Как паять алюминий обычным оловом
Содержание:
Как паять алюминий обычным оловом и канифольюЕсли нет под рукой аргонодуговой сварки или специальных электродов, но паять алюминий нужно, то, можно обойтись и одним оловом. Изделия из алюминия являются самыми доступными и распространёнными, поэтому их часто приходится ремонтировать своими руками.
И хотя алюминий легко обрабатывается, паять его непросто. Основная проблема, возникающая при пайке алюминия, это оксидная плёнка на его поверхности. Разогретый алюминий быстро остывает, что мгновенно приводит к образованию окисей.
Поэтому в большинстве случаев для пайки алюминиевых изделий используют активные ртутные флюсы и сменные жала для паяльников. Однако если постараться, то можно запаять алюминий и обычным оловом, при помощи газовой горелки, канифоли и паяльника.
Подготовка алюминия перед пайкой
Для пайки алюминиевых изделий нужна высокая температура, намного выше, чем при пайке медных. Поэтому лучшим вариантом здесь будет использование газовой горелки или достаточно мощного паяльника, не менее чем на 100 Вт. Особенно актуальным данный совет оказывается при пайке объёмных алюминиевых изделий.
Особенно актуальным данный совет оказывается при пайке объёмных алюминиевых изделий.
Также понадобится олово и канифоль. Если есть, то лучше всего будет использовать самодельный флюс из канифоли на основе спирта. Перед пайкой алюминия соединяемые детали нужно правильно подготовить. Для этого места пайки хорошенько натираются кирпичом или песчаником.
Делается это с той целью, чтобы камень снял оксидную плёнку с поверхности алюминия. При этом пыль, которая образуется в момент зачистки убирать не нужно. Она остается на поверхности алюминия для последующего лужения канифолью.
Пайка алюминия обычным оловом и канифолью
После того, как поверхности алюминиевых изделий обработаны камнем, на них наносится тонкий слой разогретой канифоли. Можно использовать уже готовую жидкую канифоль, а можно растопить сосновую при помощи паяльника или газовой горелки.
Далее процесс пайки алюминия мало чем отличается от пайки меди или других, цветных металлов. Для этого берётся паяльник, и разогретое олово наносится на место спаивания деталей. Можно разогревать олово горелкой, а затем втирать его жалом паяльника в алюминий.
Для этого берётся паяльник, и разогретое олово наносится на место спаивания деталей. Можно разогревать олово горелкой, а затем втирать его жалом паяльника в алюминий.
Даже жидкое олово в виду особенностей алюминия не будет растекаться на поверхности детали. Поэтому берём паяльник и тщательно втираем олово в место соединения. При этом, как было сказано выше, из-за присутствия пыли на поверхности алюминия, разрушается оксидная плёнка.
После пайки даём деталям остыть, и проверяем соединение на прочность. И, как показывает практика, спаянное соединение алюминиевых изделий, таким образом, оказывается намного прочнее, чем из меди.
Всё это объясняется тем, что температура плавления меди намного выше, чем у алюминия. Также алюминий имеет большую способность диффузии с другими металлами.
Это наиболее простой и доступный способ соединить две детали из алюминия или «залатать» дыру. Он не требует каких-либо специальных средств и сварки. Вполне возможно, что способ окажется вполне пригодным для пайки деталей и из других цветных металлов.
Какой флюс лучше для пайки алюминия
При упоминании такого процесса, как пайка алюминия, многих мастеров бросает в холодный пот. Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Сегодня мы расскажем про все тонкости работы с этим металлом, чтобы развеять ваши страхи.
Почему алюминий плохо паяется
Металл, а также его сплавы, категорически не переносят пайку. Любые попытки нанести припой в зону соединения заканчиваются провалом – он просто не пристанет. В сравнении с медью и другими материалами, алюминий можно смело назвать самым худшим.
Причина кроется в таком явлении, как оксидная пленка. Алюминий достаточно активно и быстро реагирует с находящимся в воздухе кислородом. Даже после зачистки места пайки, поверхность быстро покрывается новым слоем оксида.
Пленка является собственной защитой алюминия. Она выдерживает большие температуры без разложения. Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Кроме того, в состав классического припоя входят олово, кадмий и другие элементы. Алюминий крайне неохотно контактирует с этими металлами, отказываясь образовывать соединение.
Сам металл обладает относительно низкой температурой плавления – около 660 градусов. Оксидная пленка наоборот, показывает высокие показатели стойкости к нагреву. Такая разница температур вызывает дополнительные осложнения в процессе спаивания.
Используем правильные компоненты
Чтобы пайка дала качественный, прочный шов, необходимо использовать припой с добавлением цинка. Этот элемент отличается хорошей растворимостью с алюминием и позволяет паять высокопрочные соединения.
Второй важный момент – удаление оксидной пленки. Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Более эффективными являются флюсы для алюминия. Их преимущества:
- быстрое действие;
- полное удаление оксида в зоне работы паяльником;
- способствуют более прочному соединению.
Для алюминия подходят только активные составы с достаточной реакционной способностью!
Основными компонентами таких растворов являются муравьиная, уксусная, олеиновая кислоты. Показатель их реакционной способности возрастает с нагревом. Таким образом, оксид полностью разрушается под флюсом, оставляя чистое место.
Выбор оптимального флюса
Для алюминиевых деталей подходят следующие составы:
- Ф59 – предназначен для относительно небольших температур, подходит для сплавов с медью и сталью;
- Ф61 – кроме алюминия подходит для других цветных металлов при температуре паяльника до 320 градусов;
- Ф54 (А) – выполнен на основе триэтаноламина, подходит для домашних работ;
- Ф64 – активный флюс для алюминия и сплавов (дюраль, силумин).


На практике также применяются и другие, импортные составы, однако их действие схожее с описанными.
Стоит отметить, что каждый флюс для Al имеет активные компоненты в своем составе: хлориды, кислоты и другие компоненты, небезопасные при контакте с человеком. Чтобы уберечь себя от последствий воздействия агрессивной среды, в процессе работы важно соблюдать правила безопасности.
Не стоит волноваться – при соблюдении правил пайка алюминия не вызовет трудностей.
Также рекомендуем прочитать:
Пластиковые карнизы: в чем их преимущество?
Алюминиевые трубы: свойства и применение
Нержавейка и её способы применения: где применяется нержавеющий лист?
Пайка– Прилипает ли припой к олову? (не алюминий)
спросил
Изменено 5 лет, 6 месяцев назад
Просмотрено 20 тысяч раз
\$\начало группы\$
Прилипает ли обычный (или не содержащий свинца) припой к олову или оловянная фольга ? Имеет ли олово достаточно низкую температуру плавления, чтобы оно плавилось вместе с припоем? Кто-нибудь пробовал паять медь с оловом обычным припоем?
(Я пытался гуглить, но все, что я нашел, похоже, касалось лужения паяльника)
Редактировать: Обратите внимание, я говорил о настоящем металлическом олове.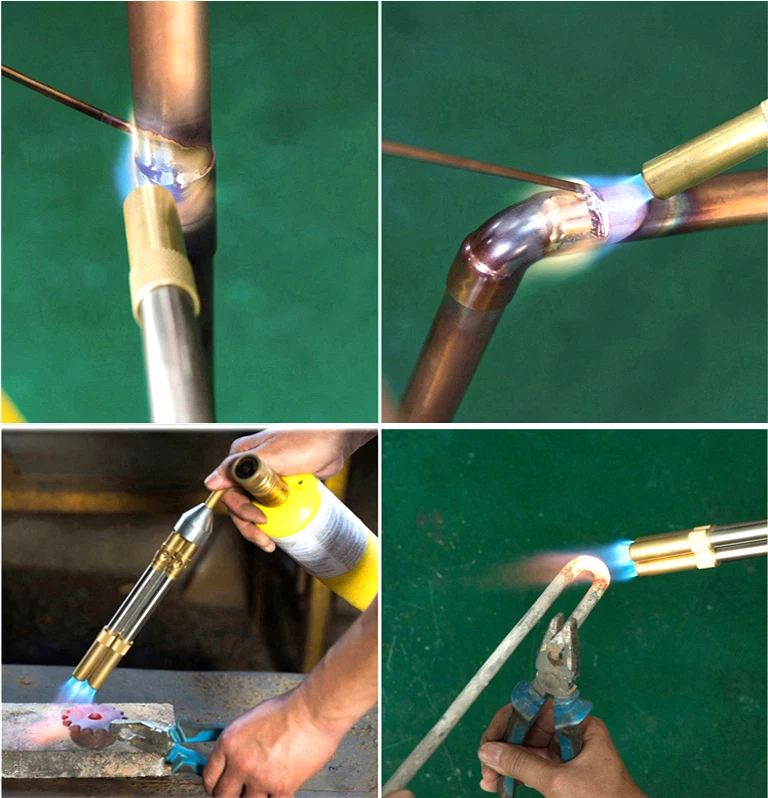
- пайка
\$\конечная группа\$
5
\$\начало группы\$
Обычный припой представляет собой смесь свинца и олова, так что есть вероятность, что да, он прилипнет к настоящему олову.
Имейте в виду, что большая часть того, что сегодня называют «оловянной фольгой», на самом деле изготовлена из алюминия. Вам придется потрудиться, чтобы найти фольгу из настоящего олова.
Общеизвестно, что алюминий трудно паять, на самом деле почти невозможно, но не совсем невозможно. По сути, вы должны исключить доступ кислорода к поверхности, к которой вы собираетесь присоединиться, что легче сказать, чем сделать.
Что касается настоящего олова, вы должны быть в состоянии паять с ним, так как большинство припоев для электроники содержат олово как часть сплава. Чистое олово будет плавиться при более высокой температуре, чем припой, поскольку температура плавления сплава ниже, чем у любого из отдельных компонентов, поэтому соединение должно быть паяным, а не сварным.
Чистое олово будет плавиться при более высокой температуре, чем припой, поскольку температура плавления сплава ниже, чем у любого из отдельных компонентов, поэтому соединение должно быть паяным, а не сварным.
\$\конечная группа\$
\$\начало группы\$
Температура плавления олова 232°C, так что оно действительно плавится при нормальной температуре пайки, как вы предполагаете. Однако пайка — это не сплавление двух металлов вместе. Возьмем, к примеру, медь. Температура плавления составляет 1084°C, поэтому ваш паяльник никогда не расплавит медь. Тем не менее, вы можете припаять его, потому что атомы вашего припоя мигрируют в верхний слой меди. Это происходит даже тогда, когда медь не плавится.

\$\конечная группа\$
\$\начало группы\$
Да, чистое олово смачивается припоем. Тем не менее, я считаю, что есть некоторые сплавы, которые делают это особенно трудным.
Если вы просто попытаетесь припаять что-либо непосредственно к большой оловянной детали (например, отливке), это будет чрезвычайно сложно из-за ее большой тепловой массы. Для этого вам придется использовать горелку или мощный паяльник.
В качестве альтернативы, если вы прикрепляете провод к большой детали, во многих случаях будет удобнее использовать шпильку (или болт), гайку и кольцевую клемму.
\$\конечная группа\$
\$\начало группы\$
Да. Олово (Sn) является основным компонентом припоев на основе олова. Если вы можете избежать коллапса расплавленного металла в шар, очень возможно сделать соединение.
\$\конечная группа\$
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
#60 Алюминиевый припой (олово/цинк) – Belmont Metals
#60 Алюминиевый припой (олово/цинк) – Belmont Metals- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложений
СВЯЗАННЫЕ СООБЩЕНИЯ
Преимущества легирования Ag сплавами Sn
Хотя олово (Sn) упоминается не так часто, как медь, это еще один металл, широко используемый в промышленности. Олово чаще всего используется в гальванике, где металл используется для покрытия других основных металлов, чтобы обеспечить защиту от других факторов, таких как коррозия. Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Читать далее
Оловянная проволока: распространенный припой для широкого спектра применений
Пайка применяется в различных отраслях промышленности, включая сантехнику, электронику, отопление/переменное оборудование и производственные процессы. Выбор правильного припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для применения, возможности соединения, а также прочность и твердость припоя. Оловянный провод – это…
Читать далее
Популярные области применения оловянно-цинковых припоев
Вы пытаетесь решить, подходит ли цинковый припой для вашего бизнеса? Цинк полезен при пайке, требующей более низких температур.
Читать далее
Легкоплавкие сплавы, содержащие индий: характеристики и применение
Часто, думая о металлических сплавах, мы учитываем прочность и долговечность металла, чтобы выдерживать ряд нагрузок, напряжений и экстремальных температур. Тем не менее, существует ряд производственных применений, где сплав должен иметь низкую плавкость. Легкоплавкий сплав, также называемый легкоплавким, может принимать жидкое или…
Читать далее
Приложения, использующие легкоплавкие сплавы
Легкоплавкие сплавы считаются легкоплавкими, потому что они плавятся при температурах ниже 300 градусов, часто комбинируются с другими металлами для повышения тех или иных свойств.