Паспорт 2Н135 (Ø 35 мм) Станок универсальный вертикально-сверлильный (Стерлитамак)
Наименование издания:
Часть 1: Руководство по эксплуатации (2Н125.00.000 РЭ) – 25 страниц
Часть 2: Материалы по быстроизнашивающимся деталям (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ) – 23 страницы
Часть 3: Свидетельство о приёмке (2Н125.00.000 РЭ1) – 11 страниц
Часть 4: Материалы по запасным частям (2Н125.00.000 РЭ3) – 62 страницы
Часть 5: Электрооборудование (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ) – 15 страниц
Выпуск издания: Стерлитамакский завод имени Ленина
Год выпуска издания: 1986
Кол-во книг (папок): 5
Кол-во страниц: 136
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (2Н125.
1. Общие сведения
– Общий вид станков
– Габариты рабочего пространства
– Расположение составных частей станков
2. Основные технические данные и характеристики
3. Комплект поставки
4. Указания мер безопасности
5. Состав станков
6. Устройство и работа станка и его составных частей
– Расположение органов управления и табличек с символами
– Схема кинематическая
– Коробка скоростей
– Механизм переключения скоростей и подач
– Коробка подач
– Сверлильная головка
– Шпиндель в сборе
7. Смазочная система
– Схема смазки
8. Порядок установки станков
– Схема транспортирования
– Установочный чертёж
– Схема установки станков
9. Порядок работы станков
11. Особенности разборки и сборки при ремонте
12.
 Указания по эксплуатации
Указания по эксплуатации13. Свидетельство о консервации
14. Свидетельство об упаковке
Часть 2: Материалы по быстроизнашивающимся деталям (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ)*************
Часть 3: Свидетельство о приёмке (2Н125.00.000 РЭ1)
Часть 4: Материалы по запасным частям (2Н125.00.000 РЭ3)************
Введение
– Схема расположения подшипников
Перечень к схемам расположения подшипников
Чертежи сборочных единиц
Перечень запасных частей
Чертежи запасных деталей
Часть 5: Электрооборудование (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ)
Описание схемы электрической принципиальной
– Схема электрическая принципиальная
Работа схемы электрической принципиальной
Указания по монтажу и эксплуатации
– Схема электрическая подключений
– Схема электрическая соединений
Таблица проводов к схеме соединений
– Схема электрическая соединений блока реле
Указания по первоначальному пуску
Описание станка:
Широко известный и перспективный вертикально-сверлильный станок модели 2Н135 представляет собой востребованную, наверное, в любом производстве единицу оборудования. Этот металлообрабатывающий станок рекомендует себя с весьма положительной позиции в направлении обработки металла с помощью операций связанных со сверлением отверстий. И стоит отметить, что в большинстве предприятий эта технологическая опция находит весьма расширенное применение даже подключая единицу оборудования в технологические наработки всего металлообрабатывающего участка. К тому же станок не только обладает надёжностью и производительностью, но здесь можно отметить и такой момент, как его универсальность. Ведь он способен выполнять ещё и операции, связанные с развёртыванием, зенкованием, зенкерованием и безусловно нарезанием резьбы в соответствии с техническим заданием. Безусловно, вертикально сверлильный станок 2н135 паспорт, на который весьма желательно иметь в производстве, чтобы на основании его в результативном ключе работать на оборудовании присутствует в нашем техническом архиве. А как известно, что именно документация позволяет глубже понять конструкцию и возможности станка или оборудования, что будет важным моментом для реализации его в производственных особенностях.
Этот металлообрабатывающий станок рекомендует себя с весьма положительной позиции в направлении обработки металла с помощью операций связанных со сверлением отверстий. И стоит отметить, что в большинстве предприятий эта технологическая опция находит весьма расширенное применение даже подключая единицу оборудования в технологические наработки всего металлообрабатывающего участка. К тому же станок не только обладает надёжностью и производительностью, но здесь можно отметить и такой момент, как его универсальность. Ведь он способен выполнять ещё и операции, связанные с развёртыванием, зенкованием, зенкерованием и безусловно нарезанием резьбы в соответствии с техническим заданием. Безусловно, вертикально сверлильный станок 2н135 паспорт, на который весьма желательно иметь в производстве, чтобы на основании его в результативном ключе работать на оборудовании присутствует в нашем техническом архиве. А как известно, что именно документация позволяет глубже понять конструкцию и возможности станка или оборудования, что будет важным моментом для реализации его в производственных особенностях.
Для этого можно приобрести представленную документацию у нас, а после оплаты и поступления платежа за сверлильный станок паспорт скачать будет возможность с нашего ресурса. К тому же документация на станок у нас представлена в хорошем и читаемом качестве и конечно в электронном виде, что облегчает передачу его в электронный адрес покупателя. Если рассматривать составные части или элементы представленной документации, то здесь отметим следующие важные отличительные особенности. В первую очередь и это является показателем, что документация представлена нами в полном объёме. Т.е. состоит из пяти частей или книг каждая из которых соответствует эксплуатационным особенностям станка в том или ином направлении. Если более детально, то руководство содержит в себе материалы, связанные с эксплуатацией механической части, что вбирает в себя как теоретические, так и практические материалы. К тому же здесь можно найти общие чертежи и схемы, связанные с его механикой. Далее, представлен раздел позволяющий совершать некоторый ремонт делая акцент на так называемых быстроизнашиваемых деталях.
Далее есть раздел, связанный с материалами, отображающими запасные части станка. И конечно, присутствует отдельная книга под названием свидетельство о приёмке, что будет содержать важные сведения организационного характера. А если детально рассматривать в том числе и электрику станка, то это так же отдельная книга, которая является, наверное, наиболее ценным материалом, ведь зачастую, вопросы возникают и касаются именно обслуживания, а так же эксплуатации электрооборудования. Но, чем будет интересен этот раздел, так это подробным описанием особенностей электрической части и конечно приложенных к разделу электросхем которых здесь несколько.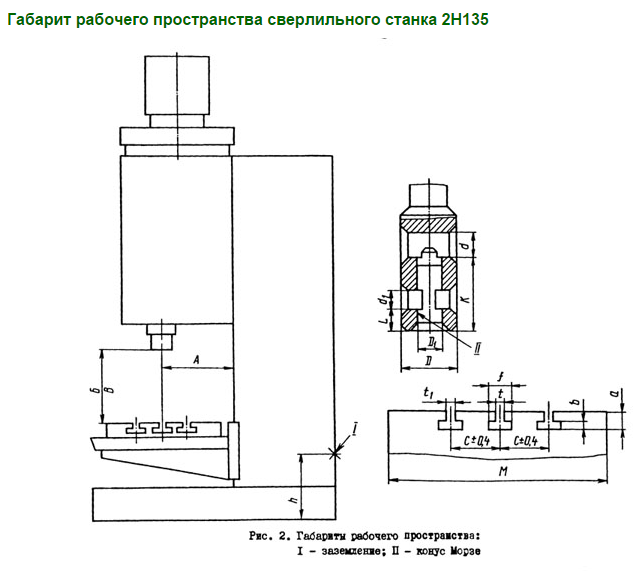
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150
- Подробности
- Категория: Сверлильные и расточные станки
Станки универсальные вертикально-сверлильные 2h225, 2h235, 2h250 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.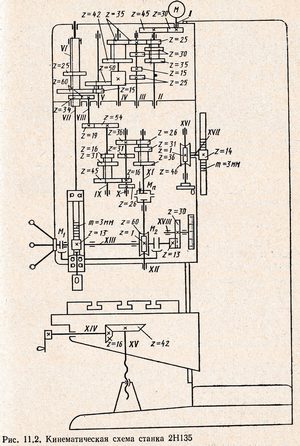
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Скачать документацию
Кинематическая схема
Схема кинематическая станков 2h225, 2h235 представлена на рис.5.
Ввиду простоты кинематических схем описание их не приводится.
Примечание. Цепь движения стола одинакова для всех трех станков.
Цепь подач одна и та же для станков моделей 2125 и 2h235.
Колонна, стол, плита
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа “ласточкин хвост” вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
По направляющим колонны типа “ласточкин хвост” вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах -верхней 1 и нижней 4,скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенная электродвигателем через эластическую муфту Ю и зубчатую передачу 9. Последний вал 2 коробки – гильза – имеет шлицевое отверстие, через которое вращение передается шпинделю. Через зубчатую пару 3 вращение передается на коробку подач.Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса,закрепленного на низшей плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм переключение скоростей и подач
Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси» переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2h225, 2h235 и четыре для 2h250, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач
Механизм смонтирован в отдельном корпусе в устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2h225, 2h235 и двенадцать подач на станке 2h250. На станках 2h225 и 2h235 коробки подач отличаются только приводом, который состоит на станке 2h225 из зубчатых колес I (рис. 9), на станках 2h225, 2h235 – из зубчатых колес 2, 3 – соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
9), на станках 2h225, 2h235 – из зубчатых колес 2, 3 – соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка
Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
ручного подвода инструмента к детали; включения рабочей подача;
ручного опережения подачи;
выключения рабочей подачи;
ручного отвода шпинделя вверх;
ручной подача, используемой при нарезания резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полу муфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, в обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой с собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска 6 выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полу муфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт 11 передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработки и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары 1. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель
Шпиндель (рис.11) смонтирован на двух шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилие по выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. регулировка подшипников шпинделя осуществляется гайкой 1
регулировка подшипников шпинделя осуществляется гайкой 1
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси выбивает инструмент.
Электрическая схема
Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя К1 получает питание, главные контакты включают электродвигатель M1 на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя M1, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются,и происходит включение пускателя КЗ в электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
Реле К7 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя S6 от кулачка,установленного на лимбе.
Останов осуществляется нажатием на кнопку S1 СТОП. При этом отключаются пускатели K1 или КЗ, К2,отключающие электродвигатели M1, М2. Через контакты реле К7 (7-9) включается реле К6 с последующим включением пускателей К4 и К5. Обмотки электродвигателя M1 подключаются через выпрямитель V1, V2 к трансформатору T1. Происходит электродинамическое торможение шпинделя.
После разряда конденсаторов C1, С2 отключается реле К6, отключающее пускатели K4, К5.
При переключении скоростей, если зубчатые колеса не входят в зацепление, применяют качательное движение ротора двигателя M1. Нажатием кнопки S4 КАЧАТЕЛЬНСЕ ДВИЖЕНИЕ включается пускатель К4, подающий по фазам IC2-IC3 пониженное выпрямленное напряжение.
Через сопротивление R2 с задержкой включается реле К6, отключающее пускатель К4 и включающее пускатель К5. При этом пониженное напряжение протекает по фазам ICI-IC2. Такие переключения обеспечивают качание ротора, что облегчает переключение скоростей.
Такие переключения обеспечивают качание ротора, что облегчает переключение скоростей.
Скачать документацию
2А135 Станок вертикально-сверлильный универсальный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2А135
Изготовитель вертикальных сверлильных станков моделей 2А125, 2А135, 2А150, 2Г175 – Стерлитамакский станкостроительный завод, основанный в 1941 году и Завод “КиргизКабельМаш” г. Фрунзе.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.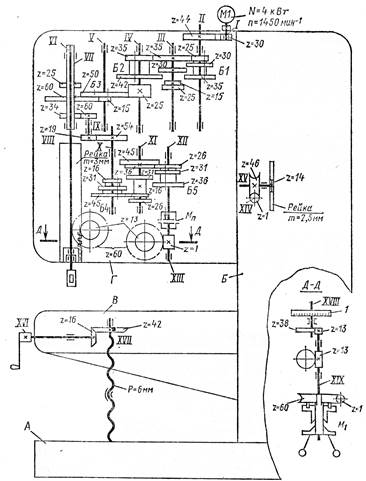
Продукция Стерлитамакского станкостроительного завода
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель 2Н135
Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Операции сверления на станке 2а135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.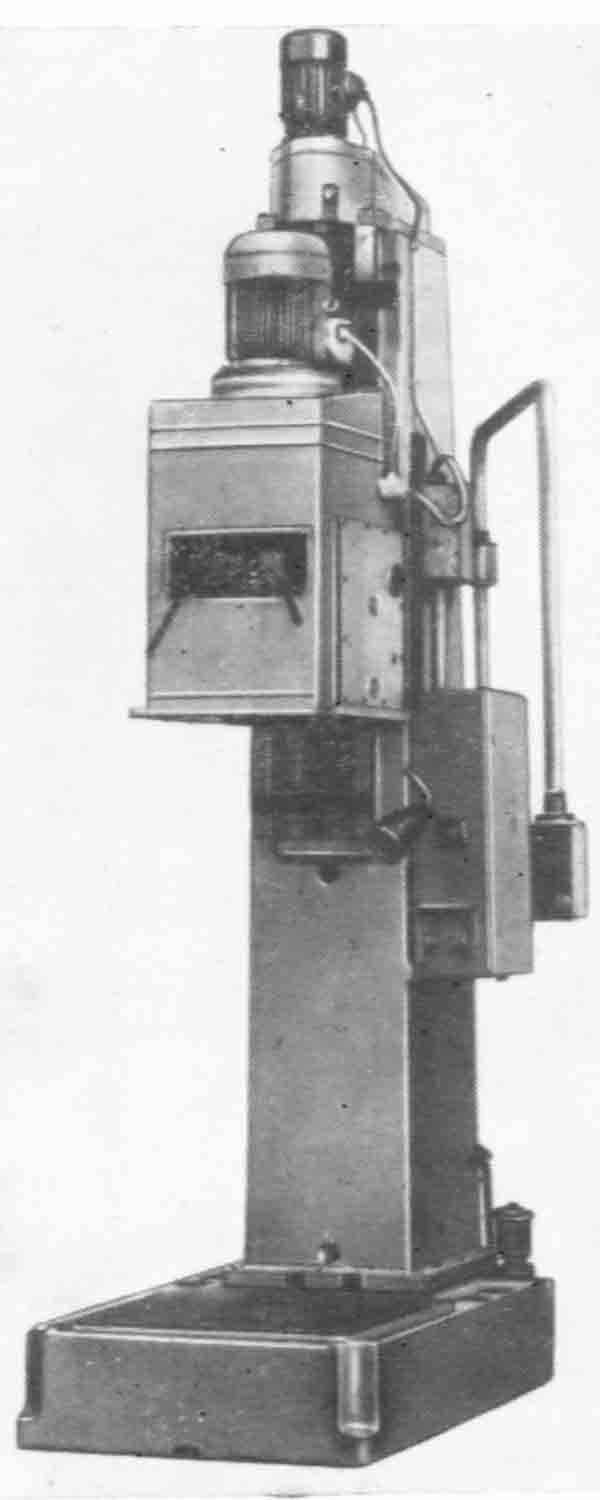
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- 2135 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1952 г.
- 2А135 – следующая серийная модель серии, выпускались с 1950 по 1965 г.
- 2Н135, 2Н135А, 2Н135Б, 2Н135К, 2Н135Л – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С135, 2С132 – последние модели серии.
 Сняты с производства в 2014 году
Сняты с производства в 2014 году
 Сняты с производства в 2014 году
Сняты с производства в 2014 годуАналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 – производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 – производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 – производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 – производитель: Молодечненский станкостроительный завод
Габаритные размеры вертикально сверлильного станка 2А135
Габаритные размеры вертикально сверлильного станка 2А135
Общий вид сверлильного станка 2А135
Фото вертикально сверлильного станка 2А135
Расположение составных частей сверлильного станка 2А135
Расположение составных частей сверлильного станка 2А135
Перечень составных частей сверлильного станка 2А135
- плита
- стол
- шпиндель
- коробка подач
- шпиндельная головка
- электродвигатель
- штурвал ручной подачи шпинделя
- станина
- рукоятка вертикального перемещения стола
Принцип работы сверлильного станка 2А135
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания – вращение шпинделя с режущим инструментом
- Движение подачи – осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения – ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.

Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.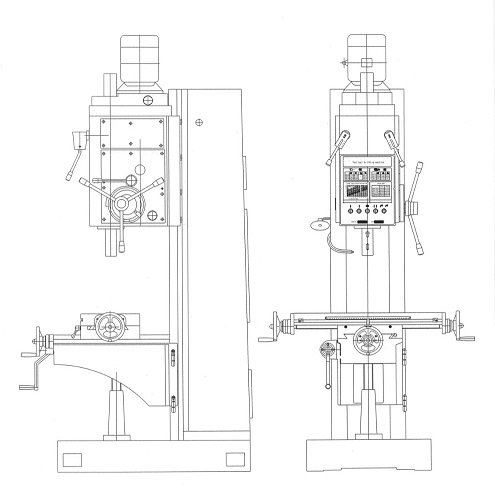
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
Описание конструкции основных узлов сверлильного станка 2А135
Коробка скоростей и коробка подач
Коробка скоростей и коробка подач сверлильного станка 2А135
Коробка скоростей и коробка подач сверлильного станка 2А135. Смотреть в увеличенном масштабе
Шпиндель сверлильного станка 2А135
Шпиндель сверлильного станка 2А135
Шпиндель 2 (рис. 6) регулируется в осевом направлении подтяжкой гайки 1 через окно, расположенное на лобовой части кронштейна.
Осевые усилия подачи воспринимаются упорным подшипником 3.
Шпиндель уравновешивается грузом, помещенным в колонне станка.
Смазка подшипников шпинделя производится фитилем из полости коробки подач. Подача масла должна составлять одну каплю в минуту.
Подшипники шпинделя сверлильного станка 2А135
Шпиндель станка 2А135 смонтирован на 3-х подшипниках:
- 2. Нижний подшипник № 710 шариковый радиальный однорядный подшипник, класс точности Н(0), размер 50х80х11 мм
- 3. Подшипник № 8210 шариковый упорный, класс точности Н(0), 40х78х22
- 2. Верхний подшипник № 710 шариковый радиальный однорядный подшипник, класс точности Н(0), размер 50х80х11 мм
Технические характеристики подшипника № 710
Подшипник 710 – это шариковый радиальный однорядный подшипник открытого типа. Предназначен для восприятия радиальных нагрузок при высокой скорости вращения.
Подшипник 710 в настоящее время не выпускается.
Размеры и характеристики подшипника 710 (6206)
- Внутренний диаметр (d): – 50 мм;
- Наружный диаметр (D): – 80 мм;
- Ширина (H): – 11 мм;
- Масса: – 0,213 кг;
- Количество шариков в подшипнике: — 18 мм;
- Диаметр шарика: — 6,35 шт;
- Грузоподъемность динамическая: — 16 кН;
- Грузоподъемность статическая: — 11 кН;
- Максимальная номинальная частота вращения: — 9000 об/мин.
Схема подшипника 710
Коробка подач модели 2А135
Для изменения величины подачи на станке модели 2А135 используется коробка, состоящая из двух типовых механизмов с выдвижными шпонками. Продольный разрез коробки подач показан на рис. 56,6.
Из кинематической схемы (рис. 55, а) видно, что движение подачи заимствуется от шпинделя. Далее через блок шестерен 1 (рис. 56,6), установленный на оси 2, и зубчатое колесо 3 вращение передается полому валу 4 с прорезью в. На последнем свободно установлены три шестерни 16, имеющие шпоночные пазы б. Между шестернями 16 находятся промежуточные кольца. Внутри полого вала 4 перемещается штанга 14, представляющая в нижней своей части круглую рейку. В верхней части штанги 14 имеется сквозное окно, в котором на оси установлена выдвижная шпонка 15. Эта шпонка под действием пружины 17 стремится пойти в шпоночный паз одной из шестерен 16.
55, а) видно, что движение подачи заимствуется от шпинделя. Далее через блок шестерен 1 (рис. 56,6), установленный на оси 2, и зубчатое колесо 3 вращение передается полому валу 4 с прорезью в. На последнем свободно установлены три шестерни 16, имеющие шпоночные пазы б. Между шестернями 16 находятся промежуточные кольца. Внутри полого вала 4 перемещается штанга 14, представляющая в нижней своей части круглую рейку. В верхней части штанги 14 имеется сквозное окно, в котором на оси установлена выдвижная шпонка 15. Эта шпонка под действием пружины 17 стремится пойти в шпоночный паз одной из шестерен 16.
Перемещая штангу 14 с выдвижной шпонкой 15 внутри вала 4, можно соединить последний с любой из шестерен 16. Промежуточные кольца, которые не имеют шпоночных пазов, утапливают выдвижную шпонку в момент переключения скорости. Это необходимо для предупреждения поломки, которая могла бы иметь место в случае заклинивания на валу одновременно двух шестерен.
Аналогичный механизм, состоящий из четырех шестерен 10 с пазами а, выдвижной шпонки 8, пластинчатой пружины 9 и штанги 7, установлен на полом валу 11.
На валу 12 закреплен конус шестерен 13, состоящий из пяти колес. Три верхних колеса конуса находятся в постоянном зацеплении с шестернями 16, а, кроме того, верхнее и три нижних — в постоянном зацеплении с шестернями 10 вала 11. Перемещение штанг 7 и 14 с выдвижными шпонками 8 и 15 для переключения величины подачи шпинделя осуществляется рукоятками, расположенными на левой стороне корпуса шпиндельной бабки.
Плунжерный насос 6 приводится в действие эксцентриком 5.
Механизм подач. Включение и выключение механической подачи, а также подвод и отвод шпинделя рсуществляется штурвальным механизмом подач, изображенным на рис. 56, а. Механизм подач шпинделя вертикально-сверлильного станка модели 2А135 состоит из червячной передачи, реечной передачи, рукояток управления и ряда муфт включения. Привод механизма подач осуществляется от коробки подач через кулачковую муфту 16, предназначенную для автоматического выключения движения подачи по достижении заданной глубины сверления и являющуюся одновременно предохранительным устройством, отключающим цепь движения подачи при перегрузках. Предельная величина нагрузки на механизм подач регулируется винтом 15, который осуществляет предварительное сжатие пружины 14.
Предельная величина нагрузки на механизм подач регулируется винтом 15, который осуществляет предварительное сжатие пружины 14.
Для включения механической подачи штурвал 3 и соединенную с ним кулачковую муфту 22 поворачивают на себя. Угол поворота штурвала и муфты равен 20° и ограничивается прорезью а на муфте и штифтом 21, закрепленным на конце вала I. При повороте штурвала 3 зубья муфты 22, имеющие скосы, сдвигают кулачковую обойму 4 вправо и, входя торцом на торец зубьев обоймы, фиксируют это смещение. К обойме 4 прикреплен двусторонний храповой диск 6, связанный с обоймой 4 подпружиненными собачками 5. При смещении обоймы зубья храпового диска 6 зацепляются с зубьями диска 9, прикрепленного к червячному колесу 7 и связывают последнее с валом I. Таким образом, вращение от коробки подач через муфту 16 сообщается червяку 13, червячному колесу 7 и валу 1, задний конец которого представляет собой реечную шестерню. Последняя находится в зацеплении с рейкой, нарезанной на гильзе 10 шпинделя 11 станка.
Быстрый подвод инструмента к заготовке обеспечивается дальнейшим поворотом штурвала 3 при включенной подаче. В этом случае собачки 5 проскакивают по зубьям внутренней стороны диска 6, опережая механическую подачу.
Выключение механической подачи в любой момент осуществляется поворотом штурвала 3 от себя на 20°, при этом зубья муфты 22 станут напротив впадин обоймы 4, последняя под действием пружины 8 сместится влево, зубья храпового диска 6 расцепятся с зубьями диска 9, вследствие чего червячное колесо 7 будет свободно поворачиваться на валу I и механическая подача шпинделя прекратится.
При быстром подъеме шпинделя механическая подача также автоматически выключается.
Конструкция механизма подачи вертикально-сверлильного станка модели 2А135 допускает также медленное ручное перемещение штурвала 3, гильзы 10 со шпинделем. Для этого необходима выключить штурвалом 3 механическую подачу, после чего переместить кольцо 2 вдоль оси вала I вправо; при этом штифт 20 заблокирует штифт 21 и при повороте штурвала 3 на себя не будет включаться механическая подача.
Настройка механизма подачи для сверления отверстий заданной глубины осуществляется кулачком 18, который устанавливается на требуемый размер по шкале лимба 19.
При настройке станка на нарезание резьб метчиками реверсирование шпинделя для вывода режущего инструмента может быть осуществлено автоматически или вручную. При автоматическом реверсе настройка на глубину нарезания и переключение шпинделя производится кулачком 17, который заранее устанавливается на лимбе 19. При ручном управлении реверсом, когда достигнута требуемая глубина нарезания, изменение направления вращения шпинделя осуществляется рукояткой 12.
Регулировка и наладка сверлильного станка 2А135
После установки станка на рабочем месте, очистки, заливки масла и смазки, подключения к электрической сети, проверки работы на всех оборотах и подачах не требуется никакой регулировки. Наладка станка заключается в установке стола и кронштейна в необходимые для работы положения и зажиме клина кронштейна, а также в установке чисел оборотов и подачи.
Зазоры в подшипниках шпинделя выбираются через окно на передней стенке кронштейна, закрытое крышкой. При регулировке необходимо повернуть шпиндель так, чтобы винт регулировочной гайки находился в окне, затем, ослабив винт, подтянуть гайку и вновь зажать винт.
Глубина сверления устанавливается при помощи лимба следующим образом: вращая крестовый штурвал на себя, опускаем шпиндель до соприкосновения с обрабатываемой деталью. Отвертываем винт кулачка 17 (см. рис. 8) выключения подачи и кулачка 18, поворачиваем до совпадения края кулачка 17 с делением лимба, соответствующим глубине сверления, и вновь затягиваем винты. При этом деление на лимбе соответствует полной глубине сверления, включая конусную часть заточки сверла.
Кулачок 18 служит для настройки автоматического реверсирования направления шпинделя при нарезании резьбы. Установка этого кулачка производится аналогично установке кулачка выключения механической подачи. При этом кулачок выключения подачи отводится назад на 10 мм. Перемена направления вращения шпинделя производится за счет реверсирования электродвигателя.
Перемена направления вращения шпинделя производится за счет реверсирования электродвигателя.
Колпачок с накаткой, расположенный в центре крестового штурвала, служит для выключения механической подачи, если необходимо сверлить или нарезать с ручной подачей. Для включения ручной подачи колпачок следует отжать от себя до отказа.
Натяжение ремней производится перемещением кронштейна с электродвигателем при помощи натяжных винтов, расположенных на задней стенке коробки скоростей. Для подтягивания пружины предохранительной муфты, выключающей подачу при перегрузке, служит специальный винт с внутренним шестигранным отверстием, расположенный под колпачком верхней крышки кронштейна. Нормально пружина отрегулирована так, чтобы выключать подачу при осевом усилии, превышающем номинальное усилие подачи на 10%, т. е. при 1800 кг.
Электрооборудование и электрическая схема сверлильного станка 2А135
Электрическая схема сверлильного станка 2А135
Электрическая схема вертикально-сверлильного станка 2А135. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень элементов схемы электрической вертикально-сверлильного станка 2А135
- электродвигатель А42-2
- тепловое реле РТ-1
- предохранители ПР-60, НЕ-27
- вводный выключатель ВП-25
- выключатель освещения ВТ-1
- лампа освещения
- понижающий трансформатор ТПБ-50
- микропереключатели МП-1
- микропереключатели МП-1
- микропереключатели МП-1
- выключатель электронасоса ВПЗ-10
- электронасос ПД-22
КП и КЛ — магнитные пускатели МПКО-111
Электрооборудование вертикально-сверлильного станка 2А135. Общие сведения
Электрооборудование станка состоит из следующих узлов:
- Трехфазного асинхронного короткозамкнутого электродвигателя типа А42-2 мощностью 4,5 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- Электронасоса ПД-22 мощностью 0,125 кВт
- Пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- Командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- Коммутационных проводов, идущих в основном по внутренним полостям колонны
На станке можно производить как сверление с автоматическим выключением подачи по окончании сверления, так и нарезание резьбы с автоматическим или ручным реверсированием вращения инструмента. Перестройка производится перестановкой кулачка на лимбе.
Перестройка производится перестановкой кулачка на лимбе.
Описание электросхемы вертикально-сверлильного станка 2А135
- Включением вводного пакетного выключателя (ВПВ) 4 подается напряжение на пусковую и командную аппаратуру; пакетный выключатель насоса (ВПН) 11 служит для включения и выключения насоса охлаждения
- В исходном (среднем) положении рукоятки контакты а и б микропереключателя 10 разомкнуты, цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, контакты о и б и контакты б и г микропереключателя 9 замыкаются, включается пускатель КП, включающий электродвигатель 1. Если станок был налажен для сверления, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезки резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и в размыкаются, и отключается пускатель КП; контакты б и д замыкаются, в результате чего включается реверсивный пускатель КЛ.
- Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д размыкаются, но пускатель КЛ питается через блок-контакты д и е
- Для следующей операции необходимо рукоятку дожать в положение «вправо», вследствие чего выключается пускатель КЛ и включается пускатель КП
- В любой момент станок можно выключить, переводя рукоятку в среднее положение и реверсировать двигатель вручную переводом рукоятки вверх

Защита электрооборудования вертикально-сверлильного станка 2А135
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
Читайте также: Заводы производители сверлильных станков в России
2А135 станок вертикально-сверлильный универсальный. Видеоролик.
Основные технические характеристики станка 2А135
| Наименование параметра | 2А125 | 2А135 | 2А150 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0… 700 | 0… 750 | 0… 800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 750… 1125 | 705… 1130 | 650… 1200 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 500 х 375 | 450 х 500 | 500 х 600 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 325 | 325 | 325 |
| Шпиндель | |||
| Наибольшее перемещение шпиндельной бабки (салазок шпинделя), мм | 200 | 200 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 175 | 225 | 300 |
| Частота вращения шпинделя, об/мин (число ступеней) | 97… 1360 (9) | 68… 1100 (9) | 32… 1400 (12) |
| Количество скоростей шпинделя | 9 | 9 | 12 |
| Наибольший допустимый крутящий момент, Н*м (кгс*м) | 250 | 400 | 800 |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 11 | 9 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число ступеней) | 0,1… 0,81 (9) | 0,115… 1,6 (11) | 0,12… 2,64 (9) |
| Наибольшее усилие подачи, Н (кгс) | 9000 (900) | 16000 (1600) | 25000 (2500) |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Электрооборудование и привод станка | |||
| Электродвигатель привода главного движения, кВт | 2,8 | 4,5 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 980 х 825 х 2300 | 1240 х 810 х 2500 | 1550 х 970 х 2865 |
| Масса станка, кг | 870 | 1300 | 2250 |
- Универсальный вертикально-сверлильный станок модель 2А135. Описание и руководство по обслуживанию, 1960
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы:
 Описание и руководство по обслуживанию, 1960
Описание и руководство по обслуживанию, 1960Связанные ссылки. Дополнительная информация
Паспорт сверлильного станка 2Н135
Содержание
Введение
1 Технологическая часть
1.1 Технологические возможности станка
1.2 Способы крепления заготовки и инструмента
1.3 Устройство и принцип работыстанка
1. 4 Кинематика станка
4 Кинематика станка
2Расчёт и конструирование коробки скоростей
2.1 Проектирование кинематики привода главного движения
2.1.1 Определение ступеней частот вращения шпинделя
2.1.2 Выбор оптимального варианта структурной сетки
2.1.3 Построение графика частот вращения
2.1.4 Расчет числа зубьев колёс коробки скоростей
2.2 Проектировочный расчет узла
2.2.1 Расчёт крутящих моментов на валах
2.2.2 Расчёт размеров передач и колёс корбки скоростей
2.2.3 Расчёт валов коробки скоростей
2.2.4 Подбор подшипников качения
2.3 Описание системы смазки
3 Техническое обслуживание станка
3.1 Правила технического обслуживания и эксплуатации станка
3.2 Техника безопасности. Заключение. Литература.
Введение
Металлорежущий станок – это машина, предназначенная для обработки заготовок лезвийным или абразивным инструментом. Станки применяют также для выглаживания поверхности детали, для обкатывания поверхности роликами. в целях образования заданных поверхностей путем снятия стружки или путем пластической деформации. Обработка производится преимущественно путем резания Металлообрабатывающие станки осуществляют резание неметаллических материалов, например, дерева, текстолита, капрона и других пластических масс. Специальные станки обрабатывают также керамику, стекло и другие материалы.
в целях образования заданных поверхностей путем снятия стружки или путем пластической деформации. Обработка производится преимущественно путем резания Металлообрабатывающие станки осуществляют резание неметаллических материалов, например, дерева, текстолита, капрона и других пластических масс. Специальные станки обрабатывают также керамику, стекло и другие материалы.
Металлообрабатывающие станки классифицируют по различным признакам, в зависимости от вида обработки, применяемого режущего инструмента и компоновки.
Станки делятся на 9 групп:
– токарные;
-сверлильные и расточные;
-шлифовальные и доводочные;
-электрофизические и электрохимические;
– зубо и резьбо-обрабатывающие;
-фрезерные;
-строгальные, долбёжные, протяжные;
-разрезные;
-разные.
Вертикально-сверлильный станок 2Н135ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами..jpg) Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Паспорт сверлильного станка 2Н135
Данное руководство по эксплуатации “Паспорт сверлильного станка 2Н135” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации вертикально-сверлильного станка 2Н135.
СОДЕРЖАНИЕ
· Общие сведения
· Основные технические данные и характеристики
· Комплект поставки
· Порядок транспортирования и установки станка
· Указания мер безопастности
· Состав станка
· Устройство и работа станка и его составных частей
· Пневмосистема
· Система смазки
· Порядок установки станка
· Порядок работы станка
· Возможные неисправности и методы их устранения
· Особенности разборки и сборки станка при ремонте
· Указания по эксплуатации
· Свидетельство о консервации
· Свидетельство об упаковке
Технологическая часть
Технологические возможности станка
Вертикально сверлильный станок 2Н125 с ручным управлением с откидным подъёмным столом и обработанной фундаментной плитой, предназначен для выполнения следующих операций:
· сверления
· зенкерования
· зенкования
· развёртывания
· резьбонарезания в различных материалах.
Позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности.
Станок может использоваться в мелкосерийном производстве, на малых предприятиях, в ремонтных мастерских.
Станок снят с производства.
В таблице 1 сведенытехнические характеристики станка модели 2Н135.
Таблица 1 – Технические характеристики станка модели 2Н135
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | |
| Расстояние от оси шпинделя до колоны | мм | |
| Наибольший ход шпинделя | мм | |
| Рабочая поверхность стола | мм | 450х500 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 18Н9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 18Н11 |
| Количество скоростей вращения шпинделя | - | |
| Пределы чисел оборотов шпинделя | об/мин | 31,5-1400 |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | |
| Управление циклами работы | ручное | |
| Вес станка | кг | |
Утройство и принцип работы станка
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис. 10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.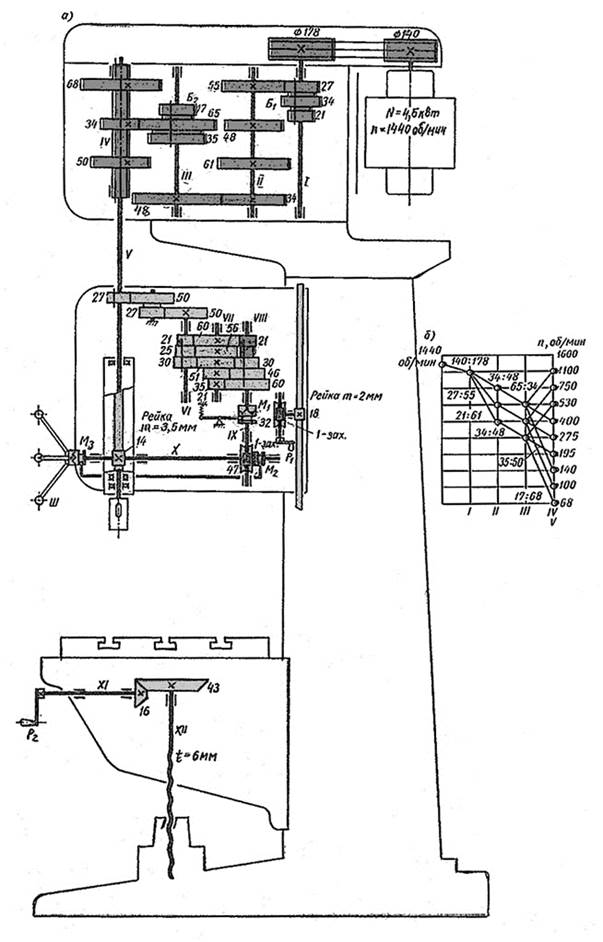
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель 2 (рис. 11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Кинеманика санка
Кинематическая схема станка модели 2Н135 изображена на рисунке 1.
Рисунок 1 –Кинематическая схема станка модели 2Н135
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Уравнение кинематического баланса для главного движения
Движение подачи, состоящее из следующих движений:
– перемещение салазок в поперечном направлении;
– перемещение рабочего стола в продольном направлении;
– перемещение консоли в вертикальном направлении.
Подбор подшипников качения
Исходя из паспортных данных, а также конструктивных особенностей вертикально-фрезерных станков выбираем подшипники шариковые радиальные однорядные ГОСТ 8338-85. Для вала диаметром 20 мм выбраны два подшипника 7000104 ГОСТ 8338-75. Для второго вала диаметром 28 мм – два подшипника 7000105 ГОСТ 8338-75, для третьего вала диаметром 36 мм – два подшипника 7000107 ГОСТ 8338-75, для четвёртого вала диаметром 55 мм выбраны подшипники 7000111 ГОСТ 8338-75.
Описание системы смазки
Правильная система смазки значительно снижает потери энергии на трение, повышает коэффициент полезного действия станка, уменьшает износ, увеличивает долговечность трущихся поверхностей, сохраняет точность станка, способствует плавной его работе и получению заданной шероховатости поверхностей детали, обрабатываемых на станке.
В качестве смазочных материалов в станках применяют жидкие минеральные масла и густые (консистентные) смазки. Наибольшее применение для смазки станков получили индустриальные масла следующих марок: И-12А, И-20А, И-30А. Эти масла больше подходят для смазки отечественных быстроходных механизмов и дают возможность осуществить централизованную смазку с ее циркуляцией и очисткой от загрязнения.
Наибольшее применение для смазки станков получили индустриальные масла следующих марок: И-12А, И-20А, И-30А. Эти масла больше подходят для смазки отечественных быстроходных механизмов и дают возможность осуществить централизованную смазку с ее циркуляцией и очисткой от загрязнения.
Выбор сорта смазки в первую очередь определяется скоростями относительно скольжения и нагрузки, действующими в сопряжениях. При прочих равных условиях, чем выше скорость относительного скольжения и чем меньше удельное давление (на единицу площади) в сопряжении, тем меньшей вязкости должно быть масло. Для прецизионных металлорежущих станков, как правило, выбирают смазку, имеющую наименьшую вязкость.
В металлорежущих станках выбор сорта смазки затрудняется тем, что имеет место большое разнообразие пар трения, работающих при различных относительных скоростях и нагрузках. Применение разных смазок усложнило бы конструкцию смазочной системы и затруднило эксплуатацию такого станка. Поэтому обычно выбирают один (реже два) сорта масла, ориентируясь на средние условия работы и на ответственные сопряжения станка.
Техника безопасности
До начала работы на фрезерном станке:
– надеть и привести в порядок свою спецодежду:
а) застегнуть обшлага рукавов на пуговицы;
б) спрятать волосы под берет, косынку, завязанную без свисающих концов;
в) надеть защитные очки;
– осмотреть станок и проверить его исправность на холостом ходу; проверить, на месте ли все ограждения и исправны ли они;
– проверить исправность рабочего и вспомогательного инструмента;
– проверить исправность защитного заземления.
Во время работы на фрезерном станке:
– установить и надежно укрепить фрезу и обрабатываемую деталь;
– не класть ничего на станок и не облокачиваться на него;
– не отвлекаться во время работы посторонними делами и разговорами;
– нользоваться только исправными инструментами;
– не хватать ремень, фрезу, работающие части станка;
– не убирать стружку руками, а пользоваться для этого щеткой и др. инвентарем;
инвентарем;
– не тормозить станок руками нажимом на ремень или шкив;
– нельзя работать на станке со снятыми ограждениями;
– нельзя отлучаться от станка, не остановив его предварительно;
Требования безопасности в аварийных ситуациях при работе на фрезерном станке:
– в случае поражения током пострадавшего надо любым способом немедленно;
а) освободить от действия тока, обесточить оборудование инструментом с изолированной ручкой;
б) при освобождении пострадавшего от воздействия тока не прикасаться к нему оголенными руками;
в) о случившемся немедленно сообщить администрации. Если пострадавший потерял сознание и отсутствует дыхание, то до прибытия скорой медицинской помощи нужно сделать ему искусственное дыхание.
При любых способах искусственного дыхания необходимо соблюдать следующие правила:
– обеспечить приток свежего воздуха;
– освободить пострадавшего от всякой одежды, стесняющей дыхание;
– проверить, нет ли каких-либо инородных предметов, которые могут закрыть отверстие гортани и механически препятствовать дыханию.
В случае загорания электрооборудования необходимо:
– если оборудование под действием тока, тушить огнетушителем ОУ-2, ОУ-5, ОУ-8 или сухим песком;
– обесточенное оборудование тушить песком или огнетушителем ОП-5.
Заключение
В ходе выполнения курсового проекта был произведено ознакомление с технологическими возможностями станка, способами крепление инструмента и заготовок, устройством и принципом действия станка, его кинематической схемой. Был произведён кинематический расчёт вертикально-фрезерного станка: количество зубьев зубчатых колёс и знаменателя геометрического ряда частот, расчёт частот каждой ступени, выбран оптимальный вариант структурной сетки, построен график частот вращения. Также было произведено ознакомление с системой смазки станка и требованиями безопасности при работе не нём. При выполнении курсового проекта использовались ГОСТы, нормативные документы и справочная литература.
Литература
1. Паспорт вертикально-фрезерного станка.
Паспорт вертикально-фрезерного станка.
2. Краткий справочник технолога-машиностроителя / А.Н. Балабанов – М.: Издательство стандартов,1992. – 464 с.
3. Металлорежущие станки. Курсовое проектирование / В.Н.Сусликов – 159 с.
4. Устройство, основы конструирования и расчёт металлообрабатывающих станков и автоматических линий / А.Г.Маёров, 1986. – 112 с.
5. Металлорежущие станки / Программа, методические указания и контрольные задания – Днепропетровск, 1991. – 356 с.
6. Металлорежущие станки / Н.Н.Чернов, 1988. – 415 с.
Содержание
Введение
1 Технологическая часть
1.1 Технологические возможности станка
1.2 Способы крепления заготовки и инструмента
1.3 Устройство и принцип работыстанка
1.4 Кинематика станка
2Расчёт и конструирование коробки скоростей
2.1 Проектирование кинематики привода главного движения
2.1.1 Определение ступеней частот вращения шпинделя
2. 1.2 Выбор оптимального варианта структурной сетки
1.2 Выбор оптимального варианта структурной сетки
2.1.3 Построение графика частот вращения
2.1.4 Расчет числа зубьев колёс коробки скоростей
2.2 Проектировочный расчет узла
2.2.1 Расчёт крутящих моментов на валах
2.2.2 Расчёт размеров передач и колёс корбки скоростей
2.2.3 Расчёт валов коробки скоростей
2.2.4 Подбор подшипников качения
2.3 Описание системы смазки
3 Техническое обслуживание станка
3.1 Правила технического обслуживания и эксплуатации станка
3.2 Техника безопасности. Заключение. Литература.
Введение
Металлорежущий станок – это машина, предназначенная для обработки заготовок лезвийным или абразивным инструментом. Станки применяют также для выглаживания поверхности детали, для обкатывания поверхности роликами. в целях образования заданных поверхностей путем снятия стружки или путем пластической деформации. Обработка производится преимущественно путем резания Металлообрабатывающие станки осуществляют резание неметаллических материалов, например, дерева, текстолита, капрона и других пластических масс. Специальные станки обрабатывают также керамику, стекло и другие материалы.
Специальные станки обрабатывают также керамику, стекло и другие материалы.
Металлообрабатывающие станки классифицируют по различным признакам, в зависимости от вида обработки, применяемого режущего инструмента и компоновки.
Станки делятся на 9 групп:
– токарные;
-сверлильные и расточные;
-шлифовальные и доводочные;
-электрофизические и электрохимические;
– зубо и резьбо-обрабатывающие;
-фрезерные;
-строгальные, долбёжные, протяжные;
-разрезные;
-разные.
Вертикально-сверлильный станок 2Н135ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Паспорт сверлильного станка 2Н135
Данное руководство по эксплуатации “Паспорт сверлильного станка 2Н135” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации вертикально-сверлильного станка 2Н135.
СОДЕРЖАНИЕ
· Общие сведения
· Основные технические данные и характеристики
· Комплект поставки
· Порядок транспортирования и установки станка
· Указания мер безопастности
· Состав станка
· Устройство и работа станка и его составных частей
· Пневмосистема
· Система смазки
· Порядок установки станка
· Порядок работы станка
· Возможные неисправности и методы их устранения
· Особенности разборки и сборки станка при ремонте
· Указания по эксплуатации
· Свидетельство о консервации
· Свидетельство об упаковке
Технологическая часть
Вертикально-сверлильный станок 2Н135 характеристики, паспорт
Традиции выпуска хорошего металлорежущего оборудования были заложены в советском союзе в послевоенный период. Достаточно часто конструкторам получалось создать станки, которые большой срок применялись производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические свойства которого продолжительное время были эталоном.
Достаточно часто конструкторам получалось создать станки, которые большой срок применялись производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические свойства которого продолжительное время были эталоном.
Сверлильное оборудование
В станочном парке высокий процент занимает сегмент сверлильных станков. Это можно объяснить необходимостью проводить сверление буквально в каждом технологичном процессе. Всю интересующую информацию, связанную с устройством агрегата имеет паспорт, поставляемый с абсолютно любой моделью агрегата.
Все оборудование этого сегмента собой представляет 3 группы, любая из них выделяется в зависимости от особенности работы:
- специализированные;
- специальные;
- многофункциональные.
В любой из этих групп можно провести градацию в зависимости от размеров сверла, и поэтому отверстий, которые под силу данному сверлильному станку. Отметим главные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжёлые, более 50 мм.

Назначение, рабочий принцип, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка выделяется самой большой обычностью и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка даже в наше время не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на предприятии города Стерлитамак. После чего, опираясь на данных эксплуатации, были сделаны работы по модернизации. С 1965 года настало производство модели 2Н135.
Внешний вид станка 2Н135
Техническая специфика сверлильного станка 2Н135
Расшифровка названия оборудования может быть выполнена так. При расшифровке первая цифра условного определения указывает на группу металлорежущего оборудования – сверлильное, буква дальше говорит о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т. д.). Следующая после буквенного индекса цифра при расшифровке указывает на вид станка (1 – вертикальный), а две последних сообщают главные технические свойства для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
д.). Следующая после буквенного индекса цифра при расшифровке указывает на вид станка (1 – вертикальный), а две последних сообщают главные технические свойства для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в нормальном состоянии после прокатки. По этому для деталей, сделанных из остальных материалов с большей или маленькой прочностью, вышеприведенная кинематическая характеристика может меняться исходя из этого в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию ключевой модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Производитель вправе вносить в модель некоторые художественные, технические или другие изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 техвозможности и размеры всего вида агрегата описываемой модели.
В набор к поставляемому оборудованию в большинстве случаев прилагается паспорт, инструкция по эксплуатированию, также кладут кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм создает и специализированные выполнения – к примеру, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и др. (обзор вариантов достаточно длинен).
Электросхема 2Н135
Главное назначение агрегата – исполнять многообразные сверлильные и зенковочные операции, впрочем на 2Н135 можно еще порезать резьбу, разрезать торцы, делать развёртывание, вертикальную запрессовку и даже применить особенный инструмент для фрикционной осадки изделий, характеристики прочности которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из таких механизмов:
- Электрического двигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может работать как в ручном, так и в режиме автомат.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрооборудование.

Расположение важных частей сверлильного станка 2Н135
Рабочий принцип
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и размеры коробок скоростей и подач дают возможность осуществить разную продуктивность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Стоит еще сказать что данный процесс зависит от размеров детали.
Расшифровка и описание не вносят ясность во многие рабочие и кинематические критерии, которыми располагает оборудование, по этому дальше приводится технические свойства станка (касается только базового выполнения):
- Вероятный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Самое большое кол-во скоростей в коробке скоростей – 12.
- Самый большой сверлильный ход коробки подач, мм – 250.
- Электро двигатель: работа/номинальный вращающий момент, Нм – 400.
- Самое большое усилие, развиваемое коробкой подач, Н – 15000.
- Размеры стола для работы, мм — 500?450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного мотора, кВт – 4.
- Габарит, м – 2,535?0,835?1,030.
- Вес, кг – 1200.

Исчерпывающую информацию о любых станках можно получить из паспортов интересующих изделий. Паспорт имеет схему установки агрегата, и план фундамента под его основание. Размеры сверлильного станка 2Н135 говорят про то, что он может ставиться в маленьких помещениях.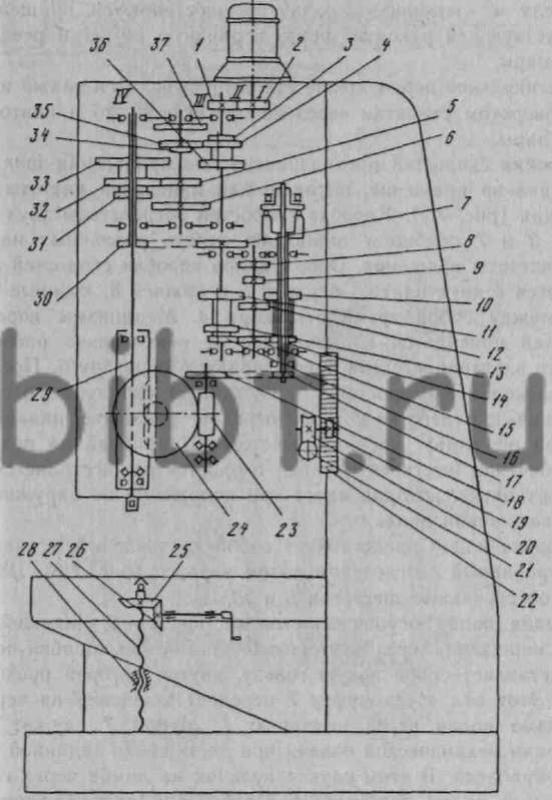
Скачать паспорт (инструкцию по эксплуатированию) вертикально-сверлильного станка 2Н135
Работа механизма в рабочем режиме состоит в следующем. Деталь, подлежащую отделке, следует разместить и закрепить на координатном столе. Шпиндель с установленным сверлом (или другим инструментом согласно чертежу) при этом должен находиться ну в крайнем нижнем положении. Шпиндель можно зацентровать, применяя устройство продольного перемещения стола.
Удостоверившись в соосности обоюдного расположения шпинделя и торца заготовки и, подобрав оптимальную скорость из кинематических возможностей в коробке скоростей, включают вертикальный мотор основного привода. Когда кинематическая схема управления коробки подач настроена, выполняют подачу инструментальной головки к торцу изделия, и делают нужную технологическую операцию.
Характерности устройства
Основой всего агрегата выступает сверлильная головка. Это отливка, созданная в виде коробки, в которой установлены главные узлы станка:
Это отливка, созданная в виде коробки, в которой установлены главные узлы станка:
- шпиндель;
- механизм переключения;
- коробка скоростей;
- механизм подачи;
- коробка подач.
Головка расположена на опоре, и на нее поставлен мотор. Он при помощи муфты и зубчатой передачи передает вращательный момент на коробку скоростей станка 2Н135. В ней есть специализированные блоки, которые способны менять вращение инструмента для резки. Зубчатая пара на выходе, придаёт движение коробке подач, ее особенности конструкции дают возможность делать девять подач. По завершению начинает работать механизм подачи.
Кинематическая схема станка 2Н135
На переднюю панель сверлильной головки вынесены все кнопки, отвечающие за управление электрической схемой станка 2Н135. При включении ключевого контактора воспламеняется лампочка, сигнализирующая, что переменный ток запитал цепи. Схема дает возможность менять направление вращения шпинделя, и делать динамическое торможение. Более того, ее устройство делает легче переключение скоростей.
Более того, ее устройство делает легче переключение скоростей.
От перегрузки оберегают теплореле. Для устранения потенциальной опасности поражения оператора током электросхема агрегата учитывает использование защитного заземления.
Нельзя начинать эксплуатацию механизма без подробного изучения паспорта. Именно так вы сумеете избежать неполадок и аварий.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Вертикально-сверлильный станок 2Н135: технические характеристики, паспорт
Содержание статьи:
Выпуском вертикально-сверлильного станка модели 2Н135 с 1950 по 1965 гг. занимался Стерлитамакский станкостроительный завод. Этот класс оборудования предназначался для сверления, развертывания отверстий, зенкования и нарезания резьбы с помощью метчиков. Область применения – штучное производство или комплектация ремонтных и обслуживающих мастерских.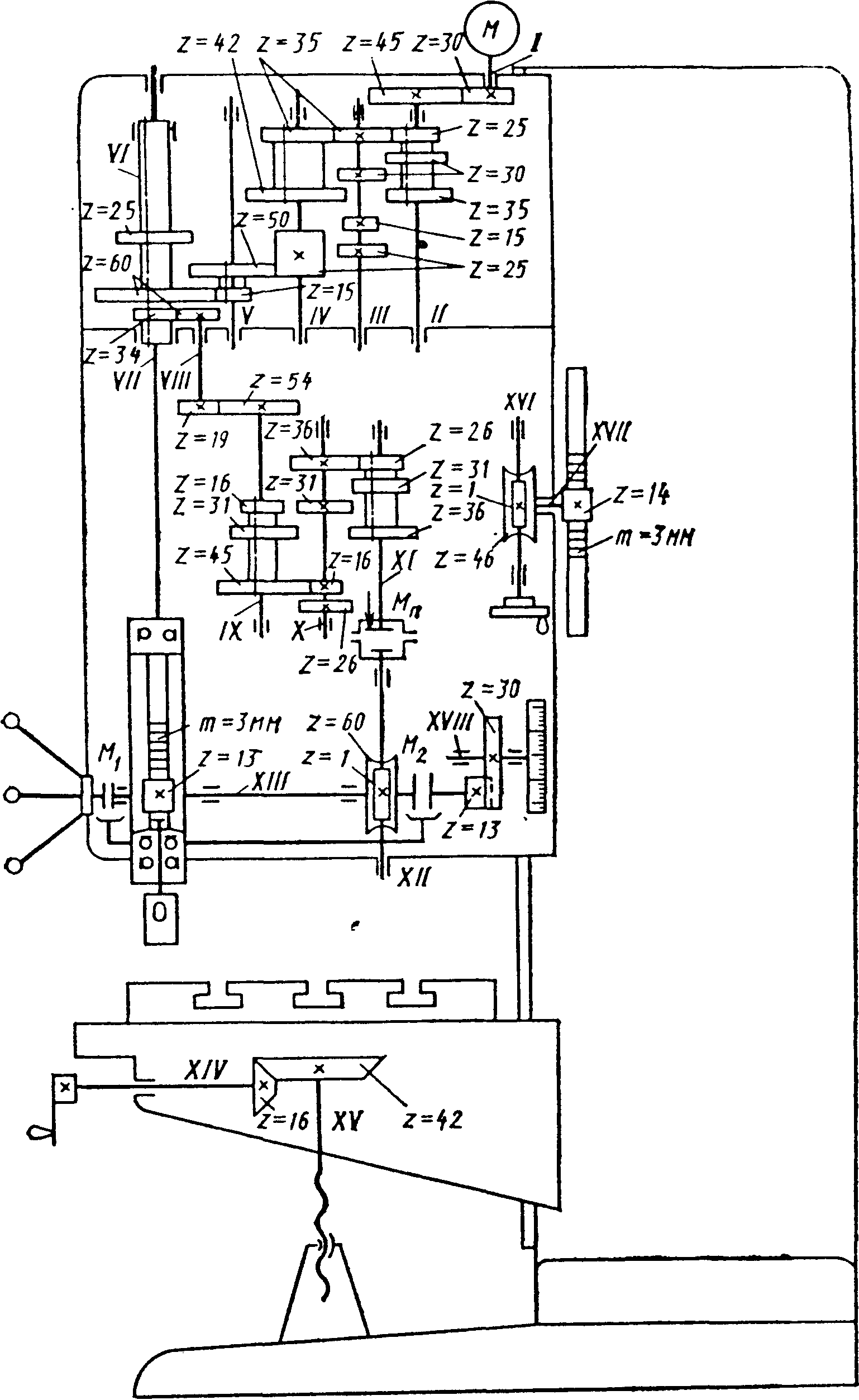
Обзор конструкции станка
Внешний вид
Так как вертикально-сверлильный станок 2Н135 согласно параметрам и характеристикам технического паспорта имеет ручное управление – особое внимание изготовитель уделил точности настройки узлов и агрегатов. Главными отличиями конструкции является механическая подача шпинделя и регулирование циклами работы вручную.
Относительная простота конструкции и управления позволяет выполнять стандартные операции по обработке заготовок в широком диапазоне режимов. В качестве режущих и обрабатывающих инструментов можно использовать высокоуглеродистые, твердые и быстрорежущие сплавы. Относительно высокая мощность электродвигателя дает возможность выполнять операции на предельных режимах работы.
При анализе характеристик паспорта можно выделить следующие конструктивные элементы станка:
- вертикальная станина. Изготовлена из чугуна, имеет внутренние полости для установки электрооборудования. Широкая платформа придает конструкции максимальную устойчивость;
- рабочий стол. На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;
- сверлильная головка. На ней расположен основной рабочий инструмент станка 2Н135 – шпиндель. С помощью червячного вала смещается по вертикали. В этом же блоке находятся коробка передач, механизм подачи и противовес.
 На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;
На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;В качестве основного агрегата привода установлен электродвигатель с функцией реверсивного переключения. Этот блок дает возможность выполнять операции по нарезанию резьбы с помощью плашек. При этом точность напрямую зависит от параметров выбранного инструмента обработки.
Для смазки узлов оборудования предусмотрена специальная плунжерная система. Основной блок хранения СОЖ находится в нижней части станины. Жидкость подается с помощью насоса.
Характеристики оборудования
Схема расположения компонентов
Основные параметры станка подробно изложены в его паспорте и технической документации. Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Большая масса станка 880 кг придает всей конструкции максимальную устойчивость и является основным фактором гашения колебаний, возникающих во время работы. При этом габариты конструкции позволяют установить ее в ограниченном пространстве производственного или ремонтного цеха. Они составляют 235*78,5*91,5 см.
Но главными паспортными характеристиками станка 2Н135 являются параметры шпинделя:
- максимальное вертикальное перемещение – 17 см;
- ход – до 20 см;
- при одном обороте маховика происходит смещение на 122,46 мм;
- количество скоростей равно 12;
- допустимый крутящий момент составляет 250 Нм;
- конус соответствует параметру Морзе 3.
Станок 2н135 имеет 12 ступеней подач. При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.
При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.
Мощность электродвигателя главного привода составляет 2,2 кВт. Но кроме него есть электронасос, обеспечивающий подачу охлаждающей жидкости к зоне обработки деталей.
Правила эксплуатации
Кинематическая схема
Перед первым пуском станка 2Н135 следует внимательно ознакомиться с характеристиками паспорта, изучить параметры его узлов и агрегатов. После этого необходимо подготовить ровную площадку, которая не изменит своей геометрии под воздействием массы оборудования.
По окончании монтажа станка следует проверить его узлы. В случае надобности – удаляется антикоррозийный состав с их поверхности. Затем оборудование запускается на холостом ходу без установки режущего инструмента и деталей. Проверяется правильность работы на всех режимах, контролируется паспортная точность подач.
В качестве режущего инструмента можно использовать сверла всех типов, размер которых не превышает возможности станка.
В видеоматериале показан пример работы вертикально-сверлильного станка:
Вертикально сверлильный станок 2н135 технические характеристики
2Н135 — Станок вертикально-сверлильный с плавающим столом
Купить станочный подшипник с доставкой [email protected]
Технические характеристики:
Станки модели 2н135 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Класс точности Н
Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм 35
Размеры конуса шпинделя по ГОСТ 25557-82 Морзе 4
Расстояние от оси шпинделя до направляющих колонны, мм 300
Наибольший ход шпинделя, мм 250
Расстояние от торца шпинделя, мм:
— до стола 30-750
— до плиты 700-4120
Наибольшее (установочное) перемещение сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122.46
Рабочая поверхность стола, мм 450×500
Наибольший ход стола, мм 300
Установочный размер Т-образных пазов в столе по ГОСТ 1574-75:
— центрального 18H9
— крайних 18h21
Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм 100
Количество скоростей 12
Пределы частоты вращения шпинделя, 1/мин 31,5-1400
Количество подач 9
Пределы подач, мм/об 0.1-1.6
Наибольшее количество нарезаемых отверстий в час 55
Управление циклами работы Ручное
Род тока питающей сети Трехфазный
Напряжение питающей сети, В 380/220
Габаритные размеры, мм:
— высота 2535
— ширина 825
— длина 1030
Масса станка, кг 1200
В данной статье будет рассмотрен один из эталонных образцов советских вертикально-сверлильный установок – станок 2Н135.
Стационарный вертикально-сверлильный агрегат 2Н135
Мы изучим паспорт данного агрегата, его конструкционные особенности и технические характеристики, также будет рассмотрена электрическая схема и кинематическая схема устройства.
1 Функциональность и сфера применения
Вертикально-сверлильный станок 2н135 был разработан силами инженеров Одесского конструкторского бюро промышленных установок.
Во времена СССР данный агрегат, собиравшийся на Стерлитамакском станкостроительно заводе, считался наиболее технологичным и надежным оборудованием для мелкой промышленности и единичного производства.
Технические характеристики данного устройства позволяют выполнять на нем такие функциональные операции как сверление, развертывание, зенкование, зенкерование и нарезание резьбы. Станок 2Н135 дает возможность оператору точно выбирать режим подачи сверла и количество оборотов, что позволяет оптимально подстроить устройство для работы с любыми материалами.
Мощность силового агрегата, составляющая, как свидетельствует паспорт, 4 кВт, дает возможность станку 2н135 эффективно справляться даже с деталями из твердосплавной стали с большим содержанием углеродов.
Широкая популярность данного оборудования в мелкопромышленном и бытовом использовании стала причиной появления большого количества разнообразных модификаций. Рассмотрим основные из них:
Эксплуатирующиеся станки 2Н135
- 2Н135К – вертикально-сверлильный станок координатного типа, который оборудован крестовой рабочей поверхностью;
- 2Е135А – сверлильный станок оснащенный системой автоматической подачи шпинделя. Оператор станка управляет оборудованием с помощью кнопочного управления;
- 2Н135-1 – от оригинальной модели данный станок отличается лишь наличием поворотного стола круглой формы, который способен вращаться вокруг несущей колонны;
- 2Н135Н – вертикально-сверлильный станок многопозиционного типа, оператор имеет возможность свободного перемещения функциональных элементов устройства вокруг оси несущей колонны;
- 2Н135-С – паспорт устройства говорит, что данный агрегат аналогичен базовой модели во всем, за исключением фланцевой пиноли. Данная модернизация дает возможность устанавливать рабочую головку одновременно на несколько шпинделей;
- 2Н135Ф2 – сверлильный станок, оборудованный ЧПУ (числовое программное управление). Самая современная модификация 2Н135, которая также снабжена револьверной головкой и крестовой рабочей поверхностью.
1.1 Конструкционные особенности
Несущая колонна агрегата выполнена в виде монолитной чугунной конструкции. Регулировка положения рабочего стола по несущей колонне выполняется оператором вручную, посредством отжима фиксирующего элемента и поворота регулирующего штурвала. Для перемещения рабочей поверхности на колонне предусмотрены специальные направляющие.
Опорная плита также выполнена из чугуна. Плита имеет пустотелую форму, внутри которой расположен резервуар для хранения охлаждающей жидкости, фильтрующее устройство и отстойник для механических загрязнений.
За подачу охлаждающей жидкости отвечает электронасос мощностью 120 Ватт, который расположен на поверхности опорной колонны. Подача жидкости выполняется через систему трубок, подводящих воду непосредственно к сверлу.
Конструкционная схема станка 2Н135
Силовой агрегат вертикально-сверлильного станка 2Н135 расположен поверх основного корпуса, в котором размещена коробка передач и шпиндельный блок. Кинематическая схема станка 2Н135 довольно простая: коробка скоростей и силовой агрегат соединяются посредством прямого вала.
Сама коробка скоростей способна выдавать двенадцать частот оборотов шпинделя. Регулировка скорости выполняется вручную, с помощью регулировки ремней натяжения. Рукоять для механической регулировки скоростей расположена на фронтальной части сверлильной головы.
Также на фронтальную панель вынесен датчик масла. Смазка функциональных элементов агрегата выполняется автоматическом режиме с помощью плунжерного насоса, оператору лишь необходимо отслеживать по датчику наличие необходимого количества масла.
Вертикально-сверлильный станок 2Н135 оборудован ручной системой подачи шпинделя. Данная система состоит из регулировочного штурвала, червячной передачи, кулачковой и обгонно-храповой муфты, лимба, и горизонтального вала с реечной шестерней.
к меню ↑
2 Технические характеристики
Хорошие технические характеристики данного агрегата делают его вполне приемлемым вариантом недорогого вертикально-сверлильного станка даже в условиях сегодняшнего дня.
На промышленных предприятиях, либо в мастерских народных умельцев, нередко можно встретить прошедший капитальный ремонт 2Н135, в приличном внешнем и функциональном состоянии, выпущенный свыше 30-ти лет назад.
Основными характеристиками любых вертикально-сверлильных станков, от которых непосредственно зависит их функциональность, являются максимальный диаметр сверления, ход шпинделя, количество оборотов в минуту, максимальное расстояние между шпинделем и рабочей поверхностью, и размеры последней.
Давайте посмотрим паспорт 2Н135 и разберемся, чем в этом плане примечателен данный вертикально-сверлильный станок.
Коробка скоростей вертикально сверлильного станка 2Н135
Данный сверлильный агрегат, как свидетельствует паспорт, способен просверливать в стали, соответствующей стандарту ГОСТ 1050-74, отверстия до 35 миллиметров.
При этом вылет шпинделя составляет 30 см, а максимально возможный подъем над рабочей поверхностью – 250 см, что позволяет обрабатывать заготовки, обладающие большими размерами.
Остальные характеристики шпинделя следующие:
- расстояние от верхней точки шпинделя до рабочего стола: от 30 до 750 мм;
- расстояние от верхней точки шпинделя до опорной плиты: от 700 до 1120 мм;
- за один полный поворот управляющего колеса шпиндель перемещается на 122,46 мм;
- диапазон рабочих оборотов шпинделя, как свидетельствует паспорт, составляет от 31,5 до 1400 об/мин;
- количество доступных регулировок скорости шпинделя – 12 шт.
Массо-габаритные характеристики самого вертикально-сверлильного станка 2Н135:
- высота агрегата при максимальном подъеме шпинделя – 253,5 см;
- ширина агрегата – 83,5 см;
- длина агрегата – 103 см;
- масса станка – 1200 килограмм;
- размеры поверхности рабочего стола – 45×50 см;
- максимальный ход регулировки стола по вертикальной оси – 30 см.
Технические характеристики силового агрегата станка 2Н135:
- станок оборудован электромотором 4А1001.4 мощностью 4 кВт;
- для работы мотора требуется подключение к трехфазной электросети 380/220 Вольт;
- в системе жидкостного охлаждения установлен электронасос типа Х14-22М, мощностью в 0,12 кВ, который способен перекачивать 22 литра охлаждающей жидкости в минуту.
Касаемо поверхности рабочего стола: на ней установлены три пазовые крепления Т-образной формы для дополнительного оборудования согласно ГОСТ 1574.
Электронная схема станка 2Н135
2.1 Сильные и слабые стороны станка
К неоспоримым преимуществам данного агрегата можно отнести выносливость, долговечность и простой ремонт.
Не каждый станок, появившийся свыше 30-ти лет назад, может вполне успешно заменять современное сверлильное оборудование.
Безусловно, 2Н135 уступает качественным вертикально-сверлильным станкам от хороших производителей по многим параметрам, это и удобство работы, так как эргономичность новых агрегатов намного лучше, и точность сверления, и скорость выполнения операций.
Однако если вы выбираете сверлильный станок для гаражного использования либо небольшого производства с оглядкой та три фактора: функциональность, надежность и минимальная стоимость, то за сопоставимые деньги, вряд ли можно найти вариант лучше, чем 2Н135.
Сверлильный станок 2Н135
Данный станок, как и все оборудование, сошедшее с конвейеров Стерлитамакского завода, собран на совесть.
И есть все основание полагать, что при должном уходе он качественно проработает ещё не один год.
Отсутствие каких-либо пластиковых деталей, к использованию которых в целях удешевление конструкции прибегают нынешние производители, гарантирует то, что ремонт станка можно будет осуществить при любой поломке.
Сам ремонт обойдется вам в сущие копейки, поскольку комплектующими данного оборудования рынок наполнен сверх меры.
Более того, схема конструкции, кинематическая схема и электросхема станка в свободном доступе представлена в интернете, и в случае необходимости вы сможете изготовить необходимую деталь собственноручно.
к меню ↑
2.2 Обзор вертикально-сверлильного станка 2Н135 (видео)
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.
Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).
Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.
Расположение составных частей сверлильного станка 2Н135
Принцип действия
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и габариты коробок скоростей и подач позволяют реализовать различную производительность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Кроме того этот процесс зависит от габаритов детали.
Расшифровка и описание не вносят ясность в некоторые эксплуатационные и кинематические показатели, которыми располагает оборудование, поэтому далее приводится технические характеристики станка (касается только базового исполнения):
- Возможный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Наибольшее количество скоростей в коробке скоростей – 12.
- Максимальный сверлильный ход коробки подач, мм – 250.
- Электрический двигатель: работа/номинальный крутящий момент, Нм – 400.
- Наибольшее усилие, развиваемое коробкой подач, Н – 15000.
- Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного двигателя, кВт – 4.
- Габарит, м – 2,535×0,835×1,030.
- Вес, кг – 1200.
Полную информацию о любых станках можно почерпнуть из паспортов интересующих изделий. Паспорт содержит схему установки агрегата, и план фундамента под его основание. Габариты сверлильного станка 2Н135 говорят о том, что он может устанавливаться в небольших помещениях.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2Н135
Эксплуатация механизма в рабочем режиме заключается в следующем. Деталь, подлежащую обработке, следует расположить и зафиксировать на координатном столе. Шпиндель с установленным сверлом (или иным инструментом согласно чертежу) при этом должен находиться в крайнем нижнем положении. Шпиндель можно зацентровать, используя устройство продольного перемещения стола.
Убедившись в соосности взаимного расположения шпинделя и торца заготовки и, выбрав подходящую скорость из кинематических возможностей в коробке скоростей, включают вертикальный двигатель главного привода. Когда кинематическая схема управления коробки подач настроена, осуществляют подачу инструментальной головки к торцу изделия, и производят необходимую технологическую операцию.
Особенности устройства
Основой всего агрегата выступает сверлильная головка. Это отливка, выполненная в форме коробки, в которой установлены основные узлы станка:
- шпиндель;
- механизм переключения;
- коробка скоростей;
- механизм подачи;
- коробка подач.
Головка расположена на опоре, и на нее установлен двигатель. Он посредством муфты и зубчатой передачи передает вращательный момент на коробку скоростей станка 2Н135. В ней имеются специальные блоки, способные изменять вращение режущего инструмента. Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи.
Кинематическая схема станка 2Н135
На переднюю панель сверлильной головки вынесены все кнопки, отвечающие за управление электрической схемой станка 2Н135. При включении основного пускателя загорается лампочка, сигнализирующая, что электрический ток запитал цепи. Схема позволяет изменять направление вращения шпинделя, и производить динамическое торможение. Кроме того, ее устройство облегчает переключение скоростей.
От перегрузки защищают тепловые реле. Для устранения возможной опасности поражения оператора током электрическая схема агрегата предусматривает применение защитного заземления.
Нельзя начинать эксплуатацию механизма без детального изучения паспорта. Только так вы сможете избежать поломок и аварий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
LDS2 – Машиносчитываемый паспорт нового поколения
Международная организация гражданской авиации в настоящее время работает над логической структурой данных версии 2 или LDS2 , , следующей эволюцией стандартов электронных паспортов.
Первоначально они были внедрены в 2005 году на основе документа ИКАО 9303, определяющего спецификации машиночитаемых паспортов.
В частности, ИКАО определила версию 1 логической структуры данных (LDS или LDS1), которая представляет собой способ хранения данных в микроконтроллере для обеспечения международной совместимости.
На данный момент информация, хранящаяся в электронном паспорте, становится статичной во время выдачи и не может быть изменена. В полевых условиях микроконтроллер электронного паспорта доступен только для чтения.
«Запечатывание» данных во время выдачи гарантирует, что личная информация защищена и что подделка паспорта может быть более легко обнаружена.
Визы, проездные штампы и биометрические данные.
Сегодня другие данные о поездках, такие как визы и проездные , физически вводятся на страницах документов для получения визы, и визовые и туристические записи должны проверяться вручную.
Признавая это ограничение, Рабочая группа ИКАО по новым технологиям (NTWG) поручила подгруппе изучить политику и техническую основу для следующего поколения машиночитаемых паспортов.
В то время как документ ИКАО 9303 сосредоточен на электронизации страницы паспортных данных, спецификации следующего поколения (логическая структура данных v2 или LDS2) будут сосредоточены на цифровом преобразовании остальной части документа.
LDS2, новое поколение логической структуры данных, будет необязательным и расширит возможности использования электронного паспорта за счет добавления функции чтения-записи .Могут быть добавлены данные о поездках, такие как визы и проездных , и другая информация, такая как дополнительных биометрических данных .
Есть еще кое-что.
LDS2 дополнительно защитит документ от подделки, копирования и несанкционированного чтения или записи.
Почему это важно?
Преобразование туристических марок в цифровой формат принесет ряд преимуществ:
- Более высокая согласованность
- Больше надежности
- Повышенная безопасность
- Более легкий доступ.
LDS2 позволит мгновенно добавлять электронные визы в документ, улучшая качество обслуживания клиентов и сокращая расходы, связанные с выдачей визы.
Хранение виз и проездных марок с цифровой подписью значительно повысило бы защиту этих элементов от несанкционированного доступа, одновременно улучшив поток безопасности с помощью автоматических ворот пограничного контроля.
Стандартное форматирование также повысит удобочитаемость и надежность информации и упростит обмен информацией между странами.
LDS2 решит проблему отсутствия инфраструктуры для сбора биометрических данных в реальном времени по всей стране, а также обеспечения конфиденциальности.
Гражданесмогут предоставить свои биометрические данные добровольно, если они захотят воспользоваться удобством ускоренного доступа через eGate.
LDS2 обеспечит более автоматизированную и надежную оценку рисков для анализа риска, который представляют путешественники, путем выявления необычных схем поездок, разрывов между отметками о въезде и выезде и несоответствия истории поездок.
Это также позволит автоматически вводить и проверять данные в микроконтроллере паспорта, чтобы позволить большему количеству людей пройти через электронные ворота.
Он также будет способствовать взаимодействию с программами частых и надежных путешественников, устраняя необходимость в специальных документах.
LDS2: лучшая часть
Хранение биометрических данных часто происходит в нескольких базах данных вне прямого контроля путешественника. Альтернативой LDS2 является хранение этих биометрических данных в микроконтроллере для большей конфиденциальности.Электронный паспорт будет действовать как идентификационный токен.
В любое время данные, хранящиеся в приложении LDS2, должны быть подписаны системой проверки или выдачи виз, что позволяет проверить подлинность данных.
Где мы сейчас находимся?
Подгруппа ИКАО NTWG по структуре логических данных 2 (LDS2) проделала большую работу.
PKI LDS2 для аутентичности, целостности и авторизации доступа была определена в этом документе от марта 2018 года ИКАО.
LSD2 определяется в этом документе от апреля 2018 года.
Безопасность и охрана границ США: биометрия
Обзор
Соединенные Штаты привержены принципам «безопасности границ, открытых дверей», приветствуя и облегчая законные поездки в Соединенные Штаты иностранных посетителей, сохраняя при этом целостность и безопасность наших границ и нашей страны. США продолжают работать над тем, чтобы доступ в нашу страну не был затруднен для законных международных путешественников.
Юридические требования
В Законе о усиленной безопасности границ и реформе визового въезда от 2002 года Конгресс США обязал использовать биометрию в американских визах. Этот закон требует, чтобы посольства и консульства США за рубежом выдавали иностранным посетителям «только машиночитаемые визы с защитой от несанкционированного доступа и другие проездные и въездные документы, в которых используются биометрические идентификаторы. Кроме того, Совет национальной безопасности решил, что стандарт США для биометрической проверки собраны десять сканированных отпечатков пальцев на всех U.S. Посольства и консульства для соискателей визы, желающих приехать в Соединенные Штаты.
Что такое биометрический?
Биометрический или биометрический идентификатор – это объективное измерение физических характеристик человека, которое, когда оно записано в базе данных, может использоваться для проверки личности и сравнения с другими записями в базе данных. Самый известный биометрический показатель – это отпечаток пальца, но другие включают распознавание лица и сканирование радужной оболочки глаза.
Делает нас безопаснее – иностранные посетители
Использование биометрии важно для У.С. национальная безопасность. Отпечатки пальцев владельца визы сравниваются с аналогичным образом собранными отпечатками пальцев во всех портах въезда в США. Использование отпечатков пальцев имеет много преимуществ. Мы сокращаем использование украденных и поддельных виз. Мы защищаем от проникновения террористов и других лиц, представляющих угрозу безопасности. Сбор отпечатков пальцев для получения визы и проверка отпечатков пальцев в пункте въезда делают путешествие в Соединенные Штаты более безопасным для законных путешественников. Эти процедуры также повышают безопасность всех американцев.
Отказ от снятия отпечатков пальцев
Заявителю на визу, который отказывается сдавать отпечатки пальцев, виза не выдается. Заявление на визу будет неполным. Однако заявитель, который позже решит предоставить отпечатки пальцев, будет повторно рассмотрен без предубеждения.
О собранной информации
Электронные данные десяти отпечатков пальцев хранятся в базе данных и предоставляются иммиграционным инспекторам Министерства внутренней безопасности в пунктах въезда в США.Данные отпечатков пальцев связаны с выданной визой для проверки, а конфиденциальность данных защищена хранением в базе данных.
Государственный департамент США предоставляет данные правоохранительным органам США, которые требуют их для правоохранительных целей. Это делается в соответствии с законом, регулирующим использование визовых документов. По закону записи о визах являются конфиденциальными. Запрос правоохранительного органа на доступ к визовой записи подлежит законодательным, нормативным и другим правовым ограничениям.
электронных паспортов | Национальная безопасность
Электронный паспорт содержит электронный чип. Чип содержит ту же информацию, что и на странице данных паспорта: имя владельца, дату рождения и другую биографическую информацию. Электронный паспорт также содержит биометрический идентификатор. В США требуется, чтобы на чипе была цифровая фотография владельца. Все электронные паспорта, выданные странами, входящими в программу безвизового въезда (VWP), и США, имеют функции безопасности, предотвращающие несанкционированное считывание или «просмотр» данных, хранящихся на микросхеме электронного паспорта.
Требования к электронному паспорту США
Соединенные Штаты требуют, чтобы путешественники, въезжающие в Соединенные Штаты по программе безвизового въезда, имели электронный паспорт, если их паспорт был выдан 26 октября 2006 г. или позже. Дополнительная информация о требованиях к электронному паспорту безвизового въезда.
Въезд в США с электронным паспортом
Процесс проверки для владельца электронного паспорта такой же, как и для владельца, не имеющего электронного паспорта. По прибытии в порты въезда в США владельцы электронных паспортов будут направлены указателями или персоналом на соответствующем U.S. Служба таможенного и пограничного контроля для использования.
Преимущества электронного паспорта
Электронные паспорта помогают на
- надежно идентифицировать путешественника,
- обеспечивают защиту от кражи личных данных,
- защитить конфиденциальность и Код
- затрудняет изменение документа для использования при въезде в США.
Биографические и биометрические данные, содержащиеся в электронном чипе, можно сравнить как с путешественником, так и с предъявленным проездным документом.В процессе электронного паспорта существует несколько уровней безопасности, предотвращающих дублирование.
Международное сотрудничество
Соединенные Штаты и их партнеры по безвизовой программе совместно провели обширное тестирование, чтобы определить технологическое решение для поддержки производства электронных паспортов и устройств чтения электронных паспортов. Успешные испытания в Соединенных Штатах и за рубежом стали важным шагом вперед в более широкомасштабных усилиях по повышению безопасности и облегчению законных поездок и торговли посредством международного сотрудничества.