Как паять алюминий: способы, технология, особенности
Содержание:
Самый эффективный метод пайки алюминия – аргонная дуговая сварка. Однако это оборудование очень дорогое и иметь его в домашних условиях крайне затруднительно. Кроме этого, сам электронщик должен обладать определенными навыками и знаниями в этой сфере, получить которые также проблематично. Есть несколько других способов, как паять алюминий – самостоятельно, без подобного дорогостоящего и громоздкого оборудования.
В данной статье будут описаны методы и способы пайки алюминия, доступные каждому электронщику, которые можно использовать в самых обычных домашних условиях. Дополнением изложенному материалу, в статье содержатся два видеоролика и одну подробную техническую статью, которую можно скачать в формате PDF.
Как паять алюминий.Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Способы пайки алюминия
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение.
[stextbox id=’info’]Трудности вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная пленка окисла Al2O3. Можно удалить эту пленку механически – например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой. [/stextbox]
[/stextbox]
Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов: две части цинка и восемь частей олова одна часть меди и 99 частей олова одна часть висмута и 30 частей олова Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть. Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Пайка алюминия сплавами.Пайка алюминия с помощью специальных флюсов
Стандартно применяемые флюсы не растворяют оксидную пленку на поверхности алюминия, поэтому надо использовать специальные активные флюсы. Флюс для пайки алюминия используется для работы с оловянно-свинцовыми припоями при рабочей температуре 250-360 градусов. Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности.
Химический состав типичных мягких припоев для пайки алюминия.Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Другие способы пайки алюминия
Существуют и нестандартные способы решения данной проблемы, например: Место пайки на алюминиевом изделия тщательно зачищают и наносят пару капель концентрированного медного купороса. Небольшой отрезок медной проволоки, зачищают сворачивают в кружок диаметром равным месту пайки, а свободный конец проволоки подключают к «плюсу» вывода батареи на 4,5 вольта. Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
После просушивания к этому месту можно приварить необходимые детали или провода обычным способом. В этом случае используется абразивный порошок, смешанный с небольшим количеством трансформаторного масла до получения жидкой пасты. Эту пасту наносят на очищенные изделия для пайки. Далее паяльник хорошо пролуживают и трут эти места до выделения на поверхности слоя олова. Затем детали промывают и далее паяют обычным методом.
Способы пайки алюминия.Для этого способа понадобится трансформатор. Его минус подключают к изделию, а к плюсу подсоединяют медный провод большого сечения, состоящий из более мелких жил. Если на короткое время подсоединять этот провод к месту будущее пайки, то будет произведена микропайка меди и алюминия, которая в дальнейшем позволит провести пайку проводов обычным методом. Для упрощения процесса можно использовать паяльную кислоту.
Материал в тему: что такое электрическая цепь.

Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
[stextbox id=’info’]При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. [/stextbox]
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64.
 Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п. - Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
 Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Пайка алюминия флюсом.Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов. Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие.
Это интересно! Все о полупроводниковых диодах.
Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000. Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия.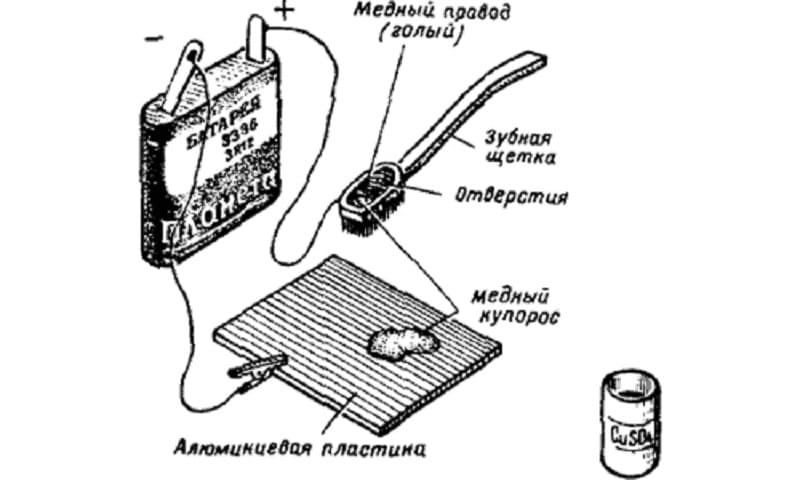 Там, где цветовое несовпадение недопустимо, их применение нежелательно. Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Там, где цветовое несовпадение недопустимо, их применение нежелательно. Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.

Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Как паять алюминий в домашних условиях.Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
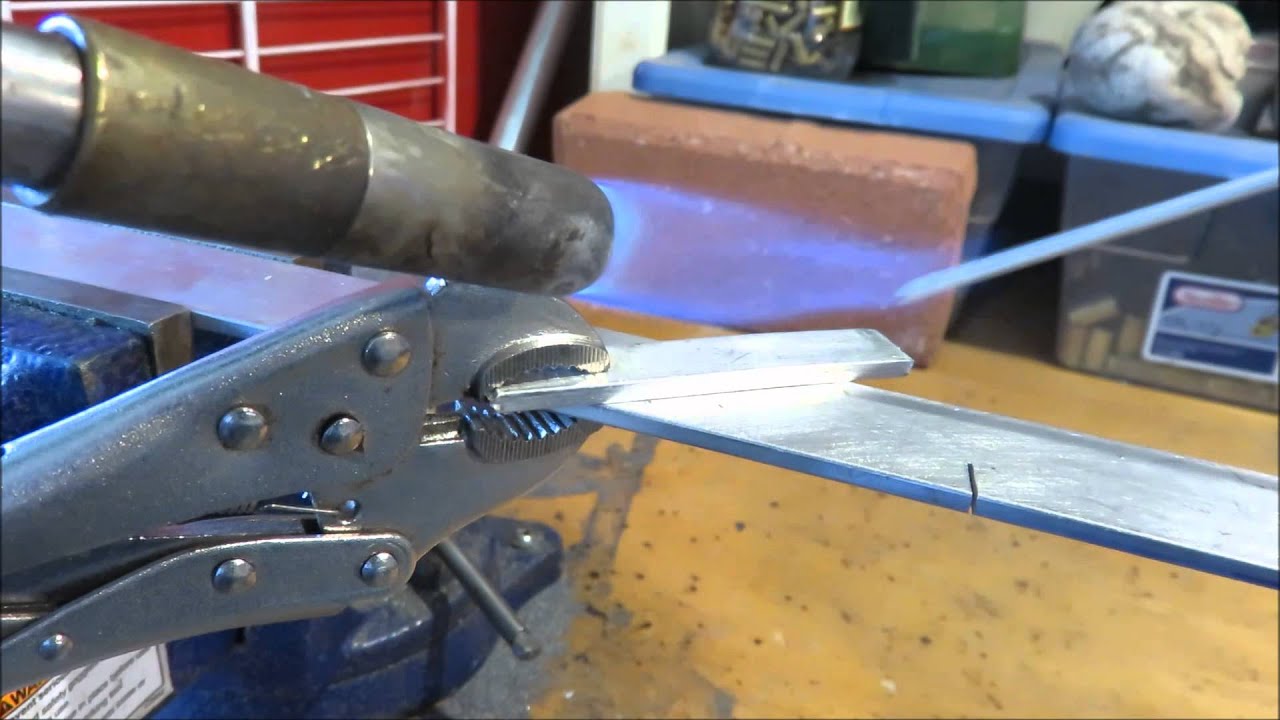
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
 Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
[stextbox id=’warning’]К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.[/stextbox]
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер.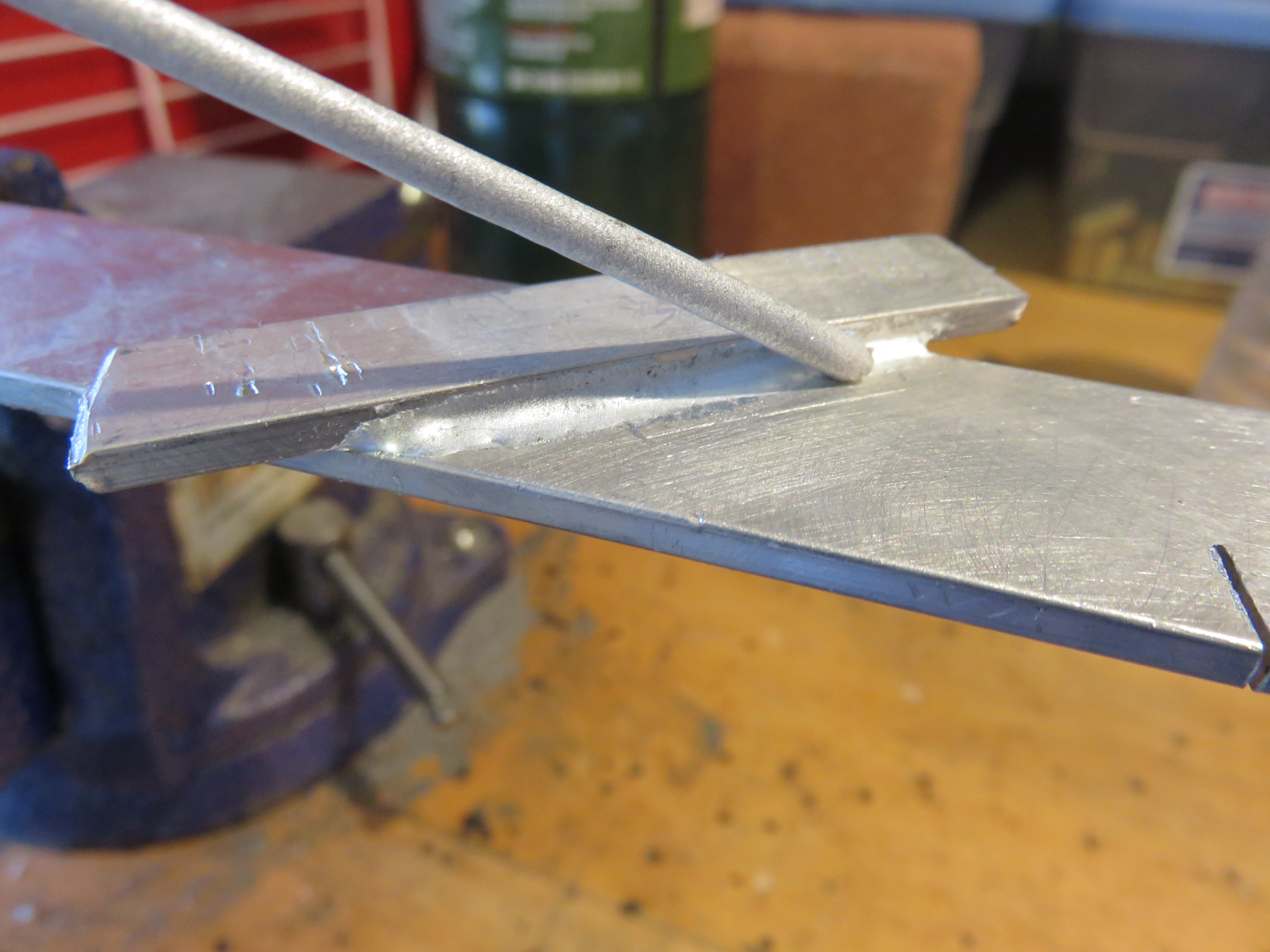 Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Заключение
Рейтинг автора
Написано статей
Более подробно о том , как паять алюминий и его сплавы, рассказано в статье Пайка металлов. Если у вас остались вопросы, можно задать их в комментариях на сайте. А также в нашей группе ВК можно задавать вопросы и получать на них подробные ответы от профессионалов. Для этого приглашаем читателей подписаться и вступить в группу.
В завершение статьи хочу выразить благодарность источникам, откуда мы черпали информацию во время подготовки материала:
www.sdelai-sam.pp.ua
www.xn--80aanab4adj2bicdg1q.xn--p1ai/%D0%BA%D0%B0%D0%BA-%D0%BF%D0%B0%D1%8F%D1%82%D1%8C-%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D0%B9-%D1%81%D0%B0%D0%BC%D0%BE%D0%BC%D1%83/
www. ra4a.ru
ra4a.ru
www.svarkalegko.com
www.remboo.ru
Предыдущая
ПайкаКак правильно залудить жало паяльника
Следующая
ПайкаЧто такое канифоль и для чего она нужна?
Как правильно паять алюминий
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение. В этой статье ЭлектроВести расскажут вам, как правильно паять алюминий.
Алюминий является одним из самых удобных материалов в практике конструирования. Мало уступая в прочности стали, он значительно легче обрабатывается, обладает хорошей электро и теплопроводностью, красивым внешним видом
Однако основная проблема, возникающая у любителей при работе с алюминием, это его пайка. Просто так алюминий не паяется. Причина невозможности пайки алюминия обычными методами – способность на воздухе очень быстро (за доли секунды) образовывать окисные пленки.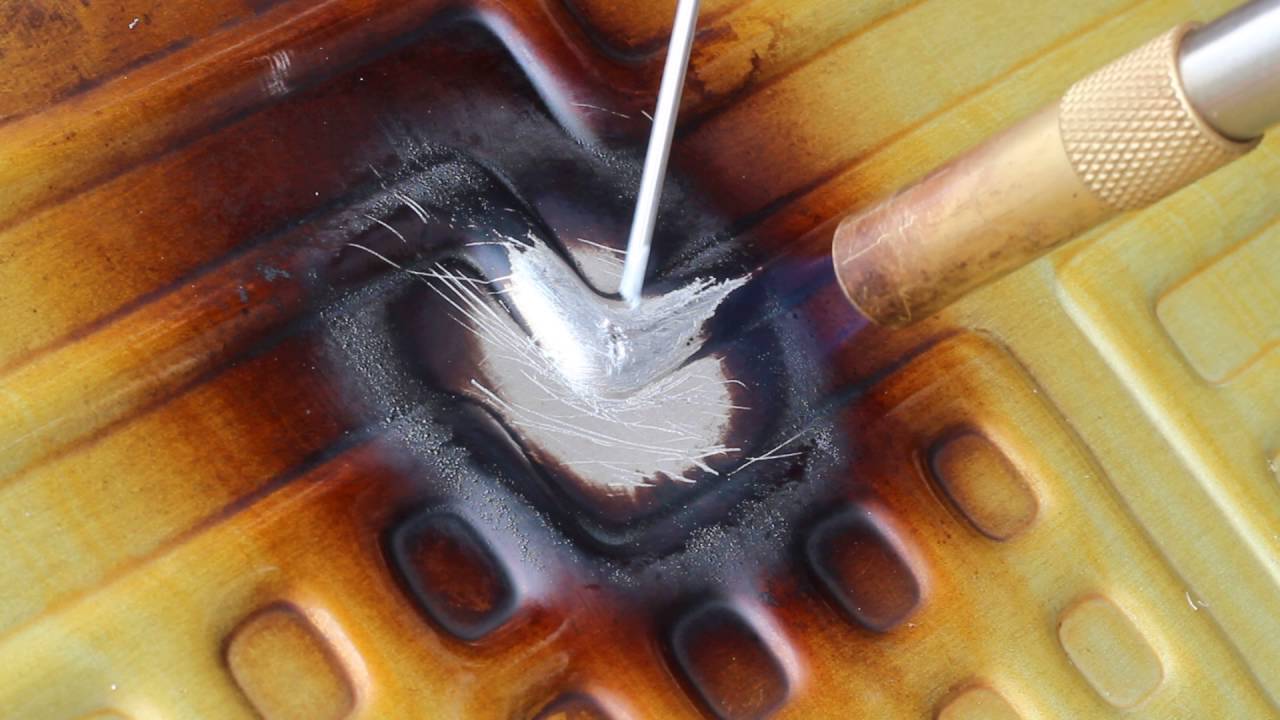 Поэтому разработанные ранее технологии требуют или специальных ртутных флюсов или специальных сменных жал для паяльников.
Поэтому разработанные ранее технологии требуют или специальных ртутных флюсов или специальных сменных жал для паяльников.
Чаще всего потребность в пайке алюминия возникает при ремонте резонансных стабилизаторов напряжения. В целях экономии все обмотки промышленных сетевых стабилизаторов выполнены алюминиевым проводом. Паять сами эти провода вовсе не обязательно. Достаточно прикрутить к ним хорошо паяющийся провод любым удобным для вас способом и паять уже не алюминий, а этот провод.
Но как быть, если необходимо паять не проводники, а например, самые неудобные для пайки плоские поверхности?
Предлагаемый способ осуществляется с помощью обычных припоя и канифоли обычным паяльником. Поскольку алюминий очень хорошо проводит тепло, паяльник лучше брать мощный 60-100 Вт. Если мощности вашего паяльника недостаточно для прогрева больших спаиваемых деталей, воспользуйтесь дополнительным параллельным нагревом с помощью газовой или электрической кухонной плиты.
Перед соединением место пайки следует тщательно натереть каким-либо крошащемся камнем (песчаником, кирпичом, куском засохшего строительного раствора, содержащего песок и т. п.). Камень очищает поверхность алюминия от толстой оксидной пленки. Песок и пыль, образующиеся в процессе зачистки, надо оставить на месте пайки. Сразу после натирания поверхность алюминия покрывается слоем расплавленной канифоли.
п.). Камень очищает поверхность алюминия от толстой оксидной пленки. Песок и пыль, образующиеся в процессе зачистки, надо оставить на месте пайки. Сразу после натирания поверхность алюминия покрывается слоем расплавленной канифоли.
Далее методика пайки мало отличается от пайки обычных материалов, разве что теперь жалом паяльника место пайки надо тщательней протереть, чтобы разрушить с помощью песка тонкую пленку окислов, успевших образоваться на очищенной поверхности перед нанесением канифоли.
Прочность спаянного алюминия оказывается выше, чем прочность паянной меди. Объясняется это низкой температурой плавления алюминия (гораздо ниже, чем у меди), а также большой способностью алюминия к диффузии в другие металлы.
Среди всех известных мне способов пайки алюминия этот способ является самым простым, дешевым и удобным. Он годится также для пайки любых других металлов.
Ранее ЭлектроВести писали, что исследователи из Национального института стандартов и технологий (NIST) и их коллеги продемонстрировали метод преобразования CO2 в CO при комнатной температуре. Новый подход может снизить уровень углекислого газа в выхлопных газах электростанций, работающих на ископаемом топливе. Это один из основных источников выбросов углерода в атмосферу.
Новый подход может снизить уровень углекислого газа в выхлопных газах электростанций, работающих на ископаемом топливе. Это один из основных источников выбросов углерода в атмосферу.
По материалам: electrik.info.
Цинк-алюминиевый припой 95/5
Цинк-алюминиевый припой 95/5 – Belmont Metals- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
СВЯЗАННЫЕ ПОСТЫ
Литье ювелирных изделий: преимущества сплавов олова и сплавов цинка
Для литья ювелирных изделий производители могут выбирать из широкого спектра основных металлов и сплавов для своих изделий. Наиболее распространенными металлами, с которыми знакомы потребители, являются золото, серебро, платина и стерлинговое серебро. Тем не менее, есть много других типов сплавов, которые можно использовать, включая олово и цинк. При определении сплава…
Наиболее распространенными металлами, с которыми знакомы потребители, являются золото, серебро, платина и стерлинговое серебро. Тем не менее, есть много других типов сплавов, которые можно использовать, включая олово и цинк. При определении сплава…
Читать далее
Высококачественный цинк: производственные преимущества для гранулированных и дробеструйных форм
Цинк — серебристо-белый металл, используемый в промышленном производстве. Этот металл используется для создания отливок, которые помогают создавать детали и компоненты для широкого спектра отраслей, таких как автомобильная, аэрокосмическая и другие отрасли. Другая форма или цинк, называемая оксидом цинка, может быть помещена в краски, чернила, пластмассы, фармацевтические препараты и даже батареи. …
Читать далее
Популярные приложения и использование цинковых сплавов
Многие неблагородные металлы сами по себе обладают определенными механическими, электрическими и тепловыми характеристиками.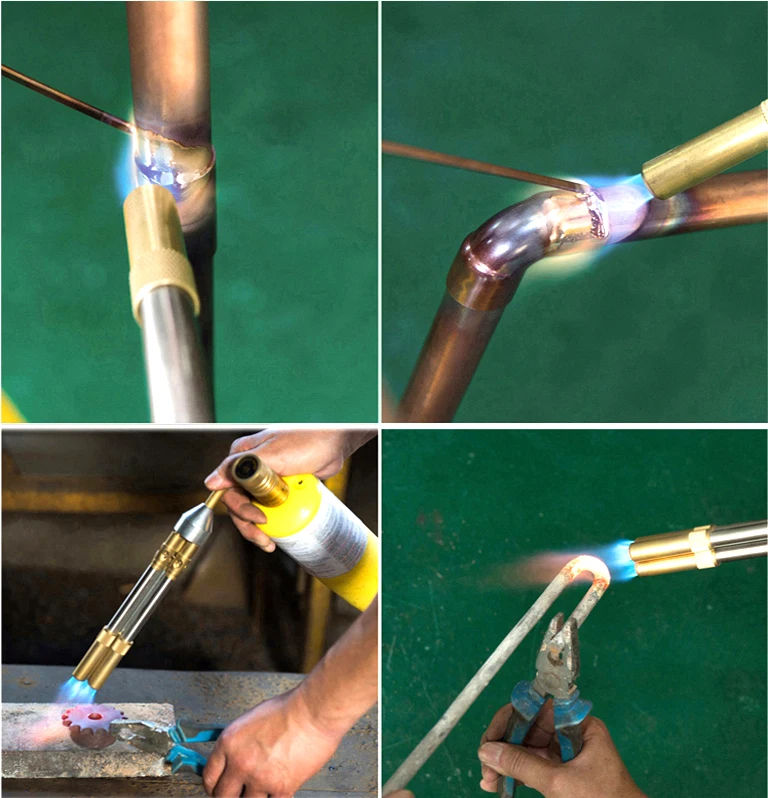
Читать далее
Преимущества добавления титана в цинковые сплавы
Цинк используется во многих областях, от литья под давлением до гальваники. Однако цинк сам по себе является хрупким и слабым. По этой причине его часто сплавляют с другими металлами, включая титан. Когда цинк сплавляется с титаном, он становится легким и исключительно прочным. Здесь, в Belmont Metals, мы предлагаем сплавы цинка и титана для производственных процессов. Свойства…
Читать далее
Преимущества добавления алюминия в цинковые сплавы
Компания Belmont Metals предлагает сплавы цинка, которые отлично подходят для пайки, литья под давлением и использования в качестве антикоррозионного покрытия. Цинк часто сплавляют с другими металлами для повышения его прочности и термостойкости. Свойства чистых форм цинка Чистые формы цинка…
Цинк часто сплавляют с другими металлами для повышения его прочности и термостойкости. Свойства чистых форм цинка Чистые формы цинка…
Читать далее
Выбор подходящего сплава баббита
Баббитовые металлы изготавливаются на основе свинца или олова, и из этого металла получаются отличные подшипники, которые легко заливать в качестве проекта «сделай сам». Однако, прежде чем залить подшипники, вы должны выбрать правильный баббитовый металл, чтобы обеспечить правильную и эффективную работу вашего двигателя или механизма. Если вы знаете состав…
Читать далее
Сурьма: обладающая долговечностью и универсальностью в сплаве с другими металлами
Полупроводники, подшипники машин и посуда изготавливаются из различных количеств металлических сплавов. Тем не менее, эти предметы также обладают одним общим фактором: сурьмой. Сурьма представляет собой полуметаллический элемент, который бывает как в виде порошка, так и в виде твердого и хрупкого металла. Обладая серебристым, розовато-белым внешним видом, этот элемент очень желателен, когда…
Тем не менее, эти предметы также обладают одним общим фактором: сурьмой. Сурьма представляет собой полуметаллический элемент, который бывает как в виде порошка, так и в виде твердого и хрупкого металла. Обладая серебристым, розовато-белым внешним видом, этот элемент очень желателен, когда…
Читать далее
Свяжитесь с нами
ALSOLDER™ 500 (85/15) Набор для алюминиевого припоя Комплект 1 банка
500K
Набор для алюминиевого припоя ALSOLDER™ 500 (85/15) с проволокой и флюсом в банке
Комплект ALSOLDER™ 500 представляет собой сплав для промежуточных температур, пригодный для пайки алюминия и других металлов, но не рекомендуется для магния. Часто используется для ремонта алюминиевых испарителей и пайки алюминиевых и медных трубок. При соединении алюминия с разнородными металлами необходимо учитывать возможность электролитической коррозии. AlSolder 500 также подходит для ремонта литейных цинковых сплавов. В комплект входит проволока с канифольным сердечником 85/15–1/16 дюйма (1,6 мм) и 1 унция (28,3 г) алюминиевого паяльного флюса Stay-Clean.
AlSolder 500 также подходит для ремонта литейных цинковых сплавов. В комплект входит проволока с канифольным сердечником 85/15–1/16 дюйма (1,6 мм) и 1 унция (28,3 г) алюминиевого паяльного флюса Stay-Clean.
Характеристики
- Алюминиевый припой для горелки или утюга
- Хорошее совпадение цветов на литом алюминии и цинке
- Образует превосходные коррозионно-стойкие соединения на устойчивых к пайке алюминиевых сплавах
- Не рекомендуется для магния
- Прочность на растяжение до 20 000 фунтов на кв. дюйм
- Удлинение 50% на 2 дюйма (механические свойства объемного припоя)
- Используется для ремонта алюминиевых испарителей и пайки алюминиевых и медных трубок
- Соответствует директиве EU Reach & RoHS
- В комплект входит 1 унция. (28 г) припоя и 1,75 унции. (49,6 г) Флюс для пайки алюминия STAY-CLEAN®
Предупреждение –
Рак и нарушение репродуктивной функции —
www.