2.2. Метрическая резьба. Параметры
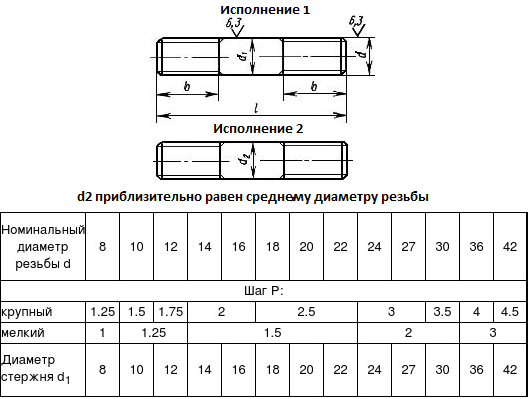
В данном задании мы используем метрическую резьбу, у которой образующим профилем являются равносторонний треугольник со срезанными вершинами или скругленными впадинами (рис. 6), табл. 1, где d – диаметр метрической резьбы; dвн – внутренний диаметр резьбы; p – шаг резьбы.
Рис. 6
Таблица 1
Диаметры и шаги метрической резьбы. Ряд 1. Гост 8724-81
Диаметр резьбы d | М12 | М16 | М20 | М24 | М30 | М36 |
Шаг p крупный | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 |
Диаметр резьбы d вн | 10,106 | 13,835 | 17,294 | 20,752 | 26,211 | 31,670 |
Шаг p мелкий | 1,5; 1,25 | 1,5; 1 | 2; 1,5; 1 | 2; 1,5 | 2; 1,5; 1 | 3; 2; 1,5 |
Стандартная
метрическая резьба бывает с крупным и
мелким шагом. Метрическая резьба с
крупным шагом применяется в основном
в тех случаях, когда на резьбу действуют
значительные удельные нагрузки.
Метрическую резьбу с мелким шагом
используют при соединении между собой
деталей приборов, а также тонкостенных
и недостаточно жестких деталей.
Метрическая резьба с
крупным шагом применяется в основном
в тех случаях, когда на резьбу действуют
значительные удельные нагрузки.
Метрическую резьбу с мелким шагом
используют при соединении между собой
деталей приборов, а также тонкостенных
и недостаточно жестких деталей.
Например, в обозначении М 24 2 – 6g: М – условное обозначение профиля резьбы; 24 – наружный диаметр резьбы; 2 – мелкий шаг резьбы; 6g – поле допуска наружной резьбы. Правая резьба по направлению.
3. Конструктивные элементы деталей
3.1 Фаска. Проточка
Фаска – это срезанная в виде усеченного конуса кромка цилиндрического или конического стержня или отверстия. Фаски упрощают процесс нарезания резьбы и облегчают соединение между собой резьбовых деталей. Фаски, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбового отверстия или стержня, не изображаются.
Проточка –
кольцевой желобок на стержне или
кольцевая выточка в отверстии, выполняемая
перед нарезанием резьбы и предназначенная
для выхода резьбонарезного инструмента. При нарезании резьбы на стержне проточки
делают диаметром несколько меньшим,
чем внутренний диаметр резьбы, а в конце
резьбового отверстия – несколько
большим, чем наружный диаметр резьбы.
Проточка позволяет получить одинаковый
профиль резьбы на всем резьбовом участке
без сбега. Размеры проточки и фаски
зависят от шага резьбы (табл. 2, 3). Пример
изображения приведен на рис. 7.
При нарезании резьбы на стержне проточки
делают диаметром несколько меньшим,
чем внутренний диаметр резьбы, а в конце
резьбового отверстия – несколько
большим, чем наружный диаметр резьбы.
Проточка позволяет получить одинаковый
профиль резьбы на всем резьбовом участке
без сбега. Размеры проточки и фаски
зависят от шага резьбы (табл. 2, 3). Пример
изображения приведен на рис. 7.
Таблица 2
Резьба метрическая наружная. Проточка, фаска. ГОСТ 10549-80
Шаг p | Проточка нормальная | Проточка узкая | Df | Фаска С | |||||||
f | R | R1 | f | R | R1 | ||||||
2 | 5 | 1,6 | 0,5 | 3 | 1,0 | 0,5 | d – 3,0 | 2,0 | |||
2,5 | 6 | 1,6 | 1,0 | 4 | 1,0 | 0,5 | d – 3,5 | 2,5 | |||
3, | 6 | 1,6 | 1,0 | 4 | 1,0 | 0,5 | d – 4,5 | 2,5 | |||
3,5 | 8 | 2,0 | 1,0 | 5 | 1,5 | 0,5 | d – 5,0 | 2,5 | |||
4 | 8 | 2,0 | 1,0 | 5 | 1,5 | 0,5 | d – 6,0 | 3,0 | |||
Таблица 3
Резьба
метрическая внутренняя. Проточка, фаска.
ГОСТ 10549-80
Проточка, фаска.
ГОСТ 10549-80
Шаг p | Проточка нормальная | Проточка узкая | Df | Фаска С | |||||||
f | R | R1 | f | R | R1 | ||||||
2 | 8 | 2,0 | 1,0 | 4 | 1,0 | 0,5 | d + 1,0 | 2,0 | |||
2,5 | 10 | 3,0 | 1,0 | 5 | 1,6 | 0,5 | d + 1,0 | 2,5 | |||
3 | 10 | 3,0 | 1,0 | 6 | 1,6 | 1,0 | d + 1,2 | 2,5 | |||
3,5 | 10 | 3,0 | 1,0 | 7 | 1,6 | 1,0 | d + 1,2 | 2,5 | |||
4 | 12 | 3,0 | 1,0 | 8 | 2,0 | 1,0 | d + 1,5 | 3,0 | |||
Внутренняя резьба Наружная резьба
Рис. 7
7
Пародия на резьбовые шпильки
Полезное
Последнее время на российском рынке крепежа появились резьбовые шпильки (штанги), изготовленные в юго-восточной Азии, метровой и двухметровой длины со странной резьбовой накаткой, позиционируемые как шпильки с метрической резьбой. Но метрическая резьба это не «резьба, которая измеряется в метрах» (как отвечает порой нерадивый студент технического ВУЗа), а резьба, имеющая определенный, установленный стандартами профиль – ГОСТ 24705- 2004 (ISO 724:61993).
Рисунок 1
На рис.1 фотография шпильки с новой резьбой, имеющей наружный Рис.1 диаметр 12 мм. Шаг данной резьбы соответствует международному стандарту для метрической резьбы М12 с крупным шагом P = 1,75 мм, а наружный диаметр d = 12 мм. Увы, но только эти размеры совпадают с параметрами метрической резьбы, по всем остальным эта резьба не метрическая. Даже визуально видно, что эта резьба имеет профиль, не соответствующий метрической резьбе. При этом угол при вершине профиля не 60° как у стандартной резьбы, а 20°, кроме того, внутренний диаметр резьбы не d1 = 10,1 мм, как должно быть по стандарту, а d1 = 7,9 мм.
При этом угол при вершине профиля не 60° как у стандартной резьбы, а 20°, кроме того, внутренний диаметр резьбы не d1 = 10,1 мм, как должно быть по стандарту, а d1 = 7,9 мм.
Стандартная гайка М12 накручивается на рассматриваемую резьбу и держится (хотя и заметно болтается). На рис.2 показана геометрия сочленения стандартной гайки с нормальной шпилькой (рис. 2а) и с псевдометрической шпилькой (рис.2б). Из рис.2 понятно, зачем сделаны такие шпильки. Для экономии металла при изготовления шпильки, а значит и Рис.2 снижение ее стоимости!
Рисунок 2
Однако, давайте разберемся к чему это приводит, и есть ли эта экономия. При этом не останавливаясь на материалах или покрытиях, а рассматривая только геометрические параметры.
Оценить прочностные свойства и применимость «новых» шпилек затруднительно. Поскольку это не метрическая шпилька, то все данные по несущей способности, сведения по прочности шпилек с метрической резьбой, а также методики расчетов к ней не применимы. Следовательно, данных по допустимым нагрузкам, расчетам и применению рассматриваемых крепежных изделий нет, и использование их – это риск и «авось» строителя их применяющего.
Следовательно, данных по допустимым нагрузкам, расчетам и применению рассматриваемых крепежных изделий нет, и использование их – это риск и «авось» строителя их применяющего.
Нечестные продавцы предлагают данные шпильки как М12 с мотивировкой: «Проверено, прекрасно держит…», «Инновационное достижение в крепежных технологиях…» и др. Но любой мало- мальски грамотный инженер знает, что прочность резьбового стержня определяется свойствами материала и диаметром d1 центральной его части, где резьбовой профиль отсутствует (соответствует внутреннему диаметру резьбы). Этот же диаметр у «инновационной» резьбы значительно меньше традиционной (7,9 мм против 10.1 мм). Мало того, он меньше, чем у резьбы М10, где d1 = 8,1 мм. Таким образом, анализируемая шпилька 12-го диаметра имеет прочность на разрыв или срез (зависят от площади поперечного сечения) или изгиб (зависит от момента сопротивления сечения) оценочно вдвое меньше, чем шпилька М12 при одинаковом материале их изготовления и даже несколько меньше, чем прочность шпильки М10. О контактной прочности в зоне контакта «гайка-шпилька» и говорить не приходится – см.рис.2б, сминаться витки будут очень легко.
О контактной прочности в зоне контакта «гайка-шпилька» и говорить не приходится – см.рис.2б, сминаться витки будут очень легко.
Поэтому, если «новые» шпильки диаметром 12 мм в определенных случаях выдерживают прикладываемые нагрузки, значит применение крепежных шпилек М12 просто не нужно, ибо имеет место лишний перезапас по прочности. В таком случае целесообразно применить просто шпильки меньшего диаметра – М10. Вот вам и экономия металла, и снижение стоимости, плюс экономия на гайках. И к тому же понятные и предсказуемые характеристики крепежного узла. И незачем огород городить!
С большой уверенностью можно утверждать, что приведенные рассуждения для резьбы 12-го диаметра можно применить и к другим диаметрам шпилек.
Резюмируя. Рассматриваемые пародии на резьбовые шпильки лишь маркетинговый ход и обман пользователей. И разговоры о том, что это «облегченные» или «для неответственных креплений» изделия – это ложь и стремление подсунуть некачественный товар, который можно легко заменить близким по цене, но качественным. А утверждение, что это альтернативное предложение для расширения области выбора покупателя, не выдерживает никакой критики, ибо оно совершенно никчемное, вредное и лишь вводит покупателя в заблуждение.
А утверждение, что это альтернативное предложение для расширения области выбора покупателя, не выдерживает никакой критики, ибо оно совершенно никчемное, вредное и лишь вводит покупателя в заблуждение.
* * *
Пугает другое. А вдруг некие нерадивые и паталогически экономные строители бросятся использовать рассматриваемые шпильки при химической анкеровке, нарезая их под требуемый размер и устанавливая с инъекционными системами. Или восхищенные успехами продаж дешевой шпильки производители из юго-восточной Азии решат начать выпуск стальных анкеров с «инновационной» резьбой. Или начнут штамповать болты различных длин и диаметров. Не дай Бог!
Сергей Клементьев
канд.техн.наук, доцент
г.Ростов-на-Дону
Чтобы поделиться ссылкой,
нажмите на иконку вашей соцсети
Пошаговое руководство по 3D-печати Резьба и винты
Категория Машиностроение
3D-печать Резьба и винты окружают нас повсюду.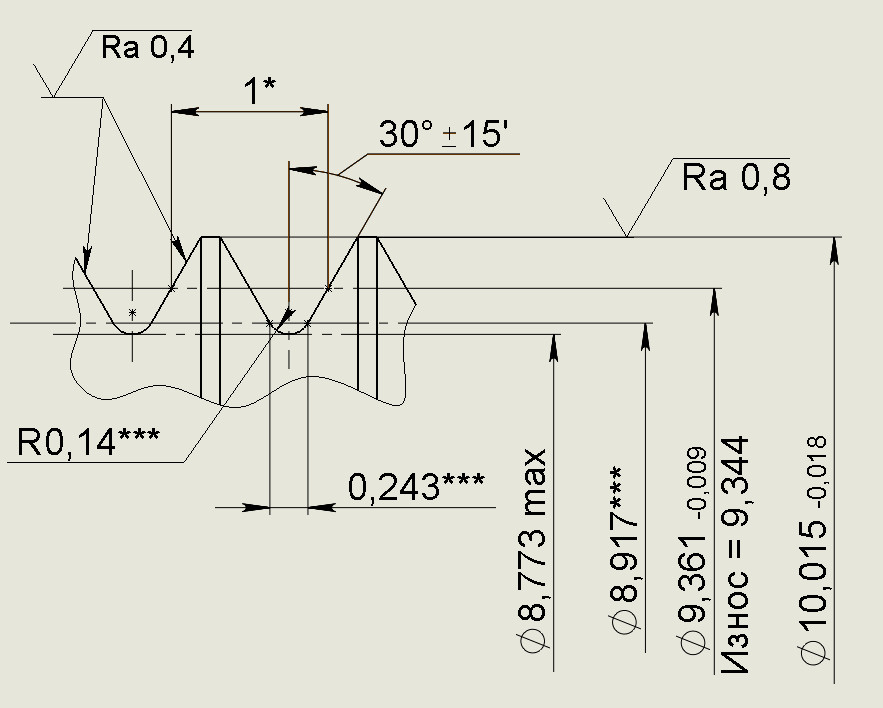 Они есть в наших ванных комнатах, кухнях, садах и в ваших машинах, даже в наших компьютерах. Эти маленькие компоненты являются важными винтиками, которые управляют миром. Но правильно подобранные резьбы и винты для 3D-печати могут показаться сложной задачей. Вот почему у нас есть это простое руководство, чтобы научиться проектировать и печатать на 3D-принтере винты и резьбу.
Они есть в наших ванных комнатах, кухнях, садах и в ваших машинах, даже в наших компьютерах. Эти маленькие компоненты являются важными винтиками, которые управляют миром. Но правильно подобранные резьбы и винты для 3D-печати могут показаться сложной задачей. Вот почему у нас есть это простое руководство, чтобы научиться проектировать и печатать на 3D-принтере винты и резьбу.
Прежде чем мы начнем с этой услуги 3D-печати в Индии, вам нужно точно знать разницу между винтом и резьбой.
Ну, винт является крепежным элементом, который используется для образования соединения, чтобы его можно было демонтировать, если возникнет необходимость. Принимая во внимание, что резьба является основным элементом крепления винта. Он определяется как гребень однородного сечения в форме спирали на внешней или внутренней поверхности винта. Тем не менее, резьба не является исключительной особенностью винтов. Вы могли видеть их на трубах, червячных передачах и многих других устройствах. Каждая резьба представляет собой непрерывную винтовую канавку определенного сечения.
Каждая резьба представляет собой непрерывную винтовую канавку определенного сечения.
Чаще всего поперечное сечение бывает треугольным или трапециевидным. Формы треугольной резьбы находят свое применение в качестве крепежа, а формы трапециевидной резьбы используются для целей передачи энергии и в качестве линейных приводов на ходовых винтах. Чтобы немного конкретизировать, в этой статье мы обсудили только резьбу треугольной формы, но все применимо к обоим типам.
Треугольные формы резьбы можно дополнительно классифицировать на основе формы треугольника и шага винтовой кривой. На этом основании их можно классифицировать как метрическая резьба или дюймовая резьба . Первые используются в Европе и Азии, а вторые — в Америке и Великобритании. Далее мы рассмотрим фундаментальные знания, которые необходимо иметь перед проектированием и 3D-печатью резьбы и винтов.
- Метрическая резьба: Обозначение метрической резьбы буквой «M» в онлайн-3D-печати указывает на номинальный внешний диаметр резьбы в миллиметрах.
 Например, резьба М4 имеет номинальный наружный диаметр 5 мм. Номинальный наружный диаметр такой же, как и наружный диаметр наружной резьбы. Принимая во внимание, что для внутренней резьбы номинальный внешний диаметр должен быть определен путем измерения внутреннего диаметра и сверки с таблицей метрической резьбы.
Например, резьба М4 имеет номинальный наружный диаметр 5 мм. Номинальный наружный диаметр такой же, как и наружный диаметр наружной резьбы. Принимая во внимание, что для внутренней резьбы номинальный внешний диаметр должен быть определен путем измерения внутреннего диаметра и сверки с таблицей метрической резьбы. - Дюймовая резьба: Дюймовая резьба 3D-печати в Индии обозначается с использованием ряда стандартов, наиболее известным из которых является унифицированный стандарт резьбы (UTS). Он использует цифры для обозначения стандартных размеров резьбы, например № 4. Двумя наиболее важными измерениями в UTS являются большой или меньший диаметр наружной или внутренней резьбы, соответственно, и количество витков на дюйм, т. е. TPI.
 Например, резьба М4 имеет номинальный наружный диаметр 5 мм. Номинальный наружный диаметр такой же, как и наружный диаметр наружной резьбы. Принимая во внимание, что для внутренней резьбы номинальный внешний диаметр должен быть определен путем измерения внутреннего диаметра и сверки с таблицей метрической резьбы.
Например, резьба М4 имеет номинальный наружный диаметр 5 мм. Номинальный наружный диаметр такой же, как и наружный диаметр наружной резьбы. Принимая во внимание, что для внутренней резьбы номинальный внешний диаметр должен быть определен путем измерения внутреннего диаметра и сверки с таблицей метрической резьбы.Прежде чем мы начнем
Существуют концепции онлайн-3D-печати в Бангалоре, с которыми нам нужно ознакомиться, прежде чем мы начнем проектировать нити.
- Наружная или внутренняя резьба: Наружная резьба, также известная как «наружная», выходит из цилиндрической поверхности. Внутренняя или «внутренняя» резьба является полной противоположностью внешней резьбе с точки зрения ориентации, поскольку она вырезана на отрицательной цилиндрической поверхности. Болты являются хорошим примером использования внешней резьбы, а гайки используют внутреннюю резьбу.
- Ось резьбы: В онлайн-версии 3D Printing India это центральная ось или воображаемая линия, проходящая через центр цилиндра, вокруг которого формируется нить.
- Корень: Это дно канавки, которая проходит вокруг тела резьбы.
- Вершина: Самая верхняя точка профиля резьбы называется вершиной.
- Главный диаметр: Диаметр цилиндра, который охватывает вершину внешней резьбы или основание внутренней резьбы, известен как большой диаметр в терминологии онлайн-3D-печати в Индии. Этот цилиндр соосен оси резьбы.
- Второстепенный диаметр: Диаметр цилиндра, который окружает основание резьбы наружной резьбы или вершину внутренней резьбы. Этот цилиндр соосен оси резьбы и большому диаметру. Меньший диаметр также называется диаметром «размера сверла» по отношению к внутренней резьбе.
- Шаг: Шаг – это расстояние между соответствующими точками на соседних витках резьбы. Например, расстояние между двумя соседними вершинами треугольной резьбы называется шагом.
 Этот цилиндр соосен оси резьбы.
Этот цилиндр соосен оси резьбы.Потоки планирования и создания
Теперь приступим к выполнению поставленной задачи. Давайте продемонстрируем процесс проектирования внешней и внутренней резьбы с помощью Fusion 360. Мы выбрали это программное обеспечение онлайн-3D Printing Bangalore, поскольку оно обеспечивает простую в использовании функцию создания резьбы.
Существуют и другие программы САПР, имеющие инструменты разной степени сходства. Но самое главное — ознакомиться с основами, которые мы обсуждали в предыдущем разделе об услуге 3D-печати в Индии. Обладая этими знаниями, легко использовать любой способный инструмент моделирования и предоставлять необходимые и точные значения для создания желаемых потоков.
Обладая этими знаниями, легко использовать любой способный инструмент моделирования и предоставлять необходимые и точные значения для создания желаемых потоков.
Начнем с внешней резьбы болта.
Внешняя резьба
- Сначала нарисуйте круг. Диаметр окружности принимается за большой диаметр искомой резьбы.
- Затем сделайте из него цилиндр, вытянув круг на нужную длину нити.
- Переместите курсор на «Создать», затем выберите оттуда опцию «Поток».
- Наконец, выберите только что созданный цилиндр, чтобы убедиться, что флажок «Смоделирован» установлен или установлен. Затем установите параметры потока по желанию. Нажмите «ОК» после того, как это будет сделано.
И, вуаля! Вы создали свою внешнюю ветку! Чтобы превратить его в подходящий болт, вам нужно прикрепить его к головке болта, подходящей для ваших нужд.
Далее приступим к конструированию гайки с внутренней резьбой.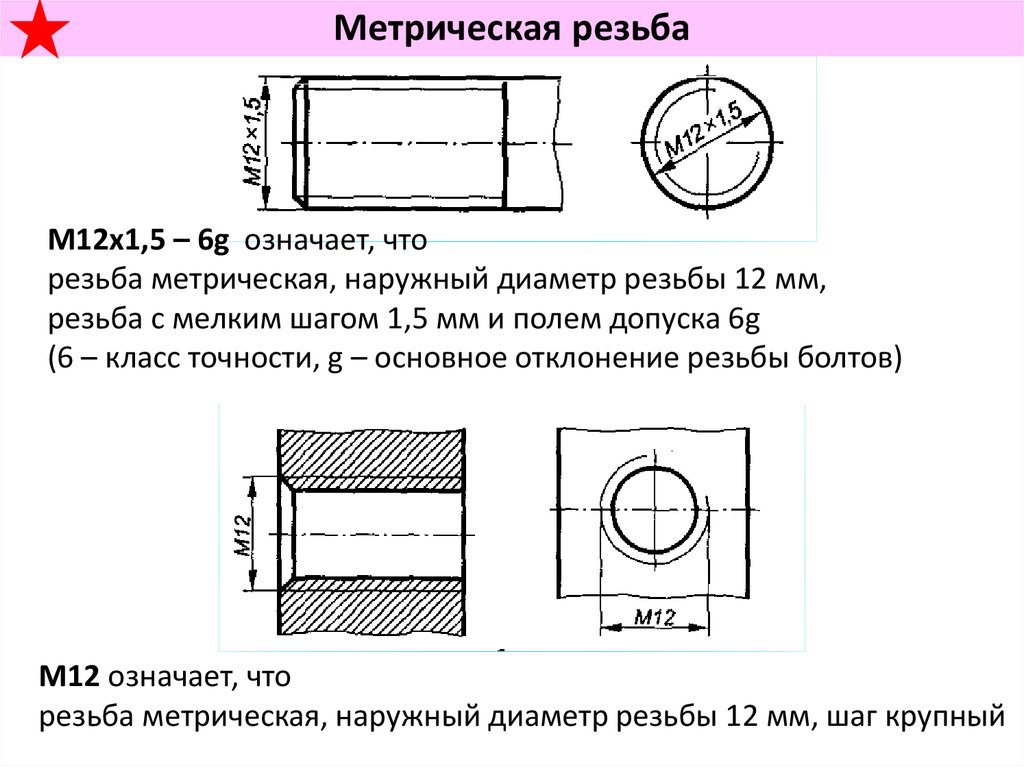
Внутренняя резьба
- В первую очередь нужно нарисовать шестиугольник. Только для этого урока, просто убедитесь, что он больше, чем нить, которую вы хотите создать.
- Затем выдавите его до нужной высоты, как мы сделали для внешней резьбы.
- Перейдите в меню «Создать» и сделайте отверстие в центре, выбрав там опцию «Отверстие». Диаметр отверстия должен совпадать с требуемым большим диаметром резьбы.
- Выделите внутреннюю поверхность только что созданного отверстия, затем перейдите к «Создать» и выберите параметр «Резьба».
- Важно всегда помнить о выборе опции «Смоделировано». Установите параметры резьбы, такие как размер и т. д. Нажмите «ОК».
Итак, ваша первая нить готова к печати. Остается только распечатать. Тогда вы можете восхищаться своим творением
Ваш принтер справляется с этой задачей?
Хотя мы могли бы сделать это простым, напечатать резьбу не всегда легко, особенно если вы работаете над получением небольших диаметров.
Допустим, вы работаете с соплом 0,4 мм и высотой слоя 0,2 мм. При этом наименьший возможный шаг, который вы сможете напечатать, будет где-то около 0,5 мм ± 0,1 мм. Такого шага достаточно, чтобы получить резьбу M3, и это не проблема, если вы пытаетесь напечатать внутреннюю резьбу на сравнительно большей детали. Это потому, что у резьбы будет достаточно времени, чтобы остыть, пока сопло работает в другом месте.
Но все становится немного сложнее, если вы хотите создать внешнюю резьбу на винте или болте, например, с помощью службы 3D-печати в Индии. В таких случаях у вашего сопла не так много места для перемещения, это означает, что вам, вероятно, требуется дополнительное охлаждение. Следовательно, важно заранее правильно протестировать принтер. Тогда вы можете решить напечатать много тонких внешних нитей.
Мы связываем тест резьбы здесь, чтобы вы могли должным образом проверить возможности вашего 3D-принтера.
Оптимизация вашего 3D-принтера
Вот несколько подробных рекомендаций по подготовке принтера к работе с нитями для 3D-печати.
- При работе с 3D-печатью онлайн в Бангалоре важно убедиться, что ваш принтер правильно откалиброван. К счастью, у нас уже есть пара полезных статей, которые облегчат вам задачу. Вы можете проверить их
- Правильно выровняйте платформу 3D-принтера, это очень важно для получения желаемых результатов.
- По возможности старайтесь печатать темы вертикально. Для достижения наилучших результатов оси резьбы должны быть перпендикулярны печатной платформе.
- Поддержка онлайн-3D-печати в Бангалоре может быть настоящей проблемой, особенно в таких маленьких деталях, как они, которые не входят в резьбу. Поэтому по возможности печатайте без поддержек. В противном случае может оказаться сложной задачей удалить их и сохранить их полезность, особенно с внутренними потоками.
- По возможности используйте не менее 4 вертикальных слоев или вертикальные стенки толщиной не менее 2 мм. Это обеспечит прочную нить.
- Попробуйте установить плотность заполнения не менее 25 %, хотя в основном это зависит от вашего приложения.
- Высота слоя — еще один чрезвычайно важный параметр службы 3D-печати в Индии при печати нитей. Для гладкой работы слои должны быть установлены как можно ниже. Очень важно отметить, что резьба больше M12 или 1/2″ может быть эффективно напечатана слоями толщиной 0,2 мм, тогда как резьба меньшего размера должна быть напечатана более тонкими слоями.
 Это обеспечит прочную нить.
Это обеспечит прочную нить.Преимущества
Широкая доступность:
У вас может быть недорогой 3D-принтер рядом с вашим домашним компьютером — примерно вдвое меньше, если вы можете купить комплект и собрать принтер вместе.
Вы можете купить любые нити, обычные и специальные, в Интернете. Существует множество бесплатных и открытых сервисов моделирования, которые вы можете использовать прямо из Интернета, не говоря уже о предварительно разработанных шаблонах и тысячах досок объявлений, посвященных советам, рекомендациям и вопросам об услугах 3D-печати в Индии.
Если вы преподаватель или дизайнер, у вас могут быть веские аргументы в пользу включения 3D-печати в вашу карьеру в качестве средства обучения или развития. Онлайн-3D-печать в Бангалоре — это простое в использовании цифровое расширение любого творческого хобби в вашей жизни.
Кроме того, стать профессионалом так же просто, как только вы почувствуете себя комфортно — вы найдете передовые 3D-принтеры рядом с более мелкими, и если вы провели исследование продуктов и моделей, вы можете сделать это прыгайте в любое время, когда вы чувствуете себя уверенно.
Индивидуальные модификации:
Услуга 3D-печати в Индии полезна для игры с дизайном. Пока у вас есть терпение (и нить) для дизайна, температуры печати и методов отделки, вы можете совершенствовать объект до тех пор, пока он не станет именно тем, что вы хотите, во время фактического процесса 3D-печати.
Многие 3D-принтеры также позволяют вам останавливаться в середине печати, вносить изменения и снова начинать печать с того же места, на котором вы остановились. Это гибкий способ узнать о проектах.
Это гибкий способ узнать о проектах.
Цены:
Даже при самой высокой цене первоначальные затраты на онлайн-3D-печать в Бангалоре будут значительно ниже, чем при массовой обработке. Кроме того, затраты на замену и материалы также будут относительно дешевыми.
Различные материалы:
Вы можете печатать в 3D филаментами, которые сочетают в себе что угодно, от термопластика до кусочков стекла, любого цвета, который вы можете себе представить (и несколько цветов, о которых вы еще не слышали).
Ваш предмет будет сиять в темноте, пахнуть дубом или нести воду, не проливая ни капли. Варианты бесконечны, и все, что вам нужно сделать, это выбрать нить.
Заключение
Не расстраивайтесь, даже если ваш первый тест не удался, поверьте в себя и попробуйте еще раз. Также обратите внимание на эти последние слова мудрости:
- Даже если вам удастся напечатать прилично выглядящую внешнюю резьбу меньше M6 (6 мм в диаметре), будьте осторожны, прежде чем использовать ее и носить с собой какой-либо вес. Небольшой диаметр и характер услуг 3D-печати делают этот размер резьбы подходящим только для визуальных моделей. Если вам нужна функциональность, выберите другой дизайн.
- Меньший шаг внутренней резьбы диаметром менее 4 мм затрудняет печать. При таком размере лучше напечатать пустое отверстие, а затем нарезать резьбу воротком. В любом случае, всегда полезно правильно очистить нить перед использованием, будь то нарезанная или напечатанная на 3D-принтере.
- Некоторые материалы имеют тенденцию к большей усадке, чем другие. Всегда целесообразно сначала сделать несколько небольших образцов для проверки размеров резьбы, прежде чем печатать более крупные детали. В противном случае вы можете получить жесткую нить при печати внутренней резьбы или очень свободную при печати внешней резьбы.
 Небольшой диаметр и характер услуг 3D-печати делают этот размер резьбы подходящим только для визуальных моделей. Если вам нужна функциональность, выберите другой дизайн.
Небольшой диаметр и характер услуг 3D-печати делают этот размер резьбы подходящим только для визуальных моделей. Если вам нужна функциональность, выберите другой дизайн.Вот и все. Мы надеемся, что ваша любовь к 3D-печати продолжится!
Подробнее : Руководство для начинающих по созданию 3D-моделей с использованием бумаги
База знаний TR | Геометрия резьбы
Согласно ISO965.
Все размеры указаны в мм, если не указано иное.
Допуски: Наружная резьба 6g, внутренняя резьба: 6h.
d1 – Внешний диаметр внутренней резьбы d2 – внутренний диаметр внутренней резьбы d3 – Делительный диаметр d4 – Большой диаметр р – Шаг |
| Резьба x шаг | Крупный | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M1,0x0,2 | 1 | 0,2 | 0,87 | 0,755 | 0,783 |
| M1,1×0,2 | 1,1 | 0,2 | 0,97 | 0,855 | 0,883 |
| M1,2×0,2 | 1,2 | 0,2 | 1,07 | 0,955 | 0,983 |
| M1,4×0,2 | 1,4 | 0,2 | 1,27 | 1,155 | 1,183 |
| M1,6×0,2 | 1,6 | 0,2 | 1,47 | 1,355 | 1,383 |
| M1,8×0,2 | 1,8 | 0,2 | 1,67 | 1,555 | 1,583 |
| M2x0,25 | 2 | 0,25 | 1,838 | 1,693 | 1,729 |
| M2,2×0,25 | 2,2 | 0,25 | 2,038 | 1,893 | 1,929 |
| M2,5×0,35 | 2,5 | 0,35 | 2,273 | 2,071 | 2,121 |
| M3x0,35 | 3 | 0,35 | 2,773 | 2,571 | 2,621 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M3,5×0,35 | 3,5 | 0,35 | 3,273 | 3,071 | 3.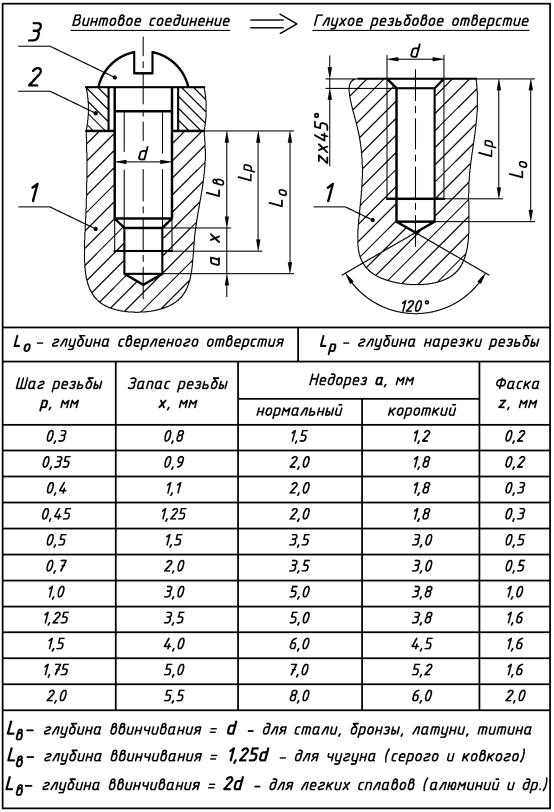 121 121 |
| M4x0,5 | 4 | 0,5 | 3,675 | 3,387 | 3,459 |
| M4,5×0,5 | 4,5 | 0,5 | 4.175 | 3,887 | 3,959 |
| M5x0,5 | 5 | 0,5 | 4,675 | 4,387 | 4,459 |
| M5,5×0,5 | 5,5 | 0,5 | 5,175 | 4,887 | 4,959 |
| M6x0,75 | 6 | 0,75 | 5,513 | 5,08 | 5.188 |
| M7x0,75 | 7 | 0,75 | 6,513 | 6,08 | 6,188 |
| M8x0,75 | 8 | 0,75 | 7,513 | 7,08 | 7,188 |
| M8x1,0 | 8 | 1 | 7,35 | 6,773 | 6,917 |
| M9x0,75 | 9 | 0,75 | 8,513 | 8.08 | 8,188 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M9x 1 | 9 | 1 | 8,35 | 7,773 | 7,917 |
| M10x0,75 | 10 | 0,75 | 9,513 | 9. 08 08 | 9,188 |
| M10x1 | 10 | 1 | 9,35 | 8,773 | 8,917 |
| M10x1,25 | 10 | 1,25 | 9,188 | 8,466 | 8,647 |
| M11x0,75 | 11 | 0,75 | 10,513 | 10.08 | 10,188 |
| M11x1 | 11 | 1 | 10,35 | 9,773 | 9,917 |
| M12x1 | 12 | 1 | 11.35 | 10.773 | 10,917 |
| M12x1,25 | 12 | 1,25 | 11.188 | 10.466 | 10,647 |
| M12x1,5 | 12 | 1,5 | 11.026 | 10,16 | 10,376 |
| M14x1,0 | 14 | 1 | 13,35 | 12.773 | 12,917 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M14x1,25 | 14 | 1,25 | 13. 188 188 | 12.466 | 12,647 |
| M14x1,5 | 14 | 1,5 | 13.026 | 12.16 | 12.376 |
| M15x1 | 15 | 1 | 14,35 | 13.773 | 13,917 |
| M15x1,5 | 15 | 1,5 | 14.026 | 13.16 | 13.376 |
| M16x1 | 16 | 1 | 15,35 | 14.773 | 14.917 |
| M16x1,5 | 16 | 1,5 | 15.026 | 14,16 | 14.376 |
| M17x1,0 | 17 | 1 | 16,35 | 15.773 | 15,917 |
| M17x1,5 | 17 | 1,5 | 16.026 | 15,16 | 15.376 |
| М18х1,0 | 18 | 1 | 17,35 | 16.773 | 16,917 |
| M18x1,5 | 18 | 1,5 | 17.026 | 16,16 | 16. 376 376 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M18x2,0 | 18 | 2 | 16.701 | 15,546 | 15.835 |
| M20x1,0 | 20 | 1 | 19,35 | 18.773 | 18,917 |
| M20x1,5 | 20 | 1,5 | 19.026 | 18.16 | 18.376 |
| M20x2,0 | 20 | 2 | 18.701 | 17,546 | 17.835 |
| M22x1,0 | 22 | 1 | 21.35 | 20.773 | 20,917 |
| M22x1,5 | 22 | 1,5 | 21.026 | 20.16 | 20.376 |
| M22x2,0 | 22 | 2 | 20. 701 701 | 19,546 | 19.835 |
| M24x1,0 | 24 | 1 | 23,35 | 22.773 | 22,917 |
| M24x1,5 | 24 | 1,5 | 23.026 | 22.16 | 22.376 |
| М24х2,0 | 24 | 2 | 22.701 | 21.546 | 21.835 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M25x1,0 | 25 | 1 | 24,35 | 23.773 | 23,917 |
| M25x1,5 | 25 | 1,5 | 24.026 | 23.16 | 23.376 |
| M25x2,0 | 25 | 2 | 23.701 | 22,546 | 22.835 |
| M27x1,0 | 27 | 1 | 26,35 | 25. 773 773 | 25,917 |
| M27x1,5 | 27 | 1,5 | 26.026 | 25,16 | 25.376 |
| M27x2,0 | 27 | 2 | 25.701 | 24,546 | 24.835 |
| M28x1,0 | 28 | 1 | 27,35 | 26.773 | 26.917 |
| M28x1,5 | 28 | 1,5 | 27.026 | 26.16 | 26.376 |
| M28x2,0 | 28 | 2 | 26.701 | 25,546 | 25.835 |
| M30x1,0 | 30 | 1 | 29,35 | 28.773 | 28.917 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M30x1,5 | 30 | 1,5 | 29.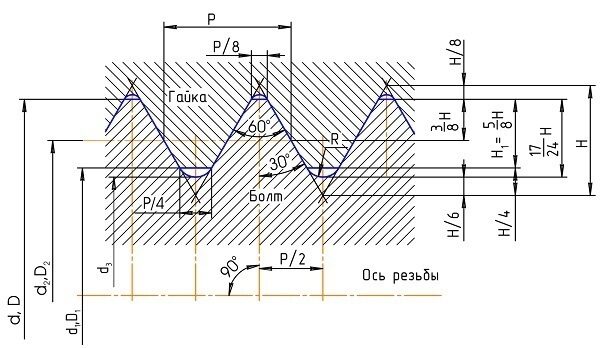 026 026 | 28.16 | 28.376 |
| M30x2,0 | 30 | 2 | 28.701 | 27,546 | 27.835 |
| M30x3,0 | 30 | 3 | 28.051 | 26.319 | 26.752 |
| M32x1,5 | 32 | 1,5 | 31.026 | 30.16 | 30.376 |
| M32x2,0 | 32 | 2 | 30.701 | 29,546 | 29.835 |
| M33x1,5 | 33 | 1,5 | 32.026 | 31,16 | 31.376 |
| M33x2,0 | 33 | 2 | 31.701 | 30,546 | 30.835 |
| M33x3,0 | 33 | 3 | 31.051 | 29.319 | 29.752 |
| M35x1,5 | 35 | 1,5 | 34.026 | 33,16 | 33,376 |
| M35x2,0 | 35 | 2 | 33. 701 701 | 32,546 | 32.835 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| M36x1,5 | 36 | 1,5 | 35.026 | 34,16 | 34,376 |
| M36x2,0 | 36 | 2 | 34.701 | 33,546 | 33.835 |
| M36x3,0 | 36 | 3 | 34.051 | 32.319 | 32.752 |
| M39x1,5 | 39 | 1,5 | 38.026 | 37,16 | 37,376 |
| M39x2,0 | 39 | 2 | 37.701 | 36,546 | 36,835 |
| M39x3,0 | 39 | 3 | 37.051 | 35.319 | 35,752 |
| M40x1,5 | 40 | 1,5 | 39. 026 026 | 38,16 | 38,376 |
| M40x2,0 | 40 | 2 | 38.701 | 37,546 | 37,835 |
| M40x3,0 | 40 | 3 | 38.051 | 36,619 | 36.752 |
| M42x1,5 | 42 | 1,5 | 41.026 | 40,16 | 40.376 |
| Резьба x шаг | Крупный Диаметр | Шаг | Шаг Диаметр | Внутренний диаметр Наружная резьба | Внутренний диаметр внутренняя резьба |
|---|---|---|---|---|---|
| М42х2,0 | 42 | 2 | 40.701 | 39,546 | 39.835 |
| M42x3,0 | 42 | 3 | 40.051 | 38.319 | 38.752 |
| M42x4,0 | 42 | 4 | 39.402 | 37.093 | 37,67 |
| M45x1,5 | 45 | 1,5 | 44. |