Пайка алюминиевых проводов в домашних условиях
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
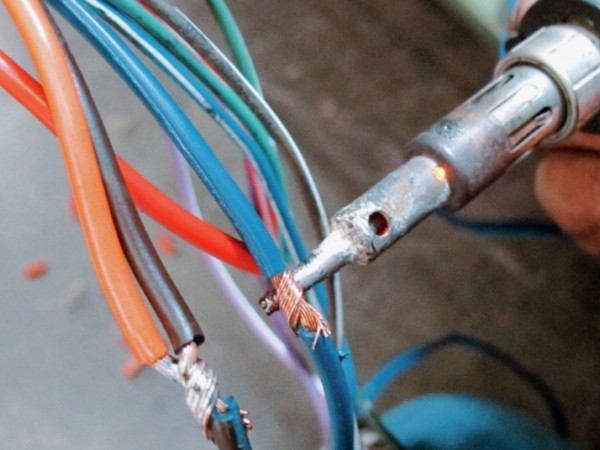
Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов
Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
 youtube.com/embed/dKfu29OZnwo” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/dKfu29OZnwo” frameborder=”0″ allowfullscreen=”allowfullscreen”> Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.


Таблица режимов пайки
Диаметр провода, мм | Расход материала, граммы | Продолжительность пайки, сек | |
припой | бензин | ||
2,5-4 | 1 | 5,5 | 25 |
6 | 1,5 | 7 | 30 |
10 | 2 | 11 | 55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Сварочный провод – паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева.
 Тут видно, что трубка начала рваться над швом.
Тут видно, что трубка начала рваться над швом.Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
#60 Алюминиевый припой (олово/цинк) – Belmont Metals
#60 Алюминиевый припой (олово/цинк) – Belmont Metals- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложений
СВЯЗАННЫЕ СООБЩЕНИЯ
Преимущества легирования Ag сплавами Sn
Хотя олово (Sn) упоминается не так часто, как медь, это еще один металл, широко используемый в промышленности. Олово чаще всего используется в гальванике, где металл используется для покрытия других основных металлов, чтобы обеспечить защиту от других факторов, таких как коррозия. Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Олово чаще всего используется в гальванике, где металл используется для покрытия других основных металлов, чтобы обеспечить защиту от других факторов, таких как коррозия. Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Читать далее
Оловянная проволока: распространенный припой для широкого спектра применений
Пайка используется в различных отраслях промышленности, включая сантехнику, электронику, отопление/переменное оборудование и производственные процессы. Выбор правильного припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для применения, возможности соединения, а также прочность и твердость припоя. Провод оловянный…
Читать далее
Популярные области применения оловянно-цинковых припоев
Вы пытаетесь решить, подходит ли цинковый припой для вашего бизнеса? Цинк полезен при пайке, требующей более низких температур.
Читать далее
Легкоплавкие сплавы, содержащие индий: характеристики и применение
Часто, думая о металлических сплавах, мы учитываем прочность и долговечность металла, чтобы выдерживать ряд нагрузок, напряжений и экстремальных температур. Тем не менее, существует ряд производственных применений, где сплав должен иметь низкую плавкость. Легкоплавкий сплав, также называемый легкоплавким, может принимать жидкий или…
Читать далее
Приложения, использующие легкоплавкие сплавы
Легкоплавкие сплавы считаются легкоплавкими, потому что они плавятся при температурах ниже 300 градусов, часто комбинируются с другими металлами для повышения определенных свойств.
Читать далее
Низкая температура плавления жидкого металла
Низкая температура плавления легкоплавких сплавов позволяет использовать их в самых разных областях. Температура плавления алюминия составляет 1220 градусов по Фаренгейту. Углеродистая сталь плавится где-то между 2600 и 2800 градусов по Фаренгейту, и температура должна подняться до 6150 градусов по Фаренгейту, чтобы расплавить вольфрам. Специализированные печи необходимы для…
Читать далее
Свяжитесь с нами
Припой с общим проводом | Присадочный металл | Сварочные изделия
РАД64001772
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
Показать полное описание Скрыть полное описание
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: РАД64001772
паспорт безопасности
ХАРГЛВИЗ90
1/4″ Harris® Gal Viz Самофлюсующийся припой 30% олова 50% свинца 20% цинка 5# трубка
1/4″ Harris® Gal Viz Самофлюсующийся 30% олово 50% свинец 20% цинк Припой 5# Тюбик
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/4″ Harris® Gal Viz Самофлюсующийся припой 30% олова 50% свинца 20% цинка 5# трубка
1/4″ Harris® Gal Viz Самофлюсующийся 30% олово 50% свинец 20% цинк Припой 5# Тюбик
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАРГЛВИЗ90
паспорт безопасности
HAR505061
1/8″ Harris® с твердым сердечником, 50% олова, 50% свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8″ Harris® с твердым сердечником, 50% олова, 50% свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР505061
паспорт безопасности
ХАР60Р61
1/8-дюймовая катушка Harris® с канифольным сердечником, 60 % олова и 40 % свинца, 1 # катушка
1/8″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с канифольным сердечником, 60 % олова и 40 % свинца, 1 # катушка
1/8″ Harris® с канифольным сердечником, 60% олова, 40% свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р61
паспорт безопасности
ЕСА69071030
ESAB® 1/8″ All-State® Rubbon® Самофлюсующийся алюминиевый припой Катушка 1 фунт
ESAB® 1/8″ All-State® Rubbon® Самофлюсующийся алюминиевый припой Катушка 1 фунт
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
ESAB® 1/8″ All-State® Rubbon® Самофлюсующийся алюминиевый припой Катушка 1 фунт
ESAB® 1/8″ All-State® Rubbon® Самофлюсующийся алюминиевый припой Катушка 1 фунт
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ЕСА69071030
паспорт безопасности
ХАР60401Б
Припой Harris® с твердым сердечником, 60 % олова, 40 % свинца, 1 № прутка
Припой Harris® с твердым сердечником 60 % олова и 40 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® с твердым сердечником, 60 % олова, 40 % свинца, 1 № прутка
Припой Harris® с твердым сердечником 60 % олова и 40 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60401Б
паспорт безопасности
HAR5050ТБ
Припой Harris® 50% олово 50% свинец 1 # трехметровый брусок
Припой Harris® 50 % олова 50 % свинца 1 # Трехметровый брусок
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® 50% олово 50% свинец 1 # трехметровый брусок
Припой Harris® 50% олово 50% свинец 1 # Трехметровый брусок
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР5050ТБ
паспорт безопасности
ХАР50501Б
Припой Harris® с твердым сердечником, 50 % олова и 50 % свинца, 1 пруток
Припой Harris® с твердым сердечником 50 % олова и 50 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® с твердым сердечником, 50 % олова и 50 % свинца, 1 пруток
Припой Harris® с твердым сердечником 50 % олова и 50 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50501Б
паспорт безопасности
ХАР60Р31
1/16-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/16″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/16″ Harris® с канифольным сердечником 60% олова 40% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р31
паспорт безопасности
ХАР1070К
Комплект алюминиевого припоя Harris® Al-Braze 1070
Комплект алюминиевого припоя Harris® Al-Braze 1070
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Комплект алюминиевого припоя Harris® Al-Braze 1070
Комплект алюминиевого припоя Harris® Al-Braze 1070
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР1070К
паспорт безопасности
HAR505065
1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, 5 #
1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой, катушка 5 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, 5 #
1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой, катушка 5 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР505065
паспорт безопасности
ХАР50А61
1/8-дюймовая катушка Harris® с кислотным сердечником, 50 % олова и 50 % свинца, припой 1 #
1/8″ Harris® с кислотным сердечником, 50 % олова, 50 % свинца, припой 1 # Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с кислотным сердечником, 50 % олова и 50 % свинца, припой 1 #
1/8″ Harris® с кислотным сердечником, 50 % олова, 50 % свинца, припой 1 # Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50А61
паспорт безопасности
ХАР60Р51
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка № 1
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р51
паспорт безопасности
ХАР500К
Harris® Al-Solder 500 85% олово 15% цинк алюминиевый припой
Комплект припоя Harris® Al-Solder 500 85% олово 15% цинк
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Harris® Al-Solder 500 85% олово 15% цинк алюминиевый припой
Комплект припоя Harris® Al-Solder 500 85% олово 15% цинк
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР500К
паспорт безопасности
ХАР50Р61
1/8-дюймовая катушка Harris® с сердечником из канифоли, 50% олова, 50% свинца, 1# катушка
1/8″ Harris® Канифольный сердечник 50 % олова 50 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с сердечником из канифоли, 50% олова, 50% свинца, 1# катушка
1/8″ Harris® с канифольным сердечником 50% олова 50% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50Р61
паспорт безопасности
ЕСА69070201
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ЕСА69070201
паспорт безопасности
ХАР60Р11
1/32-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/32″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/32-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/32 дюйма Harris® с канифольным сердечником 60 % олова и 40 % свинца Припой 1 # Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р11
паспорт безопасности
HAR604061
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР604061
паспорт безопасности
HAR604031
1/16″ Harris® с твердым сердечником, 60% олова, 40% свинца, припой, катушка 1 #
1/16″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16″ Harris® с твердым сердечником, 60% олова, 40% свинца, припой, катушка 1 #
1/16″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР604031
паспорт безопасности
HAR60R31/2POP
1/16-дюймовая катушка Harris® с канифольным сердечником, 60 % олова, 40 % свинца, катушка 8,7 #
1/16″ Harris® с канифольным сердечником 60 % олова 40 % свинца Припой Катушка 8,7 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16-дюймовая катушка Harris® с канифольным сердечником, 60 % олова, 40 % свинца, катушка 8,7 #
1/16″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой Катушка 8,7 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р31/2ПОП
паспорт безопасности
Найдите в Airgas широкий выбор проволоки для пайки от RADNOR™, Harris® и ESAB®, включая проволоку со смоляным сердечником, твердую сердцевину, самофлюсующуюся и кислотную.