Режимы резания при токарной обработке: расчет, таблица
Что это такое
Под режимом резания чаще всего подразумевают характеристики, которые находят расчетным путем. Это глубина, скорость и подача. Данные величины являются очень важными. Без них качественно выточить любую деталь просто невозможно.
При расчете режимов работы учитывают и другие характеристики производимых рабочих манипуляций:
- допустимые припуски;
- вес заготовок;
- частота вращения шпинделя станка.
При необходимости учитываются много других характеристик тех элементов, которые влияют на процесс обработки деталей.
Какие_обороты_у_токарного_станка_по_металлу
Выбор скоростей резания и чисел оборотов шпинделя в минуту для каждого перехода производим с учетом обрабатываемого материала, вида обработки и материала режущего инструмента ориентировочно — по табл. 57.
При продольном точении детали по Ø 24 мм (табл. 56, третий переход) скорость резания для латуни принимаем равной 150 м/мин. Следовательно, число оборотов шпинделя будет n= 1000v/πD=1000*150/3,14*24=1990 об/мин.
56, третий переход) скорость резания для латуни принимаем равной 150 м/мин. Следовательно, число оборотов шпинделя будет n= 1000v/πD=1000*150/3,14*24=1990 об/мин.
В соответствии с паспортом станка 1336, ближайшее меньшее число оборотов шпинделя в минуту составляет n= 1500.
Таким образом, скорость резания при обработке по Ø 24 мм при n = 1500 будет v= πDn/1000=3,14*24*1500/1000=113 м/мин.
При сверлении отверстия Ø 6 мм (четвертый переход) скорость резания (табл. 57) принимаем равной 50 м/мин. Следовательно, n=1000*50/3,14*6 =2750 об/мин.
В соответствии с паспортом станка принимаем n = 1500 об/мин. Следовательно, v=πDn/1000=3,14*6*1500/1000=28 м/мин.
При сверлении отверстия Ø 3 мм (седьмой переход) быстро-сверлильным шпинделем n1 = 1600 об/мин. и числе оборотов шпинделя станка n*2 = 600 об/мин. фактическое число оборотов сверла будет n св. = 1600 + 600 = 2200 об/мин.
* n = 600 об/мин. по паспорту станка соответствует наибольшему числу оборотов шпинделя при правом вращении.
Таблица 57 Скорости резания, рекомендуемые при работе инструментами из быстрорежущей стали *
Следовательно, v=3,14*3*2200/1000=20,6 м/мин.
При нарезании резьбы М16 x 1 (десятый переход) скорость резания принимаем равной 7,5 м/мин. Следовательно, n=1000v/πD=1000*7,5/3,14*16=150 об/мин.
Полученное число оборотов в минуту n = 150 соответствует паспортным данным станка.
При накатывании детали по Ø 24 мм (одиннадцатый переход) скорость резания принимаем равно 35 м/мин.
Следовательно, n=1000*v/π*D=1000*35/3,14*24=464 об/мин.
В соответствии с паспортом станка принимаем n = 375 об/мин. тогда v= 3,14*24*375/1000=28 м/мин.
Полученные числа оборотов шпинделя и соответствующие им значения скоростей резания указываем в правой верхней части технологической карты (табл. 56).
Для дальнейшие расчетов необходимо знать расстояние между револьверной головкой и торцом шпинделя по каждому переходу, которые указываются обычно непосредственно на эскизах обработки по переходам (фиг. 135).
135).
Пример 1. Точить валик с одной стороны начерно из заготовки, полученной методом горячей штамповки (рис.2.1) 90 х 725 мм с припуском по ступеням вала 5 мм на сторону, материал заготовки сталь 40Х, σв = 72 кг/мм 2 , станок токарно-винторезный модели 16К20Ф1, η = 0,8. Инструмент — резец проходной, φ = 45°, Т5К10, резец проходной упорный 16×25 φ = 90°, Т5К10. Приспособление — центры, хомутик.
Характеристика режимов работы
Расчет операции резания выполняется с использованием специальных справочных и нормативных документов, которых на данный момент существует немало. Необходимо тщательно изучить представленные таблицы и выбрать в них подходящие значения. Правильно выполненный расчет гарантирует высокую эффективность применяемого режима обработки детали и обеспечивает достижение лучшего результата.
Основные виды токарных работ по металлу
Но такой метод расчета является не всегда удачным, особенно в условиях производства, когда нецелесообразно тратить много времени на изучение таблиц с огромным числом значений.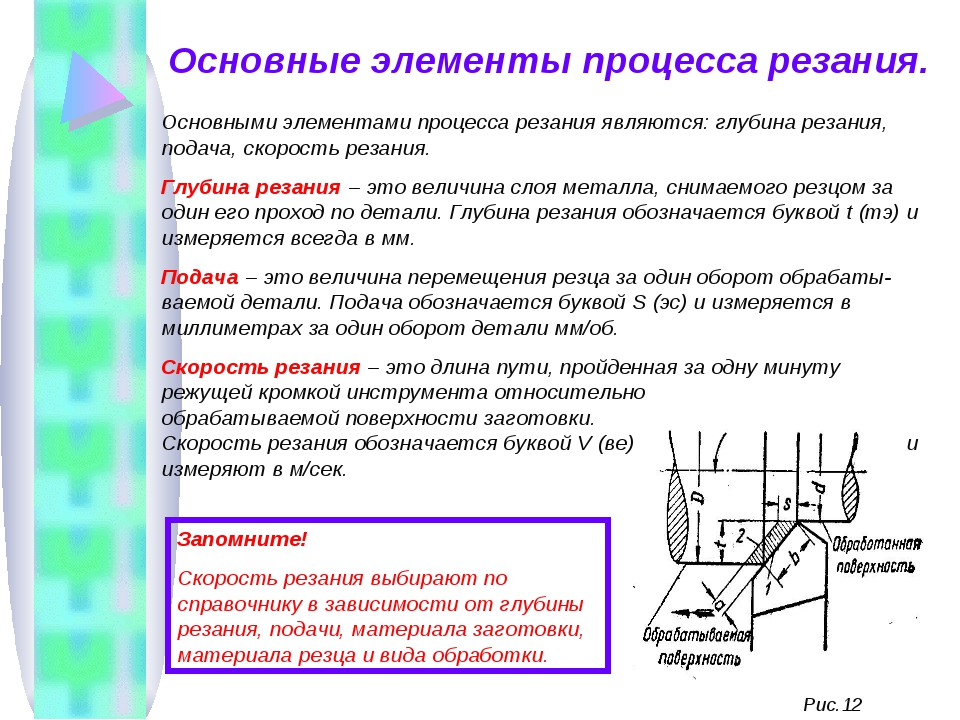 Установлено, что все величины режимов резания взаимосвязаны между собой. Если изменить одно значение, закономерно, что все остальные характеристики обработки станут иными.
Установлено, что все величины режимов резания взаимосвязаны между собой. Если изменить одно значение, закономерно, что все остальные характеристики обработки станут иными.
Поэтому очень часто специалисты предпочитают применять расчетную или аналитическую методику определения режимов резания. Используются специальные эмпирические формулы, при помощи которых определяются все необходимые нормы. Чтобы расчеты по данной методике были абсолютно точными, необходимо знать следующие параметры токарного станка:
- частота вращения шпинделя;
- величины подач;
- мощность.
На современных производствах для выполнения подобных расчетов используют специальное программное обеспечение. Специалисту достаточно ввести известные данные, после чего компьютер выдаст вычисляемые величины. Применение программ для расчетов существенно облегчает работу специалистов и делает производство более эффективным.
Устройство токарного станка
Режимы резания
Важно правильно определить тот слой металла, который подлежит металлообработке. Режущий момент представляет некоторые стадии обработки:
Режущий момент представляет некоторые стадии обработки:
- вначале выбирается глубина, которая обеспечит окончательные размеры детали;
- удаляются просчеты предыдущей обработки, изъяны обрабатываемой поверхности;
- возмещаются погрешности, появившиеся в фазе отделки заготовки.
Поэтому предпринимается несколько перемещений, в результате режущих действий складывается общий припуск, общая глубина. До окончательной доработки предстоит сделать промежуточные операции. К примеру, для отделки детали в четыре перехода сначала определяется глубина четвертого уровня, затем глубина резания третьего перехода и потом второго. Таким образом, в первый черновой проход снимается та разница между общей величиной и трех переходов. Так определяются режущие режимы.
Схема расчетов
Перед выполнением расчетов операции резания необходимо определить, какой тип режущего инструмента будет использоваться в данном случае. При токарной или абразивной обработке хрупких материалов выбирают оснащение с минимальными показателями. Следует не забывать, что во время работы деталь обычно довольно сильно нагревается. Если скорость обработки будет очень высокая, она может деформироваться, что приведет к ее непригодности.
Следует не забывать, что во время работы деталь обычно довольно сильно нагревается. Если скорость обработки будет очень высокая, она может деформироваться, что приведет к ее непригодности.
Процесс резания металла
Обязательно учитывается, какая обработка будет осуществляться – чистовая или черновая. В первом случае подбирают рабочие параметры, которые обеспечат максимальную точность. Специалисты обращают внимание и на толщину срезаемого слоя. В зависимости от данной характеристики выбирается количество проходок для выполнения обрезки на специальном оборудовании.
Глубина
Глубина является одним из важнейших параметров для обеспечения качества изготовленных заготовок. Она определяет толщину срезаемого слоя за одну проходку. При выполнении подрезки торца за глубину принимают диаметр детали.
Учитывается количество проходов, что определяется припусками на обработку:
Изменение обрабатываемого диаметра
- 60% на черновую;
- 20–30% на получистовую;
- 10–20% на чистовую.

Для определения глубины обрезки цилиндрических заготовок используется следующая формула:
k=(D-d)/2, где к – глубина обрезки, D – первоначальный диаметр, d – получаемый диаметр.
При определении режимов резания при работе с плоскими деталями вместо диаметров используют длину. Принято считать, что при черновой обработке глубина должна составлять больше 2 мм, получистовой – 1–2 мм, чистовой – меньше 1 мм. Данный параметр зависит от требований к качеству деталей. Чем меньше класс точности, тем больше проходов необходимо выполнить для достижения необходимых свойств изделий.
Схема черновой обработки металла
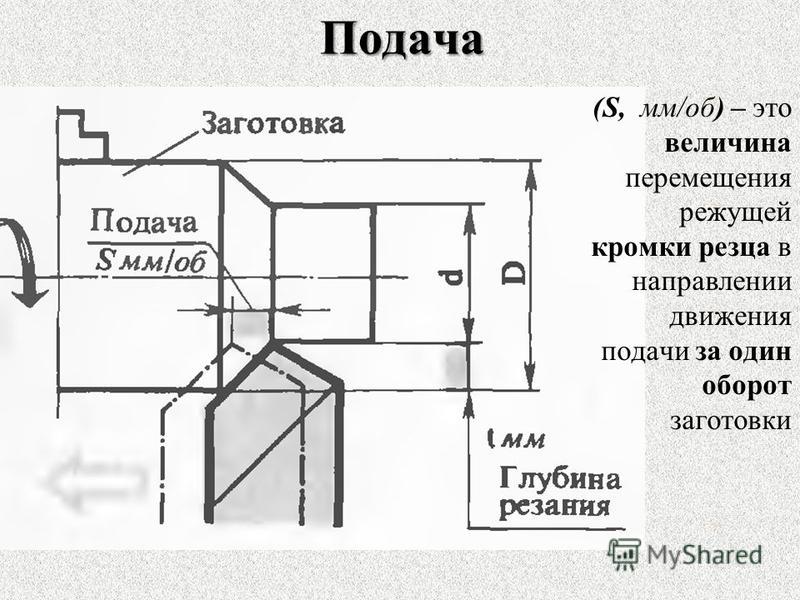
Подача
Пример построения траектории движения резца
Под подачей подразумевают величину перемещения резца за один оборот заготовки. При выполнении черновой обработки данный параметр может иметь максимально возможные значения. На завершительном этапе работ значение подачи определяется с учетом квалитета шероховатости. Данная характеристика зависит от глубины обрезки и габаритов заготовки. Чем меньше размеры, тем она ниже. При большой толщине срезаемого слоя выбираются минимальные параметры подачи.
Данная характеристика зависит от глубины обрезки и габаритов заготовки. Чем меньше размеры, тем она ниже. При большой толщине срезаемого слоя выбираются минимальные параметры подачи.
Чтобы облегчить работу специалистам, разработаны специальные таблицы. Там указаны значения подачи при разных условиях режима резанья. Для выполнения точных расчетов иногда необходимо знать размер державки резца.
Если резанье выполняется с существенными ударными нагрузками, значения с таблицы необходимо умножать на коэффициент 0,85. При работе с жаропрочной конструкционной сталью подача не должна быть больше 1 мм/об.
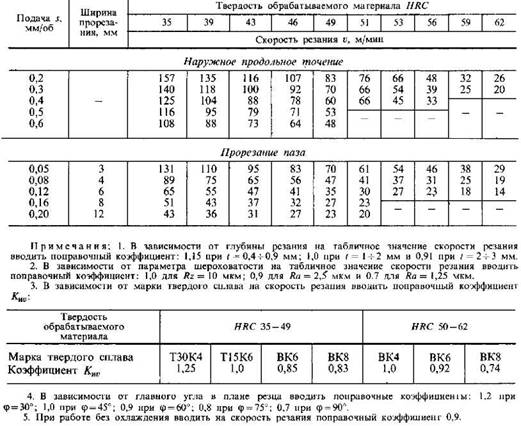
Подачи при черновом наружном точении
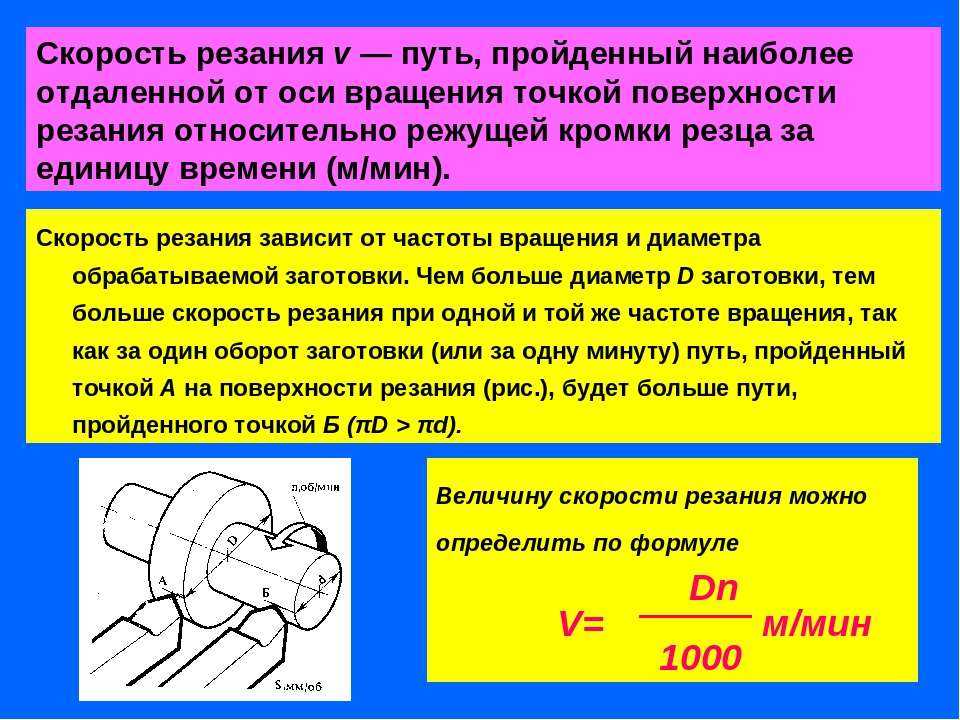
Скорость
Скорость резания – это один из важнейших показателей, который определяется на этапе расчетов перед выполнением основных работ. Ее значения зависят от проводимых операций. Обычно отрезание торцов происходит при максимально возможной скорости. Сверление или точение имеют совсем иные требования к данному рабочему параметру. Поэтому для качественного выполнения поставленных задач необходимо знать следующее:
Поэтому для качественного выполнения поставленных задач необходимо знать следующее:
Таблица для расчета режимов резания
- тип выполняемой слесарной операции;
- вид применяемого токарного инструмента;
- материал, из которого изготовлена заготовка.
При традиционной токарной обработке скорость определяется путем умножения диаметра заготовки на количество ее оборотов за минуту и на π. Полученное значение необходимо разделить на 1000. Также скорость резанья можно определить, используя стандартные таблицы для режимов резанья.
Проверка выбранных рабочих характеристик
Когда глубина, подача и скорость определены, их необходимо проверить. Полученные рабочие параметры не должны быть больше нормативных значений, которые указаны в паспорте эксплуатируемого токарного станка.
Обязательно необходимо определить мощность оборудования. Для этого силу обрезки умножают на ее скорость и делят на 1000. Полученное значение сравнивают с тем, что указано в паспорте станка.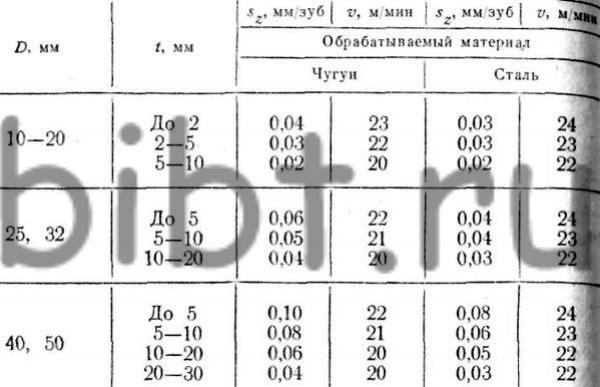 Если рассчитанные по формулам параметры больше, необходимо корректировать глубину, подачу и скорость, чтобы избежать повреждения оборудования и инструментов.
Если рассчитанные по формулам параметры больше, необходимо корректировать глубину, подачу и скорость, чтобы избежать повреждения оборудования и инструментов.
Выбор материала резца при токарной обработке
Какие используются резцы?
Широкий спектр токарных работ обеспечивается разнообразием обрабатывающих инструментов. Наиболее распространенным инструментом являются резцы.
Ключевое отличие всех резцов — форма режущей кромки, влияющей на тип обработки.
Видео:
Все режущие приспособления изготовлены из металлов, прочность которых превышает прочность обрабатываемого изделия: вольфрама, титана, тантала.
Также можно встретить резцы керамические и алмазные, использующиеся для обточки, требующей высокой точности.
На эффективность работы оборудования влияет глубина и скорость обработки, величина продольной подачи заготовки.
Данные параметры обеспечивают:
Скорость резки зависит от вида металла, типа и качества режущего приспособления. Показатель обточки и скорость рассекания устанавливают частоту вращения шпинделя.
Показатель обточки и скорость рассекания устанавливают частоту вращения шпинделя.
Токарный механизм может иметь чистовые или черновые резцы.
Геометрические размеры режущего приспособления позволяют срезать малые и большие площади слоя. По направлению движения резцы делятся на правые и левые.
По размещению лезвия и форме резцы бывают следующих видов:
отогнутые;
прямые;
оттянутые (когда ширина резца меньше ширины крепления).
По назначению режущие приспособления подразделяются на:
- резьбовые;
- расточные;
- фасонные;
- проходные;
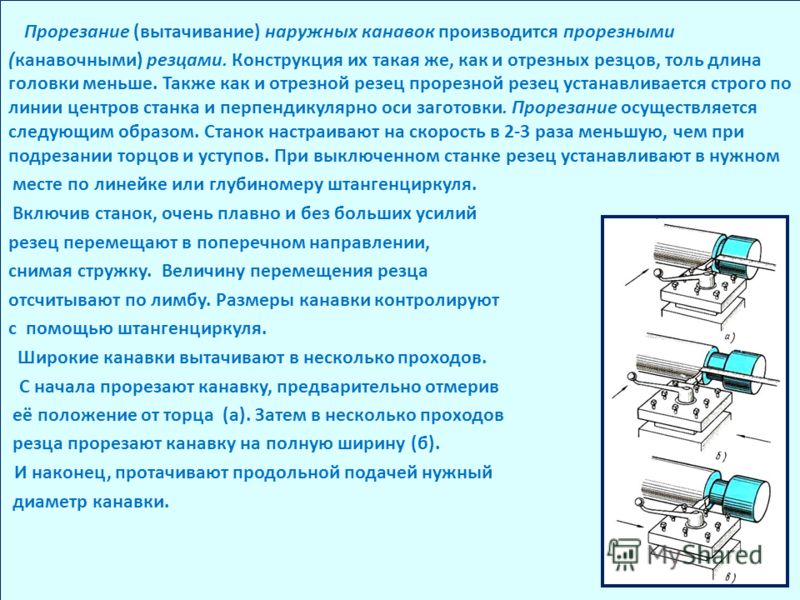
- канавочные;
- подрезные;
- отрезные.
ВАЖНО ЗНАТЬ: Технология резки металла резаком
Эффективность токарной обработки значительно увеличивается при грамотном подборе геометрии резца, влияющей на качество и скорость обработки.
Для правильного выбора нужно знать про углы, представляющие собой углы между направлением подачи и кромками режущего инструмента.
Углы бывают следующих видов:
- вспомогательные;
- главные;
- при вершине.
Угол при вершине выставляется в зависимости от расточки резца, а главный и вспомогательный – от установки резца.
При больших показателях главного угла снизится стойкость резца, так как в работе будет только небольшая часть кромки.
При низких показателях главного угла, резец будет устойчивым, что обеспечит эффективную обработку резцом.
Для тонких деталей средней жесткости главный угол выставляется в значении 60-90°, для деталей с большим сечением выставляется угол в 30-45°.
Вспомогательный угол для создания деталей должен составлять 10-30°. Большое значение угла ослабит вершину резца.
Для торцовых, сферических и цилиндрических поверхностей деталей одновременно используются упорные проходные резцы.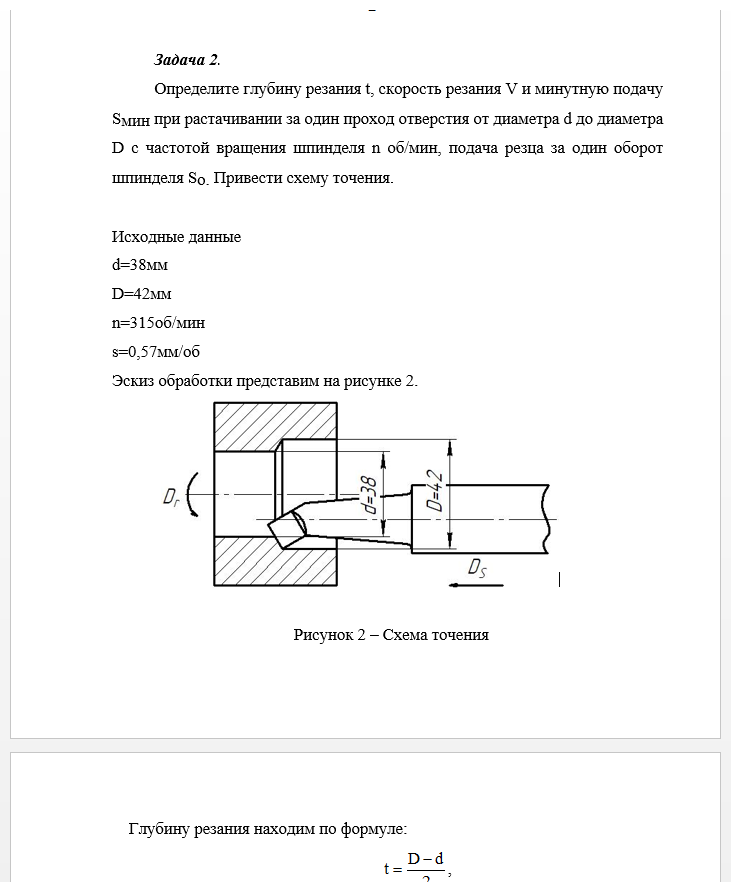
Видео:
Для наружных поверхностей используются отогнутые и прямые резцы, отрезные резцы применяются для обточки канавок и отрезания определенных частей изделия.
Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными резцами круглыми, стержневыми, тангенциальными и радиальными по направлению подачи.
Какой режущий инструмент использовать
Изготовление деталей на подобных станках осуществляется при помощи специальных токарных резцов. Они должны обеспечивать следующее:
Виды и назначения токарных резцов
- качественную обработку деталей с получением нужной формы и размеров;
- достижение высокого качества обрабатываемой поверхности;
- высокую производительность при минимальных энергетических затратах;
- технологичность в изготовлении;
- ремонтоспособность;
- минимальный расход дорогих материалов для их изготовления.
Токарные резцы классифицируют по разным параметрам. По виду производимых работ они могут быть отрезными, проходными, фасонными, подрезными и т. д. Резцы изготовляются из различных материалов – алмазов, вольфрама, титан-вольфрама и других. В зависимости от конструктивного исполнения данные инструменты бывают цельными, сборными и комбинированными.
По виду производимых работ они могут быть отрезными, проходными, фасонными, подрезными и т. д. Резцы изготовляются из различных материалов – алмазов, вольфрама, титан-вольфрама и других. В зависимости от конструктивного исполнения данные инструменты бывают цельными, сборными и комбинированными.
Выбор конкретного типа инструмента осуществляется с учетом режимов проводимых рабочих операций, твердости заготовки, геометрических параметров режущей части и других характеристик.
Видео по теме: Токарная обработка металла
Полезные статьи
Рекомендации по резке металла при помощи газового резака
Какое озеро в мире самое крупное
Компании по обработке металла в Нижнем Тагиле
Дополнительные материалы
Во время изготовления, большинство специалистов руководствуются в качестве дополнительного пособия, приведенными ниже показателями. Таблица коэффициента прочности:
| Материал заготовки | Граница прочности | Шкала твердости по Бринеллю | Коэффициент, МПа |
| легированная и углеродистая сталь | варьируется от 400–1100 единиц | – | 1500–2600 |
| чугун, а также серый | – | 1400–2200 | 1000–1200 |
| бронза | – | – | 600 |
| силумин | – | – | 450 |
| дуралюмин | предел прочности от 250 до 350, но часто встречается и выше в зависимости от качества заготовки | – | 600–1100 |
Коэффициент прочности материала:
| Сталь, кг/мм | Значение показателя |
| 50,1–60,1 | 1,61 |
| 60,1–70,3 | 1,27 |
| 70,3–80,1 | 1,1 |
| 80,3–90,1 | 0,87 |
| 90,3–100,1 | 0,73 |
| Чугун, кг/мм | Значение показателя |
| 140,1–160,3 | 1,50 |
| 160,1–180,1 | 1,21 |
| 180,1–200,3 | 1,1 |
| 200,3–220,3 | 0,83 |
Коэффициент стойкости резца:
| Значение стойкости, минуты | Показатель |
| 27–30 | 1,27 |
| 43–46 | 1,11 |
| 57–60 | 1,09 |
| 83–90 | 1,03 |
таблица, формулы расчетов, выбор скорости — как рассчитать глубину, подачу на оборот при точении
25. 08.2020
08.2020
Подготовимся к проведению одной из наиболее распространенных операций. Рассмотрим расчет подачи и режимов резания при токарной обработке. Его важность сложно переоценить, ведь если он проведен правильно, то помогает сделать техпроцесс эффективным, снизить себестоимость производства, повысить качество поверхностей деталей. Когда он выбран оптимально, это самым положительным образом влияет на продолжительность работы и целостность инструментов, что особенно важно в перспективе длительной эксплуатации станков с поддержанием их динамических и кинематических характеристик. И наоборот, если его неверно выбрать и взять не те исходные показатели, ни о каком высоком уровне исполнения продукции говорить не придется, возможно, вы даже столкнетесь с браком.
Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
- • аналитический;
- • программный;
- • табличный.
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Что это такое
Под режимом резания чаще всего подразумевают характеристики, которые находят расчетным путем. Это глубина, скорость и подача. Данные величины являются очень важными. Без них качественно выточить любую деталь просто невозможно.
При расчете режимов работы учитывают и другие характеристики производимых рабочих манипуляций:
- допустимые припуски;
- вес заготовок;
- частота вращения шпинделя станка.
При необходимости учитываются много других характеристик тех элементов, которые влияют на процесс обработки деталей.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость. Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму.
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
- • минутная;
- • на зуб;
- • на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.
Выбор резца
От правильного определения режущего предмета напрямую зависит и скорость, и качество. Иногда для снятия слоя применяются фрезы или абразивные камни.
Расчет режимов для стали 45 или бронзы кардинально отличается. Если обработка сплава меди – задача посильная для начинающего токаря, то высокоуглеродистое железо повышенной прочности требует профильных инструментов и оборудования большого класса точности. К таким изделиям в большинстве случаев предъявляются высокие требования по уровню отделки.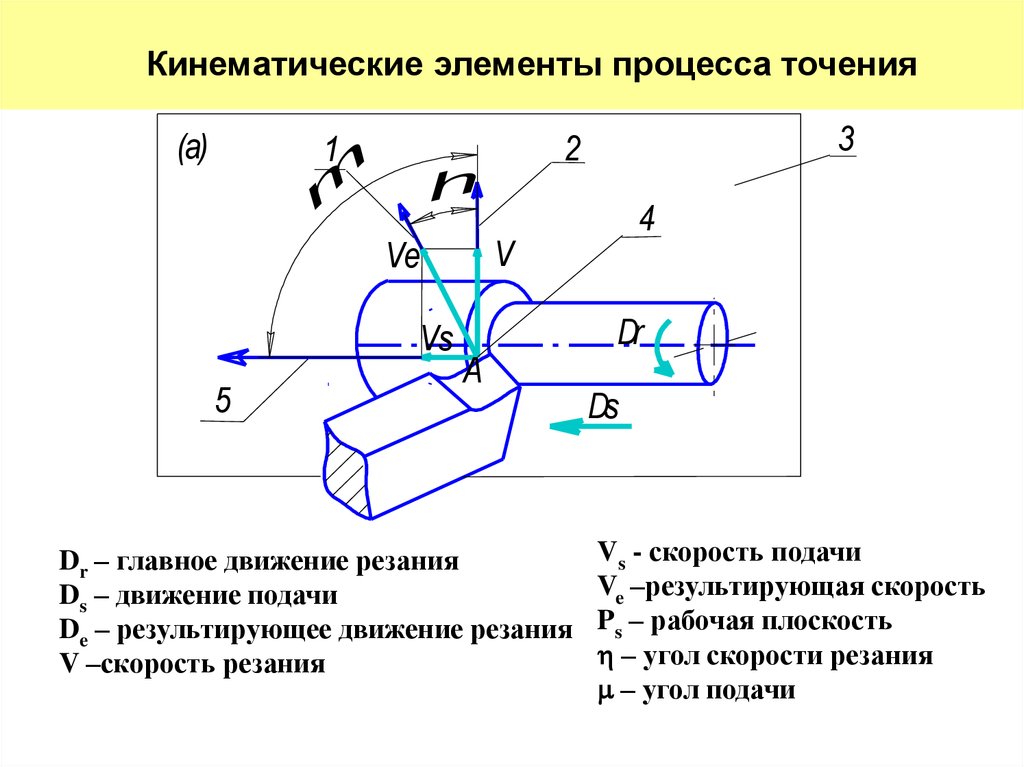 Если медный сплав засчет своей пластичности и скользкости прощает небольшую небрежность, то микроскопические отклонения при производстве коленчатого или распределительного вала, деталей коробки скоростей резко снижают срок службы готового продукта и все эксплуатационные характеристики.
Если медный сплав засчет своей пластичности и скользкости прощает небольшую небрежность, то микроскопические отклонения при производстве коленчатого или распределительного вала, деталей коробки скоростей резко снижают срок службы готового продукта и все эксплуатационные характеристики.
Принципиально существует несколько видов режущего механизма, подходящего для разнообразных операций. Они могут быть цельными из твердого сплава, сборными и комбинированными.
По возможностям подразделяются на следующие виды:
- Проходной – позволяет эффективно формировать цилиндрическую поверхность по внешнему радиусу;
- Расточной – с помощью него точатся внутренние диаметры после сверления;
- Отрезной – за счет конструкции способен углубляться в массив на пару сантиметров. Предназначен для отделения и заготовки канавок;
- Резьбовой – обладает заниженным профилем.
Дальнейшие модификации применяются для решения нестандартных задач (например, создание профиля с заданным углом).
Острие изготавливается из высокопрочных сплавов с содержанием вольфрама, титана, тантала и т. д. Широкое распространение получили инструменты на основе карбидов. В особо сложных случаях лучше использовать абразивные материалы, где присутствуют корунд, алмаз.
Намного проще обстоит дело с мягким сырьем (бронза, алюминий). Здесь достаточно стали марки Р5М6 или аналогов.
Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Проверка корректности рабочих параметров
Теоретические данные, полученные с помощью вычислений, способны дать результаты с довольно большими допусками. Чтобы окончательно выбрать оптимальный порядок, необходимо проверить эти выкладки на практике на наличие погрешностей. Отличаться могут как физические свойства материала, так и технические характеристики станка. В жизни не бывает абсолютно одинаковых агрегатов.
Корректировка режима обязательна каждый раз при:
- запуске новой серии;
- смене оборудования;
- замене партии заготовок.
При этом производится пробная обработка с плавным изменением всех рекомендуемых габаритов и выбираются значения, наиболее подходящие для этого случая. Похожие действия нужно повторить и при смене инструмента. Для бесперебойной эксплуатации рекомендуется подобрать норматив с достаточным запасом. Это позволит избежать брака и сэкономить время на переналадку.
Это позволит избежать брака и сэкономить время на переналадку.
Схема расчетов режима резания на токарном станке
Порядок действий следующий:
- • Выбираете, каким инструментом будете пользоваться в данной ситуации; для хрупких материалов подойдет лезвие со сравнительно небольшими показателями прочности, но для твердых – с максимальными.
- • Определяете толщину снимаемого слоя и число проходов, исходя из актуального метода обработки. Здесь важно обеспечить оптимальную точность, чтобы изготовить изделие с минимальными погрешностями геометрических габаритов и поверхностей.
Теперь переходим к рассмотрению конкретных характеристик, играющих важную роль, и к способам их практического нахождения или изменения.
Глубина резания при токарной обработке на станке
Ключевой показатель для обеспечения качества исполнения детали, показывающий, сколько материала нужно убрать за один проход. Общее количество последних вычисляется с учетом следующего соотношения припусков:
- • 60% – черновая;
- • от 20 до 30% – смешанная;
- • от 10 до 20% – чистовая.
Также свою роль играет то, какая форма у заготовки и что за операция выполняется. Например, при торцевании рассматриваемый параметр приравнивается к двойному радиусу предмета, а для цилиндрических деталей он находится так:
k = (D-d)/2, где:
- D и d – диаметры, начальный и итоговый соответственно;
- k – глубина снятия.
Если же изделие плоское, используются обычные линейные значения длины – 2, 1-2 и до 1 мм соответственно. Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.
Как определить подачу при точении
Фактически она представляет собой то расстояние, на которое резец передвигается за один оборот, совершаемый заготовкой. Наиболее высока она при черновой обработке, наименее – при чистовой, когда действовать следует аккуратно, и в дело также вступает квалитет шероховатости. В общем случае ее делают максимально возможной (для операции) с учетом ограничивающих факторов, в числе которых:
- • мощность станка;
- • жесткость системы;
- • стойкость и ресурс лезвия.

При фрезеровании отдают предпочтение варианту «на зуб», при зачистке отверстий – рекомендованному для текущего инструмента, в учебных целях – самую распространенную, то есть 0,05-0,5 об/мин.
Формула расчета подачи при точении, связывающая между собой все ее виды, выглядит так:
SM = S*n = SZ*Z*n, где:
n – частота вращения резца,
Z – число зубцов.
Для упрощения вычислений можно брать данные отсюда:
| Диаметр, заготовки, мм | Размер инструмента, мм | Подача, мм/об, с выбранной глубиной резания, мм | ||||
| до 3 | 3-5 | 5-8 | 8-12 | от 12 | ||
| Для стали | ||||||
| до 20 | 16х25-25х25 | 0,3-0,4 | – | |||
| 20-40 | 0,4-0,5 | 0,3-0,4 | – | |||
| 40-60 | 16х25-25х40 | 0,5-0,9 | 0,4-0,8 | 0,3-0,7 | – | |
| 60-100 | 0,6-1,2 | 0,5-1,1 | 0,5-0,9 | 0,4-0,8 | – | |
| 100-400 | 0,8-1,3 | 0,7-1,2 | 0,6-1 | 0,5-0,9 | – | |
| 400-500 | 20х30-40х60 | 1,1-1,4 | 1-1,4 | 0,7-1,2 | 0,6-1,2 | 0,4-1,1 |
| 500-600 | 20х30 | 1,2-1,5 | 1-1,4 | 0,8-1,3 | 0,6-1,3 | 0,4-3,2 |
| Для чугуна | ||||||
| до 20 | 16х25-25х25 | – | ||||
| 20-40 | 0,4-0,5 | – | ||||
| 40-60 | 16х25-25х40 | 0,6-0,9 | 0,5-0,8 | 0,4-0,7 | – | |
| 60-100 | 0,8-1,4 | 0,7-1,2 | 0,6-1 | 0,5-0,9 | – | |
| 100-400 | 1-1,3 | 0,9-1,4 | 0,8-1,1 | 0,6-0,9 | ||
| 400-500 | 20х30-40х60 | 1,3-1,6 | 1,2-1,5 | 1,1-1,3 | 0,8-1 | 0,7-0,9 |
| 500-600 | 20х30 | 1,5-1,8 | 1,2-1,6 | 1-1,4 | 0,9-1,2 | 0,8-1 |
Если операции осуществляются под серьезными ударными нагрузками, выбранное значение необходимо помножить на 0,85.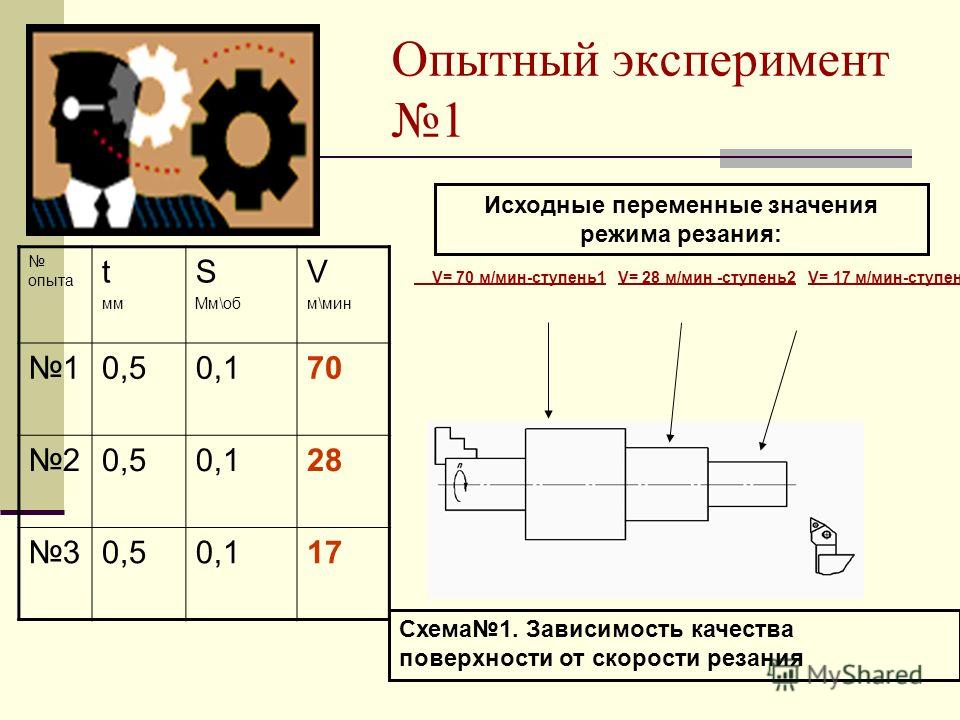 Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
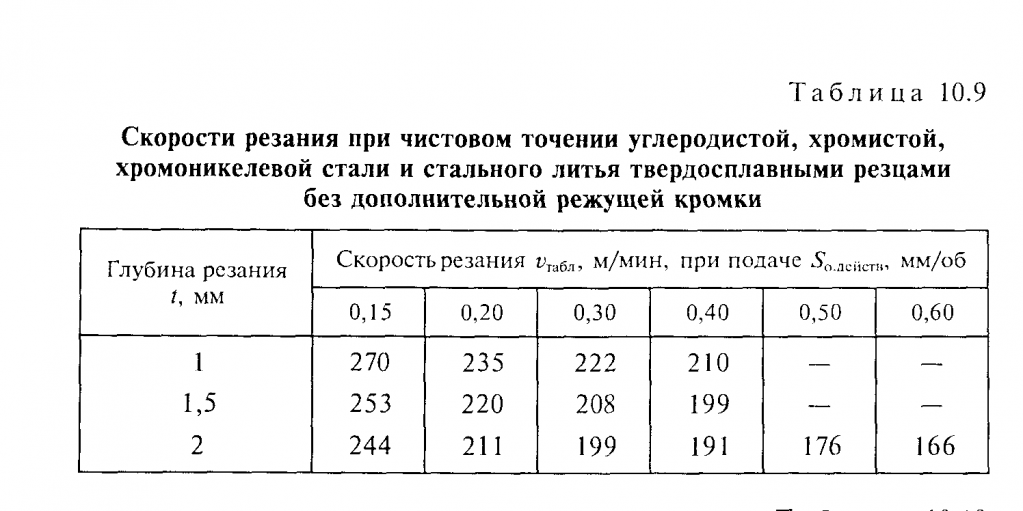
Расчет скорости резания при токарной обработке
Это показатель с сильнейшим влиянием, зависящий от следующих факторов:
- • тип работы;
- • вид используемого инструмента;
- • материал исполнения заготовки.
Так, торцы отрезаются так быстро, как только возможно, в то время как сверление выполняется уже гораздо медленнее. Для решения стандартных задач параметр можно без труда вычислить, умножив диаметр будущего изделия на число оборотов в минуту и на тт, а затем разделив на поправочный коэффициент в 1000. Для упрощения можно воспользоваться специальным программным обеспечением.
Но если под рукой нет компьютера с установленным ПО или даже калькулятора, есть альтернативный вариант – уже подсчитанная скорость резания при точении из таблицы (ее мы отдельно приведем ниже). Также представим вашему вниманию две формулы – чтобы вы могли воспользоваться любой из них на основе уже имеющихся значений, а после обратили свое внимание на нормированные показатели.
Проверка принятых характеристик
Оборудование необходимо эксплуатировать подходящим образом – это нужно не только для производительности, но и с точки зрения эксплуатации.
Допустим, что вы остановились на каких-то значениях, что предпринять дальше? Прежде чем настраивать по ним станок, необходимо убедиться, что они правильные, так сказать, подтвердить правильность выбора режимов резания при токарной обработке.
Для этого нужно лишь заглянуть в паспорт оборудования и свериться с рекомендованными параметрами. Нормированные показатели должны быть выше тех, что взяли вы. Если это условие не выполняется, следует скорректировать величины, иначе техника вполне может выйти из строя в процессе изготовления деталей.
Скорость подачи
Она ограничена силами, которые действуют во время резки. Эти силы могут привести к некоторым неисправностям:
- надлом или изменение формы режущего элемента;
- деформации или поломке обрабатываемого материала;
- выход из строя станка.

Лучше всего работать при наибольшем значении подачи. Чаще всего эту величину берут из специальных таблиц, пособий. Они составляются благодаря многочисленным исследованиям и опытам, которые проводятся на машиностроительных заводах. Уже 47 лет лучшее пособие – это книга Ю.В. Барановского «Режимы резания металлов» 1972 г. За годы им пользовались инженеры на заводах, преподаватели, учащиеся в институтах. В пособии учтены результаты экспериментальных исследований механообрабатывающего, металлообрабатывающего производства Волжского автозавода.
При выборе скорости подачи из справочного материала, данное значение изменяют по кинематическим показателям оборудования, на котором производится металлообработка. Т.е. нужно взять ближайшее наименьшее значение подачи. Для чернового прохода берут скорость от 0,4 до 1,5 мм за оборот, для чистового от 0,11 до 0,4 мм за оборот.
Если уменьшать скорость подачи, а увеличивать глубину, то нагрузка на оборудование увеличивается. Если сделать наоборот, то нагрузка уменьшится. Из этого получается, что глубина оказывает наибольшее влияние на оборудование.
Из этого получается, что глубина оказывает наибольшее влияние на оборудование.
Какой инструмент использовать
Такой, что обеспечит:
- • необходимую форму и геометрические параметры заготовки;
- • достаточное качество готовой поверхности;
- • технологичность и безопасность процесса выпуска;
- • минимальные энергетические затраты при хорошей производительности;
- • экономичный расход дорогих и/или редких материалов;
- • ремонтопригодность изделия.
Выше мы уже писали, что длина обработки (резания) и подача на оборот при точении зависят лезвия, поэтому его тоже нужно рассмотреть подробнее. Сделаем это прямо сейчас, сгруппировав все разнообразие вариантов по главным признакам и выделив их особенности.
Как вычислить скорость
Насколько быстро резец движется вдоль цилиндрической поверхности, можно легко узнать по количеству оборотов и расстоянию от центра до точки соприкосновения. Интенсивность подачи влияет на это минимально.
Металлообработка — это многогранный процесс, требующий постоянного совершенствования технологий. На рынке периодически появляются новинки, существенно снижающие издержки и уменьшающие сроки изготовления. Например, ленточнопильные станки от позволяют снизить себестоимость выпускаемой продукции.
В заключение мы предоставляем вам два видео, из которых будет понятно, как определить типовые режимы резания, как произвести расчет, назначение операций, и как назначить задачи при автоматизированной точке.
Классификация инструментов
Разделить их можно по трем показателям, каждый из которых оказывает достаточно сильное влияние на результаты проведения операций. Если установить неподходящий, это обернется недостаточной продуктивностью труда, ухудшением точности, повышением износа функциональных узлов или даже нарушением техники безопасности. Поэтому так важно правильно определиться и использовать то, что подходит для станка.
По способу обработки
Чтобы вам было проще выбирать рекомендуемые режимы резания при точении, таблицы составлены для таких разновидностей лезвий:
- • проходные;
- • резьбовые;
- • галтельные;
- • расточные;
- • фасонные;
- • резьбовые;
- • прорезные;
- • подрезные;
- • отрезные.
Между собой они различаются формой, размерами и исполнением кромок.
По материалу рабочей части
Они бывают:
- инструментальные;
- быстрорежущие;
- минералокерамические;
- твердосплавные – одно-, двух- и трехкарбидные (вольфрамовые, титановольфрамовые и титанотанталовольфрамовые соответственно).
Конкретный вариант подбирается, исходя из твердости поверхности детали – понятно, что он должен быть еще прочнее, чтобы не разрушаться при механическом контакте, а снимать стружку.
По исполнению
Есть один момент, о котором стоит помнить, выбирая любой параметр, например, обороты токарного станка по металлу: таблица составлена сразу для всех видов инструмента. При этом конструкция у него может быть:
- сборная;
- цельная;
- комбинированная.
У каждого типа свои преимущества. Первый отличается наибольшей ремонтопригодностью, ведь можно заменить лишь один деформированный элемент, а не весь резец.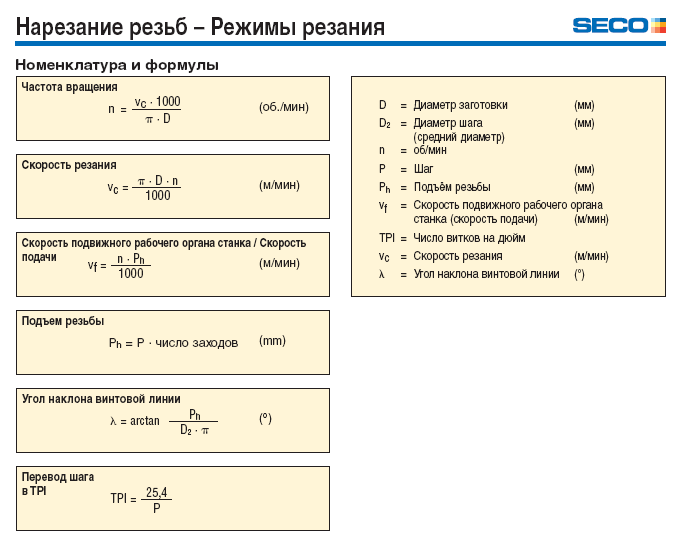 Зато второй гораздо лучше выдерживает повышенные нагрузки, так как равномерно воспринимает все силовые воздействия. Третий же сочетает в себе преимущества двух предыдущих, но стоит дороже всего.
Зато второй гораздо лучше выдерживает повышенные нагрузки, так как равномерно воспринимает все силовые воздействия. Третий же сочетает в себе преимущества двух предыдущих, но стоит дороже всего.
Определяться вам, в зависимости от характера и твердости поверхности, точности снятия слоя, тех геометрических параметров, которые нужно получить в результате.
Способы выбора действия
Имея на руках марку стали обрабатываемой детали и необходимую степень точности, можно получить предварительные цифры и осуществить расчет режимов для токарных операций.
Приняв первичное решение, нужно произвести пробную точку в рекомендуемых границах. По характеру стружки принимается решение снизить или увеличить вышеназванные основные параметры. В массовых производствах используются инструменты с фиксированной установкой.
После пробного прогона и принятия решения данные заносятся в технологическую карту. Существуют процессы, когда резец испытывает разные нагрузки на одном проходе. Если обрабатывать торцевую поверхность или конус, то порядок обтачивания будет отличаться в зависимости от расстояния до центра.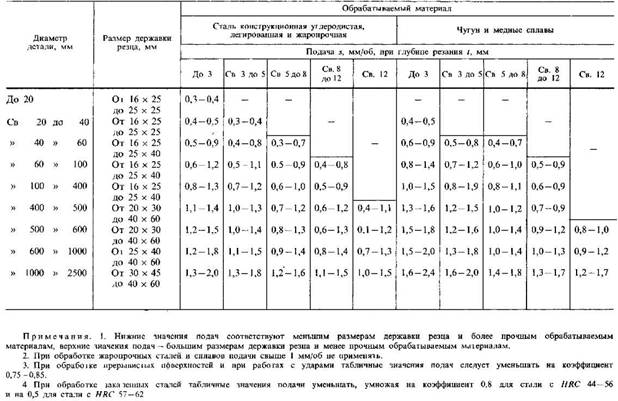 Достаточно сильная разница может быть между черновой и чистовой точкой. Поэтому и приемы тоже различны. В карте обязательно отображаются такие особенности.
Достаточно сильная разница может быть между черновой и чистовой точкой. Поэтому и приемы тоже различны. В карте обязательно отображаются такие особенности.
Формула подачи и режимов резания при токарной обработке
Для вычислений воспользуйтесь следующим выражением:
Vt = n x f (мм/мин), где:
- n – частота вращения;
- f – величина подачи на 1 оборот.
Также есть другие полезные соотношения, например, для нахождения эффективной мощности:
N (э) = (PZ x V)/(1020 x 60), причем:
P (z) – это максимальная нагрузка (тангенциальная сила), и она в свою очередь представлена в виде:
P (z) = 10Ср x t1 x S2 x V3 x Kp
Зная все эти величины, можно определить необходимую производительность станка:
N (п) = N(э)/η,
где η представляет собой заложенный заводом-изготовителем КПД (коэффициент полезного действия) оборудования.
Для выяснения оптимальной скорости резания при токарной обработке таблица необязательна – нужный показатель не составляет труда найти по следующей формуле:
VC = (DC x π x n)/1000 м/мин, где:
- DC – двойной радиус детали;
- n – частота вращения.
Или в качестве альтернативы можно воспользоваться таким соотношением:
- • V = CV/((T1 x t2 x S3) x KV, в котором:
- • T – стойкость инструмента;
- • CV – коэффициент, применяемый как к заготовке, так и к лезвию;
- • 1, 2, 3 – параметры степеней;
- • KV – поправочное значение, зависящее от материала кромки, качества (точности) и особенностей поверхностного слоя.
Опять же, все полученные данные нужно сверить со стандартным рядом, актуальным для имеющегося станка, и убедиться, что они разница между ними не больше 5% и что они не превышают нормированные значения.
Калькулятор формулы токарной обработки — автоматически рассчитывает поверхность в футах в минуту (SFM), оборотах в минуту (об/мин), скорости подачи в дюймах за оборот, скорости подачи в дюймах в минуту и скорости съема металла в кубических дюймах в минуту
Калькулятор формулы токарной обработки — рассчитывает автоматически для поверхностных футов в минуту (SFM), число оборотов в минуту (об/мин), скорость подачи в дюймах на оборот, скорость подачи в дюймах в минуту, скорость съема металла в кубических дюймах в минуту
| |||||||||||||||||||||||||
| |||||||||||||||||
Формула токарной обработки | MITSUBISHI MATERIALS CORPORATION
ДюймовыйСкорость резания (vc) vc (SFM): скорость резания Отметьте элемент, который вы хотите рассчитать, введите значения в два поля, а затем нажмите кнопку «Рассчитать». (Проблема) Подача (f) f (IPR): подача на оборот Отметьте элемент, который вы хотите рассчитать, введите значения в два поля, а затем нажмите кнопку «Рассчитать». (Проблема) f=l÷n=4.72÷500=.009IPR Ответ: 0,009 IPR. Время резания (Tc) Tc(min):Время резки Введите значения. (Проблема) Теоретическая шероховатость обработанной поверхности (h) ч (мкдюйм): шероховатость обработанной поверхности Введите значения. (Проблема) Метрическая системаСкорость резания (vc) ※ Разделите на 1000, чтобы перейти от мм к м. vc (м/мин) : Скорость резания Отметьте элемент, который вы хотите рассчитать, введите значения в два поля, а затем нажмите кнопку «Рассчитать». (Проблема) Подача (f) f (мм/об) : подача на оборот Отметьте элемент, который вы хотите рассчитать, введите значения в два поля, а затем нажмите кнопку «Рассчитать». (Проблема) Время резания (Tc) Tc(мин): Время резки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 14) : Пи
14) : Пи