Бабка передняя, самодельного токарного станка
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\default.gear_stb_dat
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Втулка.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Головка ключа.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Ключ.a3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Колесо зубчатое 1.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Колесо зубчатое.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Корпус.
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Корпус.m3d.bak
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Кулачок 1.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Кулачок 2.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Кулачок 3.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Ось.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Патрон самоцентрирующий трехкулачковый.a3dБабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Патрон самоцентрирующий трехкулачковый. a3d.bak
a3d.bak
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Рукоятка ключа.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Фланец.m3d
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80\Шестерня.m3d
Бабка из ступицы\Бабака перед СБ.a3d
Бабка из ступицы\Бабака перед СБ.jpg
Бабка из ступицы\Бабка Передняя_СБ.cdw
Бабка из ступицы\Бабка Передняя_СБ. cdw.bak
cdw.bak
Бабка из ступицы\Крышка.m3d
Бабка из ступицы\Ступица ГАЗ (66-02-3103015).m3d
Бабка из ступицы\Ступица ГАЗ (66-02-3103015).m3d.bak
Бабка из ступицы\Удлинитель шпинделя.m3dБабка из ступицы\Удлинитель шпинделя.m3d.bak
Бабка из ступицы\Шпиндель из цапфы ГАЗ66.m3d
Бабка из ступицы\Шпиндель из цапфы ГАЗ66.m3d.bak
Бабка из ступицы\Patron_D200_7100-0007_GOST_265-80
Бабка из ступицы
Станок CTX 510 ecoline DMG Mori
Универсальный токарный станок с оптимизированной скоростью хода.
Данная модель имеет высокую производительность, проста в управлении и пригодна для решения широкого спектра задач – все это вместе отвечает требованиям, предъявляемым современному оборудованию. Продуманный дизайн обеспечивает хороший обзор для оператора. Улучшенные характеристики достигаются за счет револьверной технологии со встроенным сервоприводом и скоростью хода до 30 м/мин.
Основные параметры станка CTX 510 ecoline
Высокую эффективность оборудования обеспечивают следующие преимущества:
- высокодинамичный шпиндель, чей крутящий момент достигает 166,5 Нм;
- револьверная головка с периодичностью смены инструмента до 1,4 сек;
- ускоренный ход по всем осям до 30 м/мин;
- задняя бабка, чьи перемещения регулируются автоматически;
- максимально большой диаметр для прохода прутка;
- система управления DMG MORI SLIMline® с современным пользовательским интерфейсом, операционной системой Operate 4.
 5 на базе платформы SIEMENS 840D solutionline;
5 на базе платформы SIEMENS 840D solutionline; - возможность управления в формате 3D;
- система авторизации DMG MORI SMARTkey®, открывающая доступ к настройкам оборудования в зависимости от квалификации пользователя;
- мгновенный доступ к сервисным пакетам посредством технологии DMG MORI Netservice.
 5 на базе платформы SIEMENS 840D solutionline;
5 на базе платформы SIEMENS 840D solutionline;Технические данные CTX 510 ecoline
Рабочая зона| Наибольший диаметр устанавливаемой детали | 680 мм |
| Наибольший диаметр устанавливаемой детали по поперечным салазкам суппорта | 465 мм |
| Диаметр обточки, максимальный | 465 мм |
| Быстрый ход (X) | 300 мм |
| Продольное перемещение (Z) | 1 050 мм |
| Быстрый ход (X/Z) | 30 / 30 м/мин |
Главный шпиндель
| Шпиндельная головка (плоский фланец) | 220h5 мм |
| Прохождение прутка | 76/90 мм |
| Диаметр шпинделя в передней опоре | 140 мм |
| Зажимной патрон | 250 мм |
| Мощность привода (40/100% цикла нагрузки) | 33/22 kW (AC) |
| Момент, максимальный (40/100% цикла нагрузки) | 630/420 Нм |
| Максимальный диапазон скорости | 3 250 об/мин |
Держатели инструмента
| Количество позиций инструмента | 12 |
| Станции приводных инструментов | 12 |
| Диаметр хвостовика (DIN 69880) | 40 мм |
| Характеристики привода (40 % цикла нагрузки), 4000 об/мин | 8,4 кВт |
| Момент, максимальный (40% цикла нагрузки) | 20 Нм |
| Максимальная скорость | 4 000 об/мин |
Задняя бабка
| Ход задней бабки (автоматически проходимая) | 850 мм |
| Центральный кернер | 5 МТ |
| Максимальная мощность задней бабки | 1 200 daN |
Направляющие
| Шариковинтовые передачи по осям X/Z (D × P) | 40×10 мм |
Масса
| Станок без транспортера стружки | 7 500 кг |
| Масса станка с транспортером стружки |
Опции \&
| Coolant spray gun with 5 bar | |
| Y-axis ±60 mm | – |
| Multiple clamping pressure for the main spindle | – |
| Tool measuring device in the work area, manually swivelled | – |
| Hydraulic hollow clamping device | – |
| MAPPS IV from MITSUBISHI | – |
| Automatic front door | – |
| Туманоуловитель для масла и эмульсии | – |
| Collet chucks | – |
| 8 additional M-functions for SIEMENS | – |
| Three-jaw chuck | – |
| Collets | – |
| Set of hard or soft jaws | – |
| ECOLINE Clamping-Kit | – |
| Hollow clamping cylinder with 90 mm bar capacity | – |
| Hollow clamping cylinder with 65 mm bar capacity | – |
| Steady rest for precise shaft machining up to | – |
| DMG Powertools (DMG Service Agent ECOLINE, DMG MORI Messenger) | – |
| Hydraulic steady rest with clamping range of 20 – 165 mm | – |
Система управления
15” DMG MORI SLIMline® с Operate 4. 5 SIEMENS 840D solutionline 5 SIEMENS 840D solutionline |
Применение CTX 510 ecoline
Машиностроение
Вал
Шкив
Передаточный вал

Преимущества DMG MORI SLIMline с Operate 4.5 SIEMENS 840D solutionline:
- Жидкокристаллический дисплей 15″ с высоким разрешением и удобным углом обзора;
- Относится к последнему поколению программного обеспечения с интуитивно-понятным интерфейсом;
- Позволяет регулировать и держать под контролем весь рабочий процесс – от первоначального чертежа до финального моделирования трехмерных деталей;
- Предназначен для использования в реальном режиме;
- Имеет в комплектации запоминающее устройство для хранения всех ваших действий и программ;
- Скорость обработки данных превосходит конкурирующие аналоги.
Бабка шлифовальная – Энциклопедия по машиностроению XXL
Шлифование наружных конических поверхностей на круглошлифовальных станках может быть произведено поворотом стола, поворотом передней бабки, поворотом бабки шлифовального круга. [c. 163]
163]Шлифование конусов с поворотом стола. Наружные конические поверхности с небольшим углом при вершине 2 шлифуют в центрах с поворотом верхней части стола на угол а (рис. 11.7, а). Повороты стола производят по делениям, нанесенным на одном из концов стола. Наибольший поворот стола допускается 6. .. 7°. Это дает возможность шлифовать коническую поверхность с углом 2а, равным 12—14°. Такая установка стола позволяет располагать обрабатываемую поверхность конуса параллельно направлению продольной подачи стола. Поперечная подача осуществляется бабкой шлифовального круга. [c.163]
Шлифование конусов с поворотом бабки шлифовального круга. [c.163]
Автоматизация движений бабки шлифовального круга быстрый подвод рабочая подача, выключение подачи в конечном положении, выхаживание, быстрый отвод и остановка в исходном положении. [c.443]
На шлифовальном станке 27 шлифуют одновременно все пять опорных шеек (см. рис. 54, в). Вал зажимается в центрах поджим осуществляется центром задней бабки. Шлифовальная бабка подводится на ускоренном ходу к распределительному валу, в конце ускоренного хода включается враще-
[c.99]
рис. 54, в). Вал зажимается в центрах поджим осуществляется центром задней бабки. Шлифовальная бабка подводится на ускоренном ходу к распределительному валу, в конце ускоренного хода включается враще-
[c.99]
Обычно действуют не один, а несколько факторов, в связи с чем характеристика настройки во времени имеет более сложную зависимость. Износ правящего инструмента на круглошлифовальных станках, работающих врезанием до упора в автоматическом цикле (при условии равенства импульсов перемещения исполнительных узлов, например перемещение прибора правки и бабки шлифовального круга на правку), приводит к систематическому росту диаметра шлифовального круга и, следовательно, к уменьшению размеров обрабатываемых изделий (рис. 29, б). [c.302]
АЛ обработки штока амортизатора, вала электродвигателя и др. Контрольный прибор устанавливают на бабку шлифовального круга, стол станка, переднюю или заднюю бабку. Измерительные головки подают на вал вручную
[c. 235]
235]
| Рис. 1. Схема контроля диаметра от-верстия калибром при обработке на внутришлифовальном станке /—двухступенчатый жесткий калибр, подводящийся к контролируемому отверстию при каждом двойном ходе бабки шлифовального круга —обрабатываемая деталь 3 — бабка шлифовального круга |
При подготовке прибора к первоначальному пуску следует убедиться в том, что работа станка с прибором осуществляется по заданному циклу как в части перемещения механических узлов, так и в части работы электрических схем прибора и станка (выдачи и исполнения управляющих и блокировочных команд). Проверку производят без цикла шлифования, причем бабку шлифовального круга устанавливают так, что исключается поломка прибора в случае несогласованности в цикле работы со станком (отводят на достаточное расстояние или без шлифовального круга).
[c.272]
Проверку производят без цикла шлифования, причем бабку шлифовального круга устанавливают так, что исключается поломка прибора в случае несогласованности в цикле работы со станком (отводят на достаточное расстояние или без шлифовального круга).
[c.272]
Таким образом, задачей прибора является определение момента, когда высота деталей превысит заданную, и выдачу вслед за этим соответствующей команды на опускание бабки шлифовального круга для компенсации его износа. [c.285]
Бабки шлифовальные — Направляющие [c.241]
Конструкция бабки шлифовального круга станка 313 показана на фиг. 5. Привод шпинделя осуществляется обычно от электродвигателя, установленного на корпусе бабки с помощью клиновых ремней. Во избежание передачи вибраций электродвигателя на бабку ротор электродвигателя следует тщательно балансировать рекомендуется применять двигатели на подшипниках скольжения. [c.528]
[c.528]J —передняя бабка 5 —задняя бабка 5 — бабка шлифовального круга [c.535]
У станков малого размера обычно бабка изделия устанавливается на столе, а бабка шлифовального шпинделя — на седле станины. Это вызывается тем, что у малых станков число ходов стола велико (достигает 200 в минуту) и пользоваться механизмом подачи несколько затруднительно. В табл. 6 приве- [c.542]
Бабка шлифовально-притирочной головки перемещается на круглых направляющих на роликах. Конструкция бабки позволяет применять шлифовально-притирочные головки с механическим разжимом брусков. Стержень для крепления хонинговальной головки соединяется со шпинделем конусным концом и затяжной гайкой. [c.588]Шпиндельные бабки шлифовальных станков [c.220]
Прямолинейность направляющих салазок, предназначенных для бабки ведущего круга (для станков с неподвижной бабкой шлифовального круга)
[c. 729]
729]
Перпендикулярность перемещения каретки к оси шпинделя шлифовального круга для станков без поворотной плиты с неподвижной бабкой шлифовального круга [c.732]
Перпендикулярность перемещения бабки шлифовального круга к оси шпинделя шлифовального круга для станков с подвижной бабкой шлифовального круга [c.732]
При наружном круглом шлифовании возвратно-поступательное движение продольной подачи осуществляется столом с закрепленной на ней заготовкой. Круговое движение подачи заготовки производится передней бабкой шлифовального станка, а поперечное движение подачи шлифовальным кругом осуществляется вне зоны обработки на каждый ход стола. Такой способ круглого шлифования называют осциллирующим шлифованием. [c.526]
Безалмазная правка осуществляется двумя методами 1) обкатыванием (рис. 396, а), когда правящий инструмент вращается от шлифовального круга вследствие сил трения 2) шлифованием (рис. 396, б), когда правящий инструмент получает принудительное вращение (от специального привода или от привода передней бабки шлифовального станка). [c.424]
[c.424]
В чем отличие задней бабки шлифовального станка от задней бабки токарного станка [c.63]
Станок состоит из (рис. 186) бабки / шлифовального круга 5 и бабки 2 ведущего круга 3, установленных на направляющих станины 4, устройств 6 для правки шлифовального и ведущего кругов. Шлифовальная бабка установлена на роликовых направляющих со стальными калеными планками. Направляющие качения обеспечивают легкость хода и исключают подрыв бабки на малых подачах при врезании — 0,0025 мм на одно деление лимба. Главное движение — вращение шлифовального круга осуществляется от асин- [c.254]
Для обработки плоских поверхностей торцом или периферией круга применяют плоскошлифовальные станки. На них возможна обработка и фасонных поверхностей, когда соответствующая форма придается периферии шлифовального круга. Наибольшим распространением пользуются плоскошлифовальные станки следующих типов. Станки с прямоугольным столом и горизонтальным шпинделем (см. рис. 183, е), в которых возвратно-поступательное движение продольной подачи s сообщается столу за каждый ход стола бабка шлифовального круга получает периодическое поперечное перемещение (поперечная подача 5 ), а после обработки плоскости шлифовальный круг осуществляет вертикальную подачу s . Станки с прямоугольным столом и вертикальным шпинделем, где заготовка обрабатывается торцом круга, диаметр которого превышает ее ширину шлифование ведется за один или несколько проходов стола, а круг периодически получает вертикальную подачу.
[c.257]
рис. 183, е), в которых возвратно-поступательное движение продольной подачи s сообщается столу за каждый ход стола бабка шлифовального круга получает периодическое поперечное перемещение (поперечная подача 5 ), а после обработки плоскости шлифовальный круг осуществляет вертикальную подачу s . Станки с прямоугольным столом и вертикальным шпинделем, где заготовка обрабатывается торцом круга, диаметр которого превышает ее ширину шлифование ведется за один или несколько проходов стола, а круг периодически получает вертикальную подачу.
[c.257]
Известен ряд примеров применения автоматических подна-ладчиков для бесцентрово-шлифовальных станков. Общим недостатком большинства из этих конструкций является необходимость перемещать на весьма малые расстояния массивную бабку шлифовального круга (массой в несколько сот килограммов). Это перемещение должно составлять всего несколько микрометров и трудно достижимо из-за погрешностей и деформаций промежуточных звеньев (от датчика до шлифовального круга), а также из-за недостаточной чувствительности механизма подачи.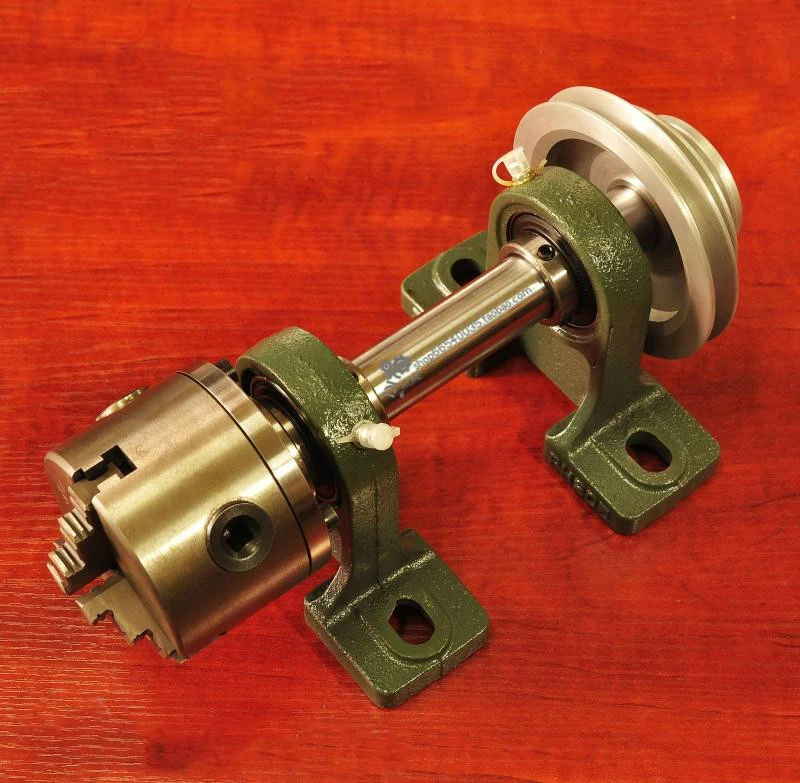 Эта чувствительность зависит главным образом от величины сил трения в цепи механизма подачи и в направляющих шлифовальной бабки. Для уменьшения этих сил применяют принудительную смазку направляющих специальными маслами под давлением, используют направляющие качения и шариковые пары винт — гайка стремятся сократить до предела кинематическую цепь подналадчика или перемещать через эту цепь не часть станка, несущую инструмент (бабку шлифовального круга и суппорт токарного станка), а упор, ограничивающий перемещение исполнительного органа. Такой путь является перспективным, что подтверждается испытанием некоторых опытных конструкций подналадчиков для шлифовальных станков.
[c.130]
Эта чувствительность зависит главным образом от величины сил трения в цепи механизма подачи и в направляющих шлифовальной бабки. Для уменьшения этих сил применяют принудительную смазку направляющих специальными маслами под давлением, используют направляющие качения и шариковые пары винт — гайка стремятся сократить до предела кинематическую цепь подналадчика или перемещать через эту цепь не часть станка, несущую инструмент (бабку шлифовального круга и суппорт токарного станка), а упор, ограничивающий перемещение исполнительного органа. Такой путь является перспективным, что подтверждается испытанием некоторых опытных конструкций подналадчиков для шлифовальных станков.
[c.130]
В Оольшинстве случаев скоба специальным устройством закрепляется на кожухе шлифовального круга. Это удобно при установке и съеме детали, так как бабка шлифовального круга отводится от детали на значительное расстояние. Такое закрепление удобно также при шлифовании одним кругом последовательно нескольких шеек обрабатываемой детали,
[c. 128]
128]
В начале цикла обработки, одновременно с подводом шлифовального круга, подается команда на подвод измерительной призмы. Сжатый воздух под давлением 4—6 кГ1см поступает в цилиндр 12, и шток 14 перемещает каретку 13 с корпусом 8 к обрабатываемой детали. Призма 15 твердосплавными опорами 11 сядет на обрабатываемую поверхность раньше, чем каретка 13 упрется в корпус устройства 12. Поэтому каретка будет перемещаться относительно корпуса 8, преодолевая действие пружин 5, которые создают усилие прижатия твердосплавных опор И к обрабатываемой поверхности. В процессе обработки изменение размера изделия через штифты 6, 9 ж 10 передается штоку индуктивного датчика 4. Измерительное усилие создается пружиной 7. В начале обработки идет съем припуска при черновой подаче. Когда величина припуска станет равной величине припуска на выхаживание, прибор выдает коман на прекращение подачи. По достижении изделием заданного размера по команде прибора осуществляется быстрый отвод бабки шлифовального круга и измерительной призмы в исходное положение. [c.161]
[c.161]
Выходным управляющим параметром при контроле в процессе обработки на впутришлнфовальных станках может быть непосредственно размер обрабатываемой детали (прямой метод контроля), положение режущей кромки шлифовального круга (косвенный метод контроля) или одновременно размер обрабатываемой детали и режущая кромка шлифовального круга (комбинированный метод контроля). В некоторых случаях при комбинированном методе контроля учитывается положение не режущей кромки инструмента, а органов станка, например, бабки шлифовального круга. [c.198]
| Рис. 5. Схема комбиЕшрованиого контроля диаметра отверстия по пред-варнтельло обработанному размеру и положению бабки шлифовального |
 В этом случае меньше загромождается зона обработки, исключается механизм ввода, так как устройство перемеш,ается вместе со столом станка и получаются измерительные головки с небольшой длиной измерительных рычагов. Но при такой установке устройства несколько увеличивается погрешность измерения за счет прерывистого
[c.204]
В этом случае меньше загромождается зона обработки, исключается механизм ввода, так как устройство перемеш,ается вместе со столом станка и получаются измерительные головки с небольшой длиной измерительных рычагов. Но при такой установке устройства несколько увеличивается погрешность измерения за счет прерывистого
[c.204]Подналадчики для контроля прутков после бесцентрового шлифования разработаны для осуществления контроля в диапазоне диаметров прутков от 1 до 50 лл и длийой от 1 до 5 м. Весь контролируемый диапазон схватывается четырьмя типоразмерами подналадчиков ОКБ-2570, ОКБ-1171В, ОКБ-2020 и ОКБ-1403, устанавливаемых рядом со станком на собственной станине и осуществляющих наряду с функциями контроля и подналадки функции транспортировки. Эти подналадчики могут работать практически со всеми, выпускаемыми в настоящее время бесцентрово-шлифовальными станками, имеющими механизм автоматической подачи бабки шлифовального круга, осуществляемой по сигналу, получаемому от подналадчика. [c.240]
[c.240]
Однако в нашей промышленности, и в частности на заводах по производству шлифуемых прутков, существует значительное количество станков (мод. 3180, 3182 и т. п.), не имеющих такого механизма. Для использования этих станков в автоматическом цикле может быть проведена модернизация их с минимальными затратами и практически без переделки основных механизмов. В качестве двигателя с редуктором для передачи малых перемещений бабке шлифовального круга бес-центрово-шлифовального станка мод. 3180 используют механизм МЭК-ЮК—360 (рис. 4). Механизм МЭК-ЮК—360 устанавливают на кронштейне / станка, закрепленном на месте верхней крышки бабки шлифовального круга. На выходном валу механизма посажена шестерня 2, находящаяся в постоянном зацеплении с шестерней 3. Последняя находится на ступице специального маховика 4, сидящего на валу червяка станка, вместо маховика ручной подачи бабки шлифовального круга. [c.240]
Фиг. S. Бабка шлифовального круга станка 313 а — продольный разрез (J — иопеоечный оазооз- / для поджатия верхнего вкладыша давлением масла 2 – поршеньки I-насос, подающий мaSдля пo tмa и Бабка шлифовального круга станка 313 а — продольный разрез (J — иопеоечный оазооз- / для поджатия верхнего вкладыша давлением масла 2 – поршеньки I-насос, подающий мaSдля пo tмa и
|
 562]
562]Swing frame grinder — Шлифовальный станок с поворотной шлифовальной бабкой. Шлифовальный станок, подвешенный на цепи в центре таким образом, чтобы он мог поворачиваться и качаться в любом направлении для шлифовки болванок, больших отливок или других тяжелых заготовок. В основном используется для удаления поверхностных дефектов и уменьшения шероховатости. [c.1059]
Технологический процесс ремонта ступицы переднего колеса курсовая 2010 по транспорту
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение: Приспособление для расточки отверстий в ступице
переднего колеса под обоймы подшипников
2.2 Устройство:1-гитара сменных зубчатых колес;2- передняя бабка с
коробкой скоростей;3- коробка подач;4-станина;5-фартук;6-суппорт;7-задняя
бабка;8-шкаф с электрооборудованием;9-ходовой вал;10-ходовой винт
2.3 Принцип работы:
Станина 4 представляет собой массивное чугунное основание, на
котором смонтированы основные узлы станка. Верхняя часть станины имеет
Верхняя часть станины имеет
две плоские и две призматические направляющие, по которым перемещаются
суппорт и задняя бабка; станина установлена на двух тумбах. Передняя бабка
2, внутри которой расположены главный рабочий орган станка шпиндель и
коробка скоростей. Шпиндель представляет собой полый вал, на правом
конце которого крепится приспособление, зажимающее заготовку (патрон,
планшайба). Шпиндель получает вращение от электродвигателя,
расположенного в левой тумбе, через клиноременную передачу и механизм,
состоящий из зубчатых колес, размещенных внутри передней бабки. Этот
механизм называется коробкой скоростей и служит для изменения частоты
вращения шпинделя. Суппорт 6- устройство для закрепления резца и
обеспечения движения подачи, т.е. перемещения резца в продольном и
поперечном направлениях. Движение подачи осуществляется вручную или
механически. Механическое движение подачи суппорт получает от ходового
вала 9 или (при нарезании резьбы) от ходового винта 10. Суппорт состоит из
Суппорт состоит из
каретки, перемещающейся по направляющим станины; фартука 5, в котором
расположен механизм преобразования вращательного движения ходового
вала и ходового винта в прямолинейное движение суппорта; поперечных
салазок; резцедержателя. Коробка подач 3 представляет собой механизм,
Замена подшипника передней ступицы Lexus LS600h. Ремонт ОТ и ДО
Комментарии к теме Замена подшипника передней ступицы Lexus LS600h
Нежибовский Карп
Костян тут еще че то разбирает, красава)
Джулия Гонтарева
А новый какой ставил?Можно номер его?
Дархан
вон оно как!!! с задним то подшипником оказывается все просто. передний мне часа три,если не больше, меняли на 156-ой. Интересные у тебя на канале видео про альфы
Севилья
What happens if you bearing is broken?
Амес
Молодец! конечно, НО не разведенные колодки опять перегреют ступицу и опять замена подшипника. .. разве не так???
.. разве не так???
Jay
Добрый день. Я так понимаю, если брать с пробегом до 50000 км, 3-4 годовалую, то в основном при проведении планового ТО, какие то косяки начнутся ближе к 120000 км пробега? Заранее спасибо за ответ!
Бекбол
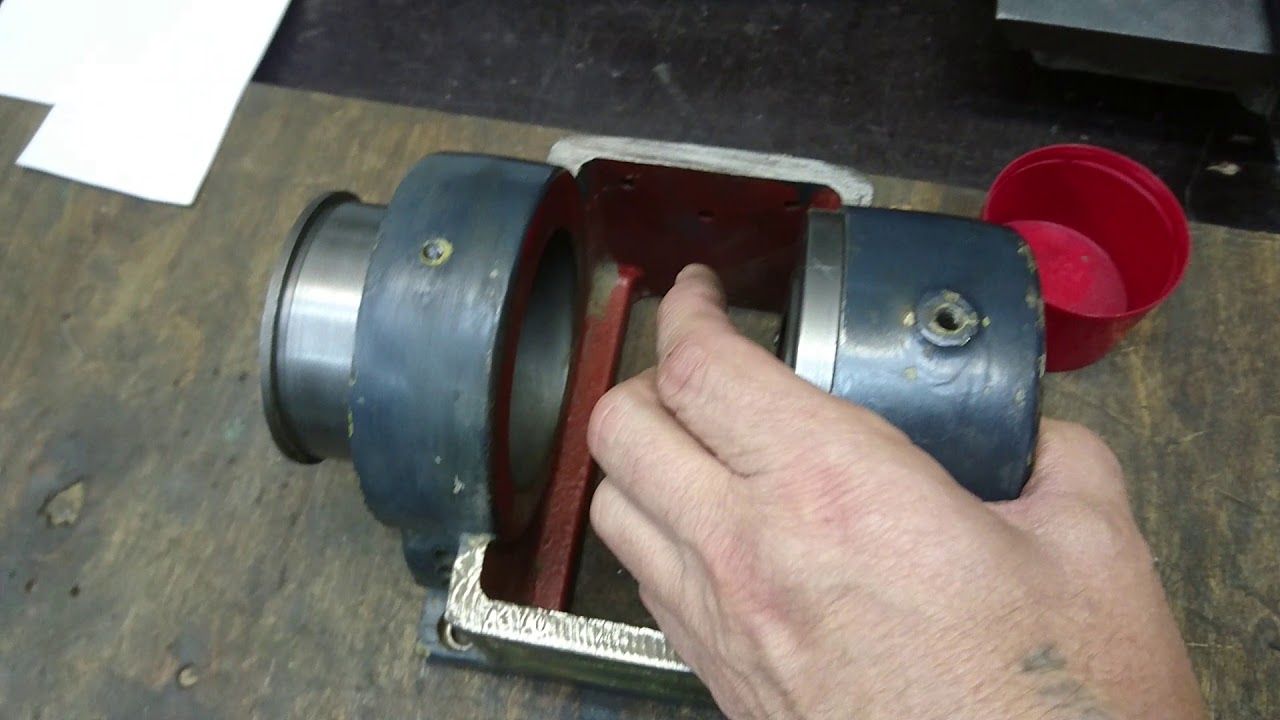
… роликовый подшипник можно не ставить… это единственный нужный подшипник в твоей бабке! шариковые можно выкинуть согласен. а этих два должно быть встречно и чтобы затяг регулировать можно было как на автомобильной ступице. иначе будет дробь при малейшем износе!!! передняя бабка самый важный узел. расстояние между подшипниками как можно больше и смазка жидкая заливаться. много видео смотрел. ни кто не придаёт особого значения роликовым подшипникам а зря! станина суппорт каретка всё конечно важно но при нагрузке все эти люфты выбираются главное чтобы сам резец не вибрировал. я хотел сначала ступицу от авто приспособить но мало расстояния между подшипниками… и пастели под обоймы должны абсолютную геометрию иметь на соостность и параллельность! что в ступицах маловероятно. изготавливать нужно уделяя особое внимание этому. все операции с одной установки в токарный станок. ну и смазка жидкая. иначе при первых оборотах её тупо выдавит роликами и узел будет работать всухую. а чертежи нафига они вам нужны? всё равно каждый из своего металлолома делает! принцип другое дело так из видео понятно… габариты другое дело. так опять кто во что горазд! всем успехов
изготавливать нужно уделяя особое внимание этому. все операции с одной установки в токарный станок. ну и смазка жидкая. иначе при первых оборотах её тупо выдавит роликами и узел будет работать всухую. а чертежи нафига они вам нужны? всё равно каждый из своего металлолома делает! принцип другое дело так из видео понятно… габариты другое дело. так опять кто во что горазд! всем успехов
Франклин
сегодня менял на пассате б3 но мля мучился я больше, что то ступица у вас быстро и легко вышла, а у меня только прессом гидравлическим, лайк за видео, так то помог 🙂 просто у меня лет 5 стояла без движений вот и получилось дольше, в принцыпе ничего сложного не наблюдал… PS у меня при повороте на лево появлялась вибрация, я думал правый, но оказался левый подшипник, поменял его и все стало отлично, теперь на скорости 120км/ч можно нормальным тоном общаться, а раньше при скорости 60 надо было громче разговаривать чем сейчас на 120 🙂
Припичев Абдумалик
Шланг пережимать нестоит.
Долынин Филя
Хочу брать, на что смотреть при выборе?!
Сурин
Все верно говоришь. У меня после проточки дисков при торможении на скорости от 60 и выше при несильном нажатии на педаль тормоза бьёт руль. Посмотрел сайлентблоки и увидел, что они порваны. Завтра буду их менять, посмотрю что получится.
Прокомментировать
Опубликовать
Отчет Кальво: шея и шея
Я предпочитаю покупать обувь исходя из ее функциональности, посадки, комфорта, цвета и (как я примадонна) того, как они выглядят!
Кроссовкидолжны обеспечивать мягкую поддержку, в то время как палубные туфли отлично подходят для моих живых выступлений, потому что они плоские и позволяют мне чувствовать педалборд под ногами, когда я нахожусь на петле. Классические туфли или ботинки должны сочетаться с моим гардеробом и (ограниченным) чувством стиля. Комфорт – это плюс, но не обязательное условие.
Какое отношение это имеет к гитарам? Что ж, мы тратим много времени на выбор подходящей обуви для каждого случая, но делаем ли мы аналогичные соображения при выборе наших гитар? Вы знаете, эти дорогие инструменты, которые мы жаждем и обожаем глазами, ушами и, что более важно, руками!
В этой части отчета Calvo Report я подумал, что было бы интересно изучить анатомию грифа электрогитары и поближе познакомиться с некоторыми вариантами, которые у нас есть (и, возможно, даже не рассматривали) при выборе нового инструмента.
Древесина для шеи
Клен и красное дерево – чрезвычайно прочная и стабильная древесина, что делает их отличным выбором для гитарных гитар. Обжарка клена – отличный способ добавить дополнительную крепость, и получившийся винтажный оттенок чрезвычайно приятен для глаз, особенно когда используются сорта «с высоты птичьего полета», вьющиеся или пламенные.
Накладка на гриф из дерева
Гитары Revstar имеют гриф из красного дерева и гриф из розового дерева. Гриф (иногда называемый грифом ) приклеивается к грифу гитары.Эбеновое дерево, палисандр и клен – одни из самых популярных видов древесины для накладки грифа. Грифы из клена обычно имеют сатиновую или глянцевую отделку, в то время как палисандр и эбеновое дерево обычно остаются незавершенными с открытой текстурой древесины. Я предпочитаю более темную древесину, так как она лучше смотрится на камере во время моих видеоуроков, к тому же на этом фоне легче увидеть, что делают пальцы. Также могут быть небольшие тональные различия между тремя материалами, но я не уверен, что даже самый проницательный слушатель сможет определить разницу между тремя материалами грифа в тесте «с завязанными глазами».
Также могут быть небольшие тональные различия между тремя материалами, но я не уверен, что даже самый проницательный слушатель сможет определить разницу между тремя материалами грифа в тесте «с завязанными глазами».
Радиус накладки грифа
Это относится к положительному изгибу (выпуклая или дугообразная форма) грифа от нижней E-струны до высокой E-струны. Это чрезвычайно важная деталь, на которую следует обращать внимание при выборе гитары. Винтажные инструменты обычно имеют радиус 7 или 9 дюймов. Эти гитары часто отлично подходят для игры на аккордах, но необходимо уделять особое внимание резьбе в верхней части грифа, чтобы изгибы оставались чистыми и не перекрывались.Многие современные гитары имеют радиус 10, 12 или даже 13 дюймов. Эти более плоские выпуклости часто лучше подходят для игры на слайд-гитаре в стандартной настройке, а также для чистого, непрерывного изгиба в более высоких областях грифа.
Грифы со сложным радиусом также распространены. Например, радиус гайки может начинаться с 10 дюймов и постепенно выравниваться до выпуклости 16 дюймов в верхних областях накладки грифа. Доступны различные соотношения компонентов, которые мастер может настроить в соответствии с вашими предпочтениями.
Например, радиус гайки может начинаться с 10 дюймов и постепенно выравниваться до выпуклости 16 дюймов в верхних областях накладки грифа. Доступны различные соотношения компонентов, которые мастер может настроить в соответствии с вашими предпочтениями.
Проволока для ладов
Гитары Revstar имеют большие лады и полные С-образные профили грифа.Лады обычно изготавливаются из нейзильбера (сплава, который на самом деле не содержит серебра) или нержавеющей стали, и они бывают разной высоты и ширины. Это может быть одним из самых важных соображений для большинства игроков.
Некоторым гитаристам нравится ощущать гриф под пальцами и они могут предпочесть меньшие узкие лады для физического соединения.Тем не менее, я предпочитаю большие лады (например, те, что есть на гитарах Yamaha Revstar ), потому что я считаю, что сгибание струны, глиссанди и смещение позиции легче на более крупной струне. Обратной стороной больших ладов является то, что вы должны быть осторожны, чтобы не давить слишком сильно, так как это повлияет на высоту нот под вашими пальцами. (Ноты будут слегка изгибаться, если приложить слишком большое давление.)
(Ноты будут слегка изгибаться, если приложить слишком большое давление.)
Профиль грифа и отделка
Грифыдоступны в широком диапазоне профилей, в зависимости от марки и стиля гитары.Полная C-образная, неглубокая, V-образная и тонкая широкая – все это термины, используемые для описания толщины и ощущения шеи. Однако эти термины не обязательно относятся непосредственно к фактическому размеру, поэтому они могут отличаться.
Отделка грифа также играет важную роль в общем ощущении от гитары. Лично я предпочитаю гриф с атласной отделкой, так как это позволяет моей руке свободно скользить по поверхности. Глянцевые покрытия износостойкие, но они, как правило, «липкие» на ощупь. Шейки с масляной обработкой также популярны, и, поскольку они обычно тоньше, они создают ощущение натурального дерева под вашими пальцами.
Длина шкалы
Две самые популярные длины шкалы для электрогитар – 24¾ ”и 25½”. Меньшая длина шкалы (как на моделях Yamaha Revstar , SBG Series и SA2200 ) сближает лады, а гайку – ближе к вашему телу. Натяжение струны также ниже, что позволяет легче сгибать струну.
Натяжение струны также ниже, что позволяет легче сгибать струну.
Я определенно рекомендую меньшую длину шкалы для людей с маленькими руками и маленькой рамой тела и большую длину шкалы (как предусмотрено моделями Yamaha Pacifica ) для игроков с большими и сильными руками.Конечно, это, в конечном счете, предпочтение игрока.
Yamaha Pacifica 112VM отличается кленовым грифом и увеличенной шкалой.Количество ладов
Гриф с 22 ладами – самый распространенный на электрогитарах. (Все современные электрические модели Yamaha имеют 22 лада.) Однако, если по какой-то причине вам нужно получить доступ ко всем четырем октавам на вашей гитаре (откройте низкую струну E до высокой E), вам понадобится гриф на 24 лада.
Материал и ширина гайки
Гайка Revstar. Доступно множество вариантов гаек, и выбор может варьироваться от производителя к сборщику и модели гитары. Обычно используются кость, кориан, пластик, мочевина и латунь, и каждый из них влияет на звучание гитары. Прорези для гаек должны позволять струнам свободно скользить между настроечными штифтами и мостом, и обязательно, чтобы они были обрезаны с высокой точностью для каждого калибра струн, чтобы гарантировать идеальную интонацию по всей длине струны.
Прорези для гаек должны позволять струнам свободно скользить между настроечными штифтами и мостом, и обязательно, чтобы они были обрезаны с высокой точностью для каждого калибра струн, чтобы гарантировать идеальную интонацию по всей длине струны.
Расстояние между строками
Ширина грифа – и, следовательно, ширина порожка – также определяет расстояние между каждой струной.Игроки с большими руками и пальцами могут захотеть найти широкую шею с большим расстоянием между струнами. В качестве альтернативы, если у вас маленькие руки и вы изо всех сил пытаетесь облегчить звучание аккордов и формы гаммы на широкой грифе, вам может подойти короткая (24 дюйма) гриф с узкой шириной орешка.
Анкерный стержень
Внутренняя металлическая анкера позволяет точно регулировать положительную и отрицательную дугу (кривизну) по длине грифа гитары, которая в идеале должна быть как можно более прямой.На современных гитарах крышки анкерных стержней и регулировочные винты (обычно с помощью шестигранного ключа) обычно находятся на передней бабке; на старых инструментах – в области пятки шеи. Если анкерный стержень находится у пятки грифа, необходимо ослабить струны, чтобы получить доступ к регулировочным винтам.
Если анкерный стержень находится у пятки грифа, необходимо ослабить струны, чтобы получить доступ к регулировочным винтам.
Видео
Недавно я снял рекламный видеоролик для гитарного процессора Line 6 POD ® Go , в котором я играл на двух моих любимых гитарах: Yamaha Revstar 720B и 502TFM .Обе гитары имеют гриф из красного дерева в форме буквы С, гриф из розового дерева и гигантские лады с радиусом 13 дюймов. Я также натянул на обе струны калибра 10–46, что, на мой взгляд, обеспечивает идеальное натяжение струн на гитарах с длиной шкалы 24 дюйма. Изгиб струны, интонация, тон и сустейн еще больше усиливаются за счет сквозной конструкции корпуса.
Обратите также внимание на то, как легко я скользю по грифу, переходя между образцами гаммы, и как хорошо две гитары дополняют друг друга в этих сладких гармоничных соло-гитарных линиях.
Заключение
Мы проводим много времени во сне, поэтому удобная кровать – это ключ к хорошему ночному сну. Мы также много времени работаем, чтобы заработать на жизнь, поэтому выбор работы, которую мы любим, дает преимущество в карьере.
Мы также много времени работаем, чтобы заработать на жизнь, поэтому выбор работы, которую мы любим, дает преимущество в карьере.
Время, которое мы играем на гитаре для отдыха, не менее важно для нашего общего счастья, поэтому подробный и осознанный выбор инструментов, на которых мы играем, повысит наше удовольствие и максимальный прогресс в игре.Поверьте мне, грифы гитар, которые вы рассматриваете, имеют большое значение, так что выбирайте с умом!
Фотографии предоставлены автором.Ознакомьтесь с другими нашими публикациями в отчете Calvo.
Щелкните здесь для получения дополнительной информации о гитарах Yamaha Revstar.
Щелкните здесь для получения дополнительной информации о Line 6 POD Go.
Технические характеристики электрогитарыТехнические характеристики электрогитары
Это контрольный список «сверху вниз» для сборки цельной электрогитары.
Он может помочь вам создать гитару с особым звуком и игровыми характеристиками. Пожалуйста, прочтите лицензию и правила участия, прежде чем вносить свой вклад.
Содержание
Факторы, влияющие на звук и удобство игры
* влияние («-» означает мало, «++++» означает очень сильное)
Например, для создания цельной гитары, «звучащей джазом», вы должны выбрать (сверху вниз по важности):
- винтажный или джазовый звукосниматель с удобным потенциометром и емкостью конденсатора
- струны с плоской обмоткой
- массивная горловина, полый корпус из дерева, такого как красное дерево
- короче шкала
Грифы для гитар
Толщина грифа, ширина грифа, контур грифа и размер лада влияют на игровые возможности и являются делом личного вкуса.Для хорошей игры важно сбалансированное взаимодействие этих компонентов. Более толстая шея часто создает более теплый тон.
usacustomguitars.com/necks – множество комбинаций формы и толщины шеи
musikraft.com – дополнительная информация для понимания особенностей шеи.
Профиль шейки
Профиль шейки представляет собой комбинацию контура (C, U, V, asymmetrc) и толщины (0,0750 “- 1”)
| Контур | Толщина | Warmoth * | Крыло * | Гибсон * |
|---|---|---|---|---|
| D | тонкий | Мастер | D Форма | |
| С | тонкий / средний | Стандартный тонкий | C-образная форма (AM Std) | Традиционный C |
| С | средний | 59 Круглый назад | глубокий C | Круглый C (1959 LP) |
| U | толстый | Фэтбэк | U-образная (Vintage Tele) | |
| В | толстый | Горловина | V-образный (Vintage 52 Tele) | |
| асимметричный | средний | Вольфганг | Модерн C |
* Warmoth – Профили шеи Warmoth
* крыло – см.
* форум gibson – Профили шеи Gibson
 Фильтр «ФОРМА ШЕИ»
Фильтр «ФОРМА ШЕИ» Ширина шейки гайки и расстояние между гайками
| Категория | Ширина гайки шейки | e1 / E6 |
|---|---|---|
| Многие крылья из Японии | 41 мм (1-5 / 8 “) | ок.34 мм |
| Стандартный | 42,9 мм (1-11 / 16 “) | ок. 35 мм |
| Акустический аналог | 44,5 мм (1-3 / 4 “) | от 35 мм до 37,5 мм |
| Superwide (Warmoth) | 48 мм (1-7 / 8 “) | ок. 40 мм |
Реальный разброс струны от e1 до E6 можно контролировать не только с помощью ширины гайки, но и с помощью паза в гайке. Например, гайка шириной 44,5 мм может иметь расстояние от e1 до E6 от 35 до 37.5 мм.
| Категория | Расстояние между струнами | e1 / E6 | e1 до края | Ширина шейки гайки |
|---|---|---|---|---|
| Распространение узкой струны | 7 мм | 35 мм | 4,75 мм | 44,5 мм (1-3 / 4 “) |
| Средняя ширина струны | 7,3 мм | 36,5 мм | 4 мм | 44,5 мм (1-3 / 4 “) |
| Широкая струна | 7. 5 мм 5 мм | 37,5 мм | 3,5 мм | 44,5 мм (1-3 / 4 “) |
graphtech – размерная таблица и гайки с прорезью
Ширина пятки на шее и крепление
Большинство производителей гитарных деталей применяют Fender’s® в области пятки и кармана для грифа:
- 56 мм (2-3 / 16 дюйма) – ширина
- 76 мм (3 дюйма) – длина
- 16 мм (5/8 дюйма) – глубина кармана
Эти размеры нестандартны. Только тщательное измерение гарантирует, что ваши детали будут совместимы.
Шеи Strat имеют закругленное основание до пятки, а шеи Tele имеют квадратное основание до пятки, что затрудняет замену двух типов шеи на разных телах.
Стандартное крепление пятки отбойника выполняется с помощью 4-болтовых отверстий – диаметр 1/8 дюйма (3 мм) (разброс 2 дюймов x 1-1 / 2 дюйма).
Радиус накладки грифа
Меньший радиус означает более округлую форму.
- 7-1 / 4 “-« Vintage »Fender®
- 9-1 / 2 “-« Modern »Fender®
- 10 дюймов – Gibson® / PRS®
- 12 дюймов – Ibanez®
- 16 дюймов – Jackson®
- состав (10–16 дюймов) – Warmoth® и другие
YouTube.com – измерители радиуса под струны – видеодемонстрация трех различных толщин, используемых для настройки гитары и лепнины: стандартная, с насечкой и под струной.
Размеры ладов
| Название | Ширина | Высота | Пример |
|---|---|---|---|
| Малый | узкий | низкий | винтажный Fender |
| Средний | узкий | высокая | много Мартин |
| Средний Jumbo | широкий | низкий | многие Гибсоны |
| Джамбо | широкий | высокая | модерн Fender |
| Большой Джамбо | широкий | очень высокий | многие Ibanez |
lutherie.
 net – предоставляет отличный обзор производителей / размеров.
net – предоставляет отличный обзор производителей / размеров.Обычные формы головы шеи
- 6L – Fender Style – слева в ряду
- 6R – для левшей
- 3L / 3R – «Гобсон Стайп»
- 4L / 2R – «Стиль музыканта»
Отверстия тюнера
- прибл. 8,7 мм (11/32 “) -« Vintage Fender Style »
- ок. 10 мм (25/64 “= 9,9 мм) -« Sperzel Style »,
- ок. 10 мм (13/32 “= 10,3 мм) -« Стиль планетных волн »
- ок.10 мм сверху и 8,7 мм снизу – «Schaller / Grover / Gotoh Slyle»
Маленькие отверстия можно увеличить утопленной. Большие отверстия можно заменить переходными втулками.
Корпус гитары
Звук электрогитары в основном зависит от вибрационного поведения самой струны и характеристик воспроизведения звукоснимателя. Вибрационное поведение струны зависит (очень мало) от древесины. Сам корпус очень толстый по сравнению с грифом, поэтому тип дерева и форма корпуса имеют очень ограниченное влияние на звучание электрогитары.
music.stackexchange.com – насколько физика корпуса электрогитары влияет на тон и удобство игры.
Фигуры тела
По форме электрогитара исторически можно разделить на следующие категории:
- ST (страт)
- Т (теле)
- одинарная резка (LP)
- Двойная резка (SG)
- Полое тело
- Другие формы
Обзор маршрутизации бриджа и звукоснимателя
- Плоский хардтейл (Strat / Tele / Schaller)
- Тремоло (страт)
- Tune-O-Matic (Гисон)
- Другое (Jazzmaster®, Jaguar®, Bigsby®, Kahler®, Line 6 и т. Д.)
Изображение слева направо:
- Американский стандартный тремоло-маршрутизация и звукосниматель с одной катушкой,
- Винтажная телекастерская маршрутизация и телесигнал с одной катушкой,
- Маршрутизация в стиле Tune-O-Matic и звукосниматель Habucker
каллахамгитара.
 com – технические характеристики некоторых деталей coustom.
com – технические характеристики некоторых деталей coustom.Плоский монтаж Strat Routing
Strat Vintage, Narrow и Standard
Дыры на сайтах ... о.о.о.о.о.о ...
Отверстия моста ..о ..... о ..... о ..
| Модель | E / e | Ø отверстий | Расстояние между отверстиями | Отверстие для моста Ø | Расстояние между отверстиями моста |
|---|---|---|---|---|---|
| Strat Vintage | 57 мм (2 1/4 дюйма) | 3.18 мм (0,125 дюйма) | 10,5 мм (0,413 дюйма) | 3 мм (1/8 дюйма) | 21 мм (0,827 дюйма) |
| Strat Vintage узкий | 54 мм (2 1/8 дюйма) | 4,78 мм (0,188 дюйма) | 10,5 мм (0,413 дюйма) | 3 мм (1/8 дюйма) | 21 мм (0,827 дюйма) |
| Strat Standard | 52,83 мм (2,08 дюйма) | 3,18 мм (0,125 дюйма) | 11,3 мм (0,446 дюйма) | 3 мм (1/8 дюйма) | 22,6 мм (0,89 дюйма) |
Плоская телескопическая маршрутизация
Tele Vintage Tele Standard
Отверстия моста. .о ... о ... о ... о .. Сайты дыры ... о.о.о.о.о.о ...
Отверстия на площадках ... о.о.о.о.о.о ... Отверстия для мостов ... о ..... о ..... о ..
 .о ... о ... о ... о .. Сайты дыры ... о.о.о.о.о.о ...
Отверстия на площадках ... о.о.о.о.о.о ... Отверстия для мостов ... о ..... о ..... о ..
.о ... о ... о ... о .. Сайты дыры ... о.о.о.о.о.о ...
Отверстия на площадках ... о.о.о.о.о.о ... Отверстия для мостов ... о ..... о ..... о ..
| Модель | E / e | Ø отверстий | Расстояние между отверстиями | Отверстие для моста Ø | Расстояние между отверстиями моста |
|---|---|---|---|---|---|
| Tele Vintage | 54 мм (2 1/8 дюйма) | 3,18 мм (0,125 дюйма) | 10,9 мм (0,429 дюйма) | 3 мм (1/8 дюйма) | 21.6 мм (0,85 дюйма) |
| Tele Standard | 54 мм (2 1/8 дюйма) | 3,18 мм (0,125 дюйма) | 10,5 мм (0,413 дюйма) | 3 мм (1/8 дюйма) | 32,4 мм (1,267 дюйма) |
Плоское крепление Schaller Routing
Schaller Плоское крепление
Отверстия моста ... о ..... о ..... о ...
| Модель | E / e | Отверстие для моста Ø | Расстояние между отверстиями моста | Размеры (ДхШхВ) |
|---|---|---|---|---|
| Schaller 47X | 51 мм – 55,5 мм | 3. 18 мм (0,125 дюйма) 18 мм (0,125 дюйма) | ок. 90 х 190 х | 73 x 49 x 12 (15) мм |
Маршрутизация тремоло
Тремоло «Винтаж»: Тремоло «Стандарт»:
..о..о..о..о..о ... о ... ..... О ....... О .....
| Модель | E / e | отверстия | Расстояние между отверстиями | Ø отверстия |
|---|---|---|---|---|
| Mexico Strat | 52,4 мм (2 1/16) | 6 | 52,4 мм (2 1/16) | 3 мм (1/8 дюйма) |
| Винтаж | 56,36 мм (2 7/32 дюйма) | 6 | 55,9 мм (2.2 “) | 3 мм (1/8 дюйма) |
| Американский стандарт | 52,83 мм (2,08 дюйма) | 2 | 55,9 мм (2,2 дюйма) | 9,5 мм (0,375 дюйма) |
| Floyd Rose («встраиваемый») | 53 мм (2-3 / 32 дюйма) | 2 | 74 мм (2,913 дюйма) | 9,91 мм (0,390 дюйма) |
| Шаллер 2000 | 53,5 мм | 2 | 56 мм | 10 мм |
| Schaller винтаж | 53,5 мм | 2 | 74,3 мм | 10 мм |
| Wilkinson («утопленный») | 54 мм (2-1 / 8 дюйма) | 2 | 55,9 мм (2. 2 “) 2 “) | 9,7 мм (0,382 дюйма) |
Tune-O-Matic Gibson Style Routing
Tune-O-Matic Утопленный Tune-O-Matic «Струны сквозь корпус»
Наконечник .......... o ......
Хвостовик .... о ............ .... о.о.о.о.о.о ...
Мост ..о .......... о ... ..о ............ о ..
| Модель | E / e | Мост | Наконечник | Верхняя часть хвостовика | Нижняя часть хвостовика | Насадка Ø |
|---|---|---|---|---|---|---|
| Tune-O-Matic | ок.52 мм * | 74 мм (2,91 дюйма) | около 82 мм * | 38 мм (1,49 дюйма) | 41 мм (1,61 дюйма) | ок. 11 мм (0,44 дюйма) |
Вместо насадки – могут быть просверленные «струны сквозь корпус».
Другие редкие варианты моста
- Wrap-Around (комбинация бридж-хвостовика – струны устанавливаются через лицевую сторону и оборачиваются вокруг)
- Jazzmaster®
- Ягуар
- Bigsby®
- Kahler®
Маршрут пикапа
- Одиночные катушки (страт)
- Одинарные катушки (телескопическая шея)
- Одиночные катушки (телескопический мост)
- Хамбакер
- Широкий хамбакер *
- Мини-хамбакер
- -п90
- Тубус для губной помады
- Джазмастер
* Широкий хамбакер (такой же, как у Seymourduncans «Trembucker» или Dimarzios «F-spaced Hambucker») может использоваться для гитар с большим расстоянием касания со стандартной «маршрутизацией хамбакера». Измерьте расстояние от середины высокой струны до середины нижней струны непосредственно над звукоснимателем. Если расстояние больше двух дюймов или 50 мм, выберите широкий хамбакер.
Измерьте расстояние от середины высокой струны до середины нижней струны непосредственно над звукоснимателем. Если расстояние больше двух дюймов или 50 мм, выберите широкий хамбакер.
Точные характеристики можно найти на сайте производителя, например:
bareknucklepickups.co.uk – размеры
Помимо классической маршрутизации HH (хамбакеры 2X), существуют следующие варианты: – SSS (Strat, Nashville Tele)
- HSS (Strat Humbucker im Steg, Modern Player Tele)
- HSH (Страт),
- HS (Strat, 72 Tele)
- СС (Теле),
- HP90 (Ямаха Пасифика),
- S (Tele Esquire),
- и некоторые другие экзотические комбинации
Тюнинг машин
Тюнинг машин Опции:
- Конфигурация: 3L + 3R (стиль Gibson), 6-рядный (стиль Fender), 4L / 2R (стиль Musicman)
- Диаметр отверстий для оси (см. Главу Тюнерные отверстия)
- Передаточное число – для 1x намотки на головку вала – необходимо 1x вращение.
Большее соотношение (1:18> 1:14) обеспечивает более точную настройку. - Standard vs Locking – с блокировкой тюнеров струны вставляются через отверстие оси и фиксируются винтом снаружи

Мосты
Гитарный бридж оказывает большое влияние на играбельность (в основном за счет расстояния между струнами). Более широкий интервал струн лучше подходит для игры пальцами, узкий интервал упрощает контроль при игре соло с искаженным тоном. В главе «Маршрутизация моста и звукоснимателя» выше описаны общие категории мостов с указанием расстояния между строками.
Форма и материал моста также имеют влияние на звук .
Хорошие производители предоставляют подробную информацию о продукте на своих страницах:
ABM – Сравнение алюминия, латуни и стали – указывает на то, что латунь и сталь Bell придают гитарному звучанию характерный характер, в то время как алюминий действует в основном нейтрально в передаче тона.

Контрольный список деталей оборудования
В следующем списке перечислены аксессуары, необходимые для выполнения вашего собственного проекта сборки гитары
.- Домкраты и домкраты
- Шейная пластина (шея к телу)
- Кольца крепления накладки или подборщика
- Винты для всех деталей выше
- Панель управления (только для стандартного телескопа)
- Струнные манжеты (сквозная струна сверху или снизу – если вы используете «струну через корпус» вместо перемычки)
- Фиксаторы струны.см. статью о дизайне и строительстве на premierguitar.com
- Держатели для ремня
Для каждого винта необходимо предварительно просверлить отверстие до диаметра стержня (не внешнего диаметра)
Электроника
Электроника оказывает наибольшее влияние на общее звучание цельной электрогитары.
buildyourguitar.com – Секреты звукоснимателей для электрогитары от Lemme – «Если вы знаете резонансную частоту и высоту резонансного пика, вы знаете примерно 90 процентов передаточных характеристик звукоснимателя.
 Некоторые другие эффекты не могут быть описаны с помощью этой модели, но их влияние менее важно ».
Некоторые другие эффекты не могут быть описаны с помощью этой модели, но их влияние менее важно ».Амплитудно-частотная характеристика магнитного датчика может выглядеть так
| Звуковая группа | Резонансная частота | Резонансный пик | Пример пикапа |
|---|---|---|---|
| светлый | 3 – 6 кГц | высокий пик | Одинарные катушки Fender |
| мощный | 2 – 3 кГц | средний высокий пик | Гибсон PAF |
| спелый | 1.5 – 2 кГц | низкий пик | Потолочный горшок с возможностью возврата |
Следующие темы изменяют резонансную частоту и резонансный пик:
- Свойства звукоснимателя – положение и высота частотного пика варьируются от типа к типу.
- Управление звуком с помощью переключателей – катушки хамбакера по умолчанию переключаются последовательно, переключение их параллельно или использование только одной из катушек увеличит резонансную частоту и звук будет иметь более высокие частоты. Изменение значений потенциометра и конденсатора
- также обеспечивает простой способ изменения резонансной частоты и пика.
- Емкость кабеля – чем больше длина кабеля, тем ниже резонансная частота.
- Входное сопротивление усилителя

Пикап Свойства
- Размеры и группа продуктов – см. Главу Маршрутизация накопителя
- Электропроводка: 1, 2, 3 или 4-проводная (4-проводная, что обеспечивает наиболее гибкую проводку) *
- Позиция: мост, шея, средний
- Симметричное и асимметричное соединение типа
- Выход: низкий (винтаж), средний, высокий (винтаж часто используется для джаза и блюза)
- Пассивное vs.Активный (Активный, часто используется для искажения звука)
- D.C. Resistance: указание мощности датчика на выходе
- E.Q. чат: Общее представление о низких, средних и высоких частотах.
seymourduncan.com – подборщик подборщиков
dimarzio.
 com – подборщик подборщиков
com – подборщик подборщиковКлассические хамбакеры асимметричны. Они соединены внутри последовательно (т.е.последовательно – дает больше мощности) в противофазе (меньше шума). Современные многожильные ПУ предлагают возможность переключения катушек по-разному, используя двухтактные потенциометры, мини-переключатели, тумблеры, мегапереключатели и поворотные переключатели, а также позволяют широкий контроль над звуком непосредственно на гитаре.
| Проводники | Тип соединения | Сплит катушки | Seriell / Parallel | Фазовый переключатель | Пример |
|---|---|---|---|---|---|
| 1x | Асимметричный | Режим хамбакера | Сериель | № | Тень AZ48 |
| 2x | Симметричный | Режим хамбакера | Сериель | Есть | Fender Wide Range (Мексика) |
| 2x | Асимметричный | Режим хамбакера и одной катушки | Сериель | № | Бенедетто B6 |
| 3x | Симметричный | Режим хамбакера и одной катушки | Сериель | Есть | viele aktive PU |
| 3x | Асимметричный | Режим хамбакера и одной катушки | Seriell and Parallel | № | сбн 59 |
| 4x | Симметричный | Режим хамбакера и одной катушки | Seriell and Parallel | Есть | все 4-проводные блоки PU |
Управление звуком с помощью переключателей
| Переключатель | Сплит катушки | Seriell / Parallel | Фазовый переключатель | ПУ переключатель |
|---|---|---|---|---|
| Тумблер | – | – | – | y |
| Ножевой выключатель «Fender» | – | – | – | y |
| X-Way-Blade «Megaswitch» | y | y | y | y |
| Мини-переключатель SPDT (ВКЛ / ВКЛ) | y | – | – | – |
| Мини-переключатель SPDT (ВКЛ / ВЫКЛ / ВКЛ) | y | – | – | – |
| Мини-переключатель SPDT (ВКЛ / ВЫКЛ / ВКЛ) | y | – | y | – |
| Мини-переключатель DPDT (ВКЛ / ВКЛ) | y | y | y | – |
| DPDT Push / Pull-Pot (ВКЛ / ВЫКЛ / ВКЛ) | y | y | y | – |
| Мини-переключатель DPDT (ВКЛ / ВКЛ / ВКЛ) | y | y | y | y |
| Дрехшалтер | y | y | y | y |
- Разделение катушки – «Звук одной катушки»
- Seriell / Parallel Schaltung – «двойной звук с одной катушкой»
- Phase-Switch – «Противофазный звук»
SP = однополюсный, DP = двухполюсный, DT = двойной бросок
SPDT (ВКЛ / ВЫКЛ / ВКЛ): SPDT (ВКЛ / ВКЛ):
0 X X | 0 0 0 | X X 0 0 X X | Х Х 0
DPDT (ВКЛ / ВЫКЛ / ВКЛ): DPDT (ВКЛ / ВКЛ): DPDT (ВКЛ / ВКЛ / ВКЛ):
0 X X | 0 0 0 | X X 0 0 X X | X X 0 0 X X | X X 0 | Х Х 0
0 X X | 0 0 0 | X X 0 0 X X | X X 0 0 X X | 0 X X | Х Х 0
Пример: «Последовательное / параллельное и разделение катушек одновременно» возможны с 4-мя кнопками Push / Pull, 4 мини-переключателями (т. е.е. Дункан тройной выстрел) или 5-Way Blade Megaswitch
е.е. Дункан тройной выстрел) или 5-Way Blade Megaswitch
open.guitars (немецкий) – Варианты переключения проводов / катушек Hambucker.
Значения потенциометра и конденсатора
| Звуковая группа | Горшок | Колпак | Примеры |
|---|---|---|---|
| хамбакер стандартный | 500 К | 0,047 мФ | гитары с большинством хамбакеров |
| светлый | 500 К | 0.022mF | некоторые гитары (U.S. FAT Tele) |
| ярче | 500 К | 0,01 мФ | некоторые нестандартные модели |
| самый яркий | 1M | 0,01 мФ | некоторые нестандартные модели |
| стандартные одиночные катушки | 250 К | 0,022 мФ | большинство страт и теле моделей |
| джазовый | 250 К | 0,047 мФ | некоторые тележки (ASAT BluesBoy) |
http: // www.
 planetz.com/guitar-tone-capacitors-material-types – сравнение типов материалов тональных конденсаторов и значений емкости.
planetz.com/guitar-tone-capacitors-material-types – сравнение типов материалов тональных конденсаторов и значений емкости.Опции потенциометров громкости и тона
| Группа | Корпус котла Ø | Втулка Ø | Длина втулки | Длина вала | Пример |
|---|---|---|---|---|---|
| стандартный | 24 мм | 8 мм | 10 мм | 19 мм | большинство гитар fender |
| мини | 17 мм | 7 мм | 10 мм | ‘>’ 17 мм | много джазовых гитар |
| длинный | 24 мм | 8 мм | 20 мм | 27,5 мм | большинство гитар Gibson LP |
- Сопротивление: 250K, 300K, 500K, 1M
- Конус: аудио, обратный звук, линейный, баланс
- Тип вала: рифленый, круглый и плоский
- Диаметр вала: 6 мм (0. 236 дюймов), 6,35 мм (0,25 дюйма)
- Длина вала: 17 мм, 19 мм (0,75 дюйма), 27,5 мм (1,125 дюйма)
 236 дюймов), 6,35 мм (0,25 дюйма)
236 дюймов), 6,35 мм (0,25 дюйма)Стили ручки потенциометра
Есть 3 общих стиля ручек:
philadelphialuthiertools.com – Выбор правильной ручки для гитары или баса.
Схемы подключения электроники
Электроника Активные звукосниматели
Active Electronics пытается уменьшить зависимость от экранированного кабеля и входного импеданса усилителя.Однако для работы требуется мощность, и это ее самый большой недостаток.
Custom Buffers (немецкий) – используются для развязки гитарной электроники от звуковых воздействий на экранированный кабель.
Струны
В зависимости от следующих параметров ваш звук будет более ярким или более мягким:
- Конструкция (плоская рана / круглая рана)
- Материал (сталь / никель) и
- Напряжение
Большинство производителей используют следующее соглашение об именах для описания натяжения набора струн:
| Имя | ‘e’ участок ок. | ‘E’ участок ок. |
|---|---|---|
| Экстра-легкий | .008 | .039 |
| Легкая | .009 | .042 |
| Обычный | .010 | .046 |
| Средний | .011 | .052 |
| Джаз | .012 | .054 |
| Баритон | .013 | .056 |
Доступны также другие гибридные наборы – например, комбинации «Легкий верх / тяжелый низ» и «Сбалансированное натяжение».
daddario.com – вы можете выбирать между яркими и мягкими звуками электрических струн.
ghsstrings.com – также яркие и мягкие, обзор и руководство по натяжению (pdf)
thomastik-infeld.com – хорошие джазовые и блюзовые струны
Длина шкалы
Длина гаммы гитары – это длина струны между гайкой и мостом.
Scale относительно мало влияет на звук и удобство игры на гитаре. (По сравнению с другими параметрами, такими как струны или звукосниматели).
Более длинная шкала звука и игровые характеристики:
- быстрая реакция, четкая атака
- прозрачный звук с четко выраженными басами и высотами
- больший растопыренный палец
- более высокое натяжение струны при постоянном колее
Звуковые характеристики с более короткой шкалой:
- грелка
- больше сустейна и более длительный спад
Общая длина шкалы:
- 572 мм (22,5 дюйма) или короче – 3/4 и некоторые дорожные гитары
- 596,9 мм (23.50 дюймов) – гитары Fender Jazzmaster / Jaguar
- 629 мм (24,75 дюйма) – многие гитары Gibson
- 635 мм (25 дюймов) – многие гитары PRS
- 648 мм (25,5 дюймов) – многие гитары Fender
- 650 мм (25,5) – типичные классические гитары
- 686 мм (27 дюймов) или больше – Гитары Baritone
Вудс
| Вудс | Звук¹ | Вес² | Используется для³ | Образы |
|---|---|---|---|---|
| Ольха | светлый | средний | Т / Б | яркий, простой |
| Ясень | яркий | средний | Т / Б | яркий, простой |
| липа | нейтральный | свет | B | яркий, простой |
| Бубинга | яркий | средний | T / B / N / F | красный, часто зернистый |
| черное дерево | яркий | тяжелый | N / F | темный |
| Клен | очень яркий | тяжелый | T / B / N / F | светлый, часто зернистый |
| Коа | теплый | средний | Т / Б / Н | темный, зернистый, привлекательный |
| Корина | теплый | средний | Т / Б / Н | зернистый, привлекательный |
| красное дерево | теплый | средний | Т / Б / Н | красный |
| Тополь | нейтральный | средний | B | яркий, простой |
| Палисандр | теплый | средний | T / B / N / F | темный |
| Ель ситкинская | нейтральный | свет | Т / Б | яркий, простой |
| Ясень болотный | нейтральный | свет | Т / Б | яркий, привлекательный |
| Орех | яркий | средний | Т / Б / Н | серый привлекательный |
| Венге | яркий | тяжелый | T / B / N / F | темный |
¹ Звук: диаграмма эффектов на тембр обозначает в основном акустические инструменты, а НЕ твердотельные гитары, где другие компоненты оказывают гораздо большее влияние на звук.Таким образом, электрогитара из красного дерева может звучать ярко, несмотря на изображения ниже.
² Вес может различаться для одного и того же сорта.
³ Применяется для: T – Body Top | B – Кузов | N – шея | F – накладки грифа
frudua.com – графические примеры древесины корпуса и грифа, показывающие взаимосвязь между твердостью древесины, ее плотностью и оттенком.
Преобразование Greco 1989 года в Les Paul Goldtop 1954 года
Когда первые Les Paul покинули завод Гибсона, Goldtops заняли особое место в каноне электрогитар.В частности, модели середины 50-х годов претерпели заметные изменения в конструкции бриджа и звукоснимателя, постепенно эволюционировав в сторону культовой модели Les Paul Standard, которую мы знаем сегодня.
В этом проекте, сделанном своими руками, мы берем Greco 1989 года выпуска и превращаем его в Goldtop Les Paul 1954 года, оснащенный мыльницей P-90 и мостом-оберткой.
Эта первая часть касается объема проекта. Приобретя поношенную пластинку Greco в стиле LP, мы выделяем детали, нуждающиеся в переделке.К ним относятся накладка грифа, для которой требуется подкладочный шпон, а также гриф, который необходимо переплетать. Еще одно важное изменение, которое необходимо внести, – это маршрутизация пикапа. Greco поставляется с полостями звукоснимателей, подходящими для хамбакеров в стиле PAF, поэтому мы разработали план, как закрыть отверстия…
Gibson Les Paul 1954 года выпуска
Чтобы лучше понять специфику, мы взяли образец подлинного винтажного Les Paul Goldtop 1954 года. Мы намечаем точный контур профиля грифа гитары, а затем «чертеж» преобразуется в схематические шаблоны, чтобы помочь нам в этом преобразовании.Кроме того, мы также проверяем шпильки и втулки моста ’54, чтобы выяснить, как максимально приблизить наш проект к винтажным характеристикам.
Этот сегмент имеет дело с резонаторами бриджа и звукоснимателя. Для начала необходимо определить правильное положение моста. Для этого мы натягиваем гитару и настраиваем ее на высоту звука перед перемещением бриджа в положение, обеспечивающее идеальную интонацию струны. Затем мы выбираем тип используемых втулок: реликвия Mojo Axe.Как только пыль осядет на мостике, мы переключаем наше внимание на мостовую подбирающую трассу, чтобы убедиться, что она готова для P-90, которые мы собираемся установить.
В этой четвертой части наша работа идет полным ходом, мы переходим к фреттингу, переплету и облицовке кузова. Первое, что нужно сделать – снять накладку грифа с целью увеличения глубины грифа. Далее, все дело в перетряске, и мы выбираем проволоку меньшего размера. Для связывания мы начинаем с создания перьев на грифе, прежде чем полностью переплетать гриф.Наконец, мы добавляем кленовую фанеру на верхнюю часть корпуса гитары.
Раздел 5 включает повторное прикрепление грифа к шее, изменение профиля грифа и создание маршрутов для P-90.
Первым делом нужно вырезать точки маркера для края накладки грифа, что выполняется путем пробивания отверстий через плектр. Когда точки расположены правильно, накладка наклеивается на шею. Мы переходим к решению проблемы глубины шеи, перекраивая части шеи, чтобы добиться соответствующего профиля.
И, наконец, мы переходим к трассировке пикапа, следя за тем, чтобы маршруты совпадали с задним углом шеи. На этом этапе нам пригодится наш шаблон маршрутизации, набросанный вначале, помогающий нам точно воспроизвести позиции маршрутизации пикапа ’54.
В этой части увеличен масштаб важнейшего аспекта модернизации: лакировки. Процесс начинается с того, что гитара очищается до костей путем энергичной шлифовки. Затем изготавливается бумажный щит, который используется для маскировки грифа, переплета и верхней части тела.Задняя часть гитары изготовлена из смеси пигмента жженой умбры и наполнителя «тик», в результате чего получается шоколадно-коричневый цвет. Затем эту смесь намазывают на корпус из красного дерева и вдавливают в дерево с помощью хлопковой тряпки. Кленовый шпон на передней панели обработан античной морилкой Colron для придания винтажного вида, а затем покрыт золотым лаком.
По мере того, как мы приближаемся к концу этого проекта, становится крайне необходимо гарантировать, чтобы гитара соответствовала определенному периоду.Мы пытаемся воссоздать желто-оранжевый оттенок переплета, нанося легкий прозрачный лак. Наша первая цель – воссоздать янтарный оттенок, присутствующий в старинных ручках управления. Для этого мы приступили к работе с некоторыми современными ручками, протерев их внутренности и заново покрасив в нужные оттенки. Следующим шагом является создание конденсаторов классического вида, что включает в себя такие процессы, как заливка воском, набивка и, конечно же, реликтовка.
Эта восьмая и последняя часть включает последние штрихи в гитаре нашего проекта.Сначала моделируем проверку лака на инструменте с помощью ножа для рукоделия, а затем пропитываем золотой лак в растворе солевого уксуса для создания классического зеленоватого оттенка. Затем мы переходим к переработке пластика, что подразумевает некоторую работу над недавно приобретенной накладкой и белоснежными крышками для P-90. Последний акт требует от нас перетасовки металлических компонентов, в том числе перемычки, а также видимых винтов и стрелок.
Другие проекты DIY можно найти на этой странице.
Как добраться до центра «забавной передней части» Бимоты
Предыдущий слайд ◀ Следующий слайд ▶
1 из 1
Вилки вашего велосипеда обладают определенными преимуществами: они легкие, аккуратно упакованные, приятные на ощупь и обладают достаточной жесткостью. Но вилки – это компромисс.
Статьи по теме MCN
Их многие функции мешают друг другу: нагрузки подвески передаются на рулевое управление, тяга от ускорения и торможения проходит через подвеску, а их рычаги пытаются оторваться от рулевой колонки.
Они также отклоняются, затрудняя движение подвески. Таким образом, велосипеды имеют огромные вилки, массивные подножки и рулевое управление, которое не работает, если вы тормозите на неровностях.
Решение представляет собой переднюю часть с отдельными прямыми путями нагрузки для каждой силы – тяги, подвески, рулевого управления – поэтому функции работают независимо. Как и передний маятник нового Bimota Tesi h3 с центральным расположением ступиц.
Маятник Bimota заменяет вилку и передает движение подвески на амортизатор, который обычно находится сзади.Фактически, устройство находится рядом с задним и управляется через ссылку слева от мотоцикла. Рулевое управление передается от руля через серию звеньев и шарниров, при этом переднее колесо поворачивается вокруг своей ступицы.
Конструкция означает, что на рулевое управление не влияют движения подвески или торможение. При использовании вилок геометрия рулевого управления изменяется при сжатии или растяжении подвески, но параллелограммная конструкция Bimota сохраняет угол наклона и след постоянными, поэтому рулевое управление имеет постоянный вес и ощущения.
На работу подвески не влияют торможение или рулевое управление, а перенос веса при торможении также может быть уменьшен при необходимости. Вы также можете изменить дорожный просвет без нарушения геометрии.
При отсутствии сил подвески, передаваемых через рулевое управление, нет необходимости в массивной передней бабке … или раме вообще. Поскольку двигатель является несущей частью шасси, новому Tesi h3 требуется только набор пластин и кронштейнов, чтобы связать его вместе. Никакая рама не компенсирует дополнительный вес маятника и рычагов.А с двигателем h3 он помогает противостоять весу водопровода нагнетателя.
Конечно, есть и недостатки – в основном сложность и снижение чувствительности из-за люфта во всех этих суставах. Однако, потратив 30 лет на разработку дорожного велосипеда Tesi, Бимота считает, что преимущества того стоят. И это можно заметить по дороге. Кажется, что большие шишки волшебным образом исчезают.
Другая проблема – это стоимость. С инженерной точки зрения вилки – это своего рода хитрость, но они эффективны и сравнительно дешевы.Бимоте, конечно, плевать. Когда вы строите желаемые мотоциклы премиум-класса, дополнительная стоимость экзотической передней части на самом деле является плюсом.
Рулевое управление Bimota: обзор
|
|
|
|
|
# 22 Мясорубка с передней бабкой из нержавеющей стали – 2 л.с.
Эта мощная мясорубка с высокой производительностью предназначена для удовлетворения всех ваших потребностей в мясопереработке. Конструкция с корпусом из высококачественной нержавеющей стали и передней стойкой из коррозионно-стойкой нержавеющей стали позволяет сэкономить время за счет оптимизации процесса измельчения мяса. KG-22W-XP измельчает мясо со скоростью 30 фунтов в минуту, используя мощный двигатель мощностью 2 лошадиные силы и 220 вольт.Его прочная зубчатая передача позволяет пользователям легко обрабатывать мясо без необходимости обслуживания ремней или шкивов. Мясорубка укомплектована ножом, тарелкой и толкателем для мяса.
Основные характеристики
- Шлифовальный станок для тяжелых условий эксплуатации с производительностью 1700+ фунтов / час. первая шлифовальная способность.
- Мощный двигатель мощностью 2 л.с. измельчает все виды мяса.
- Разработан с прочной передней бабкой и прочно закрепленным защитным кожухом.
- Конструкция из пищевой нержавеющей стали и большой лоток для корма.
- 220 вольт / однофазное электрическое соединение.
Уведомление для использования в жилых помещениях : Гарантия не распространяется на использование данного оборудования в жилых / некоммерческих целях.
Альтернативные номера деталей: KG22WXPSS
Технические характеристики
| Производитель | Pro-Cut |
| Арт. № | PRCT-KG-22W-XP-SS |
| Производитель Номер детали | КГ-22W-XP-SS |
| По цене | Каждый |
| Масса брутто | 160.00 фунтов |
| Информация о доставке | Доставка только грузовым автотранспортом |
| Гарантия | 1 год на запчасти и работу |
| Длина изделия | 30,3 дюйма |
| Ширина изделия | 16,3 дюйма |
| Высота изделия | 20,4 дюйма |
| Мощность | 1500 Вт |
| Напряжение | 220 В |
| Сила тока | 8.9 Ампер |
| Фаза | 1 PH |
| Мощность | 2 л.с. |
| Длина шнура | 5,9 футов |
Вилка и центральное рулевое управление ступицей (часть 1)
По слухам, помимо Bimota h3 Tesi, Kawasaki работает над собственным мотоциклом с центральным рулевым управлением.
Что такое центральная втулка рулевого управления (HCS)?
Чтобы понять HCS, нам нужно посмотреть, какие вилки проходят в первую очередь.
Пока мы ждем новый Bimota Tesi h3 с приводом от Kawasaki Ninja h3, ходят слухи, что сами Kawasaki работают над велосипедом с центральным рулевым управлением (HCS).
Возможно, не случайно, что Кавасаки выкупила 49% акций Bimota. Теперь выясняется, что японскому производителю требовался обширный опыт Bimota в создании мотоциклов HCS (помимо превосходных рам).
По правде говоря, мы не видим такой передней части на многих серийных байках.Тех, что сделали, было намного больше: Yamaha GTS1000, четыре модели от Vyrus и, конечно же, Bimota Tesi 3D. Интересно, что Vyrus работал рука об руку с Bimota при разработке Tesi 3D, но решил отделиться, чтобы производить свои собственные велосипеды HCS.
Велосипеды HCS также участвовали в чемпионате мира по классу 500cc в конце 80-х. Работая сначала на Honda, а затем на ROC, они достигли некоторых обнадеживающих результатов.
Что такое ЖКХ? Как это работает? И почему это считается революционным?
Но сначала мы должны понять, как устроена передняя часть мотоцикла, начиная с старых телескопических вилок.(Термин «телескопические вилы» применяется как к обычным, так и к перевернутым вилам.)
Каковы функции вилок?Мы описали, как работают вилки, в предыдущей статье. Но давайте опишем их функции.
Роли вил:- Поддерживайте вес велосипеда и водителя за счет предварительной нагрузки пружин.
- Обеспечивает демпфирование сжатия и отбоя.
- Управляйте передним колесом, отсюда и велосипед.
- Удерживайте переднее колесо на месте, «прикрепив» переднее колесо к велосипеду.
- Перенести тормозные суппорты.
Это много, не правда ли?
Что происходит, когда велосипед движется?Когда велосипед движется прямо вверх, колесо отклоняется вверх, когда оно касается неровностей. Вилки сжимаются, а вилки растягиваются после прохождения неровностей. Также легко изменить направление, поскольку на переднюю часть не действуют никакие другие силы, кроме неровностей.
Подвеска этого мотоцикла для бездорожья полностью сжалась во время приземления с прыжка. Попытайтесь управлять мотоциклом, когда это происходит – Credit Dirt LegalПредставьте, что гонщик резко тормозит перед поворотом.
Тормозные силы от тормозных суппортов передаются на вилки. Вес гонщика и мотоцикла смещается вперед за счет инерции и сжатия вилок.
А теперь представьте, что переднее колесо в этот самый момент касается неровности. Большая часть хода вилки была занята торможением, а теперь больше требуется из-за неровностей.
В результате байк будет трудно повернуть, поскольку шина прыгает через неровность или, что еще хуже, последующие неровности. Кроме того, на переднюю шину направлено больше сил (поскольку подвеска не имеет большего хода), заставляя ее сжиматься вбок. Следовательно, увеличенная площадь основания значительно усложняет поворот мотоцикла.
Кроме того, при условии, что передний тормоз не заблокируется, весь вес будет смещен вперед, а инерция заставит задний конец выскользнуть.
Заднее колесо скользит при торможении. Посмотрите, насколько сжат передняя часть – Credit Cycle WorldВ крайних случаях перенос веса поднимет заднюю часть велосипеда. В результате байк становится волнистым, неустойчивым, неустойчивым. Это также когда задний тормоз становится лишним, следовательно, тормозной путь увеличивается. Хуже того, задняя часть поднимается, а передняя прыгает по неровностям.
Замечательно смотреть, как Марк Маркес делает это и все равно проходит повороты, но на дороге это не лучшая идея! Что делает большинство райдеров в этой ситуации? Ответ: Отпустите тормоз и сразу же съезжайте с дороги.
Использование более тяжелой (более жесткой пружины) или увеличения демпфирования сжатия на низких скоростях помогает, но ни то, ни другое не устранит проблему полностью. Кроме того, интерфейс станет менее податливым.
Кроме того, экстремальное торможение или резкие удары или их комбинация может заставить ножки вилки слегка согнуться назад, но этого достаточно, чтобы ползунки и ножки соприкоснулись друг с другом, создавая при этом заедание. Stiction – это сочетание двух слов, а именно static и friction .На это также может повлиять слово stick . Когда происходит трение, требуется большое количество силы, чтобы сломать трение. Водителю будет казаться, что передняя подвеска застряла в ходу. Решение состоит в том, чтобы сделать вилы большего диаметра и более жесткими, но это создает свои собственные проблемы. Вот почему ползунки вилки высокого класса имеют покрытие TiN (нитрат титана).
Слайдер вилки с покрытием TiN – Credit reportmotori, itКроме того, длина вилки создает рычаг против передней бабки (на которой крепятся тройные зажимы).И снова инженеры в ответ на это сделали вилки, переднюю бабку и раму большего размера.
Однако создание более жестких вилок и передней бабки увеличивает вес. Но, что более важно, это приведет к потере чувствительности переднего колеса, особенно когда байк наклоняется в повороте. Фактически, чрезмерная жесткость может вызвать вибрацию передних колес. Когда гонщик чувствует потерю или стучит в шинах, он теряет уверенность, а потеря уверенности заставляет его сбавить скорость.
Обратите внимание на размер передней бабки и центрального лонжерона этой рамы Kawasaki Ninja ZX-10R.Некоторые гонщики жалуются на отсутствие чувствительности в поворотах. Это из-за отсутствия бокового прогиба.Итак, это постоянная битва между жесткостью вилки, передней бабки и рамы против заедания и рычага.
У вилок, конечно, есть плюсы. Тем не менее, они были вызваны тем, что они знали, как они себя чувствуют и как мы компенсируем их. Другие плюсы заключаются в том, что вилки требуют менее сложной архитектуры, легче и сравнительно дешевле, чем HCS.
На этом пока что, в следующий раз мы рассмотрим, как работает HCS, помимо их плюсов и минусов.
3D-моделирование головных уборов для эстакады Flinders Link Project
Сложная конструкция передней бабки воплощена в жизнь с помощью программного обеспечения для 3D-моделирования InfraBuild. В результате получилась опорная конструкция, позволяющая развернуть рельсы, соединяющие район Тонсли в Аделаиде с медицинским центром Флиндерс.
серии А из девяти бабок были построены для создания несущей конструкции для расширения 650 м от железнодорожной линии Обломки Link, позволяя один трек быть повышен по ряду дорог и связывающая пассажирского железнодорожной сети к новому Флиндерс станции.
Первоначальная конструкция передней бабки включала стержни со сложными радиусами и прямые концы с крючками на одном стержне. Эти стержни нельзя было изготавливать на существующем в настоящее время оборудовании, поэтому необходимо было проанализировать и изменить каждый стержень в соответствии с тем, что было достижимо и все еще находилось в пределах проектных параметров.
Кроме того, не было места для ошибки, поскольку стальные фиксаторы должны были собирать эти передние бабки на месте, а размещение каждой балки зависело от положения балки, помещенной перед ней.
Мэтт Белл из InfraBuild Construction Solutions сказал: «Мы не собирали его заранее в контролируемой среде – мы доставляли стержни прямо на объект. Не было права на ошибку ».
Программное обеспечение для точного трехмерного моделированияInfraBuild обеспечивает жесткие допуски и соблюдение требований
. Трехмерное моделирование позволило детально проанализировать форму каждого стержня в отдельностиInfraBuild Construction Solutions в Порт-Аделаиде взяла базовую модель передней бабки, а затем воссоздала ее в виде подробной 3D-модели.Реконструкция передней бабки позволила выявить коллизии, а все формы стержней изменить и затем изготовить.
Ультрасовременная машина для 3D-моделирования, единственная используемая в группе InfraBuild, также помогает создавать сложные составные углы. Его ценность для проекта заключалась в том, что он поддерживал жесткие допуски и увеличивал эффективность за счет исключения любых вторичных операций.
«Была проделана большая работа по анализу каждой индивидуальной формы стержня, поскольку они менялись одна за другой», – сказал г-н Белл.
«В итоге мы создали полноразмерный шаблон для каждого бара. После того, как они были созданы, мы вставляли панель в шаблон и смотрели, нужно ли ее настраивать. Таким образом, мы знали, что именно то, что мы отправляем на сайт, будет работать ».
Коротко о Flinders Link:- Улучшение доступа общественного транспорта и пешеходов к медицинскому узлу
- Flinders Link улучшит сообщение общественного транспорта, велосипедных и пешеходных маршрутов между
, участком Тонсли и медицинским центром Флиндерс - Завершенный проект позволит подключиться к более широкой железнодорожной сети Аделаиды
- Интегрированная общая пешеходная / велосипедная дорожка будет добавлена рядом с железнодорожной линией от новой рампы, расположенной на углу улиц Стерт-Роуд и Берч-Кресент, до новой станции Флиндерс
- Ожидаемая дата завершения – вторая половина 2020 года
Контент этого партнера был предоставлен вам Infrabuild.