Паспорт 1М63Н-1 (РМЦ 1500 мм) Станок токарно-винторезный (Рязань)
Наименование издания: Руководство по эксплуатации (1М63Н.00.000РЭ)
Выпуск издания: Рязанское станкостроительное производственное объединение
Год выпуска издания: 1992
Кол-во книг (папок): 1
Кол-во страниц: 74
Стоимость: Договорная
Содержание:
Часть 1: Руководство по эксплуатации (1М63Н.00.000РЭ)
Введение
1. Общие сведения
– Общий вид станка
2. Основные технические данные и характеристики
– Установка и присоединительные размеры шпинделя бабки передней
– Габариты рабочего пространства
3. Комплектность
4. Указания мер безопасности
5. Состав станка
– Общий вид с обозначением составных частей станка
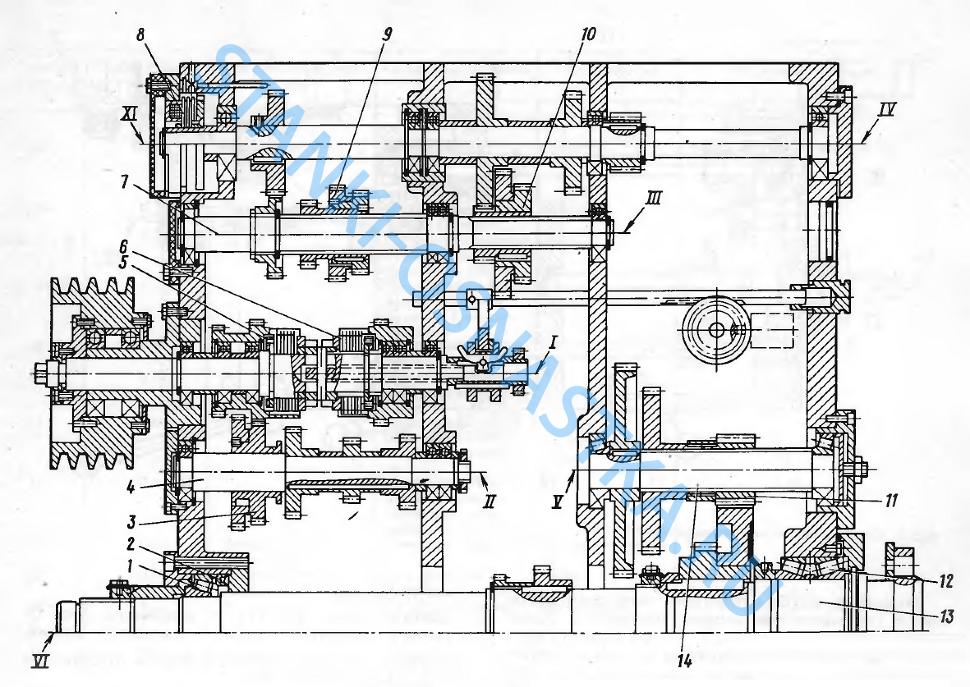
6. Устройство, работа станка и его составных частей
– Общий вид с обозначением органов управления и табличек с символами
– Управление механизмом главного движения
– Бабка передняя
– Бабка задняя
– Суппорт
– Фартук
– Коробка подач
– Сменные зубчатые колёса
– Люнет неподвижный
7.
 Электрооборудование (см. часть 2)
Электрооборудование (см. часть 2)8. Гидросистема
9. Пневмосистема
10. Система смазки
– Схема смазки принципиальная
– Карта смазки станка
11. Хранение
12. Порядок установки и пуск
– Схема строповки
– Фундамент станка
– Установочный чертёж станка
– Болт фундаментный
13. Порядок работы
– Схема наладки суппортной группы
– Регулирование подшипников шпинделя
– Регулирование фрикционных пластинчатых муфт бабки передней
– Выставка оси шпинделя
– Установка оси пиноли бабки задней
– Регулирование опорных подпружиненных подшипников бабки задней
– Регулирование зазора в направляющих поперечных салазок
– Регулирование зазора в направляющих резцовых салазок суппорта
– Устранение «мёртвого хода» винта поперечного перемещения суппорта
– Устранение «мёртвого хода» винта перемещений резцовых салазок суппорта
– Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта
– Регулирование радиального зазора между ходовым винтом и маточной гайкой
– Регулирование кулачка управления тормозной муфтой
– Регулирование подачи масла на ходовой винт
– Регулирование натяжения ремней главного привода
– Расположение штуцеров электромагнитных муфт и их регулировка
14.
 Возможные неисправности и методы их устранения
Возможные неисправности и методы их устранения16. Сведения по запасным частям (см. часть 3)
17. Сведения о приёмке (см. часть 4)
18. Указания по техническому обслуживанию, эксплуатации и ремонту
19. Гарантия изготовителя
Часть 2: Электрооборудование. (1М63Н.00.000РЭ1)
1. Общие сведения
2. Первоначальный пуск
3. Описание электроприводов и схемы управления
– Включение и отключение электрооборудования
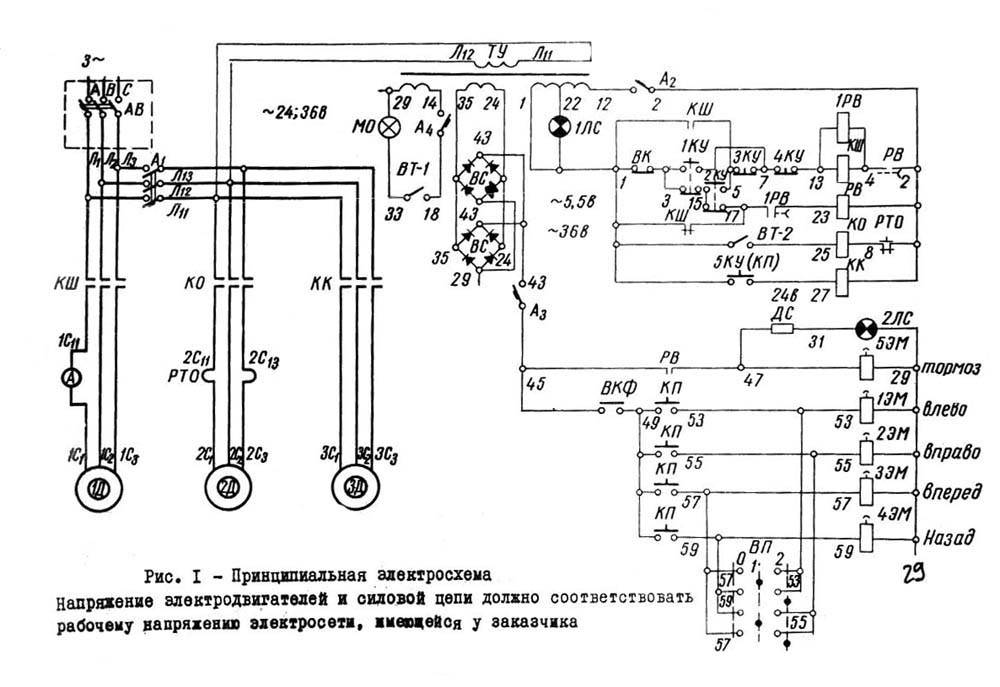
– Схема электрическая принципиальная
– Перечень элементов
– Схема электрическая соединений электрошкафа
– Схема электрическая соединений станка
– Схема расположения электрооборудования на станке
4. Блокировки и сигнализация
5. Указания мер безопасности
6. Указания о необходимых регулировках
7. Указания по эксплуатации электрооборудования станка
8.
 Перечень возможных нарушений в работе станка
Перечень возможных нарушений в работе станка9. Указания о порядке демонтажа и монтажа электрооборудования
10. Связь устройства цифровой индикации (УЦИ) со станком (для станков с устройством цифровой индикации модели 1М63НФ101)
Часть 3: Сведения по запасным частям (1М63Н.00.000РЭ4)
Введение
1. Перечень подшипников
– Схема расположения подшипников
2. Перечень чертежей быстроизнашиваемых деталей
3. Чертежи быстроизнашиваемых деталей
– Втулка 1М63Б.40.032
– Диск 1М63.21Э.387
– Диск 1М63.21Э.388
– Втулка 1М63Б.40.030
– Втулка 1М63Б.40.102
– Втулка 1М63Б.40.031
– Втулка 1М63Б.40.029
– Гайка 1М63.04.119
– Колесо червячное 1М63.04.120
– Втулка 163.04.033
– Гнездо 163.04.174
– Втулка 1М63Б.40.101
– Колесо червячное 1М63.06.115
– Полугайка 1М63.
 06.117
06.117– Втулка 1М63Б.60.034
– Втулка 1М63Б.60.030
– Полугайка 1М63.04.128
– Полугайка 1М63.04.129
– Сухарь 1-1-70 СТПУ-007-87
– Сухарь 163.11.024
Лист регистрации изменений
Часть 4: Сведения о приёмке (1М63Н.00.000РЭ8)
Точность станка
Свидетельство о выходном контроле электрооборудования
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке (см. отдельный документ У03.00.000ДП в наружном кармане ящика)
Приложение 1. Инструктивно-технологическая карта технического обслуживания
Приложение 2. Карта планового технического обслуживания
Приложение 3. Учёт оперативного времени работы оборудования
Приложение 4. Учёт технического обслуживания и ремонта оборудования
Лист регистрации изменений
Описание станка:
Гамма токарно-винторезных станков с аббревиатурой 1М63 представляется в довольно широкой подаче.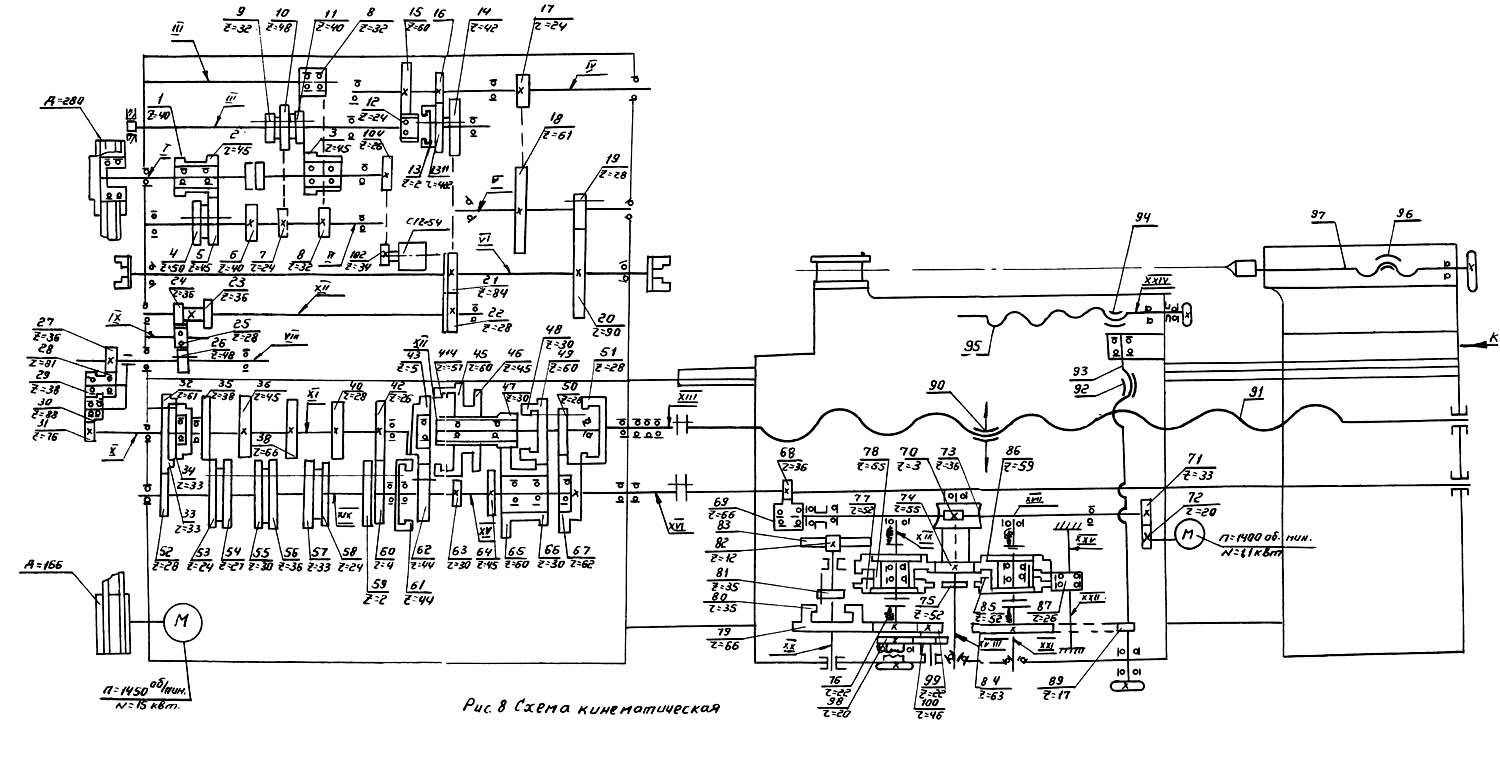 И действительно, как непосредственно сама базовая модель станка, так и её наиболее расширенные аналоги получили большое распространение в сфере металлообработки. Но этот факт возник не на пустом месте, а именно на основании надёжности, универсальности и неприхотливости данного станка. В частности, этот вопрос касается и технической документации, к примеру, токарный станок 1м63 паспорт которого можно приобрести в нашем архиве обладает всеми необходимыми качествами, а вместе с этим нужной информацией для наиболее рационального подхода к работе на станке. В частности, производитель Рязанское станкостроительное производственное объединение позаботилось при выпуске этого оборудования и о соответствующей литературе. Здесь присутствует руководство по эксплуатации, что условно было разделено на четыре части. Именно такой подход позволяет в наиболее удобном подходе изучить представленную литературу и естественно применить полученную информацию уже к станочной единице. Тем самым, добиться эффективного взаимодействия с нужным в производстве оборудованием.
И действительно, как непосредственно сама базовая модель станка, так и её наиболее расширенные аналоги получили большое распространение в сфере металлообработки. Но этот факт возник не на пустом месте, а именно на основании надёжности, универсальности и неприхотливости данного станка. В частности, этот вопрос касается и технической документации, к примеру, токарный станок 1м63 паспорт которого можно приобрести в нашем архиве обладает всеми необходимыми качествами, а вместе с этим нужной информацией для наиболее рационального подхода к работе на станке. В частности, производитель Рязанское станкостроительное производственное объединение позаботилось при выпуске этого оборудования и о соответствующей литературе. Здесь присутствует руководство по эксплуатации, что условно было разделено на четыре части. Именно такой подход позволяет в наиболее удобном подходе изучить представленную литературу и естественно применить полученную информацию уже к станочной единице. Тем самым, добиться эффективного взаимодействия с нужным в производстве оборудованием.
Если рассматривать техническую литературу более пристально, то руководство к станку отображает весьма широкое описание модели. Отметим, что здесь одновременно присутствуют не только базовая модель, но так же её модификации, к примеру, 1М63Н-1 является распространённой модификацией представленной единицы оборудования. Кроме текстового варианта, в документе отображены и чертежи механических частей, а так же узлов на основании изучения которых можно эффективным способом работать с механикой станка. К тому же раздел под номером два, что идёт сразу за первой частью уже обладает сведениями, связанными с электрооборудованием. Здесь всё так же есть детальное описание электрики, в котором обозначены и электросхемы, что будет важным подспорьем для взаимодействия с электрической частью машины. Ведь, документация направлена не только на одну составляющую, но так же обозначается более широкий охват всех моментов связанных с оборудованием и его эксплуатацией в технологическом плане. Ведь как известно, электрооборудование представляет собой значимую и важную часть любого промышленного издания связанного со станочной или же прессовой тематикой.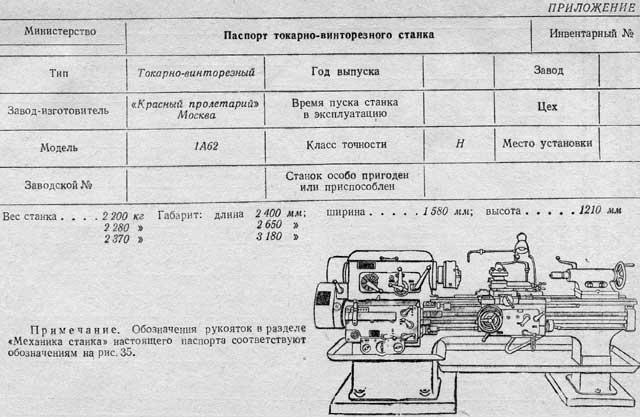
Ведь, если рассматривать токарно винторезный станок 1м63 паспорт которого мы описываем выше. То здесь присутствует уже следующим блоком раздел, связанный с некоторым ремонтом станочного оборудования, а если более детально, то раздел этот обозначен как сведения по запасным частям. Дело в том, что именно здесь присутствуют в наиболее рациональной и детальной подаче чертежи, на основании которых можно самостоятельно, на базе присутствующего в производстве оборудования реализовать быстроизнашиваемые детали. Но именно такой подход позволяет экономить как время, так и средства, затрачиваемые на подобную ремонтную деятельность. Ведь чертежи детально отображают всю необходимую точность, а так же параметры что заданы конструкторами ещё на этапах производства станочного оборудования и конечно, всех необходимых комплектующих связанных с ним. А завершает техническое описание пусть небольшой и всё же в некоторых случаях важный раздел. Он обозначен как сведения о приёмке и конечно содержит информацию об истории станка.
Токарно-винторезный станок 1М63. Электрическая принципиальная схема.
Технические характеристики, описание и паспорт 1М63
1М63, ДИП-300, 163 эти токарно-винторезные станки, одни из самых распространённых на территории бывшего СССР, предназначены для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке 1М63 можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
В станке механизированы все основные операции:
- продольное механическое перемещение суппорта (продольные рабочие подачи)
- поперечное механическое перемещение суппорта (поперечные рабочие подачи)
- механическое перемещение резцовых салазок (рабочие подачи резцовых салазок)
- ускоренные перемещения суппорта в продольном направлении от индивидуального электродвигателя
- ускоренные перемещения суппорта в поперечном направлении
- ускоренные перемещения резцовых салазок
- Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.

Технические характеристики станка 1М63
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Обозначение универсального токарно-винторезного станка 1М63
1 — токарный станок (номер группы)
М – поколение станка
6 – токарно-винторезный станок (номер подгруппы)
3 – высота центров над станиной (315 мм)
Буквы в конце обозначения модели:
Б – станок повышенной мощности
Г – станок с выемкой в станине
К – станок с копировальным устройством
М – механизированный станок повышенной мощности
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Руководство по эксплуатации электрооборудования станка 1М63
Данное «Руководство по эксплуатации электрооборудования токарно-винторезного станка 1М63» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Содержание данной документации:
- Техническое описание
- Общие сведения
- Первоначальный пуск
- Описание работы
- Указания по монтажу и эксплуатации
- Возможные неисправности и методы их устранения
- Паспорт электрооборудования станка
Скачать бесплатно «Руководство по эксплуатации электрооборудования токарно-винторезного станка 1М63» (12 страниц) в отличном качестве можно по ссылке расположенной ниже:
Коробки скоростей и подачи
Коробка скоростей находится в левой части основы устройства. На ее фрикционное колесо передается вращение от электрического двигателя, благодаря чему в коробке активируются шестерни. Всего 22 скорости, выбор которых осуществляется последовательным их переключением.
Частоты механизмов основного вала выбираются при помощи зубчатых колес, изготовленных из высококачественной стали, прошедшей термообработку. Шестерни установлены на специальных стальных валиках, вращающихся на роликовых и шариковых подшипниках. В коробке установлены два устройства, повышающие шаг резьбы и реверсирующие движение резцедержателя.
Шестерни установлены на специальных стальных валиках, вращающихся на роликовых и шариковых подшипниках. В коробке установлены два устройства, повышающие шаг резьбы и реверсирующие движение резцедержателя.
Коробка подач имеет двухосную компоновку, за счет чего повышается эффективность ее работы. Ее регулировка осуществляется при помощи рукояток-переключателей и шестерней. Только при включении шпинделя напрямую, с использованием отдельного комплекта шестерней, разрешается нарезать специальные, отличающиеся особой точностью, резьбы.
Подача вращения из коробки скоростей на вал подач осуществляется посредством гитары. Комбинируя сменные шестерни можно настраивать установку на нарезку разных резьб.
Техника безопасности
Соблюдение требований ТБ при работе с 1К62 предполагает выполнение следующих правил:
- При обращении с оборудованием нельзя касаться рукоятей, не задействованных в текущем режиме обработки.
- Как при обточке, так и при нарезании резьбы не допускается работать без специальной защитной сетки.
- При обработке нестандартных заготовок запрещено использование не предназначенной для этого оснастки.

В соответствии с требованиями ТБ, дверцы агрегата в процессе обточки и сверления деталей держатся на запоре.
Пазиция на рис.4
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Бабка передняя Ограждение патрона Патрон поводковый Каретка Ограждение Суппорт Механизм отключения рукоятки Охлаждение Бабка задняя Электрооборудование Станина Фартук Переключение Моторная установка Коробка подач Шестерни сменные
1К62.02.01 1К62.260.001 16БП.090.001 1К62.05.01 1К62.50.01 1К62.04.01 1К62.52.001 1К62.14.01 1К62.03.01 1К62.18.01 1К62.01.01 1К62.06.01 1К62.11.01 1К62.15.01 1К62.07.01 1К62.78.02
Рис.4 – Расположение составных частей станка 1К62
Схема электрическая токарно-винторезного станка 1М63
Ниже приводится эскизы схемы электрической принципиальной токарно-винторезного станка 1М63.
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 1М63 (1Лист) в отличном качестве можно по ссылке расположенной ниже:
Скачать бесплатно второй вариант схемы электрической принципиальной токарно-винторезного станка 1М63 (1Лист) в отличном качестве можно по ссылке расположенной ниже:
Скачать бесплатно третий вариант схемы электрической принципиальной со спецификацией токарно-винторезного станка 1М63 (1Лист) в отличном качестве можно по ссылке расположенной ниже:
Варианты модернизации
Со временем станочное оборудование модернизируется с учетом возросших требований к обработке металлов. Этот процесс коснулся и модели 1К62, а именно:
Этот процесс коснулся и модели 1К62, а именно:
- Его электрическая схема претерпела изменения (в нее был добавлен еще один двигатель М4).
- Повысилась мощность и диапазон скоростей основной подачи.
- Повысилась плавность выхода на рабочий режим при включении и выключении передач.
В результате усилий конструкторов улучшились эргономические показатели (удобство работы на станке).
Электрооборудование
Устройство имеет 4 двигателя, обладающих разными показателями:
- Основной двигатель с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Мотор охладительного насоса с мощностью в 0,12 кВт и скоростью вращения при 60 Гц – 3350 об/мин; при 50 Гц – 2800 об/мин. Скорость подачи охлаждающей жидкости – 22 л/мин.
- Двигатель быстрого хода каретки с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Насос смазочной системы с установленным фильтром с подачей смазочного состава – 8. 2 л/мин; тонкостью фильтрации – 120 мкм.
 2 л/мин; тонкостью фильтрации – 120 мкм.
2 л/мин; тонкостью фильтрации – 120 мкм.На пульте управления кареткой и около коробки подач находятся два ключа «Пуск», нажатием одного из которых производится запуск основного двигателя. Рукоятью производится запуск фрикциона, регулирующего узел основного вала и частоту оборотов. Сила тока электродвигателя может варьироваться в зависимости от потенциала.
Рабочие подачи осуществляет главный двигатель, а за их ускоренное движение другой. В фартуке устройства установлены четыре фрикционные муфты, две из которых активируются при осевом перемещении резцедержателя, а две – при перпендикулярном. На фартуке находится переключатель, управляющий муфтами и имеющий пять позиций: четыре, совпадающих с направлением передвижений резцедержателя, наклонных позиции и нейтральную вертикальную.
На фартуке располагается еще один рычаг, осуществляющий установку режима работ:
- внешнее обтачивание конусов;
- внутреннее обтачивание поверхностей;
- токарные работы.

Для предотвращения одновременного запуска маточной гайки и муфт в фартук вмонтирован специальный блокировочный выключатель, отключающий цепь питания муфт при активации гайки.
В правой опоре установки расположен электронасос, подающий охлаждающий состав к резцам через трубопровод. Отработанная жидкость стекает в две специальные емкости, расположенные по разным сторонам установки, откуда возвращается к насосу. Запуск системы производится выключателем, расположенным на фартуке.
Планово-предупредительный ремонт — ППР
Планово-предупредительный ремонт – это совокупность мероприятий по поддержанию станка в рабочем состоянии с сохранением его технических характеристик на уровне, соответствующем указанному производителем в паспорте станка.
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата, производятся:
- Технический уход – чистка, смазка, заливка и смена масел.
- Замена изношенных деталей и затупившихся резцов.
- Промывка всего станка или отдельных его узлов.
В план ТО по предупредительному ремонту должны быть включены:
- профилактические ремонты;
- текущие (малый и средний) ППР;
- капитальный ППР.
Межремонтное ТО
Соблюдение требований эксплуатации, заявленные производителем, относятся к:
- механизмам управления оборудованием;
- ограждениям рабочего места;
- поддержанию смазочных устройств и резервуаров в чистоте, контролю за их наполнением смазочными материалами.
- устранению мелких неполадок;
- регулировке настраиваемых механизмов.
Все перечисленные виды обслуживания не требуют больших временных затрат, что позволяет проводить их в технологические, обеденные, межсменные перерывы. Переналадку оборудования лучше назначать на выходные дни. Для токарей высокого разряда, с допуском на проведение определённого вида наладочных работ, это не составит труда. В других случаях необходимо внести этот вид мелкого ремонта в список дел для ремонтно-наладочной бригады цеха.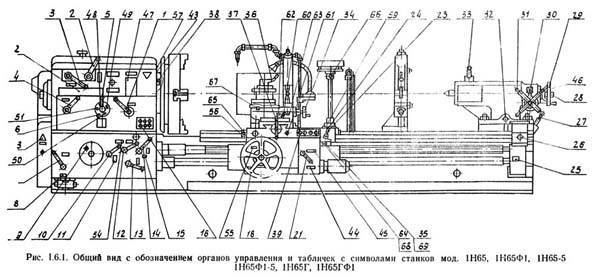
Читать также: Домкрат для дома из бревна
ППР автоматических станков производится ежедневно, после закрытия смены. В условиях работы цеха в 2 и 3 смены, обслуживание их производится 1 раз в 8 часов. В цехах со сменным графиком работы обязательно должна быть ремонтно-наладочная служба, состоящая из:
- механиков;
- смазчиков;
- слесарей;
- электриков;
- шорников и других специалистов узкого профиля.
Это должно обеспечить высокое качество каждого узла в отдельности, и станка в целом.
Учётность по обслуживанию оборудования
В каждом цехе, оборудованном станками в обязательном порядке должен вестись журнал технического обслуживания. В конце каждой смены работники должны оставлять в нём заметки об исправности или неисправности станка, с указанием дефектов, поломок, необходимости проведения каких-либо внеплановых работ, или нареканий на работу определённого узла, механизма.
После осмотра и проведения необходимого перечня работ, наладчик также отставляет отчёт о проделанной работе с указанием поломки и перечнем проведённых ремонтных действий.
Промывка станков производится по графику, составленному механиком, в соответствии с рекомендациями изготовителя в совокупности с режимом работы станка.
Проверка геометрической жёсткости основывается на требованиях ГОСТ. Её проводят после работ средней сложности или капитального ремонта. Основанием для этой проверки служит график, составленный механиком на проведение ППР. Перечень станков, подлежащих этой проверке, составляет главный технолог производства.
Швейно-стегальная машина Pfaff Passport 3.0
Meissner Полный план защиты Гарантия низкой цены Непрерывное образование Техники, прошедшие заводское обучение
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Запросить цену Представьте себе швейную машину, достаточно компактную, чтобы ее можно было взять с собой на урок шитья или поместить на книжной полке. Теперь представьте, что эта же машина переполнена функциями, разработанными для удовлетворения высоких требований канализации Pfaff®. Линия паспортов Pfaff® специально разработана для небольших помещений, а также для посещения таких мест, как занятия, ретриты или любое путешествие по шитью. Это ваша лицензия на путешествие по миру и открытие новых способов и новых мест для шитья! Без ограничений. Просто свобода.
Линия паспортов Pfaff® специально разработана для небольших помещений, а также для посещения таких мест, как занятия, ретриты или любое путешествие по шитью. Это ваша лицензия на путешествие по миру и открытие новых способов и новых мест для шитья! Без ограничений. Просто свобода.
Обзор
Список поставки
Характеристики
Отзывы
Pfaff Passport 3.0 Швейно-стегальная машина
Удобная/портативная швейная машина 90 024
Идеально подходит для занятий и путешествий (легкий вес: 14,7 фунта/6,7 фунта). кг)
Оригинальная система IDT
Интегрированная двойная подача только от PFAFF® уже более 40 лет! Абсолютно равномерная подача ткани как сверху, так и снизу.
Ножницы для нити
Автоматически обрезают верхнюю и нижнюю нити, вытягивая концы нити на изнаночную сторону ткани.
Оригинальная система прижимной лапки Pfaff
Доступно множество дополнительных аксессуаров, расширяющих возможности шитья.