Шпиндель 1К62, подшипники шпинделя 1К62
Шпиндель в сборе для токарно-винторезного станка 1К62 1К62-02-130. Также Вы можете приобрести подшипники шпинделя 1К62-02-130.
Шпиндель — вал металлорежущего станка, передающий вращение закрепленному в нем инструменту или обрабатываемой заготовке. Весьма иажным является выбор материала шпинделя. Средненагруженные шпиндели изготовляют обычно из стали 45 с улучшением (закалка и высокий отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким отпуском. Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
Конструктивная форма шпинделей зависит от способа крепления на нем зажимных приспособлений или инструмента, посадок элементов привода и типов применяемых опор.
Опоры. В качестве опор шпинделей станков применяют подшипники качения и скольжения. Так как от шпинделей требуется высокая точность, то подшипники качения, используемые в опорах шпинделей, должны быть высоких классов точности. Выбор класса точности подшипника определяется допуском на биение переднего конца шпинделя, который зависит от требуемой точности обработки. Обычно в передней опоре применяют более точные подшипники, чем в задней.
Конструктивное оформление шпиндельных узлов весьма разнообразно. На рис. 2.12 показан шпиндельный узел токарновинторезного станка с двухрядным роликовым подшипником с коническим отверстием внутреннего кольца в качестве передней опоры. При осевом перемещении внутреннего кольца подшипника коническая шейка шпинделя деформирует кольцо, и его диаметр увеличивается. При этом устраняются радиальные зазоры между роликами и кольцами и создается предварительный натяг.
Предварительный натяг осуществляют различными способами. В радиально-упорных шарикоподшипниках и конических роликовых подшипниках при парной установке предварительный натяг получают регулировкой во время сборки, а в радиальных шарикоподшипниках — смещением внутренних колец относительно наружных. На рис. 2.13 представлены конструктивные способы создания предварительного натяга шарикоподшипников вследствие сошлифовывания торцов внутренних колец (рис. 2.13, а), установки распорных втулок между кольцами (рис. 2.13, б), применения пружин, обеспечивающих постоянство предварительного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания предварительного натяга вследствие деформации внутреннего кольца при установке его на конической шейке шпинделя в роликоподшипниках с цилиндрическими роликами. Подшипники скольжения, применяемые в качестве опор шпинделей, бывают нерегулируемые (применяют их редко, при практически полном отсутствии изнашивания в течение длительного срока эксплуатации), с радиальным, осевым регулированием зазора, гидростатические (в них предусматривают подвод масла под давлением в несколько карманов, из которых оно вытесняется через зазор между шейкой шпинделя и подшипником), гидродинамические и с газовой смазкой.
В прецизионных станках используют гидростатические подшипники, которые создают высокую точность вращения шпинделя. Их несущая способность, жесткость и точность зависят от величины зазоров, давления, схемы опоры. На рис. 2.14 схематически показана конструкция гидростатической опоры. Масло под давлением подводится в карманы 1 через отверстия 2. При вращении масло вытесняется из этих карманов через зазор между шейкой и подшипником и из отверстия 3 в резервуар. При увеличении внешней силы, стремящейся уменьшить зазор, возрастает давление масла в резервуаре, и зазор восстанавливается. Гидростатические подшипники стабилизируют режим трения со смазочным материалом при самых малых скоростях вращения.
Самоустанавливающийся гидродинамический подшипник скольжения, применяемый в шлифовальных станках, показан на рис. 2.15. В обойме 4 расположено пять самоустанавлива-ющихся вкладышей 5. Каждый вкладыш имеет одну сферическую опору в виде штыря 3. Штыри закрепляют в обойме винтами 2 и 8 с шайбами 1, проходящими через крышку 7.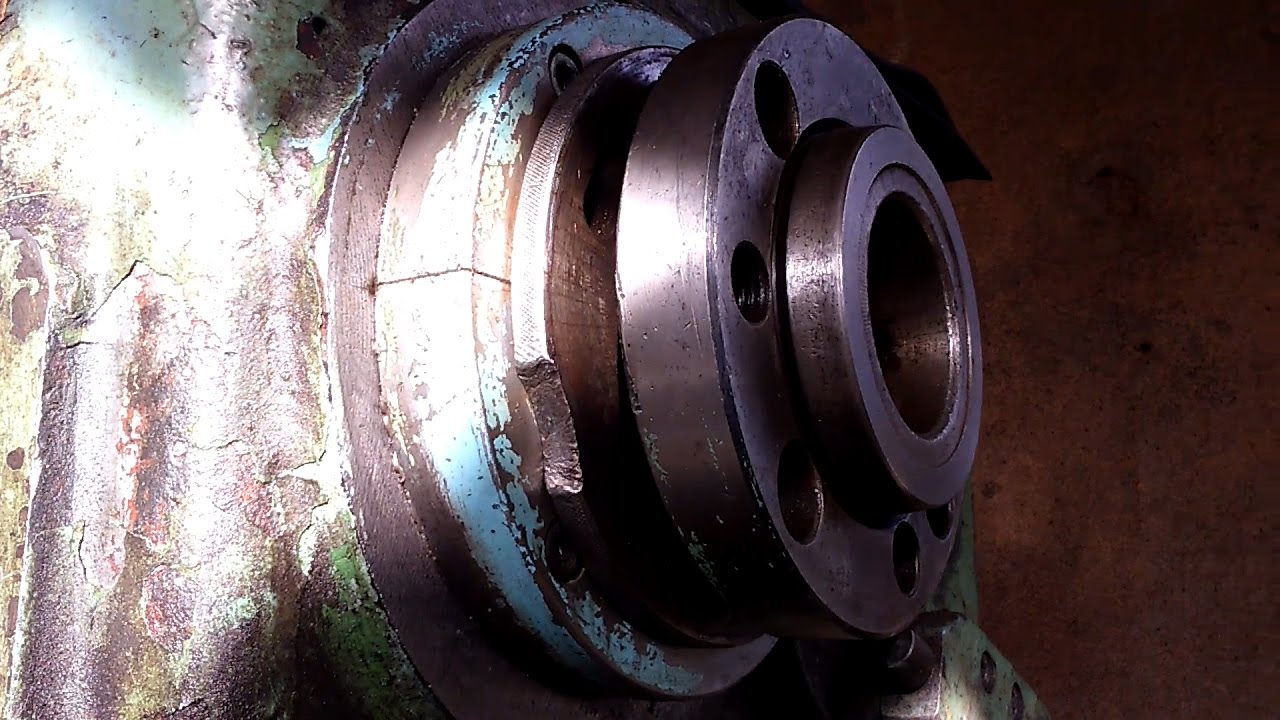 Между крышкой и обоймой предусмотрены уплотнительные кольца 6.
Между крышкой и обоймой предусмотрены уплотнительные кольца 6.
Вкладыши самоустанавливаются сферическими опорами в направлении вращения шпинделя и в направлении его оси. Это создает надежные условия трения со смазочным материалом в опоре и устойчивые масляные клинья, а также позволяет избежать кромочных давлений, вызываемых несоосностью рабочих поверхностей, упругими или тепловыми деформациями шпинделя. Конструкция подшипников обеспечивает высокую точность вращения шпинделя вследствие центрирования его гидродинамическими давлениями, которые возникают в нескольких зонах по окружности.
Шпиндельные подшипники должны быть надежно защищены от загрязнения и вытекания смазочного материала. Манжетные уплотнения (рис. 2.16, а) из кожи, пластмассы или маслостойкой резины помещают в металлический кожух и прижимают к валу браслетной пружиной. В шпинделях станков более целесообразно применять лабиринтные уплотнения (рис. 2.16, б), которые не имеют трущихся поверхностей и могут работать при высокой частоте вращения. Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
1к62 подшипники | Станок токарный винторезный
Обсудить1К62 (2)
Схема расположения подшипников дана на рис. 1.
Рисунок 1 – Схема расположения подшипников станка 1к62
Таблица – Перечень подшипников качения
Наименование | Класс точности | Куда входит | Позиция на рис. 1 | Количество
|
Подшипники ГОСТ 8338—75 |
|
|
|
|
203 | 0 | Коробка подач | 37, 38 | 4 |
|
| фартук | 53, 62 | 4 |
204 | 0 | Передняя бабка | 23 | 1 |
205 | 0 | Передняя бабка | 24
| 6 |
|
| коробка подач | 31 | 6 |
|
| фартук | 55, 57, 67, 63 | 6 |
206 | 0 | Передняя бабка, | 22, 25 |
|
|
| коробка подач | 29, 48 | 4 |
208 | 0 | Передняя бабка | 7, 9, 10, 15 | 4 |
209 | 0 | Передняя бабка | 1, 2, 3, 4 | 4 |
709 | 0 | Коробка подач | 46, 47 | 2 |
7000106 | 0 | Коробка подач | 27, 33, 35
| 11 |
|
| фартук | 64, 65, 66, 67, 56, 58, 59, 60 | 11 |
7000107 | 0 | Коробка подач | 42, 43 | 2 |
7000108 | 0 | Передняя бабка | 5, 6 | 2 |
Подшипник 5—4-215Л ГОСТ 831 -75 | 4 | Передняя бабка | 20, 21 | 2 |
Подшипники ГОСТ 6874—75 6-8100 | 0 | Коробка подач | 35 | 1 |
8107 | 0 | Фартук | 52 | 1 |
Подшипники ГОСТ 6874—75 8205 | 0 | Задняя бабка | 68 | 1 |
6-8206 | 0 | Коробка подач | 34 | 1 |
Подшипники ГОСТ 333—79 7208 | 6 | Коробка подач | 32 | 2 |
|
| фартук | 54 | 2 |
7204 К1 | 6 | Коробка подач | 28, 30, 39, 49, 50 | 5 |
7205 К1 | 6 | Коробка подач | 40, 41, 45, | 4 |
|
| фартук | 51 | 4 |
7206 К1 | 6 | Передняя бабка | 8 | 1 |
7306 К1 | 6 | Передняя бабка | 11,16 | 2 |
7308 | 6 | Передняя бабка | 17 | 1 |
7506 | 6 | Коробка подач | 26 | 1 |
7309 | 6 | Передняя бабка | 18 | 1 |
7509 | 6 | Передняя бабка | 14 | 1 |
7604 | 6 | Передняя бабка | 12 | 1 |
7605 | 6 | Передняя бабка | 13 | 1 |
2007106 | 6 | Коробка подач | 44 | 1 |
Подшипник 3182120У ГОСТ 7634—75 | 5 | Передняя бабка | 19 | 1 |
Как в старину нарезали смазочные канавки «восьмёркой» в подшипниках скольжения?
bcall2043
Активный пользователь
- #1
Задумывались ли вы когда-нибудь, как они вырезают красивые канавки для масла или консистентной смазки в виде «восьмерки» в подшипниках скольжения, которые используются в некоторых машинах, которые вы используете в своей мастерской? Я знаю, что в современном мире станков с ЧПУ это просто вопрос программирования, но как это делалось в старые времена? Если вы выполните поиск, то обнаружите, что этот вопрос уже поднимался много раз. Следующая ссылка взята с другого форума и является одной из многих по этой теме. На многих плакатах были мысли и воспоминания, но мало о настоящих живых старых станках, предназначенных для обработки внутренних смазочных канавок.
Вот два интересных видеоролика о каналах, которые нарезает талантливый молодой европейский машинист.
Обработка канала смазки в бронзовом подшипнике внутри на токарном станке 1К62 – экстремальная обработка – YouTube
Обработка канала смазки в бронзовом подшипнике внутри на токарном станке 1K62 – как я это сделал – YouTube
Я недавно читал эту тему и думал об этом но выбросил это из головы на некоторое время, прежде чем отправиться на прошлой неделе в Форт-Уэрт, штат Техас, на каникулы. Находясь там, я посетил старого друга, с которым я работал много лет назад, и теперь он владеет собственной механической мастерской. У него много старых машин всяких и провел мне экскурсию. Он нашел и притащил домой ранний станок, который, по-видимому, был предназначен только для обработки этих смазочных канавок. На фотографиях ниже показан станок и кусок пластиковой трубы, который он использовал для настройки и тестирования станка перед вырезанием нового подшипника для токарного станка, который он ремонтировал. Судя по фото машина используется не часто, но на всякий случай он ее держит.
Находясь там, я посетил старого друга, с которым я работал много лет назад, и теперь он владеет собственной механической мастерской. У него много старых машин всяких и провел мне экскурсию. Он нашел и притащил домой ранний станок, который, по-видимому, был предназначен только для обработки этих смазочных канавок. На фотографиях ниже показан станок и кусок пластиковой трубы, который он использовал для настройки и тестирования станка перед вырезанием нового подшипника для токарного станка, который он ремонтировал. Судя по фото машина используется не часто, но на всякий случай он ее держит.
Станок представляет собой комбинацию токарного станка и формовочного станка. Шпиндель удерживает и вращает подшипник, в то время как каретка удерживает режущий инструмент и перемещает его вперед и назад в отверстии подшипника, вырезая канавку. Мой друг говорит, что теперь он жульничает, когда ему нужно нарезать канавку. Он оснастил шлифовальный станок шарообразным жерновом, чтобы работа шла быстрее.
У меня есть видео (мое первое) о движении машины, но я не знаю, как его прикрепить, так как оно может быть слишком большим. Я могу попробовать и опубликовать его, если кто-нибудь может сказать мне, как.
Бенни
Приют никогда не закрывается
Последнее редактирование модератором:
АББ
Зарегистрировано
- #2
Спасибо, что поделились этим. На днях я чистил отверстие конусного шкива SB и задавался вопросом, как это делается… Круто!
На днях я чистил отверстие конусного шкива SB и задавался вопросом, как это делается… Круто!
OlCatBob
Активный пользователь
- #3
спасибо за создание этой темы, я бы хотел увидеть ваше видео. Надеюсь, администратор здесь будет работать с вами, чтобы разместить его на доске. Удивительно, что задолго до ЧПУ или ЧПУ кто-то был достаточно инновационным, чтобы придумать что-то подобное.
Увидимся,
Боб
OldMachinist
Бронза
- #4
Вот страница из книги 1919 года о станках для накатки канавок.
Джордж Уилсон
Глобальный модератор
- #5
Смазочные канавки можно было вырезать с помощью специальной токарной насадки, которая была зацеплена со скользящей пастой.
bcall2043
Активный пользователь
- #6
Боб,ОлКотБоб сказал:
Бенни,………..хотел бы посмотреть ваше видео…………..
Увидимся,
БобНажмите, чтобы развернуть…
Я перенесу его на ноутбук и положу в грузовик, так что в следующий раз, когда мы поедем каждый раз, он будет у меня под рукой. Или я мог бы отправить его вам по электронной почте. Не уверен, насколько большой файл вы можете получить, файл около 64000 КБ. Между тем, сегодня я разговаривал с Чарли, и он рассказал мне, как размещает здесь видео, и я постараюсь попробовать его метод.
Дон,OldMachinist сказал:
Вот страница из книги 1919 года о станках для накатки канавок.
Нажмите, чтобы развернуть…
Спасибо за размещение страницы книги.
 Это та же компания, которая произвела машину на фото. На фото как раз показана “более новая улучшенная версия”. Искал на машине mfg. имени и ничего не нашел. Гэри, владелец, сказал мне, что машина прорежет различные канавки, показанные в книге, но я забыл упомянуть об этом.
Это та же компания, которая произвела машину на фото. На фото как раз показана “более новая улучшенная версия”. Искал на машине mfg. имени и ничего не нашел. Гэри, владелец, сказал мне, что машина прорежет различные канавки, показанные в книге, но я забыл упомянуть об этом.Сегодня я думал о том, как грустно, что когда такие люди, как мой друг Гэри, уходят, кто-то, скорее всего, выкинет все старые машины, которые он приютил. Мы с ним обсуждали, откуда взялись некоторые из его новых машин, и он упомянул местную (для него) авиастроительную компанию. Компания больше не производит определенную модель самолета для правительства и списала соответствующие инструменты/машины и установила новые для текущих моделей самолетов. Большинство владельцев бизнеса сегодня не хотят, чтобы старая машина использовалась только время от времени, а у нас, любителей, нет места, чтобы сохранить специализированную машину, подобную этой.
Бенни
Детский дом никогда не закрывается
Введение
СОДЕРЖАНИЕ
АННОТАЦИЯ………………………………………………………………3
ВВЕДЕНИЕ………………………………………………………………4
1. Металлообрабатывающий токарный станок и виды
токарных станков…………………………..……5
Металлообрабатывающий токарный станок и виды
токарных станков…………………………..……5
2. Основные части токарного станка…………………………………………..……..6
3. Токарные………………………………………………………………..…..8
ЗАКЛЮЧЕНИЕ………………………………………… ……………………9
ОТЛИЧИЯ………………………………………………………………….10
АННОТАЦИЯ
Цель настоящей статьи состоит в том, чтобы дать нам четкое определение такого
сложный термин как металлообработка
токарный станок и многое другое
хотелось бы подробнее рассмотреть токарно-винторезный станок 1К62.
Токарный станок по металлу является самым основным из всех металлообрабатывающих станков.
Станки. Работает по принципу одноточечной резки.
удаление инструмента
металл по мере его подачи во вращающуюся заготовку. Основное вручную
токарный станок используется для изготовления отдельных деталей и небольших партий
идентичных деталей или для ремонта изношенных деталей.Многие
изготавливаются и другие виды токарных станков, только некоторые из которых можно показать
здесь. Большинство из них изготавливаются либо для массового производства одинаковых деталей
или для изготовления очень больших деталей.
Согласно этому тексту,
токарный станок состоит
принадлежащий
токарный станок, кровать
пути,
маховик,
токарные центры,
каретка,
задняя бабка, шпиндели.
Следует подчеркнуть, что станки
подразделять
на универсальные и специализированные. Универсальный
станки предназначены для выполнения самых разнообразных
операции:
обработки наружных и внутренних цилиндрических, клиновых
элемент, фасонные и торцевые поверхности; резка наружная и внутренняя
потоки; отрезки, сверления, колонковое сверление и расширение проема.
На специализированных станках выполняют более узкий круг
операций, например, шлифование гладких и ступенчатых валов,
валы качения, оси
колесные пары железнодорожный транспорт, различного рода
сцепление, трубы.Следовательно,
токарный станок
все очень нужны в машиностроении. Следовательно, это
текст должен быть интересен для студентов технических специальностей.
Большинство из них изготавливаются либо для массового производства одинаковых деталей
или для изготовления очень больших деталей.
Согласно этому тексту,
токарный станок состоит
принадлежащий
токарный станок, кровать
пути,
маховик,
токарные центры,
каретка,
задняя бабка, шпиндели.
Следует подчеркнуть, что станки
подразделять
на универсальные и специализированные. Универсальный
станки предназначены для выполнения самых разнообразных
операции:
обработки наружных и внутренних цилиндрических, клиновых
элемент, фасонные и торцевые поверхности; резка наружная и внутренняя
потоки; отрезки, сверления, колонковое сверление и расширение проема.
На специализированных станках выполняют более узкий круг
операций, например, шлифование гладких и ступенчатых валов,
валы качения, оси
колесные пары железнодорожный транспорт, различного рода
сцепление, трубы.Следовательно,
токарный станок
все очень нужны в машиностроении. Следовательно, это
текст должен быть интересен для студентов технических специальностей.
токарный станок — древний инструмент, восходящий, по крайней мере, к египтянам и известный и использовался в Ассирии, Греции, Римской и Византийской империях.
А точеная деревянная чаша с естественными краями.
происхождение токарной обработки датируется примерно 1300 г. до н.э., когда египтяне
впервые разработал токарный станок для двух человек. Один человек перевернул бы дерево
кусок работы с веревкой, в то время как другой использовал острый инструмент, чтобы разрезать
формы в дереве. Римляне
улучшил египетский дизайн, добавив поворотный лук.
Ранние токарные станки также были разработаны и использовались в Германии, Франции и других странах.
Британия. В середине
Возраст
педаль заменила ручное точение, освободив
руки, чтобы держать токарные инструменты. Педаль обычно подключалась
к шесту, часто прямоволокнистому деревцу. Система сегодня такая
называется токарным станком с «пружинным полюсом» (см. Polelathe).
Токарные станки с пружинными полюсами широко использовались в начале 20 века. А
токарный станок для двух человек, называемый «большим токарным станком», допускал кусок
вращаться непрерывно (как современные токарные станки). Мастер бы вырезал
дерево, пока ученик крутил рукоятку.
А
токарный станок для двух человек, называемый «большим токарным станком», допускал кусок
вращаться непрерывно (как современные токарные станки). Мастер бы вырезал
дерево, пока ученик крутил рукоятку.
В течение промышленный революция токарный станок был моторизован, что позволяло создавать токарные изделия из дерева. за меньшее время и позволяет обрабатывать металл на токарном станке. Мотор также производил большую скорость вращения, что облегчало быстрое производить работу качественно. Сегодня большинство коммерческих токарных станков управляемый компьютером позволяя массовое производство, которое может быть создано с точным точность и без затрат на наем мастеров.
1. Металлообрабатывающий станок и виды токарных станков
Токарный станок по металлу является самым основным из всех металлообрабатывающих станков.
инструменты. Работает по принципу одноточечного режущего инструмента.
удаление
металл по мере его подачи во вращающуюся заготовку. Токарные станки используются
для изготовления цилиндрических и конических деталей, таких как оси, поршни,
шкивы, заготовки для шестерен, штифты и резьбовые фитинги.
простой токарный станок с ручным управлением используется для изготовления отдельных деталей и небольшие количества идентичных деталей или для ремонта изношенных деталей.
Много изготавливаются и другие виды токарных станков, только некоторые из которых можно показать здесь. Большинство из них изготавливаются либо для массового производства одинаковых деталей или для изготовления очень больших деталей. Винтовые машины с ручным управлением и револьверные станки используются для производства тиражом в несколько сотен деталей. Численно токарные станки с управляемой револьверной головкой быстро заменяют ручные револьверные станки потому что они намного эффективнее. Токарные автоматы используются для производство тиражи из тысяч одинаковых деталей. Вертикально-револьверные станки изготавливаются для обработки деталей очень больших диаметров.
Нет
каким бы большим или сложным ни казался токарный станок, основные
принципы
работы токарного станка такие же, как и на более мелких и простых токарных станках.
2. Основные части токарного станка
До пытаясь работать на токарном станке, вы должны ознакомиться с его основные части, элементы управления и аксессуары. органы управления на разных токарных станках часто устроены несколько иначе. иначе. Тем не менее, все токарные станки оснащены элементами управления, которые выполняют аналогичные функции. функции.
токарный станок кровать есть основная рама, на которой построена машина. Передняя бабка это постоянно крепится к левому концу станины, а задняя бабка может быть зажата в любой точке станины справа от передней бабки. Оба передняя и задняя бабки имеют шпинделей.
шпиндель передней бабки приводится в движение двигателем в шкафу под
бабка.
Шпиндель задней бабки не вращается; тем не менее, его можно переместить и
из задней бабки с помощью задняя бабка
маховик. Оба
шпиндели могут удерживать токарный станок центры что
поддерживайте длинные заготовки между собой. Коническое отверстие
Шпиндель задней бабки также подходит для сверлильных патронов и сверл с коническим хвостовиком
и развертки
для буровых работ.
Коническое отверстие
Шпиндель задней бабки также подходит для сверлильных патронов и сверл с коническим хвостовиком
и развертки
для буровых работ.
вагон это часть, которая скользит вперед-назад по станине между передней бабкой и задняя бабка, несущая режущий инструмент. точность V-образные и плоские поверхности станины, на которых установлены каретка и слайд задней бабки, называются кровать способы.
А токарный станок может иметь или не иметь подставку (или ножки), которая стоит на полу и поднимает станину станка на рабочую высоту. Некоторые станки маленькие и сидят на верстаке или столе, и не имеют подставки.
Все у токарных станков есть «станина», которая (почти всегда) горизонтальна балка (хотя некоторые ЧПУ токарные станки имеют вертикальную балку для основания, чтобы гарантировать, что стружка или стружка, падает с кровати).
В
один конец кровати (почти всегда левый, так как оператор стоит лицом к
токарный станок) — «бабка». Передняя бабка содержит
высокоточные вращающиеся подшипники.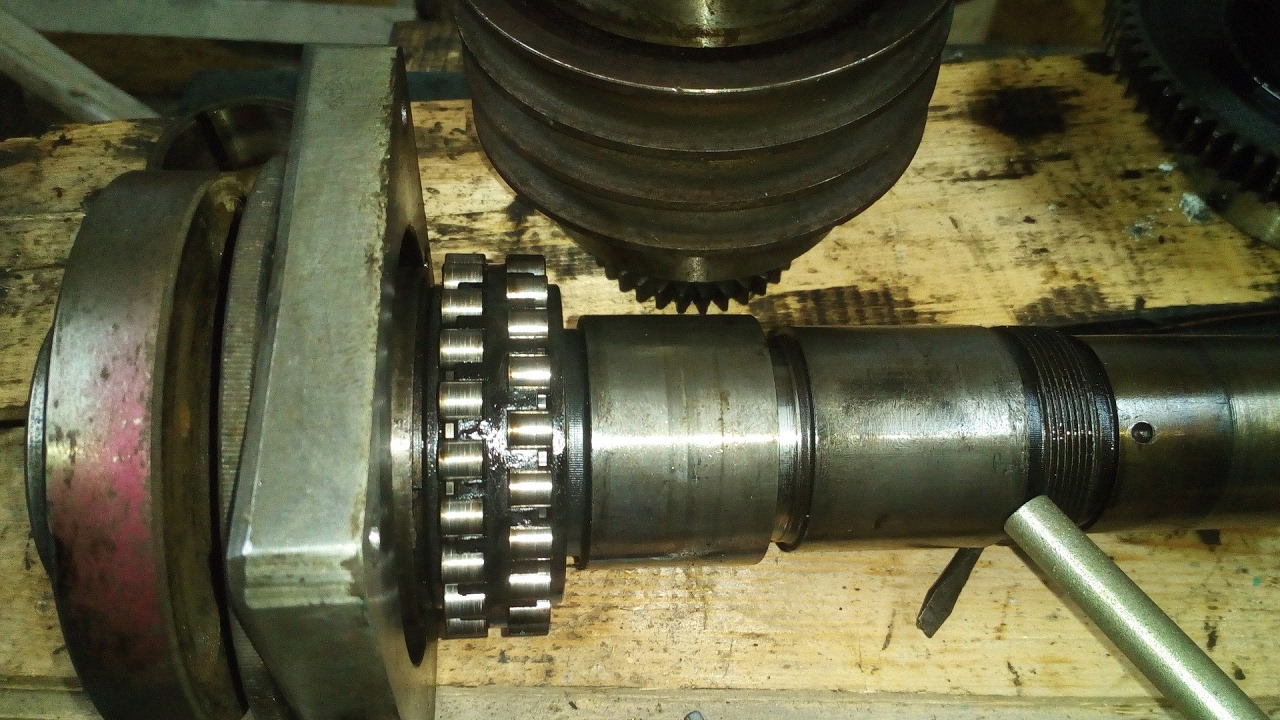
вращающийся внутри подшипников находится горизонтальная ось с осью, параллельной кровать, называемая «веретено». Веретена часто полые, и иметь наружную резьбу и/или внутреннюю резьбу Морзе конусность на «внутрь» (т.е. лицом вправо/в сторону станины), с помощью которых можно установить приспособления, удерживающие заготовку, на шпиндель. Шпиндели также могут иметь наружную резьбу и/или внутренние сужаются к их «наружу» (т. е. обращены в сторону от кровать) конец и/или может иметь маховик или другой аксессуар механизм на их внешнем конце. Шпиндели питаются и передают движение к заготовке.
шпиндель приводится в движение либо с помощью педали от педали и маховика или ременной передачей к источнику питания. В некоторых современных токарных станках это источником питания является встроенный электродвигатель, часто либо в передняя бабка, слева от передней бабки или под передней бабкой, спрятался в стойке.
контрапункт передней бабки – задняя бабка, иногда называемая
как незакрепленная головка, так как ее можно расположить в любой удобной точке на
кровать, отвернув стопорную гайку, сдвинув ее в нужное место,
а затем повторно заблокировать его.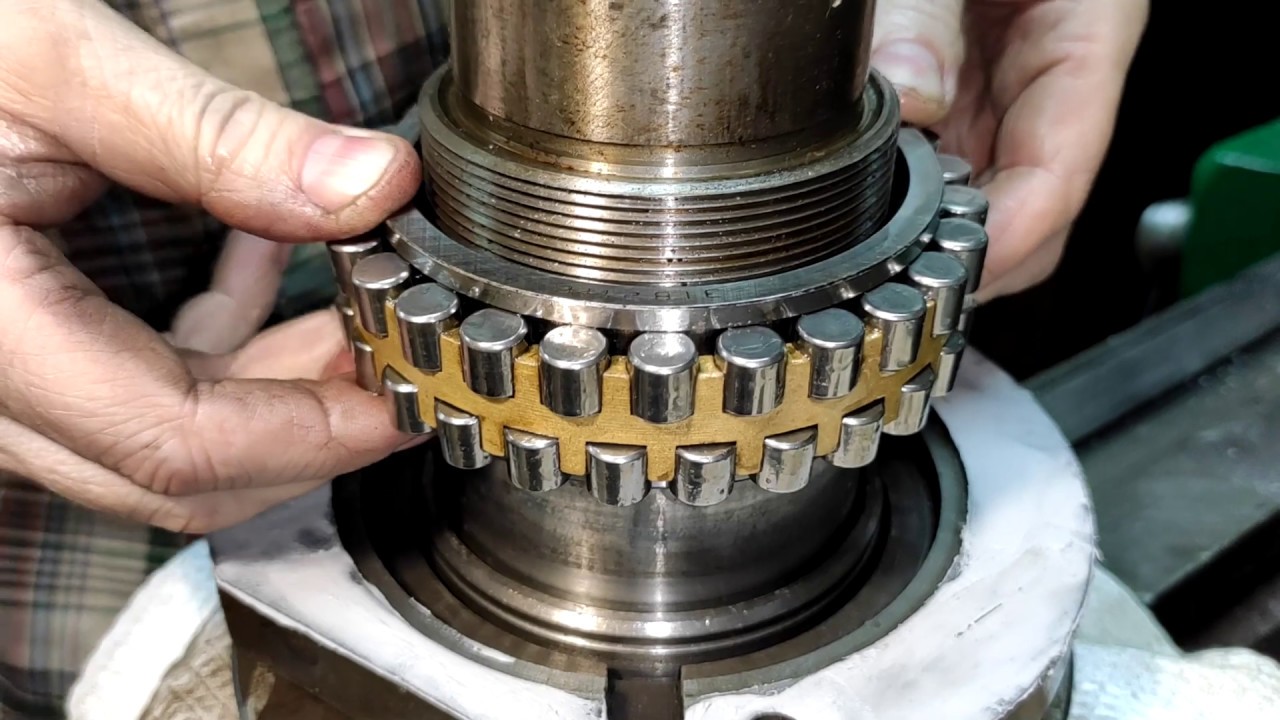 Задняя бабка содержит ствол, который не
вращаться, но может скользить внутрь и наружу параллельно оси кровати, и
непосредственно на одной линии со шпинделем передней бабки. Ствол полый,
и обычно содержит конус для облегчения захвата различных
вид оснастки. Его наиболее распространенное использование – удержание закаленной стали.
центр, который используется для поддержки длинных тонких валов при вращении, или
для удержания сверл для сверления осевых отверстий в заготовке. Много
возможны другие варианты использования.
Задняя бабка содержит ствол, который не
вращаться, но может скользить внутрь и наружу параллельно оси кровати, и
непосредственно на одной линии со шпинделем передней бабки. Ствол полый,
и обычно содержит конус для облегчения захвата различных
вид оснастки. Его наиболее распространенное использование – удержание закаленной стали.
центр, который используется для поддержки длинных тонких валов при вращении, или
для удержания сверл для сверления осевых отверстий в заготовке. Много
возможны другие варианты использования.
Металлообработка токарные станки имеют «поперечный салазок», который представляет собой плоскую деталь, сидит крест-накрест на кровати, и может быть изогнут под прямым углом к кровать. На поперечных салазках находится стойка для инструментов, на которой находится режущий инструмент, снимающий материал с заготовки. Там может или не может быть ходовым винтом, который перемещает поперечный салазок вдоль станины.
токарная обработка
и токарные станки по металлу не имеют поперечных салазок, но имеют
«банджо» — плоские детали, расположенные крест-накрест на
кровать.