Патрон токарный самоцентрирующий трехкулачковый. Паспорт
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке.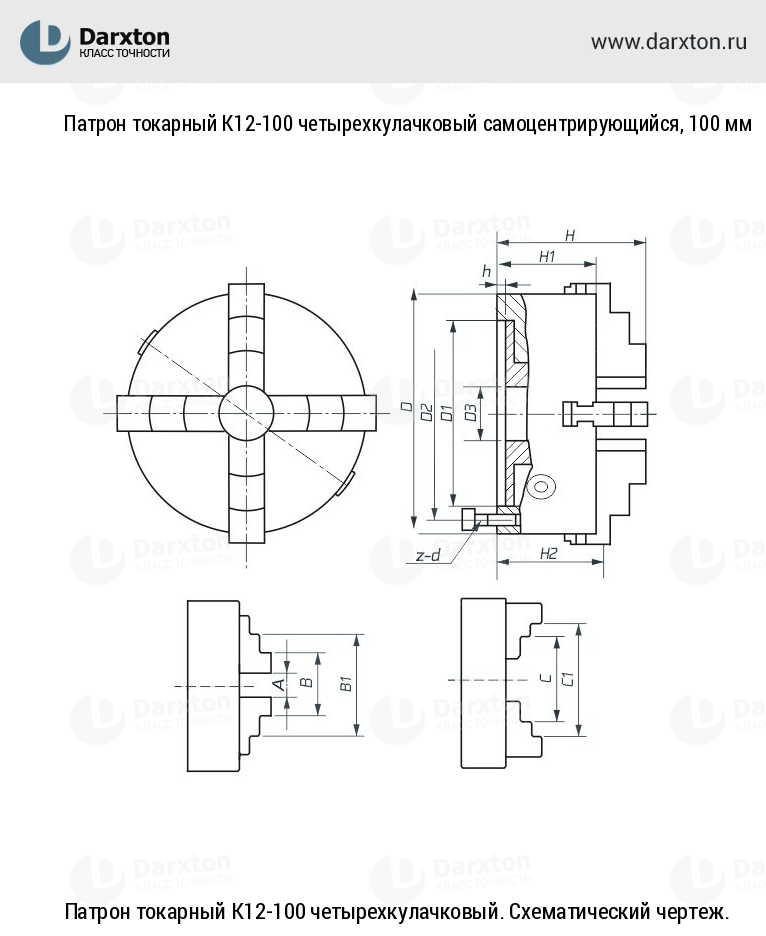 Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Схема III:
Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Порядок работы и техническое обслуживание.
4.1. Патрон токарный расконсервировать, ознакомиться с паспортом на изделие.
4.2. Закрепить патрон на станок, затянув все болты и проверив надежность крепления.
4.3. Запустить станок, установить малые обороты и проверить с помощью вспомогательного измерительного инструмента значения радиального и торцевого биений патрона на холостом ходу.
4.4. После проверки правильности крепления можно перейти к работе на станке.
Комплектность.
В комплект входят:
- патрон токарный в сборе с прямыми кулачками;
- комплект обратных кулачков
- комплект крепежных элементов (болты М12)
- ключ шестигранный S10
- ключ четырехгранный ⅔′′
- паспорт
Требования безопасности.
6.1. Крепление патрона токарного должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
6.2. Запрещается применять ударную нагрузку при закреплении заготовки.
Сведения о консервации.
7.1. Патрон токарный подвергнут консервации в соответствии с требованиями ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
6.2. Срок хранения патрона токарного без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Правила хранения.
Условия эксплуатации токарного патрона трехкулачкового — ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию патрона.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) патрона трехкулачкового, при условии соблюдения потребителем правил хранения и эксплуатации изделия.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Трёхкулачковый токарный патрон из стали с цилиндрическим присоединительным пояском DIN 6350
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки натурального и искусственного камня
Предназначено для обработки закаленных сталей твердостью до 55 HRC
Предназначено для обработки титана и титановых сплавов
Рекомендуется использование СОЖ
Предназначено для обработки коррозионно-стойких сталей
Предназначено для обработки древесины
Предназначено для обработки закаленных сталей твердостью до 60 HRC
Предназначено для обработки алюминиевых и магниевых сплавов
Универсальное применение
Предназначено для обработки твердых сплавов
Предназначено для обработки закаленных сталей твердостью до 67 HRC
Рекомендуется обработка без СОЖ
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1400 Мпа
Предназначено для обработки полимеров
Предназначено для обработки серых чугунов и высокопрочных чугунов
Предназначено для обработки поверхностей покрытых лаками и красками
Предназначено для обработки латуни и бронзы
Предназначено для обработки меди
Рекомендуется охлаждение сжатым воздухом
Предназначено для обработки латуни
Предназначено для обработки латуни и медно-никелевых сплавов
Предназначено для обработки сотовых материалов Honeycomb
Предназначено для обработки металломатричных композитных материалов (MMC)
Предназначено для обработки обработки полиметилметакрилата
Предназначено для обработки закаленных сталей с твердостью до 65 HRC
Предназначено для обработки жаропрочных никелевых сплавов
Предназначено для обработки инструментальных сталей Toolox твердостью 33 HRC
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием стекловолокна
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки оловянной бронзы
Предназначено для обработки низколегированных медных сплавов
Предназначено для обработки сталей Hardox 500 с пределом прочности до 1600 Мпа
Предназначено для обработки чугуна с пределом прочности более 800 Мпа
Предназначено для обработки бериллиевой бронзы
Предназначено для обработки углепластика
Допускается обработка цветных металлов, термопластов, длинная сливная стружка
Предназначено для обработки стекло- и углепластика
Допускается обработка полиамида
Предназначено для обработки инструментальных сталей Toolox твердостью 44 HRC
Предназначено для обработки медно-свинцово-цинковых сплавов
Предназначено для обработки медно-никель-цинковых сплавов
Предназначено для обработки литейных алюминиевых сплавов
Предназначено для обработки коррозионно-стойких сталей с пределом прочности более 900 МПа
Предназначено для обработки поливинилиденфторида с 20%-ым содержанием стекловолокна
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием углеволокна
Рекомендуется обработка с применением СОЖ мелкодисперсного разбрызгивания
Предназначено для обработки низколегированных медно-кремниевых сплавов
Предназначено для обработки стеклопластика
Предназначено для обработки вольфрамово-медных сплавов
Предназначено для обработки полиэтилена высокой плотности
Предназначено для обработки литейной бронзы
Предназначено для обработки закаленных сталей с твердостью до 50 HRC
Предназначено для обработки полиамида с 30%-ым содержанием стекловолокна
Предназначено для обработки графита, стекло- и углепластика
Предназначено для обработки титановых сплавов с пределом прочности более 850 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки графита
Предназначено для обработки оловянной бронзы
Предназначено для обработки алюминиевых сплавов дающих короткую стружку
Предназначено для обработки коррозионно-стойких сталей с пределом прочности до 900 МАа
Предназначено для обработки бронз повышенной прочности
Предназначено для обработки свинцовых бронз
Предназначено для обработки высокопрочных чугунов
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1100 МПа
Предназначено для обработки полиэфирэфиркетона
Предназначено для обработки композитных материалов
Предназначено для обработки арамида
Предназначено для обработки алюминиево-медных сплавов
Предназначено для обработки полиметиленоксида с 25%-ым содержанием стекловолокна
Предназначено для обработки фенолформальдегидной смолы
Предназначено для обработки закаленных сталей твердостью до 70 HRC
Предназначено для обработки алюминиево-никелевых бронз
Предназначено для обработки серых чугунов
Предназначено для обработки меди и медных сплавов
Рекомендуется использование масел или эмульсии
Предназначено для обработки алюминиевых сплавов, дающих длинную (сливную) стружку
Предназначено для обработки политетрафторэтилена с 25%-ым содержанием углеволокна
Рекомендуется использовать в условиях непрерывного резания
Рекомендуется использовать в условиях на удар
Рекомендуется использовать в нестабильных условиях резания
Трёхкулачковый токарный патрон, сталь, короткий конус DIN 55029
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки натурального и искусственного камня
Предназначено для обработки закаленных сталей твердостью до 55 HRC
Предназначено для обработки титана и титановых сплавов
Рекомендуется использование СОЖ
Предназначено для обработки коррозионно-стойких сталей
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 900 МПа
Предназначено для обработки древесины
Предназначено для обработки закаленных сталей твердостью до 60 HRC
Предназначено для обработки алюминиевых и магниевых сплавов
Универсальное применение
Предназначено для обработки твердых сплавов
Предназначено для обработки закаленных сталей твердостью до 67 HRC
Рекомендуется обработка без СОЖ
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1400 Мпа
Предназначено для обработки полимеров
Предназначено для обработки серых чугунов и высокопрочных чугунов
Предназначено для обработки поверхностей покрытых лаками и красками
Предназначено для обработки латуни и бронзы
Предназначено для обработки меди
Рекомендуется охлаждение сжатым воздухом
Предназначено для обработки латуни
Предназначено для обработки латуни и медно-никелевых сплавов
Предназначено для обработки сотовых материалов Honeycomb
Предназначено для обработки металломатричных композитных материалов (MMC)
Предназначено для обработки обработки полиметилметакрилата
Предназначено для обработки закаленных сталей с твердостью до 65 HRC
Предназначено для обработки жаропрочных никелевых сплавов
Предназначено для обработки инструментальных сталей Toolox твердостью 33 HRC
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием стекловолокна
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки оловянной бронзы
Предназначено для обработки низколегированных медных сплавов
Предназначено для обработки сталей Hardox 500 с пределом прочности до 1600 Мпа
Предназначено для обработки чугуна с пределом прочности более 800 Мпа
Предназначено для обработки бериллиевой бронзы
Предназначено для обработки углепластика
Допускается обработка цветных металлов, термопластов, длинная сливная стружка
Предназначено для обработки стекло- и углепластика
Допускается обработка полиамида
Предназначено для обработки инструментальных сталей Toolox твердостью 44 HRC
Предназначено для обработки медно-свинцово-цинковых сплавов
Предназначено для обработки медно-никель-цинковых сплавов
Предназначено для обработки литейных алюминиевых сплавов
Предназначено для обработки коррозионно-стойких сталей с пределом прочности более 900 МПа
Предназначено для обработки поливинилиденфторида с 20%-ым содержанием стекловолокна
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием углеволокна
Рекомендуется обработка с применением СОЖ мелкодисперсного разбрызгивания
Предназначено для обработки низколегированных медно-кремниевых сплавов
Предназначено для обработки стеклопластика
Предназначено для обработки вольфрамово-медных сплавов
Предназначено для обработки полиэтилена высокой плотности
Предназначено для обработки литейной бронзы
Предназначено для обработки закаленных сталей с твердостью до 50 HRC
Предназначено для обработки полиамида с 30%-ым содержанием стекловолокна
Предназначено для обработки графита, стекло- и углепластика
Предназначено для обработки титановых сплавов с пределом прочности более 850 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки графита
Предназначено для обработки оловянной бронзы
Предназначено для обработки алюминиевых сплавов дающих короткую стружку
Предназначено для обработки коррозионно-стойких сталей с пределом прочности до 900 МАа
Предназначено для обработки бронз повышенной прочности
Предназначено для обработки свинцовых бронз
Предназначено для обработки высокопрочных чугунов
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1100 МПа
Предназначено для обработки полиэфирэфиркетона
Предназначено для обработки композитных материалов
Предназначено для обработки арамида
Предназначено для обработки алюминиево-медных сплавов
Предназначено для обработки полиметиленоксида с 25%-ым содержанием стекловолокна
Предназначено для обработки фенолформальдегидной смолы
Предназначено для обработки закаленных сталей твердостью до 70 HRC
Предназначено для обработки алюминиево-никелевых бронз
Предназначено для обработки серых чугунов
Предназначено для обработки меди и медных сплавов
Рекомендуется использование масел или эмульсии
Предназначено для обработки алюминиевых сплавов, дающих длинную (сливную) стружку
Предназначено для обработки политетрафторэтилена с 25%-ым содержанием углеволокна
Рекомендуется использовать в условиях непрерывного резания
Рекомендуется использовать в условиях на удар
Рекомендуется использовать в нестабильных условиях резания
Патрон трёхкулачковый клиновой механизированный полый ПП-200.
 *.*
*.*Цена: по запросу
Продукция снята с производства!
Патроны токарные трёхкулачковые клиновые механизированные полые предназначены для обработки пруткового материала и штучных заготовок при токарной обработке в условиях серийного и массового производства.
Патрон работает от механизированного привода, устанавливаемого на заднем конце шпинделя станка. Настройка на необходимый диаметр зажима осуществляется переустановкой накладных закалённых или незакалённых кулачков по рифлениям основных кулачков с обеспечением выходной точности патрона.
Точность патрона с незакаленными кулачками достигается путём расточки накладных кулачков после их переустановки на необходимый диаметр зажима.
По требованию заказчика возможны изменения присоединительных размеров патрона и комплектация необходимым количеством комплектов незакалённых и закалённых кулачков.
| Параметр | Значение |
|---|---|
| Наружный диметр патрона А, мм | 200 |
| Условный размер присоединительного конуса: | |
| ГОСТ 12593 (Исполнение «J») | 6 |
| ГОСТ 12595 (Исполнение «К») | 6 |
| Диаметр присоединительного пояска D, мм (Исполнение «С») | 165 |
| Глубина присоединительного пояска I, мм | 5 |
| Диаметр проходного отверстия D0, мм | 40 |
| Высота патрона, мм: | |
| Н | 90 |
| Н1 | 107 |
| Н2 | 107 |
| Высота до основного кулачка, мм: | |
| C | 95 |
| C1 | 112 |
| C2 | 112 |
| Ход штока К, мм | 20 |
| Ход кулачка h, мм | 5,3 |
| Размер резьбы тяги, М | М52х1,5 |
| Длина резьбы L, мм | 35 |
| Ширина кулачка В, мм | 40 |
| Ширина сухаря b, мм | 17 |
| Размер резьбы крепления накладных кулачков m | М12 |
| Максимальная частота вращения, минˉ¹ | 4 000 |
| Максимальное усилие, передаваемое приводом, даН | 3 000 |
| Суммарная сила зажима в кулачках, даН | 5 500 |
| Масса патрона (мах), кг | 20 |
| Параметр | Значение |
|---|---|
| Наружный диметр патрона А, мм | 200 |
| Условный размер присоединительного конуса: | |
| ГОСТ 12593 (Исполнение «J») | 6 |
| ГОСТ 12595 (Исполнение «К») | 6 |
| Диаметр присоединительного пояска D, мм (Исполнение «С») | 165 |
| Глубина присоединительного пояска I, мм | 5 |
| Диаметр проходного отверстия D0, мм | 40 |
| Высота патрона, мм: | |
| Н | 90 |
| Н1 | 107 |
| Н2 | 107 |
| Высота до основного кулачка, мм: | |
| C | 95 |
| C1 | 112 |
| C2 | 112 |
| Ход штока К, мм | 20 |
| Ход кулачка h, мм | 5,3 |
| Размер резьбы тяги, М | М52х1,5 |
| Длина резьбы L, мм | 35 |
| Ширина кулачка В, мм | 40 |
| Ширина сухаря b, мм | 17 |
| Размер резьбы крепления накладных кулачков m | М12 |
| Максимальная частота вращения, минˉ¹ | 4 000 |
| Максимальное усилие, передаваемое приводом, даН | 3 000 |
| Суммарная сила зажима в кулачках, даН | 5 500 |
| Масса патрона (мах), кг | 20 |
Также посетители сайта смотрят
Техническое описание товара предоставлено официальными представительствами компаний производителей и актуально на дату появления товара в нашем каталоге. Характеристики могут быть изменены без нашего ведома. Для уточнения обращайтесь к менеджерам ЗАО «Гигант».
Характеристики могут быть изменены без нашего ведома. Для уточнения обращайтесь к менеджерам ЗАО «Гигант».Указанные на сайте цены носят информационный характер и не являются публичной офертой (ст.435 ГК РФ).
Для получения подробной информации о наличии и стоимости указанных товаров, пожалуйста, обращайтесь к менеджерам компании с помощью специальной формы связи или по телефону.
патрон трёхкулачковый клиновой механизированный полый пп-200.*.* возможно приобрести в лизинг. А также мы доставим патрон трёхкулачковый клиновой механизированный полый пп-200.*.* в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
ГОСТ 2675-80
ГОСТ 2675-80
(СТ СЭВ 1574-79,
СТ СЭВ 4852-84)
Группа Г27
Срок действия с 01.07.81
до 01.07.90*
_______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 4, 1994 год). – Примечание “КОДЕКС”.
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.С.Белов, М.Д.Шишеев, А.И.Крохотин, А.П.Абрамов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.06.80 N 3016
3. Срок проверки 1993 г., периодичность проверки – 10 лет
4. Стандарт полностью соответствует требованиям СТ СЭВ 1574-79 и СТ СЭВ 4852-84 в части присоединительных размеров зажимного устройства типа 3
5. Взамен ГОСТ 2675-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ (август 1987 г.) с ИЗМЕНЕНИЯМИ N 1, 2, утвержденными в мае 1982 г., июле 1987 г. (ИУС 8-82, 11-87).
ПЕРЕИЗДАНИЕ (август 1987 г.) с ИЗМЕНЕНИЯМИ N 1, 2, утвержденными в мае 1982 г., июле 1987 г. (ИУС 8-82, 11-87).
1. Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые патроны классов точности Н, П, В, А, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
2. Патроны должны изготавливаться типов:
1 – с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец по ГОСТ 3889-80.
2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-72*;
_______________
* Действует ГОСТ 12593-93. – Примечание “КОДЕКС”.
3 – с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595-85*.
_______________
* На территории Российской Федерации действует ГОСТ 12595-2003. – Примечание “КОДЕКС”.
1, 2. (Измененная редакция, Изм. N 1).
3. Патроны всех типов изготавливаются исполнений:
1 – с цельными кулачками,
2 – со сборными кулачками.
4. Основные размеры патронов типов 1, 2, 3 должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Размеры, мм
Обозначение патрона | Условный размер конца шпинделя типа | , не ме- | Масса, кг, не более | |||||||||||||||
типа 1 | типа 2 | типа 3 | ||||||||||||||||
исполнения | исполнения | исполнения | ||||||||||||||||
1 | 2 | 1 | 2 | 1 | 2 | 2 | 3 | Не более | ||||||||||
7100-0001 | – | – | – | – | – | 80 | – | – | 16 | 33 | 50 | – | 70 | 32 | 12 | 6 | 2 | |
7100-0002 | – | – | – | – | – | 100 | 20 | 38 | 55 | 80 | 42 | 15 | 9 | 4 | ||||
7100-0003 | – | 7100-0025 | – | – | – | 125 | 3 | 25 | 50 | 60 | 65 | 90 | 51 | 20 | 6 | |||
– | – | 7100-0026 | – | – | – | 4 | ||||||||||||
7100-0005 | 7100-0006 | 7100-0027 | 7100-0028 | – | – | 160 | 40 | 75 | 65 | 75 | 105 | 70 | 28 | 11 | 12 | |||
– | – | 7100-0029 | 7100-0030 | – | – | 5 | ||||||||||||
7100-0007 | 7100-0008 | 7100-0031 | 7100-0032 | 7100-0059 | 7100-0060 | 200 | 4 | 50 | 100 | 75 | 85 | 125 | 85 | 17 | ||||
– | – | 7100-0033 | 7100-0034 | – | – | 6 | – | |||||||||||
7100-0009 | 7100-0010 | 7100-0035 | 7100-0036 | 7100-0061 | 7100-0062 | 250 | 5 | 65 | 125 | 85 | 95 | 140 | 105 | 36 | 14 | 31 | ||
– | – | 7100-0037 | 7100-0038 | – | – | 8 | – | |||||||||||
7100-0011 | 7100-0012 | 7100-0039 | 7100-0040 | 7100-0063 | 7100-0064 | 315 | 6 | 6 | 80 | 150 | 95 | 100 | 160 | 125 | 50 | |||
– | – | 7100-0041 | 7100-0042 | – | – | 8 | – | |||||||||||
7100-0015 | 7100-0016 | 7100-0043 | 7100-0044 | 7100-0065 | 7100-0066 | 400 | 8 | 100 | 200 | 105 | 110 | 190 | 145 | 46 | 17 | 90 | ||
– | – | 7100-0045 | 7100-0046 | – | – | 11 | – | |||||||||||
7100-0017 | – | 7100-0047 | 7100-0048 | – | – | 500 | 8 | 140 | 260 | 115 | 120 | 200 | 170 | 140 | ||||
– | 7100-0018 | 7100-0049 | 7100-0050 | 7100-0067 | 7100-0068 | 11 | 11 | |||||||||||
7100-0019 | – | 7100-0051 | 7100-0052 | – | – | 630 | – | 190 | 360 | 125 | 130 | 210 | 225 | 60 | 190 | |||
– | 7100-0020 | 7100-0053 | 7100-0054 | 7100-0069 | 7100-0070 | 15 | 15 | |||||||||||
________________
* Размеры для патронов исполнения 2
Пример условного обозначения патрона типа 1, диаметром 200 мм с цельными кулачками, класса точности Н:
Патрон 7100-0007 ГОСТ 2675-80
То же, патрона типа 2 диаметром 200 мм, устанавливаемого на шпиндель с условным размером 5, со сборными кулачками, класса точности П:
Патрон 7100-0032-П ГОСТ 2675-80
5. Присоединительные размеры патронов типа 1 должны соответствовать указанным на черт.1 и в табл.2.
Присоединительные размеры патронов типа 1 должны соответствовать указанным на черт.1 и в табл.2.
Таблица 2
Размеры, мм
Номинальный диаметр патрона | (поле допуска Н7) | ||||||||
80 | 55 | 66 | – | 38 | М6 | – | 3 | 3 | – |
100 | 72 | 86 | 45 | М8 | |||||
125 | 95 | 108 | 60 | 4 | |||||
160 | 130 | 142 | 62,0 | 86 | 9 | 3 | |||
200 | 165 | 180 | 82,6 | 110 | М10 | 11 | |||
250 | 210 | 226 | 104,8 | 142 | М12 | 5 | |||
315 | 270 | 290 | 133,4 | 165 | 13 | 6 | |||
400 | 340 | 368 | 171,4 | 218 | М16 | 17 | |||
500 | 440 | 465 | 235,0 | 290 | 22 | 6 | |||
630 | 560 | 595 | 330,2 | 390 | 26 |
6. Присоединительные размеры патронов типов 2 и 3 должны соответствовать указанным на черт.2 и в табл.3.
Присоединительные размеры патронов типов 2 и 3 должны соответствовать указанным на черт.2 и в табл.3.
Черт.2
Таблица 3
Размеры, мм
Условный размер | Номин. | Пред. | (пред. откл. +0,1) |
|
| |||||||||
3 | 53,975 | +0,003 | 75 | 102 | – | – | – | М10 | 12 | 12 | 10 | 6,5 | 3 | – |
4 | 63,513 | 85 | 112 | 82,6 | 108 | 14,70 | 3 | |||||||
5 | 82,563 | +0,004 | 104,8 | 135 | 104,8 | 133 | 16,30 | 12 | 4 | 6 | ||||
6 | 106,375 | 133,4 | 170 | 133,4 | 165 | 19,45 | М12 | 14 | 14 | 13 | ||||
8 | 139,719 | +0,004 | 171,4 | 220 | 171,4 | 210 | 24,20 | М16 | 18 | 18 | 14 | 8 | ||
11 | 196,869 | +0,004 | 235 | 290 | 235 | 280 | 29,40 | М20 | 22 | 20 или 22 | 16 | 10 | 6 | |
15 | 285,775 | +0,004 | 330,2 | 400 | 330,2 | 380 | 35,70 | М24 | 26 | 24 или 26 | 17 | |||
4-6. (Измененная редакция, Изм. N 1, 2).
(Измененная редакция, Изм. N 1, 2).
7. Присоединительные размеры для кулачков исполнения 2 должны соответствовать указанным на черт.3 и в табл.4.
Черт.3
Таблица 4
Размеры, мм
Диаметр патрона | ||||||||
160 | 5 | 3 | 12 | 12 | М8 | 1 | 2 | 40 |
200 | 15 | 15 | М10 | 50 | ||||
250 | 7 | 3 | 20 | 20 | М12 | 65 | ||
315 | 8 | 4 | 3 | 80 | ||||
400 | 9 | 4 | 25 | 25 | М16 | 95 | ||
500 | 2 | 4 | ||||||
630 | 30 | 30 | М20 | 3 | 5 |
8. Смещение осей отверстий , , , , от номинального расположения для патронов диаметром до 500 мм – 0,1 мм, свыше 500 мм – 0,15 мм; база – отверстие Б (допуск зависимый).
Смещение осей отверстий , , , , от номинального расположения для патронов диаметром до 500 мм – 0,1 мм, свыше 500 мм – 0,15 мм; база – отверстие Б (допуск зависимый).
(Измененная редакция, Изм. N 1).
9. Неуказанные предельные отклонения размеров – по рабочим чертежам.
10. Патроны всех типов должны изготавливаться по рабочим чертежам, утвержденным в установленном порядке.
11. (Исключен, Изм. N 1).
12. Технические условия – по ГОСТ 1654-86.
(Введен дополнительно, Изм. N 2).
Приложение. (Исключено, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1988
Кулачковые токарные патроны: двух, трех, четырех
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую.
По количеству кулачков бывают:
- двухкулачковыми;
- трехкулачковыми;
- четырехкулачковыми.
Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные и т.п., а также делительные головки и другие приспособления.
Шестикулачковый токарный патронДвухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.


Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора. Поэтому крайне важно минимизировать зазор между кулачками и направляющими.
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
- спиральные:
- реечные;
- эксцентриковые с червячной передачей.
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
Реечные патроны
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
- Диаметром от 80 до 160 мм
- Диаметром от 200 до 400 мм
Преимущества:
- более сильный зажим;
- большая точность;
Недостатки:
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
ГОСТы на кулачковые патроны
Скачать ГОСТ 14903-69 «Патроны самоцентрирующие двухкулачковые»
Скачать ГОСТ 24351-80 «Патроны самоцентрирующие трех- и двухкулачковые клиновые и рычажно-клиновые»
Скачать ГОСТ 2675-80 «Патроны самоцентрирующие трехкулачковые»
Скачать ГОСТ 3890-82 «Патроны четырехкулачковые с независимым перемещением кулачков»
| Назначение патрона | Токарный | |
| Кулачки | прямые и обратные | |
| Маркировка патрона | К-11 | |
| Диаметр D, (мм) | 80 | |
| Высота патрона без кулачков h2, (мм) | 50 | |
| Общая длина патрона (мм) | 155 | |
| Высота пояска h, (мм) | 3 | |
| Диаметр пояска D1, (мм) | 55 | |
| Диаметр сквозного отверстия D3, (мм) | 16 | |
| Скорость вращения, не более, (об/мин) | 4000 | |
| Диаметр расположения крепежных отверстий D2, (мм) | 66 | |
| Крепление, КМ (z-d) | 2 (3-М6) | |
| Радиальное биение (мм) | 0..jpg) 040 мм 040 мм | |
| Торцевое биение (мм) | 0.040 мм | |
| Хвостовик | КМ2 | |
| Вес, кг | 2.30000 | |
 org/PropertyValue”>
org/PropertyValue”>Что лучше? 3-кулачковые или цанговые патроны?
Стандартный трехкулачковый патрон или цанговый патрон – лучший выбор для вашего токарного станка с ЧПУ? Ответ (как и в случае со многими решениями): это зависит от обстоятельств.
Следует учитывать преимущества и недостатки каждого типа патрона с точки зрения размеров партии вашего приложения, диапазона диаметров материала, типов материалов, длины заготовок и допусков на размеры, среди прочего. Вот несколько фактов, о которых стоит подумать:
Универсальность .Если вы выполняете несколько различных работ с заготовками различного диаметра, трехкулачковые патроны могут быть правильным выбором. Цанговые патроны лучше всего подходят для заготовок меньшего диаметра, обычно 3 дюйма или меньше. Трехкулачковые патроны также лучше подходят для обработки более длинных заготовок, поскольку более длинный цанговый патрон ограничивает перемещение по оси Z.
Цанговые патроны лучше всего подходят для заготовок меньшего диаметра, обычно 3 дюйма или меньше. Трехкулачковые патроны также лучше подходят для обработки более длинных заготовок, поскольку более длинный цанговый патрон ограничивает перемещение по оси Z.
Производительность шпинделя: Поскольку цанговые патроны легче по весу, они имеют меньшую массу, поэтому шпиндель токарного станка набирает скорость быстрее и снижает нагрузку на двигатель шпинделя.Кроме того, более легкий цанговый патрон позволяет обрабатывать более тяжелые детали на более высоких оборотах шпинделя.
Жесткие допуски: Для высокоточной обработки цанговые патроны поддерживают одинаковое усилие зажима вокруг заготовки, а не только в трех точках, и поэтому на них меньше действует центробежная сила. Это обеспечивает лучшую концентричность и большую точность.
Переналадка . Все зависит от вашего приложения. Цанговые патроны обычно требуют меньше времени на замену, однако трехкулачковые патроны подходят для большего диапазона диаметров без необходимости переналадки.
Конечно, есть ряд других вопросов, которые следует учитывать при принятии решения о том, какой тип патрона использовать, а также другие факторы, влияющие на производительность станков с ЧПУ. Разработчики приложений Gosiger могут помочь. Более 95 лет Gosiger обслуживает предприятия с ЧПУ, обеспечивая непревзойденное обслуживание и поддержку клиентов. Для получения дополнительной информации свяжитесь с ближайшим к вам офисом Gosiger .
Ремонт 3-кулачкового патрона токарного станка
Если ошибка изменилась с изменением сопряжения кулачка и штифта, значит, патроны неправильно прикреплены к конической поверхности кулачкового замка.Попробуйте покрасить лицевую часть шпинделя синим и посмотрите, насколько хорош контакт с задней пластиной, исправьте заднюю пластину, чтобы она была стабильной. Я использовал Plastigage на лицевой стороне шпинделя, чтобы проверить, получил ли я 100% контакт, просто удерживайте его каплей смазки или масла. Пометьте штифты номерами кулачков, чтобы всегда использовать одни и те же крепления, а патрон должен возвращаться в то же положение на шпинделе.
Пометьте штифты номерами кулачков, чтобы всегда использовать одни и те же крепления, а патрон должен возвращаться в то же положение на шпинделе.После того, как вы убедитесь, что задняя пластина крепится на шпинделе, сделайте проход на лицевой стороне задней пластины и немного очистите ее снаружи, чтобы сделать вещи квадратными и концентрическими.Я не очень беспокоюсь о том, что регистр плотно прилегает к выемке в патроне, но вы можете сделать это самостоятельно. Он должен быть установлен аккуратно, убедитесь, что выступ на задней пластине не входит в патрон. Если вы хотите потратить немного времени и посинить интерфейс между задней пластиной и патроном, у вас должен быть приличный и ровный переход.
При установке вы можете немного затянуть винты, а затем постучать по зажимному патрону по центру, если сзади есть небольшой зазор. У многих патронов кулачки приточены точно к внешней стороне патрона, так что это должно помочь выровнять кулачки по центру.
Если после этого кулачки не отцентрируются, попробуйте очистить внутреннюю часть патрона, обращая особое внимание на прилегание спирали к центральной втулке – если она ослабнет, ничто не сможет надежно центрироваться. Если все в порядке, очистите их и снова соберите.
Если ошибка все еще есть, характеризуйте ошибку – она такая же на том же образце? Меняется ли это в зависимости от стороны образца? Если вокруг примерно то же самое, вы можете переточить челюсти, если он повсюду на карте, шелуха, вероятно, в какой-то момент была перенапряжена (вероятно, горилла ее использует), и вы мало что можете сделать, чтобы это исправить.
Я делаю большую часть вышеперечисленного как само собой разумеющееся, поэтому я не знаю, улучшили ли это какие-либо патроны. Но большинство моих патронов можно установить и работать так, как я хочу, чтобы они немедленно работали, так что что-то должно быть в порядке.
(BTW: .002-.003, скорее всего, в спецификации патрона, если вы действительно хотите что-то получше, на которое вы можете надеть и заставить работать, вам нужно исследовать систему вставного патрона, такую как цанговый патрон 5C. Если у вас мягкие кулачки или патрон с точной регулировкой, вы можете сделать определенный диаметр с небольшой погрешностью, но вам придется снова отрегулировать, когда вы перейдете к чему-то другому.Вы можете попробовать множество вещей, приведенное выше является лишь кратким изложением.)
Если у вас мягкие кулачки или патрон с точной регулировкой, вы можете сделать определенный диаметр с небольшой погрешностью, но вам придется снова отрегулировать, когда вы перейдете к чему-то другому.Вы можете попробовать множество вещей, приведенное выше является лишь кратким изложением.)
Универсальные трехкулачковые универсальные патроны Bison с плоской задней частью, состоящие из двух частей Челюсти | ||||||||
| Щелкните, чтобы увеличить изображение | ||||||||
| Полусталь. Обычная спина. Высококачественные токарные патроны польского производства BISON. Патроны типа P290 включают в себя один набор главных кулачков, один набор реверсивных кулачков с твердым верхом и ключ для патрона. Пожалуйста, обратите внимание, что в нашей корзине для покупок будет отображаться «0» при доставке для заказов на сумму более 150 фунтов, но фрахт будет взиматься, и мы сообщим вам о расходах перед отправкой. | ||||||||
| Количество | Цена | Модель | Описание | Диаметр | Круг под болт | Выемка | сквозное отверстие | |
| | 565 долларов.00 | P290-5 Детали | 5 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 5″ | 4 1/2 “ | 3 15/16 “ | 1 1/4 “ | |
| | $ 602. 00 00 | P290-6 Детали | 6 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 6-1 / 4″ | 5 1/2 “ | 4 15/16 “ | 1 9/16 “ | |
| | $ 733.00 | P290-8 Детали | 8 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 8″ | 6 15/16 “ | 6 1/4 “ | 2 1/8 “ | |
| | 986 долларов.00 | P290-10 Детали | 10 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 10″ | 8 7/8 “ | 7 7/8 “ | 3 1/8 “ | |
| | $ 1377.00 | P290-12 Детали | 12 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 12-1 / 2″ | 11 1/4 “ | 10 1/4 “ | 4 “ | |
| | $ 2644. 00 00 | P290-16 Детали | 16 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 15-3 / 4″ | 14 1/4 “ | 13 “ | 5 1/4 “ | |
| | 5652 доллара.00 | P290-20 Детали | 20 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 19-3 / 4″ | 18 “ | 16 1/2 “ | 7 3/8 дюйма | |
| | $ 8757.00 | P290-25 Подробности | 25 “P290 3-кулачковый патрон Bison (двусторонние верхние кулачки) | 25″ | 23 “ | 21 1/2 “ | 9,9 “ | |
Патроны для мини-токарных станков
Патроны для мини-токарных станков Вы являетесь посетителем с 30.03.02
Copyright 2000-2002 Frank J.Хус, младший Дом
Мини-токарный станок Мини-мельница ленточнопильный станок Анодирование Притирка Ссылки Проекты Ресурсы Безопасность Премиум-контент
Мини-токарный станок: аксессуары Регулировка Возможности Патроны Циферблатные индикаторы Характеристики Получение Запущенный глоссарий Введение Материалы Модификации Мой магазин Работа Отзывы Зиг Заводская заточка инструмента Устранение неполадок в версиях настройки
Патроны: 3 “4-кулачковые 4”
3-кулачковые 4-дюймовые 4-кулачковые
5-дюймовые 3-кулачковые 4-кулачковые характеристики Вместимость задней пластины
Установка челюстей Монтаж челюстей
Дополнительные патроны
Содержание
Если вы еще не сделали этого, прочтите Заявление об ограничении ответственности (последнее обновление 18. 10.09)
10.09)
Крепежный патрон
Установка патрона на шпиндель может быть немного сложной, так как гайки должны быть вставлены и начаты на шпильках крепления патрона в узком пространстве между задней частью пластины шпинделя и передней частью отливки передней бабки.я не крупный парень (ну, во всяком случае, не очень высокий) но мои пальцы едва влезают в это Космос. Техника, которую я использую, заключается в том, чтобы держать гайку между кончиками двух моих указательных пальцев. пальцы, удерживая патрон на шпинделе большим и другими пальцами моего правая рука. Затем кончиками пальцев немного покручиваю орех, чтобы достать его. начал на шпильке.
Вот предложение Пола Чемберлена из 7×10 группа интересов:
Для монтажных шпилек я использовал нержавеющую сталь M6-25мм. болты с шестигранной головкой для моего 3-кулачкового патрона и болты с шестигранной головкой M6-30 мм из нержавеющей стали для моего 4-кулачкового патрона.Все Я повернул головы вниз к внутреннему диаметру гайки, оставив «плацдарм» для гайки и для облегчения совмещения гаек с резьбой. Теперь я могу установить патрон без используя технику третьей руки. (У меня все равно большие руки)
На фото ниже “постановка области “Пол рекомендует. Это действительно облегчает начало работы нить. Белые точки, отмеченные на шпинделе и патроне, помогают мне быстро сориентировать патрон со шпильками.Я использую белые точки для 3-кулачкового патрона и красные точки для 4-кулачкового патрона. патрон; два патрона используют разные наборы отверстий в шпинделе, поэтому точки сразу сориентируйте патрон с правильными отверстиями.
Есть одно отверстие шпинделя, которое разделяет
как 3-кулачковый, так и 4-кулачковый патрон, поэтому на нем есть как белые, так и красные точки.
Еще один совет от Р. Альберса:
Вот подсказка, о которой я не видел этой группы пока нет.Я заметил, что некоторые люди жалуются на то, что гайки на шпильках. для установки 3-х и 4-х кулачкового патрона. Согните кончик небольшой проволоки на 90 градусов и повесьте гайка на нем. Затем вы можете поместить гайку на конец шпильки и использовать палец или отверткой, чтобы крутить гайку до тех пор, пока она не начнет навинчиваться на шпильку. Конец провода гайка должна быть параллельна шпильке. После некоторой практики становится легче. я режу короткое плечо шестигранного ключа короче, чтобы он мог поместиться между отливкой передней бабки и шпильки, чтобы я мог удерживать установочные винты, которые производитель использовал для шпилек, и держать их от ввинчивания в патрон, когда я пытался затянуть гайки.Я использую тот же шестигранный ключ чтобы начать орехи. Он отлично работает и стоит очень мало. HF продает дешевые шестигранные ключи.
Чтобы снять гайки, я сначала ослаблю их с помощью гаечный ключ с открытым зевом, который идет в комплекте с токарным станком, затем возьмитесь за патрон в правой руке, чтобы не позволяйте ему упасть на пути, а затем открутите гайки большим пальцем.
Кулачковые патроны
3-кулачковые патроны поставляются с двумя наборами кулачков, которые называются внутри и за пределами челюстей.
Внутри челюсти Наружные челюсти
Внутренние губки называются так, потому что они могут захватывать внутреннюю часть поверхность цилиндра или кольца. Когда челюсти открываются, они расширяются, пока не будут удерживать цилиндр плотно.
Внутренние кулачки захват внутренних стенок цилиндра
Однако для большинства работ челюсти закрыты, чтобы захватить
внешняя поверхность заготовки.
Внутренние кулачки наружный диаметр захвата круглого прутка
Из-за этой двойной способности используются внутренние кулачки. чаще, чем снаружи челюстей.
Наружные губки имеют вогнутые поверхности для захвата, предназначенные для удержания работа с большим диаметром, чем это возможно с внутренними губками. Заготовка наибольшего диаметра который может удерживаться внутренними губками, составляет около 1,1 дюйма (28 мм), а максимальный размер при использовании внешние кулачки около 2,7 дюйма (68 мм)
снаружи челюсти, удерживающие диск 2-1 / 2 дюйма (63,5 мм)
4-кулачковые патроны поставляются только с один набор челюстей, но они двусторонние для достижения аналогичного эффекта.На большинстве 4-х челюстных патроны, каждая губка движется независимо от других кулачков, поэтому патрон называется независимый 4-х кулачковый патрон.
Нумерация кулачков патрона
Возможно, вам придется снять кулачки патрона перед использованием патрона. для удаления смазки сальникового уплотнения, в которой они обычно поставляются. Даже если твой патрон поступает чистым, в конечном итоге вам может потребоваться снять кулачки, чтобы удалить скопившиеся стружки или переключаться между внутренними и внешними челюстями.
Кулачки на 3-кулачковых патронах пронумерованы и должны быть переустановил в правильной последовательности. Если челюсти установлены не по порядку, кончики кулачков не будут встречаться в центре патрона, как показано на фото ниже. Если вы столкнулись с этой проблемой, просто снимите губки и снова вставьте их в нужное место. последовательность.
Челюсти установлены в неправильной последовательности: 1, 3, 2
Когда вы снимаете челюсти в первый раз, это хорошая идея
чтобы отметить прорезь, из которой снимается каждая губка, чтобы их можно было переустановить в
тот же слот, из которого они пришли. На своих патронах я использую закаленный пуансон, чтобы отметить пазы.
с 1, 2 или 3 точками.
На своих патронах я использую закаленный пуансон, чтобы отметить пазы.
с 1, 2 или 3 точками.
Пунш метки, обозначающие слот №3
На некоторых патронах прорези в патроне пронумерованы индивидуально. На других патронах Серийный номер патрона проштампован в слоте №1, а слоты №2 и №3 следуют против часовой стрелки. последовательность при взгляде на переднюю часть патрона.
Слот 1 на патрон с серийным № 1115
Если вы посмотрите на канал сбоку каждой челюсти, вы увидите убедитесь, что челюсти пронумерованы 1, 2 и 3.На некоторых патронах выбиты номера, до того, как челюсти затвердеют, а на других они написаны вибрирующим алмазом писец. Обычно цифры трудно разглядеть четко, поэтому яркий свет, скользящий по поверхности поверхность полезна.
На фото ниже номера челюстей слева канал, за которым следует буква B, за которой следует серийный номер патрона 1115. Обратите внимание, что 1 выглядит как прямая линия. Я не знаю, что означает буква B.
Номера губок и серийные номера
Во время производства губки шлифуются, чтобы они соответствовали определенным параметрам. патрон, поэтому не взаимозаменяемы с другими патронами того же размера. Это важно помнить, если, как и у меня, у вас более одной 3-дюймовой 3-челюстной забей в магазин. На нижних кулачках из другого 3-дюймового 3-кулачкового патрона буква B Сначала отображается серийный номер 4711, а затем номер челюсти.
Челюсти из другого патрона, заводской № 4711
На следующей фотографии числа выгравированы вибрирующим алмазным инструментом. Эти это внешние кулачки из того же патрона (# 4711), что и внутренние кулачки на фотографии выше.
снаружи кулачки из патрона # 4711
Если снять кулачки с патрона и поставить их на концы рядом друг с другом видно, что зубы расположены в шахматном порядке.
Клещи в 1, 2, 3 последовательности
Глядя на переднюю часть патрона со снятыми кулачками, вы
можно увидеть спиральную нить, которая зацепляет зубы челюсти. Если вы медленно поворачиваете ключ патрона
одно из ключевых отверстий, вы можете видеть, что передний край прокрутки патрона проходит мимо прорези
для челюсти.
Если вы медленно поворачиваете ключ патрона
одно из ключевых отверстий, вы можете видеть, что передний край прокрутки патрона проходит мимо прорези
для челюсти.
Этот передний край спирали должен входить в контакт с первым зуб каждой челюсти по очереди, в правильной последовательности, чтобы правильно переустановить челюсти.Если челюсти установлены не по порядку, кончики челюстей не будут встречаться в центре патрона.
Пока челюсти установлены в последовательности 1, 2, 3, они будут встречаться посередине. Однако, в зависимости от того, с какого слота вы начинаете, на самом деле есть три разных конфигурации, которые можно было выбрать. Для оптимального выравнивания челюстей лучше всего установите губки в гнезда, в которые они изначально были поставлены.
Установить кулачки проще всего, если патрон установлен на шпиндель, чтобы каждый паз можно было повернуть в удобное рабочее положение для вставки соответствующая челюсть.
Отверните нить прокрутки по часовой стрелке до упора. находится справа от прорези №1 для челюсти. Вдавите губку №1 в прорезь до упора. против свитка. Теперь, нажимая на челюсть большим пальцем, поверните зажимной ключ по часовой стрелке, чтобы переместить прокрутку против часовой стрелки, чтобы зацепить прокрутку первый зуб челюсти. Продолжайте до тех пор, пока передний край свитка не достигнет справа от второго слота. Вставьте челюсть №2 и повторите для челюсти №3.Если у тебя это есть правильно, все 3 кулачка должны равномерно встретиться в середине патрона, если вы проворачиваете их все путь внутрь.
Разборка трехкулачкового патрона
Как и в случае с другими частями токарного станка, вы часто можете улучшить плавность работы вашего патрона за счет его разборки, тщательной очистки и смазка внутренних движущихся частей. Хотя я не считаю это критичным, вы может захотеть пронумеровать похожие части ручкой Sharpie, прежде чем снимать их, чтобы могут переустановить их в тех же местах, откуда они пришли.
Если патрон сломан, вы можете смазать движущиеся части смазать небольшим количеством моторного масла или легкого машинного масла. Однако имейте в виду, что, когда вы раскручиваете патрон на токарном станке до нужной скорости, излишки масла будут выбрасываться наружу. от патрона центробежной силой, поэтому будьте готовы к этому и медленно раскручивайте его.
Компонент детали 3 “3-кулачкового патрона
Разборка 3-кулачкового патрона проста:
- Используйте ключ патрона, чтобы полностью выдвинуть кулачки, снимите челюсти
- Удалите три винта с плоской головкой, окружающие сквозной
- Вставьте указательный палец в центральное отверстие и выньте отливку. (вам может потребоваться сначала разобраться с этим)
- Снимите три болта крепления шестерни
- Снимите три конические шестерни
- Снимите пластину прокрутки; вам может потребоваться постучать по передней части сбоку отверткой, чтобы открутить
Для сборки выполните указанные выше действия в обратном порядке.Здесь снова вы можете нужно постучать по задней стороне пластины прокрутки, чтобы она встала на место. Обязательно замените челюсти в правильной последовательности, как описано в предыдущем разделе выше.
Различные небольшие патроны можно легко приспособить для пластина шпинделя 7×10. По крайней мере, одна, 3-дюймовая, 4-х кулачковая, устанавливается непосредственно на версии токарного станка с 6 отверстиями для крепления в шпинделе. См. Страницу Версии токарного станка для получения дополнительной информации об этой функции.Проверьте Тая Хоффера сравнение патронов.
Вопрос, который часто возникает при интересе 7×10 группа: «Какой самый большой патрон я могу использовать на 7х10». Для некоторых время, я считал, что 4-дюймовый патрон был самым большим, но в начале 2003 года я приобрел импортный патрон с 3 кулачками 5 дюймов от J&L Industrial. Я использовал этот патрон в течение некоторого времени и очень им доволен. Прочтите мой обзор продукта, чтобы узнать больше.
Вот патроны, которые я использую на своем токарном станке. Обратите внимание, что 4 ” патроны значительно массивнее трехдюймовых патронов. Все три моих дополнительных патрона имеют тот же логотип производителя. На прикладе 3-х челюстей отсутствует синяя эмблема, но похоже, это тот же планетный символ на японском языке. Дополнительные патроны кажутся равными по качеству к стоковому патрону.
Нажмите на патроны на фото, чтобы узнать о них больше…
Размер патрона
Вот максимальная грузоподъемность патронов, которые я использую:
Предупреждение: используйте значения максимальной мощности только в качестве ориентира.
Максимальные мощности были определены с использованием
патроны, которые у меня есть, но
может не подходить для патронов того же размера, произведенных другими производителями.
Обязательно протестируйте свои собственные патроны и убедитесь, что
что по крайней мере два полных оборота
ключа патрона удерживают кулачки патрона на месте при максимальном открытии.
Если ваш токарный мини-станок имеет поворотный патрон
блокировки, вам может потребоваться изменить ее для работы с
Патроны 4 и 5 дюймов. Я не рекомендую патроны диаметром 6 дюймов для токарного мини-станка –
слишком тяжелый.
На патронах диаметром 5 дюймов кулачки могут
простирайтесь достаточно далеко, чтобы ударить по путям.
Перед включением питания поверните патрон вручную, чтобы убедиться, что кулачки очистят
способами.
Патрон | Номер | сквозное отверстие Диаметр | Использование Внутри Клещи | с использованием снаружи кулачков |
| 3 “ 75 мм | 3-х кулачковые | ~ 5/8 “(.625 “) | 1,15 | 2,75 |
| 4 “ 100 мм | 3-х кулачковые | ~ 7/8 дюйма (0,875 дюйма) | 1,60 | 3.75 |
| 5 “ 125 мм | 3-х кулачковые | ~ 1
1/8 (1,125 дюйма) 28 мм | 2,0 50 мм | 5,25 133 мм |
| 3 “ 75 мм | 4-х кулачковые | ~ 3/4 (.750 “) | 2,0 | 3,75 |
| 4 “ 100 мм | 4-х кулачковые | ~ 7/8 ”
(0,875 дюйма) 22 мм | 2,5 63 мм | 4.75 120 мм |
| 5 “ 125 мм | 4-х кулачковые | ~ 1
1/8 (1,125 дюйма) 28 мм | 3,4 86 мм | 6,2 155 мм |
Примечание: отверстие в шпинделе токарного станка составляет 3/4 дюйма (.750) # 3 Конус Морса. На некоторых токарных станках он может быть немного больше.
3 дюйма 4-кулачковый патрон
Многие пользователи приобрели 3-дюймовый 4-кулачковый патрон от J&L Промышленный (P / N PCC-19500-A). Harbour Freight теперь продает версию этого патрона, артикул № 43581. который, как мне кажется, такой же, как и у J&L, но по более привлекательной цене. 49,95 долларов США. Патрон с 4-мя кулачками – почти незаменимый аксессуар. LMS также предлагает этот патрон, товар 1175, за 64 доллара.00. Если вам это нужно срочно, LMS, скорее всего, доставит вам больше быстрее, чем ВЧ.
На всех новых моделях токарных станков дополнительные отверстия в пластина шпинделя позволяет устанавливать этот патрон напрямую. В нем также есть углубление, которое точно сопрягается с выступом на пластине шпинделя. Вам понадобится 4 6 мм x 25 мм шпильки для крепления патрона. Я купил несколько нержавеющих винтов с головкой Phillips в компании Small Parts, Inc. и отключили головы для этого цель.
Автоматическое центрирование ложи – особенность 3-х кулачковой патрон не разделяется на 4-х кулачковые. Вместо этого вы получаете возможность точно центрировать заготовку. насколько позволяют ваши измерительные инструменты и терпение. Это плюс возможность зажимать прямоугольные и других нецилиндрических форм, сделайте 4-кулачковый патрон отличным дополнением к вашему инструменту кобура. Некоторые поклонники токарного станка, которые ценят точность и гибкость выше скорости и удобство предпочтение 4 челюсти 3 челюсти для повседневной работы.Для получения дополнительной информации см. страница моего 4-х кулачкового патрона.
С помощью этой патрон, но для этого вам нужно будет проделать некоторые трюки с державкой. Еще это позже …
Используя циферблатный индикатор, вы можете центрировать заготовку в 4-кулачковом патроне, чтобы точность менее 0,0005 дюймов. Чтобы привыкнуть к этому, нужно немного времени, но если вам нужно точное выравнивание, это правильный путь.
Разумеется, 4-кулачковый патрон будет удерживать прямоугольные и Работа нестандартной формы, которая не поместится в трехкулачковом патроне. Многих удивляет, что вы действительно может сделать куб в токарный станок с использованием 4-х кулачкового патрона.
4 дюйма 3-кулачковый патрон
Еще один полезный патрон – это 4-дюймовая 3-кулачковая челюсть. Он похож на стандартный 3-дюймовый патрон, но вмещает больший приклад (хотя и не такой большой, как 3 дюйма, 4 челюсти).Я купил свой на распродаже у J&L (PCC-04000-K) примерно за 40 долларов. К сожалению, патрон не устанавливается непосредственно на шпиндель токарного станка, поэтому у вас есть чтобы сделать опорную пластину адаптера (видна на рисунок).
Обновление 04/05/02
LMS теперь предлагает версию этого патрона, предмет
1698.
Конец обновления
Обновление 04.04.02
LMS теперь предлагает готовую опорную пластину, шт.
1692. Я не оценивал это, но похоже, что это гораздо более простая альтернатива, чем
создание с нуля
Конец обновления
Опорная пластина должна быть очень точно обработана для обеспечения минимальное биение.Я обнаружил, что это сложная и трудоемкая задача, но стоящая а также образовательная. Посетите сайт Тая Хоффера и группа 7×10 для информации по изготовлению переходной пластины.
5 дюймов 3-кулачковый патрон
5-дюймовый 3-кулачковый патрон, установленный на задней пластине.
В течение некоторого времени я придерживался мнения, что 4-дюймовый патрон – это самый большой патрон, который может эффективно использоваться на мини-токарных станках 7x.Мое мнение об этом изменилось, когда я увидел отчеты из Fozzybear и другие участники группы интересов 7x сообщили, что они использовали 5-дюймовые патроны. Естественно, пришлось опробовать это на собственном токарном станке.
При 5 кг это несколько массивно для этого маленький токарный станок , но работает хорошо и дает возможность держать большой запас чем патроны на 3 или 4 дюйма. Сквозное отверстие в патроне имеет диаметр более дюйма (около 1 1/8 дюйма), но самый большой приклад, который может пройти через шпиндель токарного станка, составляет 3/4 дюйма.Тем не менее, это позволяет вам надежно захватите кусок 1-дюймовой ложи, используя всю длину кулачков патрона.
Единственными реальными недостатками, которые я обнаружил, является то, что дополнительная масса означает, что занимает больше времени, чтобы набрать скорость и замедлить скорость, и потенциально опаснее, чем патроны меньшего размера из-за большего размера и массы. Если вы новичок в токарных работах, я определенно рекомендую вам получить хотя бы несколько месяцев опыта использования стоковой 3 ” перед тем, как перейти к патрону большего размера.
Для любого патрона диаметром более 3 дюймов вам понадобится задняя пластина, чтобы установить его на шпиндель токарного станка. LMS продает задние пластины для 4-дюймовых патронов, но я не видел ни одной для 5-дюймовых патронов. Вы можете сделать свои собственные, следуя инструкциям на обратной стороне моего патрона. листовая страница, но масштабирование размеров для 5-дюймового патрона.
Дополнительную информацию об этом патроне и изготовлении для него задней пластины см. В моем обзоре 5-дюймового патрона.
5-дюймовый патрон показан рядом с 3-дюймовым патроном.
Я купил патрон 5 дюймов в J&L Industrial продается за $ 63,35 (P / N PCC-05000E, 84,53 доллара США по состоянию на 12.03). Изготовлен тем же производителем, что и другие, с Голубая планета логотип. Enco также продает импортные 5-дюймовые патроны (P / N 270-4074, 67,95 долл. США на дату выпуска). 12/03) примерно за 60 долларов в своих рекламных проспектах. Хэнк Ньютон прислал мне фотографию своего патрона Enco, показано ниже. Похоже на версию J&L.
4-дюймовый 4-кулачковый патрон
Я купил этот патрон в 12/00 от Grizzly (P / N G1038, 114.95). Он хорошо работает на мини-станке, но вам придется сделать переходную пластину. смонтировать его. У этого патрона такой же логотип продавца планетарных систем в синем круге, что и у патрона 3 дюйма. 4-х челюстной от J&L и явно от того же производителя. К сожалению, оказывается что этот предмет, возможно, был снят с производства Grizzly. В моем счете это указано как “* DISC * CHUCK”, и я больше не могу найти его на их веб-сайте. Тем не мение, такой же патрон можно приобрести у J&L или у других поставщиков.
Обновление 04/05/02
LMS теперь имеет этот патрон, предмет
1588.
Конец обновления
Это самый большой патрон, который я могу рекомендовать. для мини-станка и, вероятно, такой большой патрон, какой вы можете эффективно использовать в любом дело. В этом патроне вы можете удерживать заготовки диаметром до 5 дюймов, и, если вы попробуете поработать кусок такого размера, вы обнаружите, что крутящий момент токарного станка и способность перемещать инструмент назад достаточно далеко стали ограничивающими факторами.
Обновление 04/01/03
Что ж, с тех пор я убедился, что 5-дюймовый патрон может быть
используется на мини-станке.Ознакомьтесь с моим обзором для получения дополнительной информации.
Конец обновления
Если вы купите 4-кулачковый патрон такого размера, вы сможете без 3-дюймовой 4-челюсти. Если вы можете позволить себе только один или другой, этот даст вам больше универсальности. С другой стороны, вы должны сделать опорную пластину для установки этого патрона, в то время как 3-дюймовая версия крепится непосредственно к пластина шпинделя мини-станка (на тех, которые имеют 6 крепежных отверстий).
Обновление 4/4/02
LMS теперь предлагает готовую опорную пластину, элемент
1692.Я не оценивал это, но похоже, что это гораздо более простая альтернатива, чем
создание с нуля
Конец обновления
Мини-токарный станок Мини-мельница ленточнопильный станок Анодирование Притирка Ссылки Проекты Ресурсы Безопасность Премиум-контент
Мини-токарный станок: аксессуары Регулировка Возможности Патроны Циферблатные индикаторы Характеристики Получение Запущенный глоссарий Введение Материалы Модификации Мой магазин Работа Отзывы Зиг Заводская заточка инструмента Устранение неполадок в версиях настройки
3-кулачковые патроны (гладкая задняя часть)
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения вашего товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеный или неиспользованный, с бирками и в оригинальной упаковке. Вам также понадобится квитанция или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы отправим вам этикетку с обратной доставкой, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу о возврате по адресу [email protected].
Повреждения и проблемы
Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения / невозвратные предметы
Некоторые типы предметов не могут быть возвращены, например, товары по индивидуальному заказу (например, специальные заказы или персонализированные товары) и товары личной гигиены (например, косметические товары).Мы также не принимаем возврат опасных материалов, легковоспламеняющихся жидкостей или газов. Свяжитесь с нами, если у вас есть вопросы или сомнения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат проданных товаров.
Обмены
Самый быстрый способ убедиться, что вы получите то, что вы хотите, – это вернуть имеющийся у вас товар и, как только возврат будет принят, совершить отдельную покупку для нового предмета.
Возврат
Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим вам, одобрен ли возврат или нет.В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Помните, что вашему банку или эмитенту кредитной карты может потребоваться некоторое время, чтобы обработать и опубликовать возврат.
3-кулачковые патроны – Принадлежности для токарных станков
Принадлежности для токарных станков
БОЛЬШЕ ЗАПРОСSC
66800
3-кулачковый патрон
БОЛЬШЕ ЗАПРОСPS
66810
Патрон спиральный с 4 кулачками
БОЛЬШЕ ЗАПРОСAS
66820
Конический спиральный патрон с 6 кулачками
БОЛЬШЕ ЗАПРОСAE
66830
Конический спиральный патрон с 8 кулачками
БОЛЬШЕ ЗАПРОССК
66840
Мощный спиральный патрон с 3 кулачками
БОЛЬШЕ ЗАПРОСПСК
66850
Мощный спиральный патрон с 4 кулачками
БОЛЬШЕ ЗАПРОСA1
66860
3-кулачковые патроны
БОЛЬШЕ ЗАПРОСSO
66870
Силовые мягкие губки
БОЛЬШЕ ЗАПРОСНБК
66880
Супертонкий патрон
БОЛЬШЕ ЗАПРОСMC
66890
Супертонкий квадратный патрон
БОЛЬШЕ ЗАПРОСтротил
66892
2-кулачковые патроны со стальным корпусом
БОЛЬШЕ ЗАПРОСNT
66894
3-кулачковые патроны со стальным корпусом
БОЛЬШЕ ЗАПРОСCT
66896
Регулируемый 3-кулачковый спиральный патрон со стальным корпусом
БОЛЬШЕ ЗАПРОСFCT
66898
Регулируемый 4-кулачковый спиральный патрон со стальным корпусом
БОЛЬШЕ ЗАПРОСТКТ
66900
Мощный регулируемый двухкулачковый патрон со стальным корпусом
БОЛЬШЕ ЗАПРОСкт
66905
Мощный регулируемый 3-кулачковый патрон со стальным корпусом
БОЛЬШЕ ЗАПРОСSE-ST
66912
Супертонкий патрон из нержавеющей стали
БОЛЬШЕ ЗАПРОСSE
66915
Супертонкий патрон
Зажим без деформации: от пластикового кулачка до гибридного патрона
Когда требуется обработка сильно деформируемых деталей, обычные 3-кулачковые патроны быстро достигают своих пределов.Если зажимное усилие слишком низкое, надежная фиксация отсутствует. Если они увеличены, детали деформируются и точность снижается.
Широкий выбор зажимных инструментов и приспособлений для бездеформационного зажима заготовок варьируется от сравнительно недорогих пластмассовых кулачков и маятниковых кулачков до специальных кулачков и многозажимных патронов с компенсацией колебаний до самоцентрирующихся магнитных патронов. Пользователи, которые ищут лучшее решение, должны сначала определить важность каждого отдельного приложения: какие компоненты должны обрабатываться и в каком размере партии? Заготовки загружаются вручную или автоматически? Насколько гибко можно использовать машину? Какие допуски формы и положения должны соблюдаться? На основе этих критериев можно выработать оптимальное решение, требующее эффективности и точности.
ПЛАСТИКОВЫЕ ЗАЖИМЫ: НИЗКАЯ АЛЬТЕРНАТИВА
Специальные губки из армированного стекловолокном пластика до сих пор считаются лучшими в области зажима заготовок с низкой деформацией. Их высокий коэффициент трения от 0,3 до 0,4 и угол охвата гарантируют передачу больших усилий обработки даже в случае малых усилий зажима.
В составе вспомогательной алюминиевой челюсти обеспечивает стабильность. Из-за низкий вес зажимного раствора, изготовленный из алюминиевых опорной челюсти и пластмассовой верхней челюсти, низкие центробежные силы возникают на челюсти во время поворота операции.Поэтому пластиковые губки также подходят для высоких скоростей обработки до 6000 об / мин, и при использовании на шлифованных или обработанных деталях не будет никаких следов зажима. Цена также привлекательна, потому что зажимные вставки можно заменять.
МАЯТНИКОВЫЕ ЗАЖИМЫ: ЭФФЕКТИВНЫЕ И НИЗКИЕ ЦЕНЫ
В то время как пластмассовые губки с высоким коэффициентом трения используются для зажима заготовок с низкой деформацией, количество точек зажима важно для маятниковых губок. Базовая версия маятниковых кулачков оснащена двумя зажимными вставками, которые удваивают точки зажима трехкулачкового патрона.Они доступны для зажима по внутреннему и внешнему диаметру и устанавливаются как верхние кулачки на базовые кулачки 3-кулачкового патрона. Точки контакта равномерно распределены по внешнему или внутреннему диаметру под углом 60 градусов. В результате маятниковые губки могут использоваться для обычного 3-точечного зажима, а затем трансформироваться в 6-точечный зажим с оптимальной компенсацией.
Каков эффект 6-точечного зажима? При идентичной силе зажима и двукратном увеличении точек зажима достижимая математическая точность хода увеличивается в 17 раз.Например, если отрезок трубы длиной 50 мм, изготовленный из алюминия, с внешним диаметром 60 мм и внутренним диаметром 50 мм, зажат с усилием 100 кН в обычном трехкулачковом патроне, математическая деформация составит 0,497 мм. Зажатие более 6-точечных маятников улучшает значение до 0,029 мм. Благодаря маятниковому движению кулачки патрона оптимально адаптируются к заготовке и компенсируют допуски формы в определенном диапазоне, например, в случае чугунных корпусов.
С помощью программ расчета можно определить необходимое движение маятника для соблюдения предварительно определенных допусков истинного хода.Например, математическая деформация заготовки из вышеупомянутого примера составляет 0,002 мм с 12-точечным маятником. Здесь следует подчеркнуть, что это расчетное значение , а не точное значение.
В случае конических компонентов может потребоваться решение с 24-точечным маятником для достижения требуемой точности. Заготовка будет радиально зажата на двух уровнях с 12 точками зажима, которые установлены с возможностью вращения. В свою очередь, оба уровня зажима расположены колебательно, так что все точки зажима плоско лежат на заготовке, и ошибки формы компонента могут быть скомпенсированы.
ПАТРОНЫ с 6 кулачками: ВЫСОКАЯ ТОЧНОСТЬ И ГИБКОСТЬ
Даже если маятниковые кулачки приводят к желаемому результату, они все равно могут достичь своих пределов, если требуется высокая точность повторения и точность обработки детали. В этом случае производители должны использовать патрон с 6 кулачками (например, ROTA NCR), поскольку он вращается и компенсирует. Для чистовой обработки или зажима предварительно повернутых поверхностей маятник должен фиксироваться в центральном положении, чтобы все шесть кулачков могли двигаться концентрически.
Патрон ROTA NCR состоит из центрального поршня патрона, который поддерживает три внутренних маятника, равномерно расположенных под углом 120 градусов. Каждая маятниковая губка связана с двумя базовыми губками. В результате получается заготовка, которая центрируется между шестью точками контакта, которые, в свою очередь, центрируются попарно. Поскольку усилия зажима выровнены по центру патрона, даже необработанные детали оптимально центрируются без совмещения с заготовкой. Благодаря своим качающимся кулачкам патрон идеально адаптируется к необработанной детали.
Для обычного зажима кулачков эта конфигурация обеспечивает максимальную округлость и оптимальное центрирование заготовки. Вместо дорогостоящих специализированных решений на стыке кулачков можно использовать обычные стандартные губки. Кроме того, верхние кулачки значительно легче маятниковых, а влияние центробежных сил сведено к минимуму. В отличие от применений с лицевыми панелями, вся операция зажима ROTA NCR выполняется быстро и точно. Благодаря высокой точности можно исключить некоторые дорогостоящие производственные операции, такие как операции шлифования во время чистовой обработки, поскольку допуски уже достигнуты.
МАГНИТНЫЕ ПАТРОНЫ С РАДИАЛЬНЫМИ ПОЛЮСАМИ: ДЕФОРМАЦИИ НЕТ
Патроны с электрически активируемыми постоянными магнитами работают еще эффективнее. Их регулируемые удлинители полюсов обеспечивают безопасный зажим заготовки без деформации. Без каких-либо дополнительных усилий наладки на магнитных патронах можно попеременно и точно обрабатывать детали различных размеров. Благодаря многоступенчатой регулировке удерживающего усилия детали легко выравниваются относительно патрона и быстро зажимаются без деформации.
позволяют выполнять 3-сторонние токарные операции за один установ или фрезерные операции с пяти сторон. Сравнительные измерения пользователей на месте показали, что время настройки можно сократить на 30–50 процентов с помощью технологии магнитного зажима. Когда время простоя станка сокращается, а обработка деталей становится более эффективной, решение с магнитным зажимом оказывается разумным вложением средств.
Кроме того, поверхностный зажим сводит к минимуму вибрации и предотвращает износ режущей кромки инструмента.В случае высококачественных инструментов технология магнитного зажима снижает затраты на инструмент, а также улучшает качество поверхности. В зависимости от области применения следует использовать магнитные патроны с автоматическим размагничиванием или с особенно высокими магнитными силами.
В так называемых гибридных патронах используется технология классического 3-кулачкового или 6-кулачкового центрирующего патрона наряду с технологией радиальной полюсной пластины. С помощью этих патронов заготовки автоматически центрируются изнутри или снаружи и быстро зажимаются без деформации.Гибридные патроны, используемые на шлифовальных или токарных станках с пневматическим или гидравлическим приводом, позволяют сократить время переналадки до 80 процентов и повысить производительность. (См. Таблицу 1 , которая следует сразу под этой строкой)
ВИРТУАЛЬНОЕ МОДЕЛИРОВАНИЕ ПУТИ ДЛЯ ОПТИМАЛЬНОГО ЗАЖИМА
Виртуальное моделирование может быть очень полезным для выбора правильного зажимного инструмента или устройства, поскольку оно помогает разработать оптимальную комбинацию зажимных инструментов и устройств, типа конструкции кулачков, высоты зажима, зажима сила и скорость.В случаях сложной геометрии и требований высокой точности, таких как подшипники, шестерни, корпуса турбонагнетателей, головки цилиндров или тормозные кольца, технология магнитного зажима дает впечатляющие результаты.