины контакта) между трубу и стопорное кольцо 10 °. Однако иногда необходимо наплавить металл сварного шва на внутренний диаметр трубы или сварочного фитинга, чтобы обеспечить достаточный материал для обработки удовлетворительного посадочного места.
При сварке стыковых соединений с подкладными кольцами следует проявлять осторожность, чтобы обеспечить хорошее проплавление первого прохода сварного шва с подкладным кольцом, чтобы избежать проплавления сварного шва или других типов надрезов, повышающих напряжение.
Кольца расходных вставок . Химический состав основного металла трубопроводов устанавливается в первую очередь для того, чтобы придать ему определенные механические, физические или коррозионные свойства. Характеристики свариваемости, если их вообще рассматривать, имеют второстепенное значение.С другой стороны, химический состав большинства сварочных присадочных металлов определяется с упором на получение прочного и высококачественного сварного шва. Процесс производства стали, применяемый при производстве сварочных присадочных металлов, позволяет более точно контролировать диапазон состава, который обычно значительно уже, чем это было бы практично для основного металла трубопроводов, в котором используются гораздо большие объемы стали. На некоторых основных металлах сварка сплавлением только композиций основного металла может вызвать такие трудности при сварке, как растрескивание или пористость.Добавление присадочного металла улучшает качество сварки. Однако при сварке вольфрамовой дугой в инертном газе добавление присадочного металла из отдельной проволоки, которую сварщик подает одной рукой, а другой манипулирует вольфрамовой горелкой, является громоздким процессом и затрудняет сварку. Сварщик может оставлять участки с непроваром, которые обычно считаются неприемлемыми, что можно увидеть, например, в правилах ASME по котлам и сосудам под давлением. Поскольку некоторые типы серьезных дефектов сварных швов обнаруживаются лишь с трудом во время осмотра (если они вообще обнаруживаются), чрезвычайно важно обеспечить сварщику максимально простые условия сварки для получения качественных сварных швов.Одним из методов получения высококачественных сварных швов является использование расходуемых вставных колец надлежащего состава и размеров. Доступные коммерчески доступные расходные вставки показаны на рис. А2.26.
Три основные функции сменных вставных колец: (1) обеспечение самых простых условий сварки и, таким образом, минимизация влияния нежелательных сварочных переменных, вызванных «человеческим» элементом, (2) создание наиболее благоприятного контура сварного шва, которому можно противостоять. растрескивание, возникающее в результате усадки металла сварного шва и горячей короткости или хрупкости в чугунном металле, и (3) в металлургическом отношении дает наиболее прочный из возможных состав металла сварного шва с желаемыми характеристиками прочности, пластичности и ударной вязкости.
Наилучшие условия сварки достигаются при использовании подготовки плоской поверхности и удлиненной U-образной фаски. Такая подготовка стыков особенно полезна там, где сварка выполняется в горизонтальном фиксированном положении трубы (5G), поскольку они обеспечивают плоский или слегка выпуклый контур корня и обеспечивают наибольшую стойкость к растрескиванию сварных швов в тех сплавах, которые особенно подвержены микротрещинам.
Условия контура корня шва, ожидаемые при различных приготовлениях фаски и расходуемых вставных кольцах, показаны на рис.A2.27.
Там, где мойка неприемлема, считается обязательным использование расходных вставных колец со специальной подготовкой для плоской поверхности или удлиненной U-образной фаски. При сварке в горизонтальном (IG) и вертикальном (2G) положении вставное кольцо должно располагаться концентрически в трубе со скосом.
При сварке в горизонтальном фиксированном положении (5G) вставное кольцо должно располагаться эксцентрично по отношению к центральной линии трубы (как показано на рис. A2.28).
В этом положении кольцо вставки компенсирует прогиб расплавленного металла сварного шва вниз и помогает получить гладкий, равномерный контур корня по внутреннему диаметру и стыку.
Угловые сварные швы
Круглые угловые сварные швы обычно используются для соединения труб с раструбными соединениями размером NPS 2 (DN 50) и меньше. На рисунке A2.29
показаны три типичных угловых сварных соединения. Эти типы сварных швов подвержены напряжениям сдвига и изгиба, поэтому важно обеспечить надлежащее проплавление соединяемых деталей. Это особенно важно для муфтового соединения, так как опасность вымывания конца ступицы может скрыть отсутствие полного и прочного углового шва из-за хорошего внешнего вида.Это состояние не может быть обнаружено в готовом сварном шве при обычном визуальном осмотре. Кроме того, между концом трубы и основанием фитинга должен быть сохранен зазор 1/16 дюйма (1,5 мм) (перед сваркой), чтобы учесть дифференциальное расширение сопрягаемых элементов.
Существуют приложения, в которых сварка муфтой не допускается. Трубопроводные системы, связанные с ядерной или радиоактивной службой или в коррозионных средах с растворами, которые способствуют коррозионному растрескиванию под напряжением или действию концентрационных ячеек, обычно требуют стыковых сварных швов на всех размерах труб с полным проникновением сварного шва внутрь трубопровода.
Паяные соединения
Соединения внахлест или срезание обычно необходимы для обеспечения капиллярного притяжения при пайке соединительной трубы. Стыковые соединения с квадратными канавками можно паять, но результаты будут ненадежными, если концы трубы или трубки не будут точно подготовлены, плоские и квадратные, а соединение выровнено тщательно, как в зажимном приспособлении. При правильной подготовке и пайке стыковых соединений можно получить высокую прочность. Однако из-за хрупкости припоя они обычно неприменимы.
Сплавы, обычно используемые при пайке, демонстрируют свою наибольшую прочность, когда толщина сплава в зоне притирки минимальна. Профили из тонких сплавов также обладают высочайшей пластичностью. Для пайки труб из черных и цветных металлов с припоями на основе серебра и меди толщина припоя в стыке обычно не должна быть более 0,006 дюйма (0,15 мм) и предпочтительно не более 0,004 дюйма (0,1 мм). Толщина менее 0,003 дюйма (0,07 мм) может затруднить сборку, а толщина более 0.006 дюйма (0,15 мм) имеют тенденцию создавать соединения с пониженной прочностью. Пайка некоторых алюминиевых сплавов во многих отношениях аналогична пайке других материалов. Однако зазоры между стыками должны быть больше из-за несколько более медленного потока припоев. Для алюминия зазор от 0,005 до 0,010 дюйма (от 0,12 до 0,25 мм) будет считаться удовлетворительным. Следует проявлять осторожность при установке разнородных металлов, так как зазор между стыками при температуре пайки является определяющим фактором. В этих случаях следует учитывать относительную скорость расширения соединяемых материалов.
Длина нахлеста в соединении, сопротивление сдвигу припоя и средний процент площади поверхности пайки, которая обычно склеивается, являются основными факторами, определяющими прочность паяных соединений. Прочность на сдвиг можно рассчитать, умножив ширину на длину нахлеста на процент площади соединения и принимая во внимание прочность на сдвиг используемого сплава. Эмпирический метод определения расстояния нахлеста состоит в том, чтобы принять его равным удвоенной толщине более тонкого или более слабого соединенного элемента.Обычно это обеспечивает достаточную прочность, но в случае сомнений следует использовать фундаментальные расчеты.
Такие подробные определения обычно не нужны для паяных труб, поскольку доступны коммерческие паяные фитинги, в которых длина нахлеста заранее определена на безопасном значении. Для латунных и медных труб доступны фитинги из литой или кованной бронзы и кованой меди. Предусмотрено отверстие правильной глубины для установки трубы, а в середине этого отверстия может быть канавка, в которую во время изготовления вставляется кольцо из припоя.Поскольку сплав предварительно помещен в фитинги с такой канавкой, отдельная подача припоя вручную обычно не требуется.