принцип работы и особенности технологии, устройство ручного резака
Плазменная резка – новая великолепная технология, позволяющая разрезать металлы солидной толщины и любой природы, даже самой капризной. В качестве режущего предмета выступает не нож, а плотная струя плазмы, которая позволяет формировать идеально точный рисунок реза в единицу заданного времени.
Этот способ работы с содержит множество достоинств, которые мы разберем ниже. А сейчас начнем с физики – нужно разобраться с сутью процесса.
Содержание
- Физика плазмы
- Классификация видов плазменной резки
- Простой
- С применением защитного газа
- С водой вместо воздуха
- Преимущества резки плазмой
- Недостатки плазморезки
- Советы и нюансы
- Как работать плазморезкой?
- Выбор аппарата для плазменной резки
- Выбор плазменного резака по мощности
- Выбор резака по времени и скорости разрезания материала
- Пара слов о горелке
Физика плазмы
Технология плазменной резки металла отдает главную женскую роль нашей любимой электрической дуге. Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Начало процесса – включение источника электрического питания и подача тока высокой частоты в . Источник питания включается автоматически после нажатия тумблера розжига в аппарате.
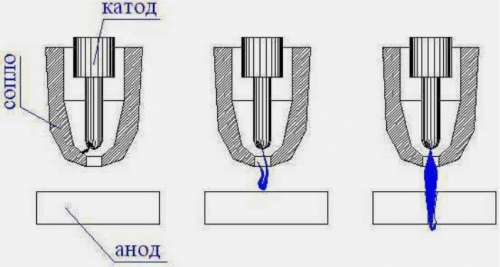
Сначала формируется так называемая промежуточная дуга – она имеет временный характер и соединяет электрод с наконечником сопла резака. Нагревается эта дежурная дуга до уровня температуры около 8000°С.
Это важный момент общего процесса плазменной резки – нужно помнить, что настоящая дуга между электродом и металлом образуется не сразу, а через ее промежуточный вариант.
Следующий этап процесса – поступление воздуха из компрессора, который обычно прилагается к аппарату резки металла. Компрессор подает воздух в сжатом виде. Этот воздух поступает в камеру плазмотрона, в котором находится и уже раскалена временная электрическая дуга.
Дуга нагревает сжатый воздух, объем которого при нагреве увеличивается во много раз. Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Малый диаметр сопла дает возможность разгонять поток этой раскаленной плазмы до огромных скоростей, с которыми струя вылетает из аппарата. Скорость потока может достигать трех метров в секунду.
Схема работы плазменной резки.Температура воздуха – запредельная, вплоть до 30 000°С. При этих условиях электрическая проводимость воздуха – плазмы практически равна проводимости разрезаемого металла.
Настоящая конечная дуга появляется мгновенно, как только поток плазмы достигает и касается поверхности металла. Временная дуга, в свою очередь, автоматически выключается. Металл начинает плавится точно в месте среза.
Жидкие металлические капли сразу же сдуваются струей сжатого воздуха. Это и есть принцип плазменной резки. Как видите, все просто, логично и понятно.
Классификация видов плазменной резки
Виды плазменной резки будут зависеть от среды, в которой проводятся работы по металлу:
Простой
Главное отличие способа – ограниченность электрической дуги.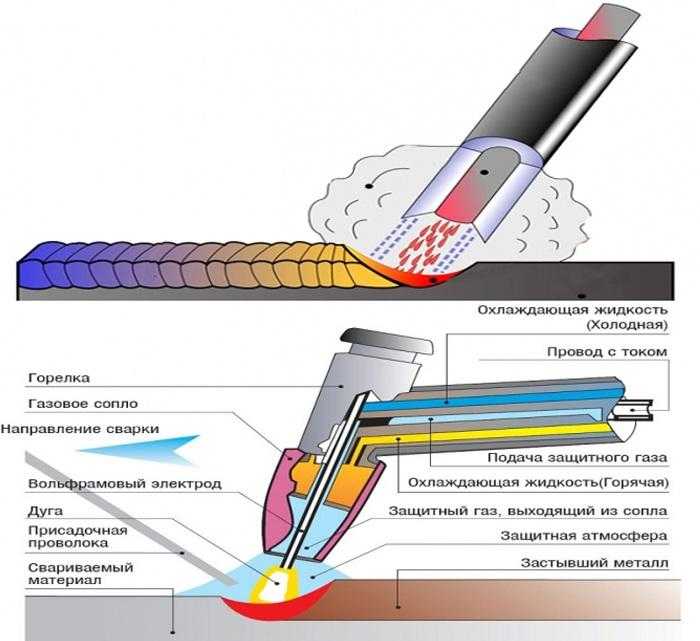 Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
При этом способе толщина металлов не должна превышать 10-ти мм. Способ отлично работает для низколегированных сплавов стали и других мягких металлов. Режущим элементом выступает кислород, из которого формируется сжатая струя, превращающаяся в итоге в плазму.
В разрезах получаются очень ровные кромки, не требующие дальнейшей доработки.
С применением защитного газа
При этом способе вместо воздуха используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. Качество срезов в данном случае значительно повышается благодаря отличной защите процесса от воздействия окружающей среды.
Газ для плазменной резки не представляет из себя ничего необычного: это может быть водород или аргон – «газовая классика».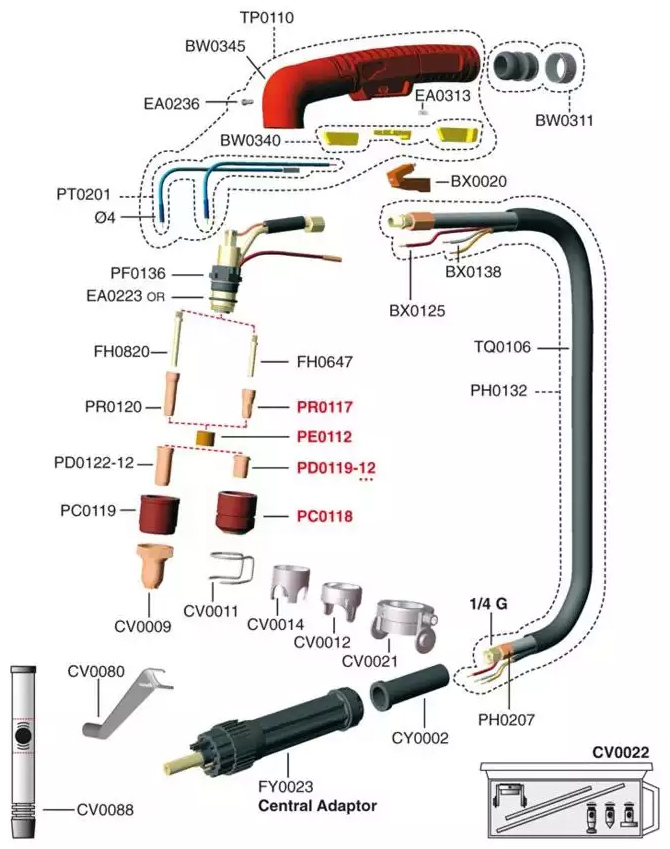
С водой вместо воздуха
Отличны способ со многими преимуществами, одно из которых – отсутствие необходимости в дорогостоящей и громоздкой системе охлаждения.
Существуют и другие критерии классификации плазменной резки. К примеру, виды резки бывают разделительными и поверхностными. Первый из них используется чаще.
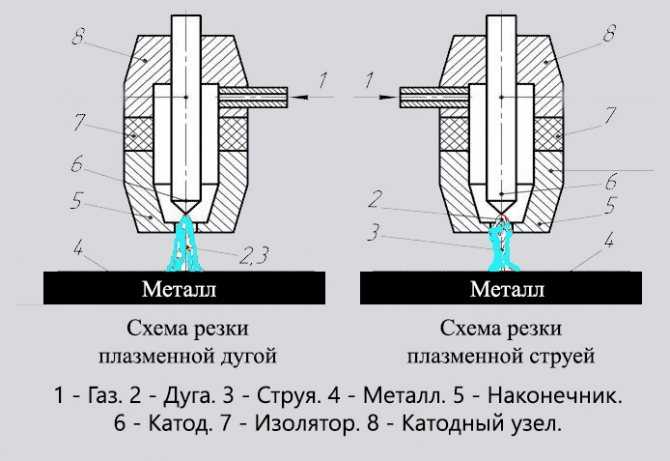
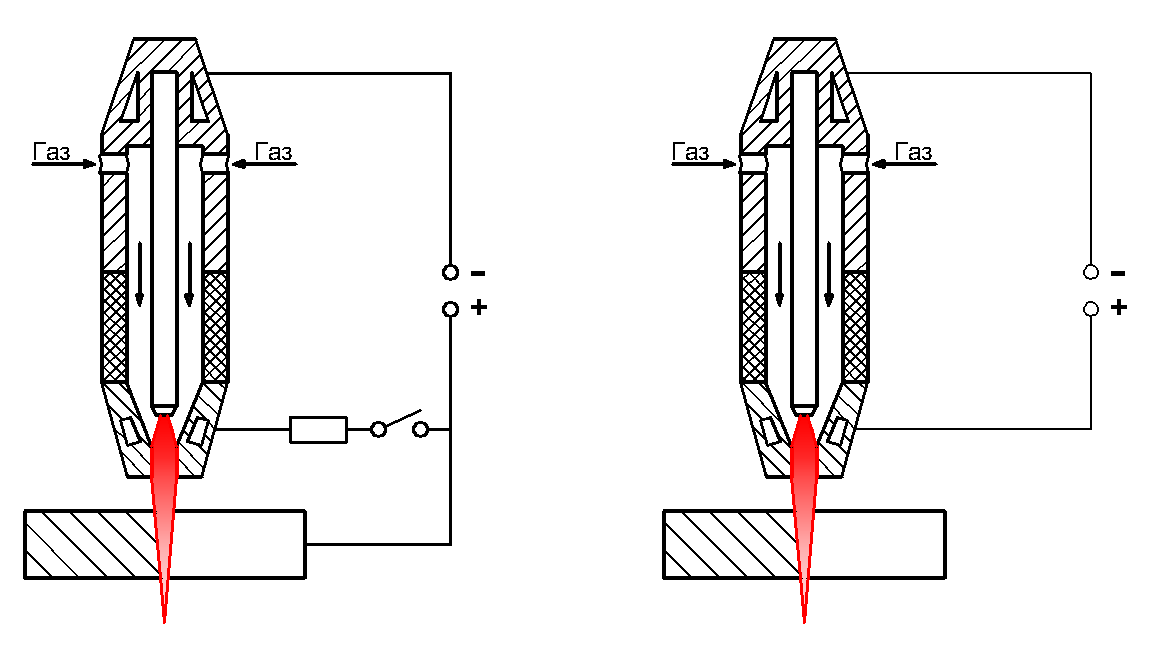
Еще один параметр – способ резки. Один вид — резка дугой, в котором разрезаемый металл выступает в качестве элемента электрической цепи. Другой вид – резка струей, когда электрическая дуга соединяет электроды, а не металлическую заготовку.
Плазменные резаки представлены на рынке в самых разнообразных вариантах, так что их можно классифицировать по маркам, производителям и многим другим техническим и торговым параметрам.
Есть, например, ручная плазменная резка – самый демократичный способ и по цене, и по простоте исполнения. Есть машинные автоматические технологии, устройства для которых намного дороже и сложнее.
Преимущества резки плазмой
Принцип работы плазменной резки.
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам.
- нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.

- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.

Ни один способ обработки металлов не обходится без недостатков, и плазменная резка здесь не исключение.
Недостатки плазменной резки следующие:
- Дороговизна всего модельного ряда аппаратов для плазменной резки, включая даже самые простые ручные варианты.
- Пределы толщины металла для резки плазмой: предельная толщина всего 100 миллиметров.
- Это шумный способ работы, потому что сжатый воздух или газ подаются с огромной скоростью.
- Оборудование непростое, дорогое и требующее грамотного и постоянного технического обслуживания.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
Плазменная дуга и струя.начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т. д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Как работать плазморезкой?
Электрическая схема плазменного генератора.Резка металлов с помощью плазменного потока — слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки. Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями.
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. с режущей дугой нужно вести по материалу ровно и медленно.
Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. с режущей дугой нужно вести по материалу ровно и медленно.
Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
После завершения работы резак нужно наклонить. Воздух будет выходить и после выключения аппарата – непродолжительное время.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Устройство плазменного резака может различаться, все зависит от функций его назначения.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
Открытая и закрытая плазменная струя.
Если вам нужен компактный для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
Устройство плазменного резака.Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва.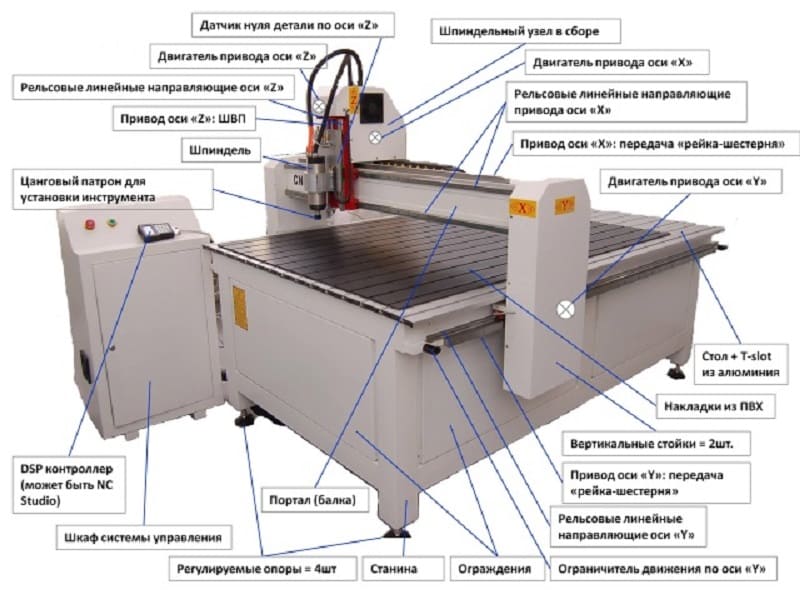 Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.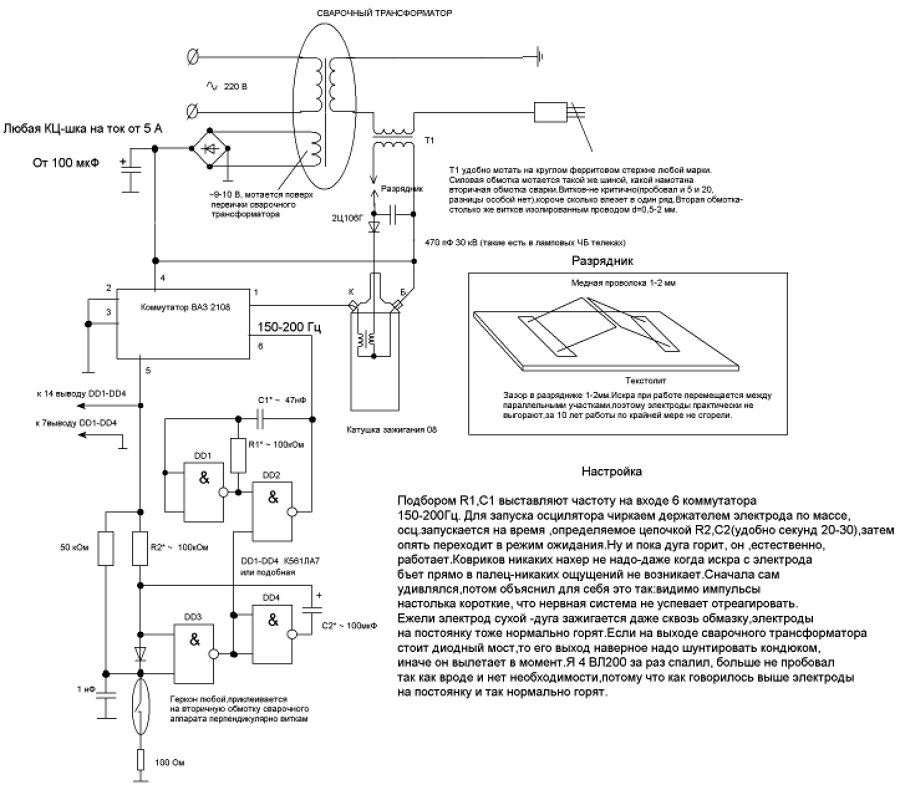
Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать , выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Плазменная резка металлопроката
Одним из самых эффективных и широко применяющихся методов резки по металлу является плазма. Она хорошо справляется с листами металла большой толщины, при этом нисколько не уступая по качеству обработки. Среди категорий обработки ее можно отнести к термической, так как при работе по большей части задействуют температурные факторы, а не механические. Плазма в тандеме с ионизирующим газом проходит через металлическую поверхность, как разогретый нож, через кусок сливочного масла. Отсюда такая эффективность в металлообработке и большой спрос.
Она хорошо справляется с листами металла большой толщины, при этом нисколько не уступая по качеству обработки. Среди категорий обработки ее можно отнести к термической, так как при работе по большей части задействуют температурные факторы, а не механические. Плазма в тандеме с ионизирующим газом проходит через металлическую поверхность, как разогретый нож, через кусок сливочного масла. Отсюда такая эффективность в металлообработке и большой спрос.
Принцип работы
Перед тем, как плазменный резак разогревается до состояния, при котором может легко прожигать почти любой металл, в установке начинается ионизация. В качестве сырья для этого процесса могут выступать газы, например, азот или сжатый воздух. Из них, впоследствии контакта с электродом под большим давлением, и появляется плазма. При увеличении давления плазменный резак начинает пропорционально увеличиваться, устремляясь к головке резака, словно жидкость. В головке режущей установки для этого специально есть сужающийся канал, из-за которого плазма концентрируется в одной точке.
Удобство плазменной резки заключается в том, что весь расплавленный металл под высокотемпературным давлением буквально выдувается из изделия. Остатки сырья стекают вниз, не пачкая заготовку, таким образом изделие и рабочая поверхность перед станком остаются ровными и чистыми.
Из-за работы электродов и свойства электропроводности плазмы, вся установка для резки нуждается в заземлении, поэтому конструкция стола чаще монтируется к полу помещения. По этой же причине пока сложно говорить о более сложных плазменных инструментах и полностью автоматизированном процессе обработки.
Особенности и нюансы
Несмотря на удобство и эффективность плазмы в работе с металлом, не всегда этот метод может быть удобен для резки и обработки. В частности это связано с тем, что не все оборудование для резки плазмой так легко может запускать процессы ионизации. Иногда для запуска требуется искра с высоким напряжением тока, так как на более бюджетных станках просто нет возможности для ее создания. К тому же, оснащение резаков такими мощностями зачастую ведет к сбоям в работе и прочим проблемам с электрикой, по этой причине метод также не считается совершенным.
К тому же, оснащение резаков такими мощностями зачастую ведет к сбоям в работе и прочим проблемам с электрикой, по этой причине метод также не считается совершенным.
В некоторых случаях, чтобы решить данную проблему, прибегают к созданию пилотной дуги, при которой искра создается прямо внутри режущего канала с использованием тока низкого напряжения и малой частоты. В этой дуге появляется небольшой сгусток плазмы, который раздувается по мере работы установки.
Еще один способ решения — метод пружинного плазмотрона, когда режущую головку до старта установки вплотную прижимают к заготовке. Из-за этого в момент запуска между металлической поверхностью и резаком создается короткое замыкание и искра, благодаря которой появляется дуга плазмы. Далее дуга аналогично «раздувается» в процессе резки.
Процесс ионизации и использование газов
Для плазменного резака процесс ионизации газов важен так же, как для механического оборудования заточка инструментов. К примеру, острота и скорость разреза напрямую зависят от условий среды ионизации и использования определенных газов для этого процесса.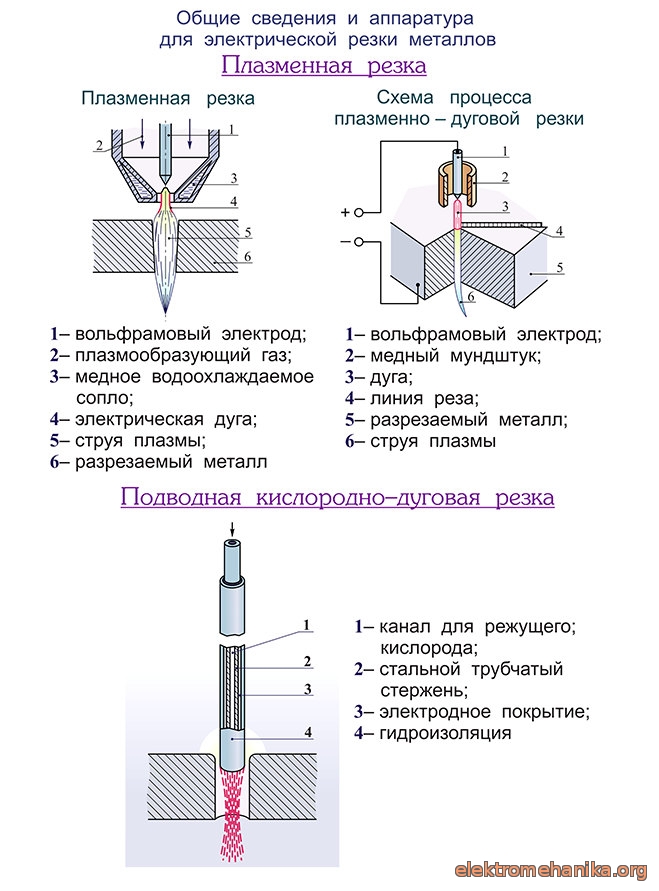 Плазмообразующие факторы могут влиять на глубину слоя газонасыщенности и характер химических и физических свойств на следах от разреза. Поэтому для некоторых материалов необходимо использование определенных газов и консистенции. К примеру, для обработки сплавов из меди и алюминия используют только такие газы:
Плазмообразующие факторы могут влиять на глубину слоя газонасыщенности и характер химических и физических свойств на следах от разреза. Поэтому для некоторых материалов необходимо использование определенных газов и консистенции. К примеру, для обработки сплавов из меди и алюминия используют только такие газы:
- Азот;
- Смесь аргона и водорода;
- Смесь азота и кислорода;
- Кислород;
- Сжатый воздух.
Преимущества и недостатки
Среди достоинств можно выделить:
- Возможность резки и обработки почти всех, проводящих ток, металлы;
- Хорошее качество резки в диапазоне от 50 до 150 мм толщины слоя;
- Беспрепятственное использование плазмы в водной среде для уменьшения зоны термического влияния (ЗТВ) и снижения общего шума рабочего процесса;
- Минимальные показатели пропила металлов;
- Большая скорость и эргономичность метода.
Недостатки:
- Невозможность качественной обработки тонких слоев металлов в сравнении с резкой лазером;
- Ограничение по толщине в сравнении с гидроабразивной резкой;
- Сложность процесса ионизации и необходимость постоянного наличия оператора;
- Требования к ровному расположению материалов;
- Неэкологичность рабочей среды.
В сравнении с газопламенными, лазерными и гидроабразивными методами резки металла, плазменная уступает в некоторых аспектах. Однако скорость работы и высокая точность в своем рабочем диапазоне нивелирует эти недостатки.
Компания ООО «Первая Металлобаза» предлагает услуги по резке металла, в том числе методом плазменной резки.
Что такое плазменная резка? Принцип работы и его преимущества
Существует несколько преимуществ плазменной резки как метода изготовления металла по сравнению с другими. Эти преимущества включают экономическую эффективность, более широкий диапазон резки металла, высокую точность и повторяемость.
Что такое плазменная резка? Как работает этот процесс? Какой газ идеально подходит для использования в этом процессе? С какими материалами работают плазменные резаки? Мы подробно ответим на эти вопросы и предоставим вам другую важную информацию о плазменной резке.
Обзор плазменной резки Плазменная резка — это процесс изготовления металла, в котором используются ионизированные газы, нагретые до температуры выше 20 000 0 C, для плавления металлических материалов. Этот газ, выбрасываемый под высоким давлением, расплавляет материал и удаляет его из разреза.
Этот газ, выбрасываемый под высоким давлением, расплавляет материал и удаляет его из разреза.
Важно отметить, что этот процесс работает только с электропроводящими материалами, такими как нержавеющая сталь, медь, алюминий и другие металлы. Другими словами, плазменная резка не может резать камень, бумагу, стекло и другие плохие проводники электричества.
Этот метод не имеет себе равных по экономичности, когда речь идет о резке толстых металлов. Кроме того, он универсален и требует низких затрат на обслуживание инструмента. Он также обладает высокой точностью резки, что делает его идеальным для резки деталей со сложной геометрией.
Кратко познакомившись с тем, что такое плазменная резка, давайте узнаем немного об ее истории.
История плазменной резки Процесс плазменной резки существует с 1957 года. Он начался как расширение процесса GTAW (дуговая сварка вольфрамовым электродом). Первоначально его основным применением была резка стальных и алюминиевых пластин толщиной от половины дюйма до шести дюймов.
Плазменные резаки, использовавшиеся в ту эпоху, были непредсказуемы и не обладали точностью, присущей современным резакам. Кроме того, используемые электроды и сопла быстро выходили из строя из-за воздействия тепла во время процесса. Замена сопла и электродов часто делала плазменную резку в то время дорогой.
Конец 1960-хОднако в конце 1960-х и начале 1970-х годов в этой технике произошел прорыв, когда инженеры создали двухпоточную горелку. Этот резак помог увеличить срок службы электродов и сопел, а также повысить качество и точность резки.
1970-е годыИнженеры использовали 1970-е годы для контроля паров и дыма, первоначально возникающих в процессе резки, с помощью водяного глушителя и стола. Они также разработали более совершенные сопла, которые помогли повысить точность дуги, предоставив операторам и машинистам возможность тонкой настройки.
1980-е 1980-е годы были периодом экспериментов для инженеров, когда они разработали и внедрили несколько новых функций.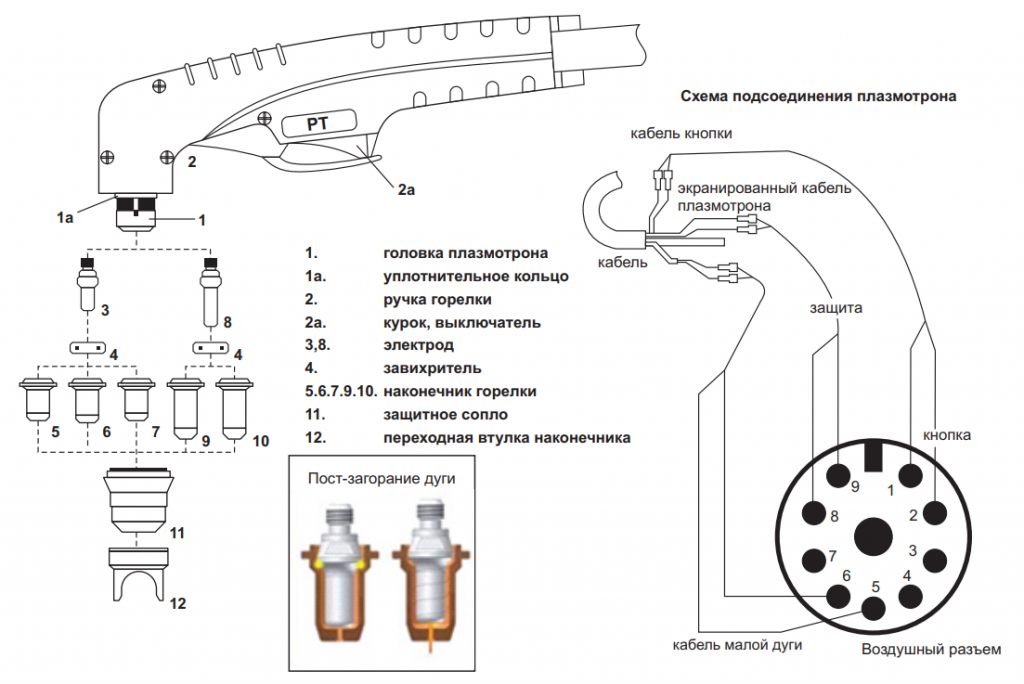 Эти функции включают плазменные резаки на основе кислорода и обеспечивают лучший контроль резки за счет различных уровней мощности. Они также сосредоточились на портативности блока плазменной резки, сделав его более эргономичным.
Эти функции включают плазменные резаки на основе кислорода и обеспечивают лучший контроль резки за счет различных уровней мощности. Они также сосредоточились на портативности блока плазменной резки, сделав его более эргономичным.
К 1990-м годам плазменные резаки высокого разрешения появились на рынке благодаря использованию долговечных кислородных процессов. Эти долговечные кислородные процессы в сочетании с новой системой сопел дали плазменным резакам той эпохи возможность в четыре раза увеличить плотность энергии по сравнению с предыдущими периодами.
С 1990-х годов по сегодняшний день в центре внимания инженеров находятся варианты питания и управления, а также повышение эффективности. Они также повысили точность плазменных резаков: сегодня модели предлагают более острые края и точные разрезы. Портативность и автоматизация — другие аспекты плазменного резака, которые инженеры значительно улучшили по мере того, как в обращении появилось больше портативных устройств.
Теперь, когда мы знаем, как развивалась плазменная резка, как она работает?
Как работает плазменная резкаПроцесс плазменной резки включает использование тепла для плавления металла вместо механической резки. Плазменные резаки работают, посылая электрическую дугу через газ. Затем этот газ проходит через суженное отверстие (сопло). Ограниченное отверстие заставляет газы проталкиваться через него с высокой скоростью, образуя плазму. Резка заготовки влечет за собой контакт режущего наконечника плазменного резака с заготовкой. Также обратите внимание, что из-за проводимости плазмы необходимо соединить заготовку с землей через режущий стол.
Не все системы плазменной резки работают одинаково. Однако существует три типа процессов резки.
Три типа процесса резки- Высокочастотный контакт : Это малобюджетная форма. Также из-за риска помех современному оборудованию из-за его высокой частоты этот процесс недоступен для плазменных резаков с ЧПУ. Высокочастотная контактная резка включает использование высокочастотной искры и высокого напряжения — искра образуется, когда плазменная горелка соприкасается с разрезаемым металлом. Контакт замыкает цепь, инициирует искру и создает плазму, используемую для резки.
- Пилотная дуга: В этом процессе резки искра возникает внутри резака за счет комбинации слаботочной цепи и высокого напряжения. Эта искра способствует созданию вспомогательной дуги, небольшого количества плазмы. При соприкосновении с заготовкой плазменный резак создает режущую дугу, которая позволяет машинисту или оператору начать процесс резки.
- Подпружиненная головка плазменной горелки: Чтобы создать короткое замыкание, операторы прижимают резак к заготовке. При возникновении короткого замыкания начинает течь ток. Для создания вспомогательной дуги операторы сбрасывают давление.
 Высокочастотная контактная резка включает использование высокочастотной искры и высокого напряжения — искра образуется, когда плазменная горелка соприкасается с разрезаемым металлом. Контакт замыкает цепь, инициирует искру и создает плазму, используемую для резки.
Высокочастотная контактная резка включает использование высокочастотной искры и высокого напряжения — искра образуется, когда плазменная горелка соприкасается с разрезаемым металлом. Контакт замыкает цепь, инициирует искру и создает плазму, используемую для резки. Тип газа, используемого в процессе, зависит от метода резки, режущего материала и толщины.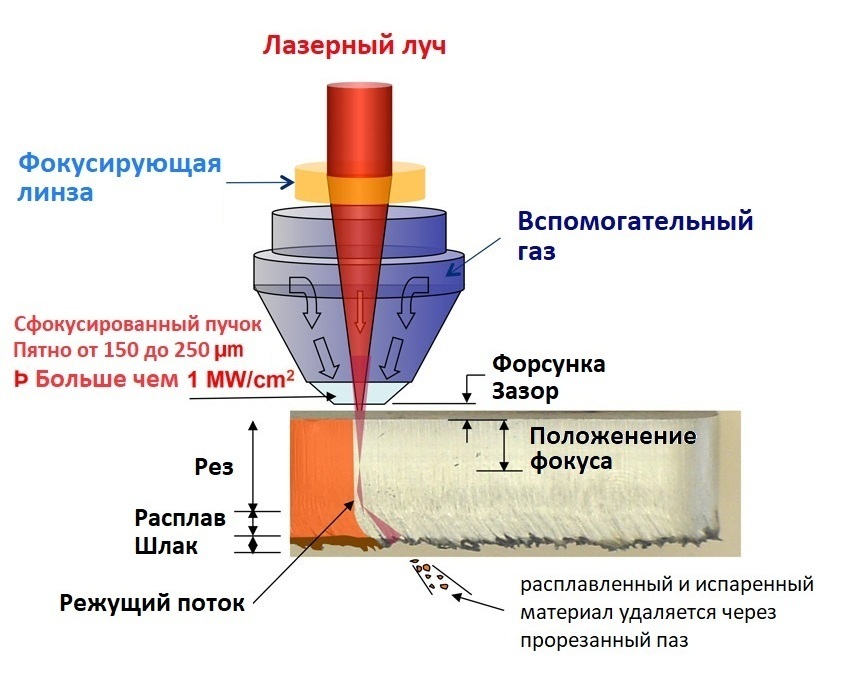 Помимо обеспечения формирования плазменной струи, используемый газ также должен способствовать удалению расплавленного материала и оксида из реза. Наиболее распространенные газы, используемые для плазменной резки, включают:
Помимо обеспечения формирования плазменной струи, используемый газ также должен способствовать удалению расплавленного материала и оксида из реза. Наиболее распространенные газы, используемые для плазменной резки, включают:
Аргон — инертный газ, и его плазменная дуга стабильна. Стабильность означает, что этот газ почти не реагирует с любым металлом при высоких температурах. Электроды и сопла, используемые для резки аргоном, часто имеют более длительный срок службы, чем те, которые используются с другими газами.
Газ аргон имеет ограничения при резке из-за его низкой плазменной дуги и энтальпии. Кроме того, при резке с использованием аргона в среде с защитой от аргона неизбежно возникнут проблемы со шлаком. Это в первую очередь связано с тем, что поверхностное натяжение расплавленного металла примерно на 30% выше, чем в азотной среде. Эти проблемы являются одной из причин, по которой аргон редко используется для плазменной резки.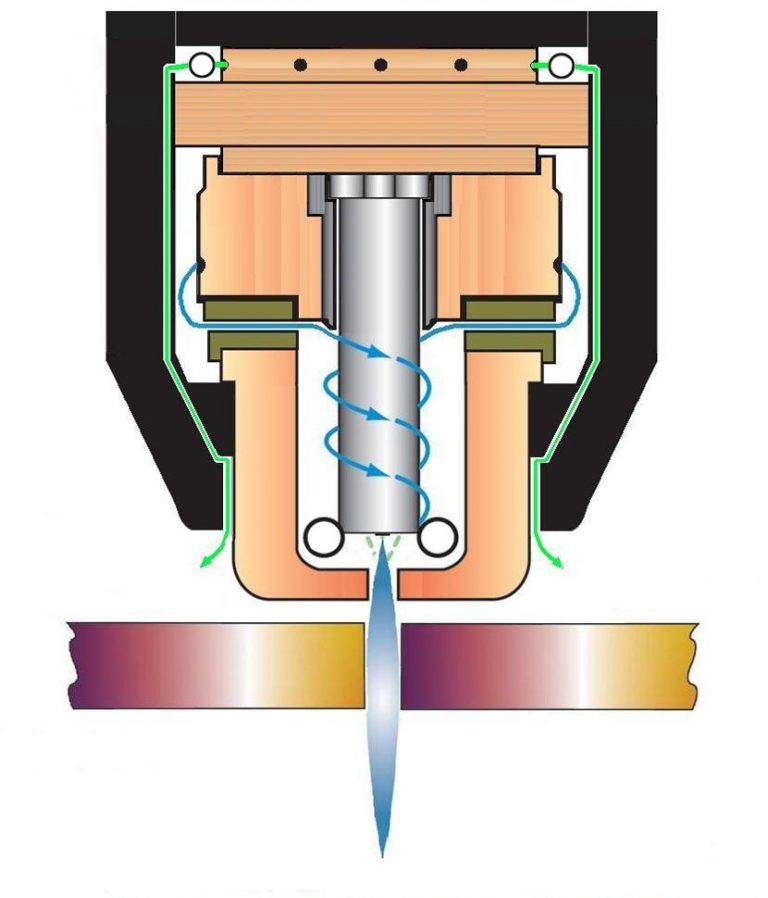
Азот имеет лучшую стабильность плазменной дуги и более высокую энергию струи, чем аргон, особенно при более высоком напряжении питания. Кроме того, он образует минимальное количество шлака на нижних краях разреза даже при резке таких металлов, как сплавы на основе никеля и нержавеющая сталь с высокой вязкостью.
Газообразный азот работает как самостоятельный газ или в сочетании с другими газами. Это также облегчает высокоскоростную резку углеродистой стали.
ВоздухВоздух содержит 78 % азота и 21 % кислорода по объему, что делает его подходящим газом для плазменной резки. Кислородная составляющая воздуха делает его одним из самых быстрых газов, используемых при резке низкоуглеродистой стали. Кроме того, поскольку воздух повсюду, это экономичный газ для работы.
С другой стороны, электрод и сопло, используемые для этого процесса, обычно имеют короткий срок службы, что увеличивает затраты на резку и снижает эффективность.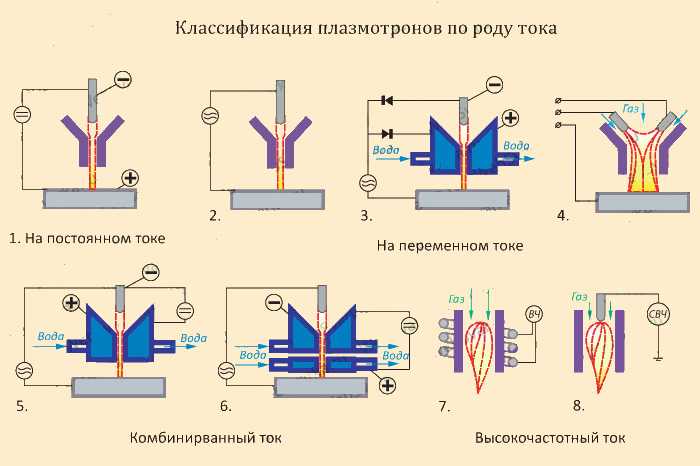 Кроме того, использование воздуха в качестве автономного газа проблематично, так как это приводит к зависанию шлака и снижению окисления.
Кроме того, использование воздуха в качестве автономного газа проблематично, так как это приводит к зависанию шлака и снижению окисления.
Как и воздух, кислород увеличивает скорость резки низкоуглеродистой стали. Использование высокоэнергетической плазменной дуговой резки и высокой температуры кислорода увеличивает ее скорость. Однако для использования кислорода лучше всего сочетать его с электродами, устойчивыми к высоким температурам и окислению.
ВодородВодород часто используется в качестве вспомогательного газа для смешивания с другими газами для плазменной резки. Одной из наиболее распространенных комбинаций является водород и аргон, который производит один из самых мощных газов при плазменной резке.
Смешивание аргона с водородом значительно увеличивает напряжение дуги, энтальпию и режущую способность струи аргоновой плазмы. Режущая эффективность этой комбинации также увеличивается при сжатии струей воды.
При плазменной резке обычно используются несколько газов. В таблице ниже показаны эти газы, разрезаемые материалы и преимущества газа по отношению к материалу.
| Толщина материала | Плазменный газ | Вторичный газ | Замечание | |||
| Структурная сталь от 0,5 до 8 мм | кислород | Кислород или кислород/ азот или азота | Без серых. 50 мм | Кислород | Кислород/азот или азот или воздух | Без заусенцев до 20 мм, поверхность разреза выглядит гладкой, допуск на прямоугольность до 25 мм, аналогично лазерной резке |
| Высоколегированная сталь от 5 до 45 мм | Аргон/водород/азот | Азот или азот/водород | Без заусенцев до 20 мм, гладкие резы, плохая устойчивость к прямоугольности | 16 мм | Сжатый воздух | Азот или азот/водород | Резка без заусенцев, поверхность может быть шероховатой или зернистой, что позволяет выполнять почти вертикальную резку |
| Алюминий от 5 до 40 мм | Аргон/водород/азот | Азот или азот/водород | Без заусенцев до 20 мм, зернистая или шероховатая поверхность, позволяет резать почти вертикально Это в первую очередь потому, что этот процесс может разрезать любой проводящий материал. Ниже представлены наиболее распространенные материалы для этой техники. Алюминий Ниже представлены наиболее распространенные материалы для этой техники. Алюминий Алюминий обладает электропроводностью, что делает плазменную резку идеальным процессом для его изготовления. Кроме того, этот процесс дает преимущества при работе с более толстыми металлами по сравнению с другими методами изготовления алюминия, такими как лазерная резка. Он может резать алюминий толщиной до 160 мм. Кроме того, производство алюминия с помощью плазменной резки более рентабельно из-за более низких эксплуатационных расходов и затрат на оборудование. Мягкая стальМягкая сталь — это тип стали с низким содержанием углерода, обычно не более 2,1%. Это одна из наиболее часто используемых форм стали из-за ее свойств, которые подходят для многих целей. Кроме того, мягкая сталь недорога в приобретении, и ее свойства, такие как высокая ударная вязкость, свариваемость и пластичность. Нержавеющая сталь Нержавеющая сталь представляет собой сплав железа, устойчивый к коррозии и ржавчине. Латунь — еще один металл, который легко изготавливается с помощью плазменной резки. Это связано с его высокой проводимостью. Однако при изготовлении латуни этим методом лучше всего это делать в хорошо проветриваемых помещениях. Это связано с тем, что латунь содержит цинк, а вдыхание паров, содержащих горящий цинк, вредно для здоровья. Медь Медь обладает тепло- и электропроводностью всех материалов, кроме драгоценных металлов. Важные качества этого металла включают в себя; коррозионная стойкость, высокая пластичность и свариваемость. Эти свойства, в том числе высокая проводимость, делают медь идеальным металлом для плазменной резки. Однако, как и латунь, этот металл важно резать в местах с хорошей вентиляцией. Этот металл популярен благодаря своей низкой стоимости и пластичности. В незначительных количествах он содержит такие элементы, как марганец, сера, фосфор и кремний. Чугун обладает высокой электропроводностью, высокой прочностью на сжатие и низкой температурой плавления, что делает его идеальным для плазменной резки. Преимущества плазменной резкиСуществует несколько преимуществ использования плазменной резки для изготовления металлов по сравнению с другими методами, начиная от экономической эффективности и заканчивая более высокой производительностью и лучшим качеством резки. Вот некоторые другие преимущества. Высокое качество резки По сравнению с другими процессами обработки металлов, такими как газовая резка или гидроабразивная резка , резка плазменными резаками обеспечивает более высокое качество резки металлов. Это связано с отсутствием остаточной накипи на кромке реза металла и меньшей площадью околошовной зоны. Этот процесс позволяет резать любой проводящий электричество металл, что делает его очень универсальным. Он может легко резать такие металлы, как алюминий и высоколегированную сталь средней и большой толщины. Он отлично подходит для нарезания канавок, строгания или маркировки металлов. Кроме того, этот процесс позволяет резать металлы в воде с пониженным уровнем шума. Высокая скоростьПлазменная резка в 100 раз быстрее лазерной и примерно в 10 раз быстрее кислородной. Другими словами, он повышает производительность и сокращает время, затрачиваемое на изготовление металла, по сравнению с другими методами. Более высокая точность и повторяемость Вырезанные детали имеют более высокую точность и качество поверхности благодаря нагреву в процессе. Кроме того, скорость изготовления улучшает воспроизводимость при одновременном сокращении времени, затрачиваемого на механическую обработку металлов. Вы хотите производить металл с помощью плазменной резки? Зачем подвергать себя риску, связанному с процессом, если вы можете передать его более умелым рукам, таким как RapidDirect? RapidDirect — одна из лучших компаний по плазменной резке в мире, предлагающая широкий спектр Услуги по плазменной резке . Наши передовые плазменные резаки могут резать широкий спектр металлов толщиной до 15 мм. Компания RapidDirect гордится тем, что производит детали для плазменной резки с высокой точностью и постоянством, используемые в различных отраслях промышленности. Итак, зачем ждать? Свяжитесь с RapidDirect, чтобы получить детали для плазменной резки уже сегодня. Попробуйте RapidDirect прямо сейчас! Вся информация и загрузки защищены и конфиденциальны. Недостатки плазменной резкиНесмотря на то, что обработка металлов с помощью плазменной резки имеет множество преимуществ, существуют и недостатки.
Плазменная резка — это процесс, который включает использование четвертой стадии материала для резки проводящих металлов. Чтобы получить максимальную отдачу от плазменной резки как процесса производства металла, вам нужен RapidDirect. Мы предлагаем одну из лучших услуг плазменной резки в мире, а также предоставляем другие услуги по резке, такие как гидроабразивная резка и лазерная резка. Кроме того, у нас одни из самых быстрых сроков поставки при конкурентоспособных ценах. Хотите работать с нами? Просто загрузите свой дизайн на нашу онлайн-платформу , чтобы мгновенно рассчитать стоимость! Что такое плазменная резка? (с PDF) — Что такое трубопровод Плазменная резка — это процесс резки металла, при котором струя горячей плазмы используется для резки электропроводящих материалов. Плазма в основном представляет собой совокупность заряженных частиц в виде струи ионизированного газа, которая может создавать температуры выше 200000°C, которые плавят материал для выполнения операции резки. Что такое плазма?Плазма представляет собой электропроводящий ионизированный газ, состоящий из свободных электронов и положительных ионов. Когда любой газ подвергается интенсивному нагреву, он может превратиться в плазму. Под влиянием электрического и магнитного полей плазма может легко течь. Естественное освещение является примером плазмы. Как работает плазменная резка? Поскольку плазменная резка является методом термической резки, для расплавления металла используется высокая температура. В плазменном резаке используется медное сопло, через которое газовый поток с дугой переносится на заготовку с очень высокой скоростью. Операция резки металла достигается за счет высокой температуры и скорости. Собственно, тепло, выделяемое дугой, плавит металл, а газовая струя удаляет расплавленный металл из реза. Для защиты используются защитные газы. Обычными защитными газами являются гелий, азот, аргон или смесь этих газов. См. рис. 1 ниже, на котором схематически изображен процесс плазменной дуговой резки. Рис. 1: Схематическое представление процесса плазменной резки Плазменная резка является одним из лучших способов резки тонких и толстых проводящих материалов. Температура плазменного резакаТемпература плазменного резака очень высокая. Температура плазменной резки может достигать от 20000 0 C до 25000 0 C. Таким образом, безопасность людей на рабочем месте имеет первостепенное значение. Из-за этих высоких температур плазменной резки операция должна выполняться с надлежащей осторожностью с использованием всех средств индивидуальной защиты. Скорости резки для процесса плазменной дуговой резки По экономическим причинам скорость резки для процесса плазменной резки должна быть как можно выше. Однако для конкретной электрической мощности и газовой смеси существует оптимальный диапазон скоростей для каждого типа и толщины материала. Глубина реза для процесса плазменной резкиРежущая способность машины плазменной резки зависит от силы тока плазменной резки. Плазма низкой силы тока может легко резать на глубину до 6 мм. В то время как машины с высокой силой тока необходимы для резки большей толщины. Объявления В основном для качественной плазменной резки толщина материала составляет от 15 до 50 мм. Выбор газа для плазменной резки Выбор газа для плазменной резки зависит от скорости и качества резки, необходимых для конкретных металлов. Плазменная резка может выполняться с использованием нескольких газов. Однако азот широко используется из-за его недорогой природы и легкой доступности. Кроме того, азот можно использовать на многих материалах и толщинах. Смесь газов аргона и водорода повышает скорость и качество резки более толстых металлов, за исключением углеродистой стали. Для правильной работы системы плазменной резки важную роль играет качество плазменного газа. Загрязнения, такие как газовые примеси, влага, грязь, неподходящие газы и т. д., могут стать причиной пропусков зажигания, плохого качества резки или сокращения срока службы расходных материалов. Для плазменной резки алюминия и нержавеющей стали используются неокисляющие газы. Смеси аргона и водорода обеспечивают хорошую резку и высокую скорость резки, поскольку водород увеличивает напряжение дуги и теплопроводность смеси. Параллельные пропилы, небольшое количество окалины, свободные от оксидов поверхности разреза и минимальное количество дыма являются результатом использования смесей аргона и водорода. Плазменная резка углеродистой стали требует окислительного газа для достижения наилучших результатов; экзотермическая реакция железо-кислород обеспечивает дополнительное тепло в точке резки и, таким образом, снижает количество необходимой электроэнергии. Воздух является высокоэффективным газом для плазменной резки углеродистой стали. Как пользоваться плазменным резакомПлазменный резак — это машина, помогающая в процессе резки металла. Для создания плазмы и дуги, необходимых для резки, требуется электроэнергия. Использование плазменного резака довольно просто. Шаги для использования типичного плазменного резака указаны ниже:
Плазменная резка с ЧПУСистема плазменной резки с ЧПУ представляет собой машину с плазменным резаком, движением резки которой управляет компьютер. Термин «ЧПУ» означает «Числовое компьютерное управление», что поясняет, что движение управляется числовыми кодами, введенными в компьютерную программу. По сравнению с ручными ручными плазменными станками, станок плазменной резки с ЧПУ используется для сложной геометрии и критических работ с чистыми, острыми и высококачественными резами. В зависимости от формы материала и гибкости режущей головки обычно существуют три основные конфигурации плазменной резки с ЧПУ. Их:
Преимущества плазменной резкиПлазменная резка является одним из лучших методов резки токопроводящих металлов и сплавов. Основные преимущества, которые предлагает плазменная резка:
|
 Плазменная резка является одним из наиболее эффективных способов изготовления этого металла, так как позволяет получить толщину реза до 30 мм. Марки нержавеющей стали, идеально подходящие для резки, включают: 304, 304L, 316, 316L, 321, 310S, 317 и т. д.
Плазменная резка является одним из наиболее эффективных способов изготовления этого металла, так как позволяет получить толщину реза до 30 мм. Марки нержавеющей стали, идеально подходящие для резки, включают: 304, 304L, 316, 316L, 321, 310S, 317 и т. д.


 Этот процесс предлагает множество преимуществ, включая более высокую производительность, универсальность, точность и качество поверхности.
Этот процесс предлагает множество преимуществ, включая более высокую производительность, универсальность, точность и качество поверхности.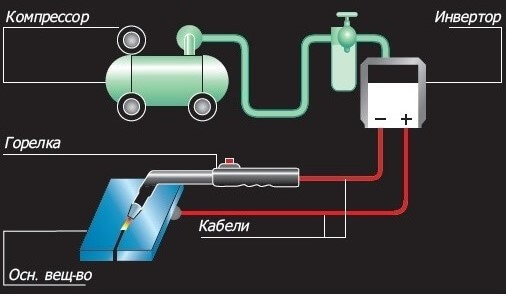 В процессе плазменной резки плазма сжимается через маленькое отверстие, которое увеличивает скорость, образуя струю и продувая рассматриваемые металлы. Процесс плазменной резки широко используется для резки таких материалов, как углеродистая сталь, алюминий, нержавеющая сталь, медь, латунь, монель, чугун, титан и т. д. Использование плазменной резки часто встречается в производственных цехах, промышленном строительстве, ремонте автомобилей и реставрационные, спасательные и утилизационные работы. Благодаря возможности высокоточной резки с очень высокой скоростью плазменная резка находит широкое применение во всем мире.
В процессе плазменной резки плазма сжимается через маленькое отверстие, которое увеличивает скорость, образуя струю и продувая рассматриваемые металлы. Процесс плазменной резки широко используется для резки таких материалов, как углеродистая сталь, алюминий, нержавеющая сталь, медь, латунь, монель, чугун, титан и т. д. Использование плазменной резки часто встречается в производственных цехах, промышленном строительстве, ремонте автомобилей и реставрационные, спасательные и утилизационные работы. Благодаря возможности высокоточной резки с очень высокой скоростью плазменная резка находит широкое применение во всем мире. Плазменный резак работает, посылая электрическую дугу через плазменный газ над суженным отверстием. Обычными газами, которые используются в качестве плазменного газа, являются воздух, азот, аргон, кислород и т. Д. Рассматриваемый металл является частью цепи, и электрическая проводимость плазмы передает дугу на заготовку.
Плазменный резак работает, посылая электрическую дугу через плазменный газ над суженным отверстием. Обычными газами, которые используются в качестве плазменного газа, являются воздух, азот, аргон, кислород и т. Д. Рассматриваемый металл является частью цепи, и электрическая проводимость плазмы передает дугу на заготовку.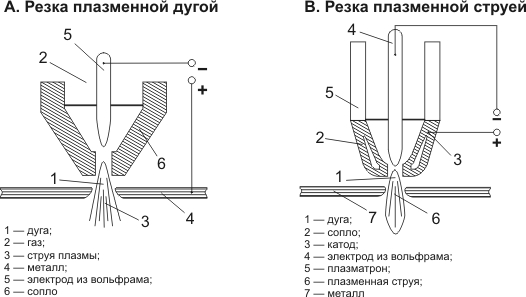 Ручные плазменные резаки используются для резки металлов толщиной до 1,5 дюймов; в то время как более мощные плазменные горелки с компьютерным управлением могут резать до 6 толстых металлов и сплавов. Плазменные резаки создают очень горячий и очень локализованный «конус» для резки металла и характеризуются высокой скоростью резки. Однако процесс обычно вызывает сильный шум.
Ручные плазменные резаки используются для резки металлов толщиной до 1,5 дюймов; в то время как более мощные плазменные горелки с компьютерным управлением могут резать до 6 толстых металлов и сплавов. Плазменные резаки создают очень горячий и очень локализованный «конус» для резки металла и характеризуются высокой скоростью резки. Однако процесс обычно вызывает сильный шум. Превышение скорости приводит к уменьшению ширины пропила. 1 м/с — разумная скорость для ручного управления и сложных разрезов.
Превышение скорости приводит к уменьшению ширины пропила. 1 м/с — разумная скорость для ручного управления и сложных разрезов.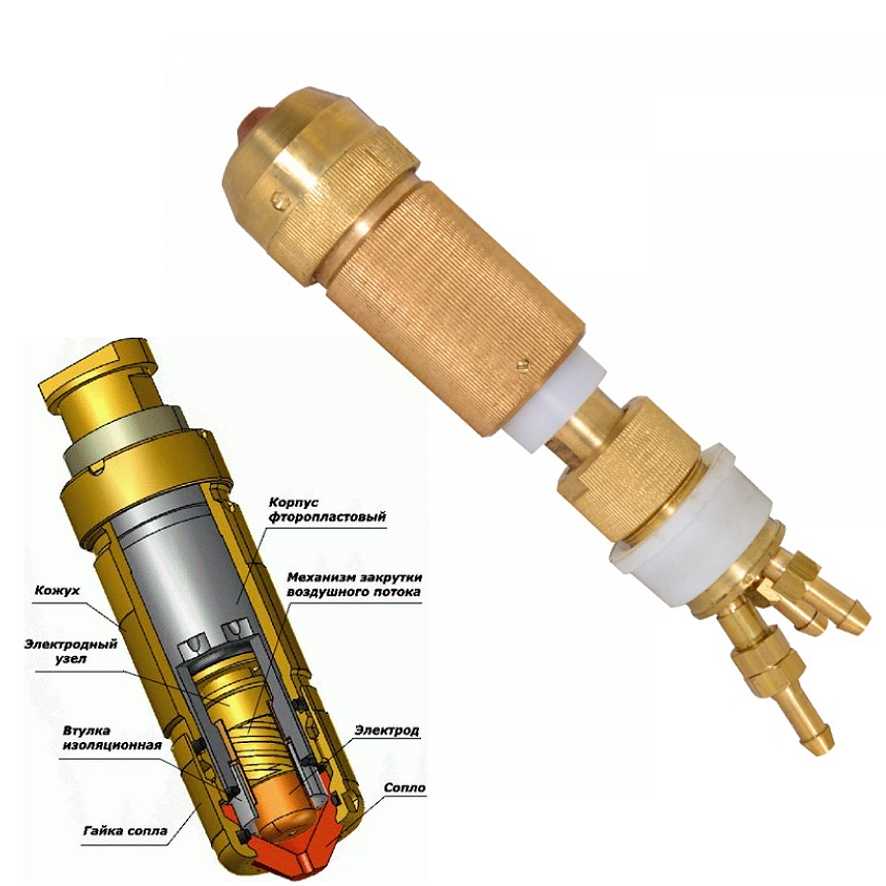 Кислород в качестве газа для плазменной резки улучшает качество резки за счет повышения температуры, повышения скорости резки и/или снижения потребляемой мощности. При толщине менее 25 мм сжатый заводской воздух широко используется во многих областях, поскольку он недорог и обеспечивает качественный рез углеродистой стали.
Кислород в качестве газа для плазменной резки улучшает качество резки за счет повышения температуры, повышения скорости резки и/или снижения потребляемой мощности. При толщине менее 25 мм сжатый заводской воздух широко используется во многих областях, поскольку он недорог и обеспечивает качественный рез углеродистой стали.


