Плавящийся электрод – определение термина
общий термин для любого электрода дуго-вой сварки изготовленного в основном из приса-дочного металла. Предпочтительно использование собственных терминов типа обмазанного электро-да, голого электрода, покрытого флюсом электро-да и слегка обмазанного электрода.
Научные статьи на тему «Плавящийся электрод»
Дуговая сварка предполагает обязательное использование электрода – между соединяемым металлом и электродом…
В процессе дуговой сварки могут использоваться неплавящиеся и плавящиеся электроды….
При использовании плавящихся электродов образование сварного шва осуществляется при его собственном расплавлении…
Свойства сварочного электрода….
Согласно данному признаку дуговая сварка может осуществляться плавящимся электродом или неплавящимся
Статья от экспертов
В статье описан разработанный преобразователь электрических колебаний в механические, позволяющий при сварке в среде углекислого газа организовать принудительный мелкокапельный перенос электродного металла без коротких замыканий дугового промежутка и разбрызгивания. Показано, что использование преобразователя при сварке снижает коэффициент потерь электродного металла на 40–50 % по сравнению со сваркой без преобразователя.
Показано, что использование преобразователя при сварке снижает коэффициент потерь электродного металла на 40–50 % по сравнению со сваркой без преобразователя.
Научный журнал
При дуговой сварке в защитных газах подразумевается использование двух подходов: неплавящимися и плавящимися…
Смесь аргона, углекислого газа – до 20 % и кислорода – до 5 % применяется для сварки плавящимися электродами…
Чтобы сваривать углеродистые стали плавящимися электродами в качестве защитного газа используется смесь…
электродами.
Статья от экспертов
Рассматриваются технологические предпосылки унификации режимов импульсно-дуговой сварки плавящимся электродом в аргоне. Приведена последовательность расчёта режимов.
Приведена последовательность расчёта режимов.
Научный журнал
Еще термины по предмету «Металлургия»
Абразивная механическая обработка потоком
удаление, снятие материала вязкими абразивными средами, направленными под давлением вдоль или поперек рабочей поверхности.
Антипиттинговая присадка
присадка к раствору для нанесения гальванического покрытия с целью предотвращения образования выемок или больших пор в наносимом материале.
Поперечная ковка
постоянно закрепленный ковочный шток в плоской матрице для улучшения механических свойств в центральной части секций большого сечения.
- Переплав плавящегося электрода
- Дуговая сварка плавящимся электродом
- Электрод
- Ферментные электроды
- Пусковой электрод
- Водородный электрод
- Электрод сравнения
- Биполярный электрод
- Всепозиционный электрод
- Вспомогательный электрод
- Каломель-электрод
- Композиционный электрод
- Металлический электрод
- Низководородный электрод
- Покрытый электрод
- Рабочий электрод
- Свинцовый электрод
- Угольный электрод
- Электрод (сварочный)
Повышай знания с онлайн-тренажером от Автор24!
- Напиши термин
- Выбери определение из предложенных или загрузи свое
- Тренажер от Автор24 поможет тебе выучить термины с помощью удобных и приятных карточек
Плавящийся электрод для электродуговой сварки и наплавки
Использование: электродуговая сварка и наплавка, а именно производство электродов из композиционной проволоки с использованием тугоплавких металлов. Сущность изобретения: плавящийся электрод для электродуговой сварки и наплавки выполнен в виде стального стержня с сердечником диаметром 0,07-0,5 диаметра электрода. При этом сердечник выполнен из тугоплавкого металла – титана или циркония. Задача, решаемая изобретением: снижение величины критического тока, при котором обеспечивается струйный перенос электродного металла, и упрощение технологии изготовления плавящегося электрода. 1 табл.
Сущность изобретения: плавящийся электрод для электродуговой сварки и наплавки выполнен в виде стального стержня с сердечником диаметром 0,07-0,5 диаметра электрода. При этом сердечник выполнен из тугоплавкого металла – титана или циркония. Задача, решаемая изобретением: снижение величины критического тока, при котором обеспечивается струйный перенос электродного металла, и упрощение технологии изготовления плавящегося электрода. 1 табл.
Изобретение относится к электродуговой сварке и наплавке, конкретнее к производству электродов, используемых для сварки металлоконструкций и при упрочнении и восстановлении быстроизнашиваемых деталей оборудования и инструмента.
Известна конструкция плавящегося электрода в виде стального стержня с покрытием из тугоплавкого металла, например из титана, который обеспечивает снижение разбрызгивания металла при сварке в среде углекислого газа за счет струйного переноса электродного металла (SU, авт. св. N 1061962, кл. B 23 K 35/02, 1983). Известный электрод обладает недостатками: струйный перенос электродного металла достигается лишь на сварочном токе выше его критического значения. При диаметре известного электрода 2 мм и напряжении на дуге 30-32 В критическое значение тока составляет . Столь высокое значение критического тока ограничивает реализации достигаемого преимущества известного электрода лишь при сварке металла больших толщин. Кроме того, покрытие из титана наносится на проволоку дорогостоящим методом вакуумного испарения, что существенно снижает экономическую эффективность известного электрода. Технический результат изобретения снижение величины критического тока, а также упрощение технологии его изготовления. Результат достигается тем, что в плавящийся электрод для электродуговой сварки и наплавки, выполненный в виде стального стержня с использованием тугоплавкого металла, последний, согласно изобретению, введен в виде сердечника, диаметр которого составляет 0,07-0,5 диаметра электрода, при этом в качестве тугоплавкого металла использован титан или цирконий. Титан и цирконий имеют более высокую температуру плавления, чем сталь и легко растворяются в расплавленном железе, поэтому в процессе сварки как в среде аргона, так и в среде углекислого газа, предлагаемым электродом, возникают физические процессы, вызывающие появление конуса на торце электрода и струйный перенос электродного металла при низких критических значениях тока.
При диаметре известного электрода 2 мм и напряжении на дуге 30-32 В критическое значение тока составляет . Столь высокое значение критического тока ограничивает реализации достигаемого преимущества известного электрода лишь при сварке металла больших толщин. Кроме того, покрытие из титана наносится на проволоку дорогостоящим методом вакуумного испарения, что существенно снижает экономическую эффективность известного электрода. Технический результат изобретения снижение величины критического тока, а также упрощение технологии его изготовления. Результат достигается тем, что в плавящийся электрод для электродуговой сварки и наплавки, выполненный в виде стального стержня с использованием тугоплавкого металла, последний, согласно изобретению, введен в виде сердечника, диаметр которого составляет 0,07-0,5 диаметра электрода, при этом в качестве тугоплавкого металла использован титан или цирконий. Титан и цирконий имеют более высокую температуру плавления, чем сталь и легко растворяются в расплавленном железе, поэтому в процессе сварки как в среде аргона, так и в среде углекислого газа, предлагаемым электродом, возникают физические процессы, вызывающие появление конуса на торце электрода и струйный перенос электродного металла при низких критических значениях тока. В начальный момент горения дуги скорость плавления тугоплавкого сердечника ниже скорости плавления оболочки, поэтому сердечник выдвигается из торца электрода, образуя конус. Расплавленный металл оболочки стекает по поверхности конуса, растворяет в себе металл сердечника и переносится через дугу в виде струи. За счет растворения тугоплавкого металла, а также в связи с концентрацией тепловыделения на вершине конуса скорости расхода сердечника и плавления оболочки выравниваются. Таким образом возникает саморегулирующаяся система, стабильно поддерживающая конус на торце электрода и струйный перенос электродного металла в течение всего времени сварки. Обнаруженный эффект действует при изменении диаметра тугоплавкого сердечника в пределах от 0.07 до 0.5 диаметра электрода. Если диаметр сердечника меньше 0,07 диаметра электрода, то конус на торце электрода не возникает и при переносе электродного металла появляются короткие замыкания. При увеличении диаметра сердечника более, чем 0,5 диаметра электрода, сердечник выдвигается далеко от торца электрода, и перенос электродного металла становится крупнокапельным с короткими замыканиями.
В начальный момент горения дуги скорость плавления тугоплавкого сердечника ниже скорости плавления оболочки, поэтому сердечник выдвигается из торца электрода, образуя конус. Расплавленный металл оболочки стекает по поверхности конуса, растворяет в себе металл сердечника и переносится через дугу в виде струи. За счет растворения тугоплавкого металла, а также в связи с концентрацией тепловыделения на вершине конуса скорости расхода сердечника и плавления оболочки выравниваются. Таким образом возникает саморегулирующаяся система, стабильно поддерживающая конус на торце электрода и струйный перенос электродного металла в течение всего времени сварки. Обнаруженный эффект действует при изменении диаметра тугоплавкого сердечника в пределах от 0.07 до 0.5 диаметра электрода. Если диаметр сердечника меньше 0,07 диаметра электрода, то конус на торце электрода не возникает и при переносе электродного металла появляются короткие замыкания. При увеличении диаметра сердечника более, чем 0,5 диаметра электрода, сердечник выдвигается далеко от торца электрода, и перенос электродного металла становится крупнокапельным с короткими замыканиями. Сварочная дуга со струйным переносом электродного металла обладает наилучшими технологическими свойствами, так как обеспечивает минимальное разбрызгивание, бездефектный наплавленный металл и его хорошее формирование. Предлагаемый электрод изготовляется обычным методами прокатки и волочения проволоки из биметаллической заготовки, исключая дорогостоящие приемы последующей тщательной очистки ее поверхности и вакуумного нанесения на нее тугоплавких покрытий. Тугоплавкие металлы титан и цирконий по сравнению с такими, как молибден, обладают повышенной пластичностью при нормальной температуре, и особенно при нагреве более 600oC. Это повышает качество биметаллического электрода и упрощает технологию его изготовления. Титан и цирконий обладают высокой химической активностью в расплавленном состоянии, интенсивно взаимодействуя с кислородом и азотом, поэтому в металл шва переходит лишь 0,05-0,3 от их содержания в электроде, остальная часть в виде продуктов химического взаимодействия переходит в шлак.
Сварочная дуга со струйным переносом электродного металла обладает наилучшими технологическими свойствами, так как обеспечивает минимальное разбрызгивание, бездефектный наплавленный металл и его хорошее формирование. Предлагаемый электрод изготовляется обычным методами прокатки и волочения проволоки из биметаллической заготовки, исключая дорогостоящие приемы последующей тщательной очистки ее поверхности и вакуумного нанесения на нее тугоплавких покрытий. Тугоплавкие металлы титан и цирконий по сравнению с такими, как молибден, обладают повышенной пластичностью при нормальной температуре, и особенно при нагреве более 600oC. Это повышает качество биметаллического электрода и упрощает технологию его изготовления. Титан и цирконий обладают высокой химической активностью в расплавленном состоянии, интенсивно взаимодействуя с кислородом и азотом, поэтому в металл шва переходит лишь 0,05-0,3 от их содержания в электроде, остальная часть в виде продуктов химического взаимодействия переходит в шлак. Это свойство данных тугоплавких металлов по сравнению с такими, как молибден, позволяет расширить область применения электродов с тугоплавким сердечником. Они могут применяться, например, для сварки низкоуглеродистых и низколегированных сталей, вместо таких проволок (Св 08ГСМТ, Св 15СТЮЦА, Св 20ГСТЮА), когда содержание титана и циркония в швах рационально лишь в малых количествах 0,01-0,2% для сварки аустенитных сталей типа X18h20T; для наплавки износостойких слоев типа 25X10Г10Т и др. Теплофизические, механические и химические свойства титана и циркония используются в изобретении для существенного улучшения технологических свойств электродов, упрощения технологии их изготовления. Для испытаний электрода методом горячей прокатки и волочения из биметаллических заготовок были получены композиционные проволоки сплошного сечения диаметром 1,6 км, состоящие из тугоплавкого сердечника из титана или циркония и оболочки из сталей 08Г2С, 04Х19Н9 и У12А (см. таблицу). Опытные наплавки производили полуавтоматом в среде углекислого газа или аргона на постоянном токе обратной полярности.
Это свойство данных тугоплавких металлов по сравнению с такими, как молибден, позволяет расширить область применения электродов с тугоплавким сердечником. Они могут применяться, например, для сварки низкоуглеродистых и низколегированных сталей, вместо таких проволок (Св 08ГСМТ, Св 15СТЮЦА, Св 20ГСТЮА), когда содержание титана и циркония в швах рационально лишь в малых количествах 0,01-0,2% для сварки аустенитных сталей типа X18h20T; для наплавки износостойких слоев типа 25X10Г10Т и др. Теплофизические, механические и химические свойства титана и циркония используются в изобретении для существенного улучшения технологических свойств электродов, упрощения технологии их изготовления. Для испытаний электрода методом горячей прокатки и волочения из биметаллических заготовок были получены композиционные проволоки сплошного сечения диаметром 1,6 км, состоящие из тугоплавкого сердечника из титана или циркония и оболочки из сталей 08Г2С, 04Х19Н9 и У12А (см. таблицу). Опытные наплавки производили полуавтоматом в среде углекислого газа или аргона на постоянном токе обратной полярности. Процесс осциллографировали с помощью прибора С1-74, замеряли ток и напряжение на дуге. Скорость подачи проволоки изменяли в пределах от 100 до 500 м/ч, напряжение от 19 до 30 В, сварочный ток от 100 до . Результаты опытов показали, что процесс сварки предлагаемым электродом характеризуется отсутствием коротких замыканий при частоте перехода капель от 170 до 320 1/С, отсутствием разбрызгивания как при сварке в аргоне, так и при сварке в среде углекислого газа. В отличие от известного электрода струйный перенос начинается при минимальных токах и минимальном напряжении на дуге (17-19 В), причем сразу наблюдается максимальная частота перехода капель 300-320 1/С. С ростом напряжения частота перехода капель уменьшается до 170-180 1/С, но процесс также идет без коротких замыканий. При изменении диаметра тугоплавкого сердечника ниже 0,07 и более 0,5 диаметра электрода струйный перенос электродного металла нарушается. Химический анализ четвертого слоя наплавленного металла показал, что при использовании оболочки из стали 08Г2С содержание титана и циркония составляет 0,014-0,020% что соответствует их содержанию в проволоках (Св 08ГСМТ, Св 15 СТЮЦА, Св 20ГСТЮА (ГОСТ 2246-70).
Процесс осциллографировали с помощью прибора С1-74, замеряли ток и напряжение на дуге. Скорость подачи проволоки изменяли в пределах от 100 до 500 м/ч, напряжение от 19 до 30 В, сварочный ток от 100 до . Результаты опытов показали, что процесс сварки предлагаемым электродом характеризуется отсутствием коротких замыканий при частоте перехода капель от 170 до 320 1/С, отсутствием разбрызгивания как при сварке в аргоне, так и при сварке в среде углекислого газа. В отличие от известного электрода струйный перенос начинается при минимальных токах и минимальном напряжении на дуге (17-19 В), причем сразу наблюдается максимальная частота перехода капель 300-320 1/С. С ростом напряжения частота перехода капель уменьшается до 170-180 1/С, но процесс также идет без коротких замыканий. При изменении диаметра тугоплавкого сердечника ниже 0,07 и более 0,5 диаметра электрода струйный перенос электродного металла нарушается. Химический анализ четвертого слоя наплавленного металла показал, что при использовании оболочки из стали 08Г2С содержание титана и циркония составляет 0,014-0,020% что соответствует их содержанию в проволоках (Св 08ГСМТ, Св 15 СТЮЦА, Св 20ГСТЮА (ГОСТ 2246-70). Эти марки сварочных материалов могут быть получены в виде композиционной проволоки по изобретению. При использовании оболочки из стали 04Х19Н9 и сердечника из титана доказана возможность получения композиционных электродов типа Х18Н10Т, 08Х20Н9Г7Т, так как содержание титана в наплавке составило 0,45% что соответствует требуемому. Опыты 4,5 (см. таблицу) подтвердили возможность получения композиционных электродов со струйным переносом, которые обеспечивают наплавку твердых высокоизносостойких слоев за счет использования высокоуглеродистой оболочки и материала сердечника, являющегося сильным карбидообразователем. Испытания показали, что достигается снижение величины критического тока, при котором наблюдается струйный перенос электродного металла при сварке, а также упрощение технологии изготовления электрода с использованием тугоплавкого металла.
Эти марки сварочных материалов могут быть получены в виде композиционной проволоки по изобретению. При использовании оболочки из стали 04Х19Н9 и сердечника из титана доказана возможность получения композиционных электродов типа Х18Н10Т, 08Х20Н9Г7Т, так как содержание титана в наплавке составило 0,45% что соответствует требуемому. Опыты 4,5 (см. таблицу) подтвердили возможность получения композиционных электродов со струйным переносом, которые обеспечивают наплавку твердых высокоизносостойких слоев за счет использования высокоуглеродистой оболочки и материала сердечника, являющегося сильным карбидообразователем. Испытания показали, что достигается снижение величины критического тока, при котором наблюдается струйный перенос электродного металла при сварке, а также упрощение технологии изготовления электрода с использованием тугоплавкого металла.Формула изобретения
Плавящийся электрод для электродуговой сварки и наплавки, выполненный в виде стального стержня с использованием тугоплавкого металла, отличающийся тем, что тугоплавкий металл введен в виде сердечника, диаметр которого составляет 0,07 0,5 диаметра электрода, при этом в качестве тугоплавкого металла использован титан или цирконий.
РИСУНКИ
Рисунок 1MM4A Досрочное прекращение действия патента из-за неуплаты в установленный срок пошлины заподдержание патента в силе
Дата прекращения действия патента: 11.01.2009
Дата публикации: 10.06.2011
Разница между расходуемым и нерасходуемым электродом
Пинту Присоединение
Дуговая сварка — это один из видов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления соприкасающихся поверхностей основного металла, а также присадочного металла. Существует несколько процессов дуговой сварки, а именно дуговая сварка с защитным металлом (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в газе (GTAW), дуговая сварка порошковой проволокой (FCAW), дуговая сварка под флюсом (SAW), электрошлаковая сварка (ESW).
При дуговой сварке плавящийся электрод плавится из-за нагрева дуги и впоследствии откладывается на валике сварного шва. Поскольку сам электрод поставляет необходимый наполнитель для заполнения корневого зазора между исходными компонентами, подача дополнительного наполнителя не требуется. Очевидно, расплавленная часть электрода в конечном итоге становится неотъемлемой частью наплавленного валика. Из-за постоянного расхода электрода срок его службы короток.
- Роль эмиссии электронов и образования дуги одинакова как для плавящихся, так и для неплавящихся электродов.

- При использовании как плавящихся, так и неплавящихся электродов прилегающая поверхность основных металлов, а также присадочный металл оплавляются во время дуговой сварки для образования коалесценции.
- Защитный газ требуется для обоих электродов, чтобы защитить горячий валик сварного шва от нежелательного окисления и загрязнения. Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.
| Расходуемый электрод | Нерасходуемый электрод |
|---|---|
| Плавящийся электрод плавится во время сварки и впоследствии откладывается на валике сварного шва. | Неплавящийся электрод не плавится и не откладывается на сварном шве. Он остается неповрежденным на протяжении всей сварки. |
Расходуемый электрод действует как наполнитель и, таким образом, поставляет необходимый наполнитель, предназначенный для заполнения корневого промежутка. | Неплавящийся электрод не подает наполнитель. При этом наполнитель необходимо подавать отдельно. |
| После сварки значительная часть электрода становится неотъемлемой частью наплавленного валика. | После сварки электрод остается целым (за исключением небольшой эрозии). |
| Этот тип электрода не допускает автогенный режим сварки, так как присадочный материал наносится по своей сути. Его можно использовать как для гомогенного, так и для гетерогенного режима сварки. | Позволяет использовать все три режима сварки – автогенный, гомогенный и гетерогенный. |
| Материал электрода следует выбирать на основе исходных материалов, чтобы обеспечить химическую совместимость между ними. | Поскольку неплавящийся электрод не выступает в качестве наполнителя, материал электрода не зависит от свариваемых основных материалов. |
Поскольку электродный материал расходуется во время сварки, обычно требуется частая замена электрода. Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. | Неплавящийся электрод обеспечивает увеличенный срок службы, поскольку он не расходуется во время сварки. Частая замена также нежелательна (помогает повысить производительность). |
Процессы дуговой сварки с использованием плавящегося электрода:
| Процессы дуговой сварки, в которых используется неплавящийся электрод:
|
- Технология производства: литейное производство, формовка и сварка П. Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник по технологии сварки О. П. Кханна (Dhanpat Rai Publications).
 Н. Рао (Tata McGraw Hill Education Private Limited).
Н. Рао (Tata McGraw Hill Education Private Limited).Tagged Дуга, Проводимость, Электрод, Электрон, Соединение, Плавление
Дополнение к методу испытаний A604 для испытаний на макротравление расходуемых электродов переплавленных стальных стержней и заготовок
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что
у вас есть
читать
настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его
условия.
Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу. без
скачивание
документ ASTM.
без
скачивание
документ ASTM.
Пожалуйста, , нажмите здесь , чтобы просмотреть лицензионное соглашение для образовательных учреждений.
Собственность. Этот документ защищен авторским правом ASTM International (ASTM), 100
Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США.
Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM.
Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле
и печатная копия) принадлежат ASTM.
Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM. Документ.
Документ.
Ограниченная лицензия. ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом:
Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном
компьютер для просмотра и/или печати одной копии документа ASTM
для отдельных
использовать.
Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом.
Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или
в противном случае.
То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск.
диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
ASTM International предоставляет подписчикам и авторизованным Пользователи у Абонента Авторизованы
Сайт , онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую
подписка
к печатной или онлайн-версии.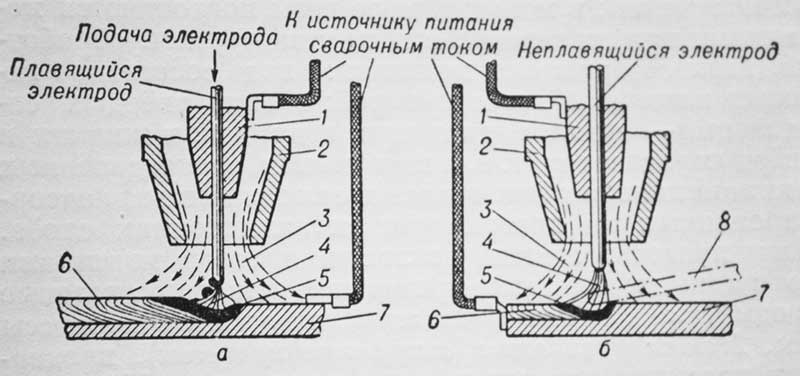 Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; электронная почта: [email protected]
Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; электронная почта: [email protected]
Проверка: ASTM имеет право проверять соблюдение настоящей Лицензии.
Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого
ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения
использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам
для этой цели.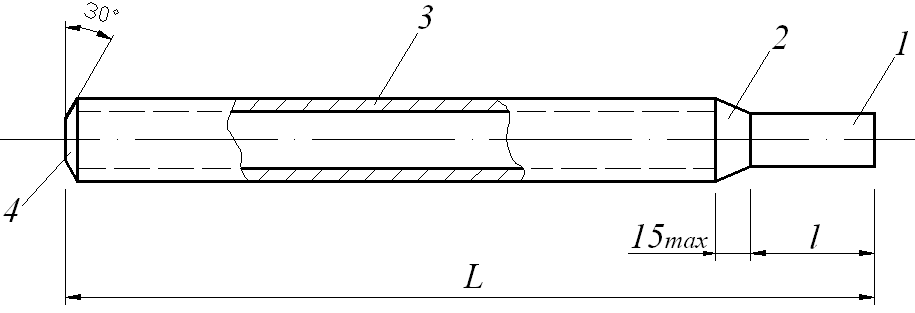 Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Пароли. Вы должны немедленно уведомить ASTM о любом известном или предполагаемом
несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе
потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование
документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения. Для целей настоящей Лицензии авторизованным сайтом является
локализованный сайт
(одно географическое местоположение), находящееся под единым управлением в одном месте. Для
Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом.
Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается
другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти
Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). Авторизованный
Пользователь означает
только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в
Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки. на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
Прекращение. Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция. Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция. Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это
заменяет все предыдущие или одновременные устные или письменные сообщения, предложения,
заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого
цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету
вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии. Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели или ненарушение прав, за исключением случаев, когда эти отказы считаются юридически недействительным.
Ограничение ответственности. В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю
данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того,
теория ответственности, возникающая в связи с использованием или загрузкой ASTM
Документ.